A commercial heat treating company located in the heart of the aerospace industry on the West Coast of the United States recently commissioned a custom built batch tempering furnace. With a working load size of 168” wide, 48” deep, and 48” tall, coupled with a max load weight of 10,000 pounds, the furnace from Gasbarre Thermal Processing Systems can accommodate a number of differently sized parts within its market.
The gas fired air furnace passes survey at +/- 10℉ over a temperature range of 850℉ to 1350℉ per AMS2750E. At the customer’s request, the electrical controls are UL approved and include the latest in Eurotherm brand temperature controlling instrumentation.
(source: Gasbarre Thermal Processing Solutions)(Image source: John Torcasio, unsplash.com)
Have you ever wondered how to create or revise AMS specifications? In this original Heat Treat Today Technical Tuesday feature, come along with Andrew Bassett, president of Aerospace Testing and Pyrometry and an expert in aerospace pyrometry specifications, as he shares his experience and knowledge in the process.
Andrew Bassett, President, Aerospace Testing and Pyrometry
Author’s Note: These comments are the non-binding opinion of the author and do not constitute an interpretation by SAE. Such opinions do not replace the need to ensure agreement between the supplier, customer, and cognizant engineering organization.
Those who are familiar with aerospace heat treating are accustomed to Aerospace Material Specifications (AMS) that guide heat treaters on how to process parts and raw materials. These specifications will mandate equipment requirements, atmospheres to be used, cleaning methods, soaking times and temperatures, and testing requirements, to name a few. The working committee, Aerospace Metals Engineering Committee (AMEC), is in charge of revising these specifications, which is required every five years. This is a long and sometimes tedious process of revising specifications with many knowledgeable experts involved.
There are various types of specifications that have been established by the SAE Technical Standards Board:
Aerospace Material Specifications (AMS)
These technical reports contain specific performance requirements and are used for material and process specifications conforming to sound established engineering and metallurgical practices in aerospace sciences and practices.
Aerospace Standards (AS)
These technical reports contain specific performance requirements and are used for design standards, parts standards, minimum performance standards, quality, and other areas conforming to broadly accepted engineering practices or specifications for a material, product, process, procedure, or test method.
Aerospace Recommended Practice (ARP)
These aerospace technical reports are documentations of practice, procedures, and technology that are intended as guides to standard engineering practices. Their content may be more general in nature, or they may offer data that has not yet gained broad acceptance.
Aerospace Information Report (AIR)
These aerospace technical reports are compilations of engineering reference data, historical information, or educational material useful to the technical community.
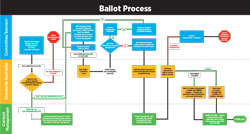
To create or revise an Aerospace Specification, a “sponsor” of the specification will request to either create a new or revise an existing standard with the approval of the chairperson. Once the approval has been granted, the sponsor will work to create and/or revise the existing document. When the draft document is complete, the draft is balloted for a 28 Day Ballot. Members of AMEC can make comments on the ballot with either a “T” comment or an “I” comment. The “T” comment is a technical error, missing requirement, or improper requirement that needs action by the committee. All technical comments should be accompanied by a reason for the comment and a suggested improvement to resolve the issue. The “I” comment is a non-technical correction. These may include spelling and grammatical mistakes, incorrect paragraph numbering, and the like. Each “T” comment must be discussed and voted on by the committee members and approved or disapproved. During the ballot process, members are asked to “Approve” or “Disapprove” the ballot. This process goes on until no more changes are required to the draft before the document is sent to the appropriate commodity committees.
The illustration (Figure 1) describes the creation/revision process for given specifications.
The projects for the revisions to AMS-2759 series of specifications started in 2009/2010 with many of the draft revisions waiting in “parking lots” until all the specifications were completed. Since their release in 2018, several of these specifications had to be revised again due to missing or omitted requirements or small changes to clarify issues.
Over the last eighteen months, the heat treat industry has experienced new revisions to the following specifications (revision dates):
AMS-2759 Rev G Heat Treatment of Steel Parts General Requirements (04-23-19)
AMS-2759/1 Rev H Heat Treatment of Carbon and Low Alloy Steel Parts Minimum Tensile Strength Below 220 ksi (1517MPa) (09-19-19)
AMS-2759/2 Rev J Heat Treatment of Low Alloy Steel Parts Minimum Tensile Strength 220 ksi (1517MPa) and Higher (07-15-19)
AMS-2759/3 Rev H Heat Treatment Precipitation-Hardening Corrosion-Resistant, Maraging and Secondary Hardening Steel Parts (01/07/19)
AMS-2759/4 Rev D Heat Treatment Austenitic Corrosion-Resistant Steel Parts (04-28-18)
AMS-2759/5 Rev E Heat Treatment Martensitic Corrosion-Resistant Steel Parts (04-28-18)
AMS-2759/6 Rev C Gas Nitriding of Low Alloy Steel Parts (06-11-18)
AMS-2759/7 Rev D Carburizing and Heat Treatment of Carburizing Grade Steel Parts (04-15-19)
AMS-2759/8 Rev B Ion Nitriding (06-11-18)
AMS-2759/9 Rev E Hydrogen Embrittlement Relief (Baking) of Steel Parts (10-18-18)
AMS-2759/10 Rev B Automated Gaseous Nitriding Controlled by Nitriding Potential (06-11-18)
AMS-2759/11 Rev A Stress Relief of Steel Parts (04-28-18)
AMS-2759/12 Rev B Automated Gaseous Nitrocarburizing Controlled by Potentials (07-02-18)
AMS-2759/13 Gaseous Nitrocarburizing (06-11-18)
AMS-2769 Rev C Heat Treatment of Parts in Vacuum (07-12-19)
AMS-2770 Rev P Heat Treatment of Wrought Aluminum Alloy Parts (04-08-19)
ARP-1962 Rev B Training and Approval of Heat Treating Personnel (06-11-19)
ARP-7446 Vacuum Gauge Calibration (03-06-19) New ARP
There are several more projects underway that include the revision of AMS-H-6875, Heat Treatment of Steel Raw Materials that will become a four-digit AMS Specification, AMS-2774, Heat Treatment Wrought Nickel Alloy and Cobalt Alloy Parts, AMS-2801, Heat Treatment of Titanium Alloy Parts and AMS-2750, Pyrometry, to name a few. As new technology emerges, such as additive manufactured metal parts, AMS standards will need to be revised or created to address the thermal processing of these parts.
AMS-2750 (Pyrometry) is one of the more contentious specifications, which is currently under revision, because it is the main specification for the testing of thermal processing equipment. This specification not only has an effect on commercial heat treaters working in aerospace, but this specification has been adopted in chemical processing/coatings for baking/drying ovens, composites for curing and bonding laminates, and as of January 28, 2018, the FDA Center for Devices and Radiological Health has added this standard to its list of recognized consensus standards database. For those who are heat treating medical devices such as needles, heart wires, titanium staples, and metallic joint replacements, AMS-2750 is now governing how the thermal processing equipment will be tested.
When I first became involved with AMEC in June 2008, the AMS-2750D (Pyrometry) was starting to be revised to AMS-2750E. I attended my first meeting in Niagara Falls, New York, with the expectation that I would be working only with a group of aerospace primes who write these standards. As it turned out, many of the members at AMEC are end users, such as captive and commercial heat treaters who are experts in the specifications in which they are involved. Since being in the field of pyrometry, I thought I would volunteer my time and expertise on the revision of AMS-2750. The sub-team group consisted of experts from Boeing, Honeywell, Carpenter Technology, Alcoa, Performance Review Institute (PRI), and Bodycote Thermal Processing with each team member bringing to the table his/her own knowledge and expertise in pyrometry. The process of revising this specification took four years to complete with numerous team meetings to discuss and propose changes to better clarify the previous revision. The final revision was finally published in July of 2012. Since then, I have been involved with other specifications such as AMS-2769 (Heat Treatment of Parts in a Vacuum), ARP-7446 (Vacuum Gauge Calibration), and the next revision of AMS-2750F.
Getting involved with AMEC and the various commodity groups is rewarding as it allows you to have a voice in the specifications that affect your business. You work with other members in the heat treat community to develop and create specification to enhance the industry, better the process, and continually strive to deliver quality parts or materials.
About the Author: Andrew Bassett is the president of Aerospace Testing and Pyrometry and is an expert in aerospace pyrometry specifications. He has 25 years of experience in the calibration and testing of thermal processing equipment. This article originally appeared in Heat Treat Today’s March 2020 Aerospace print edition.
Safety is a concern to all industries, but it’s of paramount importance for the aerospace manufacturing sector. Join us on this whirlwind tour of a heat treat shop from the perspective of an industry safety consultant, Rick Kaletsky. Rick’s a funny guy, but don’t let that detract from the critically important information he has to share. Rick Kaletsky is an MTI OSHA Safety Consultant and the author of the popular book, OSHA Inspections: Preparation and Response, 2nd Edition.
This column is being supplied courtesy of the Metal Treating Institute and was first published in the Heat TreatToday Aerospace magazine in March 2019.
With all of the bright and shiny new gadgets and technology in the heat treat industry, it’s easy to overlook the wealth of the “same old” classic hazards, which may not have been properly dealt with in the shop. It is critical to address these basic (often severe) risks/violations rather than be distracted by trying to identify new-to-the-forefront issues. Please note that this list is surely not all-inclusive. I’ll make this concise as we tour the shop and highlight areas that demand attention.
Let’s take a look:
Are you still allowing obstacles to impede immediate access to exits, fire extinguishers, electrical disconnects, and emergency eye fountains?
Are you permitting unguarded (or improperly guarded) power transmission equipment, highlighted by chain drives, belt drives, couplings, and gears?
Have you adequately guarded fan blades?
Are you adhering to the (chemical) hazard communication program— especially the labeling, safety data sheets, and
training? (Also, don’t forget the Globally Harmonized System.)
Is the lockout/tagout program (relating to unexpected energization and release of stored energy) sufficient— attaining ZES (zero energy state addressing electrical, mechanical, pneumatic, hydraulic, spring, thermal, steam, gravity+), only one “available” key per personal lock, machine-specific procedures, and more?
What kind of permit-required confined-space program have you implemented—a detailed, super priority, tackling matters of oxygen deficiency, vapor ignition, entrapment, and so on, with a fully integrated plan including (but not limited to) space identification, permit system, calibrated instrumentation, attendants, and non-exposed rescuers?
All set now? WAIT! There’s more that is routinely violated on a regular basis. These items above, and more to follow, are not simply matters of technical non-compliance with the law of the land. They are scenarios waiting to ambush workers and leave them with burns or worse (from fire, explosion, and electrical sources), mangled digits and limbs, blindness, lung damage, and many other examples of preventable misery.
Abatement can be motivated by a desire to avoid “breaking the law and paying the price.” It can be motivated by ethics and the sincere “touchy feely” desire to “do the right thing.” Yet it can also be motivated by a company’s knowledge that employee protection is good business, with very tangible, financial results. The cost of occupational injuries and illnesses can decimate your profit line far more than direct medical costs. It is worth considering all of the follow-up medical bills, cleanup, overtime, downtime, insurance rate increases, and much, much more, not to mention the enhanced OSHA penalties.
Pardon the diversion; now for a look at some more key questions:
Is heat stress considered to be a very real concern (and met head-on as an occupational hazard) rather than viewed as a mere matter of degrees of comfort?
Has there been a full assessment of personal protective equipment needs?
Is safety-toed footwear required, as determined by such an assessment?
How about eye protection (consider different forms for different hazards), hand protection (again, particular types for particular risks), hearing protection, flame-resistant/retardant clothing, and whatever else is brought to light by way of a thorough assessment considering each task to be performed?
Are the extinguishers conspicuous, fully charged, and professionally tested on a timely basis?
Who is expected to use the extinguishers, and have those employees been “hands-on” trained?
Are compressed gas cylinders well-secured, capped (where designed to be), and properly separated (oxygen from fuel gas, in storage)?
Have I offered enough tips? No? Okay, here are just a few more points to ponder:
Are electrical cords in good condition, without (for instance) stripped/cut/burned insulation, damaged/missing grounding prongs, or similar damage? (Remember that portable electrical tools can be double-insulated, as an alternative to grounding.)
Is there accurate, unambiguous, easy-to-read labeling on disconnects, breakers, controls, and so on?
If there are breaker slots without breakers, are those spaces filled with blanks?
Are electrical boxes and similar apparatus equipped with approved covers?
Are forklift trucks and similar vehicles properly maintained, with emphasis on steering, brakes, horn, tires, overhead guard, and fork movement reliability; are all operators suitably trained?
How about the elimination or deep mitigation of trip and slip hazards?
What have you done (including by engineering means and specific training) to decrease exposure to ergonomic hazards, especially regarding backs?
There’s always more that can be done to improve safety and minimize risk in the shop, and it’s usually something easily overlooked in regular safety checks that turns up flagged in a review. But don’t let the procedure blind you to the most important reason we stress safety in the shop: the welfare of our employees.
Boeing Defense, Space, and Security recently revealed the single-engine, single-rotor helicopter it is proposing to the U.S. Army as part of the Future Attack Reconnaissance Aircraft (FARA) prototype competition, initiated in 2018. The goal of the contest, part of the Army’s broader Future Vertical Lift program, is to develop a successor to the Bell OH-58 Kiowa scout helicopters used for observation, utility, and direct fire support.
Mark Cherry, Vice President and General Manager of Boeing’s Phantom Works (source: Boeing)
“We’re offering more than a helicopter,” stated Mark Cherry, vice president and general manager of Boeing’s Phantom Works. “We’re offering an affordable and fully integrated system for the Army, the mission and the future. We’ve blended innovation, ingenuity and proven rotorcraft experience with extensive testing and advanced analysis to offer a very compelling solution.”
Boeing emphasized that its FARA design meets the Army’s current mission needs “while evolving as technologies and missions change.”
The FARA competition awarded design in April 2019 to AVX Aircraft, Bell Helicopter, Boeing, Karem Aircraft, and Sikorsky Aircraft. Two manufacturers will be selected to proceed with their designs this year, and the prototypes will be delivered in 2023.
The Swedish Air Force has selected GKN Aerospace for technical product support and maintenance, repair, and overhaul (MRO). GKN Aerospace will provide these services as well as spare parts supply for the Gripen E RM16 aircraft engines of the Swedish Air Force. The RM16 is the Swedish name for the engine based on the General Electric F414 that powers the F-18 Super Hornet. GKN Aerospace’s continued support to the platform was confirmed by the Swedish Defense Material Administration (FMV) in January. GKN Aerospace will closely collaborate with Saab and GE to build up the necessary infrastructure and competence for the new engine type.
Joakim Andersson, President of Engines at GKN Aerospace
President of Engines for GKN Aerospace Joakim Andersson said, “GKN Aerospace is proud to further expand our relationship with FMV, GE, and Saab to the new RM16 aero-engine support. Our unique and efficient engine maintenance and support capabilities have served the Air Force operations since 1930.”
GKN Aerospace is also the original equipment manufacturer (OEM) and type certificate holder of the Gripen C/D RM12 aero-engine and has been supporting the RM12 aero-engines since the first Gripen aircraft went into service in 1997.
The U.S. Navy has commissioned six new presidential helicopters. Sikorsky, a Lockheed Martin company, will build six production VH-92A presidential helicopters. These helicopters are part of the 23-aircraft program of record for the U.S. Marine Corps.
Sikorsky has transferred five VH-92A helicopters into government test with the sixth completing modification and entering government test Q2 2020. The VH-92A program is on track to enter Initial Operational Test and Evaluation (IOT&E) later this year.
“Now that we are ramping up production, the VH-92A program is gaining momentum,” said Dave Banquer, Sikorsky VH-92A program director. “This second contract award demonstrates the confidence the U.S. Marine Corps has in Sikorsky’s proven ability to deliver and support the next generation presidential helicopter. The men and women of Sikorsky treasure our legacy of building and providing helicopter transportation for every president and commander in chief since Dwight D. Eisenhower. We are proud to continue that legacy with the VH-92A helicopter.”
All six of the production aircraft from the first Low Rate Initial Production contract are undergoing modifications at Sikorsky’s Stratford, Connecticut, plant and are on schedule to begin deliveries in 2021. The remaining production aircraft will be delivered in 2022 and 2023.
VH-92A presidential helicopter (Source: U.S. Navy)
Composites Universal Group (CUG), an internationally recognized composite manufacturing company specializing in the production of high-quality composite components for aerospace, drones, industrial and space applications, recently received a large walk-in oven from DELTA H.
The oven features an interior volume of 12’ wide, 10’ tall, and 32’ deep, with high volume New York Blower plug fan, PowerFlame gas burner, and rapid cooling/chamber pressure control. For vacuum composite processing, the system features multiple part temperature as well as vacuum transducers for precision monitoring of process heating. Eurotherm Nanodac is featured with cascade control that selects the coolest part and automatically adjusts air temperature to precisely maintain the desired ramp rate, soak time, and cooling rate.
Richard Conway, CTO at DELTA H
CUG has multiple projects underway, including Vahana electric VTOL aircraft, Sierra Nevada Corp Dream Chaser Pressure Vessel, and Leidos Corp. Composite Beams. DELTA H CTO Richard Conway stated, “It is truly rewarding and exciting to be among the technology providers supporting these projects and to have a role in the cutting edge of transportation.”
(Image Source: Leidos Investor Relations)
“The DELTA H Composite Oven has performed flawlessly ever since initial startup. It’s become a critical part of our equipment listing here within CUG. . . . It is critical to our operations and the curing of our high temperature parts fabrication,” states Steve Ruege, President and Director of Sales at Composite Universal Group.
Joby Aviation has spent the last 10 years hammering out the designs and flight dynamics of its tilt-rotor eVTOL (electric vertical take-off and landing) aircraft . Thanks to an investment round led by Toyota, they now have substantial funding to continue development.
Toyota's share of the US$590 million series C finance round was $394 million, and it comes with a commitment to bring its manufacturing, quality, and cost control approaches to the table as Joby prepares to move closer to FAA certification and commercialization of its five-seat electric VTOL air taxis.
Joby's full-scale prototype features thin wings supporting four tilting prop units, the outer ones on swivel mounts and the inner two extending out and upward on short arms. A V-shaped tail unit carries two more swivel units for a total of six rotors, each about six feet (1.8 m) in diameter with five uniquely shaped blades.
The idea is to have an electric aircraft capable of taking off and landing vertically on a helipad or similar that can then transition to winged forward flight once it's airborne for efficient cruising at high speeds. Joby claims its vehicle is capable of 200-mph (322-km/h) flight, and that its small rotors produce about 1 percent of the noise of a regular aircraft on takeoff. In winged cruise mode, the company says it will be virtually silent on the ground.
With six tilting rotors, Joby's eVTOL can do 200 mph, with a range of more than 150 miles per charge (credit: Joby Aviation)
Toyota may also bring hydrogen powertrain to the table. Toyota and Hyundai/Kia are more or less the only companies still forging ahead with hydrogen powertrains for cars, but Japan and Korea are investing in hydrogen in a massive way, envisioning a transport future largely running on fuel cells, using imported energy from overseas to move some of their emissions out of their choked megacities and into the skies of countries like Australia, which is gearing up to become an energy exporter in the form of liquid hydrogen.
Moving to a hydrogen powertrain solves the problem of energy density for eVTOLs in a single stroke. Liquid hydrogen might be a pain to handle and deal with (and explosive in an accident), but its energy density is superb. Running a hydrogen eVTOL air taxi service would enable super-quick refueling and ultra-long-range flight, maybe 10 times the range of what current battery technology can deliver.
A common topic regarding eVTOL is safety, a problem that still needs an answer. The Joby aircraft, like the vast majority of other designs, offers a certain degree of redundancy in case of rotor failures. The problem nobody seems to be able to deal with yet is what happens in case of total catastrophic failure below a height of about 120 ft (37 m). Ballistic parachutes remain troubling, and while helicopters have the ability to autorotate safely to land without power, multirotor eVTOLs do not.
Joby is right at the forefront of eVTOL development right now, alongside other well-funded companies. It has recently signed a deal with Uber to supply and operate these aircraft under an Uber Elevate service. Uber is promising to build and run the skyports and support services for these air taxis as well as managing last-mile connection transport at either end of a journey. Uber is targeting 2023 as a launch date.
Lockheed Martin is developing a ground-launched, mobile, hypersonic missile system thanks to a US$31.9 million award by DARPA. The contract will allow them to begin the Operational Fires (OpFires) Phase 3 Weapon System Integration program for the boost-to-glide weapon system.
Hady Mourad, director of Tactical and Strike Missiles Advanced Programs at Lockheed Martin Missiles and Fire Control
“The OpFires missile is critical to providing the US Army with a highly maneuverable and rapid response solution capable of operating from unpredictable land-launch positions to suppress hostile threats,” says Hady Mourad, director of Tactical and Strike Missiles Advanced Programs at Lockheed Martin Missiles and Fire Control. “Lockheed Martin will deliver the prototype missiles utilizing the experienced production teams that currently produce the ATACMS, GMLRS and PAC-3 missile systems.”
The new contract, which involves Lockheed, DARPA, and the US Army, will draw on Lockheed’s three decades of hypersonic missile development, combined with DARPA’s work on new hypersonic propulsion systems and boost-glide technologies. Lockheed is tasked with taking the present design based on initial requirements and taking it through the Critical Design Review (CDR) in late 2021. This will be followed by component and subsystem tests in the same year and integrated flight tests in 2022.
NASA Glenn Research Laboratory in Cleveland, Ohio, has partnered with Boeing to test how shape-memory alloys can be used in deployable vortex generators (VGs), the tiny fins on airplane wings that help control airflow during flight. Currently most VGs on airplanes are static. They are fixed devices always present to improve performance during takeoff, landing, and irregular conditions.
Materials Research Engineer and ASM International’s SMST Society President Dr. Othmane Benafan is part of the team at Glenn developing the shape-memory alloy parts. The alloy pieces are small metal rods that are inserted along the hinge line of a VG where it connects to the aircraft wing. The shape-memory alloy twists as it cools off, which pulls the fin down to lie flat against the wing. Then as the aircraft moves into warmer conditions, the alloy retracts to its original shape, lifting the fin into an upright position.
Dr. Othmane Benafan, Materials Research Engineer, Glenn Research Team
“There are no heaters, no coolers,” says Dr. Benafan. “The alloys are tuned exactly to environmental temperatures. They sense, and then they do their thing.”
Innovations with shape-memory alloys allow development of VGs that move when they sense a change in the environment, which will make future airplanes capable of adjusting in response to changes in temperature, altitude, and airspeed, just like birds.
Photo Credit for Dr. Benafan’s picture: the Moroccan Times