An aluminum alloy developed and patented five years ago has been identified as one of the strongest aluminum additive manufacturing powders commercially available.
Mike Bond, Director of Advanced Material Technology at Aeromet
Aeromet’s A20X™ surpassed the key 500 MPa UTS mark following a recent research project involving aero-engine giant Rolls-Royce and additive manufacturing equipment specialist Renishaw. Heat-treated parts produced using A20X™ Powder have achieved an Ultimate Tensile Strength (UTS) of 511 MPa, a Yield Strength of 440 MPa and Elongation of 13%. Crucially, parts additively manufactured with A20X™ Powder maintain high-strength and fatigue properties even at elevated temperatures, outperforming other leading aluminum powders.
“Since bringing the A20X™ alloy to market for additive manufacturing 5 years ago we have seen significant adoption for high-strength, design-critical applications,” said Mike Bond, Director of Advanced Material Technology at Aeromet. “By working with Rolls-Royce, Renishaw, and PSI, we have optimized processing parameters that led to record-breaking results, opening up new design possibilities for aerospace and advanced engineering applications.”
The HighSAP project was backed by the UK’s National Aerospace Technology Exploitation Programme (NATEP). A20X™ Powder for additive manufacturing is derived from the MMPDS-approved A20X™ Casting alloy, the world’s strongest aluminum casting alloy, which is in use by a global network of leading aerospace casting suppliers.
Dan Szynal, VP of Engineering & Technical Services, Plibrico
Aluminum processors face constant challenges to their aluminum melt operations. Due to robust demand, processors often operate these furnaces at higher temperatures to maximize production rates. As a result, one of the costliest operational challenges is the aggressive formation of corundum deposits in their furnaces.
In this article, Dan Szynal, VP of Engineering & Technical Services, Plibrico, discusses the causes and concerns of corundum growth and outlines excessive, damaging, and costly corundum growth can be mitigated with the right refractory materials, coupled with the correct maintenance and watchful operation.
Root Causes of Corundum Growth
Corundum growth in a refractory lining of an aluminum furnace occurs due to a reaction between the alumina-silicate refractory and molten aluminum. Corundum formation can occur both externally and internally in the refractory lining.
There are four identifiable root causes that promote corundum growth:
High temperature
Presence of oxygen
Alloy composition
Use of fluxes and fluoride salts
Corundum Formation Illustration
High temperatures accelerate the reduction of oxides in the refractory. The higher the temperatures, the more quickly non-wetting agents lose their effectiveness. Aluminum begins to penetrate the refractory matrix because of decreases in aluminum viscosity and surface tension. Excessive furnace temperature can be the result of several causes: overfiring, improper furnace control, or inaccurate thermocouple placement. For example, a thermocouple that is recessed into the refractory lining by 2 inches may underreport temperatures by several hundred degrees.
Oxygen drives the reaction process in two ways: as an atmospheric gas, and as a reducible oxide in the refractory. Minimizing oxygen by controlling negative pressure sources such as doors, windows, and well openings reduces the potential for reaction. Proper flue sizing and burner stoichiometry also reduce excess oxygen and improve furnace energy efficiency.
Alloy composition can be a factor. Some aluminum alloys contain elements that reduce the silica as well as iron oxide, zinc oxide, and other oxides in refractories. Careful attention is necessary when choosing an appropriate refractory for more aggressive aluminum alloys to reduce the potential for reaction.
The use of fluxes and fluoride salts like cryolite Na3AlF6 in aluminum melting accelerate the reduction of oxides in the refractory. Their alkaline properties also reduce the local melt temperature of the refractory at the bellyband and then infiltrate the furnace lining. Over time, with a lack of regular maintenance, the corundum buildup will reduce furnace performance and increase aluminum loss.
Trouble Spots
The spread of corundum growth occurs most commonly in areas where its formation mechanisms of heat and oxygen are present. Typical problem areas include doors, openings, flue areas, and burner cones due to the potential for excess oxygen. Negative furnace pressure can also lead to leakage from the outside. Other common areas of formation include rear walls and bellyband areas where regular cleaning and maintenance are more difficult.
Control and Avoidance
The key to fighting corundum starts with choosing the proper refractory material for molten aluminum contact. The development of effective refractory additives that combat corundum, including non-wetting additives, dense oxide barrier formers, and pore-size reducers was pioneered by Plibrico, which includes these additives in products aimed at:
increasing wetting resistance and reducing the potential for oxidation-reduction of the refractory (The Plicast Al-Tuff® system)
forming a reactive layer to resist molten aluminum penetration up to 2000°F (Plibrico’s Al-Shield™ refractories)
offering good resistance to metal slag penetration, especially in higher temperatures, and adhering well to the existing refractory for repairs (Phos-bonded castables like Plibrico’s Exo-set Uno™)
In general, PliPartner refractory contractors tell us that they find phos-bonded plastic refractories to be excellent repair materials for aluminum processors. They are usually low in free silica and nonwetting. The material bonds chemically to existing refractory, making them easier to install, and phos-bonded plastic refractories are an excellent solution for corundum growth at the bellyband.
Best Practices That Will Help
A regular maintenance plan can go a long way to increasing refractory life; a schedule is essential. A knowledgeable refractory expert with genuine experience in aluminum heat processes can help with ideal schedules and checklists.
Corundum buildup is a common concern among aluminum furnace end users. Optimally, the longevity of a furnace lining depends on best practices in refractory materials and installation methods, knowing the past refractory performance history to evaluate future performance, managing expectations of furnace production output, and monitoring regular maintenance and operation of the furnace.
These factors are measurable key performance indicators that will help decision makers design and build good refractory linings for the demanding needs of aluminum producers today. Considering these factors and balancing them according to the producers’ needs can deliver a higher-quality product for longer life.
The use of aluminum has rapidly increased in the manufacturing of automotive and commercial vehicles, thanks in part to the speed with which aluminum producers are developing stronger and more ductile metals from advanced alloys recently hitting the market.
Goran Djukanovic at Aluminum Insider has handily set up a guide to aluminum alloys applicable to use in the automotive industry.
We know aluminum is lighter (and therefore more energy efficient) and durable and offers superior corrosion resistance. But which alloys are best for the production of vehicle parts and components? Djukanovic wades past the marketing hype and assesses the metals on the market to provide this “Aluminum 101” basic overview of the products available to automakers, reviewing in particular:
Aluminum alloy series 6xxxx v 5xxxx;
Main alloys used in the industry, such as AA6016A, AA6111, AA6451, AA181A, AA6022, AA6061, AA5182, AA5754, RC5754; and
Alloys currently being developed or in the testing phase.
An excerpt:
New, superior and improved aluminum alloys have become – and are likely to stay – the main lightweighting materials in vehicles. The only obstacle remains their relatively high price compared to steel, but still affordable compared to carbon fiber reinforced plastics (CFRPs). What’s more, prices are expected to decrease in the future thanks to increased use, new recycling procedures, and techniques as well as lower input costs (Sc,Zr,Li etc).
A Chicago-area automotive part supplier encountered frequent cracking of variable valve timing plates that were sent to a third party for heat treatment. The problem resulted in the company spending lots of time and money on part testing as well as wasting lots of steel. After a thorough examination of the manufacture and heat treatment of the parts, Paulo metallurgists identified the cause of the cracking and recommended a custom solution to keep it from happening in the future. The following is a case study on the part failure investigation and resolution by Rob Simons.
Case study of a part failure investigation and resolution
Being an integral part of customers’ success means more than just regularly receiving parts and treating them according to spec.
Sometimes a customer approaches a heat treater in search of answers to a problem they can’t quite grasp.
In this case, a Chicago-area supplier of automotive components needed to know why parts it sent off for heat treating kept coming back cracked. They were spending too much time and resources on tests and throwing out too many failed parts.
Persistent cracks in variable timing plates
Our customer produces variable valve timing plates for domestic automobile models. Variable valve timing (VVT) plates are part of a system designed to optimize engine performance by changing the lift, duration, and timing of valve lift events.
Variable Valve Timing Plates (Photo credit: Underhood Service http://www.underhoodservice.com/variable-valve-timing/)
In this case, the life cycle of these parts began in a steel mill, where coils of AISI 1045 carbon steel were produced. The parts were then annealed in preparation for fine blanking at our customer’s facility. Then, the parts would be through hardened and sent to the automotive manufacturer.
But our customer noticed that many of the parts came back cracked. This was the source of two big problems:
The customer had to perform inspections on every part that was returned from the heat treater, which came at significant expense of time and resources.
To satisfy the terms of its contract with the automotive manufacturer, our customer had to make far more parts than it would have ordinarily needed to on the assumption that many of the parts would not be acceptable. It cost too much money, and too much steel was wasted.
The customer approached metallurgists at Paulo to figure out what was wrong and what could be done to make it right.
Forensic heat treatment analysis
Our first task was to figure out what the customer’s heat treater was doing to the parts.
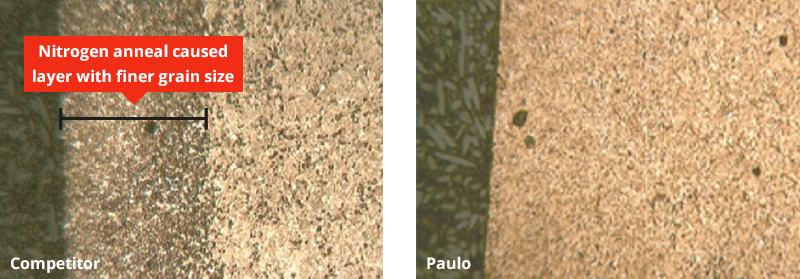
Upon our inspection, we noticed the parts were quite brittle. A closer look at the microstructure of the parts’ surfaces revealed they had been carbonitrided.
Meanwhile, we consulted with personnel at the mill and steel processor where the steel originated. We learned that the coils of 1045 steel were annealed in a nitrogen environment. Annealing is an important process that spheroidizes carbides in the steel which aids in fine blanking. In the case of our customer, the VVT plates could not be formed to the specified tolerance if they weren’t first annealed.
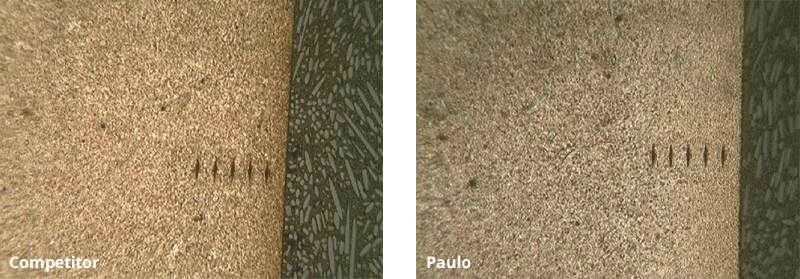
But the nitrogen present in the anneal was a problem. 1045 steel includes aluminum as a grain refining element. When aluminum and nitrogen combine during annealing, aluminum nitrides form. Aluminum nitrides create a much finer grain on the part surface, which prevents the full hardening of the material. We suspected our customer’s heat treater attempted to overcome the defect by carbonitriding. But instead of hardening, the parts just got brittle. That’s because 1045 steel lacks the hardenability that would be required to overcome the fine grain size that resulted from the presence of aluminum nitrides.
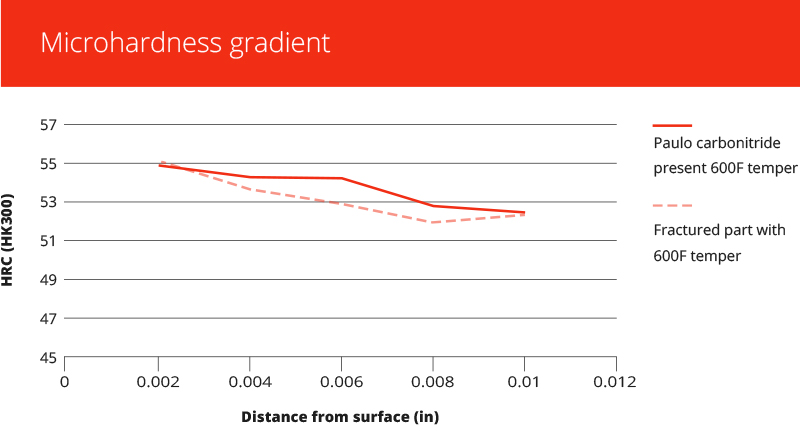
To confirm our suspicion, we ordered the same material from the customer’s mill and then carbonitrided the parts as we believed the previous heat treater had. Our post-treatment analysis of the parts shows the successful recreation of the failure mode.
A custom-developed solution
We believed the most direct way to solve the problem was to eliminate the factors that caused it at the start. We again approached the mill, this time to see if they could anneal the steel in a different environment. They said they could not.
The next best thing would be to “spike” the 1045 steel with another alloying element that would add hardenability despite the fine grain sizes that result when nitrogen and aluminum interact during annealing. We pinpointed chromium as the ideal alloy, and after some trial and error, we identified a formula for the chromium spike that would result in fully-hardened parts without cracks after through hardening.
Today, the customer’s mill still produces the 1045 steel with our recommended chromium spike. And as of mid-2018, we’ve treated 25 million variable valve timing plates for this customer.
This case study illustrates the importance of a few key lessons suppliers should keep in mind. First, stay in touch with what’s going on further up the supply chain. You may be able to react to problems more quickly or stop them altogether.
Second, have a working knowledge of part materials and the chemistry at play during any manufacturing process. Armed with this knowledge, you can ask key questions as you vet potential heat treatment partners. It could end up saving you time and expense in the long run.
Finally, know where to get a second opinion, and have a backup heat treater ready in case your primary partner can’t do what you need them to do.
Rob Simons is a metallurgical engineer specializing in ferrous heat treatments with 35 years of experience in the industry. He earned a degree in metallurgical engineering from the University of Missouri – Rolla in 1982 and most recently was a featured presenter at the ASM Heat Treat 2017 conference. He has been at Paulo for over 30 years.
A manufacturing technique capable of producing high-strength aluminum sheet alloys includes heat treatment as part of the Hot Form Quench (HFQ) process. Developed by Professor Jianguo Jin at Imperial College London, the technique can also produce aluminum components in complex shapes and has already been used to manufacture parts for a British-based automaker.
A new update on MPIF Standard 35 was issued in October 2017 by the Metal Powder Industries Federation (MPIF) for aluminum alloys often used in aerospace applications, providing design and materials engineers with performance requirements for specifying aluminum alloys in powder metallurgy. The new standards identify a Rockwell hardness of 75 for the AC-2014-32-T8 and 83 for the AC-2014-38-T8, values which refer to the heat treatment which the alloys undergo.
Aluminum armor solutions have been in existence for the past 60 years, almost since the start of the Aluminum Association circa 1954. These plate products were developed for armored personnel carriers, either wheeled or tracked. Armored vehicles serve an important function as reconnaissance, ambulance, scout, or infantry delivery vehicles. One of the first armored vehicles, which used aluminum armor, was the M113 armored personnel vehicle (Figure 1). The M113 introduced new aluminum armor that made the vehicle much lighter than earlier vehicles; it was thick enough to protect the crew and passengers against small arms fire, but light enough that the vehicle was air transportable.
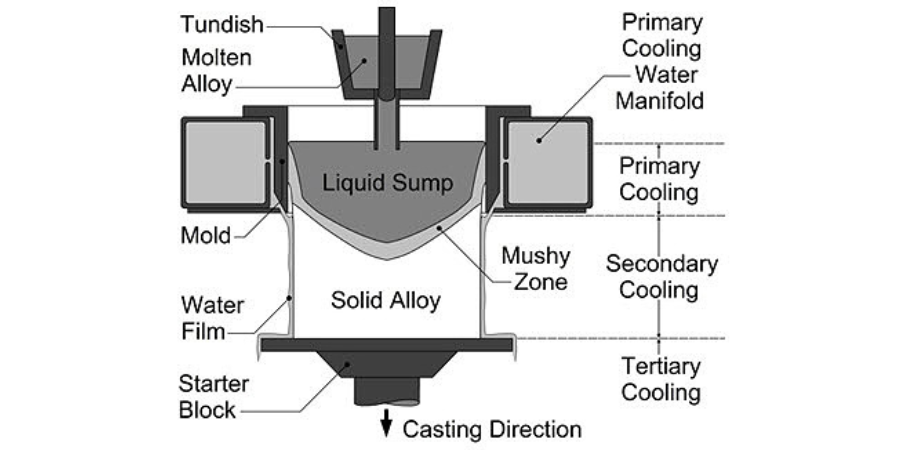
Direct-chill (DC) casting is currently the most common semi-continuous casting practice in non-ferrous metallurgy. The process is characterized by molten metal being fed through a bottomless water cooled mould where it is sufficiently solidified around the outer surface that it takes the shape of the mould and acquires sufficient mechanical strength to contain the molten core at the centre. As the ingot emerges from the mould, water impinges directly from the mould to the ingot surface (direct chill), falls over the cast surface and completes the solidification.
“The key to the alloys’ high-temperature performance is a specific aluminum-cerium compound, or intermetallic, that forms inside the alloys as they are melted and cast. This intermetallic melts only at temperatures above 2,000 degrees Fahrenheit.
That heat tolerance makes aluminum-cerium alloys very attractive for use in internal combustion engines, Rios says. Tests have shown them to be stable at 300 degrees Celsius, a temperature that would cause traditional alloys to begin disintegrating. In addition, the stability of this intermetallic sometimes eliminates the need for heat treatments typically required for aluminum alloys.
HISTORIC VIDEO: Aluminum Heat Treatment (22 mins., Original circa 1945, Uploaded: 28 September 2015). Here’s a throwback in time. Take a look at this 1940s-1950s vintage video discussing the heat treatment of aluminum. For a more modern video on aluminum, search for “How Stuff Works: Aluminum TV Documentary” on this site. https://www.youtube.com/watch?v=FK80HCT_FIs













 HISTORIC VIDEO: Aluminum Heat Treatment (22 mins., Original circa 1945, Uploaded: 28 September 2015). Here’s a throwback in time. Take a look at this 1940s-1950s vintage video discussing the heat treatment of aluminum. For a more modern video on aluminum, search for “How Stuff Works: Aluminum TV Documentary” on this site.
HISTORIC VIDEO: Aluminum Heat Treatment (22 mins., Original circa 1945, Uploaded: 28 September 2015). Here’s a throwback in time. Take a look at this 1940s-1950s vintage video discussing the heat treatment of aluminum. For a more modern video on aluminum, search for “How Stuff Works: Aluminum TV Documentary” on this site.