Sławomir Tomaszewski Vacuum Melting Team Director SECO/WARWICK Source: LinkedIn
One of the world’s largest producers of jet engines has modernized their casting furnace, which was last updated two decades ago.
This company has two casting units supplied two decades ago by RETECH, a North America-based company belonging to the SECO/WARWICK Group. The modernization project was for the VIM EQ furnace - a system for the production of castings in equiaxed crystallization. It will involve replacing almost all the furnace components except the power supply, melting chambers and mold. The platforms will also remain unchanged. The remaining components will be replaced with more modern, ergonomic, and user-friendly parts and assemblies.
Says Sławomir Tomaszewski, vacuum melting team director at SECO/WARWICK, “This order includes the complete elimination of hydraulic components by replacing them with electrical components such as an elevator drive or crucible rotation drive. In addition, two old feeders: one for loading crucibles, the other for removing disposable crucibles, will be replaced with a modern system that can perform both activities."
He added, "An additional advantage of the operation will be the fact that the furnace operator will not have to come into physical contact with hot used crucibles, because they will be removed automatically without human intervention."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
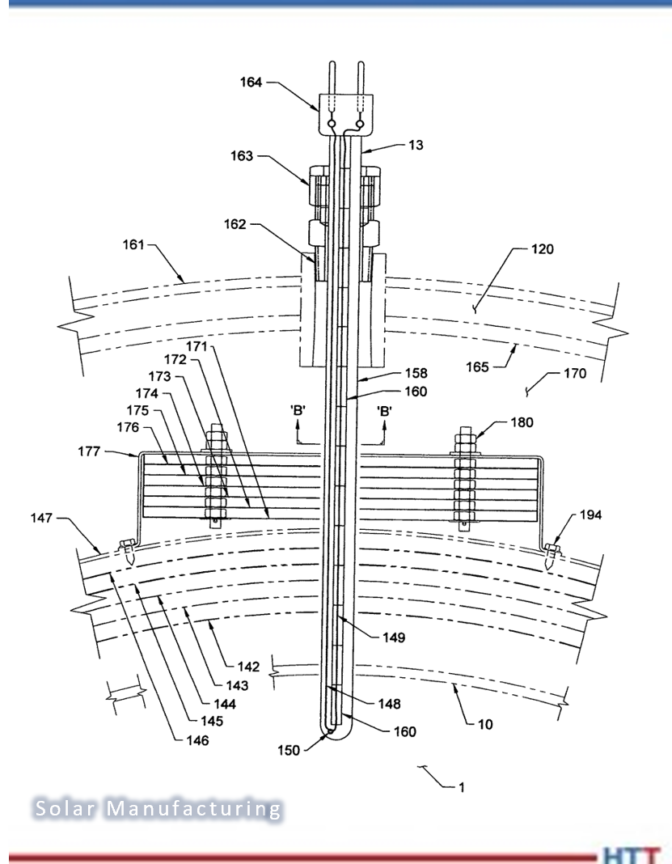
Solar Manufacturing has received a patent for an improved vacuum furnace control thermocouple design. The new thermocouple design offers an advantage when controlling at operating temperatures from ambient up to 1200°F (649°C) especially in smaller diameter hot zones of 36” (91.44 cm) or less.
William Jones CEO and Founder/Owner, Solar Atmospheres
The new thermocouple configuration was developed to lessen the undesirable thermal conduction losses of the thermocouple assembly. This thermocouple design has also demonstrated to improve temperature uniformity survey results. To satisfy AMS 2750 standard temperature uniformity specifications, it is critical to have the control thermocouples in the proper location of the hot zone for satisfactory survey thermocouple measurements without correction factors.
The patent inventor is William R. Jones, owner of Solar Manufacturing, Inc.
Under these conditions, the outer ceramic protection tube of the conventional control thermocouple design acts as a heat sink. This thermal conduction, or the heat loss, is compounded by the shorter length of the thermocouple assembly and causes the control thermocouple to operate at a lower temperature, thus increasing the power output to the furnace heating elements to maintain set-point temperature. The result is the workload temperature hotter than the furnace temperature. The phenomenon is more pronounced at lower processing temperatures (<1200°F/649°C).
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Thinking about travel plans for the upcoming holiday season? You may know what means of transportation you will be using, but perhaps you haven't considered the heat treating processes which have gone into creating that transportation.
Today’s Technical Tuesday original content round-up features several articles from Heat TreatToday on the processes, requirements, and tools to keep planes in the air and vehicles on the road, and to get you from one place to the next.
Standards for Aerospace Heat Treating Furnaces
Without standards for how furnaces should operate in the aerospace, there could be no guarantee for quality aerospace components. And without quality aerospace components, there is no guarantee that the plane you're in will be able to get you off the ground, stay in the air, and then land you safely at your destination.
In this article, written by Douglas Shuler, the owner and lead auditor at Pyro Consulting LLC, explore AMS2750, the specification that covers pyrometric requirements for equipment used for the thermal processing of metallic materials, and more specifically, AMEC (Aerospace Metals Engineering Committee).
This article reviews the furnace classes and instrument accuracy requirements behind the furnaces, as well as information necessary for the aerospace heat treater.
Dissecting an Aircraft: Easy To Take Apart, Harder To Put Back Together
Curious to know how the components of an aircraft are assessed and reproduced? Such knowledge will give you assurance that you can keep flying safely and know that you're in good hands. The process of dissecting an aircraft, known as reverse engineering, can provide insights into the reproduction of an aerospace component, as well as a detailed look into the just what goes into each specific aircraft part.
This article, written by JonathanMcKay, heat treat manager at Thomas Instrument, examines the process, essential steps, and considerations when conducting the reverse engineering process.
If you are one of the growing group of North Americans driving an electric vehicle, you may be wondering how - and how well - the components of your vehicle are produced. Electric vehicles (EVs) are on the rise, and the automotive heat treating world is on the lookout for ways to meet the demand efficiently and cost effectively. One potential solution is laser heat treating.
Explore this innovative technology in this article composed by Aravind Jonnalagadda (AJ), CTO and co-founder of Synergy Additive Manufacturing LLC. This article offers helpful information on the acceleration of EV dies, possible heat treatable materials, and the process of laser heat treating itself. Read more to assess the current state of laser heat treating, as well as the future potential of this innovative technology.
When the Rubber Meets the Road, How Confident Are You?
Reliable and repeatable heat treatment of automotive parts. Without these two principles, it’s hard to guarantee that a minivan’s heat treated engine components will carry the family to grandma’s house this Thanksgiving as usual. Steve Offley rightly asserts that regardless of heat treat method, "the product material [must achieve] the required temperature, time, and processing atmosphere to achieve the desired metallurgical transitions (internal microstructure) to give the product the material properties to perform it’s intended function."
TUS surveys and CQI-9 regulations guide this process, though this is particularly tricky in cases like continuous furnace operations or in carburizing operations. But perhaps, by leveraging automation and thru-process product temperature profiling, data collection and processing can become more seamless, allowing you better control of your auto parts. Explore case studies that apply these two new methods for heat treaters in this article.
Two new furnaces are about to go live for Wallwork Group Ltd. These furnaces will increase the heat treating capacity within the group and help the demand for the aerospace and general engineering industries.
These furnaces from SECO/WARWICK, an international industrial furnace company with North American locations, are capable of 10bar pressure quench and designed to deal with increasingly detailed customer specifications. Joining Wallwork Group's current heat treat capacity, consisting of sealed quench, plasma and gas nitride, vac braze, salt nitrocarburize, PVD coatings, and a hot isostatic pressing center, these new furnaces will further expand heat treating potential for aerospace and general engineering.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Vacu-Braze recently installed a new water quenching furnace in their Quakertown, PA, facility. This acquisition will allow for the expansion of capabilities to include rapid quenching of specialty aerospace materials such as steels or titanium.
The new furnace from LuciferFurnaces, measuring 45.5”x29.5”x28,” contains argon and nitrogen atmosphere capabilities which allow for processing in a protective atmosphere even at high temperatures while maintaining AMS 2750 compliant uniformity. The pyrometry team at Vacu-Braze was able to achieve Class 2 pyrometry, opening up more available processes such as annealing, austenitizing, normalizing, stress relieving, solution treating, and tempering.
"Lucifer Furnaces was selected for the order," commented Jerry Novak, process engineer at Vacu-Braze, "[as their furnaces] are locally made and could be custom designed for the application. They are built in Eastern Pennsylvania to our desired specifications. Vacu-Braze is always happy to partner with companies that manufacture quality equipment and products in the USA."
The heat treat company also noted that this piece of equipment expands their services to existing clients while providing processes for new clients.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A supplier of aviation and defense industry components, a NASA and Formula 1 partner has recently purchased a horizontal two-chamber furnace with oil quenching and LPC. The furnace will be used for the heat treatment of aviation parts.
SECO/WARWICK is supplying the CaseMaster Evolution® two-chamber, horizontal vacuum furnace with oil quenching consisting of a heating chamber and a quench bath equipped with a loading and unloading vestibule. The load cooling can be carried out in two different centers: dynamically in inert gas (1.5 bar abs) and in quench oil. This solution enables users to implement a variety of heat treatment and thermo-chemical processes, such as vacuum carburizing.
Noted Maciej Korecki, vice president of the Vacuum Segment at SECO/WARWICK, “[This model] is one of the most frequently chosen furnaces for metalworking by the aviation industry."
The furnace can be switched on and off without additional time and energy expenditure. It does not require users to maintain the system at specific temperature parameters when at standstill, as is the case of traditional gas furnaces.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Two new specialist technology focused businesses, Lake City Heat Treat and Stack Metallurgical Group, have been acquired by Bodycote.
Bodycote has agreed to acquire Lake City Heat Treat based in Warsaw, Indiana, a Medical market HIP and vacuum heat treatment business; and Stack Metallurgical Group based in the Pacific Northwest of the U.S., a key provider of HIP, heat treatment and metal finishing services.
The businesses are complementary to the commercial heat treater’s existing operations and will both expand its geographic footprint in North America and provide additional customer reach. Comprising of two HIP and three heat treatment sites, the businesses will be integrated into Bodycote’s existing specialist technologies business and aerospace, defense and energy classical heat treatment business respectively.
Stephen Harris, Group Chief Executive of Bodycote plc, commented, “These investments are an important and exciting enabler of our strategy to further enhance and grow our Specialist Technologies businesses. In addition, they will also expand our footprint in Aerospace and Medical heat treatment on the West Coast and in Indiana in the U.S."
The heat treater also announced plans to open a new HIP plant utilizing one of their existing sites in greater Los Angeles. The capacity is intended to support the rapid growth in space and civil aviation markets in the Los Angeles area.
The combined gross consideration for the acquisitions is 119 million pounds ($145 million) on a cash and debt free basis. The net economic consideration is approximately 106 million pounds ($130 million).
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A supersized cold isostatic press from an HIP supplier with North American locations will be supplied for Lingchuang Special Material Co. to domestically produce isostatic graphite.
Quintus Technologies will be supplying a press model QIC 2.4 x 4.5 - 2000 to maximize operation and output capabilities. The press itself is setting new standards along with a new energy management system that offers energy savings of more than 30 percent compared to conventional intensifier solutions.
The cold isostatic press
Source: Quintus
Noted Lingchuang's vice president, Zhongxin Zhao, "In order to ensure the stability and consistency of product quality that reaches the international level, we have adopted the most advanced technology that has been proved in production at home and abroad. . . .Our key equipment is mainly imported, and the production process has reached a high degree of automation, stability, and environmental protection."
Lingchuang's CIP will be equipped with a new, first-of-its-kind feature: a redesigned pressure vessel that is floating during pressurizing, extending the life of the guide rail system and ensuring operation over a very long period of time.
"Lingchuang is a young company with a far-ranging outlook," comments Jan Söderström, CEO of Quintus Technologies. "Its founders saw opportunity in the shortage of domestic high-end specialty graphite materials."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A leading manufacturer of aerospace components in the Midwestern U.S. has received one of two furnaces, which will be part of a CMC manufacturing facility providing lightweight aerospace components to commercial and military aerospace applications.
These two model XLC3348 furnaces were delivered by L&L Special Furnace. The nano threads in the CMC process are coated with proprietary resins which need to be completely removed from the substructure using heat. It is also vital that there is no oxygen present during the process as this will significantly weaken the part structure.
The model XLC3348 has a work zone of 23” wide by 23” high by 36” deep. It has a single zone of control with a temperature gradient of ±14°C/±25.2°F at temperatures between 1202°F/650°C and 1832°F/1,000°C using six zones of temperature control with biasing to balance any gradients. Constructed of low-mass insulating firebrick, which enables quicker cooldown times, the furnace also features a venturi cooling blower.
The parts are heated to a set temperature in a retort chamber that is pressurized with nitrogen. The byproducts of the outgassing part are directed by pressure and flow out of the rear of the furnace, and then heated in a vacuum furnace to temperatures in excess of 2300°F/ 1,260°C, resulting in a super-strong component that is lighter than titanium.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Those familiar with vacuum heat treatments are surely acquainted with the vacuum heat treatment of titanium and how such furnaces create the ideal environment for titanium's heat treatment. However, not all titanium and its alloys are created equal. Enter the beta titanium alloy.
In this best of the web article from TAV Vacuum Furnaces, discover the potential applications for beta titanium alloys, as well as the effects that various vacuum heat treatments can have on the mechanical properties of the alloy. Additive manufacturing (AM) technologies, specifically laser powder bed fusion, are gaining increased interest in the treatment of beta titanium alloys, due to their efficiency and their cost-cutting potential. Learn more about the chemistry and applications of this unique material below.
An excerpt:
Beta titanium alloys have an unique combination of desirable properties: their high specific strengths, creep resistance, oxidation and corrosion resistance, excellent temperature resistance up to 600°C and hardenability, make them very attractive for aerospace applications. On the other hand, the excellent biocompatibility and low elastic modulus, closer to that of human bone compared to other alloys, make Ti beta alloys an excellent material for biomedical applications.








 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com