Today’s News from Abroad installment highlights some of the ups and downs in the global heat treating market which are largely driven by new technologies and sustainability initiatives. In growth news, a heat treater expands its product line with industrial furnaces and technologies and an Italian company invests in sustainable technology. In addition, a UK steelmaker closes its last remaining blast furnace.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat.heat processing, a Vulkan-Verlag GmbHapublication, serves mostly the European and Asian heat treat markets, and Furnaces International, a Quartz Business Mediapublication, primarily serves the English-speaking globe.
Heat Treater Expands Product Line To Include Vacuum Furnaces
Aichelin product range expands with vacuum furnaces and technologies Source: AICHELIN
“AICHELIN Group has expanded its product range to include innovative industrial vacuum furnaces and technologies. The modern, flexible, and environmentally friendly solutions were presented for the first time at the ‘HärtereiKongress’ in Cologne from October 8 to 10. The new vacuum furnaces are sold, designed, and produced by the joint venture company AICHELIN ST Vacuum GmbH, which was founded in May. With the addition of this important market segment, AICHELIN is now a full-service provider for heat treatment solutions.”
Italian Company Boosts Green Transition With Investment in ARP
Delna S.p.A. team at Tenova’s acid regeneration plant in Italy Source: Tenova
“Tenova, a developer and provider of sustainable solutions for the green transition of the metals industry, has been awarded a contract by Delna S.p.A., an ArcelorMittal CLN Distribuzione Italia Group company and primary provider of pickling service of coils and wire rod, for its plant in Brivio, Italy, for an acid regeneration plant (ARP) with a capacity of 2.000 l/h. Delna’s investment will boost the green transition of its plant, recovering the waste acid used in its pickling line and therefore minimizing its environmental footprint. The new ARP will be equipped with the BLUEdriven™ cutting-edge package solutions that will be controlled by a customized monitoring process, increasing production flexibility and optimizing operative costs, while guaranteeing minimal environmental impact.”
UK Steel plant shutters last remaining blast furnace
Final furnace shuts down at Tata’s UK plant Source: Tata Steel
“Tata Steel has begun the process of winding down operations at blast furnace 4 at Port Talbot and engineers have already started altering the raw materials poured into the top of the furnace to prepare for decommissioning. Blast furnace 5 was closed in July. The closure is part of Tata’s transition towards a greener form of steelmaking as it plans to build a £1.25 billion electric arc furnace for the Port Talbot site by 2027, which produces steel by melting scrap metal. The new Labour government agreed a taxpayer-backed deal earlier this month for the Port Talbot plant in which it will provide £500 million towards the construction of the new electric arc furnace at the site, with the plant’s Indian owners, Tata Steel, paying £750 million.”
Electrification is afoot and is claimed to be a more sustainable heating source than natural gas.Art Moslow, electrification project manager at Kanthal Heating Systems, discusses challenges and options when switching heat treat operations from gas-fired to electric with Doug Glenn,Heat Treat Today publisher.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Kanthal® and Electrification (00:00)
Doug Glenn: I’d like to introduce today, Arthur (Art) Moslow. Art is with Kanthal Heating Systems, and Art, first off, welcome to Heat Treat Radio.
Contact us with your Reader Feedback!
Art Moslow: Thanks for having me.
Doug Glenn: Art, just to give people a sense of your background, you are currently an engineering and communications professional for Kanthal, but you’ve been with them for 20+ years. And, I think, electrification project manager for Kanthal Heating Systems is where you are.
Art Moslow: That’s correct, Doug, for a little over 22+ years with Kanthal.
Doug Glenn: Great, that’s good.
I’ve got a few questions for you. One of them is: Is Kanthal seeing a lot more inquiries now about electrification than they have had in the past?
Art Moslow: It is a significant increase. And I just want to say thank you for the opportunity to meet with you, Doug, and discuss this — what would be viewed as a very important topic.
Over the years, Kanthal has assisted many companies and industries with the exploration and implementation of gas to electric conversions.
Initially, it was a demand from “heavy industry.” That’s kind of an industrial term that means very large projects in the steel and petrol chemical industries, and they’re typically looking for megawatts of power, which is a lot of power.
Over the last few years, we’ve seen a significant increase from other industries like air pollution control, calcination, and heat treating.
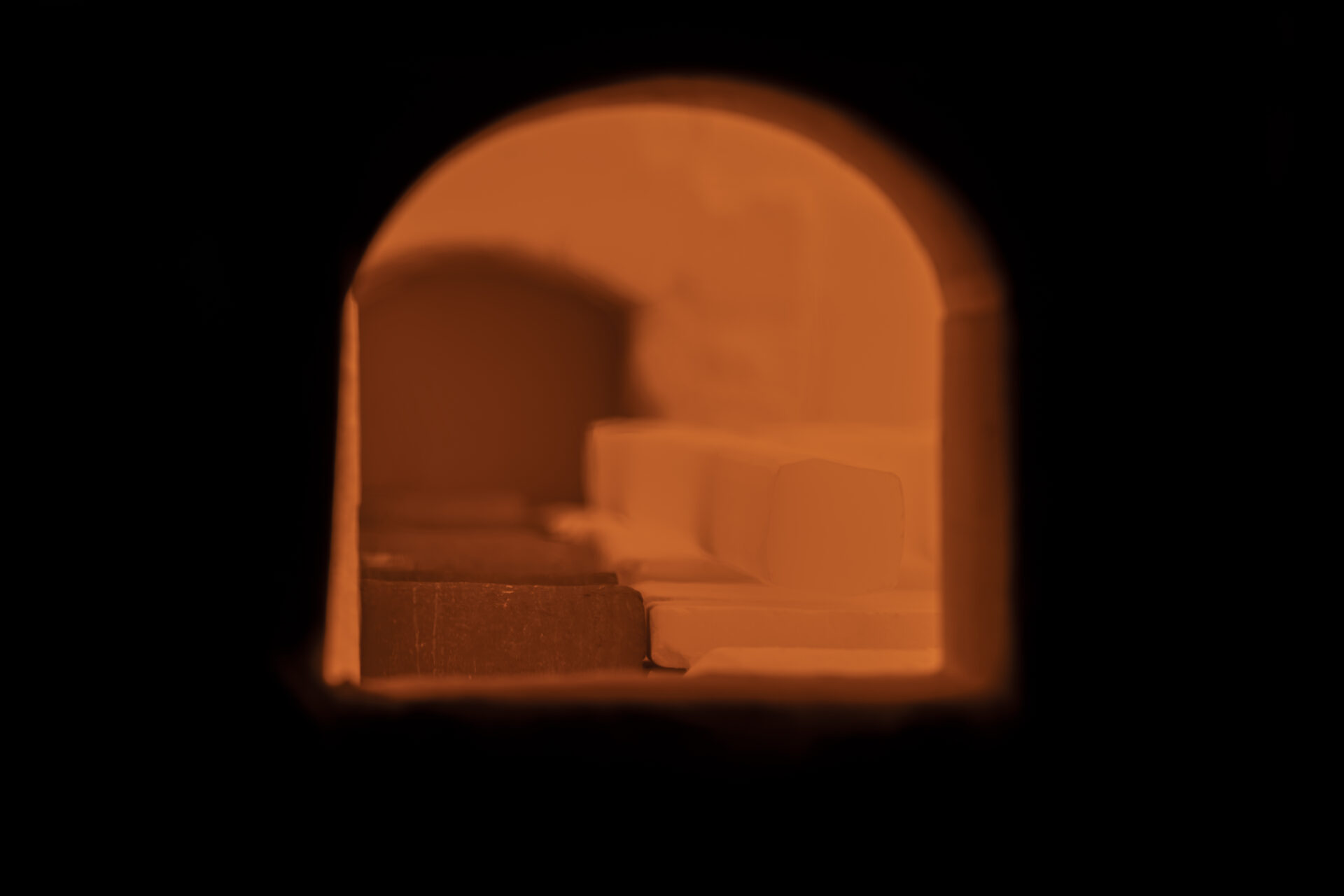
Pit furnace with Kanthal® Super heating elements Source: Kanthal
Heat treating represents a great opportunity for converting from gas to electric. A lot of furnaces have indirect-fired gas burners, heating tubes that then heat the furnace — so it’s radiant heat — and it’s primarily a big form of heat transfer for electric heating.
Kanthal has formed, in the last year and a half, a new group. It’s a global group within our company of sales engineers to assist all our different sales areas with gas to electric conversions. We saw that as a significant need. Our sales area and our clients were looking for more support. That’s the group that I head at Kanthal.
Doug Glenn: I assume, if they formed this group, activity is up.
The bulk of our audience are captive heat treaters, manufacturers who do their own in-house heat treating/thermal processing of some sort. What are some of the issues that they’re facing regarding decarbonization?
Art Moslow: Well, a lot of companies have global initiatives for sustainability. It’s not just an individual location, it’s more of a corporate initiative. Every facility, every location, is looking to contribute to their corporate goals of sustainability. We see in a lot of industries that a lot of furnace production or heat processing contributes significantly to CO2 emissions.
A lot of these companies have multiple furnaces at each location, and an ideal way to reduce their CO2 emissions is by converting from gas to electric. It’s something they can contribute to their corporate goals and objectives.
Electric Incentivization and Utility Companies (05:05)
Doug Glenn: Would you say the bulk of the activity that you’re seeing is being driven by regulation or by efficiency improvements? What’s the motivation?
Art Moslow: I’m not really a regulations expert, but there are a lot of local regulations where companies are being incentivized a little bit. In fact, there are some government agencies in the U.S. that are incentivizing clients to switch from gas to electric.
We have worked with utility companies — this is a little bit new for us — coordinating with utility companies that are incentivizing their clients to use electricity. The utility company wants to sell more electricity — they have a sales team — and so they work with their customers to help offset some costs to modify the furnace and upgrade furnaces to electric.
Doug Glenn: It is odd about the utilities. I’ve had experience with a number of utilities that are involved with the Industrial Heating Equipment Association (IHEA). They even have programs to help you reduce the amount of electricity that you use. Even though they are the sellers of electricity and they want you to use more, they actually are concerned with people being more efficient because they can’t take the load. The amount of electricity that’s being required these days is amazing.
Your point is good: Utilities are, in fact, providing incentives to companies to help them electrify.
Art Moslow: They provide incentives. A few of the utility companies that we have contact with have test labs where they’ll test equipment to prove out a solution to see if it’s something they can provide to multiple industries.
They might have a test unit to invite their customers to view it.
They’ll help source clean energy too. It’s always important when you’re converting from gas to electric, not just to shift the carbon footprint somewhere else by using “non-clean” energy — you’re just shifting it to another location, and you’re not really contributing.
Utility companies will help to source clean energy. So, when you’re converting from gas to electric, you’re reducing your CO2 footprint, and the utility companies providing you with clean energy help reduce the CO2 emissions.
Obstacles to Electrification (07:56)
Doug Glenn: For these manufacturers who have their own in-house thermal processing or heat treating, what are some of the major obstacles that they must overcome in order to get to a point where they can potentially be converting from gas to electric?
Art Moslow: A lot has to deal with challenges related to the idea of change. How can Kanthal really help and assist our clients to change?
You know, gas-fired systems work. We’re not coming in to say, “This doesn’t work, switch to electricity.” That’s not what we’re promoting. What you have does work.
It’s thinking of how we can improve the idea of sustainability and reduce CO2 emissions. We can help you do that, and it’s up to Kanthal to explain that and overcome those kinds of challenges. We prove to a client that this technology does work, and it doesn’t impact your furnace process. Switching from gas to electric does not mean now you have to make all these modifications to your furnace and your whole production process to achieve the same product yield or outcome of the production process. You don’t have to do that.
Doug Glenn: Does Kanthal help companies do an assessment of the cost-benefit analysis?
Art Moslow: Yes, we do. A lot of times, there are a lot of steps involved to convert from gas to electric. Even to present a client with an electric solution, we have to do a lot of background work like that to analyze their furnace process, to calculate the amount of power, in terms of kilowatts or watts, that is needed to energize their furnace and achieve their desired outcomes.
It’s not a simple action of plugging into an equation, hit an equal sign, and all of a sudden you have a number; there’s a lot that has to be done. And that’s what Kanthal does.
We run a lot of calculations, and then present that information to the client. That’s part of it: we want to show the return on your investment.
False Assumptions about Electrification (10:41)
Doug Glenn: Art, are there any fallacies or false assumptions that you guys tend to find you run into regularly that need to be addressed? If so, what are they and what do you say to them?
Art Moslow says: “The main challenge to overcome is proving how an electric heating system can achieve the same outcome as a gas-fired system, no matter what type of form of heat transfer.”
Doug Glenn: I’ve heard some people have been concerned about the temperature range of electric versus gas-fired or the atmosphere in which the process is taking place and the sensitivity of electric elements versus gas-fired, and things of that sort. Can you address that?
Art Moslow: I would say temperature and atmosphere and heat-up rates — a lot of that contributes to the demands of the heating system.
For electric heating, you have very low temperature — a couple hundred degrees Fahrenheit up to probably a little over 350 degrees Fahrenheit. You can cover that entire temperature range with electric heating, whether it’s a metallic alloy that goes up to a certain temperature range, and then we have ceramic-type heaters like silicone carbide glow bars, molybdenum disilicide Kanthal Super. You cover the entire temperature range with electric heating. Then, you can use those materials in different modes of heat transfer.
You have different modes of heat transfer for gas; you can do the same thing for electricity when it comes to radiant-type heating (convective or conduction). A lot of times, it’s a combination of more than one of those types.
It’s up to Kanthal to assist the client and help them select the right alloy or the right material. Some materials are better suited than others in different atmospheres.
Art Moslow, Kanthal
When it comes to atmospheres, there are a lot of different atmospheres other than just air. There’s nitrogen, hydrogen, there’s carburizing furnaces. There are all different types of atmospheres that need to be controlled within a furnace. Electric heating elements can operate under all of those conditions.
Doug Glenn: I assume that Kanthal’s elements can also go inside of tubes, if they need a protective tube of some sort.
Art Moslow: Oh, yes. In a lot of heat treat furnaces (if it’s a gas-fired system), the gas burner is firing into a tube and the tube is radiating into the chamber, and that’s what’s generating the heat.
We have a few different types of heating elements that you can use when replacing the burner with an electric heating element right inside the tube. It’s the same mode of heat transfer and provides a high-power output.
You’re not really modifying the furnace that much in terms of its process and its temperature profile. You’re just replacing the heat source with an electric heat source.
Doug Glenn: Right, a burner with a heating element.
Preparing to Electrify (16:28)
Tell me, Art, what question does a manufacturer, who currently has a gas-fired furnace, need to ask to start preparing if they want to electrify?
Art Moslow: Typically, when we’re working with a client or manufacturer and helping them on this journey (converting from gas to electric), we put the process into four really basic steps.
Billets preheating in an electric walking beam furnace Source: Kanthal
The first two are, kind of, the most important to prove a system solution. It involves calculating the power required, converting the BTUs to kilowatts.
As I said earlier, we’ll collaborate with our clients to do that, and it’s much more than just “crunching the numbers.” You really want to analyze the furnace process. You’re getting a full view of the “as is” state. What are they currently doing? What are they processing? What temperatures are they going to?
Perhaps we even do some analysis of the furnace. For example, you’re taking the temperature of the casing. Does the client want to make any process improvements? Is it time to replace some of the insulation? Can we make some recommendations to improve the efficiency of the furnace? We’ll also do a lot of thermal dynamic calculations and then provide that information to the client. This is, kind of, the expectation to achieve your throughput in the furnace or the specific heat-up. Whether it’s a batch furnace where you’re loading a product, heating it up, cooling it down, and then pulling it out, or if it’s continuous.
So, there are a lot of questions that we ask and a lot of analysis that we do. Then, we communicate that back to the client. It’s all presented to them — this is what we would propose.
After that, the next step is designing the heating system. I mentioned earlier that Kanthal has a very wide range, when it comes to temperatures and materials. There are times when an overlap of multiple solutions might work in a furnace, and it’s up to Kanthal to recommend solutions for clients. We’ll lay out: this is the ideal solution, this is why, and this is the payback.
We offer (that is, some clients ask for) CFD modeling (computational fluid dynamics). So, you’re mapping out the solution using a computer. It helps to reinforce the solution to lay it out for a client so they can see it before any kind of decision is made. They might have some feedback as to — oh, we see that this is possible; is there anything more we can do in the furnace?
A lot of times we see that a furnace is originally built for a certain process and a certain temperature, and, over the years, it changes. You want to get more and more use out of your furnace, so maybe you’re pushing the temperature higher than it was designed to, or you’re trying to increase your throughput. You’re putting more product through and pulling more out. So, maybe there’s a chance to do that even more, when converting to electric.
Instead of buying new furnaces or more furnaces, maybe you can get more out of your existing equipment. That’s where CFD modeling helps, as well. It helps us to really present everything to the client.
The last two steps are really specific to a furnace. It’s about removing the existing gas system, removing the gas train, which can improve the safety of the facility.
Typically, gas burners are very loud. We’ve had clients comment, “We don’t even notice that the furnace is on, if we don’t look at the temperature controller,” because there is no more noise when you’re running electricity.
All of that is specific to a client’s furnace.
The last step is installing the electric heating system.
Timeframe for Electrification (21:19)
Doug Glenn: This is a loaded question, and I’m sure it varies widely, but can you give an example of the timeframe that it would take to convert any type of furnace? Maybe one Kanthal have done in the past? There are a lot of batch furnaces that our listeners would use; there’s also a lot of continuous. And, of course, the size of each of those is going to make a huge difference.
Can you give the listeners a sense of how long it is going to take for this process to convert?
Art Moslow: Typically, the first couple steps take a couple of weeks. There is a lot of communication back and forth between the client and Kanthal. We’re gathering information, so we might have to visit a couple of times, and also coordinate with their utility’s supplier. Does the facility have the electric power available? How can they source it to get it to the facility?
Then, there are other components that are needed to electrify a furnace, like the electrical control system.
We have partners (other suppliers) that we know and work with who are very familiar with supplying controls to the appropriate type of heating system.
Different alloys and different materials behave differently when it comes to electric heating. Some controls require current-limit settings, some transformers, some don’t, so there are suppliers out there that are familiar with the requirements.
Art Moslow, Kanthal
Doug Glenn: And you work with them.
Art Moslow: We do. Typically, we work with them, we provide the client with recommendations, saying, “This is what you need.”
Kanthal doesn’t supply control systems. We do, for a couple of our products, because they’re unique, but we tend to work with other partners to do that.
The entire process could take a couple of months. Procuring and manufacturing all of the components is the longest part of the process.
Doug Glenn: As I said, it’s a loaded question because I’m quite sure it’s very dependent upon the process that the client is running, how long it’s going to take to validate the conversion, and whether or not your CFD modeling and things of that sort to really convince people that this does work.
Art Moslow: What is the size of the equipment, too? It’s not just the furnace.
And we want to fit it into the client’s timeline. When is their shutdown? To do a conversion, you can’t just do that overnight. The furnace must be shut down for a given amount of time to do a conversion.
When Not to Electrify (24:26)
Doug Glenn: This is a question where you have to be really honest: Are there times when people should not electrify? Are there instances out there where it just doesn’t make sense?
Art Moslow: There are times where a client might have a furnace that’s quite old, and the cost to convert doesn’t make sense. They really need to rebuild the entire furnace because the insulation is old and losing its integrity, and there’s too much heat loss from that. And the size of the system to try and fit an electric system into a given space just might not work.
We haven’t really seen the process like that other than when the client has a used furnace that they’ve been running. It doesn’t quite match the process they’re trying to run, but it’s a furnace that they had, so they just keep running it. It just makes sense and is more cost effective to replace the furnace with an electric furnace.
Doug Glenn: Are you finding that there are certain U.S. geographies where it’s much harder to get people to convert to electric simply because of the disparity between gas prices and electric prices, or does it almost always make sense to at least investigate it pretty much everywhere?
Art Moslow: You know, Doug, if you asked me that 5–10 years ago, I would’ve said yes, without hesitating. But I would not say the majority of our clients are in “this” geography or in “that” region of the U.S. It’s beyond the point of just looking at the cost of gas and electricity — it’s well beyond that now.
There are a lot of strong arguments about the CO2 emissions reduction, safety, and environmental aspects and benefits when it comes to sustainability that are really being driven at a corporate level now, especially in the U.S., which is a newer trend.
Doug Glenn: Yes, it is. As everybody knows, we tend to lag behind Europe in these things. I don’t know if that’s good or bad, but that is the case.
Maintenance of Electrical Equipment (27:19)
I want to back up a little bit on the equipment and ask you a question about maintenance. Because one of the advantages, I have heard, is that there is potentially a significant advantage with maintenance and upkeep of electrical equipment versus combustion equipment.
As you mentioned, combustion tends to be pretty loud; that’s because you’ve got blowers spinning at who knows how many RPMs. You’ve got air piping, you’ve got gas piping, you’ve got mixtures, and all that stuff.
Can you address any major maintenance issues with electrical systems?
Hot rolling at Kanthal in Hallstahammar, Sweden Source: Kanthal
Art Moslow: There are a lot of systems — like the example you brought up earlier, where you asked the question of if it is possible to put a heating element inside of a tube. For that type of solution, we have a proprietary alloy tube that Kanthal manufactures that goes to very high temperatures. We also sell an applicable heating element made out of the same material that’s designed for use inside the tube.
Typically, when you put in tubes, you’re isolating the atmosphere inside the furnace, and you put a heating element inside the tube. Inside the tube, it’s just air, so it’s very easy to replace the heating element when an issue like that comes up.
You do your safety “tag out/lock out” procedures; you secure power to the elements, and you disconnect them; you can pull them out, you can handle them when they’re hot, provided you’re following proper safety procedures; most, if not all, electric heating elements can be installed while the furnace is still hot; you don’t have to worry about thermal shock or overheating them; and they can be connected and run right away.
Most elements, too, you can mix old and new elements without an issue; there is no performance degradation with the older elements or the new element.
Doug Glenn: So, maintenance, generally speaking, seems to be a bit easier with electric.
Art Moslow: Yes. It’s easy to store a spare element; it’s easy to replace one. And, typically, we’re shooting for life that’s measured in years when it comes to electric heating systems. That’s our objective when designing a solution.
Sustainable Technologies (29:57)
Doug Glenn: Alright, coming down the homestretch here. There have been a lot of improvements in technologies over the last several decades to help with sustainability and things of that sort. Are there any newer technologies, materials, processes that you would like to mention that might be of interest to our in-house heat treat or thermal process people, when it comes to sustainability?
Art Moslow: When it comes to sustainability and ensuring that we’re meeting the demands of industry, in the advertisement, you had indicated that at Kanthal we do spend a lot of resources on R&D to continuously improve our materials to come up with new materials within a product — a grade perhaps, like new grades of moly disillicide Kanthal Super materials that meet the demands of the industry.
We’ve seen an increase in demand for hydrogen atmosphere furnaces and nitrogen. So, we’re constantly developing new materials to meet the demands of industry.
Art discusses the improvements being made to sustainable technologies, such as improvements to materials that are being used for hearing elements.
A newer product that we have, too, we call a Kanthal airflow heater. It’s a very high temperature air heater that’s on the market now that can be used in a lot of different industries.
There are a lot of newer applications that we’re looking into. We’ve seen clients wanting to duplicate or mimic the performance of a direct-fired gas burner. It’s just a flame-firing heat — it’s all convective heat — into a combustion chamber. We’ve had some applications for clients wanting to duplicate that using electric heating.
Doug Glenn: Do you know the temperature range on that?
Art Moslow: I can list it in degrees Centigrade: it goes up to about 1100/1200°C.
Doug Glenn: Any other new technologies or processes?
Art Moslow: No, that’s it. There are a lot of newer materials. It’s always really pushing the materials that we have on the market — so looking for higher temperatures, higher power outlets.
Final Thoughts on Electrification (32:49)
Doug Glenn: Last thing: Is there anything else for manufacturers who have their own in-house thermal processing or heat treating? Any other encouragements or thoughts you’d like to share with them, when it comes to sustainability in the conversion from gas to electric?
Art Moslow: Keep in mind that you can convert from gas to electric. And Kanthal can help you do that. We can assist you and collaborate with you to analyze your process and come up with recommendations.
Doug Glenn: This is a “tack on” question, here at the end: Is Kanthal involved, in any way, with reliability of the power grid? Are they doing anything to help? It’s outside the scope of Kanthal — I realize you are manufacturers — but the reliability of electricity is a critical thing for people to convert, and I’m just wondering if Kanthal is doing anything to help utilities make that supply of electricity more reliable.
Art Moslow: Kanthal is involved with providing heating systems to various industries that are making clean energy, like the solar industry and wind turbines.
There are companies looking at energy storage. In the past, that was really more of a theoretical-type idea as to how to come up with an ideal energy storage-type application, but there are increasingly more companies looking at, exploring, developing, and improving technologies that work.
Doug Glenn: Art, thank you very much, I appreciate it and appreciate your time.
Art Moslow: Thank you for having me, Doug.
About the Expert
Arthur (Art) Moslow is an engineering and communications professional, working as the electrification project manager at Kanthal Heating Systems for the past year. He has been with Kanthal for over 20 years serving in various sales and product engineering roles. He received his Bachelor of Engineering in Naval Architecture and Marine Engineering from State University of New York Maritime College.
Contact Art at arthur.moslow@kanthal.com or go to www.kanthal.com.
Let’s discover new tricks and old tips on how to best heat treat, whatever your application.
In this Technical Tuesday, originally published in the March/April 2024 Aerospace Heat Treatprint edition, Heat Treat Today compiled top tips from experts around the industry to get the best results in your heat treat furnace by optimizing fixtures and fabrications.
#1 Welding Fabrications with Nickel Alloy
Contact us with your Reader Feedback!
“Heat resistant alloys used for heat treating fixtures, muffles, retorts, radiant tubes, and other parts are typically stainless steel or nickel-based austenitic alloys.
“Good welding practices for nickel alloys are centered on the need to remove heat as quickly as possible in order to minimize the time spent in the hot tearing range. The first consideration is to keep the heat input as low as possible to still get a full penetration weld. The actual input in kJ is dependent on the alloy being welded.”
Source: “Marc Glasser on the Tools and Trade Secrets of Heat Resistant Alloy Welding,” reprinted in Heat Treat Today, 2020.
#hottearingrange #austeniticalloys
#2 Consider Corrugated Inner Covers
Inner covers are a component of the batch annealing process in the steel industry. If your inner covers are vertically corrugated, consider horizontally corrugated inner covers instead. Horizontally corrugated inner covers are repairable and, for this reason, offer longer overall life and better value.
Source: Alloy Fabrications
#batchannealing #innercovers #maintenance
#3 Countermeasure To Combat CFC Failure
“It is important to consider the specific process conditions in advance so that unwanted reactions — from carburization to catastrophic melting of the workpieces — can be avoided. Effective countermeasures can be taken.”
Dr. Demmel gives the following countermeasures:
Ceramic oxide coatings such as aluminum oxide (Al2O3) or zirconium oxide (ZrO2) layers placed onto the CFC
Hybrid CFC fixtures having ceramics in key areas to avoid direct contact with metal workpieces
Alumina composite sheets
Boron nitride sprays
Special fixtures made of oxide ceramics
Source: Dr. Jorg Demmel, “CFC Fixture Advantages and Challenges, Part 2,” Aerospace Heat Treating (Heat Treat Today, March 2023).
#CFC #fixtures
#4 Allow for Thermal Expansion
When bringing furnaces to operating temperature, always be aware of thermal expansion of your alloy components. Muffles, retorts, and radiant tubes all expand with heat input. These components must be free to expand within the furnace or early failure may result.
Source: Alloy Fabrications
#thermalexpansion #heattreatfailure
#5 Batch Rotary Retorts — Stay Put and Stay Clean
Batch rotary retorts are positioned on furnace rollers at the front of the furnace. In time, these retorts expand until they no longer track on the rollers. Extend the life of your batch rotary retorts by using adjustable roller brackets (available from Alloy Engineering). And to keep the outlet tubes clean, use Alloy Engineering pigtails and augers to self-clean batch rotary retort outlet tubes.
Source: Alloy Fabrications
#thermalexpansion #heattreatfailure
#6 Corrosion at Every Corner
“[All] materials are chemically unstable in some environments and corrosive attacks will occur. It can often be predicted or modeled. . . In the real world, however, it is important to recognize the various forms of corrosion, namely:
Heat resistant alloys used for heat treating fixtures, muffles, retorts, radiant tubes, and other parts are typically stainless steel or nickel based austenitic alloys. Welding of these alloys requires practices that are often exactly the opposite of the practices required for carbon and alloys steels since austenitic stainless steels do not undergo phase transformations. Metallurgists are often asked many questions on the proper welding methods. Carbon and alloy steel welding requires practices and procedures that will minimize or prevent the chances of cracking due to potential martensite formation during weld solidification. Austenitic stainless steels do not undergo any phase transformation. They require rapid cooling to prevent solidification cracks due to hot cracking. Thus different procedures are required.
In this Heat Treat TodayTechnical Tuesday feature, Marc Glasser, Director of Metallurgical Services for Rolled Alloys, provides some basic information on the metallurgy as well as good welding practices to follow.
Reprinted with permission from Heat Treat 2019: Proceedings of the 30th Heat Treating Society Conference and Exposition, October 15-17, 2019, Detroit, Michigan, USA. ASM International, 2019.
CHEMISTRY CONSIDERATIONS
Most heat resistant alloys used in the heat treating industry for components are austenitic. They can be austenitic stainless steels, or austenitic nickel alloys. The key word is austenitic. One of the virtues of austenitic materials is that they are not subject of phase changes from cooling to heating or heating to cooling. This is markedly different from alloy and carbon steels, which undergo a phase transformation from austenite to ferrite and cementite. The cooling must be slow enough to prevent martensite formation, so preheating and postheating are performed to either prevent this phase transformation or to temper any formed martensite.
Austenitic alloys do not undergo phase transformations to martensite, and as a result slow cooling the material is the worst operation that an austenitic alloy can be subject to. In austenitic alloys, the main concern is the tendency for welds to hot tear upon solidification[1]. In stainless steels with up to approximately 15% nickel, the solution is simple. The composition is adjusted to form small amounts of ferrite during solidification[2]. Prediction of the ferrite number FN, which represents an estimate of the amount of ferrite in the weld after solidification, is predicted by using Schaeffler diagrams. The ferrite nullifies the effect of certain trace elements that cause hot cracking [1]. One of these trace elements, phosphorous cannot be refined out of the material. Since these materials are all melted from scrap metal, the amount of phosphorous found in the heat will mirror the amount in the scrap. Sulfur, silicion, and boron also contribute to hot shortness, but these elements can be refined to very low levels in the steelmaking process.
For higher nickel bearing grades, with more than 20% nickel, the chemistry precludes the possibility of ferrite formation. Therefore, other means must be employed to prevent hot tearing during solidification. In this case, the residual trace elements, particularly P must be kept low, as they lead to hot shortness [2, 3]. Certain alloy additions including manganese (Mn), niobium (Nb), molybdenum (Mo), and carbon (C) all reduce the propensity of austenitic nickel alloys and high nickel stainless steels to crack [4]. 310 stainless steel stans in a unique position having neither ferrite formers nor weldability-enhancing alloy additions. In this alloy, control of chemistry and residuals is of utmost importance.
The other key to successful welding of nickel alloys is to minimize the time spent in the high temperature range where they are susceptible to hot tearing [4].
GOOD WELDING PRACTICES
Good welding practices for nickel alloys are centered on the need to remove heat as quickly as possible in order to minimize the time spent in the hot tearing range. The first consideration is to keep the heat input as low as possible to still get a full penetration weld. The actual input in kJ is dependent on the alloy being welded.
Heat input (HI) is defined as: HI (KJ/in) = Voltage x Amperage x 6/(Speed (inch/min) x 100)
Welds should NOT be preheated and interpass temperatures should be 200°F maximum. The cooler the interpass temperature is, the less likely hot tearing is [5]. A reliable, easy test for a welder is the spit test. Spit on the weld, and if it boils it is still to hot, and further waiting is in order.
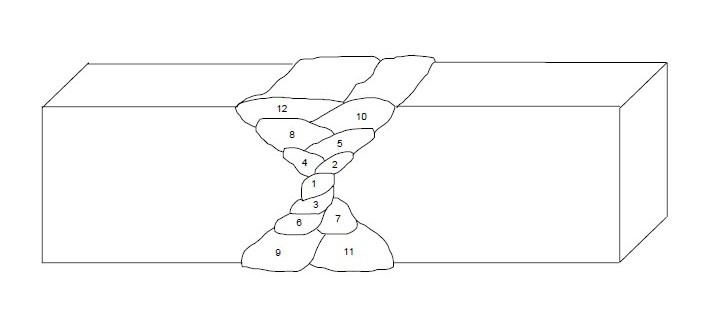
One of the most important considerations in welding nickel alloys is to weld in a straight line along the length of the weld and do not weave. Welders tend to weave from side to side especially when welding nickel alloys which are more viscous that carbon steels and this weaving makes the metal flow better. While this technique works well for carbon steel where a higher heat input and slower cooling are necessary, it is exactly the wrong procedure for nickel alloys. Weaving tends to flatten out a weld. This in turn reduces the crown height and strength.
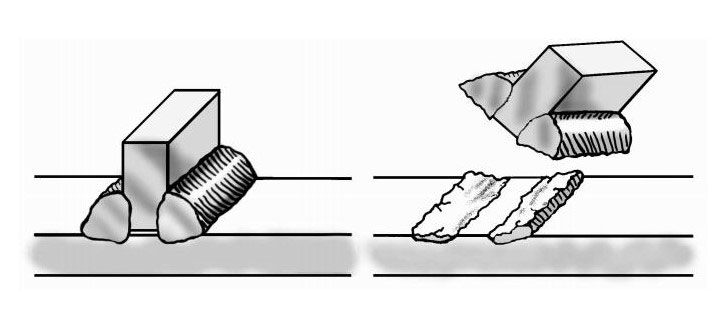
Furthermore, weaving tends to increase the heat going into the weld and slow down the weld speed. The key is to get a nicely shaped, convex weld bead, as illustrated in Figure 1. A concave bead configuration tends to crack along the centerline [5].
Figure 1: Convex vs. Concave Weld
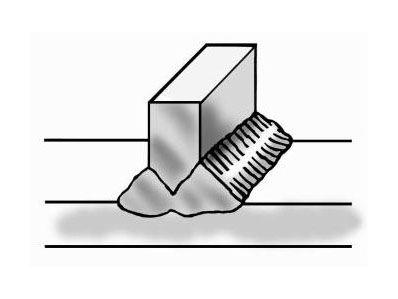
Full penetration welds are important. Beveling one or more of the pieces to be joined may be required to get a full penetration weld. Incomplete penetration leaves a void between the two workpieces. Such a channel can entrap surface treating gases leading to brittle pieces surrounding the weld. Furthermore, the gap can act as a propagation site for cracks which form from thermal cycling from heat treating. This is shown in Figure 2 below.
Figure 2: The effect of non fully penetrated welds
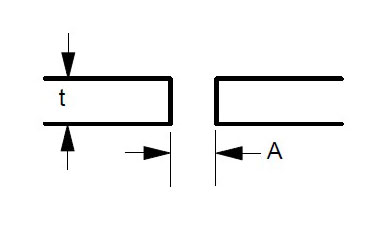
Some suggested joint designs include square butt joint, single V joint, double V joint, single U joint, double U joint, J groove joint, and T Joint. These are shown in Figures 3 to 9 below, along with design criteria. These suggestion grooves are from ASME code[6], but are good guidelines to follow even if code stamps are not required.
Figure 3: Square butt joint. Maximum t = 1/8 ” Gap A = 1/16″ Minimum, 3/32″ Maximum
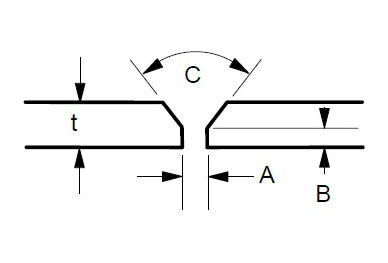
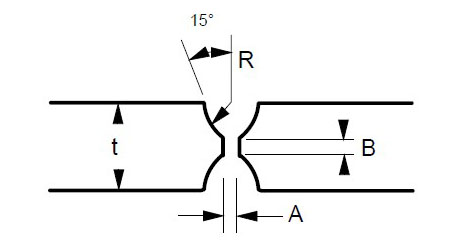
Figure 4: Single V Joint. Maximum t = 1/2″ Gap A = 1/16″ Minimum, 1/8″ Maximum Land B = 1/16 to 3/32″ Angle C = 60 – 75 degrees
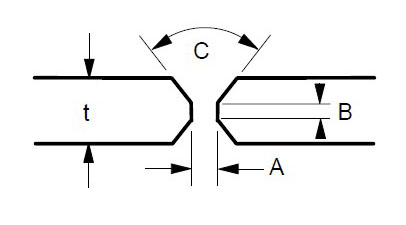
Figure 5: Double V Joint. Gap A = 1/16″ Minimum, 1/8″ Maximum Land B = 1/16 to 3/32″ t = 1/2″ or greater Angle C = 60-75 degrees
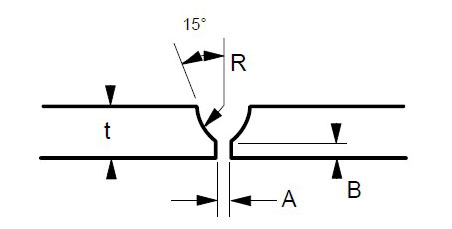
Figure 6: Single U Joint. Gap A = 1/16″ Minimum, 1/8″ Maximum Land B – 1/16 to 3/32″ Radius R – 3/8″ Minimum For single groove welds on heavy plate thicker than 3/4 inch. Reduces the amount of time and filler metal required to complete the weld.
Figure 7: Double U Joint. Gap A = 1/16 to 1/8″ Land B = 1/16 to 3/32″ Radius R = 3/8″ Minimum Minimum t = 3/4″
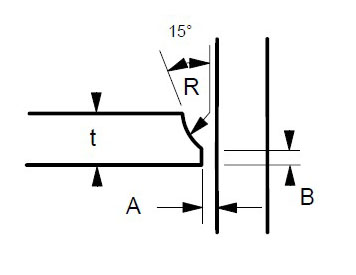
Figure 8: J Groove Joint. Gap A = 1/16 to 1/8″ Land B = 1/16 to 3/32″ Radius R – 3/8″ Minimum For single groove welds on plates thicker than 3/4 inch. Reduces the amount of time and filler metal required to complete the weld.
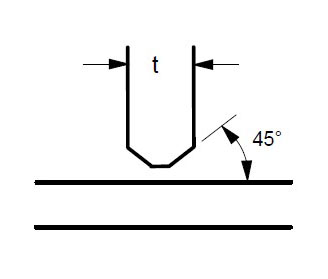
Figure 9: T Joint. t = greater than 1/4″ For joints requiring maximum penetration. Full penetration welds give maximum strength and avoid potential crevices.
Regardless of which joint is selected, the purpose is to obtain a full penetration weld with no voids or channels, as shown in Figure 10 below.
Figure 10: Example of Full Penetration Weld
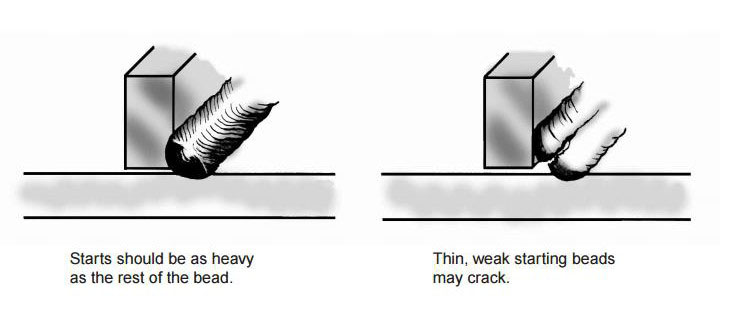
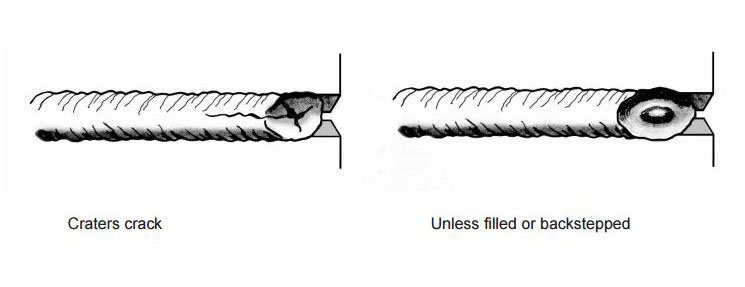
Both the starting and finishing ends of the weld beads can be crack initiation sites. The best practice for starting is to make the start of the weld bead as heavy as the rest of the weld bead [4]. A light or thin start up can cause cracking. This is shown in Figure 11. Furthermore, in nickel alloys, the end of the bead can sometimes yield a star shaped crack. This can be eliminated by backstepping the weld for ½ to 1 inch as shown in Figure 12 [3].
Figure 11: Start welds as heavy as the rest of weld beads
Figure 12: Backstep the weld ends to prevent cracking
Cleanliness is extremely important for welding stainless and nickel alloys. Some general rules include [5]:
Remove all shop dirt, oil, grease, cutting fluids, lubricants, etc. from welding surface and on the area 2 inches wide on each side of the weld joint with suitable cleaning agent.
Eliminate all sources of low melting metal contaminants from paints, markers, dies, back up bars, etc. Chromium plate copper back up bars can form a barrier between copper and the weld surface. Copper can cause HAZ cracking in nickel alloys. These low melting contaminants cause cracking and failures in nickel alloy and stainless steel welds. Avoid using lead or copper hammers in fabrication shops.
Grind clean the surfaces and the HAZ areas. Chromium scales melt at higher temperatures than the base metals and will not be reduced by filler metals.
When welding to nickel alloy or stainless to plain carbon steel, the plain carbon steel must be ground on both sides too.
SHIELDING GASES
Bare wire welding requires a shielding gas to protect the weld from oxidation, loss of some elements to slag or oxide formation, and contamination.
Most stainless steel and nickel alloys require 100% argon for shielding for the GTAW or TIG process.
GMAW or MIG welding has two distinct modes of metal transfer. Spray arc processing transfers metal between wire tip and workpiece as droplets. Short circuit processing transfers the metal in sheets or globules. The most common shielding gas for spray arc GMAW welding is 100% argon. 10-20% helium can be added along with small amounts of carbon dioxide (1% max) to improve bead contour and reduce arc wander [1]. Short circuit GMAW welding uses blends of inert gases usually either 75% argon – 25% helium or 90% helium – 7.5% argon – 2.5% carbon dioxide.
In order to prevent hot cracking with the GMAW process, 602CA® requires a unique blend of 90% argon – 5% helium – 5% nitrogen and a trace (0.05%) carbon dioxide. This blend was trademarked as Linde CRONIGON® Ni30. It is not readily available but there are other close alternate quad gas blends that are commercially available. For GTAW welding, argon with 2.5% nitrogen is used to prevent cracking in 602CA. The nitrogen is the key to preventing cracking in 602CA regardless of method.
RESTRAINT AND DISTORTION CONTROL
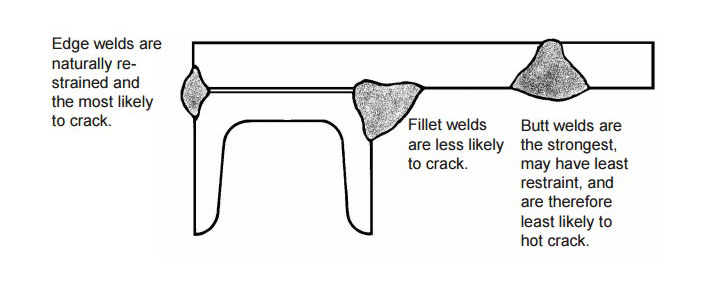
Weld metal shrinks as it freezes. To accommodate the dimensional changes associated with freezing, either the base metal or the weld must move to prevent cracking or tearing. In complex assemblies with multiple welds, each weld, when solidified functions as a stiffener, further restricting movement of subsequent welds. In such cases, the most difficult or crack susceptible weld in the assembly should be made first and the easiest and strongest welds should be made last [5]. An example is shown in Figure 13 below.
Figure 13: Welding with multiple welds. In this example, the edge weld on the left would be the first weld made. The fillet weld in the middle should be the second made, and the butt weld on the right would be the last one made
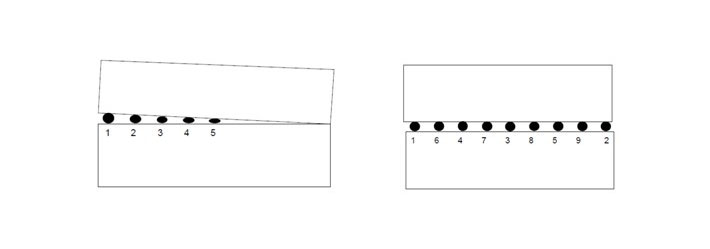
When multiple tack welds must be made, they should be sequenced along the length of the plate [5]. Tack welding from one end to the other that is made in order will result in plate edges closing up as shown in Figure 14.
Figure 14: Tack welding in order along plate edge (left) can close up and distort the joint. Sequencing the tack welds (right) can greatly reduce distortion
Finally, multipass welds should be sequenced around the center of gravity of the joint as shown in Figure 15 below.
Figure 15: Proper sequencing of multipass welds
REFERENCES
[1] Schaefer, Anton L, Constitution Diagram for Stainless Steel Weld Metal. Metal Progress. ASM, Metals Park, OH. P 680-683. November 1949.
[2] Ogawa T. & Tsunutomi, E. Hot Cracking Susceptibility of Austenitic Stainless Steel. Welding Journal, Welding Research Supplement. P 825-935. March, 1982
[3] Li, L & Messler, R. W. The Effects of Phosphorous and Sulfur on Susceptibility to Weld Hot Cracking in Austenitic Stainless Steels. Welding Journal. Dec. 1999, Vol 78, No. 12.
[4] Kelly J. Heat Resistant Alloys. Art Bookbindery. Winnepeg, Manitoba, Canada. 2013
[5] Kelly J. RA330, Heat Resistant Alloy Fabrication. Rolled Alloys. Temperance, MI. May, 1999
[6] ASME Boiler and Pressure Vessel Code. American Society of Mechanical Engineers. New York, NY. 2013.
The use of aluminum has rapidly increased in the manufacturing of automotive and commercial vehicles, thanks in part to the speed with which aluminum producers are developing stronger and more ductile metals from advanced alloys recently hitting the market.
Goran Djukanovic at Aluminum Insider has handily set up a guide to aluminum alloys applicable to use in the automotive industry.
We know aluminum is lighter (and therefore more energy efficient) and durable and offers superior corrosion resistance. But which alloys are best for the production of vehicle parts and components? Djukanovic wades past the marketing hype and assesses the metals on the market to provide this “Aluminum 101” basic overview of the products available to automakers, reviewing in particular:
Aluminum alloy series 6xxxx v 5xxxx;
Main alloys used in the industry, such as AA6016A, AA6111, AA6451, AA181A, AA6022, AA6061, AA5182, AA5754, RC5754; and
Alloys currently being developed or in the testing phase.
An excerpt:
New, superior and improved aluminum alloys have become – and are likely to stay – the main lightweighting materials in vehicles. The only obstacle remains their relatively high price compared to steel, but still affordable compared to carbon fiber reinforced plastics (CFRPs). What’s more, prices are expected to decrease in the future thanks to increased use, new recycling procedures, and techniques as well as lower input costs (Sc,Zr,Li etc).
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday‘s 101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
Today, we offer one of the tips published under the Alloy Fabrications category.
Alloy Fabrications
Heat TreatTip #1
Allow for Thermal Expansion
When bringing furnaces to operating temperature, always be aware of thermal expansion of your alloy components. Muffles, retorts, radiant tubes all expand with heat input. These components must be free to expand within the furnace or early failure may result.
Heat TreatTip #40
Consider Corrugated Inner Covers
Inner covers are a component of the batch annealing process in the steel industry. If your inner covers are vertically corrugated, consider horizontally corrugated inner covers instead. Horizontally corrugated inner covers are repairable and, for this reason, offer longer overall life and better value.
Heat TreatTip #52
Batch Rotary Retorts — Stay Put and Stay Clean
Batch rotary retorts are positioned on furnace rollers at the front of the furnace. In time, these retorts expand until they no longer track on the rollers. Extend the life of your batch rotary retorts by using adjustable roller brackets (available from Alloy Engineering). And to keep the outlet tubes clean, use Alloy Engineering pig-tails and augers to self-clean batch rotary retort outlet tubes.
This is the second of three articles by metallurgist Marc Glasser on three individual heat resistant alloys. This article will feature RA330®. Please submit your questions about heat-resistant alloys for Marc to editor@heattreattoday.com.
RA330® is a nickel alloy containing 35% nickel, 19% chromium, and 1.2% silicon. Over the years, it has become one of the most widely used wrought heat-resistant alloys due to the combination of its versatility, availability, properties, and cost-effectiveness.
The Chemistry of RA330
The chemistry of RA330 is shown below in Table 1.
There are several important benefits to this alloy including:
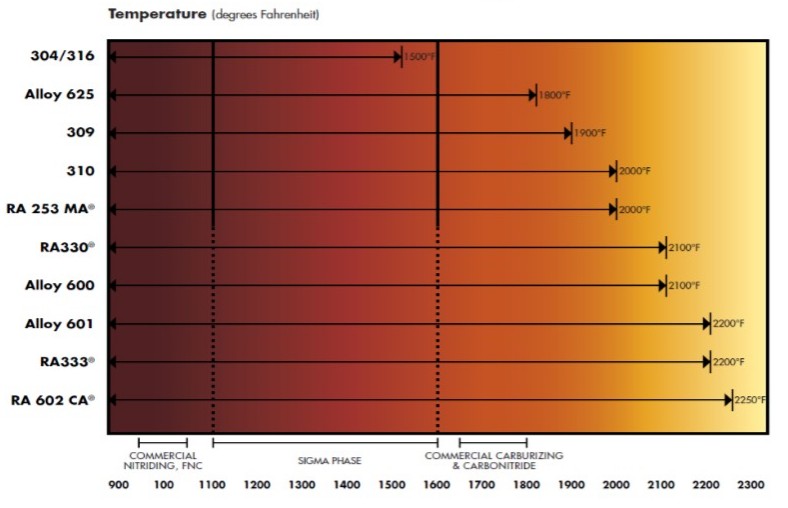
Oxidation resistance up to 2100°F
Usable creep resistance up to 1850°F
Utility up to 2100°F when there are no loads applied and some deflection can be tolerated
Resistance to many heat treating atmospheres including carburizing and nitriding
Sufficient nickel content to prevent sigma phase formation and embrittlement
The oxidation resistance of various alloys is shown in Table 2 below¹.
Table 2: Oxidation limits of various materials.
The oxidation limit for RA330 is higher than that of any stainless steel, comparable to alloy 600, and only exceeded by nickel alloys with much higher nickel content.
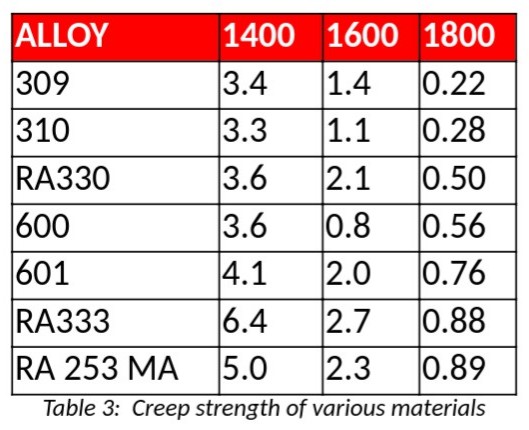
RA330 Creep Strength
Table 3² shows the creep strength required to produce 1% strain in 10,000 hrs.
The creep strength of RA330 is better than all heat-resistant stainless steel grades except RA 253 MA. It is comparable to alloy 600 but less than the higher nickel alloys 601, RA333, and RA 602 CA. When comparing the economics of RA330 with those of the more expensive nickel alloys, RA330 often has enough creep strength for many heat treating applications and is often the most economical option. There are companies who use RA330 above 1800°F and sometimes as high as the 2100°F oxidation limit. They compensate for the very low creep strength at these temperatures by using braces such as gussets or supports. These supports may be made of ceramic or a different alloy with significantly higher creep strength at this temperature.
Strength Variables and Value
One of the excellent attributes of RA330 is its ability to resist the various atmospheres used in surface or case hardening operations. Thermodynamically, the formation of nickel carbides and nitrides are not favored. With 35% nickel, RA330 has sufficient nickel content to resist carburization, nitriding, and combinations of both. The alloy is not immune to surface hardening, just resistant. The length of resistance time is a function of the process and process variables. For example, field experience shows that 310 muffles used in carburizing atmospheres can completely carburize in as little as 1 month, especially at high temperatures. After that, the material is brittle and can rupture easily. Often, the usable life will be between 1 and 3 months depending on process temperature. A corresponding RA330 muffle under the same atmosphere will last up to 1 year.
Stainless steels are subject to sigma phase formation and embrittlement. Sigma phase is an intermetallic phase that consists of iron and chromium. It precipitates between approximately 1100 and 1600°F. Sigma phase does not embrittle materials at these relatively high temperatures, but at room temperature, sigma phase can reduce charpy impact values to single digits. One sudden impact can cause catastrophic failure. RA330, with 35% nickel, has enough nickel to prevent sigma phase formation.
Applications of RA330
RA330 is available from stock in many product forms. In addition to the traditional plate, sheet, and round bar, RA330 is also available in expanded metal, pipe, and hexagonal nuts. Round bar can quickly be turned into threaded bar. The ability to draw on all these items from stock make RA330 the ideal alloy for maintenance and repair.
RA330 is resistant to thermal fatigue. This property lends RA330 to be the wrought alloy of choice for alloy fixtures and baskets that require quenching a least once a day.
For all of these reasons, RA330 is often an excellent choice for heat treating applications. It has good oxidation resistance, good resistance to case hardening atmospheres, no sigma phase formation, and thermal fatigue resistance. It is available from stock in many forms and sizes. RA330 may not always be the best solution, but often it is the solution that works best.
One of the few atmospheres in which RA330 is not a good choice is sulfur. Like other nickel alloys, the nickel forms a nickel-sulfur intermetallic at a low temperature. In such environments, a lower nickel stainless steel such as 309 or 310 is often a better choice.
RA330® is a trademark of Rolled Alloys.
1. Glasser, Marc, “Selecting an Appropriate Heat-Resistant Alloy,” Industrial Heating. September 2014: 59-65.
2. Condensed from “High-Temperature Environments: Alloy Properties,” https://www.rolledalloys.com/technical-resources/environments/high-temperature/
Marc Glasser is Director of Metallurgical Services at Rolled Alloys and is Heat TreatToday‘s resident expert in process metallurgy, heat treatment, materials of construction, and materials science and testing.
This is the first of three articles by metallurgist Marc Glasser on three individual heat resistant alloys. This article will feature RA 253 MA. Please submit your questions about heat-resistant alloys for Marc to editor@heattreattoday.com.
Alloy 253MA®, marketed in the United States as RA 253 MA®, is a unique stainless steel. It exhibits oxidation resistance to 2000°F. It has shown useful creep resistance in some high-temperature vacuum applications up to 2100°F. Since it is a stainless steel, it is more economical than heat-resistant alloys with higher nickel content. In addition, RA 253 MA exhibits higher creep strength than most heat-resistant alloys with higher nickel content. This alloy is one of the few alloys with measured creep strength up to and above 2000°F.
The Chemistry of RA 253 MA
The chemistry of RA 253 MA is shown in Table 1. The alloy contains additions of silicon and the rare earth metal, cerium, which together create a very adherent oxide up to temperatures between 1950°F and 2000°F. Furthermore, the nitrogen addition enhances the creep strength.
Table 1: RA 253 MA Chemistry
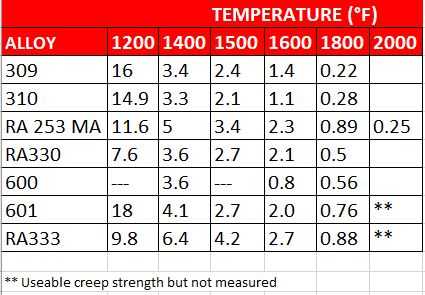
At first glance, RA 253 MA is similar to 309, in terms of chromium and nickel content. However, the silicon and cerium additions enhance the oxidation resistance and the nitrogen boosts the creep strength to more than triple that of 309 and 310 stainless steels at 1800°F. Above 1800°F, 309, 310, RA330, and 600 no longer exhibit usable creep strength, whereas RA 253 MA continues to exhibit usable creep strength up to temperatures of between 2000°F and 2100°F. Table 2 shows the creep properties (1% in 10,000 hours or 0.0001%) of RA 253 MA and other heat resistant materials.
Table 2: Creep Rates for RA 253 MA and Other Heat Resistant Materials
Average Stress, ksi, for 0.0001% per hour Minimum Creep Rate
The Implications in Light of the Performance
In practical terms, the implications of this performance include:
The ability to design parts and fixtures from thinner sections, thus reducing weights significantly, through proper engineering and design.
The ability to design and fabricate fixtures that can hold more weight per furnace load compared to a fixture of the same dimensions with a lesser alloy.
The relatively low nickel content of the alloy, allowing the material to be used successfully in OXIDIZING sulfur atmospheres.
RA 253 MA is best suited for high-temperature structural parts that will see oxidizing, inert, or vacuum environments. Other factors to be cognizant of when considering RA 253 AM include:
The alloy is a stainless steel and therefore subject to sigma phase embrittlement in the temperature range of 1150°F to 1600°F. This means that, over time, the intermetallic sigma phase can form. Sigma phase is quite brittle at room temperature. At operating temperature, the material is still ductile and usable. However, if sigma forms and the material cools to room temperature, care must be taken not to allow any shock impact. A sudden, hard impact from a forklift would be an example of such a shock impact that could break an embrittled basket. Once reheated to operating temperature, the brittleness is not a concern.
The oxidation resistance in wet (water vapor) environments decreases.
The alloy is not resistant to carburization or nitriding.
The alloy does not hold up in reducing sulfur environments.
Conclusion
In summary, RA 253 MA is an excellent choice for environments where a combination of oxidation resistance and superior creep strength are required. Its excellent creep strength allows for the fabrication of either lighter weight or higher weight capacity fixtures and components in high heat applications. Its high strength and higher nickel content compared to ferritic stainless steels make this grade worthy of consideration for automotive exhaust applications.
Even though RA 253 MA has a significantly higher price per pound than the current ferritic chromium-iron alloys, the high creep strength allows for lighter, thinner components, while nominal 11% nickel addition will provide for a more corrosion resistance than a ferritic alloy. Conversely, when RA 253 MA replaces a ferritic steel without making dimensional changes, the additional creep strength should result in a part with a longer life, which could reduce warranty costs. Finally, the higher oxidation limits can be utilized by design engineers to make a more efficient system, which can operate at higher temperatures.
253MA is a trademark material of Outokumpu.
Marc Glasser is Director of Metallurgical Services at Rolled Alloys and is Heat Treat Today‘s resident expert in process metallurgy, heat treatment, materials of construction, and materials science and testing.