In the heavy-duty truck sector, the components of a 400-hp, 1000-lb-ft engine have been boosted with additional heat treating as part of the overhaul to update the company’s 6-speed automatic line and appeal to modern truck customers.
The 2019 Ram 3500 houses the first engine in the heavy-duty pickup class to reach 1,000 lb-ft of peak torque, powered by an all-new optional high-output turbo-diesel 6.7-liter Cummins inline-six-cylinder workhorse.
The new transmission benefits from stronger planetary gears and a new heat treatment system designed to significantly widen the range of optimum operating temperatures. ~ PickupTrucks.com
Arconic Inc., which specializes in lightweight metals engineering and manufacturing, recently announced plans to separate the company’s portfolio into Engineered Products & Forgings and Global Rolled Products, with a spin-off of one of the businesses. In addition, it will also explore the potential sale of businesses that do not best fit into engineered products & forgings or global rolled products.
The Global Rolled Products segment produces a range of aluminum sheet and plate products for the aerospace, automotive, commercial transportation, brazing, and industrial markets. The Engineered Products and Solutions (EP&S) represents Arconic’s downstream operations and produces products that are used mostly in the aerospace (commercial and defense), commercial transportation, and power generation end markets.
The New York City-based company’s decision to separate its portfolio comes after rejecting a $10 billion offer for the entire company and abruptly replacing its Chief Executive. John Plant, the newly appointed CEO, stated during the company’s 4Q18 conference call that he expects the spin-off would be completed within the next 9 to 15 months.
Arconic has also released investment plans to expand its hot mill capability and add downstream equipment capabilities to manufacture industrial and automotive aluminum products in its Tennessee Operations facility near Knoxville, Tennessee.
Tim Myers.
“This investment will add capacity to meet the growing demand for industrial products and automotive aluminum sheet,” said Tim Myers, President of Arconic’s Global Rolled Products business. “With this expansion, we are further diversifying the portfolio of one of our largest North American facilities.” The industrial market consists of products made with common alloy aluminum sheet, which is used in applications for commercial transportation, appliances, machinery, and construction.
Photo credit/caption: Bloomberg News / A worker controls a crane to move an aluminum coil at the Arconic Inc. manufacturing facility in Alcoa, Tennessee.
A major U.S. automaker recently announced plans to transform its Chicago manufacturing facility to expand capacity for the production of three new SUVs.
Ford Motor Company is investing $1 billion in Chicago Assembly and Stamping Plants, the company’s oldest continually-operated automobile manufacturing plant, to prepare for the Ford Explorer, Police Interceptor Utility and Lincoln Aviator.
Joe Hinrichs, president, Global Operations
With the Chicago investment, to begin in March and be completed later in the spring, Ford is building an all-new body shop and paint shop at Chicago Assembly and making major modifications to the final assembly area. At Chicago Stamping, the company is adding all-new stamping lines. Advanced manufacturing technologies at the plants include a collaborative robot with a camera that inspects electrical connections during the manufacturing process. In addition, several 3D printed tools will be installed to help employees build these vehicles with even higher quality for customers.
“We are proud to be America’s top producer of automobiles. Today, we are furthering our commitment to America with this billion dollar manufacturing investment in Chicago and 500 more good-paying jobs,” said Joe Hinrichs, president, Global Operations. “We reinvented the Explorer from the ground up, and this investment will further strengthen Ford’s SUV market leadership.”
Chicago Assembly, located on the city’s south side, is Ford’s longest continually operating vehicle assembly plant. The factory started producing the Model T in 1924 and was converted to war production during World War II.
Photo credit/caption: Ford/Jason Hoskins, Ford employee, learns to build the all-new 2020 Ford Explorer.
This is the second in a 4-part series by Dr. Steve Offley (“Dr. O”), Product Marketing Manager at PhoenixTM, on the technical challenges of monitoring low-pressure carburizing (LPC) furnaces. The previous article explained the LPC process and explored general monitoring needs and challenges. In this segment, Dr. O talks about the data logger and its monitoring capabilities.
A data logger, an electronic device that records data over time or in relation to locatio, can be useful in a variety of configurations and modified to suit the specific demands of the process being monitored. A range of models are on the market. At PhoenixTM they include 6 to 20 channels with a variety of thermocouple options (types K, N, R, S, B) to suit measurement temperature and accuracy demands (AMS2750 & CQI-9). Provided with Bluetooth wireless connection for short-range localized download and reset (direct from within the barrier) the logger memory of 3.8M allows even the longest processes to be measured with the highest resolution to deliver the detail you need. An optional unique 2-way telemetry package offers live real-time logger control and process monitoring with the benefits detailed in a later section.
Live Radio Communication
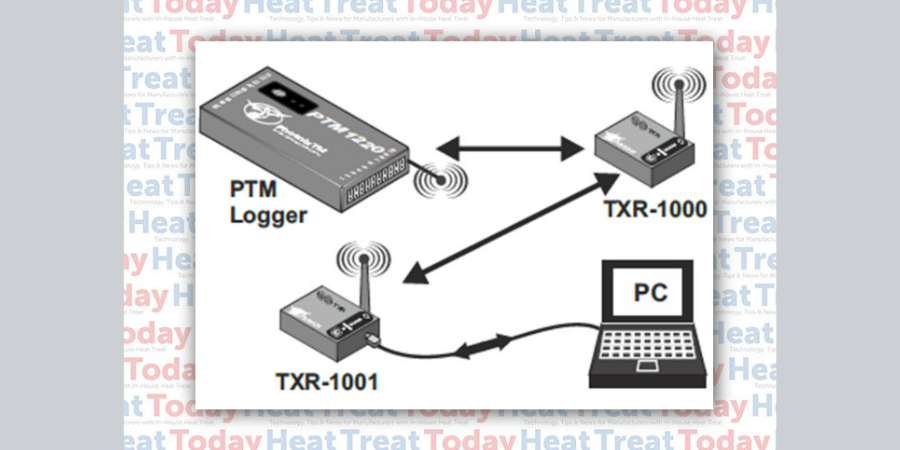
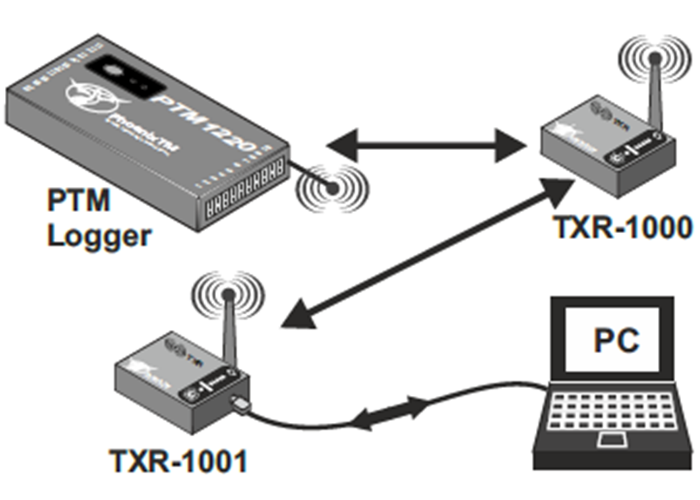
Figure 3: Schematic of RF telemetry real-time monitoring network
The logger is available with a unique 2-way RF system option allowing live monitoring of temperatures as the system travels through the carburizing processes. Furthermore, if necessary using the RF system it is possible to communicate with the logger, installed in the barrier, to reset/download at any point pre, during and post-run.
Provided with a high performance “Lwmesh” networking protocol the RF signal can be transmitted through a series of routers linked back to the main coordinator connected to the monitoring PC. The routers are located at convenient points in the process, positioned to maximize signal reception. Being wirelessly connected they eliminate the inconvenience of routing communication cables or providing external power as needed on other commercial RF systems.
In many processes, there will be locations where it is physically impossible to transmit a strong RF signal. In carburizing obviously within the oil quench, the RF signal is not capable of escaping when the system is submerged. With conventional systems, this results in process data gaps. For the PhoenixTM system, this is prevented using a unique fully automatic ‘catch up’ feature. Any data that is missed will be sent when the RF signal is re-established post-quench guaranteeing in most applications 100% thru-process data review.
Thru-Process Data Analysis and Temperature Uniformity Surveys (TUS)
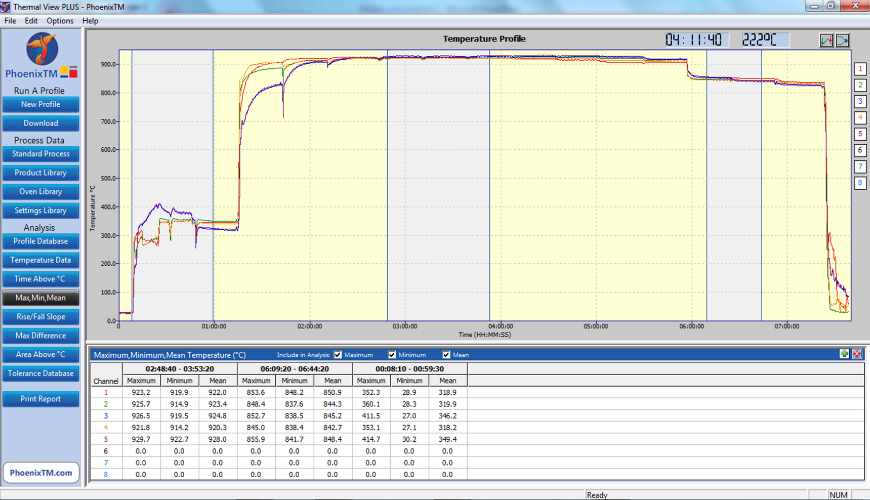
Figure 3: Thermal view SW displaying the temperature profile from a carburizing with gas quench process
In thru-process temperature monitoring, the data logger collects raw process data directly from the product or furnace as it follows the standard production flow. To understand the data to allow process control and optimization, a Thermal View software analysis is used.
Using a range of analysis tools, the engineer can interpret the raw data. Key analysis calculations can be performed such as:
Max / Min — Check maximum and minimum product temperature over whole product or product basket through phases of process carburizing, diffusion and quench.
Time @Temp — Confirm that the soak time above required carburizing temperature is sufficient for correct carbon diffusion and surface properties.
Temperature Slopes —Measure the quench rate of the product to ensure that the hardening process is performed correctly.
Next up in the series: Designing an Innovative Thermal Barrier — The carburizing process by its nature is very demanding when considering protection of the datalogger from high temperatures and rapid temperature and pressure changes experienced in either the gas or oil quench.
A major U.S. steel producer recently awarded a contract to a global industrial engineering group to add a continuous hot dip galvanizing line to the company’s existing plant in Columbus, Mississippi.
This was the second contract that Steel Dynamics, Inc, (SDI) awarded to Fives in a six-month period.
Madhu Ranade, vice president and general manager of SDI Columbus
The Columbus Flat Roll Division of SDI is investing $140 million to add the line (CGL № 3) and diversify its offerings to the automotive, agriculture, appliance, building and construction, energy, HVAC, lighting, and machinery industries. The advanced line, which will be capable of producing 400,000 tons per year, will be dedicated to producing unexposed automotive steel grades, as well as other commercial and specialized steel grades.
The scope of supply includes a complete design and supply of entry & exit coil handling sections, a degreasing section, a horizontal annealing furnace, hot dip galvanizing and cooling equipment, a skin-pass mill and strip leveler, inspection, metallurgical assistance for different steel grades and types of coating, as well as construction and commissioning assistance.
The new line is expected to be commissioned in the middle of 2020.
Guillaume Mehlman, president of the Fives’ Steel Division
“SDI’s target is to increase value-added product capacity, diversify product portfolio and increase profitability by investing in new projects and advanced technologies; and we look forward to again working with Fives. With the three lines in Columbus, Mississippi, and a fourth planned for the new mill in south western region, SDI will become the leading supplier and a one-stop shop of coated products for customers throughout southern region of United States and in Mexico,” said Madhu Ranade, vice president and general manager of SDI Columbus.
“We are proud to work with SDI to contribute to the success of their entrepreneurial-oriented business. Fives has significant references worldwide designing and supplying advanced technologies, including complete annealing, galvanizing and coating lines in the USA, Europe and Asia,” said Guillaume Mehlman, president of the Fives’ Steel Division.
Open any garage today and the vehicle you’ll find inside is likely to contain components achieved by lightweighting methods. In fact, it’s a practice that goes back to the days of removing backseats from the cars we inherited from older siblings because the drive for speed and basic economics together has always propelled designers, engineers, and backyard gearheads to find a way to produce a lighter vehicle.
Industry Week recently took a look at the technology and materials that mark the road to development of today’s parts made from ultra-high-strength blends of steel, aluminum, magnesium, and carbon fiber, relying on next-gen design software and techniques such as additive manufacturing and resulting in lighter and stronger vehicles and vehicle components.
Gregory E. Peterson, principal materials engineer for the Michigan Manufacturing Technology Center, a consulting organization that helps manufacturers improve profits and performance, “points to the lightweighting rule that a 10% weight reduction leads to a 6% to 7% increase in fuel economy.”
The Michigan Manufacturing Technology Center helped develop an aftermarket Corvette (C2) frame that is lighter and stronger than the original.
Carmakers are responding with forwarding thinking business changes that include workforce, design, and footprint. For example, GM is focusing on electric or fuel-cell powered vehicles, which will require a paradigm shift in part production — in just about every aspect of its current manufacturing protocol. How does this look on the ground, in the lab, where the decisions are matter?
Why does a seat belt bracket look the way it does? Because of machining requirements. But what if machining was replaced by additive manufacturing?
“You unhinge yourself from those constraints with generative design. It opens up a whole new set of lightweighting opportunities that we have based on designs we can’t make any other way,” said Kevin Quinn, GM Director of Additive Design and Manufacturing.
Photo credit and caption: The Michigan Manufacturing Technology Center helped develop an aftermarket Corvette (C2) frame that is lighter and stronger than the original.
This is the first in a 4-part series by Dr. Steve Offley (“Dr. O”), Product Marketing Manager at PhoenixTM, on the technical challenges of monitoring low-pressure carburizing (LPC) furnaces. This introductory article explains the LPC process and general monitoring needs and challenges.
Carburizing Process
Dr. Steve Offley (“Dr. O”), Product Marketing Manager PhoenixTM
Carburizing has rapidly become one of the most critical heat treatment processes employed in the manufacture of automotive components. Also referred to as case hardening, it provides necessary surface resistance to wear while maintaining toughness and core strength essential for hardworking automotive parts.
The carburizing heat treatment process is commonly applied to low carbon steel parts after machining, as well as high alloy steel bearings, gears, and other components. Being critical to product performance, monitoring and controlling the product temperature in the heat treatment process is essential.
The carburizing process is achieved by heat treating the product in a carbon-rich environment, typically at a temperature of 900 – 1050 °C / 1652 – 1922 °F. The temperature and process time significantly influences the depth of carbon diffusion and associated surface characteristics. It is critical to the process that, following diffusion, a rapid quenching of the product is performed in which the temperature is rapidly decreased. This generates the microstructure giving the enhanced surface hardness while maintaining a soft and tough product core.
Increasing in popularity in the carburizing market is the use of batch or semi-continuous batch low-pressure carburizing furnaces. New furnace technology employs the dissociation of acetylene (or propane) to produce carbon in an oxygen-free low-pressure vacuum environment, which diffuses to a controlled depth in the steel surface. Following the diffusion, the product is transferred to a high-pressure gas quench chamber where it is rapidly gas cooled using typical N2 or Helium up to 20 bar.
An alternative to gas quenching is the use of an oil quench, used commonly in continuous carburizing furnaces where the products are plunged into an oil bath.
Fig 1: Schematics of the LPC Carburizing process showing the Temperature and Pressure steps
Temperature Monitoring Challenges in Low-Pressure Carburizing
As already stated, the success of the carburizing process is governed by careful control of both the process temperature and duration in the heating and quench stages. Obviously, when considering temperature, we are interested in the product temperature, not the furnace. Measuring product temperature through a carburizing process, although possible using trailing thermocouples, as performed historically, is neither easy nor safe, and it disrupts production for lengthy periods.
PhoenixTM provides a superior solution with the use of a “thru-process” temperature monitoring system. As the name suggests, the PhoenixTM temperature profiling system is designed to travel through the thermal process, measuring the product and or furnace environment from start to finish. The system can be incorporated into a standard production run so does not compromise productivity. A high accuracy, multi-channel data logger records temperature from thermocouple inputs, located at points of interest on, in, or around the product being thermally treated. To protect the data logger as it travels through the hostile furnace, a thermal barrier is employed to keep the logger at a safe working temperature to prevent damage and ensure accuracy of measurement. The barrier also obviously needs to protect during the quench, whether that be against high pressure or oil ingress if the quench can’t be avoided.
Employing the PhoenixTM system a complete thermal record of the product throughout the entire process can be collected. A popular enhancement to the system is the use of 2-way RF telemetry, providing real-time process monitoring directly from the furnace, useful for either profiling or performing a live Temperature Uniformity Survey (TUS). The product temperature can be viewed live and downloaded at any point in the furnace. Raw temperature data collected from the process can be converted into useful information using one of the custom-designed PhoenixTM Thermal View Software packages available. The thermal graph can be reviewed and analyzed to give a traceable, certified record of the process performance. Such information is critical to satisfying CQI-9, AMS2750, and other regulatory demands. Fully TUS-compliant reports can be produced in moments from the simple and intuitive software, making accurate TUS a simple and quick task. Information can be used to not only prove product quality but provide the means to confidently change process characteristics to improve productivity and process efficiency (Optimize Diffusion, Soak and Quench).
A global automotive parts manufacturer recently announced its plans to invest in the expansion of its Kentucky aluminum products plant.
Kobelco Aluminum Products & Extrusions Inc. (KPEX), the U.S. subsidiary of Kobe Steel, Ltd., based in Japan, expects the expansion to increase the production capacity of its plant in Bowling Green, Kentucky, in response to the growing demand for automotive extrusions and fabricated products in the United States.
Established in April 2016, KPEX manufactures aluminum extruded products for use as bumper materials and car frame materials. In November 2018, KPEX began integrated production, ranging from melting and casting to the final manufacturing process of fabrication. Plans call for new equipment for melting, extrusion, and fabrication to go into mass production in the first half of 2020. When the expansion is completed, KPEX will have two melting furnaces and two extrusion presses. Production capacity will increase to 1,000 tons per month, from the current 500 tons per month.
“Kobelco Aluminum Products & Extrusions Inc. was established in April 2016 using our technology from Japan, and with the cooperation of Kentucky officials, our customers, and all the employees working at Kobelco, we were able to successfully begin mass production here in the US,” said Hiroaki Matsubara, Kobe Steel senior managing executive officer. “And now, supported by even more robust demand for our products, we are proud to announce that we will be making our second major investment in our operations in less than two years. With that, our aim is to continue to make our contribution to the weight reduction of automobiles and to further develop our business footprint in the Bowling Green facility.”
Kobelco’s Bowling Green plant expansion (PC: Kobelco)
A U.S. steel producer recently announced plans to construct a state-of-the-art electric arc furnace (EAF) mill for flat roll steel in the U.S. southwest with an eye to serve the Mexican flat roll steel market.
Mark. D. Millett, Steel Dynamics President and Chief Executive Officer
Steel Dynamics, Inc. (SDI), based in Fort Wayne, Indiana, anticipates the facility to have an annual production capacity of approximately 3.0 million tons with the capability to produce the latest generation of Advanced High Strength Steel products. The project will include a galvanizing line with an annual capacity of 450,000 tons with a product offering serving the energy, automotive, and equipment manufacturing industries.
SDI currently expects to locate the facility in the southwestern United States in order to reach the underserved Mexican flat roll steel market as well as the southern and southwestern states. Determination of the final site location is subject to state and local government infrastructure and incentive support with an expectation of construction beginning in 2020, followed by the commencement of operations in the second half of 2021.
“We believe our unique operating culture, coupled with our considerable experience in successfully constructing and operating cost-effective and highly profitable steel mills, positions us well to execute this greenfield opportunity and to deliver strong long-term value creation,” said Mark. D. Millett, President and Chief Executive Officer. “We plan to utilize new technologies that will further reduce the gap between existing EAF and integrated steel mill production capabilities.”
An India-based independent heat exchanger manufacturer for the domestic automobile industry recently purchased a controlled atmosphere brazing system to reduce energy costs as well as improve production quality and operate within the latest environmental regulations.
NBR Cooling Systems commissioned the signature controlled atmosphere brazing (CAB) cooling system from SECO/WARWICK.
Liu Yedong, Managing Director, SECO/WARWICK RETECH
“We selected SECO/WARWICK because they provided a high-quality production assurance which we needed to keep our plant running efficiently along with low atmosphere consumption, minimum maintenance, and repeatable process results, all at a low capital cost investment,” said Aarif Hussain, NBR Cooling Systems managing director. “A SECO/WARWICK CAB system was definitely our first option – the company leverages many years of experience and guarantee continuous trouble-free operation at a high technological level and provides local contact, care and service.”
“We are pleased to support NBR Cooling Systems’ vision to become the leader in the national and international market for commercial heat exchangers and air conditioning systems for the automotive industry,” said Liu Yedong, Managing Director, SECO/WARWICK RETECH (China).