




Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: A Discussion with David Wolff, Nel Hydrogen, Part 2
In this episode, Heat Treat Radio host, Doug Glenn, continues his conversation with Nel Hydrogen Heat Treat Manager David Wolff about the use of hydrogen in heat treat processes. Listen to this second part of a two part conversation to find out more about the various delivery systems available, the economics of using hydrogen, and whether using hydrogen might make sense for your specific heat treat application. If you missed Part 1 of the series, click here.
Click the play button below to listen.
Transcript: A Discussion with David Wolff, Nel Hydrogen, Part 2
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Welcome to part two of this 2-part series on the use of hydrogen in heat treat processes. Today we are wrapping up a conversation we started last time with David Wolff of Nel Hydrogen. This 2-part series is based on the content of an eBook recently published by Heat Treat Today in cooperation with Nel Hydrogen entitled “Hydrogen Generation and its Benefits for Heat Treaters.”
In part one, we discussed some hydrogen fundamentals. Things like what purpose hydrogen plays in the heat treat process. We hit on safety issues, the processes where hydrogen is typically used, and other atmosphere generation systems and how they compare to hydrogen, as well as several other hydrogen basics. In this episode we're going to dig deeper into several topics, including the various delivery systems available, the economics of using hydrogen, and whether or not using hydrogen might make sense for your specific heat treat application.
We're going to get back to our discussion with David Wolff of Nel Hydrogen. Remember, this is part 2. If you'd like to read the transcript or listen to part 1, click here. Now back to the interview.
DG: Let's talk about typical modes of delivery for hydrogen. My understanding is we're talking about bulk delivery from some of your gas companies, generated hydrogen, which, as you mentioned, could be endo or exo, that does produce some percentage of hydrogen, but then also we've got a product that you guys are offering, which is a hydrogen generator. Let's talk about those delivery methods just briefly, maybe summarize them, their advantages/disadvantages, etc.

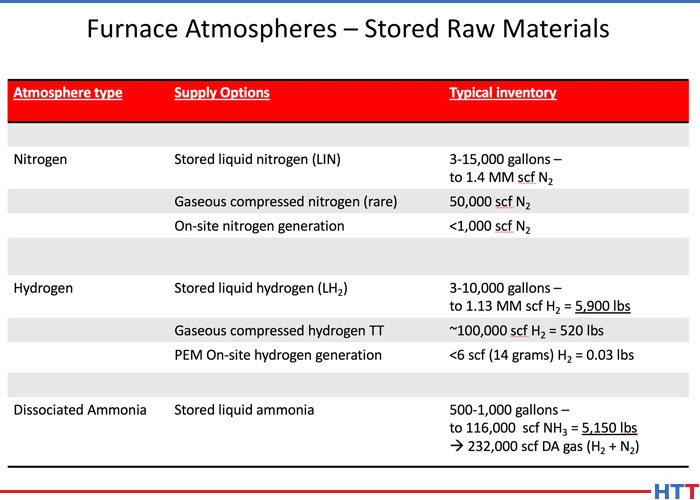
David Wolff (DW): While nitrogen and argon, the diluent gases are available anywhere on earth because they are components in the air, hydrogen is only available by generating it from a hydrogen containing material, such as methane or from water. Delivered hydrogen needs to come from a hydrogen plant that may be hundreds of miles away from any particular customer. In most cases, if you're buying hydrogen, say from an industrial gas provider, that hydrogen has come from a plant where it's made, cleaned, and then packaged or processed in a way for efficient delivery. It might be liquefied or it might be compressed and then it's trucked to thermal processing customers for storage and subsequent use. Your delivered hydrogen is coming from some chemical or other facility, which may be quite far away.
As you mentioned, Doug, the two historically significant sources of generated, what I will call “blended atmospheres,” typically fall under the name "generated atmospheres," and I'll group endo and exo together because they're really made in a very similar way, and then dissociated ammonia. Endo and exo are made by thermally cracking natural gas, which is primarily methane, and endo and exo describe two very similar processes for making an atmosphere which consists of hydrogen, water, carbon monoxide, and carbon dioxide. The ratios of those gases differ whether you're using endo or exo gas, but both gases contain all four-hydrogen, water, CO2, and CO. As long as your process can utilize all four of those gases, then endo and exo are quite economical, particularly today when methane or natural gas is so cheap. You don't have to be that old to remember that natural gas at one time was not so cheap. I remember not so long ago where natural gas was about five times what it costs today. There was a period of time when endo and exo were not attractive in industry because of the cost.
Now ammonia dissociation or DA (dissociated ammonia) has a popular and cost-effective technique for generating a kind of general use furnace atmosphere where you store ammonia and then you use a heated catalytic reactor to crack that ammonia into a gas which is 75% hydrogen balance nitrogen. DA has been used for many, many decades, and in fact there are many methods which have standardized on DA. It is still popular. The challenge with DA is it requires the storage of ammonia, and ammonia is ever more unwelcome in communities because if it leaks, it creates a hazardous material response incident.
DG: You've got storage issues there. It's very obvious when ammonia leaks, you can tell with your nose, it is a harmful gas, so you've got to be very careful with the storage of it. That is the point.
DW: And there is one other issue, and that is if you're using DA, you can't get pure hydrogen. Because you're starting with a gas which is 25% nitrogen, so no matter how much you dilute it by adding pure hydrogen, it is still going to have nitrogen in it. If you want pure hydrogen for the ultimate in flexibility, it can be helpful to generate pure hydrogen.
The final thing you asked me to talk about was the equipment that Nel Hydrogen provides, which is electrolytic on-site generation of pure hydrogen. That has become newly attractive because we've managed to reduce the capital cost of electrolysis equipment and we've managed to improve the energy efficiency, the hydrogen production versus the electricity used. And in an environment where it is harder and harder to store hazardous materials like ammonia or pure hydrogen, it is interesting and attractive to be able to make cost-effective, process pressure, dry, pure hydrogen which you can then custom blend into whatever diluent gas you want, whether it's nitrogen or argon, in the exact ratio needed for your parts.

DG: Exactly, because you're talking about the endo or exo, you've got a range there of how much hydrogen, or what percentage of hydrogen you can have, whether you run it rich or lean, and things of that sort. With DA (dissociated ammonia), your looking at 75% hydrogen/25% nitrogen, basically very little deviation from that. With a system where you are on-site hydrogen generating, you can dilute it at whatever percentage tickles your fancy.
DW: Exactly. And by definition, the metallurgist will assist you to run the most dilute mixture that meets your metallurgical needs. Because that's how you save the most money, by diluting the hydrogen as much as the metallurgy will allow.
DG: Very briefly, for those who might not know, tell us about the technology inside of your equipment, the proton exchange membrane and things of that sort. Explain how it works, and then I'd like to ask you what kind of capacities can these systems that you supply, how many CFH or however you measure it, how much can you produce for a process.
DW: It is easy to explain because we've all done it in high school chemistry. Virtually every person among us, in high school chemistry, has used a direct current from a battery and two electrodes to crack water with an acid or base in it to make hydrogen and oxygen bubbles. We're doing exactly the same thing, but we're doing it on an industrial level. Our equipment uses an electrolyte, which is made by Dupont, to enable us to crack water into hydrogen and oxygen and maintain the two gases on two different sides of a solid membrane. That has important safety advantages because the hydrogen and oxygen can never mix. We make very pure hydrogen. The only impurity in that hydrogen is water. As manufactured in our equipment, the hydrogen is wet with water. The only purification that we do to that hydrogen is we dry it. And we dry it to the specification for industrial grade either gas or liquid hydrogen. In essence, it is a replacement for gaseous compressed, or liquefied hydrogen, that you might have delivered to your facility.
The raw materials that we require are simply electricity and de-ionized water, and we require also cooling water for some of our larger scale equipment.
DG: The contention is that there are some real potential benefits to some heat treaters by having on-site hydrogen generation. What are the advantages and then, are there some heat treaters who shouldn't even consider using hydrogen?
DW: Getting rid of the need for on-site hazardous material storage is a huge benefit. That is a major benefit- zero hazardous materials inventory. Cost predictability is often even more important than having the lowest absolute cost at any point in time. With hydrogen generation, most of the cost is in the capital and in the electricity that you use to drive the equipment. So cost predictability is much better, for example, than with ammonia, natural gas, or with delivered hydrogen.
On-site electrolytic hydrogen generation makes pure hydrogen as compared with exo, endo, or DA. And the hydrogen that you're using is very, very pure. It is 99.9995% or better, so it's the equivalent of very, very pure delivered hydrogen. We provide very dry hydrogen. One of the drawbacks to the generated hydrogen in exo, endo, and DA is that those gases are not as dry, so you often need a higher hydrogen level in order to achieve similar scavenging of oxygen. People find, for example, when they replace DA with generated hydrogen and nitrogen, they can often use a more dilute blend. So rather than having to use 75/25, they might be able to use 50/50, saving money.
Finally, the generated hydrogen from Nel equipment is available at considerable pressure, 200 to as high as 435 Psi. That makes it easier to use a pressure-based blender to selectively blend hydrogen and nitrogen to your desired furnace atmosphere blend.
DG: How big are these systems?
DW: We have equipment anywhere from 4 cubic feet an hour of pure hydrogen up to 19,000 cubic feet/hour of pure hydrogen. The cost of the equipment goes up as you get bigger. I think the 'sweet spot' for generated hydrogen is probably not to try to compete with the largest endo and exo facilities. I think a thermal processor might choose to utilize a generated hydrogen for those materials and processes that require pure hydrogen or a purity of atmosphere unattainable with endo or exo.
Endo and exo are really good technologies and especially today with inexpensive natural gas. If you can use those, God bless you, use them. But if today you're using DA or you're using delivered hydrogen, then I think you might find it very worthwhile to choose a hydrogen generator which might have a capacity of 200 or 400 or 1000 cubic feet an hour for your process. And, in doing so, you might find that, as compared with certainly DA, you can use a leaner blend and save money as well as get better process results.
DG: What are the maintenance issues that we're seeing with on-site generation equipment?
DW: There are two types of normal maintenance required. All of our equipment is designed with internal flammable gas detectors. That's important from a safety point of view. That protects you from any leaks within the equipment, it also protects the facility if there was any flammable gas in the facility atmosphere, the hydrogen generator would shut down. Those internal flammable gas detectors need to be calibrated once every 3 months. The nice thing is that it only takes 15 minutes, but it is a planned, required maintenance operation that must take place every 3 months and takes 15 minutes. And of course, we train you how to do that.
In terms of schedule maintenance of a more involved type, our equipment is designed to be maintained once per year. Again, we train our customers to do that, or we can offer to come in and do it ourselves. It is a kind of maintenance that is very straightforward and can be done by a mechanical or electrical technician. It includes replacing parts, such as the water pump, that have a defined life-time. And we recommend that those parts be replaced on a proactive point of view in order to eliminate nuisance failures. For example, a water pump might last 3 years or 25,000 hours, for example. And really, that's it. Like any process equipment, you can have failures and we have set up a robust service capability so that we can diagnose and get people parts as quickly as possible so that they can keep their equipment running with the highest on-stream time possible. Especially for customers in other countries, we often recommend that they have on-hand a kit of parts that we call 'recommended spares kit', which is a very cost-effective way to have the parts available that we have seen fail in the field, so that they don't have to wait for shipped parts to show up. As soon as a failure is diagnosed, they can put in the parts and they can be right back on-stream and then we can replace any parts that were taken from the recommended spares kit.
DG: I next asked Dave to address the economics of the system. How does on-site hydrogen generation compare to other gas delivery systems?
DW: In terms of economics, the cost of on-site generated hydrogen is really very straightforward. It is the capital cost of the equipment, the cost of the electricity and water inputs and the cost of annual maintenance. The equipment can be a purchase or a lease. And because you're acquiring the equipment, of course there is an economy of scale to consider. Small volumes of hydrogen is smaller equipment. And then, in that case, we find that most people find the generator capital cost for smaller users might be around $2.00/hundred cubic feet. That is the capital cost of the equipment depreciation. As the size of the hydrogen generator increases (that would be tube trailer users or liquid hydrogen users), the capital cost of the equipment drops below $1.00/hundred cubic feet. So as equipment gets bigger, the capital cost per unit of production falls. Our largest capacity equipment, intended for very large scale manufacturing, which might be used, but might be too large for most thermal processors, has a fixed cost as low as 20 cents/hundred cubic feet. So you can see there is economy of scale.
Now the energy cost of the hydrogen is most of the variable cost. Water is almost nothing. Depending on the specific model of the system chosen, it requires between 15 and 19 kilowatt hours of electricity to make a hundred cubic feet of hydrogen. Here in the US, in 2018, the US industrial electrical rate was about .07/kilowatt hour average. So the average in the US in 2018 was 7 cents. If you multiply that by 15 – 19 kilowatt hours/hundred cubic feet, then you get an electric variable cost of between $1.05 and $1.53/hundred cubic feet. So you add that variable cost to the fixed.
Your annual maintenance is somewhere between $2,000 and $5,000. Obviously, that is a bigger hit for the smaller users than your larger users. Altogether, the cost of hydrogen for on-site water electrolysis in the medium volume range of interest to the thermal processing industry ranges from a high, at the low end of the use, of about $4/hundred to as little as $2/hundred for users of larger volumes, say your liquid hydrogen users.
DG: Best candidates for on-site generation and then, are there some people who shouldn't?
DW: The best candidates for on-site hydrogen generation are those for whom the technique, equipment, and product quality, the hydrogen quality, provide competitive advantage. So very compact equipment, zero hydrogen inventory, very pure hydrogen with relatively low maintenance, highly predictable costs and the ability to blend any hydrogen atmosphere to pure hydrogen down to forming gas, are all advantages of on-site electrolysis hydrogen.
We observe that captive heat treating operations often prioritize the characteristics of on-site hydrogen generation because they see a direct effect on product quality and ease of integrating heat treating processes into their facility. So they are more interested in- is it safe, is it pure, is it easy to operate than is it the cheapest possible hydrogen. Because of the capital cost (this equipment is not cheap), the best candidates for on-site hydrogen are going to use the equipment hard. The closer to 24/7, the less expensive, the capital cost contribution to your cost structure. So use it hard.
There are a few usage characteristics that argue against on-site hydrogen and similarly would make endo, exo, or DA less attractive. If you've got a temporary requirement for hydrogen, or a batch process that occurs irregularly or with long time gaps between batches, or you have a portable requirement, or where your actual atmosphere required might still be under development. In all of those cases, frankly, you'd be better to start out with delivered gases, at least until you understand the requirements of the process and the scheduling for the gas use until you establish a predictable pattern.
Finally, endo, exo, and DA are really good technologies to make a hydrogen containing atmosphere. If the cost of the atmosphere is the most important factor and the safety issues of ammonia storage and CO containing atmospheres are acceptable, and the characteristics of the exo, endo, or DA atmosphere are acceptable to your processes, then those may be a good choice.

End of Part 2.
Part 1 of this two-part series aired on January 30, 2020. To find that episode, click here. To find other episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.


{kind=link}