The thermal processing industry is a good example of how the on-site production of hydrogen by water electrolysis can be beneficial for many of its processes and for reducing the CO2 of its plants. In today’s Technical Tuesday, David Wolff, industrial sales director at Nel Hydrogen, discusses how, from plasma spray to metal AM binder jet to annealing at rolling mills, industries across medical, automotive, and beyond are looking to water electrolysis for hydrogen production.
Hydrogen atmospheres are widely used in high temperature thermal processing, including annealing, brazing, PM, MIM, and binder jet AM sintering, metal-to-glass sealing, and related processes such as thermal spray. Hydrogen helps heat treaters achieve acceptable product characteristics. It’s used as a very powerful reducing agent, and it actively cleans surfaces as compared to inert gas atmospheres which only displace oxygen.
Relative to hydrogen’s use in helping plants decarbonize, it’s a fact that major OEMs buying heat treating services and heat treated products are demanding that their suppliers report their decarbonization progress. To meet the needs, hydrogen generation is becoming ever more compelling to heat treaters to ensure hydrogen for atmosphere needs inside the plant, and to help minimize their carbon footprint.
The Clean Energy Supply Conundrum
Most U.S. heat treating facilities get their atmosphere components delivered by truck. The truck emits CO2 and the hydrogen on that truck is likely “gray” hydrogen made from natural gas. Hence, the carbon footprint from their hydrogen use is notable. Importantly, the electricity grid operators are actively seeking ways to enhance the business success of providers of low carbon electricity. The key issue with those providers — solar, wind, hydro, and nuclear — is that they cannot easily follow the ups and downs of demand. Instead, consumers get electricity from those resources when the wind is blowing, the sun is shining, or the river is high. In the case of nuclear plants, they preferentially run at near fixed output, day and night. They run continuously regardless of demand. As the grid demand is very low at night, they get very low prices for the electricity they generate. They only make money for 12 or so hours a day. That’s why a lot of nuclear plants are threatening shutting down for economic reasons.
Taking Advantage of Low Demand Period Energy Prices for Use During High Demand Hours
Consider this scenario: What if a client with electrolysis capacity to produce hydrogen, such as a heat treater, could buy electricity at lower nighttime prices to make the hydrogen it needs during the day shift for its various processes, perhaps even heating their furnaces? The clean energy provider would be pleased to have more income during its low demand, low price times. The heat treat plant is happy saving money buying decarbonized electricity at low demand prices to make clean hydrogen for its various thermal processes and to operate its furnaces. And, the heat treat company’s OEM clients demanding decarbonization are satisfied, too.
How To Get Started
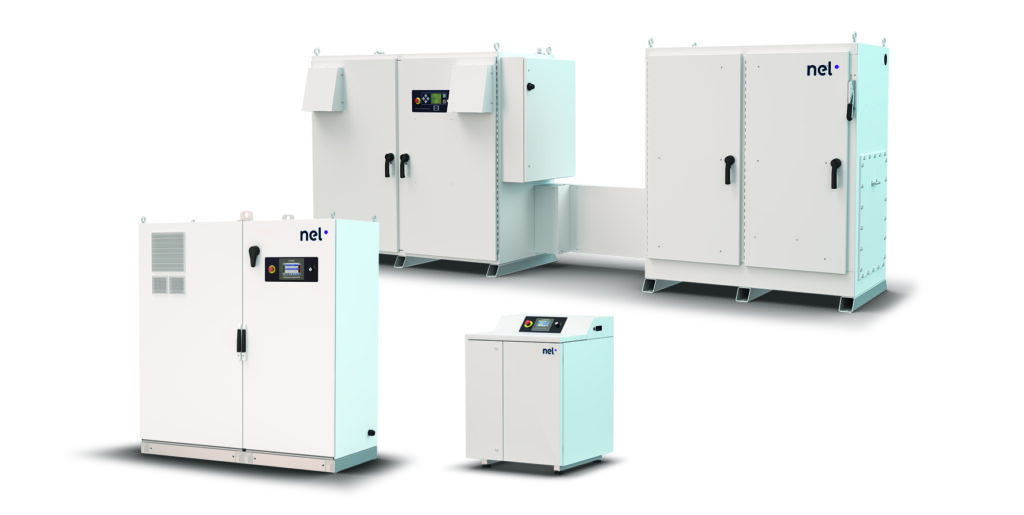
The scenario described above is a practical and real one for the heat treat industry today. Nel Hydrogen recommends that a heat treat company begin with a plan. That plan may comprise several phases. It’s important to seek out a knowledgeable hydrogen partner in this endeavor to specify exactly what’s needed. For heat treat applications, users generally would want compact equipment, extreme hydrogen purity, load following, near-instant on and instant off, and sufficient hydrogen pressure that make it flexibly suited for a variety of thermal processes, and for hydrogen storage addition at a later time if desired.
Figure 1. Compact hydrogen generators using water electrolysis for thermal processing applications (Source: Nel Hydrogen)
Both batch and continuous processes can be served. Batch processes may benefit from a small amount of surge storage at the outset. By combining on-site hydrogen generation with a small amount of in process hydrogen surge storage if needed, on-site hydrogen generation can be used to meet the needs of batch processes such as batch furnaces and thermal spray. By carefully choosing generation rate and pressure, and surge storage vessel volume and pressure capacity, the combination of generation with surge storage can provide maximum process flexibility while minimizing the amount of hydrogen actually stored.
The presence of a small amount of hydrogen surge storage also protects clients’ parts in case of an electric interruption that stops hydrogen production. The surge storage hydrogen can protect the parts while they cool under a reducing atmosphere.
In practice, specific client priorities such as minimum hydrogen storage, or lowest system capital cost, or highest degree of expandability, or least amount of space occupied, can be met by choosing the specific hydrogen generator capacity and surge storage system employed for any particular production challenge.
Examples of Thermal Processors Producing Hydrogen On Site with Water Electrolysis
Decarbonization will be a near-future requirement as part of the global effort to evolve towards a cleaner, greener world. On-site hydrogen generation in industry makes great sense to align with those initiatives. Right now, the thermal processing industry is experiencing the benefits of producing hydrogen on site for its production processes, and the decarbonization demand will be easier to accommodate with that infrastructure in place.
Here are a few examples of companies performing a variety of thermal processes that have made the decision to use water electrolysis to produce hydrogen on site:
Plasma Spray of Cast Iron Cylinder Liners
One of the most compelling examples has been implemented by two different U.S. automakers to accommodate the increasing use of low-weight aluminum engine blocks in today’s high efficiency vehicles. Aluminum blocks must have a cast iron lining on the inside of the cylinder bore to maximize the durability of the engine. (Older readers may recall the notorious Chevy Vega that used an aluminum engine without a cast iron liner. The author’s wife had one Vega which burned through three engines!)
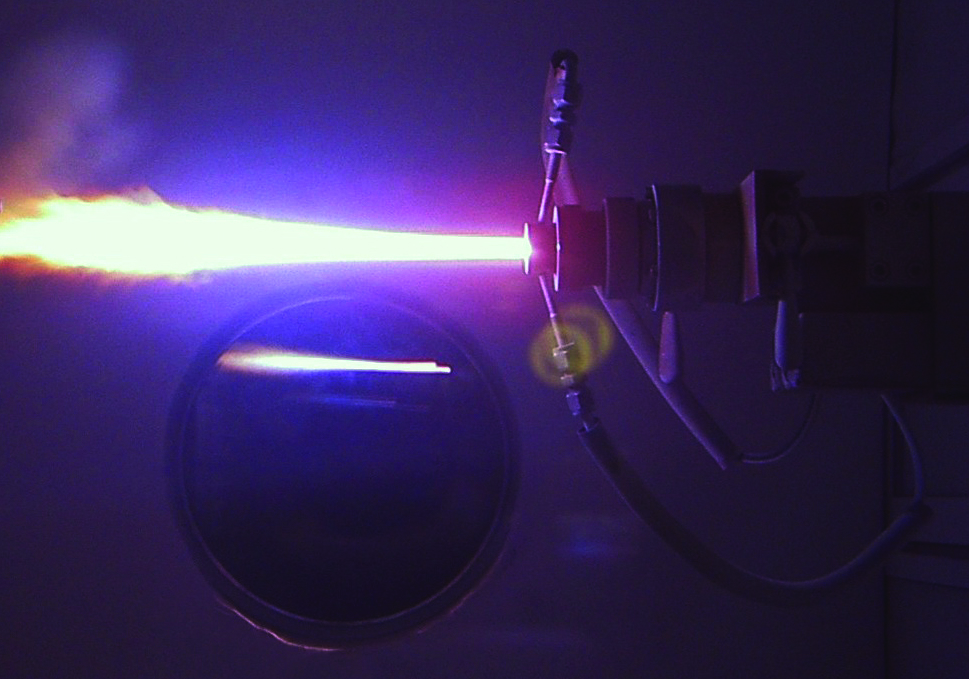
Figure 2. Plasma torch used to spray-apply metal coatings in additive
manufacturing processes (Source: Shutterstock)
The traditional approach to provide a cast iron liner was to drive a sleeve into the aluminum engine block. However, a new technology has been commercialized by which the cast iron liner is spray-applied using a plasma torch. The torch uses hydrogen and argon gases to add energy and maintain the necessary low oxygen atmosphere. The plasma spray was a new addition to engine production facilities that had not previously been equipped with hydrogen supply and thus elected to generate their own to minimize delivered hydrogen and avoid the need for hydrogen inventory and extensive supply piping.
The electrolyzers recommended for plasma spray applications are compact and produce high purity hydrogen of better than UHP grade at 200+ psig pressure, with less hydrogen stored than would fill a party balloon bouquet. About the size of a washing machine or refrigerator, depending on the model, each unit is low maintenance, compact, quiet, and can be installed nearly anywhere in a facility.
Metal Additive Manufacturing (AM) Binder Jet
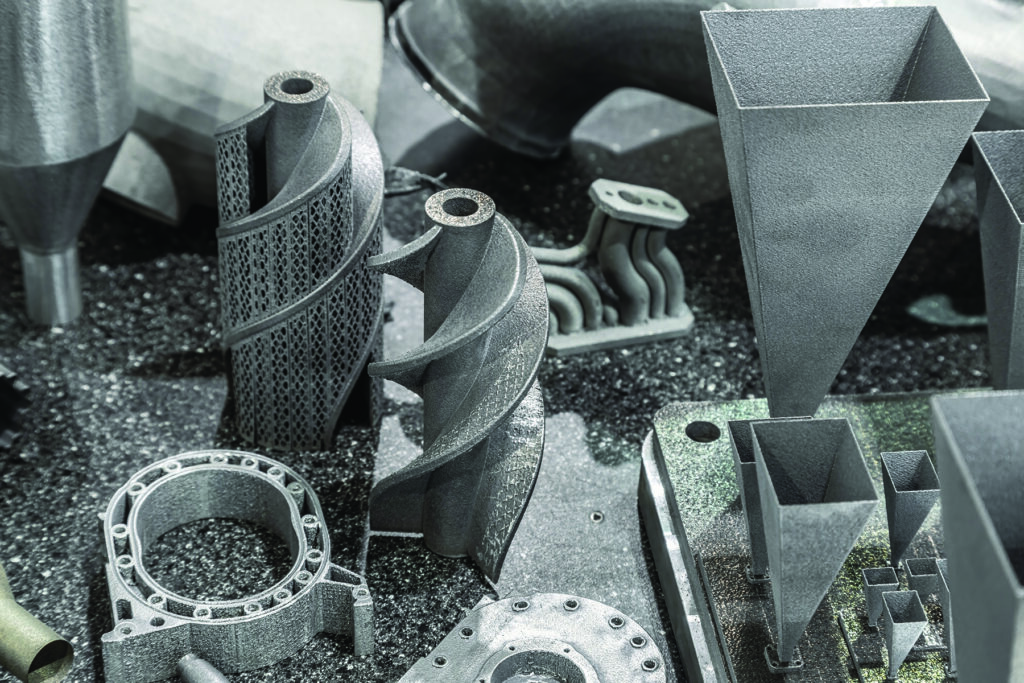
One of the most exciting approaches to metal AM is the technology called binder jet, which creates a near net shape part using polymer and wax binders to adhere metal powders. After the part is formed, the binders are chemically or thermally removed. Then the part is sintered to attain near net shape and full part density. Hydrogen is required for the sintering atmosphere to prevent oxidation of the part during the sintering process. Binder jet technology promises to provide for mass production of individually customized parts at high production rates and consequently lower costs than parts produced individually.
Figure 3. Binder jet metal AM parts sintered in a hydrogen atmosphere (Source: Shuttershock)
Many new metal AM production facilities are being established in factories that are not already equipped for the delivery, storage, and internal piping/distribution of hydrogen. As such, many have chosen instead to use zero inventory hydrogen made on site to minimize infrastructure investments. Electrolyzers for small-scale applications requiring up to 230 scf/hr of hydrogen gas at 99.999+ % purity are advised for metal AM. About the size of a large refrigerator, the units require minimal facility floor space, are easy to maintain, and can be installed in any non-classified space. Applications for AM include medical, electronics, industrial, and automotive components.
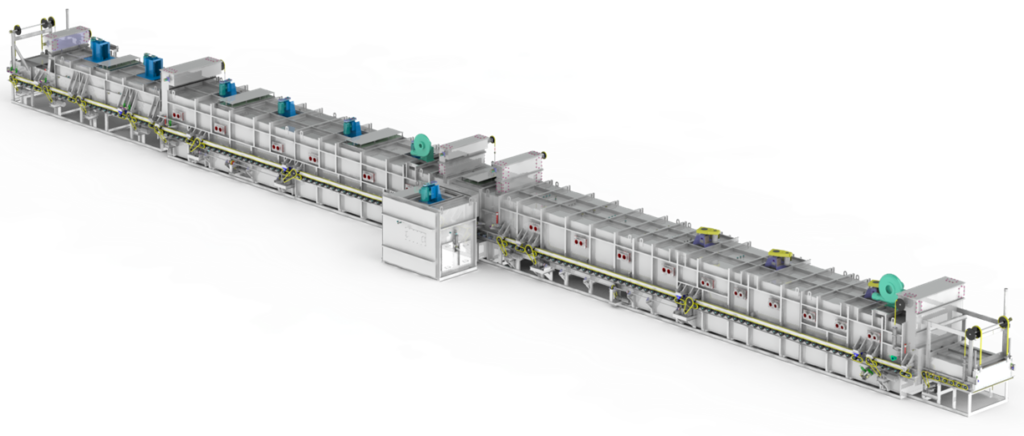
Annealing at Rolling Mills
Plate and strip metal are processed in rolling mills where the thickness of the metal is reduced by alternating “cold” rolling steps followed by intermediary hot annealing steps. Cold rolling makes the metal more brittle, so it is necessary to have an annealing step following each rolling step. The metal is alternately thinned and then softened for what could be several iterations. Hydrogen is required for the annealing steps to maintain metal surface quality while heated. Because of the periodic market disruptions in delivered hydrogen from plant outages or trucking interruptions, several rolling mills have chosen to generate hydrogen on site to augment or entirely replace their delivered hydrogen supply. The benefits that the plants experience are primarily focused on supply reliability. Of course, they are also eliminating the carbon footprint associated with truck delivery. In this case, the carbon footprint of the generated hydrogen is determined by the particular electricity generating mix that serves the plant site.
Most often at rolling mills, electrolyzers that produce up to 1,140 scf of hydrogen gas at 99.999+ % purity are best suited for the hydrogen requirement. These units replace the need for hydrogen tube trailers or liquid hydrogen storage. They can be installed in the mill or can be containerized outdoors, offering flexible siting and reduced operational safety risks compared to delivered hydrogen.
Figure 4. Steel rolls are heated in an annealing step to soften the metal during production. (Source: Istock)
On Track Towards Decarbonization
Described in the examples above, once the means to generate hydrogen is chosen at a thermal processing facility, the company can move further along the decarbonization journey. This may be to apply a strategy as outlined in the electricity scenario whereby the company takes advantage of low demand rates or institutes an alternative creative idea. Certainly, as more and more clients demand proof that suppliers are reducing their carbon footprint, more strategies will be developed and implemented to serve the thermal processing industry. Simply generating hydrogen on site removes the trucking emissions factor and is a beneficial and practical starting point.
About the Author:
David Wolff Eastern Regional Sales Manager Nel Hydrogen
David Wolff has 45 years of project engineering, industrial gas generation and application engineering, marketing and sales experience. He has been at Nel Hydrogen for over 25 years as a sales and marketing leader for hydrogen generation technologies.
For more information: Nel Hydrogen at sales@nelhydrogen.com.
Roller hearth furnaces are known as the work horses of the heat treating industry. Though they may be common, these furnaces still hold some surprises — namely, their diverse applications, potential to be fully automated, and long life span. Five industry leaders provide insight into the current furnace features and how to optimize them for annealing heat treat. As you read, notice the different emphases each expert addresses.
This Technical Tuesday was originally published inHeat Treat Today’sJanuary/February 2024 Air and AtmosphereHeat Treatprint edition.
Application Determines Customizable Furnace Features
This type of furnace is highly customizable, and, as Tim Donofrio, VP of Sales at Can-Eng Furnaces International explains, knowing the application will determine furnace features.
What Features Do You Offer on Your Roller Hearth Furnace for Annealing Various Materials?
Tim Donofrio Vice President of Sales Can-Eng Furnaces International, Ltd. Source: Can-Eng Furnaces International, Ltd.
The following is based on roller hearth furnaces operating at or above 1400°F.
Annealing furnace features depend upon the material being processed and the metallurgical process being carried out. They can be provided with a wide variety of features for preheating, annealing, slow cooling, oxidizing or bluing and accelerated cooling.
Preheating features include direct or indirect heating applications, under air or controlled atmospheres. Preheating in some cases requires features for burn-off of residual blanking fluids prior to entry into the critical anneal chamber and as such, the off -gas must be appropriately addressed.
Annealing can be a direct or indirect heating application using natural gas, blended hydrogen/natural gas, and electrical energy sources. Process protective atmospheres include N2, Exothermic gas, Endothermic gas, N2 + H2, and H2. In some cases, process atmospheres must be carefully controlled and monitored to very low O2 PPM levels to ensure correct oxides are formed or, alternatively, a bright oxide-free finish is achieved, something very critical when annealing electrical steels for transformer core and motor annealing. Today we see a rise in the use of roller hearth furnaces for the manufacture of transformer core and motor cores, processing electrical steels and amorphous metals. This is largely a result of the electrification of the world.
Post-annealing cooling and bluing are paramount to the process success. In most cases, cooling and soaking stages are provided through the integration of direct and indirect cooling methods that include air, water, and externally chilled atmospheres that can be directly injected into the furnace system and recirculated.
How Is Your Roller Hearth System Unique?
Roller hearth furnaces are the work horse of the industry; they are used for a variety of other heat treating applications. For example, roller hearth furnaces can also be used for low temperature curing, tempering, and aluminum heat treating applications. These lower-temperature roller hearth furnaces do not operate above 1400°F and are built with different fabrication and refractory standards. Of course, additional high temperature applications include neutral hardening, case hardening, carbonitriding, isothermal, and spheroidizing annealing and normalizing.
Roller hearth furnace
Can-Eng Furnaces International offers roller hearth annealing furnaces that meet the stringent demands of today’s manufacturers where safety, product quality, and equipment reliability are at the top of our engineers’ minds during design and development. Can-Eng has developed a strong user base that has benefited from design features that ensure tight temperature control and repeatable thermal profiles while also tightly controlling process atmospheres. This is achieved by integrating some of the best available heating and atmosphere technologies while being combined with state-of-the art automation and robotics to deliver the lowest cost of ownership processing systems to our clients.
What Are Best Practices for Training In-House Operators on Roller Hearth Annealing?
Our company promotes hands-on and classroom multi-level training of operators, maintenance staff, and engineers. This provides a complete and full understanding of the equipment and the opportunity to train within the company for future talent development.
What Are the Furnace’s Operational Advantages?
Can-Eng integrates operator-friendly features that contribute to the reduction in energy and atmosphere consumption while minimizing the carbon footprint and emission levels. Combined with on-board system diagnostics, monitoring, and data collection, these allow for minimal operator involvement.
What Is the Most Common Heating Method?
Today, the most common methods are both natural gas and electric. However, Can- Eng works to integrate features that provide our partners with the benefits of reusing waste heat sources such as flue gases within the system or facility to improve operating efficiencies.
What Are the Challenges in Operating This Type of Furnace?
These (atmosphere control, maintenance, uptime, and temperature control) are all typical challenges that are addressed in design. The key is to design flexibility, ease of use, and operator-friendly features to avoid problems in the future when the client wants to process different products in a different way.
Training and Maintenance To Optimize Uptime
Bob Brock, sales engineer at AFC-Holcroft, emphasizes the importance of training and maintenance to best operate the roller hearth system.
What Features Do You Offer on Your Roller Hearth Furnace for Annealing Various Materials?
Bob Brock, Sales Engineer, AFC-Holcroft
Roller hearth furnaces are designed to provide greater uptime, ease of maintenance, and trouble-free operation and are always custom-designed to meet our clients’ specific processing requirements.
Modular designs are available to accomplish basic heating, holding, and cooling segments but also to incorporate burn off, cyclic spheroidizing, bluing, fast cooling, and blast cooling under controlled atmospheres ranging from Endothermic to Exothermic gases, nitrogen, hydrogen, and products of combustion. A broad range of material handling automation and control platforms providing total data monitoring, controlling, tracking, and acquisition capability are also offered.
How Is Your Roller Hearth System Unique?
AFC-Holcroft has designed, built, and commissioned hundreds of roller hearth manufacturing, and fi eld support teams have extensive knowledge and experience with annealing, isothermal annealing, normalizing, carburizing, and solution and aging processes for ferrous and nonferrous applications. This expertise has well positioned us in the roller hearth furnace market.
What Are Best Practices for Training In-House Operators on Roller Hearth Annealing?
3D image of annealing roller hearth furnace Source: AFC-Holcroft
We use a two-step approach when training operators on our equipment. First, hands-on training provides the best opportunity to learn equipment operation, startup and shutdown procedures, as well as maintenance tasks. Second, we follow up hands-on training with classroom discussions to further the operator’s knowledge of equipment and the use of our operating manual. Our two-step approach arms our client operational team with the confidence and knowledge they need to be successful from day one.
What Are the Furnace’s Operational Advantages?
Roller hearth furnaces are designed and built with longevity and uptime in mind. From our integrated preventative maintenance reminders, robust construction, and user-friendly controls, it’s not uncommon to see our equipment still in operation for 50 years or longer.
What Is the Most Common Heating Method?
Natural gas continues to be the predominate heating source in North America, although we have seen an increased interest for alternate heating sources like electric, hydrogen, and bio over the last several years. We anticipate this trend to continue as companies invest in minimizing their carbon footprint, and can provide clients with carbon footprint analysis and operational costs on our equipment.
What Are the Challenges in Operating This Type of Furnace?
Routine equipment maintenance is key to operational uptime. AFC-Holcroft offers a wide range of preventative maintenance programs for our clients. The services can be customized to include hot and cold inspections, thermal imaging, burner tuning, and equipment optimization analysis.
Consistency Is Key To Increase Furnace Life
Given that the roller hearth furnace is a continuous system, understanding how the system works and operating at the correct, consistent rate is crucial for success. Jacob Laird, mechanical engineer at Premier Furnace Specialists, dives in deeper.
What Features Do You Offer on Your Roller Hearth Furnace for Annealing Various Materials?
Premier Furnace Specialists (PFS) is capable of building annealing furnaces for a wide range of workloads. We have built small batch normalizing furnaces with simple manual roller hearths, as well as 120+ foot long fully automated annealing roller hearths with multi-zone control and automatic load staging. We also offer a variety of controlled heating/cooling systems and atmosphere generators and gas dryers to provide optimal annealed part quality. Controlled cooling systems may include: radiant tube indirect cooling, atmosphere forced convective cooling, and post-process forced convective cooling with ambient air.
How Is Your Roller Hearth System Unique?
Jacob Laird Mechanical Engineer Premier Furnace Specialists, Inc./BeaverMatic Source: Premier Furnace Specialists, Inc./BeaverMatic
One of the unique uses for annealing furnaces is for soft magnetic steel alloys aft er they have been cold worked or formed. This is often used for products inside electrical equipment such as electric motors or transformers where grain growth and residual stresses may affect the magnetic properties of the material. The most cost-effective process for this heat treatment is through a continuous atmosphere with a reducing atmosphere (often provided by a lean Exothermic gas atmosphere). For this process, the atmosphere requires a specific range of hydrogen alongside a controlled heating and cooling recipe with multiple stages.
Premier Furnace Specialists also provides the accessory equipment that can be required for a complete annealing operation. We will build the Exothermic gas generators (rich and lean), Exothermic gas dryers (air and water cooled), nitrogen/methanol/hydrogen (or other bulk atmosphere) gas trains/delivery systems, water recirculation and convective cooling systems, load management equipment/software, and any other required pre/post processing equipment right here at our facility in Farmington Hills, MI. By building all of the ancillary equipment alongside the annealing furnace, it allows the client to benefit from installation of the entire system at once, identical spare parts across all pieces for easier maintenance, identical control systems with consistent terminology for ease of operator training, a single contact source for all engineering assistance and troubleshooting, as well as a service department capable of quickly responding to requests for both our equipment and any other equipment the customer may already have.
A 16 ½ ft. wide x 9 ft. high x 125 ft. long roller hearth furnace with four
heating zones and two cooling zones. Maximum temperature of 1500°F,
nitrogen gas atmosphere.
Concerning efficiency, combustion heating systems can be customized with preheat and recuperation systems, recuperative or regenerative burners, or multi-legged radiant tubes to minimize gas train complexity and NOx emissions while maximizing efficiency and profitability. Electrically heated systems can be equipped with SCR power controls which minimize temperature swings at setpoint, provide optimum work chamber uniformity by eliminating heat surges, and conserve energy by reducing current draw at operating temperature. Processes can also be equipped with digital atmosphere analyzers, flowmeters, and gauges capable of displaying the remote equipment conditions at localized control stations or on mobile devices.
What Are Best Practices for Training In-House Operators on Roller Hearth Annealing?
Specifically for roller hearth furnaces, operators and maintenance personnel must understand the rollers and drive systems to ensure products continue processing at a correct rate. For continuous systems in particular, drive failures may result in the loss of large volumes of product that often cannot be recycled as well as lengthy purge/shutdown/ startup times.
As an example, chain and sprocket driven rollers just only be locked down on the drive side of the furnace so that thermal expansion allows them to grow on the idle side. Otherwise, the sprockets may walk out of alignment and cause a multitude of long and short-term issues such as rollers seizing and warping, drive faults, load crashes, and timing issues between multiple driven segments.
Th e best practice would be for operators to be trained to understand how major components of the furnace may affect the part quality. This knowledge will also assist in troubleshooting issues that may arise and correcting them before they become worse.
What Are the Furnace’s Operational Advantages?
Roller hearth furnaces can handle a large assortment of part sizes by varying the roller diameters and spacing between them. For small parts, the rollers can be used to drive a mesh/cast belt or convey trays. For long parts, they can rest on the rollers with multiple support points. The bar, pipe, and tubing industries use incredibly long roller hearth furnaces while many industries process heavy wire coils in them. By segmenting the roller drives and utilizing VFDs or servomotors, roller hearth furnaces become capable of staging loads, customizing processing times, and oscillating at temperature to prevent rollers from warping under heavy loads.
What Is the Most Common Heating Method?
Premier has seen a steady demand for gas fired roller hearth equipment, but most quotes nowadays also request pricing for an electric alternative to compare against. The end user’s facility location and local utility regulations are typically the deciding factor.
What Are the Challenges in Operating This Type of Furnace?
A common challenge for any continuous furnace is maintaining consistent production and limiting shutdowns or idle periods. Large continuous furnaces burn up a significant amount of energy even when idling, so any time spent not in production becomes costly. Even when the equipment sits powered down, start-up procedures including insulation dry-outs, inert gas purge requirements, and atmosphere seasoning can take days until production can resume.
However, once consistent production is maintained, part quality, part consistency, and energy efficiency can be noticeably better than batch equivalents.
Issues can be avoided by noting areas of concern as they arise and following routine maintenance procedures until scheduled annual or biannual shutdowns (often around holiday breaks). Then additional time can be given to address potentially major issues with service visits and inspections by OEM service teams.
An Eye on Energy
Reiterating the customizable nature of this style furnace, Ryan Sybo, project manager at SECO/WARWICK USA, comments on the attention on energy usage that clients and suppliers share.
What Features Do You Offer on Your Roller Hearth Furnace for Annealing Various Materials?
Ryan Sybo, Project Manager,
SECO/WARWICK USA
We offer a wide variety of options as a custom furnace company. We can tailor the furnace to meet the unique needs of individual clients. On annealing furnaces specifically, we offer a controlled cool chamber and a steam blue chamber.
Individual roll sections can be started, stopped, reversed, oscillated, and run at the same speed or at different speeds for maximum process versatility.
Atmosphere integrity is assured through welded gas-tight shells, sealing doors, and pressure control systems.
Fast and slow heating and cooling rates are possible. Plus, pre-heating can be employed.
Post-heat treating processes like steam blue are possible.
Furnace doors are specially constructed and insulated for operation within the temperature zones in which they are located, minimizing stress and warpage caused by temperature differences.
Heating and cooling sections incorporate dependable, high-quality components for long-life operation.
High-speed transfer between sections allows closely spaced workloads or work trays with separation during transfer through doors, assures optimum use of hearth space, and minimizes atmosphere mixing. All door openings can be adjusted to workload heights, permitting faster operation and minimizing atmosphere mixing.
How Is Your Roller Hearth System Unique?
The controlled cool chamber offers precise control of the cooling rate. The steam blue chamber is used to develop a blue oxide, Fe3O4, for electrical insulation characteristics.
Our company has been designing and manufacturing furnaces for over 123 years, and we have been exploring new refractory materials and more energy-efficient burners and recuperators, as well as offering state-of-the-art atmosphere controls.
What Are Best Practices for Training In-House Operators on Roller Hearth Annealing?
Our furnaces are all built to the latest NFPA 86 and OSHA standards, however, safety training like HMI is also important.
What Are the Furnace’s Operational Advantages?
Several of this furnace’s operational advantages include:
Continuous Unlimited Work Flow: Provides better efficiency than batch processing since the workload can continuously feed into the furnace.
Quick, Easy Installation: For SECO/WARWICK USA, these are normally built at our manufacturing facility and tested, then disassembled into sections to fit on a truck or shipping container.
Long Life: A 40-year lifespan is typical. Less stress on furnace components from faster or constant temperature recycling when compared to belt, chain, or pusher units.
Smaller Factory Footprint: Manufacturers can save about half of the floor space than with multiple batch units.
Flexible Operation: Roller drives can be slowed, sped up, or stopped. Process parameters can be changed, any atmospheres can be used from H2 to air, plus door separations can be used between sections for better separate processing functions.
Lower Production Costs: Each furnace is custom-designed for continuous operation at the desired operating temperatures. Less waste from heat-up and cool-down cycles used in batch systems and in-line processing makes energy recuperation easier to integrate.
What Is the Most Common Heating Method?
Gas fired is the most common, however, we have been seeing a lot of inquiries for electrically heated roller hearth furnaces.
Geographic location is also a big determining factor because some areas have more access to natural gas that can offer reduced operating costs.
What Are the Challenges in Operating This Type of Furnace?
There are no challenges in operating this type of furnace due to our custom-engineered, user-friendly automatic furnace controls. Preventative maintenance can be included in our control systems to remind operators and maintenance personnel to service the equipment. Furnace data and alarms are logged and ready for download and review.
Leveraging Efficient Designs To Process Heavy Workloads
Kelley Shreve, general manager at Lindberg/MPH, hones in on the significance of roller hearth furnace workload capacity as a lynchpin to heat treat operations.
What Features Do You Offer on Your Roller Hearth Furnace for Annealing Various Materials?
Kelley Shreve General Manager Lindberg/MPH Source: Lindberg/MPH
Our roller hearth furnaces are designed to meet the need for accurate, consistent, and efficient processing of heavy workloads. Features include a sturdy roll design for smooth load motion, high-efficiency heating systems for rapid heat transfer, integrated control systems for accuracy of operation and ease of troubleshooting, and material handling systems that simplify operation. Together, these features provide furnaces that will make operations more competitive.
How Is Your Roller Hearth System Unique?
What separates Lindberg/MPH from competitors is our ability to take standard designs and customize them so they are tailor-suited to meet the exact client specifications and floor plans.
Extensive experience in ultra-clean heat treating helped us improve roller hearth equipment as well. Traditionally designed furnaces have transfer sections open to air, which allows rapid heat loss and causes scaling or discoloration of the work. Our proven design shields the work with a directed flow of protective atmosphere through double-door transfer sections. This also ensures isolation of furnace zones that must not be cross-contaminated. An independent, high-speed roll system minimizes transfer time and heat loss. The sight-ports allow direct viewing of work-in-process for easy troubleshooting. The result is clean, consistent work.
What Are Best Practices for Training In-House Operators on Roller Hearth Annealing?
Lindberg/MPH offers complete installation packages which include installation, startup, and training. In-house operators are fully trained on all aspects of operations while our service technician is present.
What Are the Furnace’s Operational Advantages?
Our roller hearth furnaces combine the latest technology in process controls, atmosphere systems, and material handling systems. These furnaces are designed to carry very heavy workloads at high production rates at the lowest possible operating cost. Other advantages are that a roller hearth can be designed to run a multitude of different processes as required.
What Is the Most Common Heating Method?
Roller hearth furnaces can be supplied with either gas fired or electric heating. Gas fired Single End Recuperated Tubes (SERT) provide economical, rapid heating. Electric heating offers reliable, low-maintenance operation using elements tailored to atmosphere application.
What Are the Challenges in Operating This Type of Furnace?
Annealing produces
parts with reduced
hardness and a uniform
microstructure as a
preparation for further
processing. The furnace
has a high-heat section
followed by a controlled
cooling module.
Endothermic, Exothermic,
and nitrogen-methanol
atmospheres are typically
used.
A challenge for this type of furnace is proper maintenance. Operators should manage this challenge by monitoring the preventative maintenance (PM) features and indicators that are available. Setting in place and following a regular PM schedule is going to help ensure the equipment operates dependably and problem free.
How long have you been heat treating automotive gears? Which thermal processing techniques do your operations gravitate towards? In this best of the web article, uncover some of the common heat treatment functions and the properties they create in gears. Let us know what you think of this general overview of the world of heat treating gears in our Reader Feedback form!
Contact us with your Reader Feedback!
Additionally, when you read to the end of the article, future trends that we can anticipate for heat treaters in the automotive industry are offered; as one might guess, they include digital and energy-saving technologies.
An excerpt: “Automotive gear heat treatment (process) includes two aspects: firstly, conventional heat treatment such as annealing, normalizing, quenching, tempering, and quenching and tempering; secondly, surface heat treatment, which encompasses methods like surface quenching (e.g., induction quenching, laser quenching) and chemical heat treatment (e.g., carburizing, carbonitriding, nitriding, nitrocarburizing).”
What is deoxidation and how can it be useful for energy savings? In fact, can the process really save money and improve the quality of iron?
Sometimes our editors find items that are not exactly “heat treat” but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat Treat Today presents today’s Heat Treat Fringe Friday article that answers these questions. Hint: Deoxidation is helpful, and the article points to how annealing heat treatment may not be necessary in order to meet the ferritic ductile iron elongation specification levels.
An excerpt:
Ductile iron producers typically add copper to the melt to enhance the material’s tensile strength. That becomes unnecessary when base iron is deoxidized prior to magnesium conversion treatment. The deoxidized iron’s strength rises to near 100,000 psi after deoxidation, without copper addition. Deoxidation removes the suspended MgO oxide particles that reduce strength and elongation in ductile iron.
Exothermic gas undergoes a few metamorphoses from the time it is produced to the time it is cooled down after use. Explore the transformations that occur within the combustion chamber to discover the impact these phases can have on the heat treatment atmosphere of your workpieces.
This Technical Tuesday article was composed by Harb Nayar, president and founder, TAT Technologies LLC. It appears in Heat Treat Today'sAugust 2023 Automotive Heat Treating print edition.
Background
Harb Nayar
President and Founder
TAT Technologies LLC
Source: LinkedIn
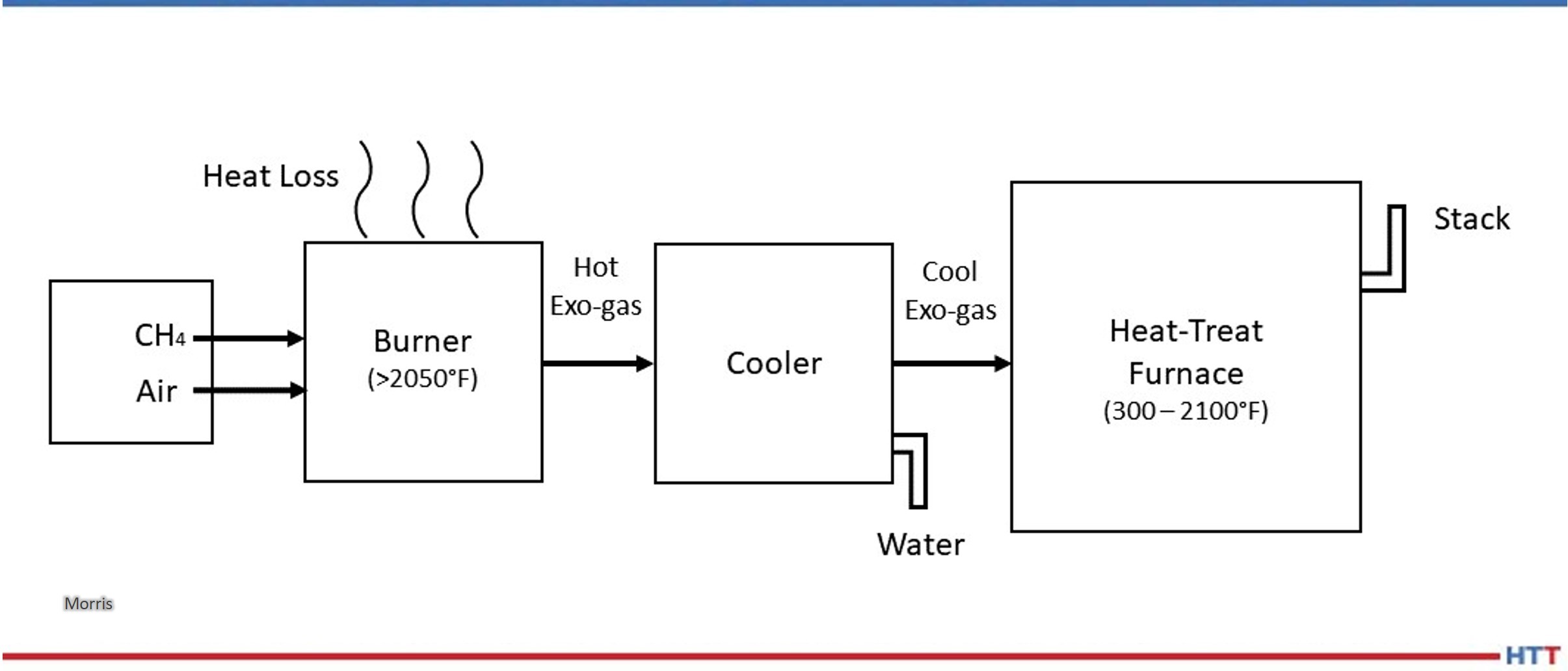
Exothermic gas, more commonly referred to as Exo gas, is produced by partial combustion of hydrocarbon fuels with air in a well-insulated reaction or combustion chamber at temperatures well above 2000°F. Immediately after they exit the combustion chamber, the reaction products are cooled down using water to a temperature below ambient temperature to avoid condensation. The typical dew point of the cooled down Exo gas is about 10°F above the temperature of the water used to cool down. The cooled down Exo is then delivered to the heat treat furnaces where it gets reheated to the operating temperatures between 300°F and 2100°F.
Contact us with your Reader Feedback!
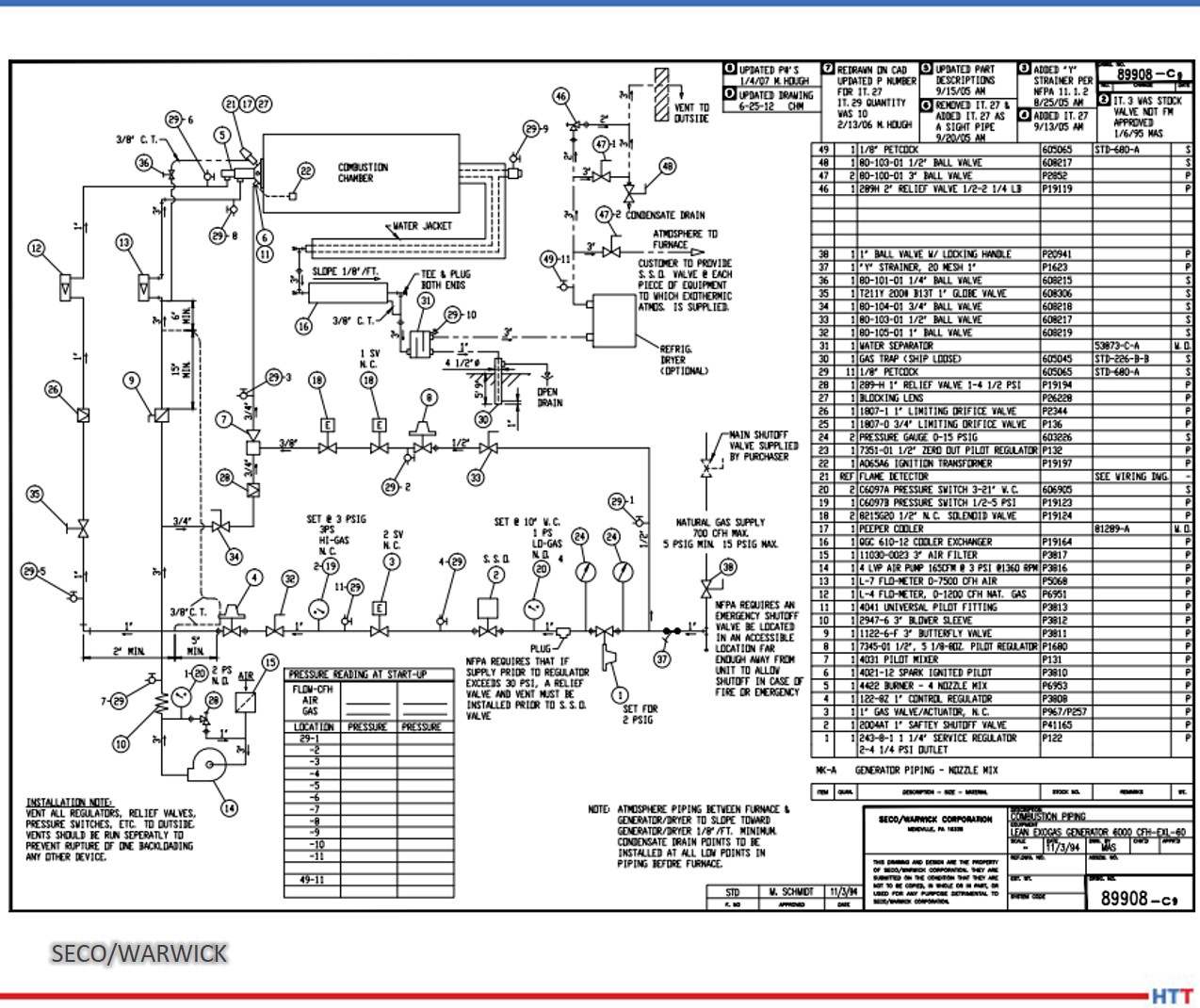
A simplified schematic flow diagram of Exo gas production followed by its cool down below ambient temperature and its final use in heat treat furnaces is shown in Figure 1.
The following aspects of the Exo gas production are clear from Figure 1:
There is lot of energy lost out of the reaction chamber.
There is additional heat lost during cooling using water.
A good deal of water is used for cooling.
The cooled down Exo gas is re-heated to the process temperature in heat treat furnaces.
Exo gas has been predominantly used and is still being used as a source of nitrogen rich atmosphere for purging, blanketing, and mildly oxide reducing applications in the heat treat and metal working industries.
Figure 1. Schematic flow diagram showing Exo production, cool down, and its use.
Source: Morris, “Exothermic Reactions,” 2023
Examples of applications:
Brazing
Annealing
Hardening
Normalizing
Sintering
Tempering, etc.
Examples of materials:
Irons
Steels
Electrical steels
Copper
Copper-base alloys
Aluminum
Jewelry alloys
Examples of product sizes and shapes:
Tubes
Rods
Coils
Sheets
Plates
Components
Small parts, etc.
Exo is the lowest cost gas used in furnaces operating at temperatures above about 700°F to keep air out and provide a protective atmosphere with some oxide reducing potential to the materials being thermally processed.
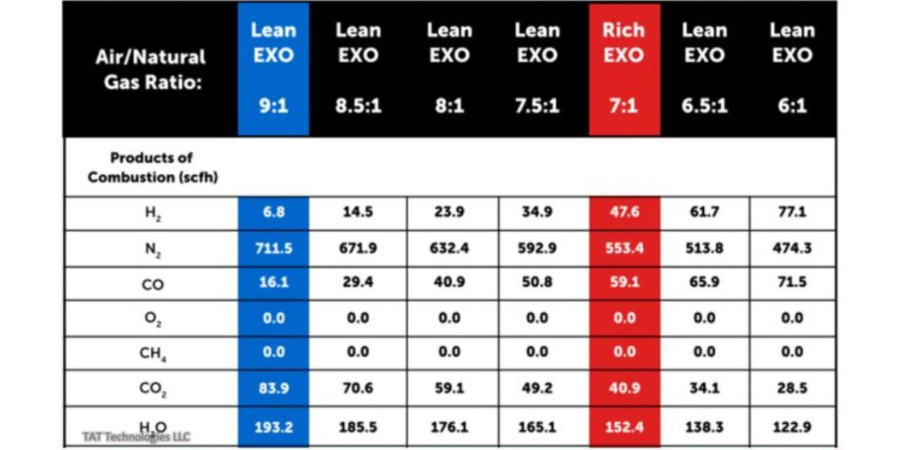
There are two types of Exo gases: lean Exo gas, with mostly nitrogen and carbon dioxide and very little hydrogen, and rich Exo gas, with a little less nitrogen and carbon dioxide and substantially more hydrogen and some carbon monoxide. Typical compositions are given below:
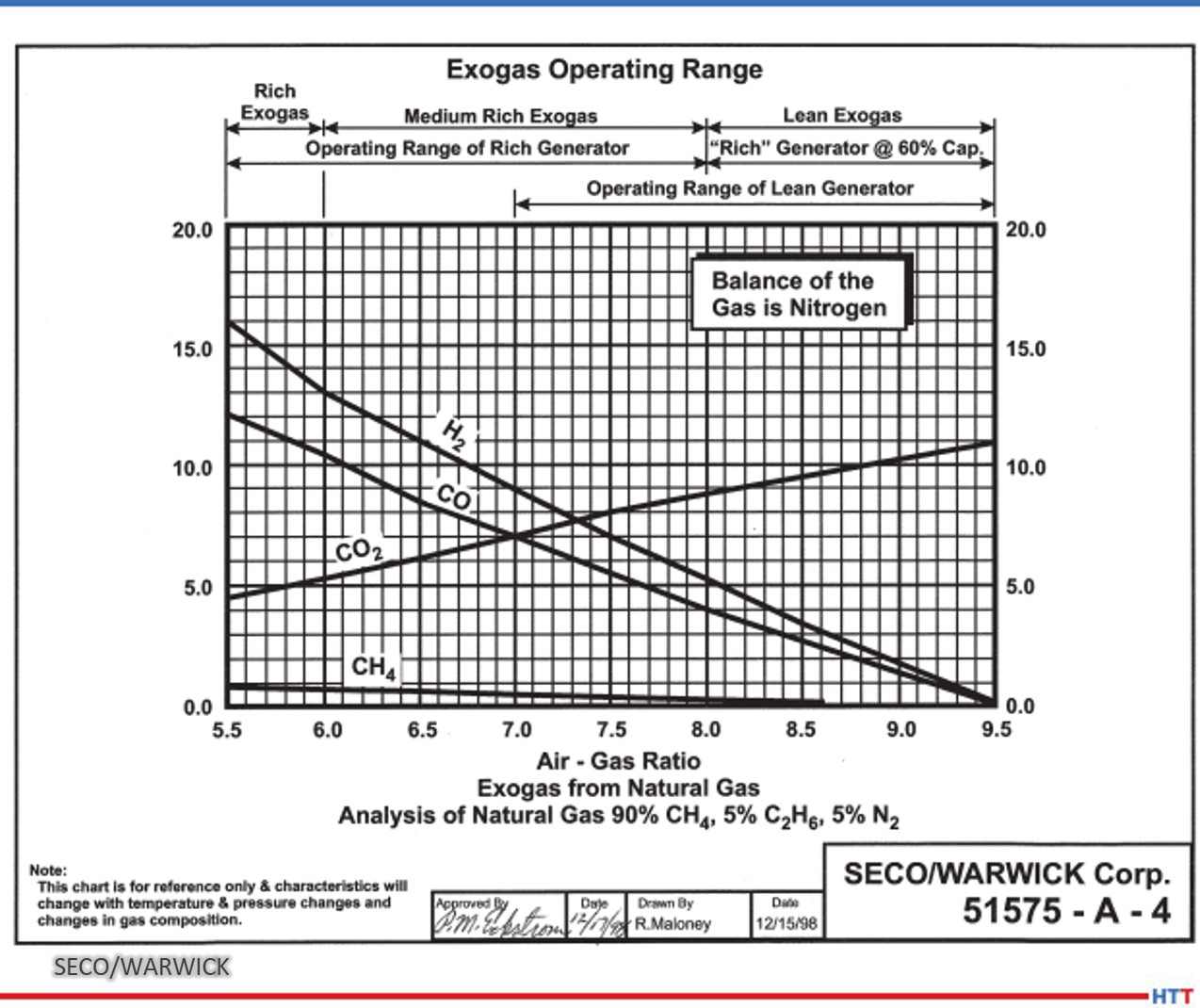
Figure 2. Exo gas operating range
Source: SECO/WARWICK
Figure 2 shows graphs of Exo gas composition at various air to natural gas ratios. H2, CO, and residual CH4 decreases with increasing air to natural gas ratio whereas CO2 goes in the opposite direction. H20 content not shown in the graphs is typically in the 2–4% range depending upon the temperature and cooling efficiency of the cooling system. N2 is the balance which increases with increasing air to natural gas ratio.
The generator designs to produce lean and rich Exo gases are slightly different as shown in the schematic flow diagrams below in Figures 3 and 4.
Objective
This paper will demonstrate a simplified software program (harb-9US) developed recently by TAT Technologies LLC that can easily calculate the reaction products composition, temperature, exothermic energy released, various ratios, and final dew point for various combinations of air and fuel flows entering the reaction chamber at a predetermined temperature and pressure.
The data presented in this paper is under thermodynamically equilibrium conditions only, captured when the reaction is fully completed. It does not tell how long it will take for the reaction to reach completion. However, it can be safely said that reactions are completed relatively fast at temperatures above about 1500°F and very slow at temperatures below about 1000°F. The current software program uses U.S. units: flow in SCFH, pressure in PSIG, temperature in degrees Fahrenheit, and heat as enthalpy in BTU.
The composition of the Exo gas for a fixed incoming air to hydrocarbon fuel ratio changes from production in the combustion chamber to the cool down equipment to bring the Exo gas to below the ambient temperature and finally into the furnace where the material is being heat treated.
Understanding the changes in gas composition from Step 1 (Production in the Combustion Chamber) to Step 2 (Cool Down to Ambient Temperature) to Step 3 (At Temperature of Heat Treated Part) can help to improve the composition, quality, and control of Exo gas that will surround the metallic products being heat treated in the furnace.
Step 1: Composition of Exo Gas as Produced in the Combustion Chamber
Table A shows the Exo gas compositions as generated within the combustion chamber at various air to natural gas ratios supplied at 100°F and 0.1 PSIG. In these calculations natural gas composition is assumed as 100% CH4 and air is assumed as 20.95% oxygen and balance nitrogen. CH4 is fixed at 100 SCFH and air flow is varied to give air to natural gas ratios between 9 and 6. Typically a ratio of 9 is used for lean Exo and 7 is used for rich Exo applications. Other ratios are used in some special applications.
Table A: Exo gas compositions in reaction chamber based on 100 SCFH of CH4 with air 900, 850, 800, 750, 700, 650, and 600 SCFH to give air to natural gas (CH4) ratios of 9, 8.5, 8, 7.5, 7, 6.5 and 6 respectively. Air and natural gas (CH4) are at 100°F before entering the combustion chamber.
Source: TAT Technologies LLC
The following key conclusions can be made from Table A as one moves from air to natural gas (CH4) ratio of 9 down to 6:
The peak temperature in the reaction chambers goes from a high of 3721°F down to low of 2865°F. Because of high temperatures, good insulation around the combustion chamber is a must. A significant portion of the exothermally generated energy within the reaction chamber is lost to the surroundings.
There is no residual CH4 in the Exo gas composition at these high temperatures. There is no soot (carbon residue) under equilibrium conditions.
H20 content in the natural gas (CH4) gas in the reaction chamber is very high — from high of 19.11% to low of 15.87%. These correspond to dew point 139°F to 132°F — well above the ambient temperature. Because of the very high dew point, the Exo gas coming out of the reaction chamber must be cooled down below the ambient temperature to remove most of the H20 in the Exo gas to avoid any condensation in the pipes carrying the Exo gas toward the furnace and into the
furnace.
H2% changes significantly from 0.67% to 9.96%.
The oxide reducing potential (ORP) as measured by H2/H20 ratio changes from a very low of 0.035 to 0.628. ORP in the reaction chamber is overall quite low because of high percentage of H20.
Nitrogen content varies from 70.34% to 61.26% of the total Exo gas in the reaction chamber.
Exothermic heat generated varies from 95.3 MBTU to 54.34 MBTU — it gradually becomes a less exothermic reaction. Gross heating value of CH4 (at full combustion) is 101.1 MBTU/100 cubic foot of CH4.
Question: What happens to the composition of Exo gas as it cools from peak temperature in the combustion chamber to different lower temperatures after it exits from the combustion chamber?
Answer: It changes a LOT, assuming enough time is provided to reach its equilibrium values during cooling down to any specific temperature. Whenever there is a mixture of gases, such as CH4, H2, H20, CO, CO2,O2, N2, there are a variety of reactions going on between the constituents in the reactant gases to produce different combinations of gas products and heats (absorbed or liberated) at different temperatures. The most popular and well-known reactions are:
Partial Oxidation Reaction: CH4+ 1/2O2 → CO + 2H2 — exothermic. The reaction becomes more exothermic as O2 increases from 0.5 to 2.
Water Gas Shift Reaction: CO + H20 → CO2 + H2 — slightly exothermic. It usually takes place at higher temperatures faster. A catalyst in the reaction chamber can help to lower the high temperature requirement. There are many catalysts. Commonly used are either Ni or precious metals.
CO2 Reforming Reaction: CH4 + CO2 → 2CO + 2H2 — endothermic.
All of these reactions have different degrees of influences from changes in temperature. One could say that the final equilibrium composition of the Exo gas is a continuously moving target as temperature changes. Only the N2 portion stays constant. One can make the following generalized statements covering a broad range of Exo gases (lean and rich) in the reaction chamber:
a) N2 content does not change. It remains neutral at all temperatures.
b) H2 content decreases with increasing temperature.
c) H20 (vapor) content increases with increasing temperature.
d) CO content increases with increasing temperature.
e) CO2 content decreases with increasing temperature.
f) Residual CH4 decreases with increasing temperature.
g) Soot decreases with increasing temperature.
h) Catalysts facilitate the speed of reactions at any temperature.
Conclusion
Exo gas composition changes during its time in the combustion chamber. Reaction products composition, temperature, exothermic energy released, various ratios, and final dew point are all items that need to be taken into consideration to protect the metallic pieces that will be heat treated in the resulting atmosphere. Part 2 will demonstrate this principle and discuss Step 2 (Cool Down to Ambient Temperature) and Step 3 (At Temperature of Heat Treated Part).
About the author:
Harb Nayar is the founder and president of TAT Technologies LLC. Harb is both an inquisitive learner and dynamic entrepreneur who will share his current interests in the powder metal industry, and what he anticipates for the future of the industry, especially where it bisects with heat treating
What process holds a soft spot in your heart? Tempering or annealing? For Valentine's Day, turn up the heat -- errr heat treatments -- with this look at the differences in tempering and annealing! Heat TreatToday has resources for you to spark some thought and learning on these processes.
Sentiments and strong feelings can certainly be heightened this Valentine's Day. While tempering and annealing may not lend themselves easily to the holiday, we hope you enjoy a bit of a nod to the day in our headings below. Make use of the Reader Feedback button, too, and keep us in the loop with questions and comments on what heat treatment you love.
Problem with Annealing? Get to the Heart of the Issue
An automotive parts manufacturer was running into problems with cracking parts. The variable valve timing plates were returning from heat treatment with this problem. To determine why those parts were cracking after the annealing process, an investigation was launched by metallurgists at Paulo.
The presence of nitrogen combining with the aluminum already present in the particular steel being used was forming aluminum nitrides. What could be done? Read more in the case study article below to find out a workable solution that allowed the annealing to create a crack-free product.
Induction, Rapid Air, Oven and Furnace Tempering: Which One do You Love?
Contact us with your Reader Feedback!
This article gives some perspectives, from experts in the field, on what kinds of tempering are available and for what the processes are used.
Hear from Bill Stuehr of Induction Tooling, Mike Zaharof of Inductoheat, and Mike Grande of Wisconsin Oven with some basics and background information on tempering. Those reasons alone make this resource helpful with information like this: "tempering at higher temperatures results in lower hardness and increased ductility," says Mike Grande, vice president of sales at Wisconsin Oven. "Tempering at lower temperatures provides a harder steel that is less ductile."
More specific in-depth study is presented as well. The Larson-Miller equation is considered, and the importance of temperature uniformity is emphasized. Read more of the perspectives: "Tempering: 4 Perspectives — Which makes sense for you?"
Cast or Wrought Radiant Tubes in Annealing Furnaces - is Cheaper Really What to Fall For?
Marc Glasser, director of Metallurgical Services at Rolled Alloys, takes a look at radiant tubes. He particularly discusses the cast tubes and wrought tubes. For use in continuous annealing furnaces, there are several factors contributing to choice of radiant tube type.
Marc says, "Justification for the higher cost wrought alloy needs to take into consideration initial fabricated tube cost, actual tube life, AND the lost production of each anticipated downtime cycle as these downtime costs are often much more than material costs." He probes into areas that may not be considered when thinking of all the costs involved. Read more of his article "Radiant Tubes: Exploring Your Options."
Tempering Furnaces: Improvements are Thrilling
The expert behind this piece shows the importance of tempering, particularly in automotive fastener production. Tim Donofrio, vice president of sales at CAN-ENG Furnaces International Limited examines what's working in the tempering furnaces. The products are meeting and exceeding expectations.
To wrap up this Technical Tuesday post on tempering and annealing, head over to this additional resource to round out the scope of each process. "What is the Difference: Tempering VS. Annealing" gives a summary perspective on the heat treatments discussed above.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
There are many radiant tube options on the market, so which one is best for your furnace and your budget? In this column that compares radiant tubes in carburizing and continuous annealing furnaces, discover how two major types of radiant tubes stack up.
Marc Glasser, director of Metallurgical Services at Rolled Alloys, investigates more deeply the two choices. This Technical Tuesday discussion on radiant tubes options will be published inHeat Treat Today'sFebruary 2023 Air & Atmosphere Heat Treating Systems digital edition.
Introduction
Marc Glasser Director of Metallurgical Services Rolled Alloys Source: Rolled Alloys
Radiant tubes are used in many types of heat treating furnaces from carburizing furnaces to continuous annealing of steel strip. Generally, a heat treater has three options for radiant tubes: cast tubes, wrought tubes, and ceramic silicon carbide tubes. Silicon carbide tubes are rarely used by heat treaters, so this article will not delve too deeply into this option. Suffice it to say, ceramic materials can often handle much higher temperatures at the expense of ductility; ceramics are more brittle than metals, making them prone to failure from the small impacts, so metal cages are sometimes fabricated to protect them. Most of the tubes being used today are cast radiant tubes. With new casting technology — primarily centrifugal casting — thinner tubes are being cast at a lower cost, which then results in a shorter life.
The primary factors for choosing radiant tube material are tube temperature and carbon potential of the furnace atmosphere. Cost-benefit analysis should also be considered. There are multiple applications for radiant tubes, including carburizing furnaces, continuous annealing furnaces for steel sheet galvanizing, steel reheat furnaces, and aluminum heat treating. This article will explore two of the aforementioned radiant tube options, specifically for carburizing and continuous annealing furnaces.
Radiant Tubes for Carburizing Furnaces
Gas carburization is traditionally performed between 1650°F and 1700°F at a carbon potential of 0.8% approximating the eutectoid composition. In today’s competitive environment, more heat treaters are increasing temperatures to 1750°F and pushing carbon potentials as high as 1.6% to get faster diffusion of carbon while spending less time at temperature. INCONEL® HX (66% Ni, 17% Cr) has been a common cast alloy seen in carburizing furnaces. This alloy is regularly selected for its resistance to oxidation and carburization up to 2100°F. Super 22H is more heavily alloyed than HX and is seeing more use as carbon potentials increase but at a premium price. With advances in centrifugal castings, cast tube wall thicknesses have decreased from 3/8-inch to 1/4-inch. Some heat treaters have shared that this decrease in wall thickness has also led to shorter tube life.
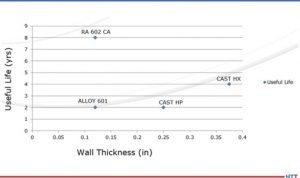
Fabricated and welded radiant tubes in alloys 601 and RA 602 CA® have been tested in industry. When tested, these wrought alloys were fabricated to have a wall thickness of 1/8-inch. At the extremes, tubes fabricated from 601 only lasted 50% as long as cast HX. Historically, HX tubes have been approximately 33% higher in cost than that of 601 and utilize heavier 3/8-inch walls. A little-known fact is that by switching to a thinner wall cast tube, the life drops by 50%. By switching to 1/8-inch wall thickness, RA 602 CA tube life has been extended to eight years or more, while running at 1750°F and up to 1.6% carbon potential, at just a 33% premium over cast HX. Life cycle data are presented in Figure 1.
Figure 1. These life cycle comparisons were done in carburizing furnaces only. In non-carburizing furnaces, justification of alloy selection is dependent on actual operating conditions and each individual operator’s own experience. Source: Rolled Alloys
Radiant Tubes for Continuous Annealing Furnaces
In the area of continuous annealing, the cast alloy of choice is HP/HT (35% Ni, 17% Cr, 1.7% Si, 0.5% C). Here again, this casting has been compared to 601 and RA 602 CA, with the same results. The total life data from these trials are also incorporated into Figure 1. During the collection of this data, there has been no effort to measure the actual tube temperature, so the effect of tube temperature is not clearly defined. In these continuous annealing furnaces, it has been reported that the tubes at the entry end are subject to more heat absorption as burners are firing more due to the continuous introduction of cold material; in trials, the operators have not kept adequate documentation of specific tubes, making justification more diffcult.
Justification for the higher cost wrought alloy needs to take into consideration initial fabricated tube cost, actual tube life, AND the lost production of each anticipated downtime cycle as these downtime costs are often much more than material costs. Only individual fabricators can determine these costs.
The Economics
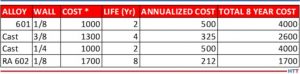
Table 1 Source: Rolled Alloys
Table 1 above shows the economics of metal alloy choice. To properly interpret, understand that the costs are not actual, but rather relative to 601, so a round number of 1000 was used. With a 30% greater cost of cast tubes, that translates to a relative cost of $1300. The annual cost is the amortized cost over the life of the tube. The total eight-year cost is the relative cost times the number of tubes that would have to be purchased to obtain the life cycle of one tube of the longest-lasting material over its full life cycle.
Missing in this analysis is the additional cost of downtime and lost production. For the replacement of radiant tubes in a carburizing furnace, this typically entails a full week to turn a furnace off, allow it to cool, replace the tubes, and then heat it up again. Many heat treaters do not consider this, and therefore it is a hidden cost. Even without the downtime being considered, by examining the total cost of materials (including replacements) compared to the longest-lasting tube, it turns out that the most expensive tube is the cheapest tube. The obstacle to overcome is whether the heat treater is willing to wait eight years to realize these cost savings.
There can be additional factors to consider. With improvements in the efficiency of casting, the actual costs of the thinner wall casting may be somewhat less, but to match the overall cost of the longest-life material, it would have to be less than half the expected cost. As better, more expensive cast alloys become accepted and actual life data becomes available, these more costly alloys can be added to this table for comparative analysis, too.
This same method of analysis can be applied to radiant tubes for continuous annealing furnaces, but more details will need to be added including furnace position. Different alloy candidates will have to be put to the test in actual operations, carefully document what alloy is in what position or location, and when it gets changed out. This becomes quite cumbersome when annealing furnaces (depending on design and manufacture) can have over 200 radiant tubes.
Conclusion
Currently, cast alloy tubes dominate the market. The concept of total life cycle cost has been introduced as a means of more accurately justifying one’s choice of radiant tube. This comes into play more as processes are pushed beyond traditional process conditions. Cost-benefit analysis must be balanced over acceptable amortization time, of course. However, performing the full analysis as well as the costs saved from downtime may lead some heat treaters to some alternate materials.
About the author: Marc Glasser is the director of Metallurgical Services at Rolled Alloys and is an expert in process metallurgy, heat treatment, materials of construction, and materials science and testing. Marc received his bachelor’s degree in materials engineering from Rensselaer Polytechnic Institute and a master’s degree in material science from Polytechnic University, now known as the NYU School of Engineering. Contact Marc at mglasser@rolledalloys.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Solar Panels (photo source: InterestingEngineering.com)
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the "fringe" of the weekend, Heat Treat Today presents today's Heat Treat Fringe Friday Best of the Web article on efficient alloy-based solar panels. These solar panels are free of toxic metals and can be implemented in producing electronic devices, buildings, and vehicles.
Check out how scientists from Daegu Gyeongbuk Institute of Science and Technology in South Korea were able to overcome issues of underperformance in this article by Interesting Engineering: "Efficient Alloy-Based Solar Panels Created Free of Toxic Metals."
An excerpt: "'Thin-film solar cells using bronze (Cu-Sn) and brass (Cu-Zn) as base materials are composed of non-toxic earth-abundant materials, and have been studied worldwide because of their low cost, high durability, and sustainability,' said Kang[...] While theoretically they are said to perform as well as top market products, in reality, they severely underperform[...] The scientists looked for a way to bypass these flaws and produce the best quality CZTSSe (copper, zinc, tin, sulfur, and selenium) thin films. They came up with the ingenious solution..."
A Chicago-area automotive part supplier encountered frequent cracking of variable valve timing plates that were sent to a third party for heat treatment. The problem resulted in the company spending lots of time and money on part testing as well as wasting lots of steel. After a thorough examination of the manufacture and heat treatment of the parts, Paulo metallurgists identified the cause of the cracking and recommended a custom solution to keep it from happening in the future. The following is a case study on the part failure investigation and resolution by Rob Simons.
Case study of a part failure investigation and resolution
Being an integral part of customers’ success means more than just regularly receiving parts and treating them according to spec.
Sometimes a customer approaches a heat treater in search of answers to a problem they can’t quite grasp.
In this case, a Chicago-area supplier of automotive components needed to know why parts it sent off for heat treating kept coming back cracked. They were spending too much time and resources on tests and throwing out too many failed parts.
Persistent cracks in variable timing plates
Our customer produces variable valve timing plates for domestic automobile models. Variable valve timing (VVT) plates are part of a system designed to optimize engine performance by changing the lift, duration, and timing of valve lift events.
Variable Valve Timing Plates (Photo credit: Underhood Service http://www.underhoodservice.com/variable-valve-timing/)
In this case, the life cycle of these parts began in a steel mill, where coils of AISI 1045 carbon steel were produced. The parts were then annealed in preparation for fine blanking at our customer’s facility. Then, the parts would be through hardened and sent to the automotive manufacturer.
But our customer noticed that many of the parts came back cracked. This was the source of two big problems:
The customer had to perform inspections on every part that was returned from the heat treater, which came at significant expense of time and resources.
To satisfy the terms of its contract with the automotive manufacturer, our customer had to make far more parts than it would have ordinarily needed to on the assumption that many of the parts would not be acceptable. It cost too much money, and too much steel was wasted.
The customer approached metallurgists at Paulo to figure out what was wrong and what could be done to make it right.
Forensic heat treatment analysis
Our first task was to figure out what the customer’s heat treater was doing to the parts.
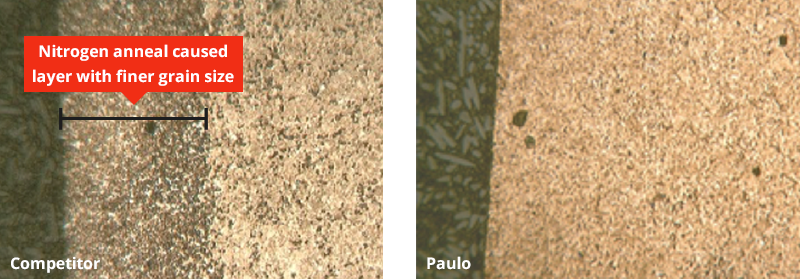
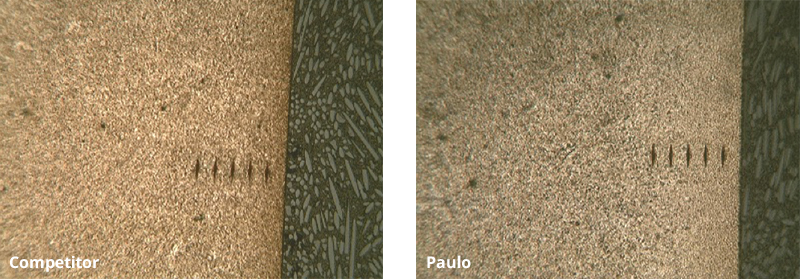
Upon our inspection, we noticed the parts were quite brittle. A closer look at the microstructure of the parts’ surfaces revealed they had been carbonitrided.
Meanwhile, we consulted with personnel at the mill and steel processor where the steel originated. We learned that the coils of 1045 steel were annealed in a nitrogen environment. Annealing is an important process that spheroidizes carbides in the steel which aids in fine blanking. In the case of our customer, the VVT plates could not be formed to the specified tolerance if they weren’t first annealed.
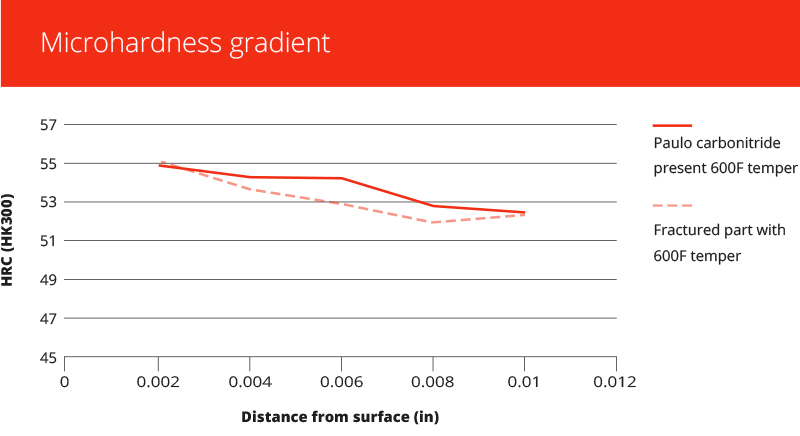
But the nitrogen present in the anneal was a problem. 1045 steel includes aluminum as a grain refining element. When aluminum and nitrogen combine during annealing, aluminum nitrides form. Aluminum nitrides create a much finer grain on the part surface, which prevents the full hardening of the material. We suspected our customer’s heat treater attempted to overcome the defect by carbonitriding. But instead of hardening, the parts just got brittle. That’s because 1045 steel lacks the hardenability that would be required to overcome the fine grain size that resulted from the presence of aluminum nitrides.
To confirm our suspicion, we ordered the same material from the customer’s mill and then carbonitrided the parts as we believed the previous heat treater had. Our post-treatment analysis of the parts shows the successful recreation of the failure mode.
A custom-developed solution
We believed the most direct way to solve the problem was to eliminate the factors that caused it at the start. We again approached the mill, this time to see if they could anneal the steel in a different environment. They said they could not.
The next best thing would be to “spike” the 1045 steel with another alloying element that would add hardenability despite the fine grain sizes that result when nitrogen and aluminum interact during annealing. We pinpointed chromium as the ideal alloy, and after some trial and error, we identified a formula for the chromium spike that would result in fully-hardened parts without cracks after through hardening.
Today, the customer’s mill still produces the 1045 steel with our recommended chromium spike. And as of mid-2018, we’ve treated 25 million variable valve timing plates for this customer.
This case study illustrates the importance of a few key lessons suppliers should keep in mind. First, stay in touch with what’s going on further up the supply chain. You may be able to react to problems more quickly or stop them altogether.
Second, have a working knowledge of part materials and the chemistry at play during any manufacturing process. Armed with this knowledge, you can ask key questions as you vet potential heat treatment partners. It could end up saving you time and expense in the long run.
Finally, know where to get a second opinion, and have a backup heat treater ready in case your primary partner can’t do what you need them to do.
Rob Simons is a metallurgical engineer specializing in ferrous heat treatments with 35 years of experience in the industry. He earned a degree in metallurgical engineering from the University of Missouri – Rolla in 1982 and most recently was a featured presenter at the ASM Heat Treat 2017 conference. He has been at Paulo for over 30 years.
When steel needs to be softened to alter ductility, toughness, or properties, or to produce a specific microstructure, a heat treater can turn to any one or combination of processes to suit the material or the application.
Metlab Heat Treat’s primer series includes a short explanation of the options available, whether it is
annealing, which “removes the internal stresses, which build up as a result of cold working and other fabrication processes;”
protective atmosphere normalizing, which “refines the grain size and enhances the uniformity of the microstructure;” or
spheroidize annealing, which “is generally done on parts which have been work hardened, to allow them to be further worked, either rolled in the case of coils, or drawn for wire.”
1.) Load of torsion bars, manufactured from 4340 steel, normalized in the vertical position to maintain straightness. Parts measure approximately 3\” in diameter by 6\’ long.
2.) 26,000 pounds of low carbon steel flat wire being prepared for spheroidize annealing. Spheroidize annealing is an intermediate processing step to allow the wire to be further rolled to a smaller gage without cracking.