A custom-built vacuum induction melting (VIM) equipment is set to expand thermal processing for a manufacturer, whose operations already has two VIM solutions.
The furnace will be fabricated at the Buffalo headquarters of Retech, a SECO/WARWICK Group subsidiary, to capitalize on available schedule improvements. As custom equipment, the subsidiary’s furnaces are not dependent on assembly-line style construction, so they can be fabricated and assembled just in either location.
While this client prefers not to divulge this VIM’s application, Retech’s solution can handle casting a wide range of materials used in applications from automotive and consumer products to critical, high-value equiaxed, directionally solidified, or single-crystal aerospace parts. Almost every furnace Retech makes is modified to meet the specifications and associated applications of its clients.
VIM from the Retech Buffalo, NY location.
Source: SECO/WARWICK
Dive into the role and benefits of HIP and HPHT™ in the space industry, highlighting how these key processes are shaping the future of space applications.
ThisTechnical Tuesdayarticle by Andrew Cassese, applications engineer, Quintus Technologies was originally published inHeat Treat Today’sMarch/April 2024 Aerospaceprint edition.
The realm of space exploration and technology is rapidly evolving, pushing the boundaries of what’s possible in engineering and material science. Among the key players in this revolutionary change are hot isostatic pressing (HIP) and High Pressure Heat Treatment™ (HPHT™). These processes have become indispensable in manufacturing components that can withstand the harsh conditions of space. In this demanding environment, the longevity and reliability of components are paramount.
Reducing Risk
Space missions have put increasing focus on the need to minimize risk and improve mission safety. Some well-documented, safety-related events include:
Outer space
Soyuz 11 decompression in 1971
Earth’s atmosphere
Soyuz 1 parachute failure in 1967
X-15 controls failure in 1967
Space Shuttle Challenger launch booster failure in 1986
Space Shuttle Columbia re-entry disaster in 2003
Structural integrity is therefore in focus for every single component involved in space missions, with exacting demands on quality and function. Material failure is not an option, and therefore component qualification is one of the main areas of focus. Predictable properties that are reliable and with minimal variation are critical for mission safety. Hot isostatic pressing helps to guarantee this by reducing the spread and variation in mechanical properties.1 It works to do this by using high temperatures and pressures to close internal defects in mission critical parts after casting or additive manufacturing. This increases the density of components and gives them a more anisotropic microstructure which in turn results in more consistent mechanical properties.2
What Properties Are Most Important
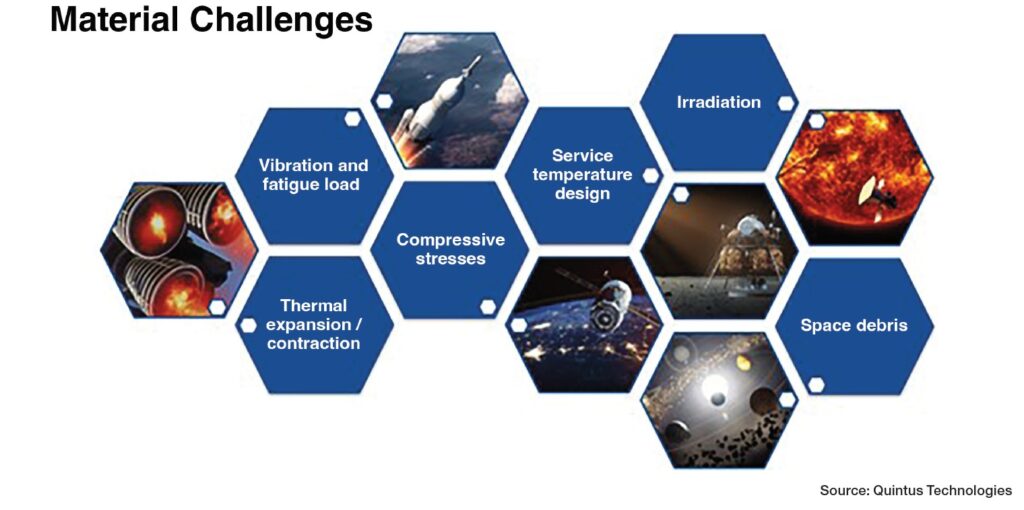
The harsh environment of space demands components with exceptional properties. They must withstand extreme temperatures, resist radiation, endure vacuum pressures, and cope with mechanical stress from vibrations and accelerations. HIP processing plays a pivotal role in this, enhancing material properties to meet these challenges. Space manufacturers also must think about thermal expansion/contraction due to temperature variations, compressive stresses, irradiation, and space debris. All of these can affect mission success and can ultimately prevent loss of life, see Figure 1.
Figure 1. Challenges that space-bound materials must endure
Through HIP, components gain increased fatigue life, improved ductility, and enhanced fracture toughness, which are crucial for surviving in space.
Common Materials and HIP Processing Requirements
Materials commonly processed by HIP for space applications include titanium, aluminum alloys, nickel-based superalloys, refractory alloys, shape memory alloys, and ceramics. High-strength aluminum and titanium alloys are used due to their high strength to weight ratio which is key for space missions to conserve fuel efficiency, increase payload capacity, and improve maneuverability.3 Nickel-based superalloys are used in exhaust valves and turbine rotors due to their exceptional creep resistance properties at high temperatures. Refractory alloys like Nb-C103 and TZM are used in high-performance rocket nozzles because of their high melting point and excellent strength at high temperatures. Newer shape memory alloys developed by NASA can recuperate their original shape when heating above specific critical temperatures, and their applications are expanding beyond just actuators.4
As new alloys and materials are developed in the space industry, certifications and standards are necessary for their adoption. HIP effectively eliminates porosity in these materials, ensuring structural integrity and performance under the extreme conditions of space. This means HIP recipes need to be developed and optimized for materials to be tested with their greatest potential in mind.
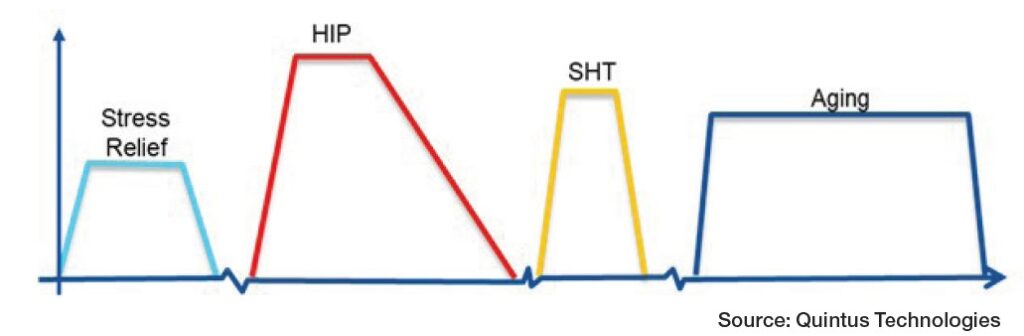
Collaborations with universities and national labs on projects at low TRLs will help set the foundation for HIP in the space industry. Quintus Technologies, through its application centers, is actively engaged in research to further enhance the capabilities of HIP for space applications. Optimizing the HIP process to reduce costs and improve efficiency through HPHT is one area where the company has already found success, see Figures 2 and 3.
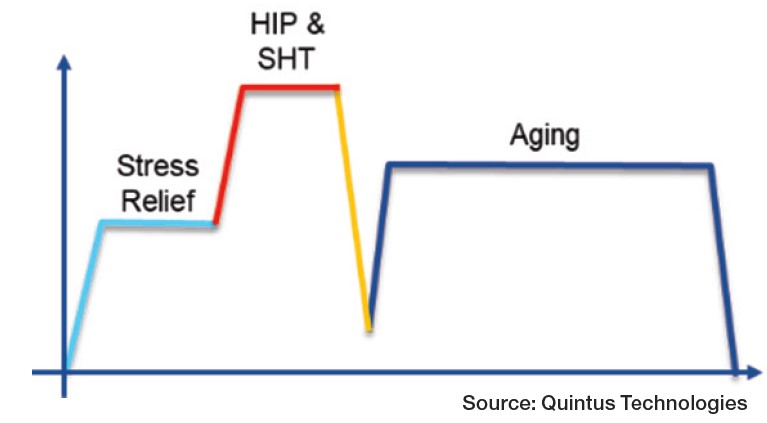
Figure 2. Typical thermal processes for additively manufactured partsFigure 3. High pressure heat treatment with solution heat treatment
(SHT) process for the same parts, using an integrated heat
treatment approach
The HPHT process can combine stress relief, solution annealing, HIP, and aging into one cycle. Aft er a ramp up in pressure and temperature, the part is held for a specified amount of time before being rapidly cooled in the URC furnace. Aft er this, the temperature of the machine can be brought up to the aging temperature of the material for the completion of an in situ heat treatment.
A Space Case – Launcher Engine-2 Rocket Engine
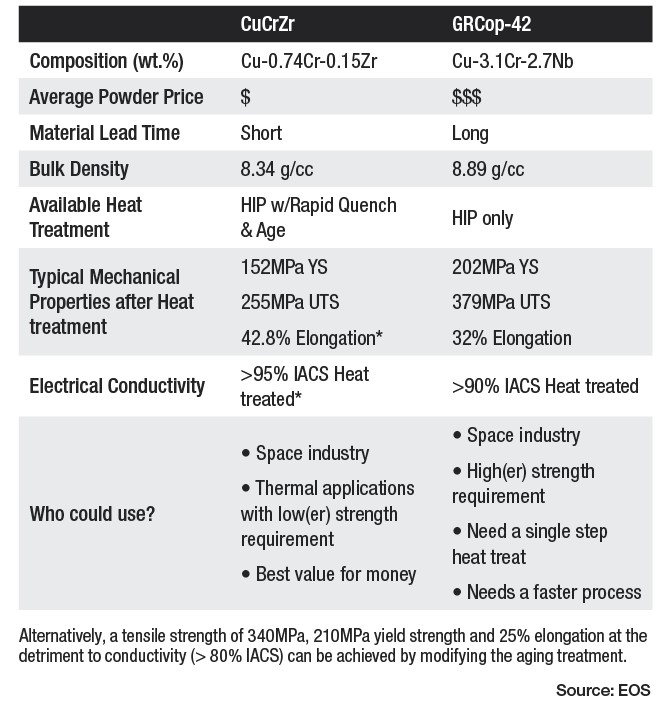
Table 1. CuCrZr vs. GRCop-42: A Comparison
One application of this is on the Launcher Engine-2 (E-2) rocket engine.
Quintus Technologies, EOS Group, and Launcher worked together to develop a tailored HPHT cycle for Launcher’s 3D printed E-2, first vetted out in an applications center at small scale. The powder alloy in question, CuCrZr, was developed by EOS and printed on an AMCM M4K machine. EOS compared CuCrZr to the NASA alloy of GRCop-42 and found that the CuCrZr alloy was a more economically viable solution for thermal applications with lower strength requirements, see Table 1. The rapid cooling at 200°C/min in the QIH 122 URC furnace at Aalberts surface technologies allowed the team to HIP and solution heat treat the CuCrZr combustion chamber in a single step. The aging treatment was also performed in the QIH 122 directly aft er the solution.5
In October 2020, a full-scale test firing of the E-2 injector and combustion chamber was conducted at the Launcher NASA Stennis Space Center test stand. On April 21, 2022, Launcher’s E-2 liquid rocket engine was able to demonstrate full thrust. Continued tests from Launcher have been successful with performance boost testing and the first fully integrated engine was ready for shipping on October 12, 2023.6
As humanity reaches further into the cosmos, the role of HIP and HPHT in manufacturing space-bound components becomes increasingly significant. These processes not only enhance the essential properties of materials for space applications but also address the unique challenges of manufacturing for an environment as hostile as space. With ongoing research and development, HIP and HPHT continue to evolve, promising to unlock new possibilities in space exploration and technology, and their contribution will ensure the success of space missions, safeguarding the lives of those who venture into the final frontier.
Figure 5. Test firing of the High Pressure Heat Treated Launcher Engine 2 produced using additive manufacturing
References
[1] Dominik Ahlers and Thomas Tröster, “Performance Parameters and HIP Routes for Additively Manufactured Titanium Alloy Ti6Al4V. EuroPM,” 2019. https://www.semanticscholar.org/paper/Performance-Parameters-and-HIP-Routes-fortitanium- Ahlers-Tr%C3%B6ster/faeb46e6eb8ef3e30bc00b91cd1bd8a7c0619200. [2] Jake T. Benzing et al., “Enhanced strength of additively manufactured Inconel 718 by means of a simplified heat treatment strategy,” Journal of Materials Processing Technology 322, (December 2023). https://www.sciencedirect.com/science/article/abs/pii/S0924013623003424?via%3Dihub. [3] “Engineering Materials for Space Building Stronger Lighter Structures,” Utilities One, last modified November 2023. https://utilitiesone.com/engineering-materials-for-space-building-stronger-lighter-structures. [4] Girolamo Costanza and Maria Elisa Tata, “Shape Memory Alloys for Aerospace, Recent Developments, and New Applications: A Short Review,” Materials (Basel) 13, no. 8 (April 2020): 1856. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC7216214/. [5] Mahemaa Rajasekar, “Processing Copper Alloys with Powder Bed Fusion,” LinkedIn, last modified November 2022. https://www.linkedin.com/pulse/processing-copper-alloys-dmls-technology-mahemaarajasekaran/. [6] LAUNCHER (@launcher), “The first fully integrated E-2 engine is ready for shipping to @NASAStennis for our upcoming full engine test campaign later this year. E-2 is a 22,000 lb. (10 ft) thrust LOX/Kerosene,” X post, October 12, 2023. https://twitter.com/launcher/status/1712636548997607752.
About the Author
Andrew Cassese, Applications Engineer, Quintus Technologies
Andrew Cassese is an applications engineer at Quintus Technologies. He has a bachelor’s degree in welding engineering from The Ohio State University.
For more information: Read J Shipley, “Hot Isostatic Pressing in Space – Essential Technology to Ensure Mission Safety,” 2020. Contact Andrew at andrew.cassese@quintusteam.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
The race to space is in full swing with public and private sector companies staking their claim in this new frontier. And breakthroughs in technology and materials offer the potential to propel humanity to unprecedented distances. Success hinges not only on the ability to discover novel solutions but also on the capacity to prepare those solutions for efficient, large-scale production.
ThisTechnical Tuesdayarticle by Noel Brady of Paulo was originally published inHeat Treat Today’sMarch/April 2024 Aerospaceprint edition.
Space Today: Making Life on Earth Better, Safer, and More Connected
Noel Brady, Metallurgical Engineer, Paulo Source: Paulo
According to NASA, 95% of space missions in the next decade will stay in low Earth orbit (LEO) and geostationary orbit (GEO). Th at means the first wave of commercial activity in space will be largely focused on making life on Earth better.
Several worldwide broadband satellites are already in orbit, offering more consistent, reliable internet signals around the globe. Defense campaigns are using advanced satellite machine learning to improve asteroid and missile detection, along with revolutionary laser technology that has made intersatellite communication possible for the first time — and the travel of information faster. And to help make life in space safe and successful, NASA is developing a scalable network of public GPS receivers for easy, short-range space navigation and tourism.
All this to say, parts are being developed for a wide range of applications, a huge portion of which are being additively manufactured.
Thermal Processing Standards Necessary for AM Adoption
However promising additive manufacturing is for space, the adoption of AM has still been limited due to the lack of standards for proprietary material and 3D printing applications. Many thermal processing experts are joining research institutions and OEMs in the drive to bring AM into mainstream manufacturing with new industry standards and production-ready solutions that help achieve ROI.
The R&D process for discovering these standards can be lengthy and expensive because it requires trial and error. A prototype or small run of parts must be manufactured, then heat treated, and tested for the desired properties. If a test part’s yield strength is not where it should be, for example, then the heat treating recipe is adjusted, perhaps by lowering the temperature and increasing the pressure, and can be tested again on a new batch of parts.
Coach vs. Custom Cycles
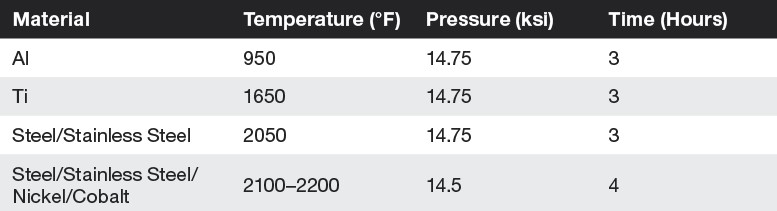
In heat treating, there are two different types of cycles, and it’s important to know the difference when you’re working with any commercial heat treater. Coach cycles tend to be more economical because these are shared cycles — existing recipes that are in high demand and run on a regular schedule — with the potential to have multiple clients’ parts in the furnace at once. For example, a heat treater may have a standard titanium coach cycle they run once a day. See Table A for several coach cycles run at Paulo.
Table A. Example of Coach Cycles for Space Alloys
Coach cycles use recipes that were designed for cast parts and have been around since before additive was a viable form of manufacturing. While it’s true that cast parts and AM parts have similarities, such as their high porosity, it doesn’t mean that the recipes are optimal for preparing today’s parts for heavy space applications. That’s where custom cycles come into play.
Custom cycles are ideal for new or proprietary materials that don’t yet have recipes defined or that are not commonly heat treated enough to run on a regular schedule. The distinction between the two is important because not all heat treaters are equipped to run both types. While you may be able to find a coach recipe that gets you close to where you need to be, it certainly may not be optimal, especially for parts that will have a heavy life of service.
Heat treaters with flexibility of custom and coach cycles, along with full-cycle data reporting, offer a high level of control that is vital for helping the industry progress and scale for production. This is also a big reason why some in-house heat treating operations may choose to outsource some of their work: first collaborating with experienced commercial heat treaters to prove the specification for a new part with custom cycles before scaling for production.
Common Cycle Adjustments for AM
There are five primary parameters that can be adjusted in the heat treating of AM parts to achieve the desired results: temperature, pressure, time, cooling rate, and heating rate. For AM parts, adjustments to the temperature and pressure are a go-to for achieving parts with higher yield strength. For example, running a cycle 50°F cooler, but at 5 ksi higher pressure may yield better results.
There may also be certain heating ramp rates and intermediate holds before parts get to the max temperature, to allow for consistent heating and enhance the material properties. The same goes for the cooling process: controlling the rate at which a part cools with specific holding times and intermediate quenches.
Hot Isostatic Pressing, Space, and Additive Manufacturing
Hot isostatic pressing (HIP) combines high temperature and pressure to improve a part’s mechanical properties and performance at extreme temperatures. The sealed HIP vessel provides uniform pressure to bring parts to 100% theoretical density with minimal distortion. The high level of control and uniformity has made HIP the gold standard for AM parts for space.
Similar to cast parts, 3D-printed materials tend to have porous microstructures that can compromise part performance. HIP is the only process that’s able to eliminate these pores without compromising the complex geometries and near-net dimensions that are achieved in the printing process.
Benefits of HIP for space parts include the following:
Better fatigue resistance
Greater resistance to impact, wear, and abrasion
Improved ductility
For this process, Paulo’s Cleveland division is equipped with a Quintus QIH-122 HIP vessel, which is specially modified with additional thermocouples for more precise temperature control and greater data collection. A higher level of accuracy allows us to iterate with confidence and find an efficient path to production-ready development.
One primary benefit of the Quintus QIH-122 HIP is the ability to have faster cooling at a controlled rate, which allows you to heat treat and solution treat in one furnace. This cooling rate allows great efficiency that cannot be seen with other HIP vessels on the market.
It is critical that heat treaters adapt to meet the needs of this fast-evolving industry. Many commercial heat treaters do not yet have the level of data or dynamic cycle offerings necessary and will only run HIP coach cycles with set parameters. In other words, many are not equipped to economically iterate and adapt heat treating recipes for new parts. Without custom cycles, controlled cooling, and a higher level of data, it is impossible to push the boundaries of what’s possible.
Space Parts Requiring Thermal Processing
The future of space travel requires parts that can not only perform under high levels of mechanical pressure and extreme temperatures but are also durable enough for long-range and repeat missions. Heat treatment is a critical step in preparing rocket engine components, among others, for commission. Other space components commonly heat treat treated are:
Volutes
Turbine manifolds
Bearing housings
Fuel inlets
Housings, support housings
Bearing supports
Turbo components
Since the inception of NASA’s Space Shuttle Program, Paulo has treated integral components for launch and propulsion, along with many parts currently in orbit on the International Space Station.
Materials Used in Space Parts
New materials and applications are being explored every day. Proprietary alloy blends bring unique properties and promising potential in the push for stronger, faster, longer-lasting parts. But with unique properties comes the need for unique heat treating processes. Several high-performance superalloys used for space include:
Inconel 718, 625
Titanium (Ti-6Al-4V)
Hastelloy C22
Haynes 214, 282
GRCop Copper
Inconel 718, a championed space alloy, was originally used as a premier casting material before being adopted for AM. This nickel-based material features an extremely high tensile and yield strength that makes it ideal for components taking on a high mechanical load in extreme environments ranging from combustive to cryogenic — making this a natural material to adopt for space in the early days of 3D printing.
Because casting and 3D printing both result in similar porous microstructures, the heat treating process used for Inconel castings could also be adapted. Finding new opportunities within existing alloys like this is a highly efficient way to gain material advantage in today’s race to space.
Noel joined Paulo in 2011 and spent several years as quality manager before stepping into his current role as a metallurgical engineer. Noel holds a bachelor’s degree in engineering and metallurgy materials science, and he is responsible for thermal process development and hot isostatic pressing process development.
For more information: Contact Noel Brady at nbrady@paulo.com or visit this link to download the full space guide from Paulo.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Richard B. Conway Founder/Director/CTO DELTA H® Technologies, LLC Source: DELTA H
Multiple military facilities now operate more than 50 heat treat systems from a North American furnace and oven supplier. These facilities include Air National Guard bases, USAF bases stateside, Guam, Alaska, and Hawaii, Air Bases in Japan, Germany, United Kingdom – Royal Air Force, Middle East, the U.S. Navy, U.S. Coast Guard, and U.S. Army facilities.
The systems from DELTA H included either single, dual or triple chamber designs of both the heavy duty commercial aviation standard models DCAHT® / SCAHT® Series, the supplier’s Defender Series – developed for the armed forces, and aircraft composite walk-in ovens.
All systems are in full compliance to NAVAIR Tech Order 1-1A-9, and meet AMS2750 accountability standards for accuracy, temperature uniformity, calibration, and secure batch records.
Ellen Conway Merrill with USAF Metal Technology personnel Source: DELTA H TECHNOLOGIES, LLC
Richard Conway, director & CTO of DELTA H®, shares: “It is a deep honor and humbling for the DELTA H team to support our armed forces. We take the utmost care to ensure the best of our craftsmanship and abilities are utilized to deliver the finest heat treating equipment for aircraft maintenance to our Warfighters.”
Military personnel are provided full operator and heat treating and maintenance training, as well as on-site qualifying assistance to meet and maintain the stringent pyrometry standards. Successful trainees receive Certificates of Training as qualified to use their DELTA H® furnace for heat treatment of aircraft parts.
This press release is available available upon request.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
Sudosilo S.A., a commercial heat treatment service provider in South America, is bringing premier nitriding to the Argentine industrial sector with the recent commissioning of turnkey heat treat installation. This newly operational nitriding system represents a significant milestone as the first of its kind in Argentina, offering third-party heat treatment services to the region.
Source: Nitrex
The integration of this system from NITREX — a global supplier of heat treat systems with North American locations — is set to establish a new benchmark for quality and precision in nitriding treatments. Particularly, it will help Sudosilo cater to various sectors, including aluminum injection, aluminum extrusion, forging, and oil applications.
Jerónimo Alberto Colazo Production Manager Sudosilo
Jerónimo Alberto Colazo, production manager at Sudosilo, highlighted, “The competitive edge of this installation lies in its meticulous control and automation capabilities, ensuring process stability and the ability to generate specialized processes and recipes tailored to unique requirements of each application. This high level of customization and precision guarantees superior quality, meeting the intricate demands of industries served by Sudosilo.”
This press release is available in its original form here.
Kittyhawk, Inc., backed by the Dallas-based private equity firm Trive Capital, has acquired Stack HIP, LLC from Stack Metallurgical Group (SMG). The acquisition represents a significant expansion of capacity and capabilities in hot isostatic pressing (HIP) for aerospace, space, defense, and medical applications.
Operating from its facility in Albany, OR, Stack HIP provides HIP services to aerospace, defense, and medical clients by operating the largest high-pressure HIP vessels in North America. This enables them to process large, complex castings and additively manufactured metallic parts. Post-closing, SMG will continue to operate its classical heat treatment and aluminum special processing facilities in Portland, OR, Spokane, WA, and Salt Lake City, UT.
Brandon Creason President Kittyhawk
“We’re excited to welcome Stack HIP customers, employees, and suppliers into the Kittyhawk family,” said BrandonCreason, president of Kittyhawk. “Stack HIP will allow Kittyhawk to service mission critical parts up to 63” in diameter, enabling us to process the full array of components for our customers. At Kittyhawk, we commit every day to providing the best service and quality to our customers, and we’re thrilled to now do that with the added capabilities and dedicated employees of Stack HIP.”
Doug Puerta CEO Stack Metallurgical Group
Doug Puerta, CEO of SMG commented, “We look forward to continued collaboration with Kittyhawk to deliver a differentiated level of service, quality, and value to our shared customers. This transaction will allow both companies to further drive capacity, quality, and capabilities in our respective services to best serve the PNW market.”
“This is an important step in growing the platform specialized in this highly-differentiated HIP capability. [Kittyhawk] continues to benefit from strong industry tailwinds, and we are excited to support our customers by investing in capacity,” said David Stinnett, partner at Trive.
This press release is available in its original form upon request.
An Asian aircraft parts manufacturer has chosen a horizontal vacuum furnace intended for vacuum carburizing aircraft parts. The furnace will produce gears used in aircraft structural sub-assemblies.
Maciej Korecki, VP, Vacuum Furnace Segment at SECO/WARWICK (source: SECO/WARWICK)
The SECO/WARWICK furnace is designed for low-pressure carburizing (LPC), equipped with a horizontal chamber with dimensions of 900 x 600 x 600 mm and a graphite chamber with a gas hardening system at a pressure of 6 bar.
“LPC technology,” said Maciej Korecki, Vice-President of the SECO/WARWICK Group Vacuum Segment, “is an increasingly popular solution. Its main advantage is the ability to carry out an efficient and effective carburizing cycle in a much shorter time than in atmospheric furnaces. This furnace ensures higher productivity and consequently, lower process costs and a quick return on investment. Carrying out the process in vacuum, on the other hand, increases the operational safety, because it does not involve explosive and flammable gases. LPC eliminates direct CO₂ emissions from the carburizing atmosphere.”
The original press release from SECO/WARWICK is available here.
How often do you think about the intelligent designs controlling the thermal loop system behind your heat treat operations? With ever-advancing abilities to integrate and manage data for temperature measurement and power usage, the ability of heat treat operations to make practical, efficient, and energy-conscious change is stronger than ever. In part 1, understand several benefits of thermal loop systems and how they are leveraged to comply with industry regulations, like Nadcap.
This Technical Tuesday article by Peter Sherwin, global business development manager – Heat Treatment, and Thomas Ruecker, senior business development manager, at Watlowwas originally published inHeat Treat Today’sJanuary/February 2024 Air & Atmosphere Heat Treat print edition.
Introduction
Heat treatment processes are a crucial component of many manufacturing industries, and thermal loop solutions have become increasingly popular for achieving improved temperature control and consistent outcomes.
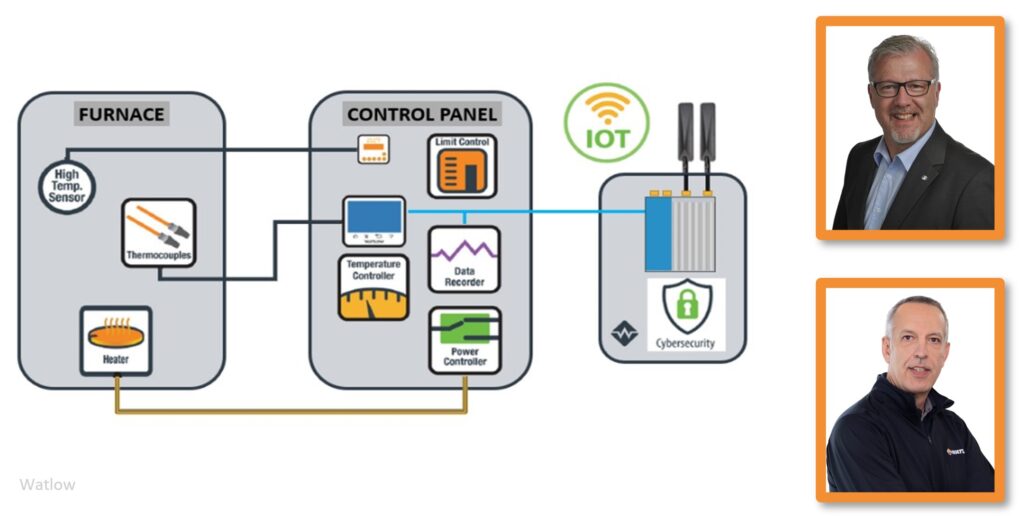
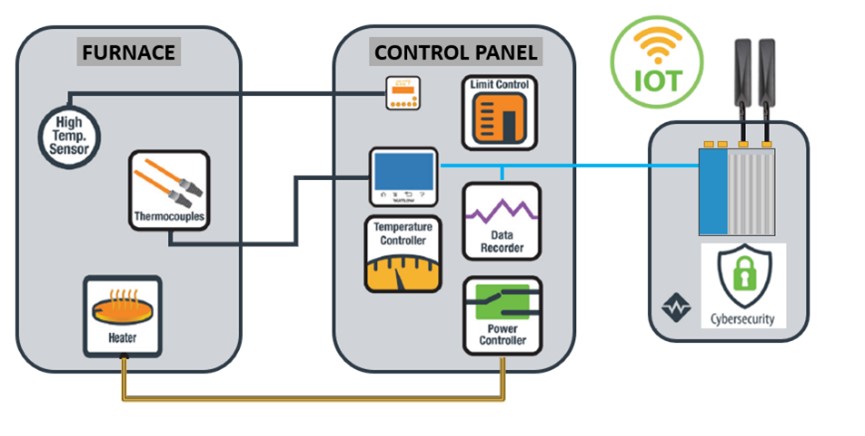
A thermal loop solution is a closed loop system with several essential components, including an electrical power supply, power controller, heating element, temperature sensor, and process controller. The electrical power supply provides the energy needed for heating, the power controller regulates the power output to the heating element, the heating element heats the material, and the temperature sensor measures the temperature. Finally, the process controller adjusts the power output to maintain the desired temperature for the specified duration, providing better temperature control and consistent outcomes.
Performance Benefits
Heat treatment thermal loop solutions offer several advantages over traditional heat treatment methods, including improved temperature control and increased efficiency. The thermal loop system provides precise temperature control, enabling faster heating and cooling and optimized soak times. In addition, the complete design of modern thermal loop solutions includes energy-efficient heating and overall ease of use.
Figure 1. Watlow Industry 4.0 solution (Source: Watlow)
Heat treatment thermal loop solutions are integrated with Industry 4.0 frameworks and data management systems to provide real-time information on performance. Combining artificial intelligence and machine learning algorithms can also provide additional performance benefits, such as the ability to analyze data and identify patterns for further optimization. Ongoing performance losses in a heat treatment system typically come from process drift s. Industry 4.0 solutions can explore these drift s and provide opportunities to minimize these deviations.
Heat treatment thermal loop solutions can be optimized using Failure Mode and Effects Analysis (FMEA). FMEA is a proactive approach to identifying potential failure modes and their effects, allowing organizations to minimize the risk of process disruptions and improve the overall efficiency of their heat treatment processes. Historically, this was a tabletop exercise conducted once per year with a diverse team from across the organization. Updates to this static document were infrequent and were primarily based on organization memory rather than being automatically populated in real time with actual data. There is a potential to produce “live” FMEAs utilizing today’s technology and leveraging insights for continuous improvement.
Th e effectiveness of heat treatment thermal loop solutions can be measured using metrics such as overall equipment effectiveness (OEE). OEE combines metrics for availability, performance, and quality to provide a comprehensive view of the efficiency of a manufacturing process. By tracking OEE and contextual data, organizations can evaluate the effectiveness of their heat treatment thermal loop solutions and make informed decisions about optimizing their operations.
Regulatory Compliance
Nadcap (National Aerospace and Defense Contractors Accreditation Program) is an industry-driven program that provides accreditation for special processes in the aerospace and defense industries. Heat treatment is considered a “special process” under Nadcap because it has specific characteristics crucial to aerospace and defense components’ quality, safety, and performance. Th ese characteristics include:
Process sensitivity: Heat treatment processes involve precise control of temperature, time, and atmosphere to achieve the desired material properties. Minor variations in these parameters can significantly change the mechanical and metallurgical properties of the treated components. This sensitivity makes heat treatment a critical process in the aerospace and defense industries.
Limited traceability: Heat treatment processes typically result in changes to the material’s microstructure, which are not easily detectable through visual inspection or non-destructive testing methods. Th is limited traceability makes it crucial to have strict process controls to ensure the desired outcome is achieved consistently.
Critical performance requirements: Aerospace and defense components often have strict performance requirements due to the extreme conditions in which they operate, such as high temperatures, high loads, or corrosive environments. The heat treatment process ensures that these components meet the specifications and can withstand these demanding conditions.
High risk: The failure of a critical component in the aerospace or defense sector can result in catastrophic consequences, including loss of life, significant financial loss, and reputational damage. Ensuring that heat treatment processes meet stringent quality and safety standards is essential to mitigate these risks.
Nadcap heat treatment accreditation ensures suppliers meet industry standards January/February and best practices for heat treatment processes. The accreditation process includes rigorous audits, thorough documentation, and ongoing process control monitoring to maintain high quality, safety, and performance levels.
The aerospace industry’s AMS2750G pyrometry specification and the automotive industry’s CQI-9 4th Edition regulations are crucial for ensuring consistent and high-quality heat treated components. Adherence to these regulations is essential for meeting the stringent quality requirements of the aerospace and automotive industries and other industries with demanding specifications.
Temperature uniformity is a crucial requirement of both AMS2750G and CQI-9 4th Edition, mandating specific temperature uniformity requirements for heat treating furnaces to ensure the desired mechanical properties are achieved throughout the treated components. AMS2750G class 1 furnaces with strict uniformity requirements +/-5°F (+/-3°C) provide both quality output and predictable energy use. However, maintaining this uniformity requires significant maintenance oversight due to all the components involved in the thermal loop.
Calibration and testing procedures are specified in the standards to help ensure the accuracy and reliability of the temperature control systems used in heat treat processes.
Detailed process documentation is required by AMS2750G and CQI-9 4th Edition, including temperature uniformity surveys, calibration records, and furnace classifications. This documentation ensures traceability, enabling manufacturers to verify that the heat treat process is consistently controlled and meets the required specifications.
Figure 2. Eurotherm data reviewer (Source: Watlow)
Modern data platforms enable the efficient collection of secure raw data (tamper-evident) and provide the replay and reporting necessary to meet the standards.
Th e newer platforms also off er the latest industry communication protocols – like MQTT and OPC UA (Open Platform Communications Unifi ed Architecture) – to ease data transfer across enterprise systems.
MQTT is a lightweight, publish-subscribe- based messaging protocol for resource-constrained devices and low-bandwidth, high-latency, or unreliable networks. IBM developed it in the late 1990s, and it has become a popular choice for IoT applications due to its simplicity and efficiency. MQTT uses a central broker to manage the communication between devices, which publish data to “topics,” and subscribe to topics that they want to receive updates on.
OPC UA is a platform-independent, service-oriented architecture (SOA) developed by the OPC Foundation. It provides a unified framework for industrial automation and facilitates secure, reliable, and efficient communication between devices, controllers, and software applications. OPC UA is designed to be interoperable across multiple platforms and operating systems, allowing for seamless integration of devices and systems from different vendors.
The importance of personnel and training is emphasized by CQI-9 4th Edition, which requires manufacturers to establish training programs and maintain records of personnel qualifications to ensure that individuals responsible for heat treat processes are knowledgeable and competent. With touchscreen and mobile integration, a significant development in process controls has occurred over the
last decade.
Figure 3. Watlow F4T® touchscreen and Watlow PM PLUS™ EZ-LINK®
mobile application
By integrating these regulations into a precision control loop, heat treatment thermal loop solutions can provide the necessary level of control and ensure compliance with AMS2750G and CQI-9 4th Edition, leading to the production of high-quality heat treated components that meet performance requirements and safety standards.
Continuous improvement is also emphasized by both AMS2750G and CQI-9 4th Edition, requiring manufacturers to establish a system for monitoring, measuring, and analyzing the performance of their heat treatment systems. This development enables manufacturers to identify areas for improvement and implement corrective actions, ensuring that heat treat processes are continuously improving and meeting the necessary performance and safety standards.
To Be Continued in Part 2
In part 2 of this article, we’ll consider the improved sustainability outcomes, potential challenges and limitations, and the promising future this technology offers to the heat treat industry.
About the Authors
Peter Sherwin, Global Business Development Manager – Heat Treatment, WatlowThomas Ruecker, Senior Business Development Manager, Watlow
Peter Sherwin is a global business development manager of Heat Treatment for Watlow and is passionate about offering best-in-class solutions to the heat treatment industry. He is a chartered engineer and a recognized expert in heat treatment control and data solutions.
Thomas Ruecker is the business development manager of Heat Treatment at Eurotherm Germany, a Watlow company. His expertise includes concept development for the automation of heat treatment plants, with a focus on aerospace and automotive industry according to existing regulations (AMS2750, CQI-9).
For more information: Contact peter.sherwin@watlow.com or thomas.ruecker@watlow.com.
This article content is used with the permission of heat processing, which published this article in 2023.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Mike Moyer Vice President of Sales, Solar Atmospheres, Eastern PA
Solar Atmospheres of Souderton PA commissioned a new vacuum furnace capable of utilizing high pressure gas quenching (HPGQ) at 20-Bar (about 300 PSI) to meet demanding cooling rate specifications for the heat treatment of nickel-based superalloys in the aerospace and power generation industries.
The vacuum furnace, manufactured by sister company Solar Manufacturing, has a working hot zone of 24” x 24” x 72” and utilizes unique hot zone design features to increase the quench rate. The furnace is rated for operation to 2400°F and temperature uniformity plus/minus 10°F.
Mike Moyer, vice president of Sales at Solar Atmospheres comments, “The furnace utilizes a 600-HP cooling motor and fan with a creative gas nozzle design to maximize gas flow as it moves through the hot zone and the heat exchanger and back across the workload.”
The full press release from Solar Atmospheres is available upon request.
A precision heat treatment company Vacu Braze recently partnered with a U.S. furnace manufacturer to procure new equipment to expand its processing capabilities.
The TM8 is the first high-pressure gas quenching furnace to be installed in Vacu Braze’s clean processing room. This high-purity furnace from TM Vacuum Productsexpands the heat treater’s high-pressure gas quenching capacity for large and small jobs, while offering increased processing cleanliness.
The TM8 is equipped with a molybdenum all-metal hot zone and a cryogenic pump capable of helping the furnace reach the 10-7 vacuum scale. With a qualified work zone of 12” x 12” x 24”, small batches of parts made from a wider array of materials can be processed more quickly than with traditional atmospheric methods.
The new furnace is fully compliant with AMS 2750 class 2 pyrometry and fit for processing critical parts for aerospace applications. As clean processing capabilities expand, Vacu Braze is proud to provide innovative solutions to industries requiring precision, purity, and cleanliness from their heat treatment provider.
.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com






























 A precision heat treatment company Vacu Braze recently partnered with a U.S. furnace manufacturer to procure new equipment to expand its processing capabilities.
A precision heat treatment company Vacu Braze recently partnered with a U.S. furnace manufacturer to procure new equipment to expand its processing capabilities.