Welcome to another Technical Tuesday! Today, we look to our European information partner, heatprocessing, to share three technological shifts that are developing in steel and auto manufacturing. Specifically, these changes have to do with energy use through hydrogen and electricity.
Carbon-Neutral Pre-Material
“greentec steel is the ambitious plan developed by voestalpine to decarbonise steel production. Using a hybrid technology and electric arc furnaces would allow CO2 emissions to be reduced by around 30 % in a first step to 2030. The steel and technology Group’s long-term goal is to successively increase the share of green electricity and hydrogen used in the steel production process, together with tomorrow’s climate-neutral prematerials DRI and HBI, to achieve the goal of carbon-neutral steel production by 2050.”
“By using a new, innovate manufacturing process, the production of steel at the supplier level is CO2-free. By contrast, steel produced using a classic blast furnace, emits an average of more than 2 t of CO2 per t. In the new process, the supplier uses hydrogen and electricity from 100 % renewable energy sources instead of coking coal in steel production. The hydrogen serves as a reduction gas, which releases and binds the oxygen from the iron ore. Unlike the use of coking coal, this does not produce CO2, but water. The supplier uses electricity from 100 % renewable sources for the energy requirements generated in the manufacturing process.”
“For Volvo Cars, the CO2 emissions related to steel and iron production for its cars amount to around 35% in a traditionally powered car and 20 % in a fully electric car of the total CO2 emissions from the material and production of the components going into the car.
“SSAB aims to reduce Sweden’s CO2 emissions by 10 % and those in Finland by 7%, through HYBRIT technology, using hydrogen produced from water and fossil-free electricity instead of coking coal.”
One of the world’s largest producers of high volume, specialty automotive fasteners based in Italy has awarded two contracts to Canadian heat treat supplier in order to expand their manufacturing capabilities with a mesh belt fastener heat treatment system.
The two systems being supplied represent CAN-ENG Furnaces International Ltd. (CAN-ENG) high-capacity line of mesh belt fastener heat treatment systems.
The client returned to the furnace manufacturer in order to receive a furnace with proven low energy consumption, reduced part mixing, reduced part damage potential, and high uptime productivity when compared to conventional cast link furnace designs.
The system will include: computerized vibratory loading system, rotary phosphate removal washer, mesh belt hardening furnace, oil quench system, post quench wash system, mesh belt temper furnace, soluble oil, and part containerization system.
CAN-ENG Furnaces International Ltd. (CAN-ENG) high-capacity mesh belt fastener heat treatment system
These fully integrated systems will feature CAN-ENG’s Process Enhancement Technology – PET™ System (Supervisory Control and Data Acquisition System) which provides the client with complete product traceability through the critical thermal process, process data collection, historical event archiving, process variable trend monitoring, scheduling optimization, and energy consumption features which are unique to CAN-ENG systems.
These new systems will be commissioned to the EU in early 2022.
Fives, an international industrial engineering group for silicon steel processing lines, will receive high efficiency burners with low emissions. This will help the company as they fulfill recent orders involving the supply of annealing and pickling lines as well as annealing and coating lines to Chinese steelmakers.
The burners were designed and supplied by WS Wärmeprozesstechnik, and with their FLOX® process, Fives will be able to manufacture using the strictest emission values without SCR (selective catalytic reduction) treatment for their furnaces for silicon steel. This was necessary as China’s steelmakers have been demanding combustion technology with lowest NOx emissions in order to meet climate-related goals.
Dr.-Ing. Joachim G. Wünning President WS Wärmeprozesstechnik GmbH
The silicon strip line with FLOX® burners from WS (pictured above) will assist Fives in their current orders as well as their continued design and supply of machines, process equipment, and production lines in various sectors. These sectors include steel, aerospace and special machining, aluminum, automotive and manufacturing industries, cement, energy, logistics and glass.
"It is our ambition at WS," states Dr.-Ing Joaching G. Wünning, president of WS Wärmeprozesstechnik GmbH, "to provide solutions for all continuously operated strip lines which can reliably attain NOx emissions well below 100 mg/Nm³, with simultaneously high combustion efficiency over 80% and which are, already today, suited for a future with green combustion gases."
Eurometal S.A., member of the Eko-Świat Group and manufacturer of highly processed aluminum products, purchased an aluminum coil annealing atmosphere furnace. This solution will be used by the only rolling mill currently in operation in Poland, with Polish-owned equity.
The new equipment is the third for this client from the parent company of North American furnace manufacturer, SECO/VACUUM. The SECO/WARWICK solution will consist of a Vortex® furnace for aluminum coil annealing and will be equipped with an external cooling system. The by-pass cooler will be for cooling under a nitrogen atmosphere, and SeCoil® — the control and simulation software — enables aluminum coil manufacturers to significantly shorten the production cycle.
The SECO/WARWICK solution will be used by the only rolling mill currently in operation in Poland, with Polish-owned equity.
As a result, Eurometal S.A. will benefit from the system in energy saving, increased productivity, and improved the surface quality of the processed coils. The key feature of the system is the increased heat-transfer coefficient, due to directing the atmosphere at a high speed simultaneously on both sides of the coil.
Sławomir Woźniak CEO SECO/WARWICK Source: secowarwick.com
Aluminum is an extremely plastic and light material, resistant to corrosion and many chemicals. Precise parameters of aluminum sheet enable its use for manufacturing various types of products and semi-finished mill products. Aluminum is used in the aerospace, automotive and machinery industries. Also, the construction sector uses aluminum sheet made with alloys characterized by high corrosion resistance and good forming ability. The ship building industry has also many applications for this alloy. Aluminum is certainly a crucial material for the development of many sectors.
"Aluminum replaces other conventional metals, in particular in modern state-of-the art products," commented Jarosław Śliwakowski, Eurometal S.A. "The automotive industry, with the dynamically growing share of aluminum, is at the forefront of replacing conventional metals[. . .] We have chosen Vortex due to the shortening of the total process time, even heating of the batch and reduced natural gas, protective atmosphere and electricity consumption in comparison with the products proposed by the competition."
"Eurometal has been our partner for many years," said Sławomir Woźniak, CEO of SECO/WARWICK Group. "[. . . ] From the very beginning, our cooperation has been based on trust. We always focus on approaching each order individually. We create a flexible system design, custom-made for the needs of a particular rolling mill."
European manufacturer thyssenkrupp Steel Europe AG (tkSE) is revamping burner technology at their continuous galvanizing line located in Bochum, Germany. This modernization measure is an important cornerstone in enabling thyssenkrupp Steel to produce high-strength steels (AHSS) in Bochum in the highest quality and with increased production capacity for further use in the automotive industry.
thyssenkrupp FBA7 in Bochum, Germany
In order to meet market requirements and reduce both emissions and energy consumption, Tenova LOI Thermprocess will ensure that the furnace will be equipped with new burners that meet even highest requirements by targeting the lowest possible NOx-emission levels (lower than 140 mg/Nm³ (@3%O2 reference)) during production. In addition, the heating system will be upgraded in order to increase the target strip temperatures to > 900°C.
This is the third consecutive modernization order that this sister company to North American engineering company, Tenova Inc., received for the continuous galvanizing line in Bochum.
Plant in Bochum, Germany
With an annual production capacity of 540,000 t of high quality galvanized steel it is one of the core production lines of thyssenkrupp Steel Europe for the production of car body parts and AHSS-steels.
The line was commissioned in 1992, and since 2014 major parts have been upgraded with the latest technologies. In the first phase, the pre-heating and over-aging sections were modified to improve the annealing cycle in over-aging regarding larger heating capacity and improved temperature homogeneity. The energy recovery in the pre-heating section has nearly doubled and therefore the carbon footprint of the line was significantly reduced.
In 2017, a major step towards production of AHSS was realized through a substantial revamp of the fast cooling section. A new set of nozzle boxes, fans and heat exchangers were added to the existing equipment. The system is designed for highest heat transfer coefficients and lowest strip vibrations, even with enlarged strip length without roller support.
Sascha Bothen Head of Sales LOI Group
"The modernization step that is now pending is important in order to meet our customers' upcoming requirements for hot-dip galvanized materials," explained Dr. Carsten Groß, team leader of FBA7 at thyssenkrupp Steel. "We are also relying on Tenova LOI's experience and expertise in the field of burner technology for this project. The upgrade of our FBA7 is part of the modernization strategy at the Bochum site."
"Together with tkSE, we developed a well-defined modernization strategy with intense R&D effort in different steps," said Sascha Bothen, head of sales LOI Group. “This project proves that innovative revamping solutions can give an economic and technological benefit even for plants that have been in operation for a long time.”
"Boogie woogie" or not, the industry is sliding into the electric trend both in how heat treaters process parts, and in the end-product of what they are processing. This original content article takes several anecdotes from within the industry to keep you up-to speed on this developing interest. Despite what the singer Marcia Griffiths says, if you do see this electric trend in other industries, email us at editor@heatreattoday.com or @HeatTreatToday when you're on social media to give us the heads up.
The electric shift is proliferating the current dialogue. Is it because it's Earth Month in the US? Perhaps, but we don't think so. Heat treaters and industry suppliers continue to promote sustainable practices, from Buehler's "Sustainable, Long Lasting, Metallurgy Supplies" list to a recent Heat TreatTodayarticle on diffusion bonding due to changes in heat treated products.
Electric Processes
In terms of industry processes, Kanthal says "It’s time to electrify the steel industry." The goal, the company continues, is to create heat treating services that are precise and which eliminate CO2 emissions and energy consumption. In an industry which needs to use a lot of energy, viable solutions are needed to make the shift.
Pit furnace for ingot heating with Kanthal® Super electric heating elements Source: Kanthal; Photographer, Evelina Carborn
The company claims that their initiative provides that balance of economic viability and powerful heat treating. "There are many misconceptions about electric heating – that it’s not able to reach certain temperatures, for instance," says Anders Björklund, president of Kanthal. "But with our technology, you can electrify any heating process in steelmaking. As we have proved, Kanthal has the technology, the thermal expertise, the resources and the global footprint to electrify all the highly energy-intensive heating processes."
The benefits of electric heating include reducing CO2 and NOx emissions, improving thermal efficiency, and precise temperature control. Additionally, the company notes that the reduction of noise and exhaust gases means a cleaner, quieter production process and work environment. Not as hardcore, but I guess it's nice to sometimes be able to hear the person next to you.
Electric Products
According to SECO/WARWICK, "Heat treatment is used by the automotive industry to manufacture gears, bearings, shafts, rings, sleeves, and batteries for electric cars. What is most important to this sector is the reliability of solutions, their efficiency, and process repeatability. This is why the solutions addressed for this market sector must take into consideration the need to reduce distortion, lower the process costs, shorten the process time, use efficient and effective carburizing technologies, and lower CO2 emissions."
Sławomir Woźniak CEO SECO/WARWICK Source: secowarwick.com
Specifically related to Europe, "The ACEA (European Automobile Manufacturers' Association) report shows that as much as 29% of all EU R&D spending in the year preceding the pandemic was made by automotive players," Sławomir Woźniak, CEO, SECO/WARWICK Group revealed. "This is an industry that is open to novelties, which is why we are actively looking for solutions that will effectively support production in the automotive area."
And there is an alphabet of applications to look for. The above company points to low-pressure carburizing and high-pressure nitrogen quenching technologies in their CaseMaster Evolution–T as one option that has been popular for automotive heat treaters in the past. The same company had also reported a major sale last year to a manufacturer who would be brazing electric car batteries with controlled atmosphere brazing, or CAB, technology. Lastly, diffusion bonding -- as mentioned earlier in the article -- may be a new process for treating new products like electric vehicles since "several unique advantages for complex geometric structures and materials that can operate under strenuous high-performance conditions" (The “Next Leap”: Diffusion Bonding for Critical Component Manufacturing).
Conclusion
With a new administration in the United States heavily pushing for certain new energy outlets, there are mixed reactions and questions. One commenter on a recent Industry Week piece commented, "as I drive to work every morning I pass 6 or 7 privately owned fracking wells operating safely at full tilt right down the road from one abandoned solar mirror plant built in 2010 at a wasted cost of over $20 mil to the taxpayer... and I ask myself which of these assets was the 'smart investment of the future,' and which proved the fool's errand?" Still, electric processing and products seems to be receiving a huge push in industry, with both private individuals and political pressures emphasizing the virtues of electric.
An automotive supplier and a hydraulic pump manufacturer will acquire multi-chamber vacuum furnace system for low pressure carburizing.
For the automotive supplier of innovative driveline solutions, the system is estimated to reduce CO2 emissions significantly for vacuum carburizing versus an existing atmosphere carburizing furnace. For the hydraulic pump manufacturer, the modular flexibility of this specific furnace was the most important advantage.
ECM Flex Multi-Chamber System Source: ECM USA, Inc.
The supplier, ECM USA, Inc., notes that their Flex Multi-Chamber System is built as a standard system with the possibility to further expand its capacity and/or to upgrade to a high level of automation (robots, AGVs, vision systems, or other 4.0 elements). In addition to modularity, several processes can be handled in the Flex furnace, such as: low pressure carburizing (LPC), vacuum tempering and a combination of vacuum sintering followed by hardening.
This stems from advanced automation technology -- including robotics -- acting as driving forces behind increased use of more eco-friendly applications outside the LPC-HPGQ sector. This includes, but is not limited to, multiple tool steel processing systems, brazing applications, and rapid thermal processing (RTP) systems.
Tim Donofrio Vice President of Sales CAN-ENG Furnaces International Limited Source: Can-Eng Furnaces International
Manufacturers of high volume, high strength precision automotive fasteners have constantly faced increased product quality standards, delivery and price pressures over the last decade. These pressures force manufacturers to seek new developments and creative methods for improving their long-term competitive positions.
This Technical Tuesday article by Tim Donofrio, vice president of sales at CAN-ENG Furnaces International Limited, will discuss two developments of mesh belt heat treatment systems – innovative tempering and dephosphating systems – that have been successfully integrated and exploited by manufacturers to maintain their competitive position.
Heat TreatToday first published this Original Content article in the Air and Atmosphere 2021 print magazine. Access the digital version of the magazine here. Contact Karen Gantzer for more information on how to contribute to future editions.
Introduction
Methods for heat treating threaded fasteners have evolved significantly over the last 20 years. Earlier versions of low-capacity shaker hearth, rotary hearth, and plate belt systems have now become extinct in favor of modern, highly efficient, continuous soft handling mesh belt heat treatment systems.
Figure 1. Mesh belt fastener heat treatment system Source: Can-Eng Furnaces International
Today’s mesh belt fastener heat treatment systems (Figure 1) integrate soft handling techniques that use bulk dunnage unloading and sophisticated metering systems. These metering systems uniformly distribute fasteners across the conveyor width, avoiding any inconsistent loading that could vary the heat-up and soak times which can impact the fasteners’ mechanical properties distribution. Fasteners are conveyed through various washing, austenitizing, quenching, tempering, and post-treatment soluble oil processes, while carefully controlling critical processing parameters that ensure compliance to DIN EN ISO-898 fastener manufacturing standard and, more recently, Automotive Industry Action Group (AIAG) CQI-9 heat treatment system assessments.
With the integration of soft handling conveyors and low inertia part transfers, modern mesh belt furnaces can significantly reduce the opportunity for part damage and the likelihood of part mixing. Further system efficiencies are realized through external furnace load preparation, allowing for precise presentation of fasteners to the conveyor belt, resulting in minimal empty belt gaps between lots for part traceability integrity.
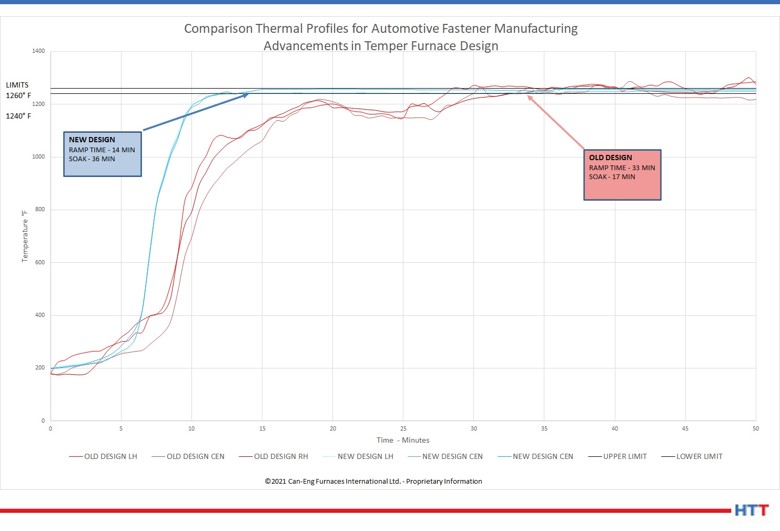
Figure 2. Comparison of automotive fastener temper furnace thermal profiles following integration of technology advancements Source: Can-Eng Furnaces International
Temper Furnace Uniformity Improvements
With increased quality objectives placed upon fastener manufacturers, furnace systems must be more and more precise. One of the most critical steps in the fastener heat treatment process is tempering, which is performed after austenitizing and quenching. Tempering is performed to increase iron-based alloy toughness, resulting in the reduction of excess hardness that occurs after subjecting the fastener to temperatures below the critical temperature for a defined period of time required for transformation. As quality restriction limits are imposed, so is the need to reduce the product temperature variation to meet the desired metallurgical and mechanical properties distribution.
With advancements in tempering furnace design, modern high capacity (+6000 lbs/hr) mesh belt temper furnaces can achieve product temperature uniformities of ±10°F or better, which is half of the allowable temperature uniformity survey (TUS) limits set out in AIAG CQI-9 assessment at ±20°F for continuous tempering furnaces (Figure 2).
These improvements in performance are made possible through the use of modern computational fluid dynamic (CFD) modeling tools. CFD modeling gives engineers the ability to conduct higher level analysis and optimization of the furnace’s forced recirculation and heating systems, internal furnace geometry, and product-to-airflow relationship.
Today, users of modern temper furnaces enjoy design improvements that increase the overall process reliability, while also exceeding the quality expectations of their customers.
Integration of Dephosphate Removal Systems
For a long time, washers integrated into continuous heat treatment systems have been considered to have companion equipment status, with not much attention paid to their product quality and total cost of ownership. The importance of washer design is currently changing, mainly due to a desire to protect furnace internal components, increase uptime, and improve the quality of the final product.
Washer design configurations include rotary drum, belt, and batch bin systems. For the purpose of this discussion, we will focus on the continuous rotary drum and belt washers for integration with high-capacity mesh belt fastener heat treatment systems (Figure 3). Both systems, if properly designed, can provide suitable performance, with each system providing enhanced features depending upon the fastener size and performance expectations. Careful consideration should be taken during the application review process to identify the configuration that best suits the range of products that will be processed.
Most modern manufactured fasteners are mechanically formed from carbon and alloy steel coils and are normally coated with a phosphate lubricant which is applied to reduce cold forming friction and increase tooling life and part quality. It is widely understood that DIN EN ISO 898 Part 1, Class 12.9 requirements for fasteners specifies that phosphate lubricants be removed prior to heat treatment as phosphate elements can diffuse into the austenite during the heat treatment process and form delta ferrite, which can lead to fastener brittleness and crack propagation failures.
Figure 3. High-capacity in-line rotary dephosphating system Source: Can-Eng Furnaces International
A recent trend in the industry is the increase in demand for integrated inline pre-heat treatment dephosphating systems. Although not a new requirement to the North American fastener market, more demand has recently been recognized largely due to increased demand for 12.9 strength class fasteners and increased localization of European automotive fasteners (Volkswagen/Audi), who specify strength class 10.9 and greater be dephosphated before heat treatment.
To satisfy these demands, modern heat treatment manufacturers are often integrating inline continuous dephosphating capability as part of their pretreatment strategies. The aqueous chemical removal of phosphate can be by acid or alkaline, however due to the risk of hydrogen-induced brittle fracture, the alkaline processes are preferred. Pretreatment wash systems implement a multi-stage process that includes:
Oil removal & rinse
Dephosphate
Rinse 1
Rinse 2
Drying
Careful consideration must be taken to guarantee wash solutions are completely removed and fasteners are properly rinsed prior to entry into the high temperature furnace to ensure protection of the furnace internals and product quality concerns.
The fasteners are conveyed either by independent conveyors or continuous rotary drums that transport fasteners through each stage of the washing and dephosphating process. Careful consideration and control of wash solution concentration, solution circulation, product dwell time, solution temperatures, and avoidance of contamination is integrated into the equipment design as it is paramount to successful dephosphating integration and final product quality.
The effectiveness of the removal of phosphate is determined by colorimetric analysis, also known as the “blue test.” In this test, a defined quantity of product with a known surface area is immersed into a chemical solution, which will react with any residual phosphate present to form a blue color. The intensity of the color is proportional to the amount of phosphate present.
The effective removal of the phosphate layer prior to the heat treatment is critical to the final fastener quality. Modern dephosphating systems, when properly integrated with the pretreatment and heat treating system, can provide the manufacturer with improved processing flexibility and product quality performance at the lowest cost per pound to process.
About the Author: Tim Donofrio, vice president of sales at CAN-ENG Furnaces International Limited, has more than 30 years of thermal processing equipment experience. Throughout his career, he has held various positions within the custom engineered forging, commercial heat-treating services, and custom engineered heat treating equipment industries.
Heat Treat Radio host, Doug Glenn, conducts Part 3 of this 4-part series with James Hawthorne of Acument Global Technologies and Justin Rydzewski of Controls Service, Inc. about Revision 4 of CQI-9. We will hear about changes in process tables and key information on how to read this revision of CQI-9.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: Welcome everybody. In the first episode of CQI-9 Revision 4, we covered pyrometry and Justin mainly covered it because he’s the expert in this area. In the second episode, we spoke primarily with James and he shared about changes in the heat treat system assessments (HTSAs) and job audits areas. Justin, if you don’t mind, would you please review with us just exactly what CQI-9 is?
Justin Rydzewski: It has essentially three primary sections. You have your heat treat system assessment, which is often abbreviated as the HTSA; you have the pyrometry section; and then you have the process tables. The job audit is also something that needs to be completed on an annual basis, so it’s a minor section to the document.
DG: Today we’re going to talk about process tables and some other support portions of the spec. Let’s jump in. James, if you don’t mind, maybe you can talk to us a bit about what are these process tables and why are they important?
James Hawthorne: The HTSA covers the heat treat system and assessing that system. There are very unique processes that are covered by CQI-9. Those are captured in the process table section of the CQI-9 document.
Process Table A covers carburizing, carburnitriding, carburrestoration, austempering, and precipitation hardening or aging. You’ve got sections like B- this covers nitriding and ferritic nitrocarburizing. Then you have process table C which covers aluminum. Process Table D covers induction. Process Table E covers things like annealing, normalizing the stress relief. And we go all the way up to process Table I. So, there is a process table for each unique type of heat treat that is out there in the industry and this allows some very specific topics to be covered in those types of processes. They all cover pretty much the same thing, so I’ll go back just to run through the headers of Process Table A.
The first portion of it is Process and Test Equipment Requirements. What are the rules of engagement for those items? The same thing for pyrometry. There are specific call outs in the process tables. If this is part of your system, you have to play by these rules. Some of them will point you to specific sections of pyrometry. So, if you’re looking at the thermocouple and calibration of thermocouples, the process table is going to tell you that you shall conform to section P3.1 which covers all of those.
Interview with Justin Rydzewski, James Hawthorne, and Doug Glenn Source: Heat Treat Radio
It also covers the process monitoring frequency. How often do you have to check your temperatures? What are the rules of engagement? It calls out specifically each portion that may be included in that type of process. If you have a batch style furnace that covers that process, it has certain rules for you to manage your batch process. If it’s a continuous furnace, you have certain rules on how you would manage that continuous. If your process has an endothermic or exothermic generator or even some type of nitrogen methanol system, there are rules of engagement on how to manage or review that system for those items.
Then you get into things like inspection. Your in-process and final test parameters are also covered here. The last portion of it, in section 5 of the process table, is when you get into things like your quenchant and solution test parameters, and what are the rules for checking that.
What’s really nice about the document is that as you traverse the document, for instance, we have in the quenchant and solution test parameters, it’s A5.1. The next column over, it tells you what is the related HTSA question. It is set up in a way where you can go to the HTSA right from the process table and see if you’re compliant to what’s listed there as the shell statement and the requirements or the frequency for checking those.
DG: That answers another question we were going to address, and that is, how do those process tables work with the HTSA? It sounds like, in a sense, they are cross-indexed. Is that it?
JH: That’s correct, Doug. Like we spoke about in the last interview when we were talking about the job audit, the job audit is set up the same way: It has that same column, it tells you what the related question is, and it affords you the ability to easily traverse the document from the questions in the HTSA to the requirements in the process tables.
DG: Justin, anything else from you on that?
JR: The way that I typically frame it for people new to CQI-9 is that the process tables essentially define two things. First, your tolerances for process and test parameters, and second, your frequencies for those process test parameters in testing parts, which are specific to each heat treat process.
As James mentioned, there are nine process tables. The requirements in each of those process tables are going to be specific to that process. The requirements within the HTSA are intended to be broad and generic. They’re intended to be applicable to any organization performing one of those heat treat processes. As you go an HTSA, you will be notified when to refer to the process table for some specific aspect of the tolerance or frequency portion on that particular requirement.
DG: It sounds like a lot of work has been put into the cross referencing, making it simple and making it user friendly, right? So, whether you’re in the process or whether you’re in the HTSA, you can quickly and easily find the portion in the other section of the spec that applies to what you’re doing.
JH: That’s correct. Plus, it does afford you the opportunity to find compliance in a simpler fashion.
JR: And to also specify tolerances and frequencies that are appropriate for that given process. If I’m heat treating aluminum, I might have a tighter tolerance than that of hardening steel. They are very two different processes susceptible to different things, so the values need to be different.
DG: When you’re looking at the changes that were made from Rev 3 to Rev 4 with these process tables, is there anything that jumps out at you?
JR: I think one of the most notable changes is an item that wasn’t changed, actually, and that was the formatting and grading system retained from the 3rd edition. The primary focus of our efforts with the process tables this go-around was to enhance that clarity. The most notable change across many of the process tables was the added requirement to continuously monitor and record that temperature control signature for generators. So, for atmosphere generators, that temperature side of things needs to not just be monitored, but also recorded.
DG: Having taken just what we’ve heard today about the process tables, thinking back to what we covered in the last section on the HTSAs, and going back, Justin, even to your first episode that we did on pyrometry, it seems like there is a lot of stuff here. The CQI-9 comes in at 115 pages long, I’m guessing there are going to be people that start dipping their big toe into this thing and say, “What the heck? I’m struggling here! I don’t understand. What’s required of me?” From what we’ve talked about, before we hit the record button, there are some other very helpful things in this spec besides these table requirements and things of that sort.
Let’s talk about those a little bit. What are some of those other resources that will help simplify the execution of this spec?
JR: There’s a lot to it, but the underlying intent was not to confuse or bombard the organization with unnecessary rules and just allowing people to figure it out on their own. Everything goes through a “stink test” as we’re writing this up. Everything must make sense to us. If it doesn’t, it’s typically not added in or it’s refined and beat up until it is okay and then added in.
What can we do or what are the things that would be helpful to the end-user to make sure that they’re adhering to these things and that they understand to a point where they can adhere to it? It is not uncommon for me to find my customers having no problem following the rules so long as they know what they are so that can understand them and they make sense.
To convey that and get that buy-in, we’ve added a few elements and refined others. I think the most significant one, and it is in the section within the document that I reference most, is the Glossary of Terms. There is a lot of really good information in there. It’s not that I’m referencing the Glossary of Terms because I don’t understand what the word “calibration” means or what the difference is between a “control thermocouple” and a “monitoring thermocouple”, it’s how did we define those terms relative to CQI-9 in terms of CQI-9? How did we intend that word to be utilized? Sometimes you can find those little bits of detail that make it easier to understand or to capture what some of the requirements are for that are noted within the rest of the main document.
JH: There are also some illustrations added to the Glossary as well. There were a couple there before, but there was some refinement to those illustrations that were in there. Even those harder to define portions where we put those illustrations to help drive home the intent of the message, I think that was done very well in the Glossary section.
DG: Would you say, James, that that’s the major change to the Glossary, or are there other things that changed there?
Source: Markus Spiske st pixabay.com
JH: We went through the entire document from cover to cover. There are many, many minor changes across the board, but there were some definitions that were added to the Glossary as questions came up during our normal meeting cycles, or that came from end-users when asking them how we should define something.
As those questions came in, we added those definitions to help with that guidance. Especially, as Justin said, as we’re talking in the meetings, if we’re hammering away at it and we have it digested in the room – we understand what we mean – how do we send this message to the rest of the users out there in the world? The Glossary ended up being a great place for items like that, as well.
JR: Right. So instead of using six paragraphs to describe a certain requirement or whatnot, just use proper terminology and then let’s define adequately those terms, which may be contested or not fully understood immediately, in the Glossary of terms so that there is a clear idea of what it is we’re trying to get across and not have to make this thing 185 pages.
[blocktext align=”right”]“In the context of this document [the CQI-9 revision 4], the following definitions shall apply.”[/blocktext]A real good example of things added into the Glossary would be terms that perhaps we all take for granted, terms that you understand what it means, but when you poll ten different people, their definitions are just slightly different. For example, “grace periods” was a word we added into the Glossary. Not that it’s an overly complicated term to understand, but relative to the document, it can have an impact on how it is you interpret those certain requirements and what it is that it means for you. “RTD” was another one added in there from a sensor standpoint. I think another that might get some attention is the inclusion of “sintering” and “sinter-hardening.” There was a fair amount of contention on the sintering side of things that CQI-9 wouldn’t apply. Then we included sinter-hardening, but we didn’t necessarily define the difference between the two processes. Now, there’s a distinction made, and it’s included in the Glossary.
DG: As far as the Glossary goes then, is there any guidance on when it should be used?
JR: Personally, I would say as often as possible. It is an incredibly overlooked portion of this document. It is amazing how much confusion can result just from misunderstanding a word that was used. Using the example of “grace period”; it’s not that I don’t understand what grace period means, it’s that I want to know what grace period means specific to CQI-9. How is it intended to be utilized? My definition might be different. I want to make sure that I’m lining myself with the definition of the word as it’s defined.
There is a statement at the beginning of the Glossary that says, “In the context of this document, the following definitions shall apply.” So, it’s within the context of this document. I may have a different context of that word, but it doesn’t matter what my definition is, it only matters as to how it’s defined within this book, the context of this document.
DG: That’s a good encouragement to have people refer to that Glossary. Even if you think you know what the word means, it’s probably not a bad idea to make sure that you understand how it’s being used in this document and don’t impose your own definition.
JH: There is one other thing I would offer, as well. I totally agree with what Justin is saying, and I think this speaks volumes or reinforces the things that we’ve talked about already on how one portion of the document supports the other portion of the document and supports the other side. This document, through and through, supports itself.
[blockquote author=”James Hawthorne, Acument Global Technologies” style=”1″]This document, through and through, supports itself.[/blockquote]
DG: Let’s jump to instructions. Probably the most important part of any spec or document is the instructions. Let’s talk about those for a moment, including maybe references, illustrations, figures, and things of that sort. Major changes? What should we know about instructions, references, illustrations and figures?
JR: There are support elements within the document that we’ve spoken about with the glossary of terms and what not, but there are also instances where instructions are called up… Step-by-step instructions on how to do something so that you can feel confident that you’re doing it correctly. For doing the HTSA (heat treat system assessment), there are instructions for completing that with the process for going about doing the assessment there, or even as simple as completing the cover sheet for the document or the job audit. There are instructions provided throughout to try to encourage and support someone’s effort in adhering to the requirements in the document.
DG: Let’s talk about references, illustrations and figures.
JR: Within the pyrometry section, specifically, there are a lot of instances of illustrations. For the system accuracy testing illustrations, the intent is instructional. It is to allow someone a means of seeing it visually both how it’s to be performed and how to correctly perform it.
Whether it’s a probe method A system accuracy test versus a probe method B system accuracy test, the illustrations included now are a bit more clearly refined. The focus was on eliminating anything that was unnecessary from that illustration to allow the user to more easily focus on those elements that are critical. The user will find a lot of improved illustrations throughout the pyrometry section.
You might have no issues performing a system accuracy test and you might have been performing them for some period of time. However, it’s still a pretty good idea to make sure that you’re doing it in the manner that CQI-9 requires in order to see if there is anything in there for added guidance and to make sure that you’re not overlooking something. That just includes simple math to perform one of those tests. Those are also illustrated to show progression of how to go about doing that test properly.
DG: Are there other resources within this spec that are available to help the user?
JR: If there is still confusion, it’s not hopeless. There are other means by which people can reach out to try to get clarification on different interpretations of requirements. James and I just recently participated in a roll-out where we had a Q&A for people to bring their questions regarding confusion around certain requirements. We provided answers from a clarity standpoint. That support doesn’t go away, nor is it just available at special events like the roll-out. At any time, people can, and often do, email into the AIAG with their questions, looking for guidance on certain matters.
If it’s as simple as- “I don’t understand question 214,” write in and ask the question and see if you can get some additional guidance. If it’s “I don’t understand pyrometry,” that’s a bit of a broader question and you’re probably not going to like the answer you get back (~chuckle~) and you’re probably not going to get what you’re looking for in the answer you get back, but there are many other sources for support outside of the document.
Justin and James recommend reading the whole document and participating in question submission forms to gain a greater understanding and voice in the CQI-9 requirements.
If the document doesn’t have enough, look outside the document. The AIAG is one of those sources. Your customer is another one. If you work with outside service providers (I’m speaking from my world of things – pyrometry), lean on them for guidance and things you don’t understand. I have my nose in these documents constantly, so my understanding of it is pretty alright. I can afford some additional guidance or interpretation.
I guess the advice I would have is don’t jump at something blindly and say “it’s going to be enough.” You’re going to want to have something behind you to give you a little bit more substance than that and to have some confidence in what you’re doing. Otherwise, it will have the tendency to snowball on you.
DG: Because these documents are “living documents”, they are continually evolving. Let’s say someone has a suggestion for a change that they would like to see made in a future Rev 5, what should they do?
JH: At the back of the book, we have what’s called a maintenance request form. The maintenance request form is a very short and sweet form that allows document users to submit for committee review what changes they believe should be made. This would give them the forum to always have their voice heard and how they feel, or believe, something should be managed.
To go back to what we were talking about, the CQI-9 technical committee still meets quarterly. As Justin alluded to, we had questions from the roll-out, but a good portion of our first post completion meeting was answering questions for the heat treater at large to help give that clarification. And, when we come across a question where we don’t really know what the person is asking or looking for, we give those questions back to our AIAG representative. They may reach out to that submitter to gain clarity on what was being asked so that we can give the best answer possible, not just potentially dilute it by giving an answer just of the sake of answering the question.
There is a lot of opportunity there and as these maintenance request forms come in, they will be handled. They’ll be handled with the committee and the group will work on it and develop the best answer. That answer may be, let’s look at making a change, whether that’s through some form of errata or by “putting it on the shelf” until – hopefully a long time from now – we look at a 5th edition. This gives us the ability to capture these things and make sure that it stays on out radar. We want to make sure that they’re taken care of with the urgency that’s needed.
JR: I think an item of note here, to make it clear, is any of those maintenance request forms that are sent in, all of them are reviewed by the technical committee. They are all reviewed. Anything submitted will make its way in front of that committee to be reviewed to on their agenda.
DG: What should these forms be? Is it just for document changes or for other things as well, for suggestions and whatnot?
JR: It’s for document changes as well as a suggestion box form.
DG: We’ve covered a lot in this third episode. We’re going to have a fourth episode that is going to deal with some practical tips from you guys on the actual execution of these things, but is there anything else that you would want to tell the listeners regarding the spec itself? Any other concluding comments?
JR: From a process table standpoint, this was something that was reiterated throughout the entire roll-out presentation: it really does take reading the entire document to capture all of the changes.
Some of them are quite minor and some of them stand out as being significant, but for the most part, they are minor, and sometimes minor ones can be very easy to overlook. There used to be requirements for calibrating your hardness testers on an annual basis. Those requirements have now been expanded to all lab and test equipment that require an annual calibration.
Another element that was included in the 4th edition was we made an effort to increase the clarity and guidance for the use of exceptions that are applicable to section 4 requirements of the process tables. For example, these would be used if you’re employing a surrogate test piece in lieu of sectioning some large or expensive product. If anyone is interested, the clarity is included on page 9.
But make note, these are not blanket requirements; these exceptions require customer approval and ultimately OEM approval, so they must be documented and approved by a customer and increased in your PPAP (Production Part Approval Process) control plan. There is a fair amount of added clarity on that topic, so it’s something people might want to take a look at and dive into just to make sure that they’re familiar with it.
DG: James, any concluding comments from your side?
JH: I think I’d just reinforce a little bit of what Justin was mentioning earlier. Read the document. Read as much of it as you can and try to understand as much as you possibly can. We made a lot of changes. Some of them are very minor, but some of those minor things could potentially be overlooked if you don’t step back and take a moment to understand the document and how each system, or each portion of the document, works with each other.
DG: The next episode is going to have some practical tips. We’re going to pick the brains of these two gentlemen on navigating Revision 4. You won’t want to miss it. There are going to be opportunities here to basically figure out some of the details.
If you have questions, feel free to send them in. You can email htt@heattreattoday.com if you have any questions and we may get those answered.
Doug Glenn,Heat Treat Today publisher and Heat Treat Radio host.
Heat TreatRadio host, Doug Glenn, conducts Part 2 of this 4-part series withJames Hawthorne of Acument Global Technologies and Justin Rydzewski of Controls Service, Inc. about Revision 4 of CQI-9. This time, the conversation focuses around heat treat system assessments and job audits.
You are about to listen to the 2nd episode in a 4-part series on CQI-9 Rev. 4. You can find the previous episodes at www.heattreattoday.com/radio.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Welcome to Heat Treat Radio. I am here today with Justin Rydzewski from Controls Service, and a new guest we’re going to introduce to you in just a moment, Mr. James Hawthorne from Acument Global Technologies. We are going to be talking about CQI-9. This is our second in a four podcast series on the new Revision 4 of CQI-9. We want to welcome our guests today. As I mentioned, Justin is from Controls Service, in Livonia, where he is the director of sales and marketing. Justin was actively involved on the committee that wrote Rev 4.
Justin Rydzewski (JR): That’s correct. I was an active participant in coauthoring the fourth edition. My most significant contributions were to the pyrometry section.
DG: Correct. And pyrometry was what we talked about last time. So, welcome back. We are also welcoming James Hawthorne. I want you to tell folks about yourself, but as I mentioned, you’re with Acument Global Technologies, a Fontana Groupo company, which I believe is an Italian based company, that is located in Michigan, with its headquarters located in Sterling Heights. My understanding is you are the heat treat specialist at that company. If you don’t mind, please tell us a little bit about the company and yourself as well as your involvement on the CQI-9 committee.
James Hawthorne (JH): I work for Acument Global Technologies. I am the heat treat specialist for our North American facilities. I handle the heat treat systems, the system’s compliance, and quality assurance for the heat treats within our organization. Acument has been around many, many years. We make fasteners – nuts, bolts, rivets, washers – for the auto industry. We make it for off-highway equipment, things like tractors and bulldozers and whatnot, and we also do building and construction fasteners, as well as things that are holding bridges together, and roller coasters — you name it, we probably have a fastener in it.
[blockquote author=”James Hawthorne, Acument Global Technologies” style=”1″]We’ve been working on this document for quite some time. Through a lot of expertise and many, many, many work hours, I believe we’ve put together a really good product for the industry.[/blockquote]
DG: We appreciate that! We were talking before we hit the record button how the world would be a worse place if fasteners weren’t holding stuff together. I do want to mention, before you go on, that according to the Acument website, the company is described as the world’s most innovative manufacturer of value-added screws, bolts, nuts and cold formed components.
Please continue. Tell us about you and your role on CQI-9.
JH: I’ve been in the heat treating industry for over 25 years. My formal education includes metallography and statistical process control. I’ve held positions in heat treat including maintenance, working in the laboratory, working in supervision, and now I work in the corporate capacity, which is what led me into AIAG. We are a member company, and I was brought in to add as much value and knowledge as I could, based on my experiences. Currently, I am the chairman of the technical committee. We’ve been working on this document for quite some time. Through a lot of expertise and many, many, many work hours, I believe we’ve put together a really good product for the industry.
DG: Basically, you’re the technical director of the committee?
James Hawthorne Corporate Heat Treat Specialist, Acument Global Technologies
JH: The committee chairman. The important part is to try to keep everybody on task; you’re more of a task manager at that point. You get a lot of smart people in a room, and trying to corral that intelligence is not difficult; it’s just making sure that we stay in the right lane, get to the bottom of what we’re trying to get to, and complete the specific task in the moment.
DG: I asked Justin this the last time, and I’d like to ask you, too, just to get your perspective. How would you explain CQI-9 to someone who has essentially zero understanding of what it is?
JH: First I’d start with the acronym itself. CQI-9 is Continuous Quality Improvement. The purpose behind it is to put together a system that will help you manage and control your process, and at the end of it, the product that you’re delivering to the end user. The intent is to give you those guidelines to help avoid potential spills or escapes or whatever else may come with that.
DG: Right, any of the hurdles in the process itself. It’s mostly heat treat related, yes? Or is there more than just heat treat there?
JH: It is the entire system of heat treat. If you look at the heat treat system assessment, the first portion of it is quality based. The second portion (section 2) is the floor responsibilities, things that are on task that are being completed. And third, you get into the maintenance and the pyrometry portion of it, very specific to the pyrometry and very specific to atmosphere control. At the end of it, there are some very specific induction questions, because when it comes to induction, there is no real furnace at that point, so you want to focus on those key elements of induction.
DG: Justin, the last time we talked about this, we tried to break this down to keep it simple – the CQI-9 and the four basic sections. Very briefly, let’s review those and then we’re going to jump into talking about heat treat system assessments and job audits. Can you give us the four categories?
JR: CQI-9 is broken down into a few sections and one of the reasons for that, per our conversation last time, it is not exactly like an AMS2750, which is a pyrometry standard. Instead, this is a system assessment. It is meant to assess an entire system of heat treat. It includes a multitude of sections that address the system as a whole. It starts with your heat treat system assessment, which often utilizes an acronym of HTSA, then you have a pyrometry section, then a job audit, and then your process tables and various different support elements, like a glossary of terms, instructions sheets, and whatnot. But the four are the HTSA, pyrometry, job audit and process tables.
Read/listen to the first episode. Click the image above.
DG: As we mentioned last time, Justin, you and I talked down through the pyrometry section which covered things like sensors, thermocouples, calibration, SATs and TUSs. If you, our audience, are interested in that information, you’d want to go back to the first episode.
James, we’d like to pick your brain a bit on this. Let’s jump into some questions on the HTSAs, as we’ll refer to them, heat treat system assessments, and job audits. Let me ask you this to start off. Let’s go right to the basics: What is an HTSA and what is its purpose?
JH: HTSA, heat treat system assessment, is a tool that has been developed to help you evaluate how you manage your heat treat system for effectiveness – effectiveness in quality management, effectiveness in the floor responsibilities. Like I mentioned earlier, understanding that through aspects of training and training effectiveness and into the final section of atmospheric control and atmosphere management and reaction to those. The purpose here is to have one system, one document that is the rules of engagement for doing heat treat in the automotive world. What this does is, it allows the automotive industry to give you one spec, one thing to follow. As opposed to having, say Ford, to give you ten questions where none of them are exactly the same as FCA or nine of them are the same as Ford motor company, where one of them have a specific question. This encompasses all of those wants and needs from the auto industry to protect themselves, to protect the end user out there in the field that may be using that heat treated component.
DG: How frequently does a heat treater need to conduct an HTSA?
JH: The rules of engagement are annually. On an annual basis you should be evaluating your system for compliance. The beautiful thing about the HTSA is that it is a living document. If you find any shortcomings in there, you have the ability to go back and update that and make it match what your reality is after you find the solution to the problem that may have come up while doing your assessment.
DG: For clarification, these HTSAs, are they conducted by the company, or do they need to have a third party come in and conduct the HTSA annually?
JH: That’s a great question. There are no rules to having an independent body come in to do this assessment. If you have the people that meet the criteria within your organization to do the HTSA, the system assessment along with the process table review and the job audit, you can do it within your own organization. You just have to meet the criteria that is listed in the book, and these kinds of things are having experience in heat treat, which is the number one thing you must have to be the lead auditor of a heat treat, the understanding of quality core tools and having that audit experience. Those are the things that you have to do to be able to successfully do an audit and it meet the intent of CQI9.
JR: I believe the intended purpose of the HTSA was initially for it to be supported internally by the organization. That was the intent of it. We commonly refer to the HTSA as a self assessment.
DG: That makes sense. I assume that when the auditor comes in, he may audit how you did your HTSA, to make sure that it was done well, and all that good stuff.
So the outcome of HTSA is going to be pass, fail, miserably fail; what are the possible outcomes? I know we’ve talked about “Not Satisfactory” and “Needs Immediate Action.” I want to deal with those differences, but what are the outcomes?
JH: “Not Satisfactory” is where you don’t meet the intent of the shall within the related HTSA question. Now, that could be a simple oversight where it’s very easily correctable- you put the proper things in place and you move on. If you have something that could jeopardize final product quality, now you’re looking at something that may be a “Needs Immediate Action” and that “Needs Immediate Action” will be evaluated by the assessor and the heat treat organization as to what needs to be done. CQI-9 does afford the heat treater with 90 days to correct any finding. If it’s a “Needs Immediate Action,” there should be action to correct that finding immediately up to 90 days. It’s also important to note that if it’s something that is going to jeopardize product quality, then there is a chance that it “Needs Immediate Action” will be extreme enough to where you have to stop processing – stop processing, fix the problem and then begin processing again. But that goes to the evaluator. You have to be able to evaluate that; and that’s one of the many reasons why we look at the assessor, or at least the lead assessor, being a heat treater, because he’s going to understand it, he’s going to know it. For a commercial house, it’s very easy to have those people available. In a captive house, maybe not so much, where you’ve got a lot of other things going on plus heat treat.
JR: I don’t know if you recall or not, James, from the roll-out we had a question that came through, and I don’t know if we were actually able to address it, but they posed a question of why the heat treater was given a greater amount of focus than was in the previous edition. Somehow, that was an element that required explaining because there was a question of a possibility for there to be issue with doing so.
JH: If we go back to the conversations that we had about this, I think this was one of the topics we talked at length about, and the rationale behind the lead assessor. Is it more important for that person to be a good auditor, or is it more important for that person to be a heat treater? We’re not diminishing the need to have audit experience, at all. The only difference is that we’re saying that the person that is going to be the lead auditor be a heat treater, because that heat treat experience is going to be much greater than somebody who has audit experience. Where if an auditor goes out and he looks at every day is cold forming, for example, and how they make the fastener itself, well, when he gets to the heat treat portion of it, is he going to know what atmosphere control is? Is he going to know what endothermic gas is? This is the rationale behind this change – that these people are going to understand the language, and that’s the importance.
JR: The key element is that it doesn’t mean that you don’t have to have the audit experience on that team. That person is still needed, it’s just the focus shifts a bit. It doesn’t mean that it is now absent.
DG: Let’s move on to job audit, James. It’s different than an HTSA, but what is a job audit and what is the purpose?
JH: The job audit is the supplemental portion of the assessment process. The job audit is where you would take apart and walk it through the system and then verify all of the evidence that you’ve put into the HTSA. You walk the process; you go look at each point specific item based on the job audit flow, and you check: Did the operator check the right amount of pieces? Does that match what you said in the HTSA? Did they document their efforts on, let’s say, production report A and process report B, and is that what is represented in the HTSA?
The first part is the “truss,” then you’re verified. Now, you’re doing some verifying in the HTSA, don’t get me wrong, but this is actually walking that part through the system and ensuring that every box was checked, every “T” crossed and every “I” dotted.
DG: It sounds like the HTSA is more like the blueprint and the job audit is running a part through and making sure that we match up to the standard, so to speak.
JH: Yes, sir. And it’s verification of your reality.
DG: Is there a requirement as far as frequency of job audits? How often do you have to do those?
JH: This is also annual. You are required to do an automotive part. I know that some customers might like to see their part in the job audit, but we don’t require it per customer. If it’s an automotive part, I would say 95 – 99% in the industry, what you’re doing for one customer, you’re doing for every customer, in a 101 kind of standpoint. There may be some special tests here or there, but overall, your system and your system’s management is going to be the same for one customer that it is for all customers. If it’s right for one, you’ll do it for all. And that’s the intent. Do it with the one automotive customer, and then the next year, do a different part.
DG: Do you find, in your practical experience, that people are doing more than one job audit a year? It seems to me, it would make sense to do more than one, but I don’t know.
JH: I guess it depends on the organization. I know, for our organization, we do a job audit annually for each process employed. I’ll give you an example of this. We have a facility that has belt furnaces and it is neutral hardening. So, we’ll do a job audit for the neutral hardening. Then, we have induction in that facility, as well, so we’ll do one for induction. And then there is stress relief post induction, and we’ll do one for that as well. For us, in our organization, that’s how we manage it to accommodate the processes employed at our facility.
James Hawthorne and Justin Rydzewski speak about how the heat treat system assessment (HTSA) in CQI-9 has changed.
DG: Let’s talk about the CQI-9 Rev 4. What were the major changes to the HTSA requirements?
JH: Right off the top, the big change was the format. In the 3rd edition, you had one question that required one answer. There were many shall statements inside that one question, so you were trying to answer a multifaceted question in one area. Now, the HTSA is slightly different where you have one kind of overall question and then each shall statement is individually broken out and now you have to show effective evidence inside each one of those shall statements. Talking through this, maybe it sounds a little odd, but I will tell you that it has cleaned up this document tremendously, where it makes it so much easier to walk the system and expose either your compliance or noncompliance to a shall statement.
DG: I do have a question here. You’ve mentioned it several times, but I just want to make sure our listeners understand this. I assume you’re saying “shall” statements, as in “thou shalt do this and thou shalt do that,” correct?
JH: That is absolutely correct. From an auditor’s standpoint, there is a difference between shall and should. Should is suggested, shall you will do.
DG: Right. Shall is a requirement, should is a strong suggestion, let’s say.
Any other changes in Rev 4 as far as the HTSA?
JH: I would say that there are subtle changes to all of the HTSA questions. Some of them are maybe not as significant as others, where it’s cleaning up the language or removing some wording just to make the question read clearer. That clarity to the end user was one of the high priority items for our group when we were doing the writing of this document.
The big thing I would say for anybody using this document, whether or not they’re a seasoned veteran with 20 years of heat treating experience, anything short of reading this document and you’re not doing yourself any favors. It’s important to walk the document. It’s important to traverse the document, whether you do it in phases – grab the HTSA and read through it, and then maybe a week later go through another portion of it, especially if you’re getting to the point where your assessment is coming up to be due. It provides a lot of information and a lot of guidance, and it will help you avoid any potential pitfalls.
[blocktext align=”right”]”DG: So does that mean less time, hopefully?” “JH: 100% yes.”[/blocktext]JR: I would also agree in terms of the changes. The most significant one is the formatting, far and away. I think even in the CQI-9 expert analysis article that we did with you guys, Bob Ferry even noted that as the most notable change in his mind was the improved formatting there and how much easier it is now to capture all of those requirements, whereas before you’d have some long drawn out paragraph. Before, you used to look at it and say that’s a requirement, but when you’d read it closer, you’d find five or six shall statements and multiple paragraphs and were given one box to provide an answer to. That makes things complicated. And there are several new requirements within the HTSA questions, but far and away, the changes are really to make it more clear, provide that additional guidance, and define more explicitly what the expectations are of those individual requirements. To capture all of those, it’s going to take a read-through. Some of them are minor, some of them are different, but there are new requirements. There have been a few questions that were added that weren’t in previous ones; they have been expanded on, I should say.
DG: It is a significant rewrite. If you’ve done Rev 3, don’t assume you can fudge it. Basically, start from scratch and go from there. I think that’s the point taken.
So we’ve covered some of the major changes in HTSA. How about in the job audit? What are the major changes on the job audit side, James?
JH: I would say that as far as major changes, there are not very significant changes. I think that there were some subtle changes and some removal of questions that in the 3rd edition didn’t quite fit the intent of the job audit. For example, it would ask you to go look at something like APQP process. What did that look like? In the HTSA, you’ve already covered that, and APQP information you may not find out on the floor. You’re going to have bin tickets, bin tags, part travelers, production records and things of that nature, so the APQP process you won’t find out on a floor. So, some of those things were dialed back to where that information wasn’t required to be looked at a second or third time.
DG: Is it your estimation that a job audit under the 4th edition is going to take more time or less time than under the 3rd? Does the documentation help us to do it more quickly?
JH: I think evaluating the system and utilizing the job audit is going to be significantly easier; it’s more streamlined and it’s set up to allow you to traverse the process better than it was before. In other words, more effectively and more efficiently.
DG: So does that mean less time, hopefully?
JH: 100% yes.
DG: I think that’s important. I think that will help those who maybe have some hesitation about looking at Rev 4 because there is the possibility of saving some time.
JH: I’ve had the luxury of performing six within our facilities, under Rev 4, and I will tell you that the job audit portion is certainly quicker and more efficient. The HTSA takes a little bit longer because it’s new and the format is new, so aligning everything with what your reality is takes a little bit of time. It certainly forces you not to assume, which I found to be a really amazing part of this process. Our company’s systems are very, very common and all of our heat treat processes have the same work instructions. That’s part of what my job is, is for that commonality across our plants.
Even though I am very intimate with all of our plants and very intimate with all of our processes, going through this process allowed me the opportunity to do it – and I feel do it very effectively – because at no point did I ever stop and assume that somebody was doing something. It was like, Alright, I’m going to put in what your reality is, I’m going to write down what we’re doing. And that was a great part of this process, for me.
DG: I have a final question for you on this. You know that you’re going to have some people that are going to be doing Rev 4, they’re going to be starting it and doing their initial assessment, if you will. James, you’ve already done six at least in your plant. What kind of guides would you give people to not overlook when they perform that initial assessment?
JH: First and foremost, read the question and make sure that your answer makes sense to you as a heat treater. I would say, even more importantly, if you come across any word in this document that you’re 70% sure you know the meaning of, go to the glossary and use it. It is a very intuitive tool in this document and those definitions are written as it pertains to this document. If you need that guidance, if you need that nudge over a small hurdle that you’re dealing with based on what does this mean or how do I interpret this, go to the glossary first. It is a GREAT tool.
JR: I think that due to the fact that the 3rd edition had such a prolonged life on the street of 9 years, that’s going to allow someone to get rather efficient at doing that process of going through that HTSA. You have a well-developed and worked-through system at that point, and when something comes along like the rewrite/4th edition and the HTSA, that is going to be very different; where the first few assessments that you perform to the 3rd edition may have taken X amount of time, I would compare that more so to how much time it’s going to take you for the 4th edition. As heat treaters became efficient doing their HTSAs and that time pared down, all of a sudden now they’re given this 4th edition, and it could seem like it’s a lot by comparison. But it’s just something new. You will get through it and you’ll start to gain speed overtime. And I think that the clarity and the ease of capturing these requirements within the 4th edition are going to outweigh the aspects of other things and it’s going to allow you a real good chance to turn over all those stones that perhaps have been assumptive, of sorts, over time.
DG: The point being – don’t be discouraged if the first several assessments under Rev 4 take you a good bit of time. It’s probably the same as when you were doing Rev 3: they took a lot of time but you get better and better and more efficient and ultimately, with the format you guys are providing in this Rev 4, it sounds like it’s going to be a much more beneficial outcome in the end.
JH: Absolutely. And to give you a time frame, 2–2 ½ days is what it was taking us to do an assessment at one of our facilities. Now, it’s about 3 ½ days. It’s not significantly longer, but to supplement the point that Justin was making, take your time. Read through it and take your time. It is important to make sure that we cross T’s and dot I’s, especially in our industry. It is no place to shortcut.
JR: It’s an interesting point that you made early on. As you go through the development process here, you don’t want to forget about trialing what it is you’re suggesting that we do, like to put it through the worst to make sure that it’s doing what we intended it to do. I thought it was a very interesting point that James had made in conversations with me through the development process about one element of the new formatting. That from a scoring aspect, your scoring is going to be a little different than it was in the 3rd where you had one box for an answer to five shall statements, you now have five boxes with five opportunities for scoring that differently. One question, in the previous edition, had one answer for satisfactory, not satisfactory, yada; in the new revision, you’re going to have five responses that are given. So, it’s going to change the way you would ‘score’ it. Is that how you would term it, James?
JH: Evaluate it, score it, yes. It’s important to understand that any heat treater doing this assessment for themselves should never get hung up on the number of findings, because the content could be so much worse. If I have findings at one of our facilities where they have ten findings because they had blank spaces on a log that weren’t accounted for, and I had one plant that had one finding, but they were running 10% extra water in their quench oil, I would say that that’s significantly damaging compared to not putting “not in use” in a box where they didn’t use a piece of equipment.
DG: One “Needs Immediate Action” is probably more important than a half dozen to dozen “Not Satisfactories,” so to speak.
JR: It’s a similar mentality that I conveyed to my customers when performing temperature uniformity surveys. I’m not performing a temperature uniformity survey to find passing results, I’m running the survey to find failing results. If the data ends up showing that it passes, that’s an easy one to handle; you’re good to go. But I’m running that so I can capture those things we can work on and fix and correct; that’s the purpose. To a certain extent, that’s the intent here too. I’m running this to find shortcomings, to find weaknesses, so that I can improve it, so that I can have a more effective system overall. If I’m going through this with the intent of just trying to pass everything or have “Satisfactories” for everything, sure that’s an easy thing to have if you find it that way, but I’m trying to find those things that I can improve or areas which need attention. That’s the intent of this thing.
DG: Gentlemen, that sounds great. Today we’ve covered heat treat system assessments and job audits, so that will probably put a wrap on this second one. Next time (episode #3), we’re going to delve into some process tables, the process tables that are in Rev 4 and some other supplemental support information, if you will, to help with the assessment process. In our final episode (#4), we’re going to pick the brains of these two guys and ask them about what are the practical helps as we’re moving through this assessment and job audit process.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.





 “greentec steel is the ambitious plan developed by voestalpine to decarbonise steel production. Using a hybrid technology and electric arc furnaces would allow CO2 emissions to be reduced by around 30 % in a first step to 2030. The steel and technology Group’s long-term goal is to successively increase the share of green electricity and hydrogen used in the steel production process, together with tomorrow’s climate-neutral prematerials DRI and HBI, to achieve the goal of carbon-neutral steel production by 2050.”
“greentec steel is the ambitious plan developed by voestalpine to decarbonise steel production. Using a hybrid technology and electric arc furnaces would allow CO2 emissions to be reduced by around 30 % in a first step to 2030. The steel and technology Group’s long-term goal is to successively increase the share of green electricity and hydrogen used in the steel production process, together with tomorrow’s climate-neutral prematerials DRI and HBI, to achieve the goal of carbon-neutral steel production by 2050.” “By using a new, innovate manufacturing process, the production of steel at the supplier level is CO2-free. By contrast, steel produced using a classic blast furnace, emits an average of more than 2 t of CO2 per t. In the new process, the supplier uses hydrogen and electricity from 100 % renewable energy sources instead of coking coal in steel production. The hydrogen serves as a reduction gas, which releases and binds the oxygen from the iron ore. Unlike the use of coking coal, this does not produce CO2, but water. The supplier uses electricity from 100 % renewable sources for the energy requirements generated in the manufacturing process.”
“By using a new, innovate manufacturing process, the production of steel at the supplier level is CO2-free. By contrast, steel produced using a classic blast furnace, emits an average of more than 2 t of CO2 per t. In the new process, the supplier uses hydrogen and electricity from 100 % renewable energy sources instead of coking coal in steel production. The hydrogen serves as a reduction gas, which releases and binds the oxygen from the iron ore. Unlike the use of coking coal, this does not produce CO2, but water. The supplier uses electricity from 100 % renewable sources for the energy requirements generated in the manufacturing process.” “For Volvo Cars, the CO2 emissions related to steel and iron production for its cars amount to around 35% in a traditionally powered car and 20 % in a fully electric car of the total CO2 emissions from the material and production of the components going into the car.
“For Volvo Cars, the CO2 emissions related to steel and iron production for its cars amount to around 35% in a traditionally powered car and 20 % in a fully electric car of the total CO2 emissions from the material and production of the components going into the car.