Aerospace is a key strategic growth area for Voestalpine, and is therefore a high priority in the coming years. Over the medium term the company expects to increase Group revenue in this technologically challenging customer segment from its current level of EUR 300 million to around EUR 500 million. In the next two years Voestalpine will invest over EUR 40 million in a new high-tech, high-speed forging line at Group company Böhler Edelstahl GmbH & Co KG in Kapfenberg in order to literally give additional thrust to this growth. The state-of-the-art facility is scheduled to go into operation as early as in 2018, and will primarily be used to manufacture forgings as pre-materials for extremely high load-bearing aircraft components, such as engine parts, or as workpieces for sophisticated products used in the oil & gas industry.
Over the next one and a half decades global demand for almost 40,000 new aircraft is forecast. The major investment in a new, state-of-the-art forging line demonstrates that Voestalpine is again staying abreast of the dynamic developments in the aerospace sector.
The aerospace industry is one of the key drivers of our international growth strategy in the future market of mobility. All most important aircraft manufacturers already rely on technologies and products from Voestalpine. By intensifying our innovation and investment activities we aim to further expand our position as a leading provider also in this sophisticated customer segment-
Fully automated facility sets new standards
The Special Steel Division of the Voestalpine Group is one of the leading global suppliers of high-performance materials and special forgings for the aerospace industry. Its highly stress-resistant products include structural parts, engine components and mounts, landing gear parts, and door segments that are used in the aircraft programs of manufacturers including Airbus, Boeing, Bombardier, and Embraer.
The new high-tech forging line will not only play a key role in increasing volumes in the aerospace business segment, but it will also set new standards in product quality, process automation, and digitalization. As a result, this investment significantly strengthens the technological leadership enjoyed by our Styrian production companies. Investment in a new special steel plant is also in planning as a means of opening up new dimensions in materials production. This is in addition to, and independent of, the current project. A final decision on the location of the special steel plant is expected for the second half of 2017.
Moreover, the new facility will produce forged components for oil and gas exploration which are required to withstand extreme conditions both on land and at sea. The high-tech forging line will process the material with a pressing force of 4,400 tonnes and a speed of up to 120 strokes per minute, or 2 strokes per second.
Rolls-Royce recently announced that it is growing its presence in Southern California with a $30 million expansion into a new 62,000-sq-ft facility that will be dedicated to the research and development of ceramic matrix composite (CMC) materials and processes for use in next-generation aerospace engine components. Rolls-Royce held a dedication ceremony with federal, state, and local officials; customers; and employees at the new facility. Rolls-Royce purchased Hyper-Therm High-Temperature Composites (HTC) in May 2013 and continues to grow and invest with this new “CMC technology hub” located in Cypress, Calif.
“The development of lighter, stronger, composite fiber components is just part of our commitment to continuously improve the performance of our products by focusing on lowering fuel consumption, emissions and noise,” said Marion Blakey, Rolls-Royce president and CEO of North America. “The team here in Cypress will be dedicated to seeing the commercial application of these technologies that will soon be adopted into advanced manufacturing production methods for gas turbine components.”
“I want to welcome Rolls-Royce to its new location in Cypress, and I applaud their commitment to bring jobs and grow their innovative R&D facility here in Southern California,” said Rep. Alan Lowenthal (D-Calif.). “Today’s official opening highlights yet again that Southern California has the tools, the skills, and the talent to grow our already established aerospace industry here.”
“The turbine sits at the heart of the engine. I am very excited about several technologies we are developing across Rolls-Royce that will contribute to a significant reduction in fuel consumption,” said Andy Greasley, executive vice president of turbines, civil aerospace. “Our HTC team in California is part of a global team working on high-temperature composites. This dedication ceremony represents the completion of another major milestone and the creation of a state-of-the art facility specifically purposed for the development of our next-generation turbine materials.”
The facility reportedly will develop production-ready manufacturing processes and produce components that will be used for engine test programs. From there, manufacturing processes refined in the Cypress facility will be applied to a future dedicated production facility for manufacturing of engine components. Since Rolls-Royce acquired Hyper-Therm in 2013, it has grown from 15 employees to nearly 50. The company expects to hire at least 10 more people this year, with the potential for 40 more positions as the production and product testing increase.
Russia’s VSMPO-AVISMA Corporation, the world’s largest titanium producer, is successfully increasing the share of machining in its output both within its own projects and jointly with partners. The company’s close ties with the international aerospace industry allow it to plan further production growth.
Alcoa Samara (Arconic SMZ), Russia’s largest producer of fabricated aluminum and VSMPO-AVISMA Corporation, the world’s largest manufacturer of titanium ingots and forged products, have announced the operational launch of a joint venture.
Read more to find out the name of this joint venture.
This is the second in a series of articles by AMS 2750 expert, Jason Schulze. Don't miss the Q&A section at the bottom of this article and please submit your AMS 2750 questions for Jason to Doug@HeatTreatToday.com.
Introduction
Considering the abundant number of Nadcap heat treat audits performed in a single year, the area receiving the most findings is pyrometry, and within this group, system accuracy testing (SAT) is the third most common finding.
The SAT process has been refined through each revision of AMS2750 (C through E). We’ve seen SAT thermocouple requirements, for example, gradually incorporated into the tables but not within the body of the specification. Also, we’ve seen the definition of a SAT incorporated into revision D within the definitions section; however, with revision E it was added to the body of the specification.
AMS2750E presents three optional methods for performance of SATs that must be implemented; the Standard (or Regular) SAT, the Alternate SAT, and the SAT Waiver. Within this article, we will focus on the Standard SAT process.
Standard SAT Description – AMS 2750E
AMS2750E has defined the Standard SAT as:
An on-site comparison of the instrument/leadwire/sensor readings or values, with the readings or values of a calibrated test instrument/leadwire/sensor to determine if the measured temperature deviations are within applicable requirements. Performed to assure the accuracy of the furnace control and recorder system in each control zone.
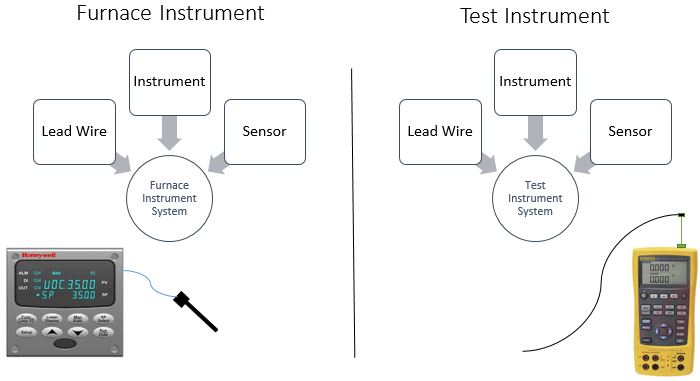
Put simply, an SAT is a comparison of two systems: the furnace system (whether control, monitoring, or load) against a test system. It’s important to recognize that the comparison is being made against two systems and not against an instrument or thermocouple alone. Each system is made up of three variables:
the instrument
the lead wire
the sensor
SAT Procedure
There is no general SAT procedure that can be applied for every supplier. Each supplier has their own needs as well as their own mechanical arrangement of thermocouples within their furnace system. The key to conformity is to ensure that, once a method for performing an SAT on a furnace is established, it is documented (i.e., in detail, including photos, if necessary) and repeated each time an SAT is performed. Some requirements to incorporate into your system are:
1) The tip-to-tip distance between the furnace system thermocouple and the test system thermocouple cannot exceed 3 inches.
2) The test thermocouple shall be in the same position/depth as the initial test.
3) The furnace is cycled and maintained at a temperature normally used during production.
4) Each system that makes up the applicable instrumentation type must be tested.
SAT Difference
Many findings arise from suppliers calculating the SAT Difference incorrectly. AMS 2750E states the following as a way to calculate the SAT Difference.
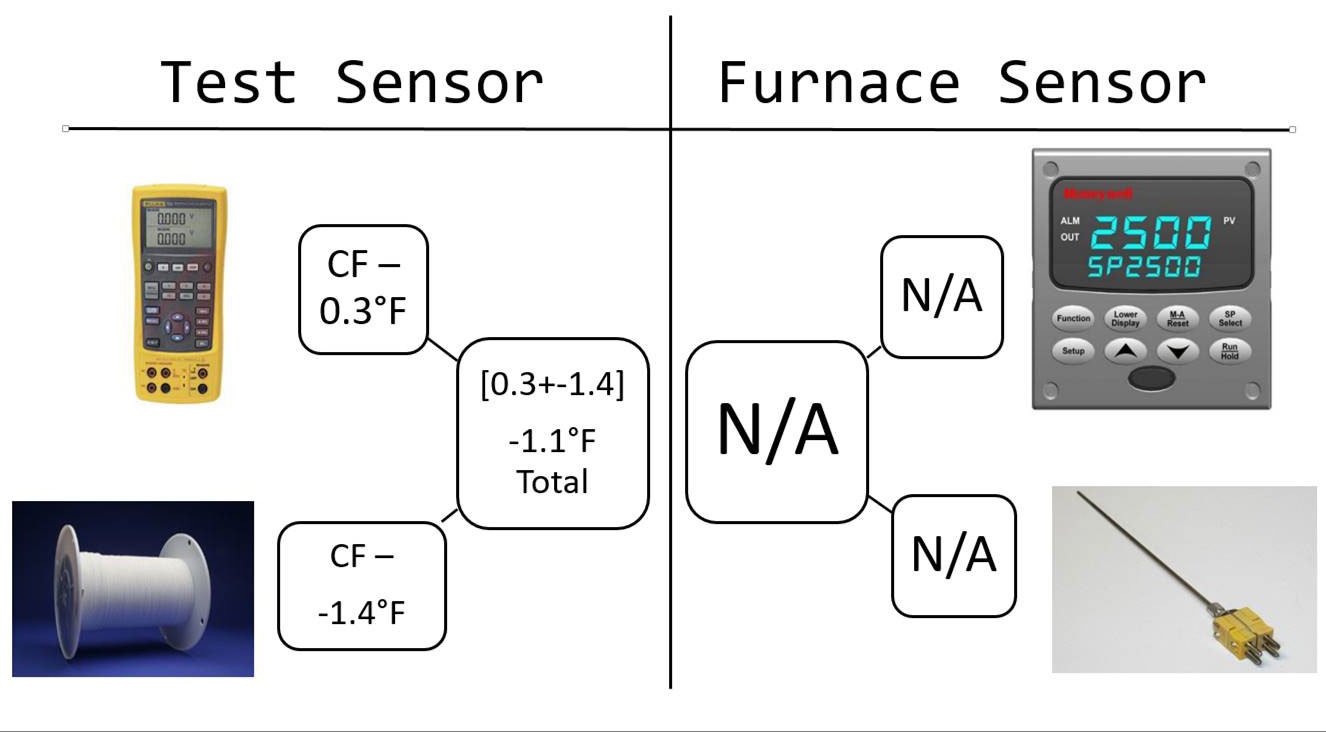
The difference calculated between the reading of the furnace sensor system being tested (sensor, lead wire, and instrument) and the corrected reading of the test sensor system (after test sensor and test instrument correction factors are applied) shall be recorded as the system accuracy test difference. Applicable correction factors shall be applied algebraically.
I’ve highlighted the word “corrected” as it applies to the test instrument systems because this seems to be a source of frequent findings. The furnace system does not get corrected, the test system does get corrected.
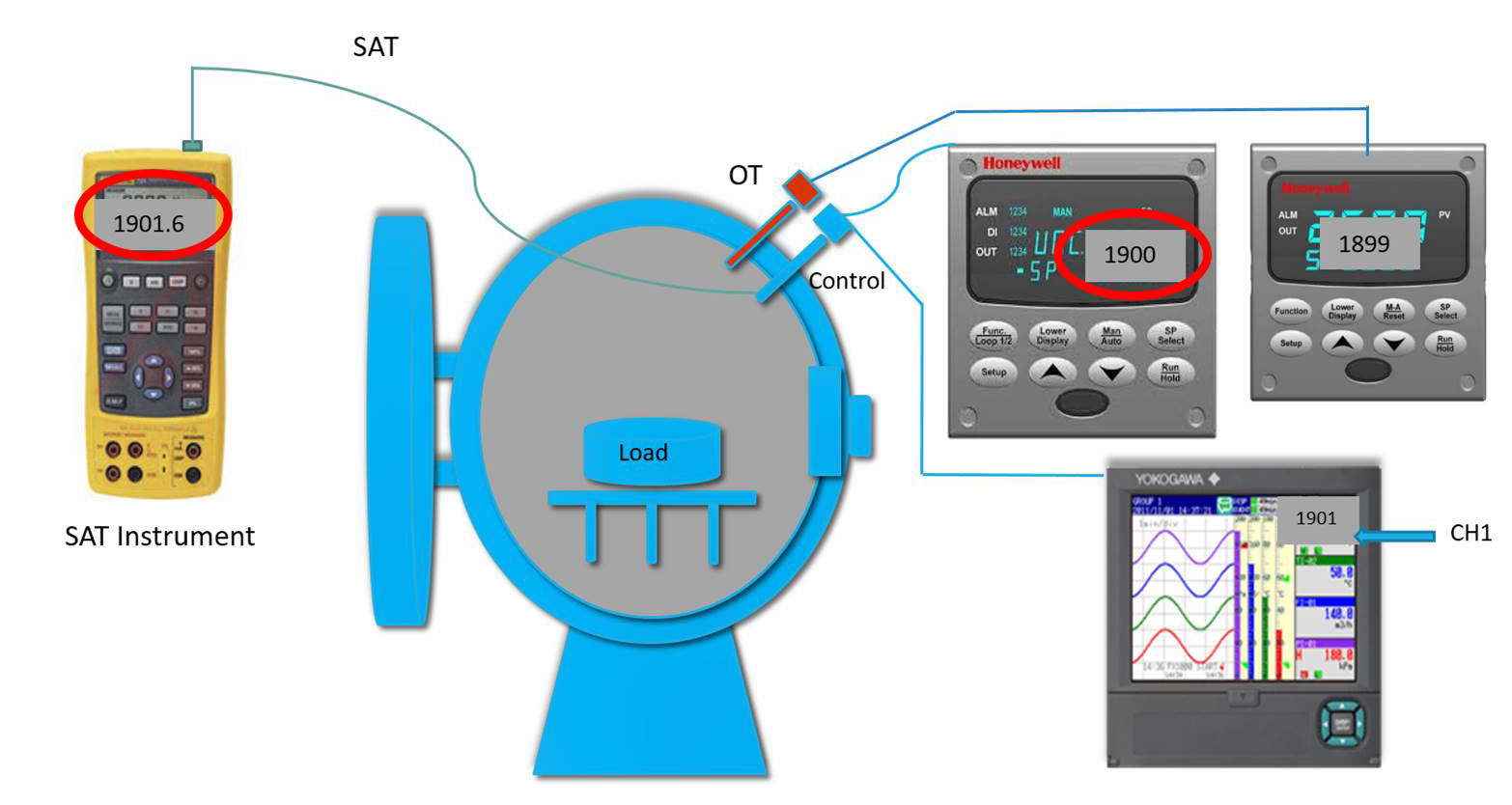
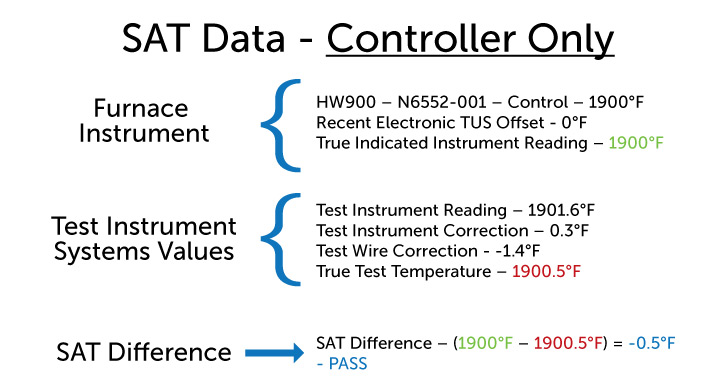
As an example, let’s consider a vacuum furnace which has had an SAT performed. The vacuum furnace is designated a Class 3 (±15°F) Type D furnace. Let’s assume no additional furnace thermocouples are employed and we are performing an SAT on the control and recording systems. The readings obtained are below in the picture.
*The example above is not an SAT Certification. It’s an example of how to calculate the SAT Difference in a given situation.
Conclusion
SATs can be difficult depending on the equipment and processes suppliers have. As always, it’s important to receive comprehensive training regarding the specific requirements of System Accuracy Testing as they apply to your facility. There are many particular aspects of SATs that may not have been accounted for in this article. If you have specific questions, please email them to doug@heattreattoday.com, and I will answer them in an upcoming article.
Submit Your Questions
Please feel free to submit your questions, and I will answer appropriately in future articles.
Out next topic will focus on the requirements and execution of an Alternate SAT per AMS2750E, the requirements of AC7102/8 and the Pyrometry Guide.
Q/A with Jason Schulz
Q: When calculating the SAT Difference, should I include the correction factors of the furnace sensor?
A: No, the correction factor from the furnace sensor is not to be included in the SAT Difference calculation.
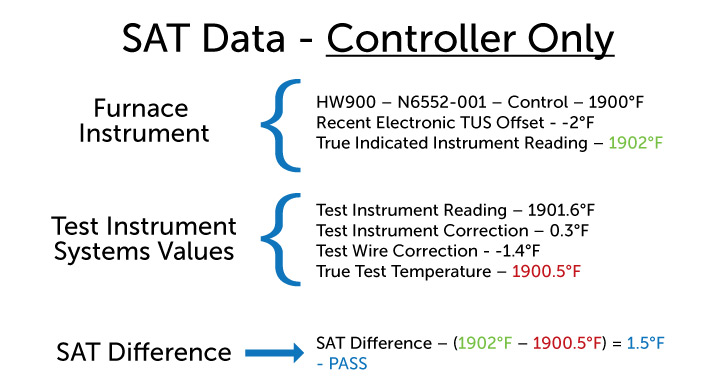
Q: How do I account for an internal (pre-programmed) TUS offset within the controller when calculating the SAT Difference?
A: Internal or electronic TUS offset must be algebraically removed when calculating the SAT Difference. Below is an example that includes an electronic TUS offset of -2°F.
Q: I operate a furnace with 2 load sensors. One of them is used to signal the start and end of each soak cycle, the other is reference only. Do I have to perform an SAT on the load thermocouple I use as a reference only thermocouple?
A: Any thermocouple that is not used as product acceptance may be deemed reference only and is not subject to the SAT requirements of AMS2750E. Nadcap requires that the reference only thermocouples be accounted for in internal procedures.
Q: When performing my bi-weekly SAT, I get a difference of +2.6°F on one test and two weeks later I get a difference of -3°F; this constitutes a spread (within two weeks) of 5.6°F. Would this be cause for SAT failure?
A: According to AMS2750E and Nadcap, no, this would not constitute a failed SAT, though is something to be cautious of. This type of shift in SAT results does reflect some sort of change or degradation of the system being tested. A well-established tack, in this case, is to plot SAT results as part of an SPC (statistical process control) program which will govern future replacement of system thermocouples and/or leadwire (in the case when large difference is SAT results over a pre-determined amount). A documented SPC system for SAT results would also satisfy the requirements of AC7102/8(NA) page 2, paragraph 3.12.
Special thanks goes to Gary Berwick of Dry Coolers, one of our first (and best) advertisers, for informing Heat Treat Today about the below article in Airways Magazine.
MIAMI — The National Transportation Safety Board (NTSB) issued and Investigative Update of American Airlines flight AA383, which caught fire on runway 28R at Chicago O’Hare International Airport after aborting its take-off.
The report states that the right engine number 2 stage high pressure turbine (HPT) disk failed and fractured into at least four pieces. A large disk fragment landed in a UPS warehouse located about 2,920 feet (890 meters) from the aircraft.
Ampco-Pittsburgh said it would pay $3.5 million in cash and assume $9.6 million of the Welland, Ontario, company's liabilities. ASW will become a part of the Union Electric Steel Corp. division of Ampco-Pittsburgh. The manufacturing plant, with an electric arc furnace, is located close to the U.S.-Canadian border near Niagara Falls, N.Y., and Buffalo. It was founded in 1918 as the Dillon Crucible Steel Alloy Co. and was acquired by MMFX in 2010.
"This acquisition is a very important element in Ampco-Pittsburgh’s strategic diversification plan," said John Stanik, CEO of Ampco-Pittsburgh, in a statement. "ASW’s proven broad expertise in flexible steel refining methods will provide us with the capabilities to manufacture the additional chemistries needed to expand our reach in the open-die forging market. The transaction also enhances our ability to grow in markets in which we currently participate and to add new markets for customers in the oil and gas, power generation, aerospace, transportation, and construction industries.”
The Applied Materials Research, Innovation and Commercialisation Company (AMRICC) is a high-technology center where advanced materials and processes will be fast-tracked into commercial products rapidly and economically – and at the same time scientists of the future will be developed to create a ‘talent pipeline.’
Focused on putting Stoke-on-Trent and Staffordshire at the heart of the global advanced materials economy, AMRICC’s research laboratory, pilot plant and educational facility will be used to channel the expertise and heritage in steel and ceramics within the region for a new generation.
The launch event, which took place at the Moat House Hotel in Festival Park, followed the official opening of the Ceramic Valley Enterprise Zone, with which AMRICC will be closely associated.
Dr Cathryn Hickey, AMRICC chief executive, said: “AMRICC offers the UK – and Stoke-on-Trent and Staffordshire in particular – a unique opportunity to become the world leader in the commercialisation of materials and materials process development.”
Traditionally, once a new material or process is discovered, bringing it to commercial use in the marketplace has taken up to 20 years or more.
This is quite an unbelievable time lag which can result in a host of missed opportunities for all involved.
In some cases the flow of innovation to fully commercialised products never happens and it’s this ‘valley of death’ which AMRICC will address.
AMRICC’s unique collaboration between academia and industry partners will help companies drive innovation to develop, manufacture and deploy advanced materials much faster and at a fraction of the cost.
This will enable new business models and approaches to collaboration to be achieved, and these will extend beyond the current open innovation concept.
Fully integrated solutions involving material innovation, as well as new process technology will enable unmet customer needs and new market challenges to be addressed.
With its state-of-the-art facilities, AMRICC will not only deliver commercialisation expertise, it will also be a centre of excellence for a number of exciting new disruptive technologies, which are on their way to market and are set to shake up current ways of working.
These areas include the development of unique encapsulation materials for drug abuse deterrent formulations, which are in significant market demand in the US.
And with the world’s first field-enhanced sintering pilot plant, which is a unique way of reaching extremely high temperatures very rapidly, AMRICC will be developing, with partners, a number of beneficial applications to bring to market.
These include thermal barrier coatings for the aerospace and automotive sectors as well as sensor technologies for the electronics industry.
But it’s not just about developing materials and technologies – at AMRICC we’re also proud to be developing people.
Working with some of the world’s leading universities, AMRICC will be delivering Master’s Degrees and PhDs to develop the ‘commercial technocrats’ of the future – materials scientists with both business acumen and a wide range of commercial and industrial experience.
AMRICC is being set up with the support of the international materials technology company Lucideon as well as Stoke-on-Trent City Council and the Stoke–on-Trent and Staffordshire Local Enterprise Partnership.
It will be initially based alongside Lucideon’s headquarters in Penkhull and, in future, is set to establish within the Ceramic Valley Enterprise Zone – to be developed on along the A500 corridor in Stoke-on-Trent and Newcastle under Lyme.
Dr Hickey added: “The launch of the Ceramic Valley Enterprise Zone and AMRICC today marks a significant and exciting day for the region.
In the future, we plan for AMRICC to be positioned within the Ceramic Valley Enterprise Zone where it will help to attract companies to the area, so it’s quite fitting that the company is launched today alongside the Enterprise Zone.
We look forward to working with our colleagues in the Ceramic Valley to drive the reputation of Stoke and Staffordshire in manufacturing and materials processing.
Solar Atmospheres announces that it has been awarded Nadcap 18-month Merit status for Heat Treating at the Souderton, PA facility.
Solar Atmospheres in Souderton has held Nadcap accreditation since 1995, maintaining merit status for the majority of that time. Having demonstrated their ongoing commitment to quality by satisfying customer requirements and industry specifications, the Nadcap Task Group has determined that Solar Atmospheres has again earned this special recognition.
“Achieving Nadcap accreditation is not easy; it is one of the ways in which the aerospace industry identifies those who excel at manufacturing quality product through superior special processes. Companies such as Solar Atmospheres go above and beyond achieving Nadcap accreditation to obtain Merit status and they should be justifiably proud of it,” said Joe Pinto, Executive Vice President and Chief Operating Officer at the Performance Review Institute. “Benefiting from a less frequent audit schedule reduces audit costs and associated pressures and demonstrates the trust that the aerospace industry has in Solar Atmospheres based on their past performance in Nadcap audits. PRI is proud to support continual improvement in the aerospace industry by helping companies such as Solar Atmospheres be successful and we look forward to continuing to assist the industry moving forward.”
What exactly is the difference between hot forging and cold forging? Are there advantages to one over the other? In this article, we explain both the differences and the advantages of each method.