The primary supplier of automotive body sheets for both closures and inner parts of the new Audi A6 model recently announced the extension of the partnership to provide a high-tech crash absorption alloy for the hood of this model.
Dieter Höll, Vice President of Global Automotive at Constellium
Constellium produces components, such as doors and trunks, for its partner Audi to achieve its lightweighting, design and safety targets, specifically Surfalex® with high surface quality and particular hemming and roping properties. This highly formable alloy has been designed to fulfill the most demanding pedestrian safety requirements.
“Constellium is proud to extend its long-term partnership with Audi and to accompany them in their mission to build high-quality automobiles. To do so, Constellium supports Audi in solutions not only for closures but also for body-in-white parts requiring specific crash and mechanical performance such as the ones offered by Securalex®,” said Dieter Höll, Vice President of Global Automotive at Constellium.
The first titanium wheel created using EBM technology was recently unveiled during the official announcement of a partnership agreement between the two companies responsible for its design and manufacture.
HRE Wheels, headquartered in Vista, California, and GE Additive launched the new technology, which is a type of 3D printing to test the capabilities of additive manufacturing in a practical application and to create a highly-sophisticated wheel design with an elusive material like titanium. The new prototype wheel is known as “HRE3D+”.
With a traditional aluminum Monoblok wheel, 80% of material is removed from a 100-pound forged block of aluminum to create the final product. With additive manufacturing, only 5% of the material is removed and recycled, making the process far more efficient. Titanium also has a much higher specific strength than aluminum and is corrosion resistant, allowing it to be extremely lightweight and to be shown in its raw finish.
There was an intensive design collaboration between the Vista, California-based, team at HRE and the GE AddWorks team out of Ohio. Using design queues from two existing models of HRE wheels, the two companies worked together to create a stunning example of what is possible with additive manufacturing.
HRE President Alan Peltier
The wheel was produced on two Arcam EBM machines – Q20 and a Q10 in five separate sections, then combined using a custom center section and titanium fasteners.
“This is an incredibly exciting and important project for us as we get a glimpse into what the future of wheel design holds,” said HRE President Alan Peltier. “Working with GE Additive’s AddWorks team gave us access to the latest additive technology and an amazing team of engineers, allowing us to push the boundaries of wheel design beyond anything possible with current methods. To HRE, this partnership with GE Additive moves us into the future.”
Robert Hanet, senior design engineer, GE Additive AddWorks
“HRE prides itself on its commitment to excellence and superior quality in the marketplace. It was a natural fit for AddWorks to work on this project with them and really revolutionize the way wheels can be designed and manufactured,” said Robert Hanet, senior design engineer, GE Additive AddWorks.
Researchers working with a major U.S. steelmaker are responding to the increased demand for vehicles that are made safer and more fuel efficient by using neutrons “to better understand the properties of hydroformed advanced high-strength steel and how it responds to residual stress introduced during manufacturing,” according to Phys.org.
United States Steel Corporation (USS) industrial research engineers used neutrons at Oak Ridge National Laboratory’s Spallation Neutron Source to analyze materials exposed to different manufacturing processes.
“Because this is a new material containing retained austenite, we need to have a better understanding of its performance. A better understanding of how this material responds to different manufacturing processes like stamping or hydroforming will help us validate engineering models that will in turn make it easier to design and produce auto components that are lighter, stronger, and more durable.” ~ Lu Huang, USS industrial research engineer
Photo Credit: ORNL/Genevieve Martin. Photo caption: Lu Huang, USS industrial research engineer prepares a lightweighted advanced high strength steel component for neutron research at the Spallation Neutron Source’s VULCAN instrument. Data from this study may make it faster and easier for companies to design automotive components that are lighter, more durable, and safer. Credit: ORNL/Genevieve Martin
A manufacturer of automotive heat exchangers recently partnered with a leading heat treat furnace manufacturing company with a formidable U.S. presence to produce parts using a complete Controlled Atmosphere Brazing (CAB) line for its greenfield project in Gujrat, India.
Karnavati Car Air Conditioners Pvt. Ltd, Ahmedabad, (KCPL), which produces a wide variety of high-quality radiators, condensers, cooling coils, and fan assemblies, will utilize SECO/WARWICK’s CAB line and related equipment in the manufacturing process, including thermal degreaser, fluxer, dry-off oven, air quality and cleaning. The system will be utilized for aluminum heat exchangers of all types for the automotive market.
“KCPL is one of the fastest growing companies in India,” said Kartik Jethwa – Chief Engineer, KCPL, “dealing in automotive radiators, condensers, cooling coils and fan assemblies. We have selected the complete SECO/WARWICK’s CAB brazing line because the system versatility will enable our company to produce a wide variety of high-quality products with the lowest possible cost – our goal is to continue our rapid pace of growth and improve profitability by modernizing our brazing operation.”
“We are proud technology partners with KCPL and look forward to their continued success. Since 1984, SECO/WARWICK has been the leader in the evolution and innovations in CAB technologies ensuring our customers that they will receive the finest system value and professional technical services to keep their equipment online and operating efficiently for many years in the future,” said Piotr Skarbinski, VP, Aluminum Process and CAB Technology, SECO/WARWICK.
A supplier of infinite aluminum recently announced it plans to invest in two new aluminum extrusion presses to support the growing automotive, architectural and transportation markets in North America.
Hydro plans to install a 4,500-ton 10” aluminum press line at its Cressona, Pennsylvania, location to serve the traditional automotive and distribution segments and also installing a 7,000-ton dual container 12”/14” press line in the West region to serve the electric vehicle, transportation, and commercial building and construction segments.
“We are very excited about Hydro’s continued investments in North America,” said Jack Pell, Vice President of Automotive Business Development for Hydro Extrusion North America. “This new equipment merges state-of-the-art billet heating and quench capabilities with larger billet diameters and enables us to produce larger extruded aluminum shapes with thinner walls from stronger alloys – the ‘holy grail’ for our automotive customers.”
Hydro expects these presses to be operational by 2020.
A global steelmaker based in Sweden has turned to a French industrial engineering group to modernize the thermal part of its continuous annealing line at its Borlänge plant.
Fives will update the SSAB facility with the goal to increase the efficiency and capacity of the existing CAL in order to produce advanced high-strength steel (AHSS) with a view to meeting increasing demand from the automotive industry. Once complete, the line will have the capacity to produce 650 000 tons per year, up from the current production rate of 500 000 tons per year.
Fives was contracted to modernize the thermal part of the CAL by replacing the jet preheating furnace and installing inductors in cascade to increase efficiency. Fives will install a new Stein jet preheating furnace to recover the heat from the radiant tube furnace and four CELES MP inductors.
The optimized design of the preheating furnace blowing boxes and tightness of the new seal is expected to result in the recovery of more power will be recovered, allowing the strip to be preheated to higher temperatures. CELES MP inductors, a proven technology, will then increase the strip temperature before the strip entries into the radiant tube furnace.
In total, 16 MW of power will be installed as part of this project. The modernization of the thermal part will be implemented very quickly and will be completed by November 2019.
A British-owned international metals and industrial group, specializing in commodities, metals recycling, manufacture of steel, aluminum and engineering products recently announced a conditional agreement to purchase four European steel plants.
The Liberty Group, which is part of the GFG Alliance will acquire ArcelorMittal’s major integrated works at Galati in Romania and Ostrava in the Czech Republic, along with rolling mills at Skopje in Macedonia and Piombino in Italy.
Jay Hambro, chief investment officer of the GFG Alliance
Adding these major steel hubs more than doubles Liberty’s global metal manufacturing capacity in the U.K. as a steel and aluminum supplier to the automotive, aviation and specialist engineering sectors and in Australia supplying steel for building and infrastructure. The Group also makes steel in the USA for the automotive and other sectors.
The four sites in the package have a combined rolling capacity of around 8m tonnes a year and would give Liberty the ability to supply a full range of finished steels, including plate, hot rolled coil, cold rolled coil, galvanized sheet, tin plate, bar, wire rod, and rail. The plants serve domestic and wider European markets, including automotive, construction, industrial machinery, and oil and gas sectors.
“Following relevant approvals for this transaction, the GFG Alliance will have a number of new global hubs in Europe,” said Jay Hambro, chief investment officer of the GFG Alliance. “These steel operations are high-performing, profitable assets with modern equipment, excellent transport connections to key markets and high-skilled workforces. There is huge potential for expansion, further modernization and the application of GFG’s GREENSTEEL strategy.
A global manufacturer of technically advanced specialty materials and complex components recently signed an agreement with a leading steel company to provide carbon steel hot-rolling conversion services.
Bob Wetherbee, ATI’s CEO-Designate and current Executive Vice President, Flat-Rolled Products Group
Allegheny Technologies Incorporated will perform these services for NLMK USA at its world-class Hot-Rolling and Processing Facility, or HRPF, in Brackenridge, Pennsylvania. Slab shipments to ATI will begin immediately and increase to anticipated production levels in the first quarter of 2019. This agreement covers conversion services through December 2019.
“We are pleased to announce this agreement with an innovative partner like NLMK USA. They truly understand the value proposition provided by our HRPF and the benefits that it can bring to their end customers,” said Bob Wetherbee, ATI’s CEO-Designate and current Executive Vice President, Flat-Rolled Products Group. “This agreement provides ATI with guaranteed fee-per-ton volumes and significantly increases the asset utilization at our world-class HRPF. This incremental volume benefits all HRPF-produced products. We look forward to working with NLMK on additional growth opportunities.”
Bob Miller, Chief Executive Officer, NLMK USA
“NLMK USA is pleased to enter into this agreement with ATI. It expands our ability to supply the high-quality materials that US manufacturers demand. Due to its immense power and unique capabilities, ATI’s HRPF enables us to increase the breadth of our product portfolio to better complement the products produced at our Sharon, Pennsylvania, and Portage, Indiana, facilities,” stated Bob Miller, Chief Executive Officer, NLMK USA. “We were attracted to the HRPF’s capabilities and its close proximity to many of our strategic customers. ATI and NLMK were able to structure a win-win agreement that will ultimately benefit NLMK’s end customers by providing high-quality and distinctive carbon flat-rolled products at competitive prices.”
A German automaker entered into a joint venture with a Canton, Michigan-based, provider of metalforming technologies and products to build a press shop of the future.
Albrecht Reimold, Member of the Executive Board for Production and Logistics at Porsche AG
Porsche AG and Schuler, Inc, have agreed to create a so-called Smart Press Shop as part of a networked Industry 4.0 approach. The new press shop’s pioneering technologies will enable the highly flexible production of complex car body parts, whereby the focus will be on aluminum body panels and small batch production.
“Porsche wants to use the joint venture to lay the foundations for the future of sports car manufacturing,” said Albrecht Reimold, Member of the Executive Board for Production and Logistics at Porsche AG. “We plan to exploit future technologies and innovations in order to make our processes even more efficient. By dovetailing design, development, car body planning, toolmaking, and production within the Porsche Group, we can significantly influence the quality of our sports cars.”
“Porsche and Schuler will be using a press shop that sets new standards in two respects – in terms of manufacturing performance, as well as the digital networking and readability of data streams along the entire production process,” said Domenico Iacovelli, Schuler CEO. “Not only Porsche will benefit from this major step forward, but ultimately other manufacturers as well.”
Domenico Iacovelli, Schuler CEO
The systematic further development of process know-how in the field of metalforming will be achieved in part by the end-to-end networking of production data and the use of machine learning. Porsche and Schuler aim to set new standards in the field of predictive maintenance and intelligent production control.
The joint venture will operate as an independent company (GmbH & Co. KG) held in equal proportions by Schuler AG and Porsche. Each of the two companies will invest a double-digit million euro amount in the joint venture. The location of the new company has not been finally decided yet.
A Chicago-area automotive part supplier encountered frequent cracking of variable valve timing plates that were sent to a third party for heat treatment. The problem resulted in the company spending lots of time and money on part testing as well as wasting lots of steel. After a thorough examination of the manufacture and heat treatment of the parts, Paulo metallurgists identified the cause of the cracking and recommended a custom solution to keep it from happening in the future. The following is a case study on the part failure investigation and resolution by Rob Simons.
Case study of a part failure investigation and resolution
Being an integral part of customers’ success means more than just regularly receiving parts and treating them according to spec.
Sometimes a customer approaches a heat treater in search of answers to a problem they can’t quite grasp.
In this case, a Chicago-area supplier of automotive components needed to know why parts it sent off for heat treating kept coming back cracked. They were spending too much time and resources on tests and throwing out too many failed parts.
Persistent cracks in variable timing plates
Our customer produces variable valve timing plates for domestic automobile models. Variable valve timing (VVT) plates are part of a system designed to optimize engine performance by changing the lift, duration, and timing of valve lift events.
Variable Valve Timing Plates (Photo credit: Underhood Service http://www.underhoodservice.com/variable-valve-timing/)
In this case, the life cycle of these parts began in a steel mill, where coils of AISI 1045 carbon steel were produced. The parts were then annealed in preparation for fine blanking at our customer’s facility. Then, the parts would be through hardened and sent to the automotive manufacturer.
But our customer noticed that many of the parts came back cracked. This was the source of two big problems:
The customer had to perform inspections on every part that was returned from the heat treater, which came at significant expense of time and resources.
To satisfy the terms of its contract with the automotive manufacturer, our customer had to make far more parts than it would have ordinarily needed to on the assumption that many of the parts would not be acceptable. It cost too much money, and too much steel was wasted.
The customer approached metallurgists at Paulo to figure out what was wrong and what could be done to make it right.
Forensic heat treatment analysis
Our first task was to figure out what the customer’s heat treater was doing to the parts.
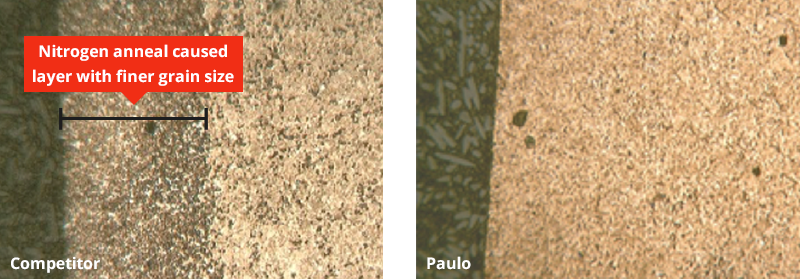
Upon our inspection, we noticed the parts were quite brittle. A closer look at the microstructure of the parts’ surfaces revealed they had been carbonitrided.
Meanwhile, we consulted with personnel at the mill and steel processor where the steel originated. We learned that the coils of 1045 steel were annealed in a nitrogen environment. Annealing is an important process that spheroidizes carbides in the steel which aids in fine blanking. In the case of our customer, the VVT plates could not be formed to the specified tolerance if they weren’t first annealed.
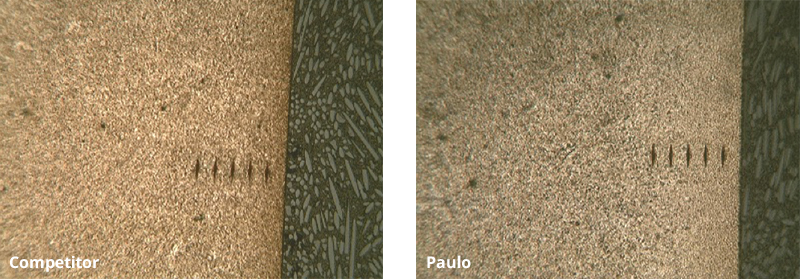
But the nitrogen present in the anneal was a problem. 1045 steel includes aluminum as a grain refining element. When aluminum and nitrogen combine during annealing, aluminum nitrides form. Aluminum nitrides create a much finer grain on the part surface, which prevents the full hardening of the material. We suspected our customer’s heat treater attempted to overcome the defect by carbonitriding. But instead of hardening, the parts just got brittle. That’s because 1045 steel lacks the hardenability that would be required to overcome the fine grain size that resulted from the presence of aluminum nitrides.
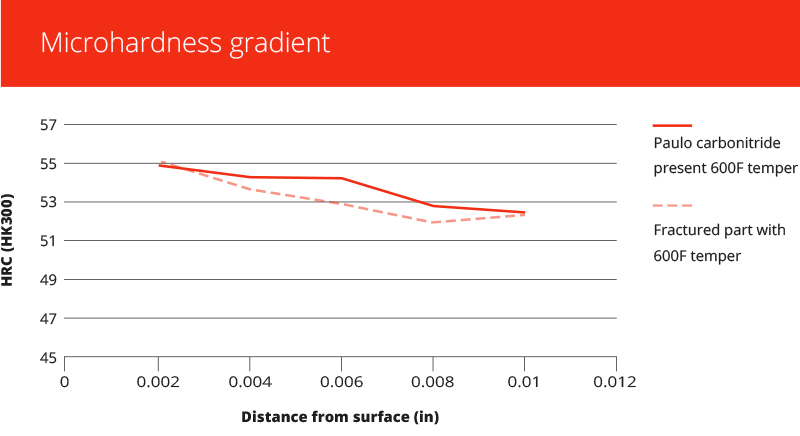
To confirm our suspicion, we ordered the same material from the customer’s mill and then carbonitrided the parts as we believed the previous heat treater had. Our post-treatment analysis of the parts shows the successful recreation of the failure mode.
A custom-developed solution
We believed the most direct way to solve the problem was to eliminate the factors that caused it at the start. We again approached the mill, this time to see if they could anneal the steel in a different environment. They said they could not.
The next best thing would be to “spike” the 1045 steel with another alloying element that would add hardenability despite the fine grain sizes that result when nitrogen and aluminum interact during annealing. We pinpointed chromium as the ideal alloy, and after some trial and error, we identified a formula for the chromium spike that would result in fully-hardened parts without cracks after through hardening.
Today, the customer’s mill still produces the 1045 steel with our recommended chromium spike. And as of mid-2018, we’ve treated 25 million variable valve timing plates for this customer.
This case study illustrates the importance of a few key lessons suppliers should keep in mind. First, stay in touch with what’s going on further up the supply chain. You may be able to react to problems more quickly or stop them altogether.
Second, have a working knowledge of part materials and the chemistry at play during any manufacturing process. Armed with this knowledge, you can ask key questions as you vet potential heat treatment partners. It could end up saving you time and expense in the long run.
Finally, know where to get a second opinion, and have a backup heat treater ready in case your primary partner can’t do what you need them to do.
Rob Simons is a metallurgical engineer specializing in ferrous heat treatments with 35 years of experience in the industry. He earned a degree in metallurgical engineering from the University of Missouri – Rolla in 1982 and most recently was a featured presenter at the ASM Heat Treat 2017 conference. He has been at Paulo for over 30 years.