In order to meet increasing market demand, a global auto manufacturer is including the installation of a second automated nitriding cell to help expand production capacity of automotive parts. The capital equipment will allow the client to bring the production process in-house for greater control, flexibility, and enhanced effectiveness.
This is the client's third order from Nitrex and second nitriding cell installation in this phase. Nitrex will undertake almost all aspects of the cell for 24/7 lights-out manufacturing: furnaces, charge cars, loading/unloading and magazine tables, and auxiliary equipment (e.g., atmosphere neutralizer, water cooling stations, charge cooling station, etc.). All equipment will be connected to the Protherm 9800 automation platform for automatic handling and processing, which improves workflow efficiency, process reliability, furnace utilization, work order tracking, and real-time performance metrics.For this latest order, six continuous flow-through nitriding systems, furnace model NXHL-910512, were ordered to create the fully automated cell, which is responsible for automatic loading/unloading, processing, and transport. Delivery is planned for August 2022, and the cell should start operating in autumn.
"This chain of events helps increase the plant’s efficiency and productivity: the cell selects the furnaces in which it is possible to place consecutive batches or delivers the batches to several furnaces to process. Since charges are transferred to a cooling station outside the furnace, the furnace can continuously process batches without affecting the workflow and productivity," adds Nikola Dzepina, the executive of International Accounts. "This is a huge process simplification for the furnace operator and enables an automatic and autonomous operation of the area of the plant that controls surface treatment, allowing to increase productivity but also to maintain the repeatability of results."
Piotr Skarbiński Vice President of the Aluminum Process and CAB Products Segment SECO/WARWICK Group Source: SECO/WARWICK
A continuous line for controlled atmosphere brazing (CAB) of large-dimension battery coolers will be installed at the plant of a European manufacturer of heat exchangers. This purchase is consistent with continental trends to invest in building supply chains for the manufacture of electric vehicles.
This is the second year in a row that the client is ordering CAB line from SECO/WARWICK, the Polish sister company to SECO/VACUUMin North America; this current commission will be the widest CAB line that the supplier has ever built. Its usable dimensions will allow the customer to manufacture large-dimensioned vehicle battery coolers at a mass scale. The dynamic growth of battery sales involves the growth of sales of other parts such as battery coolers. They are manufactured using highly-specialized continuous lines for controlled atmosphere brazing.
"Globally, we sell more and more CAB lines, which prove well in this industry," said Piotr Skarbiński, vice president of Business Segment Aluminum Process and CAB at SECO/WARWICK. "Our equipment is operated not only in Europe, but also in Asia and North America."
How can steel production be "green"? Where does the United States stand in steel production when compared to the rest of the world?
Lourenco Goncalves, chairman, president, and CEO of Cleveland-Cliffs, Inc. answers these questions and more in this article, originally published in Heat TreatToday'sAugust 2021 Automotiveprint edition.
Lourenco Goncalves Chairman, President, CEO Cleveland-Cliffs, Inc.
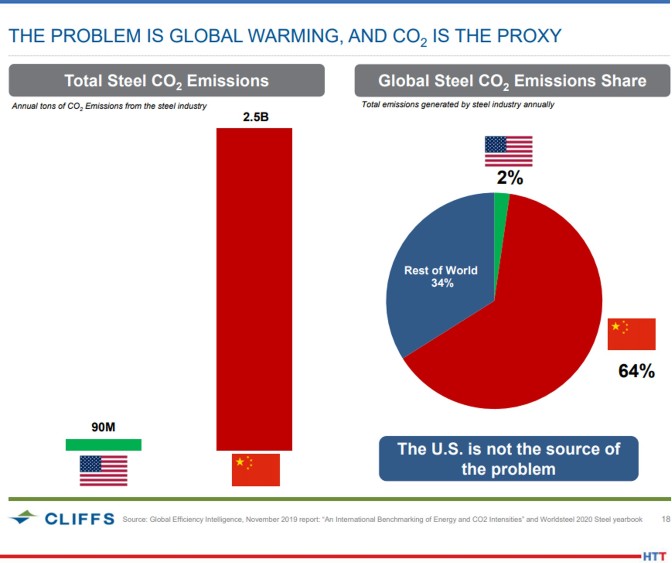
The United States is the benchmark of the world in all things steel. Amongst all major steelmaking nations, we have by far the greenest emissions profile. On average, each ton of steel produced in the United States generates 1.0 tons of CO2 emissions, compared to a ton of steel produced by China which generates 2.5 tons of CO2 emissions. The U.S. generates only 2% of all the greenhouse gas emissions from global steel production, while China contributes 64%.
The attributes that make our industry so green are the use of scrap, natural gas as both a reductant and energy source, and green iron ore pellets in blast furnaces. Because scrap cannot be used in a closed loop, natural gas and pellets allow for a healthy participation of low-carbon intensity virgin iron and steel units in a well-balanced ecosystem.
Steel’s emissions profile also makes it the lowest-carbon option compared to other materials perceived to be green, such as aluminum and carbon fiber. Adjusting for part weight, production of the equivalent volume of these competing materials generates 5 to 10 times more CO2 emissions than steel made in the United States.
This emissions profile is just one of many attributes that will support steel’s continued position as the material of choice in automotive light vehicle bodies. On top of being the greenest material and having a 100-year incumbency advantage, steel is more affordable than aluminum and is easier to weld, form, and repair or replace. Our continued innovation in advanced high strength steels (AHSS) has allowed us to produce thinner, lighter-weight, yet stronger materials, and closed the gap on the perceived density advantages that the aluminum industry has touted.
Even though we boast a low emissions profile, our work is not done. At Cleveland-Cliffs, we have made public our target to reduce greenhouse gas emissions by 25% by 2030. In our global discussion about decarbonization, the use of hydrogen (H2) as an iron-reducing agent has emerged as playing a key role in a carbon neutral future. While clean and leaving only steam (H2O) as its byproduct, large scale H2 use in steelmaking is an unproven technology that comes with enormous practical challenges, including safety and prohibitive costs. Knowing what we know today, we are probably decades away from H2 becoming part of any affordable and easily available technology.
At Cliffs, we don’t want to rely on breakthrough technologies, but rather deal with practical decarbonization options. Our efforts involve the use of the hydrogen contained in natural gas, which is actually a mix of 95% CH4 and 4% C2H6. Natural gas is used as the reducing agent at our new, state-of-the-art DRI facility in Toledo, OH, as well as a meaningful supplemental reductant in all eight of our blast furnaces. The abundance of cheap natural gas in the United States will continue to provide us ample opportunity to decarbonize.
Steel is the inevitable material of choice in a modern, greener world. As the largest flat-rolled steel producer in North America, Cleveland-Cliffs will remain on the cutting edge in shaping the future and further cementing our industry as the envy of the world.
About the Author: Lourenco Goncalves is chairman, president, and CEO of Cleveland-Cliffs, Inc.
A manufacturer in the automotive industry has placed an order for a large-capacity, high vacuum furnace, equipped with a cooling station to increase the performance of the system. This furnace will complete their new production plant and aid in vacuum aluminum brazing various components.
Maciej Korecki Vice President, Business Segment Vacuum Heat Treatment Furnaces SECO/WARWICK (source: SECO/WARWICK)
SECO/WARWICK, the sister company of North American manufacturer SECO/VACUUM, provided the furnace to the automotive manufacturer of engines, filters, electric equipment, and cooling systems. For this project, the client required that the vacuum furnace have automatic loading and transportation of parts, as well as an increase in precise control of temperature uniformity and distribution.
"The equipment [. . .] has been installed in a new production plant that will significantly improve the capacity of the entire group," explains Maciej Korecki, vice president of the Business Segment of Vacuum Heat Treatment Furnaces at SECO/WARWICK. "A key to success in this project was the huge trust displayed by our partner and close cooperation at the design stage."
Looking for vacuum aluminum brazing furnaces? See listings for services and products in the Heat Treat Buyers Guide
The Intensive Quench (IQ) process is an alternative way of quenching steel. It involves a very rapid and uniform cooling of steel products in water with cooling rates several times greater than that of conventional quenching in agitated oil or polymer. Through this interesting article, explore the unique method and its use in the automotive industry.
This article first appeared in Heat Treat Today’sAugust 2021 Automotiveprint editionEdward Rylicki, vice president of Technology, and Chris Pedder, technical manager of Heat Treat Products and Services, at Ajax TOCCO Magnethermic Corp., as well as Michael Aronov, CEO of IQ Technologies, Inc.
Introduction
The Intensive Quench (IQ) process is an alternative way of quenching steel parts that originated with Dr. Nikolai Kobasko of Ukraine in 1964.1 It involves a very rapid and uniform cooling of steel products in water with cooling rates several times greater than that of conventional quenching in agitated oil or polymer. The IQ process is interrupted at an optimal time when the surface compressive stresses reach their maximum value, and the part-hardened layer reaches its optimal depth. A proprietary computer program is used for determining an optimal dwell time for steel parts of different shapes and dimensions.
Ajax TOCCO Magnethermic Corporation has recently acquired assets of IQ Technologies, Inc. of Cleveland, Ohio. Over the last 20 years, IQ Technologies has been commercializing an intensive quenching (IQ) process for steel parts in the U.S. and overseas.
Figure 1. IQ system for processing gun barrels and long shafts
The IQ process is conducted in IQ water tanks (a batch IQ technique) and in single-part processing high-velocity water flow IQ units when parts are quenched one at a time. Steel parts are austenitized prior to intensive quenching in heat treating furnaces or using an induction through heating (ITH) method.2 As an example, Figures 1 and 2 present two production IQ systems. Each includes a single-part processing high-velocity water flow unit built by IQ Technologies. The IQ unit in Figure 1 is equipped with a single-shot low frequency ITH station built by Ajax TOCCO Magnethermic. It is designed for processing gun barrels and shafts of up to 36” long and up to 2” in diameter. The IQ unit in Figure 2 is equipped with a box atmosphere furnace and is designed for processing gear products of up to 8” in diameter and shafts of up to 15” long.
Figure 2. IQ system for processing gear products and shafts installed at Euclid Heat Treating Co.
Coupling of the single-part processing IQ technique with the ITH method (ITH + IQ) is the most effective way of IQ process implementation. It allows conducting of heat treating operations within a manufacturing cell in line with a steel parts production process. This paper focuses on two applications of the ITH + IQ process:
Elimination of a costly, energy and time-consuming carburization process
Substitution of a one-step ITH + IQ process for a two-step heat treatment consisting of batch quenching parts in oil or polymer for part core hardening followed by induction hardening
Elimination of Carburizing Process
The carburizing process is the most expensive and time-consuming heat treatment process. Elimination of the carburizing process by implementing the IQ method requires the use of limited hardenability (LH) steels. LH steels are medium to high carbon steels having exceptionally low content of alloy elements. When quenched intensively, LH steels provide a hard, martensitic case, tough, ductile core, and high residual surface compressive stress mimicking a carburized condition without carburization.
Figure 3. Side pinion
Two IQ case studies were conducted with two major U.S. automotive parts suppliers for evaluating the IQ process when applied to side pinions and drive pinions made of LH steel. Results obtained were compared to the same parts made of alloy steel, carburized and quenched in oil.
Side Pinions
Figure 3 presents a picture of the evaluated side pinion having the outside diameter (OD) of 80mm and inside diameter (ID) of 27mm. Standard pinions were made of alloy 8620 steel, carburized, quenched in oil, and shot peened. Pinions made of LH steel (acquired from Russia) were quenched intensively in the high-velocity water flow single-part processing IQ unit. The LH steel pinions were not shot peened after heat treatment. A chemical composition of the LH steel used is presented in Table 1.
To evaluate the side pinion structural and stress conditions during heat treatment, DANTE computer simulations were conducted by DANTE Solutions, Inc. of Cleveland, Ohio, for standard carburized side pinions and for intensively quenched pinions made of LH steel.3 It was shown that the microstructure of the carburized and quenched-in-oil side pinion consists of martensite formed within the part carburized case and bainite in the remaining part cross section (Figure 4).
Figure 4. Microstructure distribution
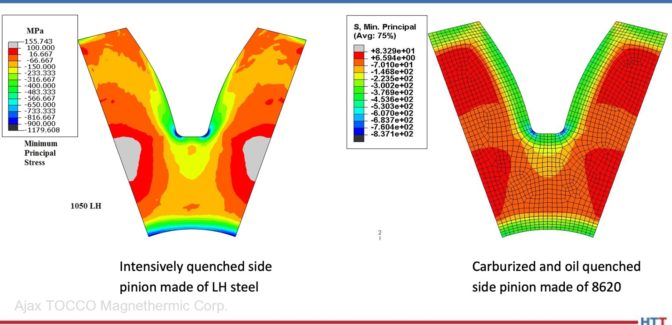
Figure 5. Minimum principal stress
A microstructure distribution in the intensively quenched side pinion made of LH steel consists of a martensitic structure in the part surface layer, a bainitic structure beneath the martensitic case, and a perlitic structure in the part core. The martensitic case is generally deeper in the intensively quenched LH steel pinion compared to that of the standard pinion.
Figure 5 presents calculated values of the minimum principal stress that represent residual surface compressive stresses. As seen from the figure, the intensively quenched LH steel side pinion has residual surface compressive stresses greater than that of the carburized side pinion quenched in oil.
Figure 6. Experimental microhardness data for LH steel side pinion (PL – pitch line, RR – tooth root, TOT – tooth tip)
Figures 6–8 present experimental data obtained by the customer for the intensively quenched side pinions made of LH steel. Figure 6 shows hardness profiles at the pinion pitch line, tooth root, and tooth tip. Figure 7 presents an etched pinion tooth sample showing a martensitic case. As seen from the above figures, the IQ process provided the hard case and the ductile core that mimics a hardness distribution after carburizing.
Figure 7. Hardened case in intensively quenched side pinion made of LH steel
Figure 8 shows a residual surface compressive stress distribution for the LH steel side pinion root area. Residual surface compressive stresses for the intensively quenched side pinion made of LH steel were greater than that of the standard carburized and shot peened pinion. Fatigue testing has proven that intensively quenched side pinions made of LH steel have a longer service life compared to the standard pinions.
Figure 8. Residual stress distribution in intensively quenched side pinion made of LH steel
Drive Pinions
An IQ case study was conducted for drive pinions with one of the major U.S. automotive parts suppliers. Drive pinions were made of LH steel produced by a U.S. steel mill (the LH steel chemistry is proprietary information). Figure 9 presents a picture of the evaluated drive pinion. The drive pinions were quenched in the high-velocity water flow single-part processing IQ unit. Per customer evaluation, the hardness profile in the intensively quenched drive pinions made of LH steel mimics the hardness distribution in the standard carburized and oil quenched drive pinions, while the values of the residual surface compressive stresses are greater for the intensively quenched LH steel pinions compared to that of the standard drive pinions. (This information is also not presented in the paper due to its proprietary nature.)
Figure 9. Drive pinion
The intensively quenched drive pinions met all the customer’s metallurgical specifications and passed both the ultimate strength test and the fatigue test. It was shown that the part fatigue resistance improved by about 150% compared to that of standard carburized and quenched in oil drive pinions. In addition, distortion of the intensively quenched drive pinions is so low that no part straightening operations are required.
Application of the ITH + IQ process and LH steels for side pinions and drive gears will result in the following major benefits:
Less energy usage due to elimination of the long carburization process
Lower overall part costs
Cleaner parts and work environment due to use of water instead of quench oil or polymers
Lower work-in-process inventories and shortened lead times, due to possibility of running heat treat operations in part manufacturing cell
Substitution of One-Step Heat Treating Process for Two-Step Heat Treatment
A two-step heat-treating process consisting of batch quenching of parts in oil or polymer for core hardening, followed by induction hardening, is used in the industry for many steel products. This heat-treating process provides parts with a hard case and tough, ductile core that is similar to the carburizing process. A substitution of the ITH + IQ method for the two-step heat-treating process is another attractive possibility for steel part makers in reducing the part cost.
Figure 10. Typical input shaft
One of the major U.S. automotive parts suppliers applied this approach to the manufacturing of input shafts (Figure 10). The input shafts are currently made of high-alloy medium-carbon steel that requires annealing after forging. The intensively quenched input shafts were made of plain medium carbon steel that did not require annealing after forging. The shafts were quenched at the Ajax TOCCO Magnethermic Detroit Development & Support Center.
Per customer evaluation, the hardness profile in the intensively quenched input shafts was similar to that of standard shafts. Residual surface compressive stresses in the intensively quenched shafts are greater compared to that of the standard input shafts resulting in longer part fatigue life of up to 300%. (Per the customer’s request, the actual data on the part hardness profile, microstructure distribution, and values of residual surface compressive stresses are not presented in the paper.)
Figures 11 and 12 present current and improved input shaft production flow charts accordingly. As seen, an introduction of the ITH + IQ process allows elimination of the following input shaft manufacturing steps: annealing after forging, batch oil quenching, and shaft straightening. In addition, part shipping and material handling operations will be significantly reduced. In summary, the application of the ITH + IQ process provides the following major benefits in this case:
Less energy usage due to the elimination of two heat treating processes: annealing after forging and batch quenching in oil
Less material cost due to substitution of plain carbon steel for high alloy steel
Lower overall part costs due to the use of less expensive steel, reduction of heat treatment cost, elimination of all expenses associated with the use of quench oil, reduced cost of shipping and material handling, and elimination of part straightening operations
Cleaner parts and work environment due to use of water instead of quench oil or polymer
Lower work-in-process inventories and shortened lead times, due to possibility of running heat treat operations in part manufacturing cell
Figure 11. Drive pinion current production flow chart
Figure 12. Drive pinion improved production flow chart
Conclusion
Implementation of the ITH + IQ process and the use of LH steels will make possible the conducting of heat treat operations in a steel part manufacturing cell, reducing work-in-process inventories and shortening lead time. At the same time, tremendous energy savings, significant reduction of a carbon footprint, and overall part cost can be achieved due to eliminating the carburizing process and the use of quench oil, and due to the substitution of plain carbon steel for high alloy material. Improved work environment is also a bonus.
Figure 13a. IQ system for processing gear products and shafts Installed at Ajax TOCCO MagnethermicDetroit Development & Support Center
Figure 13b. IQ system for processing gear products and shafts Installed at Ajax TOCCO MagnethermicDetroit Development & Support Center
IQ Facility at Ajax TOCCO Magnethermic Detroit Development & Support Center
Ajax TOCCO Magnethermic has set up an IQ facility at its Detroit Development & Support Center (Figure 13). The facility includes a single-part processing IQ unit and an induction heating station. The IQ unit is capable of processing gear products, shafts, etc. of up to 8” in diameter and 15” long. The IQ unit controls monitor the following parameters: water temperature, water flow velocity, pump pressure, and dwell time. The induction heating fixture consists of a pneumatic horizontal indexing heat station used for power supply load matching and inductor positioning. The load matching station can be fed by numerous power supplies capable of various operating frequencies and power levels up to 600 kW.
The Detroit Development & Support Center also houses a large area for the manufacture and repair of induction tooling, along with engineers needed for the design of prototype and production tooling. There is also a metallurgical lab with the equipment and staff necessary to support the ITH + IQ process development. The metallurgical lab contains macro and micro hardness testers, cut-off wheels, polishing equipment and a metallograph for analyzing microstructures.
References
[1] N.I. Kobasko and N.I. Prokhorenko, “Quenching Cooling Rate Effect on Crack Formation of 45 Steel,” Metalloved. Term. Obrab., Met., No. 2, 1964, p. 53-54 (in Russian).
[2] M.A. Aronov, N.I. Kobasko, J.A. Powell, “Intensive Quenching of Steel Parts,” ASM Handbook, Volume 4A. Steel Heat Treating Fundamentals and Processes, 2013, p. 198-211.
[3] B.L. Ferguson, Zhichao Li, N.I. Kobasko, M.A. Aronov and J.A. Powell, “Limited Hardenability Steels and Intensive Quenching,” Proceedings of ASM Heat Treating Conference, Indianapolis, 2009.
About the Authors:Edward Rylicki is the vice president of Technology and Chris Pedder is the technical manager of Heat Treat Products and Services, at Ajax TOCCO Magnethermic Corp. For more information, contact info@ajaxtocco.com or 800.547.1527
Michael Aronov is the CEO at IQ Technologies, Inc. For more information, contact Michael at m.a.aronov@sbcglobal.com.
A Michigan-based captive heat treater in the precision automotive and specialty fastener industry will receive a 6000 lb/hr continuous mesh belt furnace to complete its new line.
Can-Eng Furnaces International, the provider of the furnace, utilized their Level 2 Automation to enable the heat treater to track product status, diagnose equipment, and provide process data. The system will lower the heat treater’s energy requirements for the hardening furnace and reduce required atmosphere by one-third. The system is equipped with an automated bin-dumping loader, pre-washer, atmosphere-controlled mesh belt hardening system, oil quench, post wash system, temper furnace, in-line soluble oil system, and bi-directional conveyor discharge.
Heat TreatToday provides many different ways for you to keep current on heat treating technical content, news, trends, and specifications within the industry. Heat TreatRadio is one of those outlets. Publisher and Heat TreatRadio host, Doug Glenn, talked with James Hawthorne from Acument Global Technologies and Justin Rydzewski of Controls Service Inc., both of whom served on the committee, with Hawthorne being the chairman, of the latest revisions (Rev. 4) to CQI-9.
This column appeared in Heat TreatToday'sAugust 2021 Automotiveprint edition.
Check out this article for a summary of the topics and insights discussed during this four-part series, and then listen to the individual episodes to learn all you need to know about understanding and complying with CQI-9 Rev. 4.
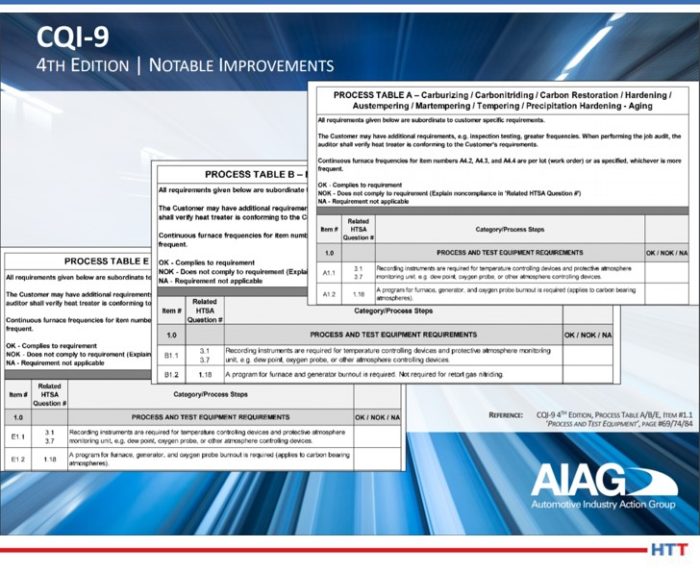
Process tables from Rollout Webinar (Source: Rollout Webinar PowerPoint)
Heat Treat Radio:
Justin Rydzewski on CQI-9 Rev. 4
(Part 1 of 4) – Pyrometry
In this first episode, Doug Glenn and Justin Rydzewski provide an overview of CQI-9 and the “why” behind the new revision as well as talking down through the pyrometry section which covers things like sensors, thermocouples, calibration, SATs, and TUS. Rydzewski was an active participant in the writing of the new revision. His company, Controls Service Inc., is an ISO/IEC 17025 accredited provider of process control systems, calibration, maintenance, and services.
Here’s an excerpt taken from the transcript of the first podcast:
Doug Glenn (DG): Give us information about CQI-9. Give us a brief history. When did it start? Who owns it? Who maintains its updates? To whom does it apply? What is its scope?
Justin Rydzewski (JR): The best way I know to describe it (because, perhaps the most widely known pyrometry specification is AMS2750) is CQI-9 is the automotive equivalent of AMS2750. There are obviously some differences between the two documents, but, in a nutshell, that’s the comparison. It is a document supported by the AIAG, the Automotive Industry Action Group. They oversee the publication of it, the drafting of it, and supervise the whole thing through that process. CQI-9 is the number. Officially, it’s called the Special Process Heat Treat System Assessment and that kind of gets the nomenclature of CQI-9 that applies to automotive heat treaters, or any performing heat treat work within the automotive industry; and several processes fall into that category. It can be from commercial heat treat to in-house heat treat, to organizations like mine that support it. It applies to anyone participating in that effort of heat treat.
DG: Let’s talk about Rev. 4. You said as soon as “3” was out, you started on “4” and it took eight to nine years to get done with “4.” What was the main reason why you needed to abandon “3”?
JR: They schedule these things out to be rewritten on a routine basis. Like most specifications, they are reviewed on some established interval of time. The biggest difference between the second edition of CQI-9 and the third edition was that the third edition removed all references to AMS2750. When 2750 was in the document, it created a world of confusion, and the guidance and errata sheets that followed were just so numerous that they made it a somewhat difficult document to adhere to.
One of the ideas we brought to the table was that maybe we should just remove all reference to it [2750] and write our own specification. So, the third edition removed the 2750 references. In doing so, it ended up being a very well written document. It was effective. The OEMs—your GMs, Fords, FCAs—were happy with the results of the document.
The prolonged active interval of that document allowed us to collect a lot of really good data about what was working, what wasn’t, what was confusing, and where additional clarity was needed. The more data we collected, the more confident we were that the fourth edition would truly make a stride toward being a more effective document.
DG: What are the major sections?
JR: It is structured very similar to the way of AMS2750 in that regard. You have four sections that divvy up a pyrometry section: thermocouples, instrumentation, system accuracy testing, and temperature uniformity survey. But, unlike AMS2750, CQI-9 is a system assessment, it is a process, it is a heat treat management system. It encompasses more than just pyrometry. Where AMS2750 is a pyrometry specification, CQI-9 is a process specification; it encompasses everything. It also includes your heat treat system assessment, which is three sections of questions regarding your heat treat operation, then you have your pyrometry which is those four sections I mentioned. Then you have your process tables. Your process tables drive all of your requirements for your particular operation, in terms of frequencies and tolerances.
To listen or read more about the CQI-9 pyrometry section, go to www.heattreattoday.com and search “Heat Treat Radio CQI-9”
Heat Treat Radio:
James Hawthorne and Justin Rydzewski on CQI-9 Rev. 4
(Part 2 of 4) – HTSAs & Job Audits
In this second installment, Doug Glenn, Justin Rydzewski, and James Hawthorne of Acument Global Technologies discuss heat treat system assessments and job audits in CQI-9 Rev. 4.
Hawthorne is a heat treat specialist in Acument’s North American facilities and handles the heat treat systems, the system’s compliance, and quality assurance for heat treat within his organization. (Acument makes fasteners—nuts, bolts, rivets, washers— for the auto industry.)
Here’s an excerpt taken from the transcript of the second podcast:
DG: James, how would you explain CQI-9 to someone who has essentially zero understanding of what it is?
James Hawthorne (JH): CQI-9 is Continuous Quality Improvement. The purpose behind it is to put together a system that will help you manage and control your process, and at the end of it, the product that you’re delivering to the end user. The intent is to give you those guidelines to help avoid potential spills or escapes or whatever else may come with that.
DG: It’s mostly heat treat related, yes? Or is there more than just heat treat there?
JH: It is the entire system of heat treat. If you look at the heat treat system assessment, the first portion of it is quality based. The second portion (Section 2) is the floor responsibilities, things that are on task that are being completed. And third, you get into the maintenance and the pyrometry portion of it, very specific to the pyrometry and very specific to atmosphere control. At the end of it, there are some very specific induction questions, because when it comes to induction, there is no real furnace at that point, so you want to focus on those key elements of induction.
DG: James, we’d like to pick your brain a bit on this. Let’s jump into some questions on the HTSAs, as we’ll refer to them, heat treat system assessments, and job audits. Let’s go right to the basics: What is an HTSA and what is its purpose?
JH: HTSA, heat treat system assessment, is a tool that has been developed to help you evaluate how you manage your heat treat system for effectiveness: effectiveness in quality management and effectiveness in the floor responsibilities. Like I mentioned earlier, understanding that through aspects of training and training effectiveness and into the final section of atmospheric control and atmosphere management and reaction to those.
The purpose here is to have one system, one document that is the rules of engagement for doing heat treat in the automotive world. What this does is allows the automotive industry to give you one spec, one thing to follow. As opposed to having, say Ford, give you ten questions where none of them are exactly the same as FCA or nine of them are the same as Ford Motor Company, where one of them has a specific question. This encompasses all of those wants and needs from the auto industry to protect themselves, to protect the end user out there in the field that may be using that heat treated component.
To listen or read more about the CQI-9 pyrometry section, go to www.heattreattoday.com and search “Heat Treat Radio CQI-9”
Heat Treat Radio:
Justin Rydzewski and James Hawthorne on CQI-9 Rev. 4
(Part 3 of 4) – Process Tables & New Resources
In this third episode, the trio talks about process tables, their importance, and key information on how to read this revision of CQI-9.
Here’s an excerpt from part 3:
JH: The heat treat system assessment (HTSA) covers the heat treat system and its assessment. There are very unique processes that are covered by CQI-9 and are captured in the process table section of the CQI-9 document.
Process Table A covers carburizing, carbonitriding, carbon restoration, austempering, and precipitation hardening or aging. Section B covers nitriding and ferritic nitrocarburizing. Process Table C covers aluminum. Process Table D covers induction. Process Table E includes annealing and normalizing the stress relief. It goes up to process Table I.
AIAG Cover CQI-9 Edition, 2020
There is a process table for each unique type of heat treat that is out there in the industry and this allows some very specific topics to be covered in those types of processes.
The first portion of it is Process and Test Equipment Requirements. What are the rules of engagement for those items? The same thing for pyrometry. There are specific call outs in the process tables. If this is part of your system, you have to play by these rules. Some of them will point you to specific sections of pyrometry. So, if you’re looking at the thermocouple and calibration of thermocouples, the process table is going to tell you that you shall conform to section P3.1 which covers all of those.
It also covers the process monitoring frequency. How often do you have to check your temperatures? What are the rules of engagement? If you have a batch style furnace that covers that process, it has certain rules for you to manage your batch process.
Then you get into things like inspection – Section 5 of the process table covers things like quenchant and solution test parameters, and the rules for checking that.
What’s really nice about the document is that it’s set up in a way where you can go to the HTSA right from the process table to see if you’re compliant to what’s listed there as the shell statement and the requirements or the frequency for checking those.
To listen or read more about the CQI-9 pyrometry section, go to www.heattreattoday.com and search “Heat Treat Radio CQI-9”
Heat Treat Radio:
Justin Rydzewski and James Hawthorne on CQI-9 Rev. 4
(Part 4 of 4) – Expert Advice
In this final installment, Doug Glenn, Justin Rydzewski, and James Hawthorne field opinion questions as well as practical implementation questions of the new CQI-9 Rev. 4.
Here’s an excerpt from the transcript:
DG: Has CQI-9 been effective in the automotive industry?
JH: I think, 100%, Doug. It’s like IATF—all of the automotive industry has to be compliant to that. Same thing with CQI-9. It provides that commonality for all heat treaters in all the different processes that are employed at their facilities, or the multiple facilities that they may have. For a company like ours, we have eight companies in North America. For the North American side of things that have heat treat furnaces in them, we have induction furnaces, we have carbonitriding furnaces, and we have stress relief furnaces. So that commonality even helps us internally with our management system and how we take steps to provide that common approach and compliance to CQI-9.
JR: I think that also bodes well up the ladder for the OEs. The more people, the more sources that you can go to in order to have work done and have it what you expect it to be, from a quality standpoint.
I think one of the things that CQI-9 has done really well is they’ve made a concerted eff ort to make that document easier to understand and to simplify things down to just its bare bone necessities, whereas some of the other specifications that exist in industry can be lacking.
The intent of CQI-9 was, to a large extent, to be something that you can do yourself and implement yourself. We’ll provide you with the guidance, put it in simple terms, and give you all the research you need to support this on your own.
To listen or read more about the CQI-9 pyrometry section, go to www.heattreattoday.com and search “Heat Treat Radio CQI-9”
An international technology service provider and materials science startup located in Cambridge, UK has formed a new technical collaboration with Ovako, a manufacturer of engineering steel with locations in North America. The collaboration is focused on extending the startup's new metal testing technology to be able to test very hard metals, including novel grades.
Testing the steel manufacturer's Hybrid Steel® is a particular focus of the collaborative efforts with Plastometrex. The novel grade results from the first successful combination of two well-established precipitation strengthening mechanisms – i.e. simultaneous hardening by both carbides and intermetallic precipitations. It is designed to meet the demands of high-stress, elevated-temperature applications where mechanical strength is critical.
Bill Clyne Chief Scientific Officer Plastometrex
Patrik Olund, vice president and Head of Group R&D of Ovako, comments on the technology, "Their platform methodology and innovative product provide a much-needed tool for both metallurgy R&D and production activities. By extending the capability of the technology to test the hardest metals, we will be able to use the technology to rapidly characterize and optimize our products as well as the novel Hybrid Steels."
From the Ovako collaboration, Plastometrex will release a product update that will enable the device to test the vast majority of very hard engineering metals. Professor Bill Clyne, Chief Scientific Officer and leader of Plastometrex's research and development activities, commented, "[OVAKO] are a company with excellent scientific capabilities and a forward-thinking approach. Our collaborative work has been highly fruitful and directly resulted in capability improvements to our flagship product, which will soon be able to test very hard metals."
To learn more about this technology, listen or read the transcript to thisHeat Treat Radio episode.
A Dutch manufacturer and global heat treater has reached a definitive agreement to acquire 100% of the shares of Premier Thermal Solutions LLC (PT), based in Lansing (Michigan, USA). PT operates nine locations across the industrial Midwest in Michigan, Wisconsin, Indiana and Ohio, and provides surface technologies and related services to achieve metallurgical specifications for its various industrial clients.
Their specialized technology portfolio in the industrial Midwest region of the U.S. will complement Aalberts N.V. surface technologies, which has core activities in the Northeast and Southeast region. PT is serving the light and heavy truck, electrical vehicles, agriculture, defense and aerospace end markets.
PT has a project funnel that includes work in electrical vehicles, light and heavy truck, agriculture and industrial end markets. NADCAP and OEM certifications allow Aalberts surface technologies to progress work in the defense and aerospace markets in North America.
The management team of PT, under the leadership of Steven Wyatt, will continue to develop the business and drive business opportunities.
A U.S. manufacturer is set to receive a dual chamber furnace to heat treat automotive parts. This heavy duty furnace-over-oven features 12-gauge sheet steel construction with reinforced members for a solid framework and each chamber is 24” H x 24” W x 36” L.
This is the 7th large Dual Chamber 8000 Series Furnace from Lucifer Furnaces, Inc. that it has shipped to the U.S. auto manufacturer. The upper hardening chamber heats with 45 KW power to banks of elements on sides, door and back. The heating elements are designed with heavy gauge wire mounted in removable holders.
The upper chamber cast hearth plates support the workload and can be easily replaced without disturbing the heating elements. The lower tempering oven with 20 KW power features a stainless-steel liner shielding heating elements from the workload. This liner was designed as a 3-sided liner with a cast hearth plate for durability. A high cfm, ½ hp fan recirculates air past the elements and back through the chamber in a uniform pattern.
This unit was customized with a free-standing control panel providing the ability to separate control operation from the furnace environment. Each chamber has been outfitted with Honeywell Multi Program Controllers with a High Limit Backup Controller to prevent temperature excursion events.





 In order to meet increasing market demand, a global auto manufacturer is including the installation of a second automated nitriding cell to help expand production capacity of automotive parts. The capital equipment will allow the client to bring the production process in-house for greater control, flexibility, and enhanced effectiveness.
In order to meet increasing market demand, a global auto manufacturer is including the installation of a second automated nitriding cell to help expand production capacity of automotive parts. The capital equipment will allow the client to bring the production process in-house for greater control, flexibility, and enhanced effectiveness. For this latest order, six continuous flow-through nitriding systems, furnace model NXHL-910512, were ordered to create the fully automated cell, which is responsible for automatic loading/unloading, processing, and transport. Delivery is planned for August 2022, and the cell should start operating in autumn.
For this latest order, six continuous flow-through nitriding systems, furnace model NXHL-910512, were ordered to create the fully automated cell, which is responsible for automatic loading/unloading, processing, and transport. Delivery is planned for August 2022, and the cell should start operating in autumn.