Marc Drobny President, Military Aviation StandardAero.com
The United States Navy has awarded StandardAero a $149 million multi-year contract to provide engine maintenance, repair, and overhaul (MRO) services for Rolls-Royce T56 Series III engines powering the U.S. Navy and U.S. Marine Corps fleet of C-130s, C-2, P-3 and EP-3 aircraft.
The multi-year contract will continue into 2026 with the work being performed at StandardAero’s San Antonio and Winnipeg, Manitoba, Canada facilities. StandardAero was part of a Multiple Award Contract (MAC) on this program over the last five years, having recently completed option year four in support of this customer. Under the new contract, StandardAero will provide the same service experience the Navy and Marine Corps has received through the previous multi-year contract.
“We are thrilled to continue expanding our successful partnership supporting Navy and Marine Corps aircraft engine MRO,” said Marc Drobny, president of the military division at StandardAero. “Powering these aircraft is a strategic and logical continuation within our portfolio of services.
“Our employees, many of whom have served in the military, take great pride in serving the Navy – Marine Corps Fleet. As a former Naval aviator, I take great personal pride in our team’s ability to provide exceptional operational readiness through reliable and high-performing engines.”
StandardAero also supports the Rolls-Royce Series IV engines including support for the Marine Corps C-130J AE2100 engine and the Navy E-2D T56-A-427/A MRO requirements as a sub-contractor to Rolls-Royce.
Curious about proper gas atmospheres needed to meet high-tolerance standards for additive manufactured parts before, during, and after the heat treating process?
Learn about them in this detailed original content article from Heat TreatToday’sAerospace 2021 print magazine. The author, Lisa Mercando, Ph.D., is the marketing manager of strategic marketing & development at Air Products. You can access the other articles in our digital edition here. Enjoy the Technical Tuesday!
Lisa Mercando, Ph.D. Marketing Manager, Strategic Marketing & Development Air Products
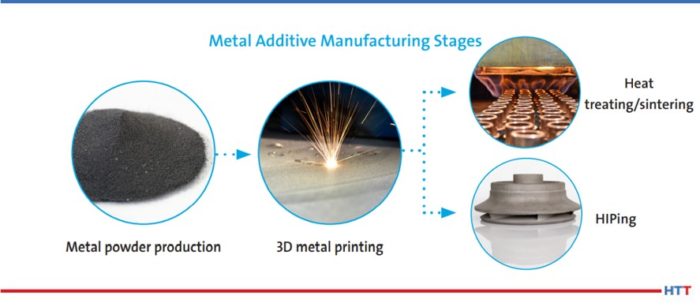
In a world of rapid prototyping and production of metal components, it is imperative to have the proper gas atmosphere to produce quality parts. Argon, nitrogen, and helium are commonly used to create inert atmospheres in order to meet the high-tolerance standards required for additive manufactured (AM) aerospace parts. Industrial gases are used every step of the way from powder production to various additive manufacturing techniques to finishing processes that include heat treating and hot isostatic pressing (HIPing).
Inert gas atomization is the best method to obtain dense, spherical particles, which are best for AM applications where the desired particle size is usually less than 100 microns. Additionally, inert gas atomization greatly reduces risk for oxidation, providing a high level of powder purity and quality. Helium provides the best results when its superior heat transfer capabilities are needed. This process achieves the following properties: dense and spherical particles; high quality and purity metal powders; and narrow particle size distribution. We can provide high pressure gases for powder atomization and hydrogen-based atmospheres for powder reduction and annealing.
Image demonstrating metal additive manufacturing
To meet the high-tolerance standards required in additive manufacturing–particularly for aerospace–nitrogen and argon are commonly used to provide inert atmospheres. The use of helium, with its high thermal conductivity, offers an interesting option for minimizing the thermal distortion of elongated parts during printing. An inert atmosphere provides numerous benefits on a printed part by:
reducing oxidation of printed parts by lowering the oxygen concentration in the build chamber
improving safety through the inerting of combustible dust during powder handling and sieving
creating a stable printing environment by maintaining constant pressure in the print chamber
mitigating powder clumping in the feed tube
preventing part deformation by controlling thermal stress through effective cooling
Gas requirements differ based on the process being used and the material being printed.
Often, AM aerospace parts require additional processing to achieve the desired final properties. This is done mainly in the form of heat treating, sintering, or HIPing. All three processes have industrial gas requirements for preventing oxidation. Heat treating with argon, nitrogen, hydrogen, or a nitrogen/hydrogen blend can relieve internal stresses and enhance part properties such as strength, ductility, and hardness. In sintering applications, nitrogen/hydrogen blends or argon/hydrogen blends are important in producing near-net shape parts with increased strength and uniformity. High pressure argon is used in HIPing applications to provide fully dense parts with increased strength and reliability.
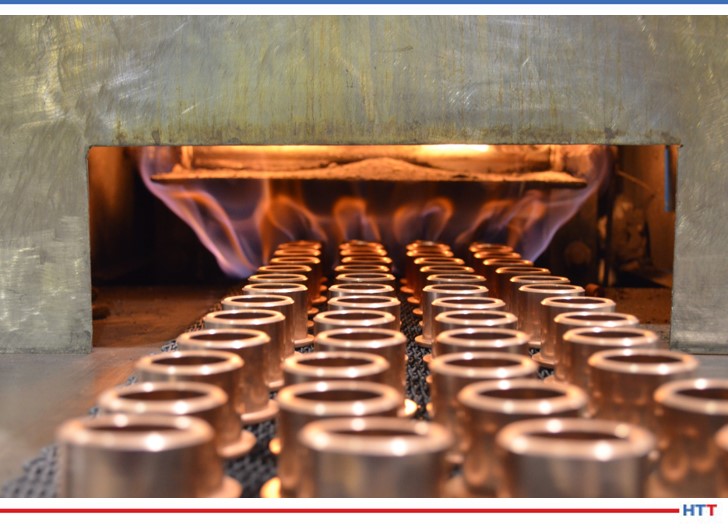
Image of a furnace heating metal parts
In addition to providing the bulk industrial gases required, the company has developed state-of-the-art process intelligence systems. These systems monitor atmosphere composition parameters to ensure the process is running with the desired gas atmospheres and provide alerts for any needed maintenance or adjustments. Decades of metals processing experience in gas supply, applications, process knowledge, and safety are applied to help improve heat treating efficiency and part quality.
Remote tank monitoring is one example of the company’s Process Intelligence™. Operators increasingly rely on data to closely track critical process parameters, such as the use and inventory of vital industrial gases. This tank monitoring system enables operators to remotely check their supply levels and monitor usage from a touch screen in the plant, on their laptop, or on their mobile device. Customized daily reports are a common way to stay current on their industrial gas supply.
For heat treatment operations using a furnace atmosphere that is flammable or potentially flammable, an inert purge gas – typically nitrogen – is utilized to help ensure safe operation. This system alerts operators to the condition of the liquid nitrogen supply and helps them remotely track their supply and usage of gases. Optional system alarms allow operators to safely initiate a controlled purge shutdown, enabling compliance with NFPA 86 by confirming they have adequate liquid storage levels, or ensuring their nitrogen piping temperature remains at a safe level. Typically installed near the furnace operation, the remote touch screen on the base station displays conditions of all bulk gas storage tanks and can use both audible and visual alarms to warn the operator of a potentially critical situation.
Tank Monitoring
In addition to using inert gases, such as nitrogen and argon for the 3D printing processes, GE Additive Manufacturing, located in Cincinnati, OH and a major manufacturing center for additive manufacturing, also performs post processing heat treatment/sintering on the metal parts to enhance part quality. Their capabilities allow for the production of quick, precise parts with high levels of accuracy, even on intricate shapes and geometries across multiple applications.
Conclusion
If you are prototyping and producing metal components, be sure to consider the importance of achieving the optimum gas atmosphere to efficiently make quality parts. The heat treat postprocessing of AM metal parts is often required to produce the high-quality parts specified for the aerospace industry.
About the Author: Dr. Lisa Mercando is the marketing manager, Strategic Marketing & Development, for Air Products’ metals processing industry. She has worked at Air Products for 28 years in a variety of roles and responsibilities and is the author of several patents and technical articles.
Here is what readers are saying about recent posts on Heat Treat Today. Submit your comments to editor@heattreattoday.com.
Hello Heat Treat Daily,
I was surprised to see this bright red furnace on your daily email this past Friday. This is an old image of a furnace still in production at my company Spectrum Thermal Processing in Cranston, RI.
Now, like most of us, this furnace is showing some age, but is is still in production every day with an upgraded control panel and SSI controls.
I reflected on this particular email and want to add that what I find intriguing about heat treat is the longevity of some of the equipment. This furnace processes work for aerospace, automotive, commercial cutting tools and oil and gas refinery and has for nearly 30 years! Just to the left of this furnace in the photo is an older single chamber vacuum furnace that has process parts for the Apollo space program and has recently processed parts for SpaceX. Somehow this equipment just keeps going.
Thanks for your daily insight into the heat treating industry.
Rick Houghton
VP of Operations/Quality Manager
Spectrum Thermal Processing
We welcome your inquiries to and feedback on Heat TreatToday articles. Submit your questions/comments to editor@heattreattoday.com.
18 AMS2750 compliant furnaces and ovens for the U.S. Government were recently completed and shipped. Air Force bases throughout the U.S. will use them to support airplane and helicopter repair and maintenance, processing a wide range of materials from aluminum to tool steels.
The models, supplied by Lucifer Furnaces, Inc., include 5000 Series Heavy Duty Single Chamber Furnaces, 8000 Series Dual Chamber Furnace/Oven combos, 4000 Series Recirculating Convection Ovens, and DU4 Series Dual Ovens. All models comply with AMS2750 Class 2 (+/- 10 F) and Class 5 (+/- 25 F) specifications with an instrumentation package that includes digital paperless recorder/controllers, high limit safety systems and SCR power supplies. TUS (temperature uniformity survey) and SAT (system accuracy test) access ports are built in for ongoing SATs and TUSs. All models are completely wired and temperature uniformity surveyed in-house prior to shipment.
(photo source: Cassio Nunes at unsplash.com)
All other images provided by Lucifer Furnaces, Inc.
Model FB666 for Aerospace Components Source: L&L Special Furnace Co.
A major aerospace manufacturer will receive a large, fiber-lined box furnace at their new facility located in the southeastern United States. The facility will be opening soon and will be a central part of a new heat-treating center for aerospace and military components.
The Model FB666 is a front-loading box furnace built by L&L Special Furnace Co. with a pneumatic vertical door. Its working dimensions are 60” x 60” x 60”. There are a series of cast-able piers and an alloy grid that supply a stable work platform for various part sizes and configurations.
The furnace has a high-convection, air-cooled fan for air circulation and uniformity at low temperatures. There is also a venturi cooling system to aid in the cooling of the furnace interior along with an external modulating case cooling blower that provides fresh air intake to keep the furnace case temperature low during operation.
The furnace was designed, built, assembled and tested at L&L’s manufacturing facility located just south of Philadelphia.
An eastern Pennsylvania vacuum furnace manufacturer recently shipped an external quench vacuum furnace to a West Coast aerospace manufacturer. The furnace will primarily be used for vacuum heat treating investment castings for the aerospace industry.
The Model HFL-7472-2EQ features an all-metal hot zone, a load weight capacity up to 10,000 lbs., a maximum operating temperature of 2400° F, and a 2-bar quench system optimized for argon with a 150 HP quench motor and a variable frequency drive. The furnace working zone measures 48”W x 48”H x 72”D, includes the SolarVac® Polaris control system, and is AMS2750F compliant.
Michel Frison Vice President Global Sales Nitrex and G-M Enterprises (Source: Nitrex.com)
A turnkey vacuum system will support the expanding in-house heat treat operations of a military base located in the USA. This aviation maintenance, repair, and overhaul facility performs rework of engines and related components.
The new horizontal furnace provided by G-M Enterprises, a Nitrex company, will complement existing vacuum systems from the company that has been in operation since 1989. The supplier will provide all key components, including a horizontal front-loading vacuum furnace with a work zone of 48” wide x 48” high x 72” deep (1220 x 1220 x 1800 mm), a 4,000 lb. (1800 kg) weight capacity, and a 2 bar-quench system in addition to an all-metal hot zone construction, advanced computer-control system, and hydrogen partial pressure capabilities.
Operating at a temperature range of 1000°F to 2400°F (535°C – 1300°C), the furnace will heat treat aircraft engine components.
Michel Frison,vice president of Global Sales, Nitrex and G-M Enterprises said, "Our success with the government’s military bases is about delivering cost-effective, result-oriented heat-treating solutions that support in-house capabilities, improve on the material properties of mission-critical aerospace applications, and can save on manufacturing costs."
Production of the new vacuum furnace is scheduled to start in July 2021.
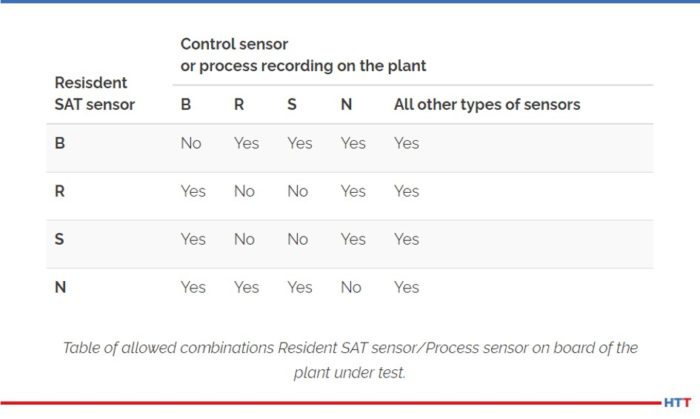
Have you studied the latest AMS2750 revision? Do you know what you need to do for successful SAT sensor placement and test performance for your vacuum furnace?
On today’s Technical Tuesday, this best of the web article outlines what system accuracy tests (SATs) are and the operational procedures of performing a comparative SAT. Knowing what type of SAT sensors you are working with is just part of the equation, so read on to learn more.
An excerpt: “In the case of comparative SAT on charge thermocouples, in place of the alternate SAT, the same positioning rules previously illustrated apply (distance between the two hot joints must not exceed 76 mm). Therefore it is necessary to set up the SAT test during production by placing the SAT sensor near the charge sensor.”
Ellen Conway Merrill Vice President DELTA H TECHNOLOGIES, LLC
Source: Ellen Conway Merrill
Seven heat treat furnaces will be shipped to manufacturers in the aerospace and defense industries before the end of this year. Two furnaces will go to the additive manufacturing sector in South America, two will go to US Air Force Bases, two will go to prime Aircraft OEMs, and one furnace will be going to a Heavy Maintenance Aircraft MRO.
The provider, DELTA H Technologies, plans to install the DELTA H DCAHT® and SCAHT® Series Aerospace Furnace start-up and training services in January and February. The supplier provides services to many essential businesses in aerospace, automotive, defense, and medical industries. This allowed them to take orders in Q3 and Q4—including several back-to-back orders in early October.
Seven furnaces shipped from DELTA H TECHNOLOGIES to the aerospace and defense industry. (Source: Ellen Conway Merrill)
Ellen Conway Merrill, vice president at DELTA H, states, “Despite the COVID pandemic, DELTA H has been able to stay at full capacity for much of the year[…] We were even fortunate enough to have hired 4 additional staff members to our team to accommodate our growth. 2020 has been tough, but we persevered and came out with a record-breaking year in sales. We are very much looking forward to another prosperous year for 2021!”
Piotr Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA
Source: secowarwick.com
A new vacuum furnace for a division of the US Department of Defense will bolster its capability to ensure supply chain reliability. The furnace is equipped to handle steel hardening, surface engineering, vacuum annealing, nickel alloy processing, and titanium heat treatment.
As a critical supplier of aerospace components to the US Department of Defense, this division will use the new vacuum oil quenching furnace, provided by SECO/WARWICK, Group, to handle functions of the department’s existing heat treatment furnaces and expand their capabilities. The addition of low pressure carburizing (LPC) and high pressure gas quenching (HPGQ) is new to this location.
“Assuring redundancy in heating needs of this location was critical,” said Piotr Zawistowski, Managing Director of SECO/VACUUM.