Scott Starrett, president of StandardAero’s military division.
The United States Air Force (USAF) has awarded a $237 million multi-year contract to provide engine maintenance, repair, and overhaul (MRO) services for General Electric J85 turbojet engines powering the USAF fleet of T-38 trainer aircraft. The multi-year contract with StandardAero will continue into 2028.
Under the new contract, StandardAero will provide the same service the USAF has received through other multi-year contracts, including support for the USAF MRO requirements for Rolls-Royce T56 engines that power C-130 aircraft as well as General Electric F110 MRO engine support, which power international F-15 and F-16 aircraft. All of these programs are performed at the company’s San Antonio facility.
T-38 Talon trainer jet (source: Master Sgt. Lance Cheung, U.S. Air Force)
“We are thrilled to continue expanding our successful partnership supporting USAF aircraft engine MRO and the J85 program is a very strategic and logical addition to our portfolio services,” said Scott Starrett, President of StandardAero’s military division. “Our employees take great pride in helping our nation’s airmen achieve the highest level of operational readiness and mission success.”
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radioepisodes, click here.
Audio: Heat Treating and Coal with Brian Joseph, CEO Touchstone Research
In this conversation, Heat Treat Radio host, Doug Glenn, interviews Brian Joseph, the founder, CEO, and president of Touchstone Research Laboratories, about the emerging part that coal is playing in the heat treat world. Listen to find out more about the surprising uses of coal in heat treating, the development of the world's strongest aluminum, and some tips for how to make your organization run at its best.
Transcript: Heat Treating and Coal with Brian Joseph, CEO Touchstone Research
The following transcript has been edited for your reading enjoyment.
We are headed to coal country, just outside Wheeling, West Virginia, to talk to Brian Joseph, founder, CEO, and president of Touchstone Research Laboratories as well as several other companies pertinent to the heat treat industry. If you thought coal was a commodity of the past, I suggest you buckle up for one of the most interesting Heat Treat Radio episodes that will widely expand your appreciation for coal and its future uses in the heat treat industry.
I was introduced to Brian Joseph by Heat Treat Today's lead editor, Karen Gantzer, who just happens to be a relative of Brandon Robinson, a young, very sharp engineer working for one of Brian Joseph's companies, Touchstone Advanced Composites. Brian and Brandon hosted both Karen and I at their campus in Triadelphia, WV, earlier this year, and were gracious enough to spend an entire afternoon showing us around and talking with us about some of the exceptionally fascinating esoteric work they're doing for all sorts of world leading companies in aerospace, defense, and energy as well as a host of other government agencies and national labs. I think you'll find this episode fascinating, and I bet you're going to learn something new about coal.
Brian Joseph, Founder, CEO, and president of Touchstone Research Laboratories (source: TouchstoneAC)
Brian Joseph is the president, CEO, and founder of Touchstone Research Laboratory, as well as Touchstone Advanced Composites, Touchstone Testing Laboratory, and CFOAM Limited.
BJ: I grew up in the panhandle of West Virginia and went to a local university, West Liberty University, and did a little bit of graduate work at Ohio State. I then started my own business. I never had a "job." I've only owned my own business, and that is Touchstone Research Laboratory. At Touchstone, we invent all kinds of things. We put out, sometimes, a patent a month, and then we spin businesses out. We've spun out three businesses in the last three years, and we have probably three more in the works today.
DG: If I remember correctly, you're doing stuff for the aerospace industry and the automotive industry. What other major markets are you hitting on?
BJ: As you can envision, an innovative company like Touchstone Research Laboratory is far ranging. We do a lot of work in aerospace, we do work in automotive, we do work in general manufacturing; we're inventing all kinds of things all the time. And then there are our spin-out companies. Touchstone Laboratory has three locations. We do a lot of aerospace testing for virtually every aerospace company at those facilities. We test all kinds of materials at Touchstone Testing.
Then we spun out CFOAM, which is probably what we'll talk mostly about today. This is a foam we make from coal. In the research lab, we do a lot of coal-to-products research. This is a foam that is extremely strong and can withstand really high temperature. CFOAM is a publicly traded company today on the Australian stock exchange. The applications for that are in numerous markets, one of which is in heat treating.
The third business is called Touchstone Advanced Composites. Touchstone Advanced Composites takes the foam that CFOAM makes and builds the molds for next generation carbon fiber airplanes, rockets, etc. Many of these are companies that you would recognize--all of the big aerospace companies, all of the commercial launches to space; we work with virtually everyone to build the molds to make their carbon fiber parts, and we do that on coal, which I think is sort of surprising to people.
DG: I get excited about this. This is what I want to tease our audience about a little bit, if you will, is coal. The place of coal in heat treat. Where might we find it currently, if at all? And, in your mind, because I know you're very much a forward thinker, where do you see coal being used in the heat treat market, or even outside the heat treat market in the future?
BJ: Today, the big uses for coal are electricity, to make electricity to run kilns and things. In steel making, the coke for steel making and in cement production, we often burn coal to heat the cement. These are current uses.
Many years ago when I was a kid, there was this basketball player that was named Lou Alcindor, and he was dunking the basketball at will and just dominating college basketball. So they outlawed it. They said nobody's allowed to dunk anymore. In general, you would think that would be devastating. But no, he just invents a special hook shot called the “sky hook” and now, all of a sudden, he can score from 20' out at will. He became one of the highest scorers in basketball. To me, that's what is going on in coal right now. The things that it is dominating today, that is its primary markets, are under a lot of pressure. But when I look out, what do I think is going to happen, is a huge number of products.
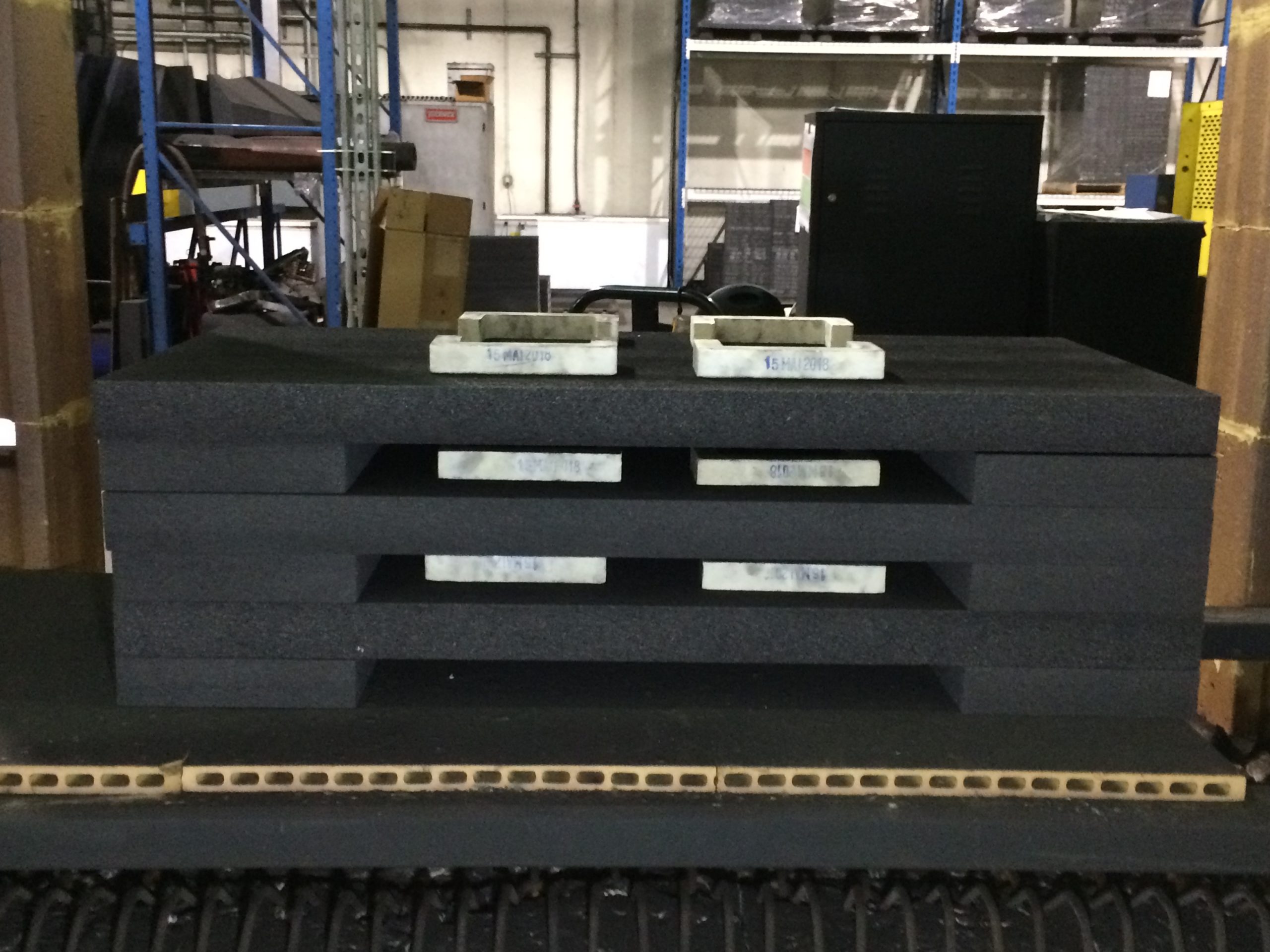
Let me tell you what we're doing right now. We take the coal in the CFOAM business, we grind it into powder, we heat it under pressure, and we blow it up into beautiful black foam. (Think Styrofoam only a thousand times stronger and good to enormously high temperatures, like probably up to 3000°C.)
Over at Touchstone Advanced Composites, they're building the molds to make carbon fiber airplane parts because the foam is high temperature so it will go in the autoclave. It's very strong. It also does not expand and contract hardly at all with changes in temperature, and that's what you want in the best mold-making material. What I get a kick out of is, you take coal out of the ground and all of a sudden we're making parts for the James Webb space telescope.
Where else will it be used? Wow, anywhere you could think of a really high temperature. Just imagine Styrofoam a thousand times stronger and fireproof. Where would you use it? Everywhere. When I think heat treatment, where do I think the obvious applications are? Kiln furniture--the strength of this stuff compresses strength of the low density material is over a thousand pounds per square inch. Kiln insulation because it is very insulating--especially kiln floors. Now all of a sudden, you've got a carbon floor you could walk on that is an insulator. And, by the way, the higher density material that we make has a compressive strength so high you could set a car on one square inch and it wouldn't crush, so we're talking really high strength.
CFOAM carbon foam used as kiln furniture (source: TouchstoneAC)
You can pass electricity through it and use it as a heating element, and we've done that at times. I could envision someone building some kilns where you lay it up like you do refractory brick today, only a carbon version of refractory brick. One of the other ones that we don't typically think about, and is this in the heat treatment area? I don't know, but it's sort of interesting. CFOAM has a program with Argon National Laboratories. Argon is working on concentrated solar power. This is the thousands of mirrors in the desert that reflect light up to a single point, and then that heats a fluid and it goes underground and it melts like a salt (like sodium chloride, like the stuff you eat) or magnesium chloride. You're over 1400°F, so the salt is great material to hold the heat, but it's a really bad material to conduct the heat. So we're taking the salt, putting it in the pores of the foam, and then using the ligaments of the coal foam to conduct the heat to store the energy in the salt. Again, what I like about that is we're going to store solar power in coal, which is, again, counterintuitive.
DG: And a bit of an irony, right?
BJ: Yes! I think you're going to see these carbon foams everywhere.
DG: When we think of the heat treat industry, we certainly don't think about using coal; but in some of these new applications, like you say, being pressed in their major markets, whether it's energy production and things of that sort, there are new applications, and Touchstone Research Labs is developing some of these things. That to me is what is interesting.
Let's talk outside of heat treat for just a minute. I want to prime you on one of them, and then if you think of others, feel free to run with them. You and I spoke previously about the use of coal as architectural structures in the future in place of concrete structures. Can you hit on that a bit, and if there is anything else outside of the thermal part of coal being used outside the heat treat industry, just go ahead and roll right into those?
BJ: We're working with a gentleman named Mark Goulthorpe. He is an architect at MIT. He has a program called Carbon House with the Department of Energy. Specifically, it's an ARPA-E program, that's their real advanced technology area, and he presents this story. He says the world population has been increasing at a very high rate of speed, but the wealth didn't spread around the world for a long time, so people didn't have much money, they didn't make much, and they didn't buy much, so we didn't notice them so much. But what's happened in the last 20 years, maybe the greatest accomplishment of man in the last 20 years, is we've reduced that extreme poverty 80% worldwide, which is just extraordinary. So now, all of a sudden, the complex part of this is that these people are moving to cities at a rate of a million people a week. That means, inside 30 years, we will need to double the number of houses and buildings on the surface of the earth inside 30 years. The construction boom has already started. Imagine you've got to build a million, I'll say apartments, and office buildings and things every week until after the year 2050. He points out, what are we going to build all of this out of? There is not enough wood on this planet. You can't use concrete. If we're concerned about global climate change and that puts out more carbon dioxide than burning coal, so what are our options? He points out that the answer is probably buried in our hydrocarbons. Things like methane to carbon nanotubes where we take the carbons and the methane and we make carbon nanotubes. That will be part of the structure. Take the hydrogen and make that the fuel.
And at MIT, that's what they're thinking the future is. And CFOAM will probably play a major role in these kinds of structures because at the end of the day, the coal that we make the foam from is very inexpensive, available in extraordinarily large quantity, and can make fireproof structures that are inexpensive and with a pretty low carbon footprint. The production of the foam is a very small carbon footprint production. It does not produce much pollution or production of much CO2 and that kind of thing. So it's fairly green. It's funny to talk about coal in a green way, but it really is a pretty green product. And that may be the thing that gets us there.
DG: Yes. And compared to the manufacturing of concrete, it's a lot greener manufacturing the CFOAM panels, let's say, as opposed to concrete.
Clean Room (source: TouchstoneAC)
BJ: Yes, absolutely. Some fun things to talk about for just a minute: Over at Touchstone Advanced Composites, we've made the molds to make parts for the James Webb space telescope. This will be the greatest telescope, I think, the world has ever produced. I think it's 8 times bigger than Hubble, it will be located a million miles from earth, just so everyone can have a little yardstick, that's four times the distance to the moon, and it will see back in time till to the creation of some of the first galaxies. We've made all of these parts on molds made from coal.
We just finished building the molds to make the communications dish antenna for the NASA wide field infrared telescope, which is the size of Hubble, and that is going up soon. We just finished the structures that will be on a solar sail for NASA. Let me tell you what a solar sail is: Imagine a kite, only square. So you have two sticks on a kite. We're going to make those out of carbon fiber, but we're going to make them in a special way that collapse, so that they go into a box 2' x 2', but when you get up into space, you open this box up and this rolls out 54 ½ ' in all directions. You end up with this 110' solar sail that is up in space. What's going to happen is, the light from the sun moves this thing. Just the light, no propellant. It will go 240 thousand miles an hour. And we've built all the molds from CFOAM that we make from coal.
We do work with virtually every one of the commercial launches to space. We just did the front end of a supersonic aircraft and dozens of other new aircraft that are being built. All of that is being done on CFOAM. That's a whole group of fun things we do.
DG: Can you tell us about MetPreg?
BJ: At Touchstone Research Laboratory, we're developing the world's strongest aluminum. This is aluminum with fibers in it. It's aluminum oxide fibers in aluminum. What's really interesting about it is it's the highest temperature aluminum that exists, so this will be useful at temperatures up to 1000°F. It will keep 80% of its strength. It's 3 times stronger than the world's strongest aluminum alloy. This is not made from coal. This is aluminum with fibers. We either make it in a tape form or pultruded form, or we make it into cylinders by film winding it, like you do polymer composites. It is a whole new class of materials, and our plan is to spin that out into a separate company, probably within the next year or so. Right now we're developing the business plan.
We are doing this on-scale already. It's already been put on a ship. One of the applications, by the way, is repairing the structures in large ships, especially aluminum hold ships, for fatigue in particular. Some of these ships are tracking hundreds of fatigue cracks in the structural component, and we can use this as a patch to repair the ships while at sea and have a permanent repair. This is an application, by the way, that I wouldn't have even come up with. This is one that the navy came to us and said, is this something you guys could do? So we've been working in a development program with the navy. It about a million dollar program. While in the program, we're already on our first ship and we're really excited about that. That application is ready to go but many of the other applications are still in development.
DG: You've already run down a list of some of your customers, but maybe just give us a sense of the breadth and depth of your customer base, as many as you're comfortable telling us about.
MetPreg Rocket Motor Casing (source: TouchstoneAC)
BJ: On the aerospace side, it's virtually everyone in aerospace, from your Boeing and Airbuses, Embraer, to some of your smaller ones that are suppliers to that industry. We have hundreds and hundreds of people, especially using the CFOAM. In terms of MetPreg, we're not there yet with flying on airplanes, but I'm really confident we will get there. We can probably mention the work we do with Virgin. I love Richard Branson, by the way. He is a hero of mine; I think the world of him. We've done work with some of his companies--Virgin Orbital, Virgin Galactic. They are two separate companies. Virgin Galactic is the one that's going to take people into space.
I want to spin back around and talk about what that means, taking people to space. The thing we think about is rich people going for joy rides, which is good, and there is a market. But don't think of it like that. I think he's building this next generation aircraft that, for example, we'd take off from LA. Well, it's just as easy to drop you in Chicago as it would be back to LA, in fact I think it's easier. So I see this is as the beginning of a new way to fly around the world.
I'll give you another one--SpaceX. They have a similar vision. SpaceX rockets are very different. They're going to land vertical. Richard Branson's is going to look like an airplane. It's going to be more normal looking, but they won't go that fast; they'll go a couple thousand miles/hour maybe, whereas SpaceX is going to go like 18,000 mph. I saw the president of SpaceX give a talk. (In fact, by the way, one of our people got to meet Elon Musk just a few weeks ago, and he came back with the biggest grin on his face.) So the president of SpaceX, says, "I do a lot of business in Riyadh, and I can't wait for the day that I take off from here in California, fly to Riyadh, (it will take about 40 minutes and most of that is landing), and then we'll fly back home in time to fix dinner for the family." It just made me smile. Gwynne Shotwell is awesome in every way.
Now Virgin Orbital is different. Virgin Orbital shoots rockets up in the air. They come off of a Boeing 747 that they've named 'Cosmic Girl,' and then it goes into orbit. That does go fast. It is not to carry humans, it's to put satellites in orbit. It's an inexpensive way to put satellites in orbit. You fly the 747 as high as you can, you tilt it a little bit upwards and you shoot your rocket right into orbit. It's a lot less expensive than launching from the ground. That's another one of Richard Branson's businesses and they have a great team of people working there. I'm really optimistic about it.
For your heat treatment people, think about the temperatures we're dealing with. The rocket motors are all super high temperature, just through the atmosphere. It takes you up into the thousands of degrees. So all the things your client base works with is what the outside of all of these vehicles is. It's just interesting. And yet, I don't know that they think in that world right now. When you look at the number of launches going into space right now, we in the United States don't track what's going on around the world so much, so I'll give you just one example. Rocket Lab has what they call the Electron rocket. It will be launched from New Zealand. Now, I was unaware that New Zealand ever launched a rocket, it's just not something I was aware of. They're planning to launch 300 launches a year--in New Zealand! So, what do you think the worldwide going in and out of space is going to be here in the next decade or two? I think it's going to be really large. And markets for things like thermal protection systems or high temperature components is going to be much bigger than anyone realizes.
DG: Shifting just a little bit. Obviously, the organization that you've developed, Touchstone Research Laboratory, etc., your whole organization, all of them, have been very innovative. Can you speak to the, let's say, culture there and the method by which you push the innovation? How do you make such an innovative organization?
BJ: You may have picked up on something with that question. You've been here, you've walked through, and you have a feel for how we sort of work. I went to Dearborn, Michigan, once and I went to the Henry Ford Museum in Greenfield Village. (If anyone has never been there, you've got to go, especially if you like technical things.) And there, Henry Ford bought Edison's first research laboratory and rebuilt it there. It's four buildings, so you walk through the world's first industrial research laboratory. I went there one day about 4 years ago, and I was not necessarily a big Edison fan. I knew who he was and everything, but when I walked into this building, it was like something was overly familiar. So I said to my wife, “I have to go back there and spend a day by myself just in the buildings and just look around.”
Here's what I figured out: As you know, I never "got a job." I went to graduate school, came out, and started my own research laboratory from scratch. I didn't know all of the modern processes to manage a laboratory. So I'm sort of figuring out from scratch as a kid in my twenties and trying to work my way through. And what I ran into was a process that ends up being almost identical to what Edison did. I'm not saying I'm smart like Edison, I'm just saying that my invention process ended up remarkably similar. Here's how it goes: In R&D, you need some well educated people, they've got their PhD from Berkeley or MIT or wherever, for example. But then there is this other group that fabricates stuff. This person, maybe from MIT, says, “Hey, what if we make this vacuum chamber and heat in this way with microwaves and then we put UV light in?” and that's my idea on Monday morning. Now it's about how fast can we turn that into something real, run our experiments, and get to the next thing. In R&D, the thinking part is seconds, minutes, or hours, but the doing part is usually days, weeks, and months. So if you want to collapse your time of invention, you work on that second side, and you get the best technicians you can. And they make the people with the high degrees look really smart. So it's how you blend those together that I think can create this really unique environment, and I think that's sort of money that tricks behind what we do.
(source: TouchstoneAC)
In addition to that, we're a real flat organization and things like that. There are a lot of things that people don't know about Edison's management approach, but he dressed down for work. He didn't want to be seen as the boss at work. He just blended in and went from person to person. When investors would show up, people would be running around, saying, “Get him cleaned up!” At work, he didn't have any airs about him, which is the right answer. The more central control you have, the less your organization has that ability to just run. You've got to handle your organization very gently. He was the first guy to ever build an industrial research facility. He did amazingly well with it, but he was less than perfect. In recent years, there's been a lot of complaints about the details of what he did, but he was the guy out there blazing the trail, so I give him a lot of credit for that.
DG: Let's circle back around to CFOAM for just a moment. CFOAM, current and future, especially where it hits on the heat treat market. Where would we see CFOAM? You mentioned the fact that the mechanical properties are very strong, it could be used for floors and furnaces, it could be used for hearth piers, hearth rails, could be used for the sides of furnaces. One of the issues in the heat treat market that we have to be careful about is, you know, the guys on the forklifts who smash the trays into the sides of the furnace during loading and unloading. I assume there is some strength here in the CFOAM that you might not have another especially ceramic materials, but also maybe some of your metal walls, if you will.
BJ: The foam can be made in a wide range of densities too. When you were here, I think I showed you two densities that we predominantly manufacture today. One is 20 pounds/cubic foot and the other is 30 pounds/cubic foot. But you can make it up to 90 pounds/cubic foot, which at that point it is massively strong and very high temperature, but not as insulating. There is a trade-off between insulation and strength. So what we can do for some of those applications is dial in "what is the appropriate mechanical properties versus thermal properties for an application?" because the technology is really robust that way. In fact, one of the challenges to new materials like this is deciding what is the thing I want to make this week. Because you can offer all kinds of things, so you have to figure out what are the things you think your customers want. If customers look at our properties and they're not exactly what they need, there is a good chance we could make some adjustments and make something with either more conductivity, less conductivity; in fact, there is a whole group of things we haven't talked about, which is the other end of the spectrum--very high thermal conductivity foams. We have some foams that we can make with the thermal conductivity of aluminum at one-fifth the weight. To me, is there a market? Does this relate to heat treaters? It's not obvious to me, and I'm not down on the details of that business, but it wouldn't surprise me at all if someone listening doesn't say, “You know, that's exactly what we need! A carbon that's very thermally conductive.” So that's the other end of the spectrum.
DG: So you can make the foam either thermally insulative or conductive, either way?
BJ: That's right. And we can bury the electrical properties through ten orders of magnitude, from 10 million ohm centimeters to .1 ohm centimeters.
DG: The question that jumps into my mind, and this may not be a fair question to ask you, but let me ask it anyhow: The commercial viability of these CFOAM products in the heat treat market. You can use them as heating elements, I assume. I don't think we see much. We see a lot of graphite heating elements, but heating elements, I assume for structural parts, perhaps. The one that jumps to my mind, and I think I mentioned it to you when I was there, was radiant tubes, which are the metal tubes are somewhat, they have a life cycle, let's put it that way. Because of thermal cycling, they do tend to, at some point in time, crack or whatever. We have some companies that are making radiant tubes out of ceramic-type material, but there are sometimes issues with breakage. My thinking is, is it possible that perhaps we could get coal based radiant tubes even, that are very strong yet very thermally conductive?
BJ: Yes, I think such a thing would be possible. I can't tell you that I could give it to you tomorrow afternoon, but absolutely. I think the material can do it. I think we can figure out how to actually make that on volume. I think that's very doable.
Another thing: the foam is porous. Are there situations where you want to bring nitrogen in through the wall at really, really low speeds for some reason, while heating to very high temperature? I don't know; or any other gas--hydrogen or whatever. I haven't had that need, but I'm not in that particular marketplace that might have that need.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Climate change and fossil fuels are topics that can spur many lively conversations. In today’s Heat Treat TodayTechnical Tuesday feature, explore their connection as it relates to heating industrial furnaces in the future with Dr. Joachim G. Wüenning, president, WS Inc. and an expert in clean efficient combustion.
Many people view climate change as the biggest threat to mankind. Technical and social efforts will be required to meet the goals, formulated in the “Paris Climate Agreement,” to limit global warming to less than 35.6° F (2° C).
Combustion of fossil fuels is by far the largest human contribution to global warming. Fossil fuel-fired power plants and internal combustion engines are already in the public focus. The transformation to alternative drives for vehicles has just started, and the days of coal-fired power plants are numbered.
Combustion of fossil fuels for industrial furnaces is also a large contributor to greenhouse gases and air pollution. The industrial heating sector is not in the public focus yet, but that will change soon; therefore the topic should be addressed proactively.
For mid- to long-term future industrial process heating, there are three main scenarios:
heating with renewable electricity, or
heating with non-fossil fuels, or
a combination of both.
Humans used non-fossil fuels for hundreds of thousands of years and are returning to that habit after a short period of about 250 years where fossil fuels were primarily used.
Reducing CO2 Now and In the Future
Heating a furnace using electricity is locally CO2 free, but an even greater amount of CO2 is emitted at power plants since the majority of electricity is generated by burning fossil fuels. For every kilowatt hour (kWh) produced, roughly one pound (~0.45kg) of CO2 is emitted into the atmosphere [1]. This is true for Germany, and the figures for the United States are in the same range.
Heating an industrial furnace with a typical temperature of around 1832°F (1000°C) with natural gas produces about 0.4kg CO2 for every kWh of available heat for a cold air burner, and less than 0.25kg/kWh CO2 when using a recuperative or regenerative burner where waste heat is recovered using a heat exchanger.
So, the short-term measure to reduce CO2 emissions is to use an efficient burner with heat recovery or to switch from electric to natural gas heating, which can cut CO2 emissions by 50% or more.
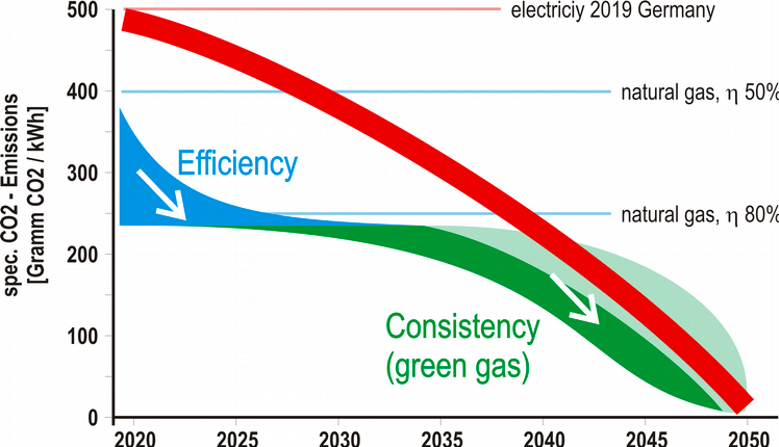
For a further reduction, we have to wait until electricity generation becomes predominantly regenerative, or we have to use green, non-fossil fuels. The possible paths to non-fossil heating of industrial furnaces are drafted in Figure 1. It shows that the short-term action should be improving the efficiency of burner systems or a switch from electric to gas heating. In the mid- to long-term future, there should be a healthy competition between non-fossil fuel gas and electricity, driving the prices for non-fossil energy down.
Figure 1
Changing Fuel Compositions
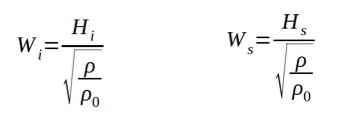
The most relevant characteristic for the interchangeability of fuel gases is the Wobbe Index (Figure 2), with the lower or upper heating value (Hi, Hs), the density of the fuel gas (r) and the density of dry air (r0). Fuel gases with the same temperature, pressure, and the same Wobbe Index will provide the same energy output from a burner. If the Wobbe Index is changing, the flow must be corrected by changing the fuel gas pressure or a flow throttle device to keep the burner power constant.
Figure 2
In most cases, the air does not need to be corrected since the ratio between stoichiometric air ratio and lower heating value is about 0.95 m3/kWh for common hydrocarbons. That means that a burner with a given heating power needs the same amount of air even when different fuel gases are used. A good rule of thumb is that one cubic meter per hour of air is required for every kilowatt of heating power.
If hydrogen is used as a fuel, about 15% less air is required. So, when hydrogen is added to natural gas and the fuel gas flow is corrected but the air flow is left unchanged, the system would be operated with somewhat more excess air, slightly less efficient but safe.
If gas fluctuations will occur in the future, adjusting the burners with more excess air would be an easy measure to ensure safe operation. With an effective heat recovery system and low exhaust gas temperatures, efficiency losses would be minimal.
Fuel Gases With High Hydrogen Content or Pure Hydrogen
The flame speed of hydrogen is much faster compared to hydrocarbons. That can cause some problems, especially in premixed burners where a flashback can occur. Another challenge resulting from faster combustion could be higher flame peak temperature leading to higher thermal NOx emissions. Modern low NOx methods are available to address this problem.
A positive effect of hydrogen can be a more reliable and easier ignition of burner systems. Many industrial burner systems can be operated with high percentages of hydrogen or with pure hydrogen with little or reasonable modifications.
Fuel Gases Containing Fuel Bound Nitrogen
Using ammonia or bio-gases with fuel bound nitrogen will produce excessive amounts of NOx-emissions when burned in most burner systems. There are a number of options to achieve low NOx-combustion with fuel bound nitrogen.
One method is fuel conditioning where fuel bound nitrogen is broken up into molecular nitrogen. This was successfully demonstrated using a stainless steel reactor in combination with a flameless oxidation burner system.[2] Another method would be exhaust gas cleaning by selective (SCR) or non-selective (SNCR) catalytic exhaust gas cleaning. Both processes require large investments and operating costs and should only be used if other options are not available.
The development of combustion systems with integrated treatment of fuel bound nitrogen would be the preferred method and will be an important topic for combustion research in the coming years. One approach is multi-stage flameless oxidation [3].
Fuel Conditioning
Fuel conditioning might be required to keep fuel gas properties within regulated limits inside the gas transport and distribution grid or for certain customers with special requirements. Fuel conditioning can be performed by blending different gases or by changing their compositions by using reformers or gas separation units like pressure swing adsorption (PSA) or membrane technology.
If future regulations propose a certain hydrogen content in the fuel gas grid, strategically placed steam reformers could keep the hydrogen content within certain ranges, even if there is no regenerative electricity available to operate electrolysers.
Reformers could also crack ammonia, ethanol, or methanol before being used as fuel gas to heat processes.
Outlook
There are several options towards non-electric, fossil-free industrial process heating. All these options have to be thoroughly investigated to keep a number of options open for future energy systems. The energy system of the future will be based on regenerative power generation but it will involve additional energy carriers to store and transport the energy. There are some challenges for combustion but there is no doubt that these can be overcome.
A fair and open competition between the different energy options will create the best solutions for society and the planet. A planned economy will not provide the fertile soil for innovations and entrepreneurship necessary to meet the challenges.
References
[1] German Environment Agency, CO2 Grid Emission Factors from 1990 – 2018 for the German Energy Mix, March 2019
[2] Domschke T., Becker C., Wüenning J.G., Thermal Use of Off‐Gases with High Ammonia Content – a Combination of Catalytic Cracking and Combustion, Chem. Eng. Technol., 21: 726-730
About the Author: Joachim G. Wüenning is president of WS Wärmeprozesstechnik GmbH and his area of expertise is in clean efficient combustion, FLOX—flameless oxidation, heat recovery, radiant tubes, and recuperative, regenerative burners. This article originally appeared in Heat Treat Today’sMarch 2020 Aerospace print edition.
A commercial heat treating company located in the heart of the aerospace industry on the West Coast of the United States recently commissioned a custom built batch tempering furnace. With a working load size of 168” wide, 48” deep, and 48” tall, coupled with a max load weight of 10,000 pounds, the furnace from Gasbarre Thermal Processing Systems can accommodate a number of differently sized parts within its market.
The gas fired air furnace passes survey at +/- 10℉ over a temperature range of 850℉ to 1350℉ per AMS2750E. At the customer’s request, the electrical controls are UL approved and include the latest in Eurotherm brand temperature controlling instrumentation.
Have you ever wondered how to create or revise AMS specifications? In this original Heat Treat Today Technical Tuesday feature, come along with Andrew Bassett, president of Aerospace Testing and Pyrometry and an expert in aerospace pyrometry specifications, as he shares his experience and knowledge in the process.
Andrew Bassett, President, Aerospace Testing and Pyrometry
Author’s Note: These comments are the non-binding opinion of the author and do not constitute an interpretation by SAE. Such opinions do not replace the need to ensure agreement between the supplier, customer, and cognizant engineering organization.
Those who are familiar with aerospace heat treating are accustomed to Aerospace Material Specifications (AMS) that guide heat treaters on how to process parts and raw materials. These specifications will mandate equipment requirements, atmospheres to be used, cleaning methods, soaking times and temperatures, and testing requirements, to name a few. The working committee, Aerospace Metals Engineering Committee (AMEC), is in charge of revising these specifications, which is required every five years. This is a long and sometimes tedious process of revising specifications with many knowledgeable experts involved.
There are various types of specifications that have been established by the SAE Technical Standards Board:
Aerospace Material Specifications (AMS)
These technical reports contain specific performance requirements and are used for material and process specifications conforming to sound established engineering and metallurgical practices in aerospace sciences and practices.
Aerospace Standards (AS)
These technical reports contain specific performance requirements and are used for design standards, parts standards, minimum performance standards, quality, and other areas conforming to broadly accepted engineering practices or specifications for a material, product, process, procedure, or test method.
Aerospace Recommended Practice (ARP)
These aerospace technical reports are documentations of practice, procedures, and technology that are intended as guides to standard engineering practices. Their content may be more general in nature, or they may offer data that has not yet gained broad acceptance.
Aerospace Information Report (AIR)
These aerospace technical reports are compilations of engineering reference data, historical information, or educational material useful to the technical community.
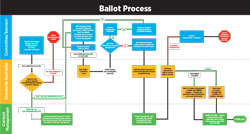
To create or revise an Aerospace Specification, a “sponsor” of the specification will request to either create a new or revise an existing standard with the approval of the chairperson. Once the approval has been granted, the sponsor will work to create and/or revise the existing document. When the draft document is complete, the draft is balloted for a 28 Day Ballot. Members of AMEC can make comments on the ballot with either a “T” comment or an “I” comment. The “T” comment is a technical error, missing requirement, or improper requirement that needs action by the committee. All technical comments should be accompanied by a reason for the comment and a suggested improvement to resolve the issue. The “I” comment is a non-technical correction. These may include spelling and grammatical mistakes, incorrect paragraph numbering, and the like. Each “T” comment must be discussed and voted on by the committee members and approved or disapproved. During the ballot process, members are asked to “Approve” or “Disapprove” the ballot. This process goes on until no more changes are required to the draft before the document is sent to the appropriate commodity committees.
The illustration (Figure 1) describes the creation/revision process for given specifications.
The projects for the revisions to AMS-2759 series of specifications started in 2009/2010 with many of the draft revisions waiting in “parking lots” until all the specifications were completed. Since their release in 2018, several of these specifications had to be revised again due to missing or omitted requirements or small changes to clarify issues.
Over the last eighteen months, the heat treat industry has experienced new revisions to the following specifications (revision dates):
AMS-2759 Rev G Heat Treatment of Steel Parts General Requirements (04-23-19)
AMS-2759/1 Rev H Heat Treatment of Carbon and Low Alloy Steel Parts Minimum Tensile Strength Below 220 ksi (1517MPa) (09-19-19)
AMS-2759/2 Rev J Heat Treatment of Low Alloy Steel Parts Minimum Tensile Strength 220 ksi (1517MPa) and Higher (07-15-19)
AMS-2759/3 Rev H Heat Treatment Precipitation-Hardening Corrosion-Resistant, Maraging and Secondary Hardening Steel Parts (01/07/19)
AMS-2759/4 Rev D Heat Treatment Austenitic Corrosion-Resistant Steel Parts (04-28-18)
AMS-2759/5 Rev E Heat Treatment Martensitic Corrosion-Resistant Steel Parts (04-28-18)
AMS-2759/6 Rev C Gas Nitriding of Low Alloy Steel Parts (06-11-18)
AMS-2759/7 Rev D Carburizing and Heat Treatment of Carburizing Grade Steel Parts (04-15-19)
AMS-2759/8 Rev B Ion Nitriding (06-11-18)
AMS-2759/9 Rev E Hydrogen Embrittlement Relief (Baking) of Steel Parts (10-18-18)
AMS-2759/10 Rev B Automated Gaseous Nitriding Controlled by Nitriding Potential (06-11-18)
AMS-2759/11 Rev A Stress Relief of Steel Parts (04-28-18)
AMS-2759/12 Rev B Automated Gaseous Nitrocarburizing Controlled by Potentials (07-02-18)
AMS-2759/13 Gaseous Nitrocarburizing (06-11-18)
AMS-2769 Rev C Heat Treatment of Parts in Vacuum (07-12-19)
AMS-2770 Rev P Heat Treatment of Wrought Aluminum Alloy Parts (04-08-19)
ARP-1962 Rev B Training and Approval of Heat Treating Personnel (06-11-19)
ARP-7446 Vacuum Gauge Calibration (03-06-19) New ARP
There are several more projects underway that include the revision of AMS-H-6875, Heat Treatment of Steel Raw Materials that will become a four-digit AMS Specification, AMS-2774, Heat Treatment Wrought Nickel Alloy and Cobalt Alloy Parts, AMS-2801, Heat Treatment of Titanium Alloy Parts and AMS-2750, Pyrometry, to name a few. As new technology emerges, such as additive manufactured metal parts, AMS standards will need to be revised or created to address the thermal processing of these parts.
AMS-2750 (Pyrometry) is one of the more contentious specifications, which is currently under revision, because it is the main specification for the testing of thermal processing equipment. This specification not only has an effect on commercial heat treaters working in aerospace, but this specification has been adopted in chemical processing/coatings for baking/drying ovens, composites for curing and bonding laminates, and as of January 28, 2018, the FDA Center for Devices and Radiological Health has added this standard to its list of recognized consensus standards database. For those who are heat treating medical devices such as needles, heart wires, titanium staples, and metallic joint replacements, AMS-2750 is now governing how the thermal processing equipment will be tested.
When I first became involved with AMEC in June 2008, the AMS-2750D (Pyrometry) was starting to be revised to AMS-2750E. I attended my first meeting in Niagara Falls, New York, with the expectation that I would be working only with a group of aerospace primes who write these standards. As it turned out, many of the members at AMEC are end users, such as captive and commercial heat treaters who are experts in the specifications in which they are involved. Since being in the field of pyrometry, I thought I would volunteer my time and expertise on the revision of AMS-2750. The sub-team group consisted of experts from Boeing, Honeywell, Carpenter Technology, Alcoa, Performance Review Institute (PRI), and Bodycote Thermal Processing with each team member bringing to the table his/her own knowledge and expertise in pyrometry. The process of revising this specification took four years to complete with numerous team meetings to discuss and propose changes to better clarify the previous revision. The final revision was finally published in July of 2012. Since then, I have been involved with other specifications such as AMS-2769 (Heat Treatment of Parts in a Vacuum), ARP-7446 (Vacuum Gauge Calibration), and the next revision of AMS-2750F.
Getting involved with AMEC and the various commodity groups is rewarding as it allows you to have a voice in the specifications that affect your business. You work with other members in the heat treat community to develop and create specification to enhance the industry, better the process, and continually strive to deliver quality parts or materials.
About the Author: Andrew Bassett is the president of Aerospace Testing and Pyrometry and is an expert in aerospace pyrometry specifications. He has 25 years of experience in the calibration and testing of thermal processing equipment. This article originally appeared in Heat Treat Today’s March 2020 Aerospace print edition.
Safety is a concern to all industries, but it’s of paramount importance for the aerospace manufacturing sector. Join us on this whirlwind tour of a heat treat shop from the perspective of an industry safety consultant, Rick Kaletsky. Rick’s a funny guy, but don’t let that detract from the critically important information he has to share. Rick Kaletsky is an MTI OSHA Safety Consultant and the author of the popular book, OSHA Inspections: Preparation and Response, 2nd Edition.
This column is being supplied courtesy of the Metal Treating Institute and was first published in the Heat TreatToday Aerospace magazine in March 2019.
With all of the bright and shiny new gadgets and technology in the heat treat industry, it’s easy to overlook the wealth of the “same old” classic hazards, which may not have been properly dealt with in the shop. It is critical to address these basic (often severe) risks/violations rather than be distracted by trying to identify new-to-the-forefront issues. Please note that this list is surely not all-inclusive. I’ll make this concise as we tour the shop and highlight areas that demand attention.
Let’s take a look:
Are you still allowing obstacles to impede immediate access to exits, fire extinguishers, electrical disconnects, and emergency eye fountains?
Are you permitting unguarded (or improperly guarded) power transmission equipment, highlighted by chain drives, belt drives, couplings, and gears?
Have you adequately guarded fan blades?
Are you adhering to the (chemical) hazard communication program— especially the labeling, safety data sheets, and
training? (Also, don’t forget the Globally Harmonized System.)
Is the lockout/tagout program (relating to unexpected energization and release of stored energy) sufficient— attaining ZES (zero energy state addressing electrical, mechanical, pneumatic, hydraulic, spring, thermal, steam, gravity+), only one “available” key per personal lock, machine-specific procedures, and more?
What kind of permit-required confined-space program have you implemented—a detailed, super priority, tackling matters of oxygen deficiency, vapor ignition, entrapment, and so on, with a fully integrated plan including (but not limited to) space identification, permit system, calibrated instrumentation, attendants, and non-exposed rescuers?
All set now? WAIT! There’s more that is routinely violated on a regular basis. These items above, and more to follow, are not simply matters of technical non-compliance with the law of the land. They are scenarios waiting to ambush workers and leave them with burns or worse (from fire, explosion, and electrical sources), mangled digits and limbs, blindness, lung damage, and many other examples of preventable misery.
Abatement can be motivated by a desire to avoid “breaking the law and paying the price.” It can be motivated by ethics and the sincere “touchy feely” desire to “do the right thing.” Yet it can also be motivated by a company’s knowledge that employee protection is good business, with very tangible, financial results. The cost of occupational injuries and illnesses can decimate your profit line far more than direct medical costs. It is worth considering all of the follow-up medical bills, cleanup, overtime, downtime, insurance rate increases, and much, much more, not to mention the enhanced OSHA penalties.
Pardon the diversion; now for a look at some more key questions:
Is heat stress considered to be a very real concern (and met head-on as an occupational hazard) rather than viewed as a mere matter of degrees of comfort?
Has there been a full assessment of personal protective equipment needs?
Is safety-toed footwear required, as determined by such an assessment?
How about eye protection (consider different forms for different hazards), hand protection (again, particular types for particular risks), hearing protection, flame-resistant/retardant clothing, and whatever else is brought to light by way of a thorough assessment considering each task to be performed?
Are the extinguishers conspicuous, fully charged, and professionally tested on a timely basis?
Who is expected to use the extinguishers, and have those employees been “hands-on” trained?
Are compressed gas cylinders well-secured, capped (where designed to be), and properly separated (oxygen from fuel gas, in storage)?
Have I offered enough tips? No? Okay, here are just a few more points to ponder:
Are electrical cords in good condition, without (for instance) stripped/cut/burned insulation, damaged/missing grounding prongs, or similar damage? (Remember that portable electrical tools can be double-insulated, as an alternative to grounding.)
Is there accurate, unambiguous, easy-to-read labeling on disconnects, breakers, controls, and so on?
If there are breaker slots without breakers, are those spaces filled with blanks?
Are electrical boxes and similar apparatus equipped with approved covers?
Are forklift trucks and similar vehicles properly maintained, with emphasis on steering, brakes, horn, tires, overhead guard, and fork movement reliability; are all operators suitably trained?
How about the elimination or deep mitigation of trip and slip hazards?
What have you done (including by engineering means and specific training) to decrease exposure to ergonomic hazards, especially regarding backs?
There’s always more that can be done to improve safety and minimize risk in the shop, and it’s usually something easily overlooked in regular safety checks that turns up flagged in a review. But don’t let the procedure blind you to the most important reason we stress safety in the shop: the welfare of our employees.
Boeing Defense, Space, and Security recently revealed the single-engine, single-rotor helicopter it is proposing to the U.S. Army as part of the Future Attack Reconnaissance Aircraft (FARA) prototype competition, initiated in 2018. The goal of the contest, part of the Army’s broader Future Vertical Lift program, is to develop a successor to the Bell OH-58 Kiowa scout helicopters used for observation, utility, and direct fire support.
Mark Cherry, Vice President and General Manager of Boeing’s Phantom Works (source: Boeing)
“We’re offering more than a helicopter,” stated Mark Cherry, vice president and general manager of Boeing’s Phantom Works. “We’re offering an affordable and fully integrated system for the Army, the mission and the future. We’ve blended innovation, ingenuity and proven rotorcraft experience with extensive testing and advanced analysis to offer a very compelling solution.”
Boeing emphasized that its FARA design meets the Army’s current mission needs “while evolving as technologies and missions change.”
The FARA competition awarded design in April 2019 to AVX Aircraft, Bell Helicopter, Boeing, Karem Aircraft, and Sikorsky Aircraft. Two manufacturers will be selected to proceed with their designs this year, and the prototypes will be delivered in 2023.
The Swedish Air Force has selected GKN Aerospace for technical product support and maintenance, repair, and overhaul (MRO). GKN Aerospace will provide these services as well as spare parts supply for the Gripen E RM16 aircraft engines of the Swedish Air Force. The RM16 is the Swedish name for the engine based on the General Electric F414 that powers the F-18 Super Hornet. GKN Aerospace’s continued support to the platform was confirmed by the Swedish Defense Material Administration (FMV) in January. GKN Aerospace will closely collaborate with Saab and GE to build up the necessary infrastructure and competence for the new engine type.
Joakim Andersson, President of Engines at GKN Aerospace
President of Engines for GKN Aerospace Joakim Andersson said, “GKN Aerospace is proud to further expand our relationship with FMV, GE, and Saab to the new RM16 aero-engine support. Our unique and efficient engine maintenance and support capabilities have served the Air Force operations since 1930.”
GKN Aerospace is also the original equipment manufacturer (OEM) and type certificate holder of the Gripen C/D RM12 aero-engine and has been supporting the RM12 aero-engines since the first Gripen aircraft went into service in 1997.
The U.S. Navy has commissioned six new presidential helicopters. Sikorsky, a Lockheed Martin company, will build six production VH-92A presidential helicopters. These helicopters are part of the 23-aircraft program of record for the U.S. Marine Corps.
Sikorsky has transferred five VH-92A helicopters into government test with the sixth completing modification and entering government test Q2 2020. The VH-92A program is on track to enter Initial Operational Test and Evaluation (IOT&E) later this year.
“Now that we are ramping up production, the VH-92A program is gaining momentum,” said Dave Banquer, Sikorsky VH-92A program director. “This second contract award demonstrates the confidence the U.S. Marine Corps has in Sikorsky’s proven ability to deliver and support the next generation presidential helicopter. The men and women of Sikorsky treasure our legacy of building and providing helicopter transportation for every president and commander in chief since Dwight D. Eisenhower. We are proud to continue that legacy with the VH-92A helicopter.”
All six of the production aircraft from the first Low Rate Initial Production contract are undergoing modifications at Sikorsky’s Stratford, Connecticut, plant and are on schedule to begin deliveries in 2021. The remaining production aircraft will be delivered in 2022 and 2023.
VH-92A presidential helicopter (Source: U.S. Navy)
Composites Universal Group (CUG), an internationally recognized composite manufacturing company specializing in the production of high-quality composite components for aerospace, drones, industrial and space applications, recently received a large walk-in oven from DELTA H.
The oven features an interior volume of 12’ wide, 10’ tall, and 32’ deep, with high volume New York Blower plug fan, PowerFlame gas burner, and rapid cooling/chamber pressure control. For vacuum composite processing, the system features multiple part temperature as well as vacuum transducers for precision monitoring of process heating. Eurotherm Nanodac is featured with cascade control that selects the coolest part and automatically adjusts air temperature to precisely maintain the desired ramp rate, soak time, and cooling rate.
Richard Conway, CTO at DELTA H
CUG has multiple projects underway, including Vahana electric VTOL aircraft, Sierra Nevada Corp Dream Chaser Pressure Vessel, and Leidos Corp. Composite Beams. DELTA H CTO Richard Conway stated, “It is truly rewarding and exciting to be among the technology providers supporting these projects and to have a role in the cutting edge of transportation.”
(Image Source: Leidos Investor Relations)
“The DELTA H Composite Oven has performed flawlessly ever since initial startup. It’s become a critical part of our equipment listing here within CUG. . . . It is critical to our operations and the curing of our high temperature parts fabrication,” states Steve Ruege, President and Director of Sales at Composite Universal Group.