An international automotive corporation that designs, develops, and manufactures metal automotive components recently received a hot stamping furnace from a manufacturer of standard and custom industrial heat treat furnaces.
The Gestamp Research and Development facility, located in Auburn Hills, Michigan, added an electrically heated, four chamber hot stamping furnace built by Lindberg/MPH, an industrial thermal processor.
Bill St. Thomas Business Development Manager Lindberg/MPH
“This Lindberg/MPH hot stamping furnace provides uniform heating for a wide variety of high-strength steels or aluminum materials prior to hot stamping or hydro-forming applications. The team at Gestamp has been incredible to work with on this project and we are proud to be their supplier,” said Bill St. Thomas, Business Development Manager.
The furnace is integrated at the Gestamp facility with a robotic transfer system and hydraulic hot stamping press. The four chambers operate independently with the top chamber designated for aluminum treatment. This type of hot stamping system allows the customer the flexibility to treat different steels simultaneously and takes up a much smaller footprint than a continuous system.
The heat treating of constant tension bands used by automakers is a complex process, and the challenge posed to a leading heat treating company by a supplier of these bands was to determine how to reduce the risk of failure due to stress corrosion cracking.
“Improving the physical characteristics of metal components often requires fine-tuned treatments that bring them to the brink of destruction. It’s a quirk of metallurgy heat treaters contend with constantly.”
Solving the problem involved, as noted in this case study from Paulo, breaking “a few cardinal rules en route.”
As the demand for heat treatment technologies continues to grow, an auto and hydraulics components maker expands heat treating capabilities with HTC Group purchase.
Tenova, of the Techint Group, recently sold its HTC Group, which includes four companies specializing in advanced technologies for heat treatment processes for components. They are: IVA Schmetz (Germany), Mahler (Germany), Fours Industriels B.M.I. (France) and IVA Schmetz Industrial Furnaces (Shanghai) (China).
The purchasers are Qizhi GmbH and Shanghai Qizhi Information Technologies Co., Ltd., both members of Ningbo Qijing Holding Co. Ltd. Ningbo Qijing is also the parent company of Qijing Machinery Co. Ltd., which is involved in the research, development, manufacturing, and assembling of mechanic systems and precision parts mainly operating in home electric appliances and industrial applications, specifically in automotive, power tools, and hydraulics.
“As an experienced company in supplying precision parts for different industries, we recognize in the heat treatment one of the most critical process for precision machined parts. We believe that HTC group, with its expertise and product range, has the potentials to gain space and relevance in growing sectors, especially in the Chinese market,” affirmed Wang Yongqi, Chairman of Ningbo Qijing Holding.
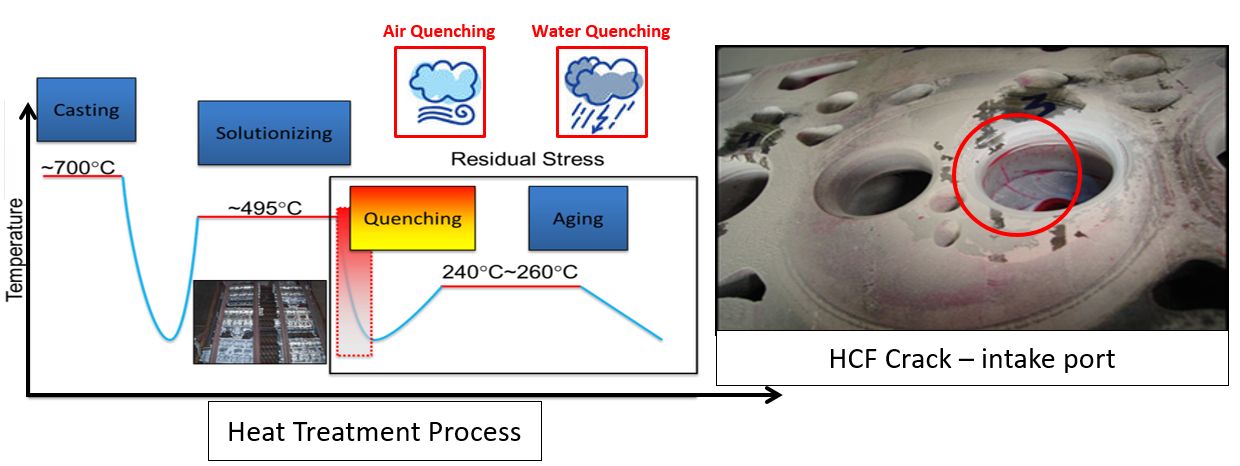
Heat treatment is a common manufacturing process to produce high-performance components. Although heat treatment incorporating a quenching process can produce parts with durable mechanical properties, an unwanted effect of intense quenching is the induced thermal residual stress, which often is a leading cause for quality issues associated with high cycle fatigues. During the product development cycle, it is not uncommon to switch between air and water quenching and change quench orientation in order to minimize residual stress. However, the choice of quench media and quench orientation is often determined by intuitive engineering judgment at best and trial-and-error iterative method at worst.
In recent years, digital verification using finite element analysis (FEA) is gaining popularity because of its efficiency. The computational method to predict the residual stress involves two calculations. The first step is to calculate the temperature history; then the temperature data is used as thermal-load-to-structure analysis for stress and deformation calculation.
A popular method for temperature calculation is the heat transfer coefficient (HTC) method, however, the biggest drawback of HTC method is that the method relies on thermocouple measurement for calibration and the calibrated HTC may not be applicable to different design and quenching process. With the advancement in computation fluid dynamics CFD technologies, the temperature history in quenching now can be accurately calculated. Since thermal residual stress is directly linked to non-uniform temperature distribution in the metal, spatial temperature gradient is evaluated to study the performance of different quench media and configuration.
Figure 1: Heat treatment process for aluminum cylinder heads and quality concern associated with quenching process.
Air Quench Process for Cylinder Heads
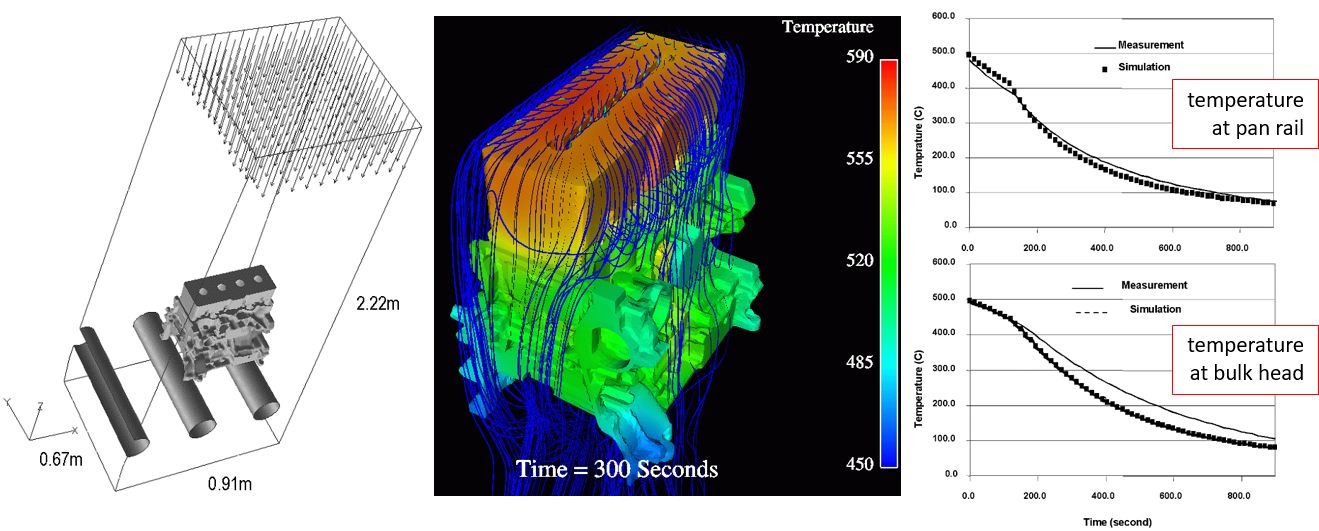
The main heat extraction mechanism in air quenching is forced convection. In our CFD model, it is assumed that the buoyancy effect and radiation heat transfer have a negligible impact on the accuracy. The CFD simulation results are compared with thermocouple readings, and the overlapping curves illustrate an excellent agreement and validate our model.
Figure 2: CFD model and comparison to thermocouple measurement for air quenching a cylinder block with riser attached.
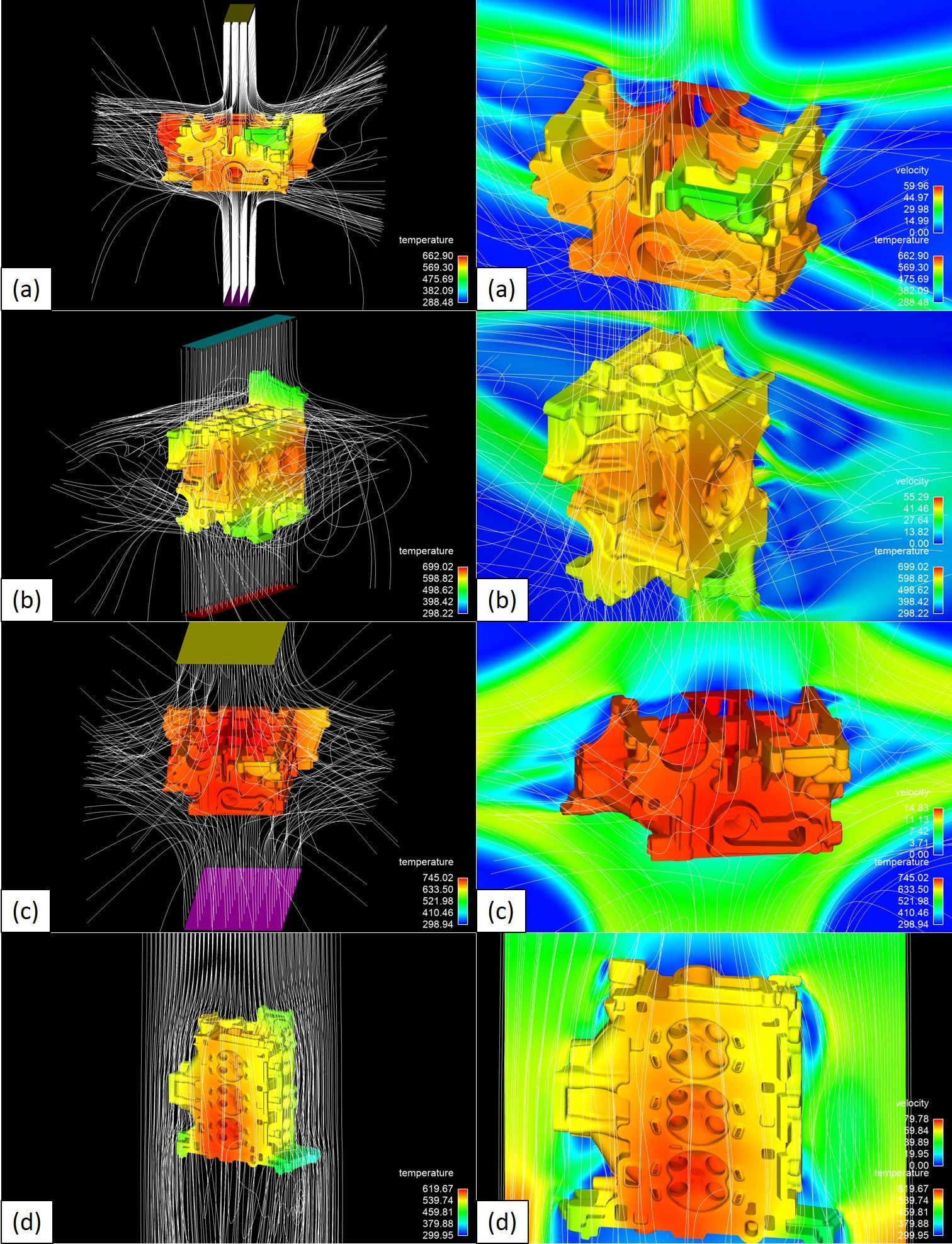
We use CFD to study and compare four different air quenching configurations. One unique advantage of CFD simulation over physical testing is its capability to visualize flow patterns and to identify low heat transfer regions under stagnant air pockets. The quenching configuration (a), (b) and (c) represent a conveyer style quenching environment, (d) represents a basket style quenching environment. See Figure 3.
Figure 3: Air flow and air pockets surrounding cylinder head for all air quenching configurations, 60 seconds into quenching.
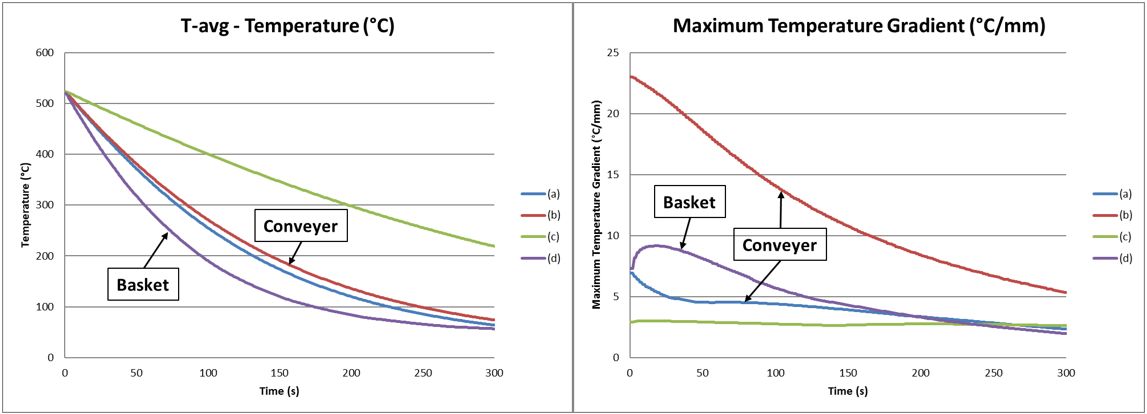
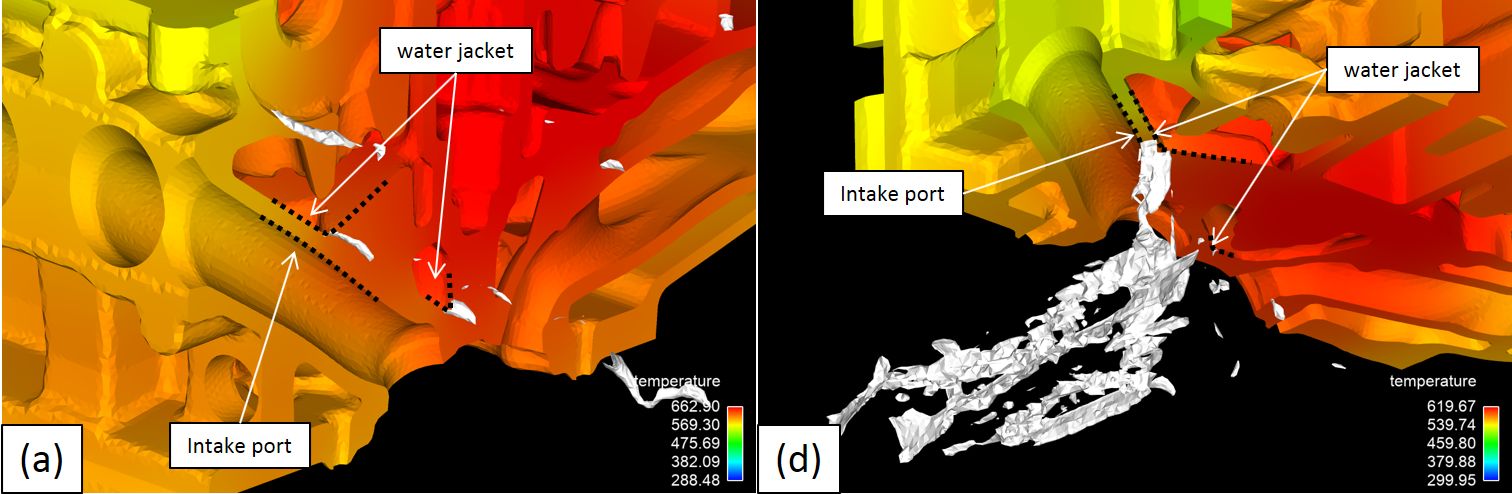
The cooling curve plot shows that the cylinder head quenched in a basket (d) cools faster compared to those quenched on a conveyer (a), (b), and (c). According to the temperature gradients plot, basket quenching (d) cools faster at a higher temperature gradient than conveyer quenching (a) and (c). The only exception is (b). In-depth investigation of the location of high-temperature gradient indicates that the regions between the water jacket and intake port are susceptible to high residual stress.
Figure 4: Cooling curve and temperature gradient for all air quenching configurations.Figure 5: High-temperature gradient locations for conveyer quenching (a) and basket quenching (d), 60 seconds into quenching.
Water Quench Process for Cylinder Heads
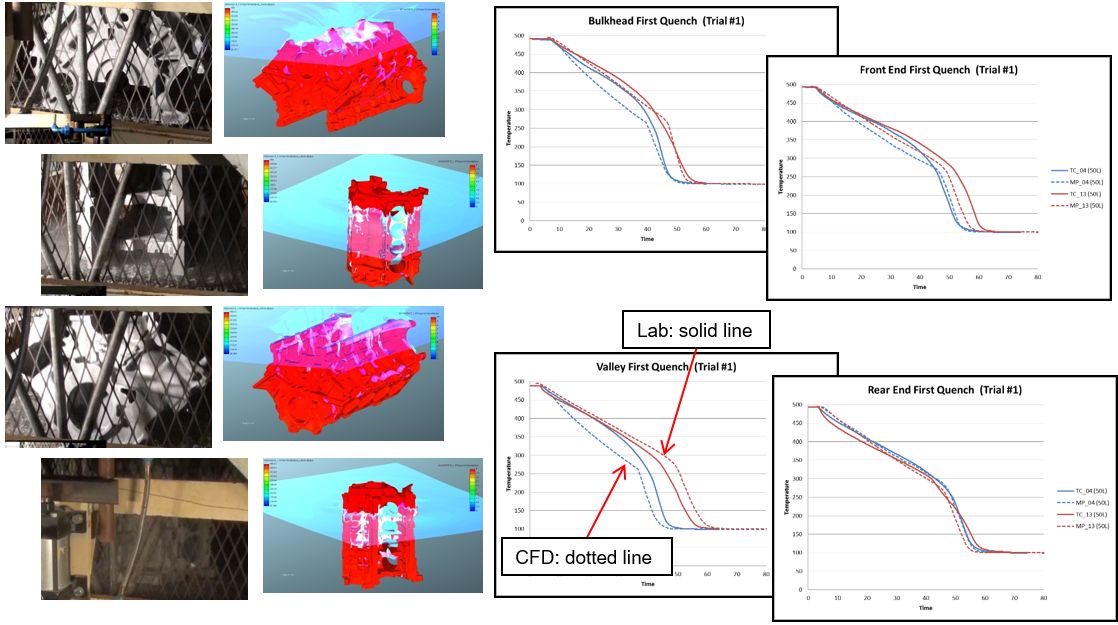
The physics of water quenching is much more involved than air quenching. Ford Motor Company adapted the quench model framework by AVL FIRE™, which is based on the Eulerian-Eulerian multiphase model, and developed our own proprietary database to simulate the water boiling process. Extensive work has been done on computation and experiments to validate the numerical methods. The CFD simulations compared to lab experiment on cooling curves provide strong evidence that our CFD model is accurate and that it can predict temperature profile on every quenching orientation without calibration.
Figure 6: Experimental and CFD simulation for cylinder block; cooling curves from CFD and thermocouple are plotted together for comparison.
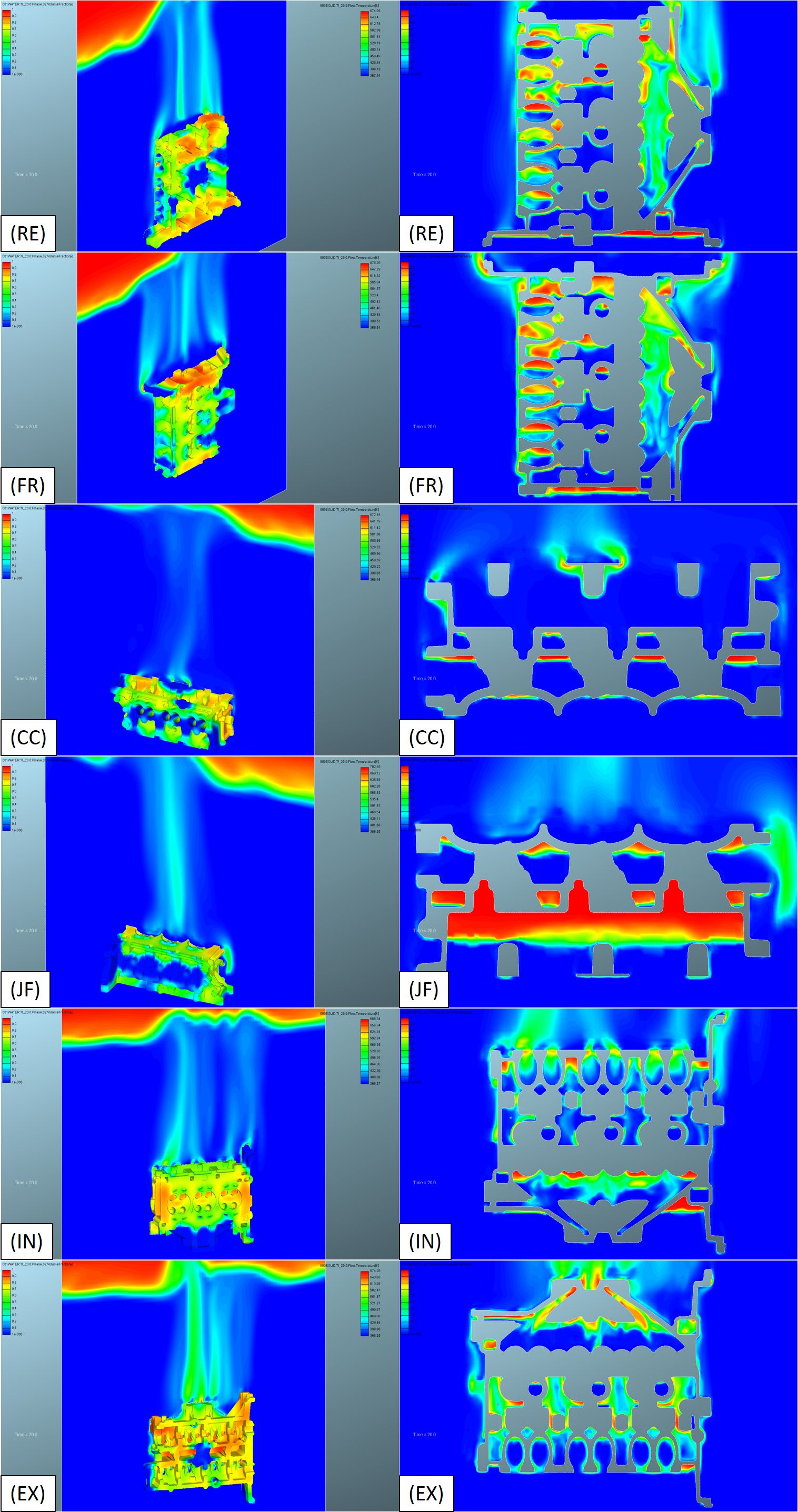
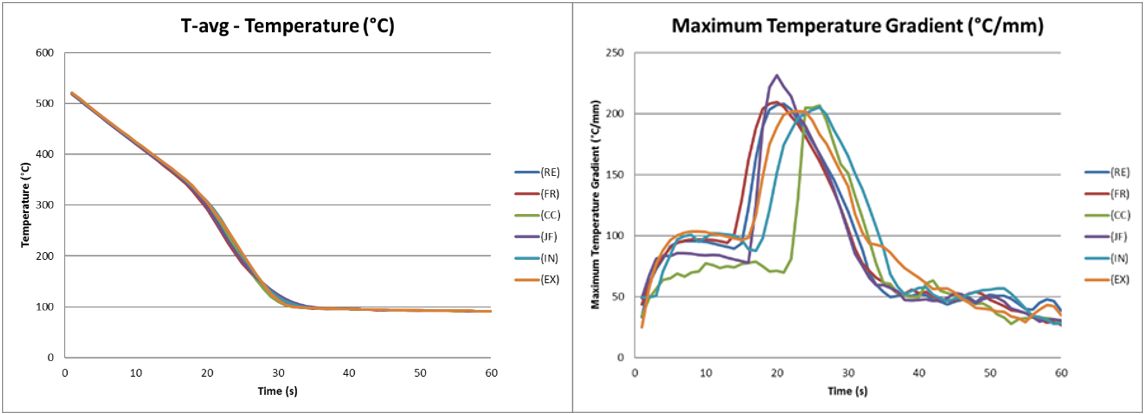
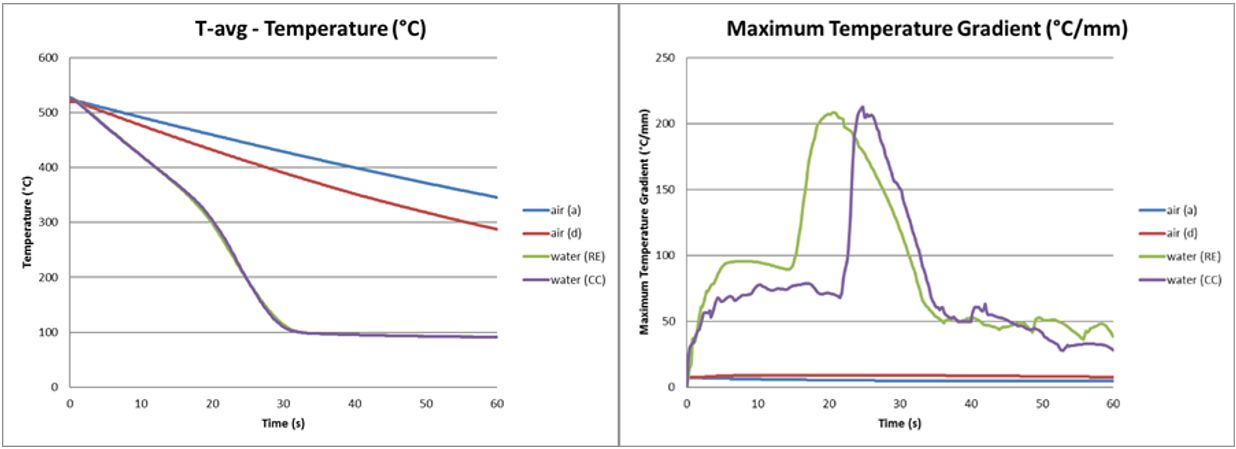
Six different quench orientations are studied, and the vapor patterns and vapor pockets are plotted for in-depth investigation. The cooling curve and temperature gradient plot illustrate that orientation has little impact on overall cooling characteristics, and maximum temperature gradient is similar except that they occur at different time, even though the vapor pattern and locations of vapor pockets are drastically different in each quenching orientations.
Figure 7: Vapor Pattern and Vapor Pocket Entrapped inside Cylinder Heads, 20 seconds into quenching.Figure 8: Cooling curve and maximum temperature gradient for all water quenching configurations.
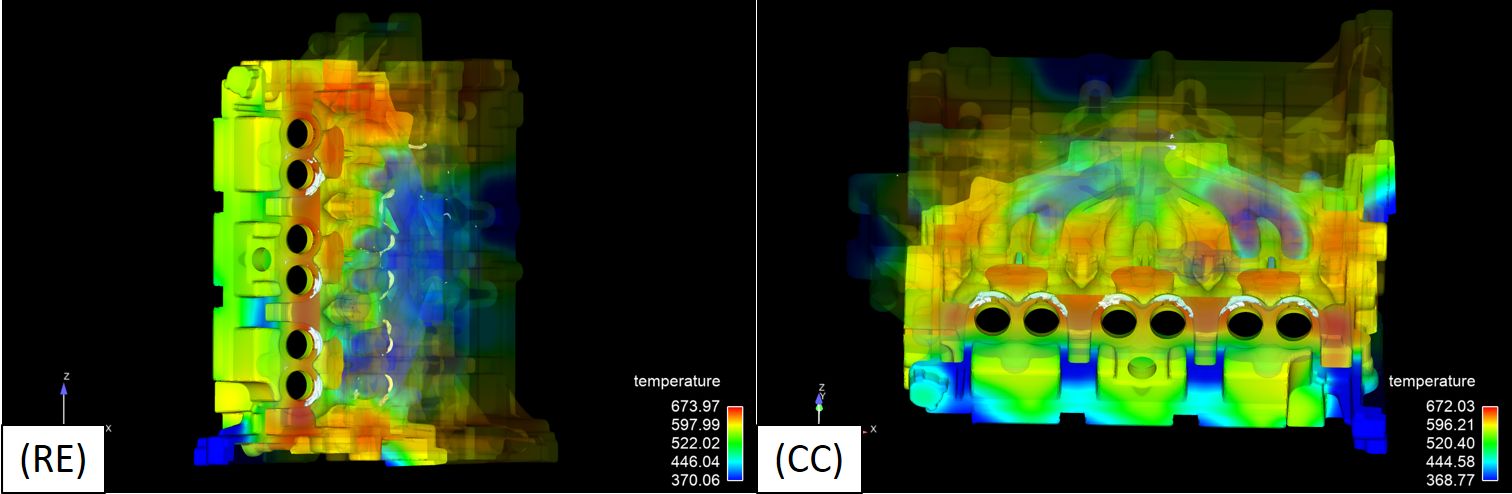
Observing the location of the high-temperature gradient, for rear face up (RE) and cam cover face up (CC) quenching, high-temperature gradient appears in the intake port area, similar to the air quenching cases. Since the high-temperature gradient is observed near the intake port for all quenching cases, both air quenching and water quenching, very likely it is a design-related issue.
Figure 9: High-Temperature Gradient Locations for Rear Face up (RE) and Cam Cover Face up Quenching (CC), 20 seconds into Quenching.
Comparison of Air and Water Quenching Process
The underlying heat extraction for air and water quenching is very different. While air quenching relies on convection heat transfer to cool the metal, water quenching relies on water to vapor phase change to take the heat away. Therefore, metal cools significantly faster in water quenching than in air quenching. The maximum temperature gradient for water quenching is also much larger than air quenching. Since water only vaporizes in areas in contact with a hot surface, the heat loss is a local phenomenon subject to vapor escape route and the supply of fresh water. In other words, the heat transfer may not be as smooth as air quenching and it is reflected in the fluctuation of high-temperature gradient plot.
A much higher temperature gradient in water quenching does not necessarily generate much higher residual stress. We can also see in the plot that the duration of peak temperature gradient only lasts about 15 seconds. In this duration, the metal may exceed yielding stress and plastic deformation starts. However, the final deformation also depends on how long the state of stress stays in plastic deformation zone.
Figure 10: Cooling curve and maximum temperature gradient for selected air and water quenching configurations.
Conclusions
The rapid, large temperature drop in the quenching process has two opposite effects on the eventual outcome. On one hand, the large cooling rate produces metals with better quality, but it also induces residual stress. Thanks to the advancement of 3D CFD methodology, now the metal cooling in the quenching process can be much better understood using computer simulations. By using validated air and water quench modeling method, we compared the cooling curves and temperature gradient to evaluate quenching performance for various quenching configurations.
For air quenching processes, the study finds that cylinder heads cool faster in basket quenching than in conveyer quenching environment. The explanation is that airflow is accelerated when passing through the narrow gaps between cylinder heads in basket quenching. For water quenching processes, the study finds the orientation has little effect on the overall cooling rate as well as maximum temperature gradient except for a time shift in the maximum gradient. The results also show that the temperature gradient in water quenching is significantly larger than air quenching but last a much shorter period of time. Studying the temperature gradient for all air and water quenching case reveals a weak spot between the intake port and water jacket. Since this spot appears in all quenching cases, it should be remedied by a design change rather than changing the manufacturing process alone.
References
Koc, M., Culp, J., Altan, T. “Prediction of Residual Stresses in Quenched Aluminum Blocks and Their Reduction through Cold Working Processes,” Journal of materials processing technology, 174.1 (2006), pp342-354.
Wang, D.M., Alajbegovic, A., Su, X.M., Jan, J., “Numerical Modelling of Quench Cooling Using Eulerian Two-Fluid Method”, Proceedings of IMECE 2002, ASME-33499 Heat Transfer, vol. 3, 2003, pp. 179-185. LA, USA.
Srinivasan, V., Moon, K., Greif, D., Wang, D.M., Kim, M., “Numerical Simulation of Immersion Quench Cooling Process”: Part I, Proceedings in the International Mechanical Engineering Congress and Exposition, IMECE2008, Paper no: IMECE2008-69280, Boston, Massachusetts, USA, 2008.
Srinivasan, V., Moon, K., Greif, D., Wang, D.M., Kim, M., “Numerical Simulation of Immersion Quench Cooling Process”: Part II, Proceedings in the International Mechanical Engineering Congress and Exposition, IMECE2008, Paper no: IMECE2008-69281, Boston, Massachusetts, USA, 2008.
Kopun, R., Škerget, L., Hriberšek, M., Zhang, D., Stauder, B., Greif, D., “Numerical simulation of immersion quenching process for cast aluminium part at different pool temperatures”, Applied Thermal Engineering 65, pp. 74-84, 2014
Jan, J., Prabhu, E., Lasecki, J., Weiss, U, “Development and Validation of CFD Methodology to Simulate Water Quenching Process,” Proceedings of the ASME 2014 International Manufacturing Science and Engineering Conference, Detroit Michigan, 2014.
Ford Motor Company and Volkswagen AG announced they are expanding their global alliance to include electric vehicles and will collaborate with Argo AI to introduce autonomous vehicle technology in the U.S. and Europe. Volkswagen and Ford independently will integrate Argo AI’s SDS into vehicles.
Ford will also become the first additional automaker to use Volkswagen’s electric vehicle architecture and Modular Electric Toolkit – or MEB – to deliver a high-volume zero-emission vehicle in Europe starting in 2023. For Ford, using Volkswagen’s MEB architecture is part of its more than $11.5 billion investment in electric vehicles worldwide.Both companies will continue to target additional areas where they can work together on electric vehicles because of their goal to accelerate the transition to sustainable and affordable mobility.
“Looking ahead, even more customers and the environment will benefit from Volkswagen’s industry-leading EV architecture. Our global alliance is beginning to demonstrate even greater promise, and we are continuing to look at other areas on which we might collaborate,” Volkswagen CEO Dr. Herbert Diess, said. “Scaling our MEB drives down development costs for zero-emissions vehicles, allowing for a broader and faster global adoption of electric vehicles.”
The alliance, which covers collaborations outside of Volkswagen and Ford’s joint investments in Argo AI, does not entail cross-ownership between the two companies and is independent from the investment into Argo AI.
A manufacturer of induction furnaces and heating systems is scheduled to be acquired by two global corporations from a Chicago-based private equity firm.
Mitsubishi Heavy Industries (MHI) and Primetals Technologies will acquire ABP Induction Systems (ABP), which offers a variety of products and services to automotive OEMs and suppliers, industrial manufacturers, independent foundries as well as steel plant manufacturers and steel producers.
Satoru Iijima Chairman of the Board and CEO of Primetals Technologies
“ABP’s induction heaters are one of the most crucial elements for endless strip production, a flagship process for Primetals Technologies. With ABP becoming one of MHI’s group companies and the further close ties that will bring, we can develop and provide customers with even more advanced technologies,” said Satoru Iijima, Chairman of the Board and CEO of Primetals Technologies.
ABP will be a group company of MHI under the ownership of Mitsubishi Heavy Industries America, Inc., headquartered in Houston, Texas, and Primetals Technologies USA LLC, of Alpharetta, Georgia. The acquisition is planned to close around the end of August 2019.
A large Chinese automotive steel producer recently announced plans to expand its integrated steel production complex by installing heat treat equipment for a cold rolling mill to meet the demand for automotive grade steel in the South China and Southeast Asia markets.
Fives, a partner of steel producer Baosteel, has been contracted to supply the complete thermal part for the continuous annealing line (CAL) with a reported production capacity of 630,000 tons per year. The line’s purpose is to produce both standard steel grades and advanced high-strength steels. The company hopes to produce the line’s first coil by the end of 2021.
Fives will provide design, supply, and installation supervision of CELES induction heaters and a Stein Digiflex® furnace. Part of Fives’ equipment will be engineered and manufactured in China under the supervision of Fives’ subsidiary in Shanghai.
A fifth-generation furnace manufacturer supporting the metals processing industry recently entered into a strategic partnership with a Florida-based furnace equipment supplier.
Gillespie & Powers Inc., headquartered in St. Louis, Missouri, will continue to offer Remelt Technologies’ homogenizing furnaces, DC casting machines, and DC casting automation to the North American aluminum industry.
“Gillespie & Powers Inc. is proud that Gary Bowden, president of Remelt Technologies, has entrusted them to continue providing equipment and services that will continue this legacy,” said Jack Gillespie, vice president of Gillespie & Powers.
Remelt Technologies, founded and owned by Bowden, has a 26-year history of supplying quality equipment and is involved in the design, manufacture, and installation of homogenizing furnaces and DC casting machines for secondary aluminum extrusion cast houses.
Gillespie & Powers is a 5th Generation family owned design, build, supplier of specialized furnaces supporting the metals processing industry. The company has over 80 years of experience in the design, supply, and installation of furnace equipment.
As part of a second expansion to their facility, a North American steel company plans to install a second electric arc furnace with the assistance of a group of companies internationally active in plant construction and mechanical engineering for the steel and nonferrous metals industry.
North American steel producer Big River Steel (BRS) recently commissioned SMS Group with the expansion of its steel plant in Osceola, Arkansas. SMS Group will supply BRS with additional mechanical equipment, electrical and automation systems, and digitalization, which the group reports will increase the plant’s annual output.
David Stickler, CEO of Big River Steel
“I have purchased several technologically advanced steel production facilities from SMS over the past twenty years and I am fully confident that SMS group will again deliver a high-quality mill that sets the standard in terms of product capability, energy efficiency and environmental sustainability,” commented David Stickler, CEO of Big River Steel.
Following this second expansion of their facility, the steel plant will house two electric arc furnaces and two twin-ladle furnaces. In addition, Big River Steel commissioned Systems Spray Cooled for the installation of furnace cooling equipment at Big River’s Osceola facility, including furnace sidewall, roof, elbow, and off-gas duct work. SMS reports that installing an additional gas cleaning system will ensure compliance with environmental legislation. A second strand, a second tunnel furnace, and a further downcoiler will also be added to the Big River Steel’s CSP® plant, which reportedly produces coils up to 1,930 millimeters wide.
Big River Steel produces high-quality steels, including tube grade sheet for pipeline construction, silicon steels for a wide variety of energy and electric motor applications, and advanced high-strength steels for the U.S. automotive industry.
The hot coils produced in the CSP® plant are processed into high-grade cold strip in the downstream coupled pickling line/tandem cold mill. The continuous galvanizing line (CGL) will receive an additional coiler. For all the newly installed plants, SMS group is going to supply the mechanical equipment and the X-Pact® electrical and automation systems, including level 3.
Big River Steel
Also in the second construction stage, the PQA® (Product Quality Analyzer) system developed by SMS group company MET/Con will be a central module of the process automation system. By capturing and evaluating all relevant production data on a continuous basis, PQA® monitors, documents and assures the product quality down to the finished cold strip along the complete production process. The system uses stored rules defined on the basis of expert knowledge to assess the coil quality in a semi-automatic procedure and, based on these assessments, takes “ship” or “block” decisions for the downstream processing of the strip or its dispatch.
This system then sends instructions for action to the operators while production continues in order to make them aware of any onset of irregularities within the production process and suggest countermeasures to be taken. This allows the operators to predictively intervene in the process before an incident becomes a problem, reducing the occurrence of failures along the production process which otherwise might have resulted in poor quality and downtimes. Over time, the system is intended to provide higher yield while increasing product quality.
Burkhard Dahmen, Chairman of the Managing Board of SMS Group
“Working closely with the management and staff of Big River Steel, we have succeeded in digitalizing a highly complex steel plant in a way that meets the targets of stable and resource-saving production,” said Burkhard Dahmen, Chairman of the Managing Board of SMS group. “We are very pleased about Big River Steel’s decision to also award us the order for the next expansion stage of the steel plant and to continue on the proven successful way with SMS group as their partner.”
It’s a busy week here at Heat TreatToday. We are announcing the launch of the Leaders in AutomotiveHeat TreatLinkedIn Group, as well as our inaugural Leaders in AutomotiveHeat Treat monthly e-newsletter, both on the heels of the new Automotive Heat Treat special print/digital edition (click here for digital).
Leaders in AutomotiveHeat Treat LinkedIn Group (click here) provides a professional-level space where heat treaters from the automotive industry can discuss issues and ideas. Heat TreatToday will regularly provide content related to the group, keeping members current on the latest technologies, products, processes, and discussions. If you’re a heat treat leader in the automotive industry, you should be in this group.
Share the love: forward this invitation to Leaders in AutomotiveHeat Treat LinkedIn Group to any others you feel may benefit.
Go to your LinkedIn account, sign in, and search for “Leaders in Automotive Heat Treat.” Join the group and connect with other leaders in automotive heat treat.
For more information about the Leaders in AutomotiveHeat Treat monthly e-newsletter, contact Doug Glenn at doug@heattreattoday.com.