Sometimes our editors find items that are not exactly “heat treat” but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
To celebrate getting to the “fringe” of the weekend, Heat Treat Today presents today’s Heat Treat Fringe Friday: an exciting development in metal 3D printing that one might even say is "out of this world."
Rob Postema Technical Officer ESA
Metal 3D printing will soon take place in orbit for the first time. A pioneering European-made metal 3D printer is on its way to the International Space Station on the Cygnus NG-20 resupply mission which launched January 30, 2024.
“This new 3D printer printing metal parts represents a world first, at a time of growing interest in in-space manufacturing,” explains ESA technical officer Rob Postema. “Polymer-based 3D printers have already been launched to, and used aboard the ISS, using plastic material that is heated at the printer’s head, then deposited to build up the desired object, one layer at a time.
“Metal 3D printing represents a greater technical challenge, involving much higher temperatures and metal being melted using a laser. With this, the safety of the crew and the Station itself have to be ensured – while maintenance possibilities are also very limited. If successful though, the strength, conductivity and rigidity of metal would take the potential of in-space 3D printing to new heights.”
Once arrived at the International Space Station, ESA astronaut Andreas Mogensen will prepare and install the approximately 180 kg Metal 3D printer in the European Draw Rack Mark II in ESA’s Columbus module. After installation, the printer will be controlled and monitored from Earth, so the printing can take place without Andreas’s oversight.
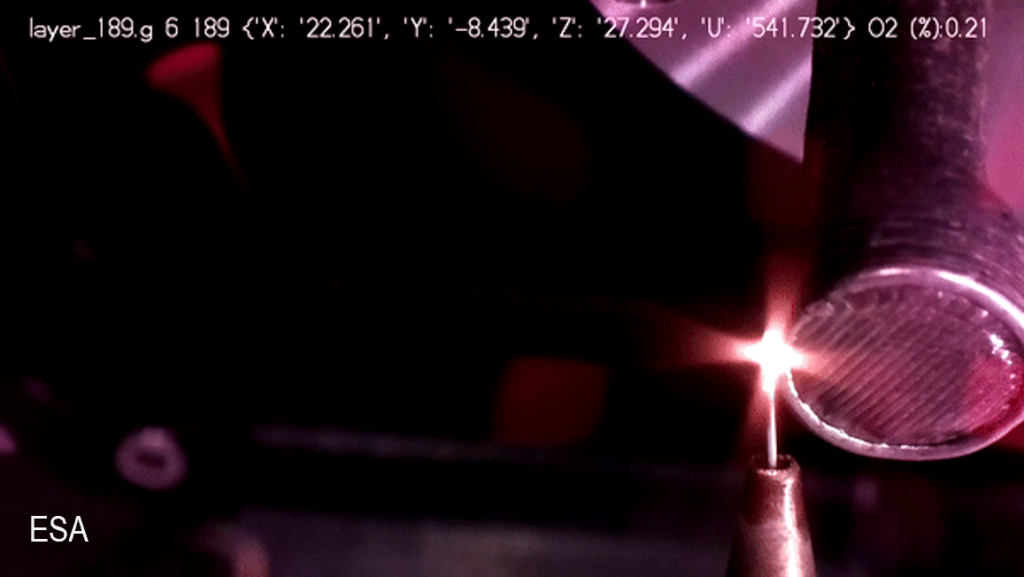
Metal 3D printer in operation on Earth
Source: ESA
The Metal 3D Printer technology demonstrator has been developed by an industrial team led by Airbus Defence and Space SAS – also co-funding the project – under contract to ESA’s Directorate of Human and Robotic Exploration.
“This in-orbit demonstration is the result of close collaboration between ESA and Airbus' small, dynamic team of engineers,” comments Patrick Crescence, project manager at Airbus. “But this is not just a step into the future; it's a leap for innovation in space exploration. It paves the way for manufacturing more complex metallic structures in space. That is a key asset for securing exploration of Moon and Mars.”
The printer will be printing using a type of stainless-steel commonly used in medical implants and water treatment due to its good resistance to corrosion.
The stainless-steel wire is fed into the printing area, which is heated by a high-power laser, about a million times time more powerful than your average laser pointer. As the wire dips into the melt pool, the end of the wire melts and metal is then added to the print.
ESA materials engineer Advenit Makaya from the ESA’s Directorate of Technology, Engineering and Quality, provided technical support to the project: “The melt pool of the print process is very small, in the order of a millimetre across, so that the liquid metal’s surface tension holds it securely in place in weightlessness. Even so, the melting point of stainless steel is about 1400 °C so the printer operates within a fully sealed box, preventing excess heat or fumes from reaching the crew of the Space Station. And before the print process begins the printer’s internal oxygen atmosphere has to be vented to space, replaced by nitrogen – the hot stainless steel would oxidise if it became exposed to the oxygen.”
Four interesting shapes have been chosen to test the performance of the Metal 3D printer. These first objects will be compared to the same shapes printed on ground, called reference prints, to see how the space environment affects the printing process. The four prints are all smaller than a soda can in size, weigh less than 250 g per print, and takes about two to four weeks to print. The scheduled print time is limited to four hours daily, due to noise regulations on the Space Station – the printer’s fans and motor of the printer are relatively noisy.
Once a shape has been printed, Andreas will remove it from the printer and pack it for safe travels back to Earth for processing and analysis, to understand the differences in printing quality and performance in space, as opposed to Earth.
Metal 3D printer test print
Source: ESA
One reference and 0xg print, which is a part of a dedicated tool, will go to the European Astronaut Centre (EAC) in Cologne, Germany. Another two will be headed to the technical heart of ESA, the European Space Research and Technology Centre (ESTEC), where a team at the Materials and Electrical Components Laboratory awaits the samples for macro and micro analysis of the printed parts. The final print will go to the Technical University of Denmark (DTU), who proposed its shape, and will investigate its thermal properties in support of e.g. future antenna alignment.
“As a technology demonstration project, our aim is to prove the potential of metal 3D printing in space,” adds Rob. “We’ve already learned a lot getting to this point and hope to learn a lot more, on the way to making in-space manufacturing and assembly a practical proposition.”
One of ESA’s goals for future development is to create a circular space economy and recycle materials in orbit to allow for a better use of resources. One way would be to repurpose bits from old satellites into new tools or structures. The 3D printer would eliminate the need to send a tool up with a rocket and allow the astronauts to print the needed parts in orbit.
Tommaso Ghidini, head of the mechanical department at ESA, notes: “Metal 3D in space printing is a promising capability to support future exploration activities, but also beyond, to contribute to more sustainable space activities, through in-situ manufacturing, repair and perhaps recycling of space structures, for a wide range of applications. This includes in-orbit large infrastructure manufacturing and assembly as well as planetary long-term human settlement. These aspects are key focuses in ESA's upcoming technology cross-cutting initiatives.”
Thomas Rohr, overseeing ESA's Materials and Processes Section, adds: “This technology demonstration, showcasing the processing of metallic materials in microgravity, paves the way for future endeavours to manufacture infrastructure beyond the confines of Earth.”
This press release from The European Space Agency can be found in its original form here.
A Louisiana-based foundry — a supplier of iron, stainless, and specialty alloy castings for paper/pulp, energy, mining, and petrochemical customers — is getting financial support for infrastructure investments from the state as part of a three-phase effort to expand its 3D printing operation for sand molds.
JB Shoaf President Howell Foundry
Howell Foundry plans to expand its 3D-printing capabilities following a $7.4 million update to its operation in St. Francisville, LA. This expansion is expected to create 26 new jobs and retain 22 current, according to an announcement by the Louisiana Economic Development agency. Work was scheduled to start in December for completion by the end of 2027, LED said.
The state will provide a $400,000 performance-based forgivable loan for infrastructure work, contingent upon Howell Foundry meeting investment and payroll targets. Also, the foundry is expected to participate in the state’s Quality Jobs and Industrial Tax Exemption programs.
The foundry emphasizes its ability to deliver complex parts with quick turnaround, using 3D-scanning to convert parts or patterns into reproducible programs, casting process simulation to plan and set-up production, and 3D-sand printing of molds and cores.
“Howell Foundry combines modern-day 3D innovations with proven craftsmanship in one of the oldest known trades to produce rapid and reliable solutions to its valued customers who are primarily located on the Gulf Coast,” stated company president JB Shoaf said. “We take great pride in being a local business that serves local businesses.”
Sometimes our editors find items that are not exactly “heat treat” but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
To celebrate getting to the “fringe” of the weekend, Heat Treat Today presents today’sHeat Treat Fringe Friday: an exciting development in Additive Manufacturing with Airbus Helicopters using 3D printing.
Helmut Fárber Site Manager Airbus Helicopters in Donauwöth
Airbus Helicopters is to use 3D printing technology to produce components for its helicopter vehicles and the aircraft of parent company Airbus.
Airbus Helicopters will use TRUMPF‘s 3D printing technology to produce components for its electric-powered City Airbus experimental high-speed Racer helicopter, as well as the Airbus A350 and A320 passenger aircraft, with structural components made of titanium and high-strength aluminum believed to be the focus. The company is investing heavily in additive manufacturing technology because of its ability to reduce weight and, in turn, bring down fuel consumption and costs. It is said to be exploring the part consolidation of some systems, again to save weight, and values the capacity to reuse powder.
“With innovative manufacturing processes, we are working on the helicopters of the future in Donauwörth,” commented Helmut Fárber, site manager at Airbus Helicopters in Donauwöth. “Among other things, 3D printing helps reduce the weight of components.”
Said Richard Bannmueller, CEO of TRUMPF Laser and System Technology, “Additive manufacturing saves expensive raw material and can lower production costs in the aviation industry. 3D printers only use the material that designers actually need for their components and that ends up taking off in the aircraft.”
Airbus, like many other aerospace manufacturers, has had a keen interest in additive manufacturing technology for several years, with the company recently signing a 3.8 million EUR contract with Oerlikon for the additive manufacture of satellite antenna clusters.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat TreatToday presents today’s Heat Treat Fringe Fridaybest of the web article that investigate the success of 3D printing an engine part for John Deere.
In collaboration with GKN Sinter Metals, the project team was able to develop, qualify and introduce the Thermal Diverting Valve 3.0. – a stainless steel component in the fuel system. This is the company’s first 3D printed metal part in production. Using this production method, results are showing significant cost savings and less materials usage. R&D phase worked to develop a part that would outperform, in cold weather, the current valve. Testing in the lab and in the field have gone well; other projects could benefit including printing of replacement parts.
Thermal Diverter Valve 3.0 prototypes Source: John Deere UK IE/YouTube
An excerpt: "The new thermal diverter valve on the latest versions of John Deere 6R and 6M tractors isn’t just an innovative application of increasingly accessible metal 3D printing technology, it’s the culmination of about two years of R&D."
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat TreatToday presents today’s Heat Treat Fringe Friday press release: a look at the future of heat treating and 3D printing in aerospace engines and energy turbines.
Find out more about the possibilities of bringing additive manufacturing and heat treating turbine and engine components; and read on to see what's happening at MIT.
A new MIT-developed heat treatment transforms the microscopic structure of 3D-printed metals, making the materials stronger and more resilient in extreme thermal environments. The technique could make it possible to 3D print high-performance blades and vanes for power-generating gas turbines and jet engines, which would enable new designs with improved fuel consumption and energy efficiency.
There is growing interest in manufacturing turbine blades through 3D-printing, but efforts to 3D-print turbine blades have yet to clear a big hurdle: creep. While researchers have explored printing turbine blades, they have found that the printing process produces fine grains on the order of tens to hundreds of microns in size — a microstructure that is especially vulnerable to creep.
Zachary Cordero
Boeing Career Development Professor in Aeronautics and Astronautics
MIT
Zachary Cordero and his colleagues found a way to improve the structure of 3D-printed alloys by adding an additional heat-treating step, which transforms the as-printed material’s fine grains into much larger “columnar” grains. The team’s new method is a form of directional recrystallization — a heat treatment that passes a material through a hot zone at a precisely controlled speed to meld a material’s many microscopic grains into larger, sturdier, and more uniform crystals.
“In the near future, we envision gas turbine manufacturers will print their blades and vanes at large-scale additive manufacturing plants, then post-process them using our heat treatment,” Cordero says. “3D-printing will enable new cooling architectures that can improve the thermal efficiency of a turbine, so that it produces the same amount of power while burning less fuel and ultimately emits less carbon dioxide.”
Materials Science student
Oxford University
MIT
“We’ve completely transformed the structure,” says lead author Dominic Peachey. “We show we can increase the grain size by orders of magnitude, to massive columnar grains, which theoretically should lead to dramatic improvements in creep properties.”
Cordero plans to test the heat treatment on 3D-printed geometries that more closely resemble turbine blades. The team is also exploring ways to speed up the draw rate, as well as test a heat-treated structure’s resistance to creep. Then, they envision that the heat treatment could enable the practical application of 3D-printing to produce industrial-grade turbine blades, with more complex shapes and patterns.
“New blade and vane geometries will enable more energy-efficient land-based gas turbines, as well as, eventually, aeroengines,” Cordero notes. “This could from a baseline perspective lead to lower carbon dioxide emissions, just through improved efficiency of these devices.”
Cordero’s co-authors on the study are lead author Dominic Peachey, Christopher Carter, and Andres Garcia-Jimenez at MIT, Anugrahaprada Mukundan and Marie-Agathe Charpagne of the University of Illinois at Urbana-Champaign, and Donovan Leonard of Oak Ridge National Laboratory.
This research was supported, in part, by the U.S. Office of Naval Research.
Watch this video from Thomas to see a visual of some of the heat treating advances.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
All the buzz in our industry seems to indicate that additive manufacturing (AM) and 3D printing are the next hot topics in heat treat, particularly in vacuum heat treat. Heat Treat Today decided to find out how these new technologies are shaping the industry. Read what five heat treat industry leaders had to say about how their companies are preparing for the next generation of AM and 3D printing.
This Technical Tuesday article bringing together the responses from these five companies was first published in Heat Treat Today‘s November 2022 Vacuum print edition.
What changes have you made to accommodate the AM/3D printing marketplace?
Dennis Beauchesne General Manager ECM USA, Inc.
The most important changes relate to the build plate size and how it connects to our standard size systems. Build plates are ever-changing, it seems, as customers have new applications and mostly larger build plates are being requested. In addition, the process parameters – such as temperature and time at temperature and quantity of material – are important. These two items have the most to do with reconfiguring equipment for the AM market. We have also been able to implement our wide range of automation and robotics skills into this equipment as the market scales up for high production.
How will your products and/or services change to accommodate this marketplace?
We are/will be introducing equipment that is in line with standard-build plate dimensions along with reducing operating costs.
Share how 3D printing or AM products/services help heat treaters.
Contact us with your Reader Feedback!
Recent debind and sinter applications have involved, as previously mentioned, complete robotics to handle parts after printing, to debind, to sinter, and then to process specialized by ECM, such as low-pressure carburizing. ECM has also provided equipment to provide all three processes in the same furnace without moving the load or requiring the furnace to cool and reheat. This reduces work processing time along with less handling and less utility cost.
What changes have you made to accommodate the AM/3D printing marketplace?
Mark Hemsath Vice President of Sales, Americas Nitrex Heat Treating Services
Nitrex Vacuum Furnaces, through its GM Enterprises acquisition, has moved heavily into additive manufacturing via large production MIM furnaces, which are able to both remove large amounts of powder binders and sinter the parts in the same process. We are in the process of installing and/or starting up five furnaces for these markets, and we have recently employed even more advanced concepts on high volume wax removal. A further trend is on higher value materials, like nickel and cobalt alloys and titanium, necessitating diffusion vacuum levels for processing. Nitrex Vacuum has had this experience already for many years, so moving to smaller scale 3D designs comes with years of experience.
How might your products and/or services change to accommodate this marketplace?
Smaller units are a trend to keep an eye on. We have over a decade of learning from the large units we offer, and this will allow us to compete in these lower volume markets (i.e., 3D) via our proven expertise. Several facts/ideas that we are keeping top of mind are:
Large potential in the future (whole new market starting to evolve)
Redesign the product to meet the new needs
Good for rapid prototyping and quick low volume parts
Furnaces need to be available with fast delivery 3D printing is finding a tremendous niche in fast part production, sourced internally or sourced quickly. These parts may cost more per piece, but having them fast is often more important, and 3D offers this ability to cut weeks or months off of supply chain sourcing.
Share how 3D printing or AM products/services help heat treaters.
The AM sector is still in growth mode. How we help is to give a full-service solution to those customers who want to really increase their volume yet use vacuum in the process. Vacuum helps to transport the binder vapors away from the parts and into the traps for removal. Full binder removal adds to the quality of the parts, as does vacuum sintering of the final parts. We have supplied a few systems over the years with higher, diffusion vacuum levels. As powder materials evolve to higher value materials, there is more interest in diffusion vacuum, and we recently supplied such a system.
What do readers need to know about AM/3D to make decisions today?
Vacuum is the proper way to debind and sinter. Additionally, 3D printing started slow and there were many technologies evolving. Now, it has started to really grow, and the need for smaller furnaces that can offer the same quality as MIM parts produced in high volumes will be a need for 3D part makers, in medium to low volume parts. This may involve furnaces for sinter only, debind and sinter, or even sinter and heat treat. We can see the need to both sinter 3D parts in a small furnace and also heat treat them with special added processes and surface treatments.
What changes have you made to accommodate the AM/3D printing marketplace?
Phil Harris Marketing Manager Paulo
Adding a hot isostatic press has been the most notable change Paulo has made to serve the growing AM market. It goes a step further than that though; heat treatment of AM parts has rapidly evolved, and the desire for custom cycles and more data has caused us to make instrumentation changes and do more R&D type work. Understanding the full production path of the parts and doing our part to reduce the time parts are spending in post-processing steps, including offering stress relief, HIP, EDM, and vacuum heat treatment in a one-stop-shop.
How might your products and/or services change to accommodate this marketplace?
As trials continue and boundaries are pushed for both additive and the accompanying thermal processing, we’re constantly keeping an eye on what’s next. Investing in equipment that’s capable while maintaining and instrumenting it to provide the data and reliability the market needs is the name of the game. Of course, open communication with additive manufacturers and printer designers makes this far easier. We value communication with printer manufacturers as it helps us understand demand for our services in terms of build plate size, since, as we all know, furnaces and HIP vessels aren’t one size fits all!
Share how 3D printing or AM products/services help heat treaters.
Additive parts have become commonplace and we’re now regularly providing HIP, stress relief, and solution treating for them. A more interesting example is for parts printed in Inconel 718; we’ve developed a combined HIP and heat treat (or High Pressure Heat Treat) cycle which was able meet material properties specifications when the traditional processing techniques were not. This is where we feel the real cutting edge is when it comes to heat treatment of additive parts; the slow cooling HIP cycles developed for casting decades ago aren’t always optimal for today’s additive parts.
What changes have you made to accommodate the AM/3D printing marketplace?
Trevor Jones President Solar Manufacturing, Inc. Source: Solar Manufacturing, Inc.
There are several methods for 3D printing and we as heat treaters and vacuum furnace manufacturers generally classify those methods into two basic groups: those that use liquid binding polymers and those that do not.
For the group who does not use liquid binding polymers, there are no changes thus far to the design of the vacuum furnace that must be made. One significant caution is insuring there is no loose powder on the surface or cavities of the parts. Residual powder on or in the parts could have adverse effects on the parts themselves and to the vacuum furnace. The loose powder can liberate from the part during the heat treat or quench steps during the process and contaminate the vacuum furnace. The powder in the furnace is then considered FOD (foreign object debris) for subsequent heat treatments processed in that furnace. The powder could also accumulate over time and cause an electrical ground the heating elements or the quench motor, clog the heat exchanger, contaminate vacuum gauges and hot zone insulation, among other issues.
For the group that does contain liquid binding polymers, in addition to the comments about avoiding loose powder on or in the parts, care must also be taken to accommodate for the vaporization of the binder that occurs during heating of the parts. The binder, in its vapor form, will condense at cooler areas in the vacuum furnace. The condensed areas are potential contamination points and could have all the same issues and concerns of loose powder as described above. The binder collection locations, whether at intentional or non-intentional places, will also have to be routinely cleaned to maintain ideal binder collection, optimum vacuum pumping, and overall furnace performance.
How might your products and/or services change to accommodate this marketplace?
With the growth of 3D printing using liquid binder polymers, Solar Manufacturing has taken what was learned from the furnace modified at Solar Atmospheres of Western PA for MIM and AM processing and applied it to a new furnace product line specific for the debind and sinter applications. Solar Manufacturing collaborated with our affiliate company, Solar Atmospheres of Western PA, in modifying an existing vacuum furnace to accommodate the debind and sintering processes. A modified hot zone was installed, and a dedicated binder pumping port was added that helps minimize and target the condensation of detrimental binders evaporating out of parts containing binders. The modified Solar Atmospheres furnace is extremely valuable in gaining knowledge about various aspects of the process and learning what works, and what does not work, in furnace and recipe design. Combining the knowledge and experience of process development of Solar Atmospheres with the advanced Engineering Design Team at Solar Manufacturing, we believe we have a furnace design that modernizes and simplifies the debinding process while minimizing traditional maintenance issues.
Share how 3D printing or AM products/services help heat treaters.
We developed a process of debinding and sintering stainless steel parts with our affiliate company Solar Atmospheres in Souderton PA. The project started out with our Research and Development group to develop the process for the client’s parts. As the trials scaled up, test coupons became test parts, eventually full-size loads. There are always challenges to scaling up from test parts to production loads and we were able to provide the support the customer needed through that transition. The R&D eff orts were successful, and the client ended up purchasing multiple furnaces, which was the end goal for both parties.
Additionally, Solar Atmospheres is currently vacuum stress relieving a 3D component for a major U.S.-based aerospace company that is in use in aircraft today. Also, numerous large-scale components destined for deep space.
What do readers need to know about AM/3D to make decisions today?
Bob Hill, president of Solar Atmospheres of Western PA, reminded us to “realize and acknowledge that AM is still in its infancy stage. Therefore, many metallurgical uncertainties still exist for the multiple printing processes that exist. Understanding this new kind of metallurgy for each printing process, while developing standards and specifications unique to additive manufacturing, is still a huge obstacle. Until this is accomplished, AM will not be the ‘disruptive’ technology that all the experts predict it will be.” If your business is printing parts with liquid polymer binders, you should seriously consider how you plan on debinding and sintering the parts ahead of time. Printed parts in the “Green” or even “Brown” state are fragile and if you are going to ship the parts somewhere else for the debind and sinter steps, extreme care must be taken to prevent the parts from fracturing during transit. Although the shipping can be safely and successfully accomplished, ideally a furnace is available at the print shop to immediately perform the debind and sinter process to avoid those potential shipping difficulties. The other forms of 3D printing that do not contain liquid polymers generally do have this issue.
What changes have you made to accommodate the AM/3D printing marketplace?
Ben Gasbarre Executive Vice President Sales & Marketing Gasbarre Thermal Processing Systems
From our inception, Gasbarre has had expertise in the powder metallurgy industry, which requires debind and sinter applications similar to that in the AM and 3D printing markets. Our ability to supply equipment for both powder and parts producers has set us up for quick adoption into this market. While considerations need to be made specific to AM, our focus has been on technical support and helping the market grow to higher volume applications.
How might your products and/or services change to accommodate this marketplace?
As adoption of these technologies grow, the volume at which parts need to be produced will grow. Our line of continuous processing equipment in both vacuum and atmosphere applications are well suited. Whether it be debind and sinter, annealing, or stress relieving, we have equipment and expertise that can grow from early production to high volumes.
Share how 3D printing or AM products/services help heat treaters.
Overall, Gasbarre is here to be a resource and support the growth of the additive market. Whether that be through new equipment, servicing existing equipment, or involvement in the industry organizations, we have the expertise to drive success today and into the future!
What do readers need to know about AM/3D to make decisions today?
Additive manufacturing is such a dynamic technology, it is difficult to state one specific item. There is the potential for significant growth opportunities for new applications, but also the potential replacement of traditional manufacturing methods. We also know there is substantial backing for the technology by both private industry and government entities. Like other emerging technologies in the automotive and energies sectors, additive manufacturing isn’t a matter of if, but when it’ll achieve wide scale adoption and high-volume applications.
It is amazing how the list of materials being utilized with this technology is growing. While metals and alloys have not been the majority of the market, it is rapidly growing. With that growth, there is a wide variety of applications and thermal processing requirements for those materials. As well, the different additive and 3D printing processing methods (i.e., binder jetting, powder bed fusion, etc.) leads to a similar diversity in thermal processing requirements.
Curious about proper gas atmospheres needed to meet high-tolerance standards for additive manufactured parts before, during, and after the heat treating process?
Learn about them in this detailed original content article from Heat TreatToday’sAerospace 2021 print magazine. The author, Lisa Mercando, Ph.D., is the marketing manager of strategic marketing & development at Air Products. You can access the other articles in our digital edition here. Enjoy the Technical Tuesday!
Lisa Mercando, Ph.D. Marketing Manager, Strategic Marketing & Development Air Products
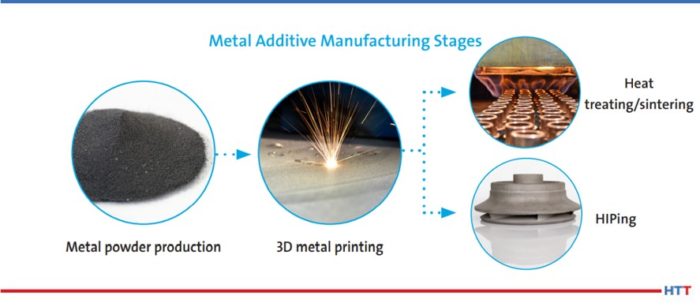
In a world of rapid prototyping and production of metal components, it is imperative to have the proper gas atmosphere to produce quality parts. Argon, nitrogen, and helium are commonly used to create inert atmospheres in order to meet the high-tolerance standards required for additive manufactured (AM) aerospace parts. Industrial gases are used every step of the way from powder production to various additive manufacturing techniques to finishing processes that include heat treating and hot isostatic pressing (HIPing).
Inert gas atomization is the best method to obtain dense, spherical particles, which are best for AM applications where the desired particle size is usually less than 100 microns. Additionally, inert gas atomization greatly reduces risk for oxidation, providing a high level of powder purity and quality. Helium provides the best results when its superior heat transfer capabilities are needed. This process achieves the following properties: dense and spherical particles; high quality and purity metal powders; and narrow particle size distribution. We can provide high pressure gases for powder atomization and hydrogen-based atmospheres for powder reduction and annealing.
Image demonstrating metal additive manufacturing
To meet the high-tolerance standards required in additive manufacturing–particularly for aerospace–nitrogen and argon are commonly used to provide inert atmospheres. The use of helium, with its high thermal conductivity, offers an interesting option for minimizing the thermal distortion of elongated parts during printing. An inert atmosphere provides numerous benefits on a printed part by:
reducing oxidation of printed parts by lowering the oxygen concentration in the build chamber
improving safety through the inerting of combustible dust during powder handling and sieving
creating a stable printing environment by maintaining constant pressure in the print chamber
mitigating powder clumping in the feed tube
preventing part deformation by controlling thermal stress through effective cooling
Gas requirements differ based on the process being used and the material being printed.
Often, AM aerospace parts require additional processing to achieve the desired final properties. This is done mainly in the form of heat treating, sintering, or HIPing. All three processes have industrial gas requirements for preventing oxidation. Heat treating with argon, nitrogen, hydrogen, or a nitrogen/hydrogen blend can relieve internal stresses and enhance part properties such as strength, ductility, and hardness. In sintering applications, nitrogen/hydrogen blends or argon/hydrogen blends are important in producing near-net shape parts with increased strength and uniformity. High pressure argon is used in HIPing applications to provide fully dense parts with increased strength and reliability.
Image of a furnace heating metal parts
In addition to providing the bulk industrial gases required, the company has developed state-of-the-art process intelligence systems. These systems monitor atmosphere composition parameters to ensure the process is running with the desired gas atmospheres and provide alerts for any needed maintenance or adjustments. Decades of metals processing experience in gas supply, applications, process knowledge, and safety are applied to help improve heat treating efficiency and part quality.
Remote tank monitoring is one example of the company’s Process Intelligence™. Operators increasingly rely on data to closely track critical process parameters, such as the use and inventory of vital industrial gases. This tank monitoring system enables operators to remotely check their supply levels and monitor usage from a touch screen in the plant, on their laptop, or on their mobile device. Customized daily reports are a common way to stay current on their industrial gas supply.
For heat treatment operations using a furnace atmosphere that is flammable or potentially flammable, an inert purge gas – typically nitrogen – is utilized to help ensure safe operation. This system alerts operators to the condition of the liquid nitrogen supply and helps them remotely track their supply and usage of gases. Optional system alarms allow operators to safely initiate a controlled purge shutdown, enabling compliance with NFPA 86 by confirming they have adequate liquid storage levels, or ensuring their nitrogen piping temperature remains at a safe level. Typically installed near the furnace operation, the remote touch screen on the base station displays conditions of all bulk gas storage tanks and can use both audible and visual alarms to warn the operator of a potentially critical situation.
Tank Monitoring
In addition to using inert gases, such as nitrogen and argon for the 3D printing processes, GE Additive Manufacturing, located in Cincinnati, OH and a major manufacturing center for additive manufacturing, also performs post processing heat treatment/sintering on the metal parts to enhance part quality. Their capabilities allow for the production of quick, precise parts with high levels of accuracy, even on intricate shapes and geometries across multiple applications.
Conclusion
If you are prototyping and producing metal components, be sure to consider the importance of achieving the optimum gas atmosphere to efficiently make quality parts. The heat treat postprocessing of AM metal parts is often required to produce the high-quality parts specified for the aerospace industry.
About the Author: Dr. Lisa Mercando is the marketing manager, Strategic Marketing & Development, for Air Products’ metals processing industry. She has worked at Air Products for 28 years in a variety of roles and responsibilities and is the author of several patents and technical articles.
What is debinding in metal additive manufacturing (AM)? How do you debind after 3D printing? How do you avoid contamination during metal debinding? Heat Treat Today’s Technical Tuesday article features this Best of the Web piece to answer your questions.
There are several changes that have made new technologies of AM and 3D printing increasingly implemented in the heat treating process. Some of these reasons include: falling costs of 3D printers; increasing geometric abilities; constant rate of the costs of production; and a “drastic reduction” in process waste. Read on to learn how to properly “debind” as you implement these new technologies in the heat treatment process.
An excerpt: “The working temperatures in the debinding phase are in the range between 70 °C (158 °F) and the 450 °C (842 °F), corresponding to the melting temperatures of the various organic compounds.”
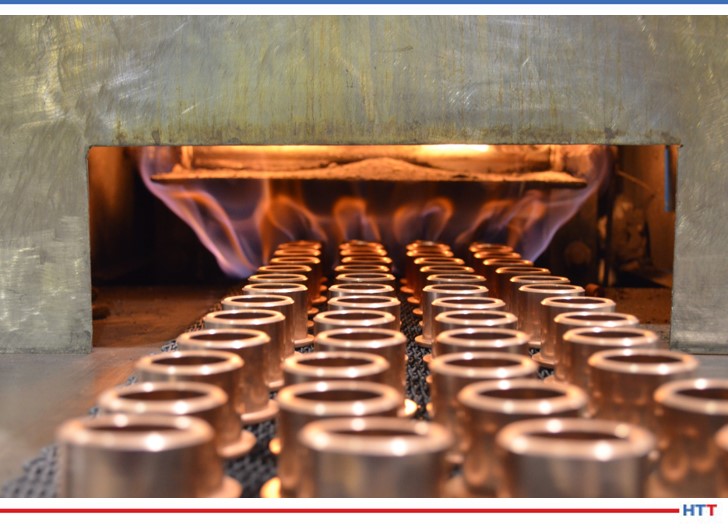
This informative feature was contributed by CENOS, a simulation software developer. Read on to learn about how 3D printing is revolutionizing the heat treat world, particularly in the production of copper coils.
3D printing, also known as “additive manufacturing,” is a hot topic now as it broadens possibilities for on-demand and customized products, even with complex geometries. It eliminates the need for welding, soldering, bending, and similar steps in coil design as 3D printers build the object in one piece and in the exact shape as drawn in CAD.
(source: PROTIQ)
“3D printing unleashes design opportunities for induction coils, while 3D simulation software allows validating design performance. . . . We believe that 3D printing of copper will grow even more in significance for coil production, and possibly even become a part of the conventional manufacturing process,” said Max Wissing, Development Engineer at PROTIQ.
Currently additive manufacturing is widely used for steel parts, and for a long time printing machines were not able to print pure copper items. But now the technology has developed, and since the second half of 2019, it’s possible to print on demand 100% pure copper coils. Some companies with notable success offering this innovation are PROTIQ and GH Induction.
Main Benefits Simulations Enable Together with 3D Printing:
freedom of design
optimized geometry
more homogeneous heating
lower lead time
less material waste
cost reduction
3D Printed Copper Comparison:
RS-cooper
Pure copper
Electrical conductivity: 50 MS/m
Electrical conductivity 58 MS/m
Elongation at break: 25%
100% IACS
Improved strength for high loads
Elongation at break: 50%
Tensile strength: 230 Mpa
Tensile strength: 220 Mpa
Yield strength: 180 Mpa
Yield strength: 125 Mpa
Density: 98%
Density: 99.8%
Fewer Man-Hours, Faster Processes
Coils are a critical part of induction heat treatments as they must be replaced from time to time due to deterioration. This interrupts production and requires several man-hours for recalibration. In comparison to conventional manufacturing, 3D printing induction coils offer great benefits.
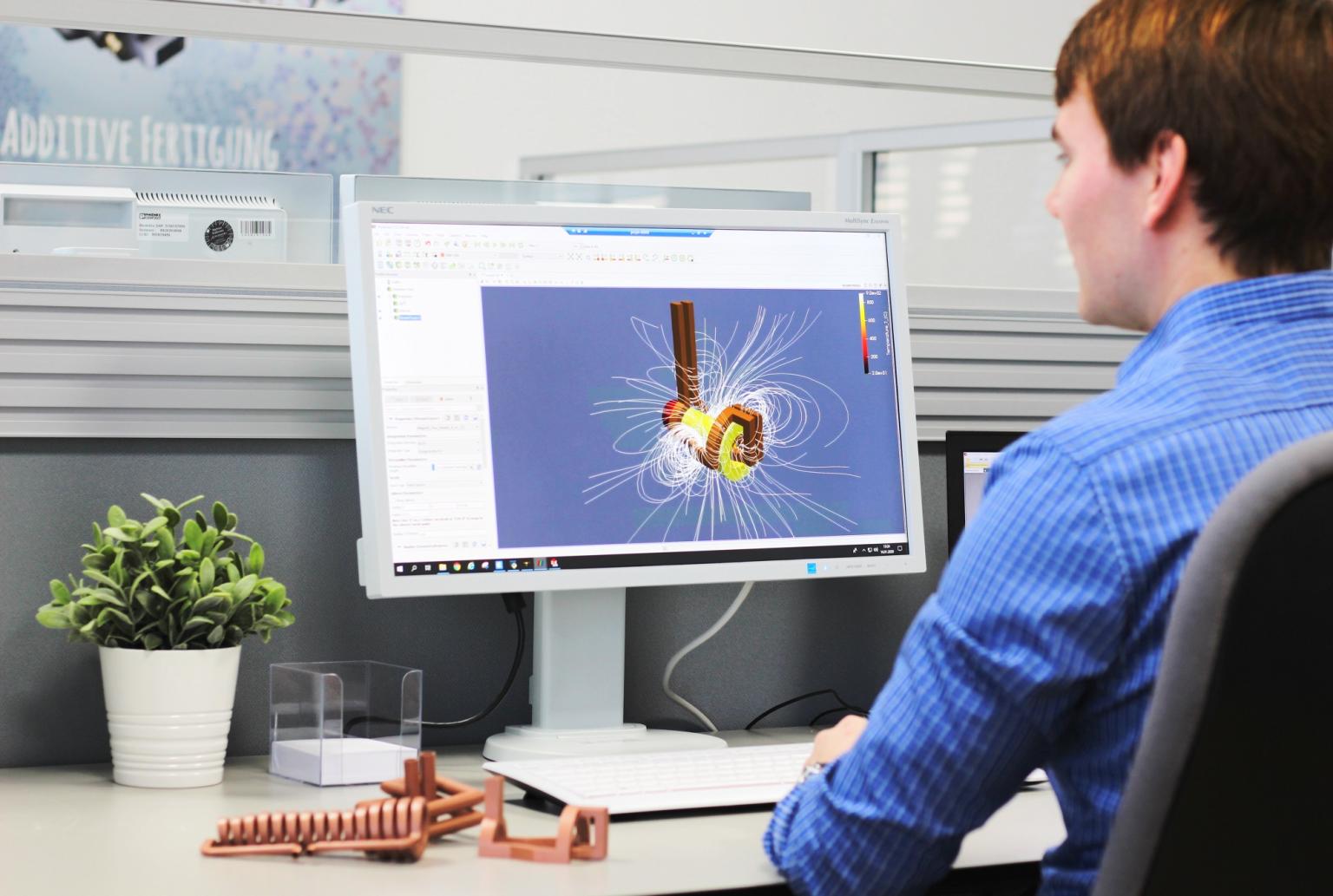
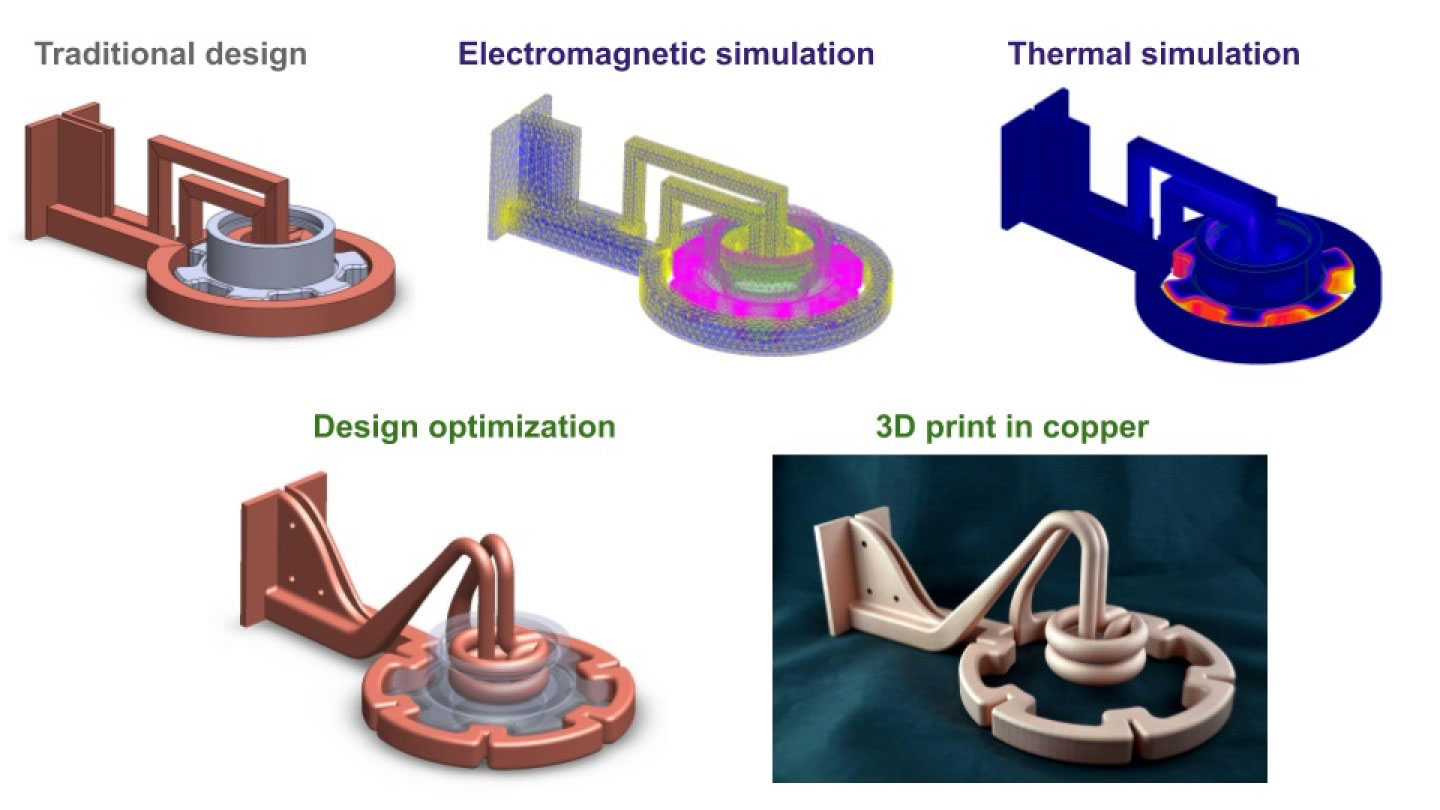
First, additive manufacturing provides better reproducibility and higher accuracy compared to the manual bending, which reduces necessary recalibration times. Second, it allows lower cost and faster production of inductors. Finally, using numerical simulation methods, the coil’s heat pattern is precisely predicted and visualized, helping optimize inductor geometry. This allows for creating a perfect coil with the first prototype.
Simulation and 3D Printing Process Illustration:
(source: PROTIQ)
Simulations as the Enabling Factor for Coil Durability
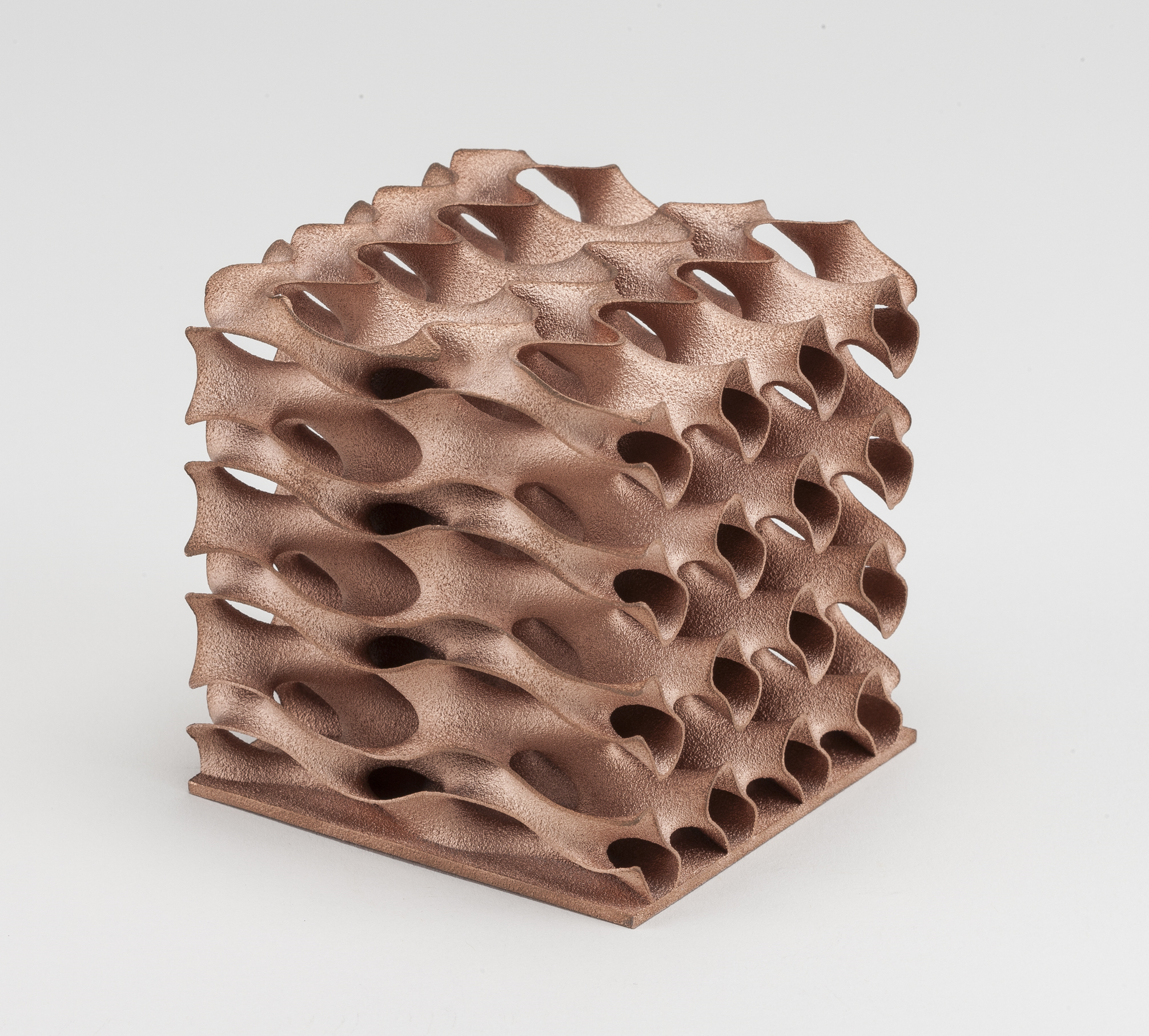
Simulations allow full freedom of design and point out places for improvement in producing a more efficient coil production process. 3D printers build objects layer upon layer, allowing them to make even complex geometries in one piece without soldering. Simulation of the design process allows predicting coil heating, which altogether results in a longer coil lifetime. Because there is no need to bend or join parts together with heat treatment, this also allows for eliminating some intermediate steps of the supply chain. Another notable benefit is that the lifetime of 3D printed coils can exceed conventionally manufactured copper coils up to two times, as reported by PROTIQ’s automotive industry clients.
Currently there are only a few copper coil printing companies because the material is not easily processed in additive manufacturing.
Comparison of maximum copper coil dimension as a single piece:
PROTIQ
GH Induction
Length: 250mm
Length: 200mm
Width: 250mm
Width: 200mm
Height: 300mm
Height: 100mm
The possible size of the printed coils varies between really small ones, measuring only a few millimeters, and bigger shapes that are used in the automobile industry. Coils that exceed the maximum printable dimensions can be joined together afterward via welding or brazing without problems.
Regarding the time, copper coils can be printed within a few days. Compared to the conventional way, which takes up to several weeks, this method enables fast-paced product tests and generates flexibility for the customer due to shorter delivery times.
3D Printing Future Forecast
GlobeNewswire market research shows that the global 3D printing metals market is estimated at USD $774 million in 2019 and is projected to reach USD $3,159 million in revenue by 2024. This suggests we will see even more and bigger 3D printed metal parts.
In a greater perspective, Boeing is demonstrating an impressive point that additive manufacturing currently has no limits. Boeing’s GE9X engines are now fully 3D printed, combining more than 300 engine parts into just seven 3D printed components.
Taking into consideration all of the benefits listed above, one has to wonder whether additive manufacturing will become the norm in the coming decades in many of the traditional manufacturing processes.
A Canadian additive manufacturing powder producer, in partnership with McGill University in Montreal, has announced the results of a research project on its aluminum alloy powders. Extensive testing undertaken by the university has revealed that the Equispheres’ powders are suitable for sintering with binder jet 3D printing technology. Equispheres claims that the combination of binder jet 3D printing with aluminum alloy powder can have a significant impact on the automotive industry.
Dr. Mathieu Brochu, Associate Professor at McGill
“We are excited to begin work with Equispheres’ binder jet printing partners in the next phase to fully understand all aspects related to sintering of complex shape components and the fundamental relations with new specialized binder agents,” said Dr. Mathieu Brochu, Associate Professor at McGill and Canada Research Chair in Pulse Processing of Nanostructured Materials.
Equispheres has developed a method of powder atomization that creates spherical metal powders. On the strength of its proprietary technology, Equispheres has previously received a $5 million investment from American global aerospace and defense company Lockheed Martin. The company also received an $8 million investment from early stage and SME financing bank BDC Capital, due to its focus on the environmental advantages of 3D printing.
Currently, Equispheres is collaborating with key partners to develop specialized binder agents that are required for aluminum and for specific automotive applications.