When it comes to hardness testing nowadays, the process does not have to be done manually; automation has taken much of the burden away from operators. But which way produces the better result?
In this Heat Treat Today Original Content feature, Buehler recently published the results of a time study that compared case hardness testing of automotive crank pins and journals using both automation and manual testing. Find out which method showed a definite edge over the other in terms of time saved, less part manipulation, fewer errors in data transcription, and lower variability between performing tests.
EXECUTIVE SUMMARY
A study shows an operator time savings of 86% for making and measuring indents in three locations of crank pins and journals when using automation compared to manual testing. There was less part manipulation, fewer errors in data transcription and lower variability between operators performing tests.
INTRODUCTION
A large automotive manufacturer wanted to investigate the potential time savings of using automation for hardness testing crank pins and journals. Their existing process required two skilled operators per shift, two shifts per day, seven days per week. Tests were performed in three specified locations, two at forty-five degrees off axis and one perpendicular to the axis. Specified locations are critical, as missed locations could lead to manufactured parts being held in quarantine until further confirmation can be performed. Also of concern are failed parts that were inadvertently passed being installed and ultimately being prone to catastrophic failures. Data transcribing error was also a concern; if part information was entered incorrectly in a separate database it would cause mismatched data to lot number. When this occurs, it causes parts to become quarantined until the part information can be verified. With the total scrap cost being a considerable factor, skilled trained operators are needed for testing. Round robin testing is also used to determine the variability between operators. Qualifying new lines put into production increased testing by a factor of three to five times the normal operation analysis rate.
OBSERVATION
Current Process Observation
An evaluation of time to make and measure Vickers indentations on automotive crank pins and journals was established to determine a baseline of time for the existing process. Testing was done on a standalone manual system and required operator time for alignment, making and measuring of indents. The operators would fixture parts in similar orientation to ensure that measurements of the forty-five degree axis were in close proximity to expedite testing and reduce errors in testing. A high degree of manipulation for part alignment is necessary prior to physical testing to ensure accuracy.
It was observed that the operators’ set up time for location took the largest amount of testing time at 60%, measuring indents taking the second largest amount of time at 30% and making indents the third largest amount at 10%. The total amount of indents per pin and journal varied but averaged eighteen indents per section; six in each location. Total amount of indents for a crankshaft, pins being measured top dead center and bottom dead center and journals being measured along split, was 216 indents on average. The total analysis time for making and measuring indents at the specified locations on a crank was nine hours with 8 hours of operator interaction.
Implemented Process
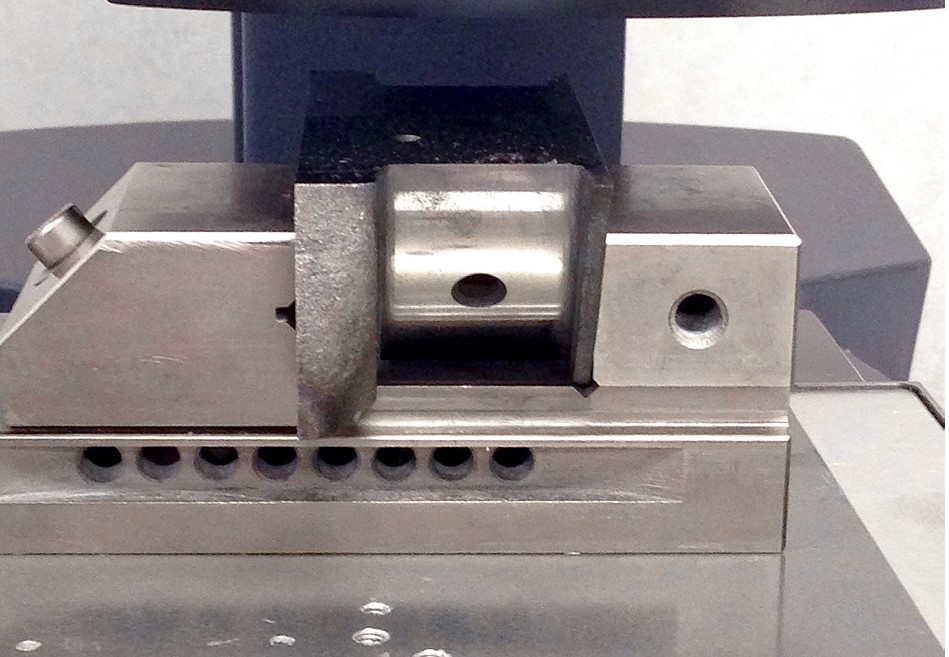
For the implemented process a Wilson VH3100 series Vickers Microhardness Tester with DiaMet software was used. Parts were clamped in a machinist vice and placed on the stage without manipulation of orientation.
Figure 1.1 – Crank pin held in machinist vice (source: Buehler)
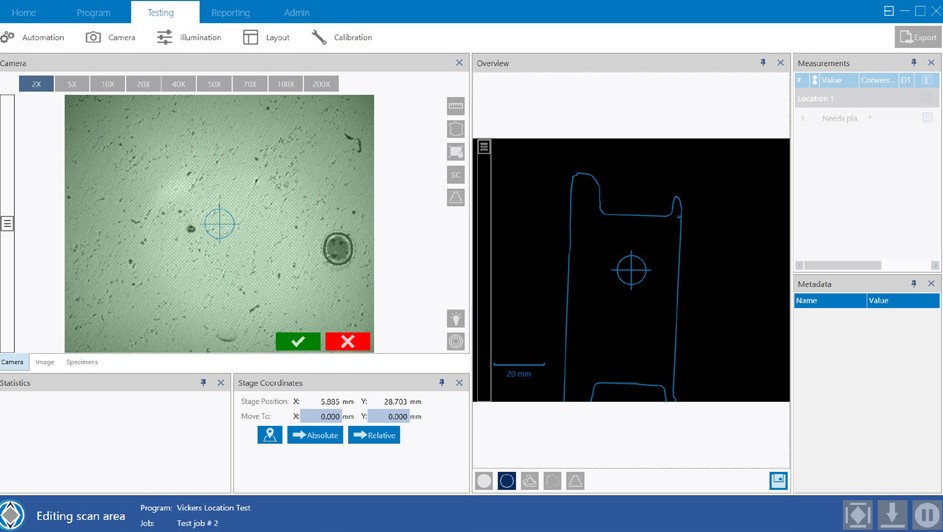
Trace function was used with the overview camera to create a template of the part to be tested; minimizing the set up time for the indent locations. The use of the template reduced the location set up time to 45 seconds in the three areas; two at forty-five degrees and one perpendicular to case.
Figure 1.2 – Trace function template for ease of indent locations (source: Buehler)
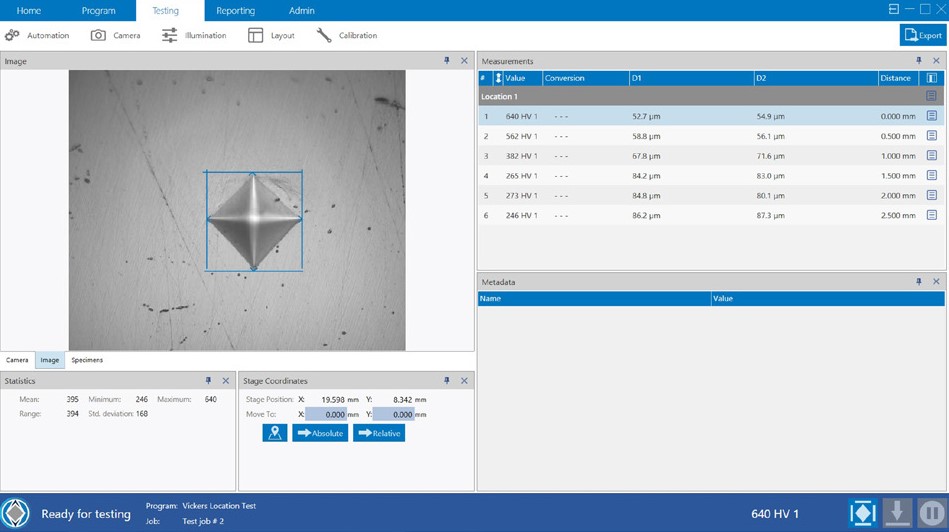
The DiaMet software snapped the template to the part at the specified location and the operators confirmed location. Observation of the set up time, making and measuring indents was 10, 50 and 40 percent respectively. Total amount of indents for a crankshaft was 216 indents on average with of time 1.25 hours with 15 minutes of operator interaction.
Figure 1.3 – Indent make and measure being performed automatically (source: Buehler)
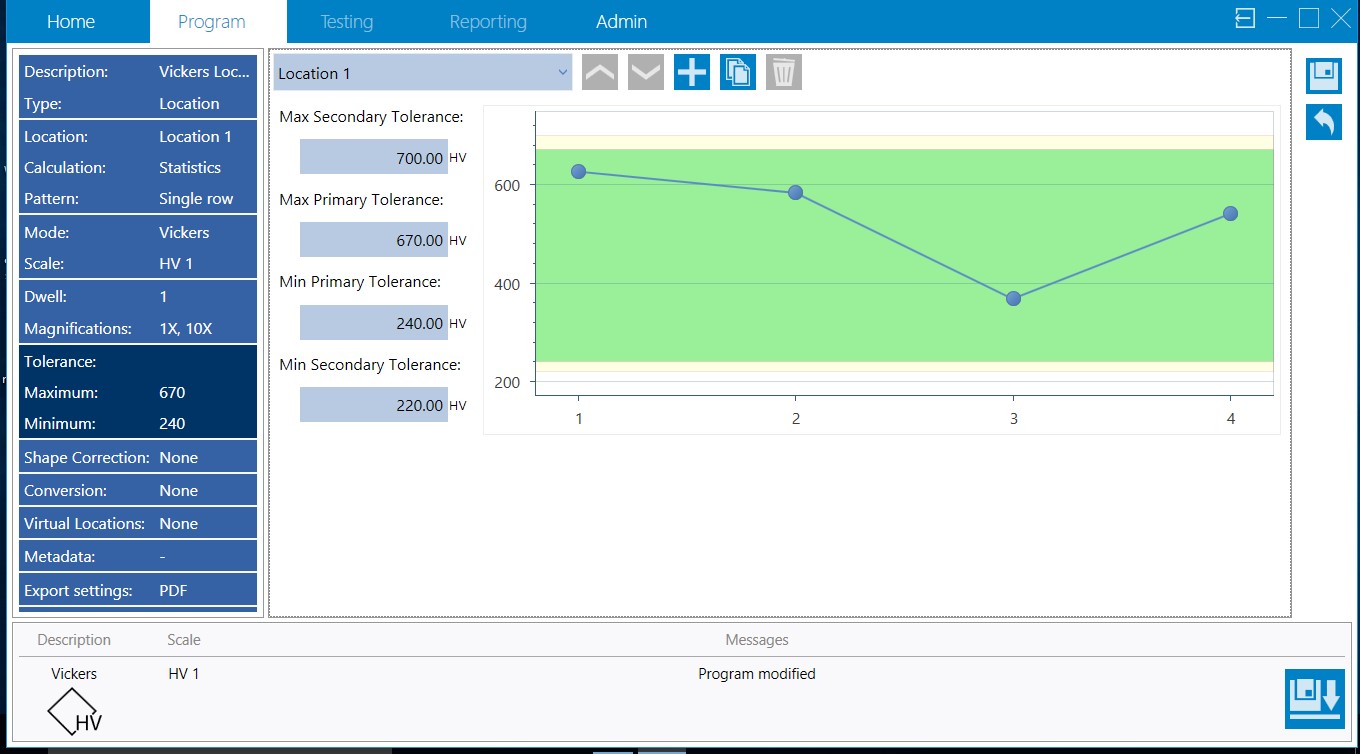
Visual high and low threshold warnings were added to each program giving the operator the ability for quick assessment of parts versus the confirmation after all crank pins and journals were analyzed as it was in previous methodology.
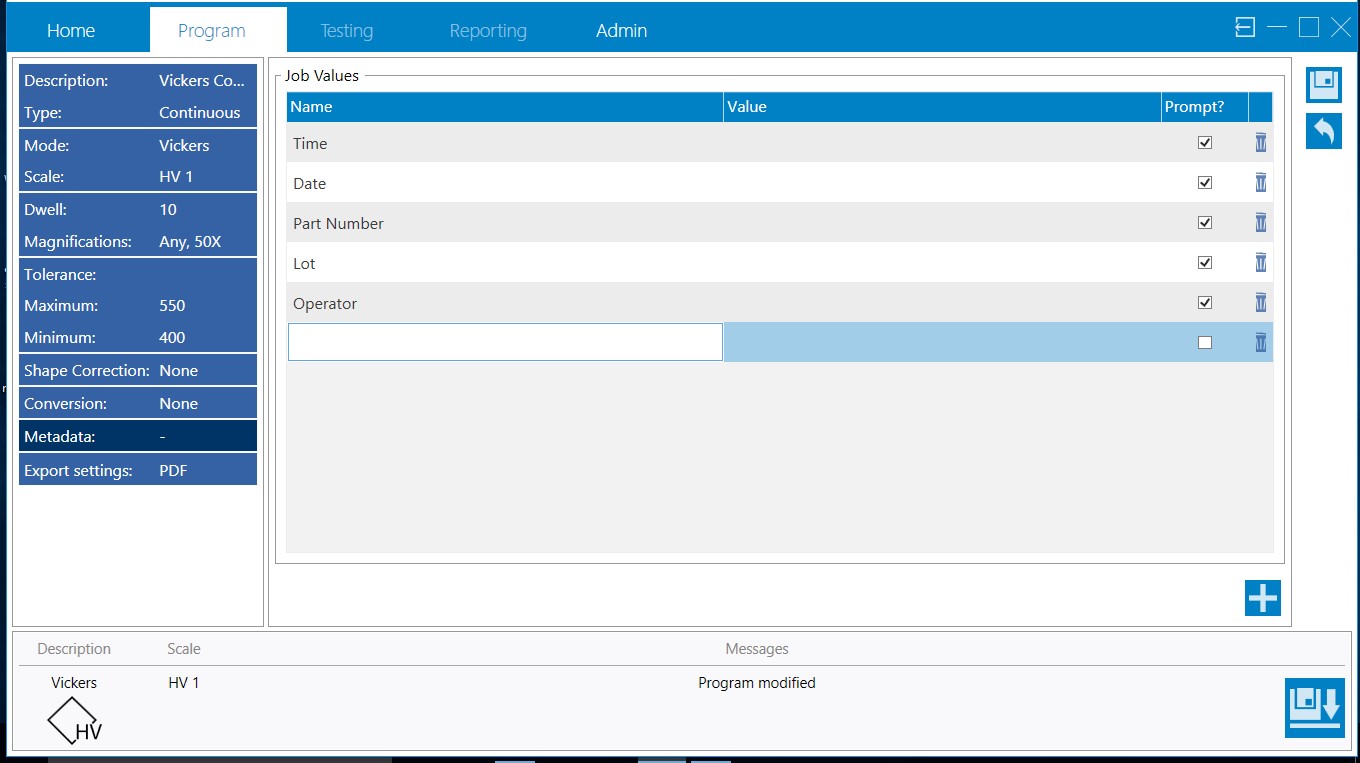
Figure 1.4 – Visual high low threshold warnings to alert operators of hardness thresholds (source: Buehler)
For reporting, metadata was set up to prevent operator errors in transcribing data.
The time study evaluation shows automation saves a significant amount of time with setup as well as the time required to make and measure the Vickers indents. The total amount of time that the operators spend setting the indent profile, measuring and compiling data is reduced by 86% as well as avoiding any errors in transcribing data. Repeatability of testing is increased operator to operator, as variability between operator judgement is eliminated. The combination of using trace function and templates eliminated the need for operators to spend time aligning parts on the stage as well as mitigated the risk of a misplaced indent profile. The increase of visibility of part failure is evident at time of measurement and gives the operator the ability to recheck either an area or total part without the need for extended quarantine of parts for re-examination. Using metadata fields within the Vickers testing program removed transcribing issues which would hold up batches of cranks until records could be reviewed.
Three batch steam treaters were recently shipped to the medical and automotive industries. Gasbarre Thermal Processing Systems recently received three separate orders for batch steam treating equipment. The batch steam treaters produce an oxide layer that promotes corrosion and wear resistance properties and provides an attractive surface finish. The three unique orders range in size from 18” to 30” in diameter and 12” to 48” deep. The gross load weight capacity ranges from 300lbs to 1800lbs with Gasbarre supplying the production tooling. The equipment is electrically heated and has a maximum operating temperature rating of 1400℉.
Steam treating processes are used in many different industries. As such, these orders will be shipped to companies that provide products to the medical, additive manufacturing, automotive and consumer products industries.
Stryker Hero JR Hip Replacement Source: Stryker.com
This week’s Technical Tuesday installment is a Heat Treat Today original that was first published in the Heat Treat Today Automotive magazine in June 2019.
This industry is richly endowed with a heritage of experienced metallurgists and skilled professionals. This era is one of innovation and trends – especially in automotive manufacturing. How does the heritage of the industry and the vision of the future come together? We’ve compiled input from a selection of Heat Treat Today’sown industry experts on a question about new stuff going on in both the labs and the shops. (To see what other fields and specialties our Heat Treat Consultants work in, go to: www.heattreattoday.com/consultants)
Question: “Thinking about the automotive heat treating industry, what is one of the more interesting, innovative or helpful technologies, processes, materials, or products that you’ve seen recently?”
The Heat TreatBrain Trust Responds:
Sandra Midea
Sandra Midea is a consulting metallurgist and founder of Midea Group Inc.
I’ve had the opportunity to work first hand with an induction company in North Royalton, Ohio, (Induction Tooling Inc.) to create an in-house facility that develops and validates induction heat treating processes. The objective was to create a space with the right equipment and personnel where induction processes and tooling could be tested—to innovate, to provide proof of concept, to troubleshoot, and/or to validate processing parameters, in the most streamlined process available. For the automotive industry,
the lab has been used to reduce the time required to get products/processes ready for the PPAP. Bill Stuehr, the company’s president and CEO, had the vision that induction process development could occur rapidly by condensing the design, manufacturing, development, testing, and characterization and metallurgical validation processes all into one facility. With seven power supplies from different manufacturers and three material handling systems available for induction process development, an automotive supplier’s production induction heat treating department can be mimicked for power, frequency, quench & quench method, and material handling methodology. This allows incremental process and tooling development to occur in a laboratory environment without the cost of breaking into production.
This development facility is backed up with an ISO 17025 commercial metallurgical testing laboratory. Sample parts are checked for appropriate microstructure, grain size and hardness requirements and reported to the customers. Initial lots of evaluation parts can also be produced. This allows the inductor and process to be developed and validated before the tooling ships to the heat treating customer. While some process tweaks may need to occur at the final facility, the time required for a company to be ready to begin the PPAP process can be significantly reduced.
Max Hoetzl
Max Hoetzl previously served as president of IHEA and vice president of technology with Surface Combustion, Inc.
One of the most interesting things I’ve seen in the automotive heat treat industry is the use of robots to load and unload furnaces. The use of robots has significantly improved the operation in many ways.
Following are some of the examples:
Remove humans from hazardous environment,
Increase throughput,
Provide part loading for uniform thermal treatment.
Joe Benedyk
Joseph Benedyk is a research professor at Illinois Institute of Technology and a mining & metals consultant. (Image source: Light Metal Age)
Reducing Heat Treatment Time in the Precipitation Hardening of Aluminum Alloys
Strengthening aluminum alloys through the precipitation hardening process by solution heat treatment and aging is considered a fundamental step in the manufacturing of high strength-to-weight products that meet performance requirements in both the aerospace and automotive industries. The automotive industry is focusing on 7xxx alloys because of their high strength. Among the high strength 7xxx (Al-Mg-Zn) alloys is the mainstay alloy 7075, which can achieve a tensile strength of as high as 80 ksi when age hardened to a -T6 temper. However, to achieve these high strength levels in 7075 alloy at conventional aging temperatures requires aging for 24-48 hours, a stumbling block to its application in automotive products.
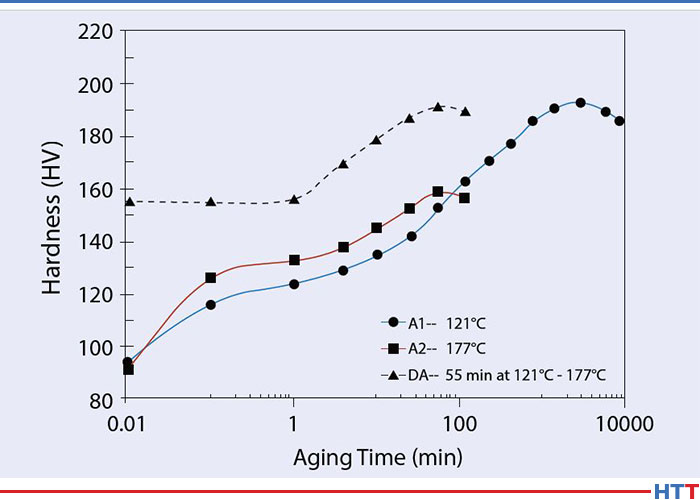
Figure 1. Comparison of age hardening curves for 7075 alloy solutionized at 914°F (490°C) and water quenched: A1 and A2 aged in a single step
Research at the Illinois Institute of Technology Thermal Processing Technology Center has shown that by selectively double aging 7075 alloy, the aging time to achieve maximum hardness and strength can be reduced to as low as two hours under laboratory conditions (see Figure 1) or demonstrably much shorter aging times in an extrusion plant trial. The obvious advantages of significantly shorter aging time for 7075 and other heat treatable aluminum alloys are not only energy savings but also increased plant productivity through much reduced processing time. The begged question of applying the double aging process to other heat treatable wrought aluminum alloy systems is under review.
Jim Senne
Jim Senne is the owner and president of MetalPro Resources, LLC.
PSA generated nitrogen has become increasingly popular for use in heat treating applications, and at a fraction of the cost, due to advances in PSA technology. Typical cost per standard unit volume are 15% to 25% of the cost of bulk liquid nitrogen. Purity can range from 95% to 99.999%, however many processes demand less than full purity. PSA technology can dial into the specific requirement, making it even more economical. The equipment has excellent reliability and requires only general maintenance on the associated air compressor and periodic filter changes. As well, the CMS (Carbon Molecular Sieve) material can last 20+ years. Processes that require a nitrogen cover gas are particularly well suited, such as induction hardening, tempering, and stress relieving. Other suitable applications include nitrogen/methanol atmosphere, FNC, N2+scavenger gas mixes, and purging.
Matt Orfe
Matt Orfe, an expert in lean manufacturing, is the head of sales and VAB product management for AeroSPC, Inc.
One of the most impressive pieces of equipment that I’ve seen in use in VAB (vacuum aluminum braze) furnaces in the automotive industry would be the in-furnace data loggers for monitoring the temperature of the parts being brazed. The instrument is loaded into the VAB furnace with the parts to be brazed and wirelessly transmits the temperature data through the furnace chamber wall to the receiver/monitor.
This eliminates the need to plug in thermocouples with the furnace door opened, as the load sensors can be attached to the unit prior to insertion into the chamber.
Multiple thermocouples can be used with the system and multiple data logger units can be used for high volume applications. Very accurate, very easy-to-use, and very impressive!
Debbie Aliya
Debbie Aliya is founder and president of Aliya Analytical, Inc.
My instant response is always that the most innovative, interesting, and helpful technologies are educational in nature— the knowledge that allows people to make the best use of the common materials that still form the foundation of our industry. How many products would be more reliable if people properly selected, specified, and inspected the heat-treated materials that they use? How many products would be more reliable if the purchasing and specifying functions had a realistic idea of how much variation they should expect in a given part, lot, from lot to lot, and over an extended period of time? For example, how many people in engineering and purchasing know what a furnace uniformity survey is?
Purchasing often does not want to use an alloy steel, but if they need uniformity of strength, and there are different section thicknesses, they may save money and headaches if they pay the extra up-front to get the hardenability into a range that will provide consistency.
How many companies have minimum hardness or case depth specifications, without an upper limit? If the parts are to be electroplated, they increase the risk of hydrogen embrittlement, an issue that seems to come around in the industry every 10 years or so.
It wasn’t an automotive company, but I have had at least one client specify a quench and temper heat treatment for an HSLA (high strength low alloy) steel, which completely defeats the purpose of the HSLA grade system.
There are still a lot of people doing design work who think that calling out a composition requirement gives a certain strength level. For many of the European and Asian steel specifications, this is true, but the American specifications are often for composition only.
How many companies still do not require lot traceability? In the automotive world, if it’s a critical part, traceability is generally required, but there are still a lot of parts that fall through the cracks.
Doug Shuler
Doug Shuler is the owner of Pyro Consulting LLC.
The most interesting thing I have seen in the automotive heat treating industry is a new pyrometry technology software system known as C3 Data.
This solution enables those in the heat treatment industry to comply with specific industry quality requirements of pyrometry, saving enormous amounts of time in the process.
While C3 Data is currently better known in the Nadcap world for their solution for AMS2750, their new CQI-9 version should be something that heat treaters in the automotive world consider.
This fits with my motto of working smarter—not harder!
Irwin Brown
Irwin Brown is Managing Principal & Co-founder of Cosmos Consulting Group.
Nowadays, the heat treating industry, especially automotive, enjoys an abundance of riches. We are witnessing increased business volume coupled at the same time with efficient new equipment and technologies, such as additive manufacturing, AI, supply chain improvements, and amazing software. So, why are so many thermal processors unable to raise EBITDA? We are also witnessing critical worker shortages as well as many current employees voluntarily resigning in record numbers. What is the secret to improved quality and increased profits? In our work with industry clients, we found a way to lead employees to better serve customers, thus unlocking vast potential. This strategy, based upon a little deployed thirty-year old method, provides a rapid turnaround that makes productivity soar.
This “secret sauce” is Servant Leadership, which remains the best and most useful technique for transforming difficult relationships among modern multi-cultural employees. Old style command-and-control employers hesitate to recognize and acknowledge how decades-old management behavior is unsustainable with today’s workforce. More enlightened owners, in their own self-interest, value a more dedicated workforce. Employees do not leave companies; employees leave their managers.
Servant Leadership permits owners to run their business rather than having the business run them. Building strong, working relationships creates positive results and is not soft leadership. As Ken Blanchard likes to say, “the power of love beats the hell out of the love of power.” Servant Leadership costs nothing and has proven it can spearhead a rapid turnaround.
Dan Herring
Dan Herring is The Heat Treat Doctor® at The HERRING GROUP, Inc.
Intriguing question. In my mind, it is the emergence of the electric car and the innovations it will spawn. The motivation is there: a new generation that demands to be green, countries such as China passing laws on vehicle energy reduction (a so-called energy vehicle score), and technological improvements. Battery performance is rising (distance per charge), battery costs are falling (potentially lowering vehicle cost), battery life is up, and weight reduction is a reality. Another reason is the simplicity it brings to the vehicle (the absence of a multi-speed transmission, for example) and a reportedly lower cost for common repairs (this might be a bit misleading as one has only internal combustion engine vehicles to compare with).
While the transition has begun, I feel there are two major hurdles to overcome. First is infrastructure. A massive investment is required to make recharging as available to the public as stopping now to get gas. Every gas station in any country in the world must be mandated to have multiple charging stations. The hidden issue here, both domestically and around the world, is that it will require changes in the law – and the fossil fuel lobbyists are powerful, well established, and entrenched in the government sector. Also, the cost of electricity (in some regions of the world) is not price competitive. Second is public perception. Yes, everyone wants one, but who wants to be first? The phrase I like to use is that John Q. Public doesn’t mind being on the cutting edge, he just doesn’t want to be on the bleeding edge.
Sometimes our editors find items that are not exactly “heat treat” but do deal with interesting developments in one of our four key markets: aerospace, automotive, medical, or energy. As we approach the weekend, today’s Heat Treat Fringe Friday, Best of the Web post focuses on an interesting development in the automotive industry.
Raphael Koch, research engineer, Advanced Materials and Processes, Ford of Europe (source: LinkedIn.com)
It’s one of the worst experiences a proud car owner can experience–walking out to their beloved vehicle to discover all four wheels are gone. As alloy wheels and vehicle customization have grown in popularity, component theft has unfortunately become a lucrative side business. “Some alloy wheels can cost thousands to replace, but these unique rim nuts will stop thieves in their tracks. Making wheels more secure and offering more product personalization are further proof that 3D printing is a game-changer for car production,” says Raphael Koch, research engineer, Advanced Materials and Processes, Ford of Europe.
Michael Jan Galba, Head of Global Consulting & Manufacturing Engineering at EOS (source: LinkedIn.com)
Ford engineers wanted to help customers find a solution, hence the advent of a theft resistant lug nut. The project was the result of a brainstorming session focused on finding applications for additive manufacturing within the company. In collaboration with additive manufacturing solutions provider EOS and software developer Trinckle, engineers at Ford have now developed unique locking wheel nuts using 3D printing technology. “We thought about using fingerprinting, or an iris scan or something that could actually modify the groove or curve of the lug nut,” says Michael Jan Galba, Head of Global Consulting & Manufacturing Engineering at EOS. “Trinckle proposed adapting an application they used in a completely different industry that utilized a voice wave curve.”
A North American steel supplier announced today that it has begun operating its continuous galvanizing line, which will produce hot-dip galvanized sheet steel for the automotive market. Nucor-JFE Steel Mexico, located in Silao, Guanajuato in central Mexico, has begun trial production and will move towards full-scale sales and production once customer approvals have been obtained.
Leon J. Topalian, president and CEO, Nucor Corporation
“We are excited to expand our presence in Mexico and to use our local sales network to increase our sales into this important automotive market,” said Leon Topalian, President and CEO of Nucor. “We are proud to partner with JFE Steel Corporation of Japan and to benefit from their experience as a premier supplier of high-quality products to the automotive industry.”
The hot-dip galvanized sheet steel production facility has a production capacity of 400,000 tons annually. It can produce sheet thickness from 0.4 mm to 2.6 mm and widths of 800 mm to 1,850 mm. Nucor and JFE will each supply an equal amount of substrate to be processed at the new facility.
STALMAX, a manufacturer of fasteners, is investing in a belt furnace for tempering in a protective atmosphere. The provided equipment is designed for hardening fasteners, such as bolts and nuts, intended for the automotive industry. The main element of the line is a belt furnace equipped with a muffle, in which the heat process is conducted in a protective endothermic atmosphere.
The applied design solutions allow for a high evenness of temperature uniformity to be achieved. The automated process of the work of the ATG processing line by SECO/WARWICK, equipped with a weighing system, enables a precise loading of the treated elements on the hardening furnace belt.
STALMAX vice president, Robert Jeż, says, “SECO/WARWICK with their solutions answers real manufacturing needs, and ATG-type line is a guaranteed fulfillment of the industry’s and the clients’ requirements. The partner has not only offered an excellent furnace, but also protected us in case of an unwanted failure. In accordance with individual needs, components of element coding have been introduced and are connected to the alarm base (PLC) and electric documentation of the control system. Such a solution allows to immediately identify the failure and the damaged element.”
A Polish leader in automobile parts manufacturing recently completed the installation of a nitriding system at the manufacturing facility in its namesake city in southeastern Poland. FA Krosno is one of the largest players in the European gas springs market, supplying manufacturers of commercial vehicles and agricultural equipment such as Fiat SpA, Scania AB, MAN SE, and AGCO.
FA Krosno’s new Nitrex nitriding system
Nitrex Metal completed the installation of the nitriding system. Marcin Stoklosa, Special Projects Manager of Nitrex Metal, stated “Where collaborating suppliers are concerned, FA Krosno places strict technical, quality, process, and environmental demands on suppliers. We are extremely proud to count ourselves among the company’s preferred suppliers. Nitrex nitriding technologies were recognized as the best performing and best suited to the application’s requirements. Results from various metallurgical and mechanical tests conducted on the nitrided piston rods confirmed that the desired thickness of the white layer, the oxide thickness of the white layer, corrosion resistance, as well as the appropriate roughness were consistently obtained after Nitreg® nitriding and was maintained even after subsequent finishing operations.”
Over the last several years, FA Krosno and Nitrex have collaborated in an attempt to improve the durability of piston rods in gas spring assemblies of passenger vehicles. Production with the new system started in December 2019.
Photo Credits: Nitrex
This photo of a large size gas nitriding/nitrocarburizing furnace from Nitrex was not included in the original realease of this purchase by by FA Krosno.
A Canadian additive manufacturing powder producer, in partnership with McGill University in Montreal, has announced the results of a research project on its aluminum alloy powders. Extensive testing undertaken by the university has revealed that the Equispheres’ powders are suitable for sintering with binder jet 3D printing technology. Equispheres claims that the combination of binder jet 3D printing with aluminum alloy powder can have a significant impact on the automotive industry.
Dr. Mathieu Brochu, Associate Professor at McGill
“We are excited to begin work with Equispheres’ binder jet printing partners in the next phase to fully understand all aspects related to sintering of complex shape components and the fundamental relations with new specialized binder agents,” said Dr. Mathieu Brochu, Associate Professor at McGill and Canada Research Chair in Pulse Processing of Nanostructured Materials.
Equispheres has developed a method of powder atomization that creates spherical metal powders. On the strength of its proprietary technology, Equispheres has previously received a $5 million investment from American global aerospace and defense company Lockheed Martin. The company also received an $8 million investment from early stage and SME financing bank BDC Capital, due to its focus on the environmental advantages of 3D printing.
Currently, Equispheres is collaborating with key partners to develop specialized binder agents that are required for aluminum and for specific automotive applications.
A company specializing in manufacturing high volume, ferrous-based powder metal components in the automotive market has placed an order with Abbott Furnace Company for an electrically heated continuous belt sintering furnace to be delivered in the 2nd quarter of 2020. The furnace is rated at 2,150° F and also includes the unique Abbott Varicool Cooling System.
Additionally, Abbott is also fulfilling an order for an electrically heated continuous belt soft magnetic alloy processing furnace from a manufacturer in the powder metal industry providing components to the metals and mining market. Their furnace will also ship in the 2nd quarter of 2020. The furnace has a maximum temperature of 1850° F in an air, nitrogen, or steam atmosphere and includes a Delube chamber, oxidation chamber, water-jacketed cooling chamber, and a Thermostack thermal oxidizer. The furnace will be controlled through an Allen Bradley Micrologix PLC. This furnace design will help the P/M industry to grow in the electrification segment of the market.
Global mining and metals specialist Rio Tinto is taking orders for its new aluminum wheel alloy known as Revolution-Al™. Researchers at its Arvida Research and Development Centre in Quebec, Canada, have spent more than five years developing a stronger car wheel alloy that would help cut fuel consumption and improve both safety and handling. The London-based firm says it received its first order for the new Revolution-Al™ alloy in September 2019 and that it designed the alloy to be easy to recycle.
Jerome Fourmann, Technical Director, Rio Tinto
“We wanted to offer automakers a new, innovative alloy that allowed them, through styling and design, to reduce the weight of the wheels, which is very important to improving fuel efficiency – because, in the end, people want to drive not just the safest but also the greenest and most innovative cars,” states Jerome Fourmann, a technical director at Rio Tinto.
According to Rio Tinto, Revolution-Al™ is 15 to 20 percent stronger than the current predominant wheel alloy, A356.2. They claim this translates to a 7 percent weight reduction and improved fuel efficiency or battery range. Additionally, Rio Tinto claims, Revolution-Al™ can be cast in existing facilities and requires less time to produce a wheel, thereby reducing the cost and increasing the rate of production.
The improved alloy features numerous claims; for instance, it is said to be 15 to 20% stronger than the traditional A356.2 alloy, has a seamless transition with existing casting processes, and requires a 2-hour shorter ageing cycle for heat treatment than the A356.2 alloy.
Jean-Francois Laplante, Industrial Product and Investment Director, Rio Tinto
It is worth noting that industrial trials of the new alloy, along with an official OEM test program, featured an optimized automotive wheel design, and Revolution-Al™ passed all OEM trials. What’s more, the alloy can be recycled onto itself, eliminating the need for selling the scrap at a discount.
“The current wheel alloy has been around for a long time and now we’re coming to the market with a new way of doing things,” says Rio Tinto Industrial Product and Investment Director Jean-Francois Laplante. “We were super excited when we saw the result.”




 When it comes to hardness testing nowadays, the process does not have to be done manually; automation has taken much of the burden away from operators. But which way produces the better result?
When it comes to hardness testing nowadays, the process does not have to be done manually; automation has taken much of the burden away from operators. But which way produces the better result?