La baja efi ciencia energética en los hornos industriales suele impactar los costos de producción de las empresas, ya que se requiere más consumo de energía para alcanzar la temperatura deseada. Esto, a su vez, tiene un impacto tangible en su huella de emisiones de carbono.
This article was originally published inHeat Treat Today’sMay 2024 Sustainable Heat Treat Technologies 2024print edition.
De acuerdo a la Agencia Internacional de Energía, el sector industrial es uno de los principales culpables en lo que respecta al consumo global de energía. En muchas situaciones, los hornos industriales tienden a ser los equipos que más la consumen.
En este artículo, compartiremos una serie de soluciones que pueden implementarse para mejorar la efi ciencia energética, reducir los costos de producción y ser social y ambientalmente responsables.
Factores que pueden estar afectando tu efi ciencia energética
Existen un par de factores obvios que pueden estar perjudicando tus índices de eficiencia energética.
Pérdidas de calor en el proceso del horno
Estas pueden deberse a daños estructurales en el aislamiento o a una distribución incorrecta del fl ujo de gas dentro del horno.
Procesos de combustión inefi cientes
Contact us with your Reader Feedback!Gran atención al detalle en el mantenimiento predictivo
Probablemente debido a relaciones aire/combustible inadecuadas o excesivas, o a una mala mezcla causada por daños internos en el quemador.
Algunos consejos que podemos brindarte para ayudarte a mejorar el ahorro de energía en el horno son: Monitorear la temperatura en el lado frío del horno, verifi cando cuidadosamente que no haya puntos calientes.
Analizar periódicamente la composición de los gases de combustión del horno, asegurándose de mantener los niveles esperados de oxígeno y CO.
Verifi car periódicamente que los fl ujos de aire de combustión y combustible estén en una relación estequiométrica.
Revisar al menos dos veces al año que los quemadores estén en buenas condiciones y no presenten daños.
Evitar la infi ltración de aire frío en el horno que pueda afectar la efi ciencia del proceso.
Mantener ajustados los lazos de control de temperatura. Si no hay un lazo de control de temperatura, recomendamos integrarlo.
Monitorear periódicamente el consumo, ya sea manual o automáticamente.
Garantizar un programa de mantenimiento predictivo en el sistema de combustión.
¿Cómo funciona el mantenimiento predictivo?
Revisión de fl ujos de hornos industriales
Este tipo de mantenimiento se basa en el almacenamiento, monitoreo y análisis de datos y variables cuantifi cables de los equipos en tiempo real, como temperatura, vibración y frecuencia.
Para que este enfoque funcione, es necesario comprender a fondo los procesos e identifi car qué aspectos necesitan ser analizados. Estos aspectos incluyen:
Temperatura: monitorear la temperatura puede revelar cambios anormales, indicando un posible sobrecalentamiento o falla de componentes.
Vibración: una vibración inusual puede indicar desgaste o desequilibrio de la maquinaria, lo que resultará en daños más severos si no se aborda a tiempo.
Frecuencia: analizar patrones y comportamientos particulares puede proporcionar una idea de lo que puede convertirse en futuros problemas potenciales.
Estas acciones dependerán de sistemas de control de medición y detección adecuados. Los sensores y algoritmos constituyen los principales sistemas de medición de variables y detección de problemas.
Por un lado, los sensores juegan un papel fundamental en el mantenimiento predictivo, ya que pueden detectar cambios sutiles en el desempeño del equipo, permitiendo identifi car posibles fallas antes de que ocurran. Es recomendable tener acceso a un inventario de marcas reconocidas de sensores y repuestos, lo que te permitirá medir las variables de tu equipo.
Por otro lado, los algoritmos identifi can patrones y tendencias indicativas de posibles problemas mediante el procesamiento de grandes cantidades de datos, lo que permite intervenciones oportunas y planifi cadas. Factores que infl uyen en el tiempo de medición.
El tiempo que puede llevar medir variables durante un proceso de mantenimiento predictivo depende de muchos f actores internos y externos. A continuación, abordamos algunos de ellos.
Factores externos
El proceso. Cada procedimiento industrial tiene sus propias características y requerimientos particulares. Por ejemplo, en un proceso continuo se podría requerir un monitoreo constante y en tiempo real, mientras que en otras situaciones un enfoque de intervalos específi cos podría ser el mejor.
El producto. Algunos productos pueden requerir un monitoreo frecuente o estricto debido a su naturaleza y características.
La fi losofía del cliente. Algunos clientes pueden tener estándares más estrictos o solicitar un monitoreo más frecuente para garantizar la calidad y confi abilidad de sus productos.
Factores internos
Capacidad. Puede ser necesaria una planifi cación estratégica y una programación de las mediciones si el equipo es limitado o se emplea para otros procesos.
La disponibilidad de personal califi cado. Es fundamental garantizar que haya personal califi cado disponible en el momento adecuado para interpretar los datos obtenidos.
Soluciones de ahorro de energía para hornos industriales. Aquí es donde necesitas poder confi ar en tu socio experto en combustión para que lo asesore sobre las soluciones de.
Sistemas de recuperación de energía
Personal altamente capacitado de NUTEC Bickley
Hoy por hoy, se pueden implementar algunos sistemas que pueden ayudar signifi cativamente a reducir el consumo de energía en hornos, previniendo así pérdidas y/o eliminando procesos inefi cientes. Estos son algunos de los que manejamos en NUTEC Bickley:
Sistemas de recuperación de energía
Se pueden agregar a los hornos para recuperar el calor de los gases de combustión y reutilizarlos calentando el aire de combustión. Algunas opciones para estos sistemas son quemadores autorrecuperativos y quemadores regenerativos.
Sistemas de medición de gases de combustión
Garantizan que los hornos siempre tengan la proporción correcta de aire y gas en su sistema. Con ellos, puede monitorear continuamente el estado y así tomar decisiones basadas en estos datos para luego ajustar cualquier nivel desproporcionado.
Servicios de mantenimiento preventive
Además de los consejos y sistemas de ahorro de energía ya mencionados, existen otras acciones que pueden ayudar a prevenir fallas en hornos industriales, mejorar su funcionamiento y más.
Servicio de auditoría y diagnóstico: Se miden las variables de entrada y salida del horno para indicar los niveles de eficiencia actuales e identifi car posibles áreas de mejora.
Servicio de calibración de quemadores: Se verifi a la relación aire/combustible para asegurar que los quemadores operen en el rango correcto.
Conclusión
En resumen, si deseas mejorar la efi ciencia energética en hornos industriales y reducir signifi cativamente tus costos operativos, recuerda seguir nuestras recomendaciones.
Acerca del autor
Alberto Cantú, Vice President of Sales, NUTEC Bickley
Alberto Cantú es vicepresidente de Ventas de NUTEC Bickley. Cantú tiene más de veinte años de experiencia profesional y ha escrito prolífi camente para una gran variedad de revistas y publicaciones. Cantú es uno de los galardonados por Heat Treat Today’s 40 Under 40 Class del 2020.
Para mayor información: Contactar a Alberto escribiendo a albertocantu@nutec.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Poor energy efficiency in industrial furnaces usually impacts companies’ production costs since more energy consumption is required to achieve the desired temperature. This, in turn, has a tangible impact on their carbon emission footprint. In this Technical Tuesday by Alberto Cantú, VP of Sales at NUTEC Bickley, learn energy-saving solutions for industrial furnaces.
This article was originally published inHeat Treat Today’sMay 2024 Sustainable Heat Treat Technologies 2024print edition.
According to the International Energy Agency, the industrial sector is one of the main culprits when it comes to global energy consumption. In many situations, industrial furnaces tend to be the pieces of equipment that consume the most energy.
In this article, we will share a series of solutions you can implement to improve energy efficiency, reduce production costs, and be socially and environmentally responsible.
Factors that May Be Affecting Your Energy Efficiency
There are a couple of obvious factors that may be harming your energy efficiency ratings.
Heat Losses in the Furnace Process
These may be due to structural damage to the insulation or incorrect gas flow distribution inside the furnace.
Inefficient Combustion Processes
Contact us with your Reader Feedback!Industrial furnace flow check
Inefficiencies here are probably due to inadequate or excessive air/fuel ratios or poor mixture caused by internal damage to the burner.
Some tips we can pass on to help you improve furnace energy savings are:
Monitor the temperature on the cold side of the furnace, carefully checking that there are no hot spots.
Periodically analyze the composition of the furnace combustion gases, ensuring you are maintaining the expected levels of oxygen and CO.
Periodically check that the combustion air and fuel flows are in a stoichiometric ratio.
Check at least twice a year that the burners are in good condition and show no damage.
Avoid infiltration of cold air into the furnace that could affect the efficiency of the process.
Keep the temperature control loops tuned. If there is no temperature control loop, we recommend integrating one.
Periodically monitor consumption, either manually or automatically.
Ensure there is a program of predictive maintenance on the combustion system.
How Does Predictive Maintenance Work?
Attention to detail during predictive maintenance
This type of maintenance is based on the storage, monitoring, and analysis of data and quantifiable equipment variables in real time, such as temperature, vibration, and frequency.
It is necessary at the outset to understand the processes thoroughly and identify which aspects need to be analyzed, to make this approach work. These aspects include:
Temperature — monitoring the temperature may reveal abnormal changes, indicating possible overheating or component failure.
Vibration — unusual vibration may indicate machinery wear or imbalance, resulting in more severe damage if not addressed in time.
Frequency — analyzing particular patterns and behaviors during heat treat processing can provide insight into what may evolve into future potential problems.
Th ese actions will depend on appropriate measurement and detection control systems, the primary variable for these being sensors and algorithms. Firstly, sensors play a fundamental role in predictive maintenance, as they can detect subtle changes in the equipment’s performance, making it possible to identify potential failures before they occur. It is advisable to have access to an inventory of recognized sensor and spare parts brands, allowing you to measure your equipment’s variables.
Secondly, algorithms identify patterns and trends indicative of possible issues by processing large data amounts, allowing timely and planned interventions.
Factors Influencing Measurement Time
The time it can take to measure variables during a predictive maintenance process depends on many internal and external factors. Below we address some of them.
External Factors
Data analysis is a key component for effective preventative maintenance
The process — each industrial procedure has its own characteristics and requirements. For example, constant and real-time monitoring might be required in a continuous process, while a specified intervals approach might be best in other situations.
The product — some products may require frequent or strict monitoring due to their nature and characteristics.
Customer philosophy — some customers may have stricter standards or request more frequent monitoring to ensure the quality and reliability of their products.
Internal Factors
Capacity — strategic planning and scheduling measurements may be necessary if the equipment is limited or employed for other processes.
Availability of qualified personnel — ensuring that qualified staff are available at the right time to interpret the data obtained is crucial.
Energy-saving solutions for industrial furnaces — this is where you need to be able to rely on your combustion expert partner to advise on the most up-to-date energy-efficiency solutions you can implement in order to improve furnace performance and to help you reduce production costs.
Systems To Improve Furnace Energy Efficiency
Today, some systems that can significantly assist in reducing energy consumption can be implemented in your furnaces, thus preventing losses and/or eliminating inefficient processes. Here are some systems that can be implemented:
Energy Recovery Systems
These can be added to your furnaces to recover the heat from the flue gases so that they can be used again, heating the combustion air. Some options for these systems are self-recuperative burners and regenerative burners.
Flue Gas Measurement Systems
These guarantee that your furnaces always have the correct proportion of air and gas in their system. With them, you can continuously monitor the status and thus make decisions based on these data to adjust any out-of-proportion levels.
Preventive Maintenance Services
Besides the tips and systems for energy saving already mentioned, there are other actions that save energy, reduce costs, prevent failures in your industrial furnaces, improve their operation, and more.
Two of these are:
Audit and diagnosis service: The furnace input and output variables are measured in order to indicate current efficiency levels and to identify possible areas for improvement.
Burner calibration service: The air/fuel ratio is checked to ensure burners operate in the correct range.
Conclusion
In summary, if you consider implementing any of the tips and systems presented here, you can improve energy efficiency in your industrial furnaces and significantly reduce your operating costs. Be sure to check out the International Energy Agency if you are looking for further information on this topic.
About the Author
Alberto Cantú, Vice President of Sales, NUTEC Bickley
Alberto Cantú is the vice president of Sales at NUTEC Bickley. Cantú has more than twenty years of professional experience and has written prolifically for a variety of journals. Cantú is an honoree from Heat Treat Today’s40 Under 40 Class of 2020.
For more information: Contact Alberto at albertocantu@nutec.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
The search for sustainable solutions in the heat treat industry is at the forefront of research for industry experts. Michael Stowe, PE, senior energy engineer at Advanced Energy, one such expert, offers some fuel for thought on the subject of how heat treaters should prioritize the reduction of their carbon emissions by following the principles of reuse, refuel, and redesign.
This Sustainability Insights article was first published in Heat Treat Today’sJanuary/February 2024 Air & Atmosphereprint edition.
Reduce
Michael Stowe PE, Senior Energy Engineer Advanced Energy
We explored why the question above has come to the forefront for industrial organizations in Part 1, released in Heat Treat Today’s December 2023 print edition. Now, let’s look at the four approaches to managing carbon in order of priority.
Click to share your Reader Feedback
The best way to manage your carbon footprint is to manage your energy consumption. Therefore, the first and best step for reducing your carbon footprint is to reduce the amount of energy you are consuming. Energy management tools like energy treasure hunts, energy assessments, implementation of energy improvement projects, the DOE 50001 Ready energy management tool, or gaining third party certification in ISO 50001 can all lead to significant reduction in energy consumption year over year. Lower energy use means a smaller carbon footprint.
Additionally, ensuring proper maintenance of combustion systems will also contribute to improved operational efficiency and energy savings. Tuning burners, changing filters, monitoring stack exhaust, controlling excess oxygen in combustion air, lubricating fans and motors, and other maintenance items can help to ensure that you are operating your combustion-based heat treating processes as efficiently as possible.
Reuse
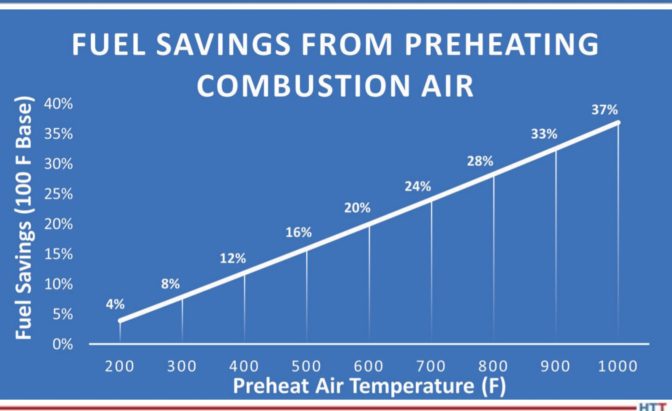
Much of the heat of the combustion processes for heat treating goes right up the stack and heats up the surrounding neighborhood. Take just a minute and take the temperature of your exhaust stack gases. Chances are this will be around 1200–1500°F. Based on this, is there any effective way to reuse this wasted heat for other processes in your facility? One of the best things to do with waste heat is to preheat the combustion air feeding the heat treating process. Depending on your site processes, there are many possibilities for reusing waste heat, including:
Space heating
Part preheating
Hot water heating
Boiler feed water preheating
Combustion air preheating
Refuel
Once you have squeezed all you can from reducing your process energy consumption and reusing waste heat, you may now want to consider the possibility of switching the fuel source for the heat treating process. If you currently have a combustion process for a heat treat oven or furnace, is it practical or even possible to convert to electricity as the heating energy source? Electricity is NOT carbon free because the local utility must generate the electricity, but it typically does have lower carbon emissions than your existing direct combustion processes on site. Switching heating energy sources is a complex process, and you must ensure that you maintain your process parameters and product quality. Typically, some testing will be required to ensure the new electrical process will maintain the metallurgical properties and the quality standards that your customer’s specific cations demand. Also, you will need a capital investment in new equipment to make this switch. Still, this method does have significant potential for reducing carbon emissions, and you should consider this where applicable and appropriate.
Redesign
Finally, when the time is right, you can consider starting with a blank sheet of paper and completely redesigning your heat treating system to be carbon neutral. This, of course, will mean a significant process change and capital investment. This would be applicable if you are adding a brand-new process line or setting up a new manufacturing plant at a greenfield site.
In summary, heat treating requires significant energy, much of which is fueled with carbon-based fossil fuels and associated-support electrical consumption. Both combustion and electricity consumption contribute to an organization’s carbon footprint. One of the best ways to help manage your carbon footprint is to consider and manage your energy consumption.
For more information: Connect with IHEA Sustainability & Decarbonization Initiatives www.ihea.org/page/Sustainability Article provided by IHEA Sustainability
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
In Part 1, the author underscored the importance of understanding the changes in gas composition through three steps of its production: first, the production in the combustion chamber; second, the cool down of gas to bring the Exothermic gas (Exo gas) to below the ambient temperature; and third, the introduction of the gas to the heat treat furnace. Read Part 1, published in Heat Treat Today’sAugust 2023Automotive Heat Treat print edition, to understand what Exo gas is and to learn about the composition of gas in the first step.
Harb Nayar
Founder and President TAT Technologies LLC Source: TAT
As the author demonstrated in Part 1, Exo gas composition changes in its chemistry for heat treatment; this first step is how the gas composition changes when it is produced in the combustion chamber. The composition of reaction products, temperature, Exothermic energy released, various ratios, and final dew point are all factors that need to be considered to protect metal parts that will be heat treated in the resulting atmosphere.
Now, we’ll turn to Steps 2 and 3.
Step 2: Composition of Exo Gas after Exiting the Reaction Chamber Being Cooled Down
The two examples that follow demonstrate how lean and rich Exo under equilibrium conditions change as they are cooled from peak equilibrium temperature in the combustion chamber down to different lower temperatures (Table B). This cool down brings the Exo down to below ambient temperatures to avoid water condensation.
Example 1: Lean Exo Gas with a 9:1 Air to CH₄ Ratio
The first column highlighted in blue shows the composition of the lean Exo gas as generated in the reaction chamber with an air to natural gas ratio of 9:1. The peak temperature as generated in the combustion chamber is 3721°F. The next four columns show how the composition changes when the lean Exo gas is slowly cooled from 3721°F to 2000°F, 1500°F, 1000°F, and 500°F under equilibrium condition. The following key changes take place as the temperature of the lean Exo is lowered from the peak temperature to 500°F:
Hydrogen volume almost triples from 0.67% to 1.97%.
H₂O volume decreases slightly from 19.1% to 17.5%, but still is very high at all temperatures.
Oxidation-reduction potential (ORP) changes as the H₂ to H₂O ratio increases from 0.035 to 0.111. At all temperatures, it is very low.
CO and the CO to CO₂ ratio drop in a big way, making lean Exo from being decarburizing at higher temperatures to being highly decarburizing at lower temperatures.
The percentage of N₂ remains at 70.34 at all temperatures.
There is no C (carbon, i.e., soot) or residual CH₄ at all temperatures.
For all practical purposes, at an air to natural gas ratio of 9:1, the Exo gas as generated is predominantly an N₂ and H₂ (steam) atmosphere with some CO₂ and small amounts of H₂ and CO.
Table B. Air to Natural Gas at 9:1 and 7:1, cooled to various temperatures
Example 2: Rich Exo Gas with a 7:1 Air to CH₄
The column under ratio of seven is highlighted as red to show the composition of the rich Exo gas as generated in the reaction chamber with an air to CH₄ ratio of seven. The peak temperature is 3182°F — significantly lower than that for lean Exo. The next four columns show how the composition changes when the rich Exo gas is slowly cooled from 3182°F to 2000°F, 1500°F, 1000°F, and 500°F. The following key changes take place as temperature of the rich Exo is lowered from the peak temperature to 500°F:
Hydrogen volume almost doubles from 5.58% at peak temperature to 9.91% at 1000°F, and then it drops to 5.70% at 500°F. The overall volume of H₂ in rich Exo is significantly higher than in lean Exo.
H₂O volume decreases slightly from 17.9% to 15.1%, but it is still very high at all temperatures.
Oxidation-reduction potential (ORP) changes as the H₂ to H₂O ratio increases from 0.312 at peak temperature to 0.737 at 1000°F before decreasing to 0.377 at 500°F. Overall, ORP in rich Exo is significantly higher than that in lean Exo.
CO and the CO to CO₂ ratio drop in a big way, making it mildly decarburizing to more decarburizing
The percentage of N₂ remains at 65– 67%, which is lower than lean Exo.
There is no C (carbon, i.e., soot) at any temperature. However, there is residual CH₄ at 1000°F and lower. This increases rapidly when cooled slowly below 1000°F.
For all practical purposes, the rich Exo gas (at air to natural gas ratio of 7:1) generated is still predominantly a H₂
and H₂O (steam) atmosphere, but with more H₂; hence, it has somewhat higher oxidation-reduction potential (ORP) than lean Exo and a bit higher CO to CO₂ ratio (less decarburizing than lean Exo).
In summary, rich Exo as generated in the combustion chamber differs from lean Exo as follows:
It has a little less N₂ % as compared to lean Exo.
It has significantly more H₂ , but a little less H₂O than lean Exo. As such, it has a significantly higher H₂ to H₂O ratio (ORP).
It is decarburizing, but less than lean Exo.
It has residual CH₄ at temperatures below 1000°F. Therefore, it must be cooled very quickly to suppress the reaction of developing too much residual CH₄.
Discussion
Let us take the example of rich Exo (an air to natural gas of 7:1) exiting from the reaction chamber in Table B (see column highlighted in red). The total volume is 853.3 SCFH and has H₂O at 152.4 SCFH (17.9% by volume). This is equivalent to dew point of 137°F. Its H₂ content is 47.6 SCFH (5.58% by volume). And the H₂ to H₂O ratio is 0.312.
If this were quenched to close to ambient temperature “instantly,” this composition would be “frozen,” except most of the H₂O vapor will become water. Let us assume the Exo gas was instantly quenched to 80°F (3.6% by volume after condensed water is removed). Rough calculation shows that the final total volume of H₂O vapor has to be reduced from 152.4 SCFH to about 26.0 SCFH in order to meet the 80°F dew point goal. This means 152.4 – 26.0 = 126.4 SCFH of H₂O vapor got condensed to water.
Now the total volume of Exo gas after cooling down to 80°F= 853.35 – 126.4 = 726.95 SCFH, or almost 15% reduction in volume of Exo gas as compared to what was generated in the reaction chamber.
Of course, the composition of Exo gas will not be the same as calculated above. The exact composition after being cooled down depends upon the following:
a. Cooling rate of the reaction products from the peak temperature in the reaction chamber to some intermediate temperature, typically around 1500°F.
b. Cooling rate of the gas from the intermediate temperature to the final (lowest) temperature via water heat exchangers — typically 10–20°F below ambient temperature unless a chiller or dryer is installed on the system.
Depending upon the overall design of the generator, especially how Exo gas coming out of the combustion chamber is cooled and maintained during the period of its use, the expected Exo gas composition should be in the range of the light red columns in Table B — where temperatures are between 1500°F to 1000°F — however:
Total volume closer to 727 SCFH (since a major portion of H₂O was condensed out)
N₂ between 74–77%
Dew point between 80–90°F
CH₄. between 0.1–0.5%
H₂ percentage between 7–9%
Step 3: Composition of Exo Gas after Being Introduced into the Heat Treat Furnace
The cooled down Exo gas will once again change its composition depending upon the temperature inside the furnace where parts are being thermally processed.
As an illustration, let us assume the following composition of the rich Exo gas (with a 7:1 air to natural gas ratio) at ambient temperature just before it enters the furnace:
Total volume: 727 SCFH
H₂: 8% (58.16 SCFH)
Dew Point 86°F or 4.37% (31.77 SCFH)
CO: 6% (43.62 SCFH)
CO₂: 6% (43.62 SCFH)
CH₄ : 0.4% (2.91 SFH)
Balance N₂ (%)
75.23% (546.92 SCFH)
Table C shows how the composition changes once it reaches the high heat section of the furnace where parts are being thermally treated. The column highlighted blue shows the composition of Exo gas as it is about to enter while it is still at the ambient temperature. The next three columns show the composition of the Exo gas in the high heat section of furnaces operating at three different temperatures depending upon the heat treat application — 1100°F like annealing of copper, 1500°F like annealing of steel tubes, and 2000°F like copper brazing of steel products. The H₂ to H₂O ratio decreases as temperature increases.
Other general comments on Exo generators:
Generally, they are horizontal.
Size ranges from 1,000 to 60,000 SCFH.
Rich Exo generators use Ni as a catalyst in the reaction chamber. Lean Exo does not.
Lean Exo generators typically operate at a 9:1 air to natural gas ratio. There is no carbon/soot buildup.
Rich Exo generators typically operate at a 7:1 air to natural gas ratio. Below about 6.8 and lower ratios, soot/carbon deposits start appearing that require carbon burnout as part of the maintenance procedure.
Table C. Exo gas compositions in heat treat furnaces
Conclusions
A walkthrough of the entire cycle of gas production to cool down to use in the high heat section of the furnace clearly shows that as temperature changes, so does the Exo gas composition for any air to natural gas ratio.
Having a well-controlled composition of Exo gas requires the following:
Well-controlled composition of the natural gas used
Air supply with controlled dew point
Highly accurate air and natural gas mixing system
Highly controlled and maintained cooling system
A reliable ORP analyzer or the H₂ to H₂O ratio analyzer as part of the Exo gas delivery system.
Protecting metallic workpieces is paramount in heat treating, and in order to do this, the atmosphere created by Exothermic gas must be understood, both in the cool down phase and within the heat treat furnace. For further understanding of the good progress made in the improvement of Exo generators, see Dan Herring’s work in the reference section below.
Harb Nayar is the founder and president of TAT Technologies LLC. Harb is both an inquisitive learner and dynamic entrepreneur who will share his current interests in the powder metal industry and what he anticipates for the future of the industry, especially where it bisects with heat treating.
The search for sustainable solutions in the heat treat industry is at the forefront of research for industry experts. Michael Stowe, PR, senior energy engineer at Advanced Energy, one such expert, offers some fuel for thought on the subject of how heat treaters can reduce their carbon emissions.
This Sustainability Insights article was first published in Heat Treat Today’sDecember 2023 Heat Treat Medical and Energy print magazine.
Michael Stowe PE, Senior Energy Engineer Advanced Energy
The question in the article title is becoming increasingly popular with industrial organizations. Understanding the carbon content of products is becoming more of a “have to” item, especially for organizations that are in the supply chain for industrial assembly plants such as in the automotive industry. Many heat treaters are key steps in the supply chain process, and their carbon footprints will be of more interest to upstream users of heat treated parts in the future. I know I am overstating the obvious here, but I am going to do it anyway for emphasis:
Click to share your Reader Feedback
Heat treating requires HEAT.
HEAT requires ENERGY consumption.
ENERGY consumption creates a carbon footprint: a. Fossil fuels heating — direct carbon emissions (Scope 1) b. Electric heating — indirect carbon emissions (Scope 2)
Therefore, by definition and by process, if you are heat treating, then you are producing carbon emissions. Again, the question is, “How can we work to get the carbon out of heating?” Let us explore this.
Once more, heat treating requires energy input. The energy sources for heat treating most frequently include the combustion of carbon-based fossil fuels such as natural gas (methane), propane, fuel oil, diesel, or coal. Also, most combustion processes have a component of electricity to operate combustion air supply blowers, exhaust blowers, circulation fans, conveyors, and other items.
Figure 1 shows the chemical process for the combustion of methane (i.e., natural gas). Figure 1 demonstrates that during combustion, methane (CH4) combines with oxygen (O₂) to form carbon dioxide (CO₂) and water (H₂O). This same process is true for any carbon-based fuel. If you try to imagine all the combustion in progress across the globe at any given time, and knowing that all this combustion is releasing CO₂, then it is easy to see the problem and the need for CO₂ emission reductions.
In the most basic terms, if you have a combustion-based heat treating process on your site, then you are emitting CO₂. The electricity consumed to support the combustion processes also has a carbon component, and the consumption of this electricity contributes to a site’s carbon footprint.
Figure 2. The 4 Rs of carbon footprint (Source: Advanced Energy)
So, combustion and electricity consumption on your site contributes to your carbon footprint. Knowing this, organizations may want to consider the level of their carbon footprint and explore ways to reduce it. There are many methods and resources available to help organizations understand and work to improve their carbon footprint. For this article, we will focus on the 4 Rs of carbon footprint reduction (see Figure 2).
We will discuss each of these approaches individually in priority order in the next installment of the Sustainability Insights.
For more information: Connect with IHEA Sustainability & Decarbonization Initiatives www.ihea.org/page/Sustainability Article provided by IHEA Sustainability
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
A special release, a reflection of the unknown, will hydrogen combustion fuel the future of heat treat? Hear how the market has changed, the options you have to implement (or not) at your site, and when you can expect these technologies to have permeated the North American heat treat industry.
Driving the podcast conversation today are the following experts: Mark Hannum, manager of Innovation and Combustion Laboratory at Fives North American Combustion, Inc.; Brian Kelly, applications engineering manager at Honeywell Smart Energy and Thermal Solutions (SETS); Bob Sanderson, director of Business Development at Rockford Combustion; and Joe Wuenning, president/owner/CEO at WS Warmeprozesstechnik GmbH.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet the Experts (02:15)
Mark Hannum Fives North American Combustion
Contact us with your Reader Feedback!
Doug Glenn: First, let me do some introductions. I’d like to start with Mark Hannum, the manager of Innovation and Combustion Laboratory for Fives North American Combustion. He is a combustion engineer with a broad range of application experience with ultralow emission technologies; his largest focus has been on lean premix/lean premix with fuel staging. Flameless combustion is also an area of interest for him. His work has covered everything from lab research and prototypes to first field installations of new technology.
This is your first time with us, Mark. Thank you very much for being here, we really appreciate it.
Mark Hannum: Thanks for the great introduction.
Doug Glenn: Next up is Brian Kelly, coming to us from the balmy Houston area. Brian is the manager of Applications Engineering for Honeywell Smart Energy and Thermal Solutions (SETS) and the current president of the Industrial Heating Equipment Association (IHEA). He has almost 30 years of experience in the field of combustion with a focus on combustion system design across a variety of high and low temperature applications. Welcome to you.
Brian Kelly: Good to be here.
Brian Kelly Honeywell
Doug Glenn: Then, Bob Sanderson is our next guest. Bob, this is your first time with us. Bob is the director of Business Development for Rockford Combustion. Throughout Bob’s 32 years of experience in the combustion field, he has worked in automotive, abatement oxidation, aerospace, agriculture, food and beverage, HVAC, heat treating, power generation, and more. Bob brings system integrations and the application experience of how systems interact in various environments to his current role at Rockford Combustion. Bob is a member of the NFPA-86 technical committee. We’re glad to have you here, Bob.
Bob Sanderson: Thank you.
Doug Glenn: Finally, our standing person, who’s been here for all three: Joe (Joachim) Wuenning from WS Thermprocess Technic GmbH [aka, WS Wärmeprozesstechnik GmbH] in Germany and also WS Thermal Process Technology, Inc., in the United States. Joe’s company has been on the cutting edge when it comes to hydrogen combustion. In fact, I think the last time Joe and I spoke was just a couple of months ago at THERMPROCESS where, once again, you were giving updates on hydrogen combustion and things of that sort. WS Thermprocess has truly been a leader in the hydrogen combustion area. And Joe is an IHEA member, as well.
A Year in Review: Updates on Hydrogen in the Industry (03:54)
Robert Sanderson Rockford Combustion
Joe, we will start with you: In the last 12 months, what has happened that has advanced the hydrogen combustion “cause,” if you will?Joe Wuenning: What we have seen in Europe now is that several steel companies are getting large funds to really go in on the hydrogen road make green steel. And, of course, if you have the green steel, you will also convert the downstream processes. So, we really see it coming now that they are getting the right amount of hydrogen into places. These places are large locations where the steel plants are running.
Hydrogen needs to be transported by pipeline; you cannot transport it in a truck or something else. But I think the use of hydrogen is rolling and going.
Automotive companies will ask for green steel. How long it will take until the real heat treat shop will get to the point of using hydrogen for combustion is uncertain, but I’m sure it will be, in the end, coming also there.
Doug Glenn: Okay. So, it’s definitely growing and you’re seeing it in Europe.
Joe Wuenning: Absolutely. Like I said, at the moment, we are still at the trial phase, because hydrogen is not largely available at the moment, but large projects have started so it will be in a couple of years.
Doug Glenn: I might mention, Joe is our lone international representative, in one sense; it’s great to have that perspective. In fact, with these technology things, sometimes Europe is a bit ahead of the U.S.
Brian, let’s jump over to you. What have you seen changed in the last 12 months or so?
Dr.-Ing. Joachim G. Wünning WS Thermprocess Technic GmbH
Brian Kelly: To your point, certainly we are a global company and we’ve seen projects secured that have come to fruition which are firing on hydrogen. They’ve fired on hydrogen to prove it works and then moved back to natural gas since the H2 supply is not readily available.
What we’ve seen in the U.S. is a slowdown in some of the inquiries and questions about hydrogen. For about eighteen months, we were hot and heavy. We were weekly talking to our customers about what they have to do to get ready. Often, we offer the basics of hydrogen, here is what you can do in the future, let’s talk, if you need to.
What I’ve seen are some larger corporations doing prototype projects and vetting out, and saying things like, “Hey, if I need to take X number of furnaces to hydrogen, where do I start? How does it affect my product?” We’ve been doing some testing with customers on some hydrogen firing to really vet out their material and things of that nature. This is happening in pockets; for example, at one site by a certain date, we’re going to be the first green site for a company, and though it’s years from now, we need to plan on being able to fire 100% hydrogen or 100% natural gas.
Before, it was sometimes more talk of blending and things of that nature. Now, I’ve seen more of a trend to say — if we’ve got it, we’re going to burn it; if not, we’re going back to what we’re used to. Some things like that.
There may be a slowdown in the fervor of the talk about hydrogen, but it is certainly in the background and maybe a little bit more towards how do we be more green until hydrogen gets here?
Joe Wuenning: Maybe the slowdown, I would say, is not a loss of interest, it’s more that the people understand hydrogen is not so complicated. It’s a good fuel, you can burn it. Before, many people had no idea whether they could use it or not. Now, our people in the lab think it’s easier to burn hydrogen than natural gas.
Brian Kelly: That is a good point.
Doug Glenn: Brian, a follow-up question to you: Are you seeing what you described domestically in North America or also internationally? I know Honeywell is obviously everywhere.
Brian Kelly: Yes. And it’s been more domestically, at this point, because of the questions of supply. People aren’t as afraid of it after we talk to them about it, as Joe just said. “This is not something that we haven’t been burning for a hundred years. It’s just a matter of planning. In the future, I want my system to be ready for it, and I want to be able to operate on what I’ve got available before that.”
Doug Glenn: Bob, how about you? What has changed in the last 12 months or so?
"If we’ve got it [hydogen] we’re going to burn it; if not, we’re going back to what we’re used to." Photo Credit: Nel HydrogenBob Sanderson: We’ve seen more inquiries, specifically from a lot of laboratory users who are trying to develop new engines, processes, and combustion products, and looking for all the support and the technology to safely handle transport and bring that hydrogen into the lab under various test conditions. A few users, too, want to understand: If they make the change to hydrogen, what’s going to happen with the rest of their systems? How will it affect the processes? What happens to the humidity of the outside and what happens to other materials that are in the plant? How do they safely manage the materials within their buildings and detect leaks and different items along those lines? There are quite a bit of inquiries going hand in hand with the systems.
We have seen some early hydrogen requests going on which have tapered off a bit. I think it goes hand in hand with users becoming more familiar with the systems and having more of their questions answered. But I think some of it also depends a bit on the market pressures and the demands. The cost of natural gas has gone down dramatically. It’s going down faster than the cost of hydrogen is coming down, right now, but hydrogen is going to keep coming down and keep becoming more and more affordable. Then it will reenter into the marketplace.
Doug Glenn: You bring up a good point which maybe we’ll hit on later: hydrogen supply.
Mark, let’s jump over to you, though. In the last 12 months, what are you seeing?
"We’ve seen more inquiries, specifically from a lot of laboratory users who are trying to develop new engines, processes, and combustion products."
Mark Hannum: I would say that, for me, probably the biggest thing is some of the regulatory and law changes that have happened. The Inflation Reduction Act certainly puts in place a lot of the supports for hydrogen production and hydrogen-based systems for decarbonization. I think the EU also has some regulatory and law changes and additional support between the government and private sector to try to make some of these really huge investments that need to occur to try to bring hydrogen supply online.
I think those are really the biggest things. And I totally agree with the other panelists; I think awareness, focus, and knowledge have all increased a lot about what hydrogen is, what it takes to burn it, and what those systems look like.
New Users of Hydrogen (10:26)
Doug Glenn: Brian, let’s start with you on this next question, and that is: Are you seeing any new applications or industries that seem to be adopting hydrogen? I know we mentioned steel, and I think Bob has mentioned some labs and things of that sort, but are we seeing anything new, as far as the breadth of where hydrogen is going?
Brian Kelly: It’s come from a lot of different places for us. We’ve had food and beverage, some heat treating, and plastics. It has come from a lot of different directions. Some of the inquiries of a few of the projects that we’ve worked on have been waste to energy, sequestering CO2, and capturing the hydrogen. That’s how we’re going to produce it. So, looking at some different industries that may be popping up, a lot of them are doing prototyping and pilot-type things. So, there is a lot of variety.
I can’t say that I’ve run into any new applications, per se, because we deal with a lot of different ones. But certainly, some of the industries do seem to be adopting hydrogen, anywhere from air gas to oxygen and reusing the hydrogen for fuel to further the process. So, it’s been a variety.
"We have seen some early hydrogen requests going on which have tapered off a bit."
Doug Glenn: Joe, how about you? Are you seeing any new applications or any new industries?
Joe Wuenning: Yes, of course. For example, Dunnes gave away coffee beans roasted on hydrogen, so I think if you have high margins, you can apply these things everywhere, where you want to get rid of the fossil fuels.
Of course, our business is in the steel and heat treating industry. I’m not so much in touch with the other industries, but I think it would come from everywhere — everywhere the people are willing to pay for it. Of course, we have never beat natural gas on price, so far. Hydrogen is never going to come free out of the ground. But we all know the reasons why we want to get rid of the fossils.
Doug Glenn: I know the steel industry has been an early adopter, at least some of the steel industry. Are you seeing more applications in heat treat?
Joe Wuenning: In heat treat, we see another tendency and that is the use of ammonia. We try to check out whether we can use ammonia because, like I said before, with hydrogen you need pipeline connections, and it will take quite some time until the pipelines will carry hydrogen to the last little heat treater somewhere in the countryside.
But ammonia is another storage form comparable to propane or butane where you can easily transport the stored hydrogen. However, ammonia is quite a bit more difficult to burn because it involves NOx formations. It’s not so easily flammable; you have to crack it first, there are steps to take. We introduced it into our lab to check if we can use ammonia directly for these more remote sites.
Doug Glenn: Mark, how about you? Any new applications or industries that you’ve been noticing?
Mark Hannnum: Yes. First off, I want to respond a little bit to Joe and the concern about pipelining hydrogen and all that. I totally agree that it’s a big concern, but one of the nice things about hydrogen is if you have a clean source of water and electricity, you might be able to make hydrogen in a remote location. You might not need to pipeline it; you could make the gas on-site and use it on site.
"For example, Dunnes gave away coffee beans roasted on hydrogen..."
So, that’s something that’s really not possible with probably any other fuel that, historically, we’ve had in use. You know, we’ve always had to bring a fuel to a manufacturing facility but now we can bring water and electricity and potentially have a gaseous fuel that we can use.
So, adopt hydrogen? I mean, not really. You know, all the investments are being put in place, like Joe said earlier. In the steel industry in Europe, these major investments are being played out and committed to but we’re years away from being adopted, like for use day in and day out.
Right now, there are a lot of segments that are performing really meaningful tests at industrial scale, because they’re all trying to de-risk the switch from natural gas to hydrogen. Are there any process-side impacts that they need to understand that would impact product quality or product suitability or any of those things? All that stuff is going on now and I think it’s going to take a couple of years for everyone to sort of work through and have a good understanding of whether there’s anything they need to be worried about beyond just the fuel switch itself, if there’s any process.
Doug Glenn: Right. Yes, your point about having water and electricity is a good one but, I guess, the question has to be: Is it economical? I mean, this is the issue of creating on-site hydrogen — it’s the cost. The economic system always comes into play here.
Bob, how about you on the applications and industries?
Bob Sanderson: A lot of the push I’ve seen has come out of the aerospace and the automotive industries, not so much on the products that they make but more on the manufacturing side of it. What they can do to adapt their processes and put things in and understand how that impacts them. They’ve got a tremendously large investment to make lean manufacturing and they need to make sure it is spot-on. There has been a lot of discussion on that and trying to work things into those facilities.
Advancements in Hydrogen (16:20)
"It will take quite some time until the pipelines will carry hydrogen to the last little heat treater somewhere in the countryside."
Doug Glenn: Bob, I wanted to turn around and start with you on this next question and that is: Not industrywide, like we’ve been discussing, but what has your company specifically been doing over the last 12 months that maybe you hadn’t been doing before, if anything?
Bob Sanderson: We’re doing a lot more work now with stainless materials. There is quite a bit of involvement using stainless and other materials that have higher nickel contents and other materials to help work into the grain boundaries.
Working with hydrogen has some unique challenges compared to other fuels. It’s the smallest atomic molecule out there and it just wants to permeate into everything. With a lot of the higher, high-end pressures, there is a lot of chance of steel embrittlement, but if you can get away from those higher ends and try and get down to more usable, friendly working pressures, you don’t stand as much risk on the hydrogen embrittlement and dealing with leaks and permeability. So, just helping people understand that those are some of the changes that need to come into play for a safe, long-term solution in their applications.
Doug Glenn: Mark, how about Fives? What’s been the activity over the last 12 months, specifically at your company?
Mark Hannum: It’s been a super busy time for hydrogen, for us. We have installed some hydrogen firing capability in our lab; it was about a $400,000 investment. So, at this point, we can fire a substantial amount of input for longer durations than we could before. So, that’s really helpful when we’re looking at what the impacts are across our entire burner product range, when we look at a conversion from natural gas to hydrogen.
It also lets us perform some process-based studies where we can really simulate industrial processes and have a longer duration hydrogen firing. So, we’ve been able to support some customers by simulating some of their processes here and actually firing the materials that they would normally fire at their plant to look at hydrogen impact on those materials.
We’ve also gone to a couple of our customer sites and participated in studies with them. One of those earlier this year, right after THERMPROCESS was Hydro Aluminum in Spain; we melted aluminum with hydrogen without any natural gas. That was, I think, the first industrial scale melting of aluminum with hydrogen.
"Working with hydrogen has some unique challenges compared to other fuels. It’s the smallest atomic molecule out there and it just wants to permeate into everything."
Doug Glenn: Interesting. Joe, how about WS? What have you guys been up to the last 12 months?
Joe Wuenning: We have now put into place an electrolyzer for making our own hydrogen, so going that route, and not relying on the bottles coming in or on ammonia supply. We installed a big ammonia tank so that we can run the ammonia tests on site, develop the crackers and account for them. And, of course, we are involved in several research projects together with universities and some sites who do all these things and to try it out.
Doug Glenn: Brian, how about Honeywell? What’s been the latest?
Brian Kelly: The latest this year is an investment for our factory in Lata to have that electrolyzer-type system, so a full-blown, cradle-to-grave type of system to be able to produce the hydrogen. Muncie is investing in that whole substructure with the capability of increasing to tube tankers before the electrolyzer comes so there is significant investment on that end. And from the product end, we’ve just kept testing and looking at the whole product line, not just burners, but all the controls and things to be associated with hydrogen firing.
In addition to the controls behind the system, we must also think about the development of simpler and/or more complicated systems. These updated systems are necessary because of changes in air/fuel rations, and all the concerns that pop up when using different fuels. These systems need to take into account what the process is requiring, namely holding tighter air/fuel ratios and also be less dependent on low temperature air-heating applications, but also be able to use higher temperatures and higher oxygen rates with some excess air. We’ve been working on those types of systems, and looking at that when the customers are in a situation where they can fire on either fuel. How critical it is to hold capacity and air/fuel ratio and things of that nature, and how can we make that as easy as possible for the customer? We want our customers to say, “Hey, we’ve got to have Honeywell because these guys know what they’re doing.”
But, yes, a lot of activity on that basis. And even in product development looking at the future — lower NOx and lower emissions burners that go in conjunction with hydrogen. In the lower and high temperature range, we’ve got to look at a burner that can fire via flex-fuel type burner. Maybe not just hydrogen and natural gas, but something in biofuels or renewable-type fuels.
Doug Glenn: There is a common thread that a couple of you talked about in getting electrolyzers and hydrogen supply and things of that sort, which is a critical issue, right? Realistically, for industrial applications, does anybody care to speculate on how many years it’s going to be until even some of the more major metropolitan areas have reliable hydrogen supply, or is it all going to be on-site generated?
"For industrial applications, does anybody care to speculate on how many years it’s going to be until even some of the more major metropolitan areas have reliable hydrogen supply?"
Mark Hannum: I’ll start if you want. The Inflation Reduction Act (IRA) certainly encourages hydrogen hubs where you’d have a localized geographic area that has a centralized hydrogen production facility and then local pipelining to the industrial users. I think some of those similar ideas are in Europe as far as having a concentrated production facility and then having a local network. So, you locate your production facility in an industrial cluster where you have short pipeline links to feed those.
As Joe mentioned earlier, it’s really challenging when you have a more remote industrial point that now needs a long pipeline run. It's a lot of money to make that pipeline. Certainly, my experience in the U.S. would say figuring out a legal route to run that pipeline is probably going to be a huge challenge. It’s going to cross multiple property boundaries.
That, for me, is the challenge. But I think, certainly the government is putting in money in the U.S. and in Europe to try to facilitate these hubs being formed and have industrial users online. Maybe it’s going to be five years at least for that to be the case.
Brian Kelly: On Mark’s point, certainly some of the activity we’ve seen is around some of those possible hub sites. Some of the sites we’ve seen that are firing significant amounts of hydrogen, or have that capability, may be near a hydroelectric plant or a nuclear plant, and some of those hubs are going to be strategically placed so they can produce. I’d say it will be between 5 to 10 years. And I think it’s going to be regional because of these hubs and because of the companies.
Honeywell is saying we’re going to be carbon neutral by 2035. Some of these larger companies will say they are offering green products, they are going green, and it’s just not going to be in the thermal process area. We would like to think it’s in the thermal processes area. When we start talking about their Scope 1, Scope 2, and Scope 3 emissions, some of their Scope 2 and Scope 3 emissions are a much larger percentage of their carbon footprint than what their thermal processes are.
Carbon neutrality goals apply to big steel, and bigger industries in general. Some of these really high users with higher thermal loads (like cement) are going to be the industries that are looking to switch over first to some kind of carbon neutrality or something to reduce that carbon output. They’re going to be some of the main focuses, not “Bob and Tim’s Heat Treat” in Skokie, IL, and things of that nature.
Those are some of the things we’ll see, but, in the meantime, this isn’t going away. In my almost 30 years, we’ve heard all kinds of stuff — methanol, ethanol, which is sometime going to come back into the fold because of being a renewable-type energy source. This was hot and heavy in discussions, but it was always in the background. The more we continue to legislate and see other things happen around the world, the more we approach that being carbon neutral. [blocktext align="left"]Carbon neutral doesn’t mean you’re producing zero CO2, but you’re offsetting it somehow and seeking to benefit the planet in how you proceed with your business.[/blocktext]
Doug Glenn: Right. Bob or Joe, any speculation on reliable hydrogen supply, even to regional areas?
Bob Sanderson: I think for both, necessities are going to drive a lot of this investment happening. Currently, the major manufacturing of hydrogen is along the Gulf Coast and up through the upper Midwest where there is a bunch of oil industry and steel industry, and hydrogen is highly used in those areas. Because it’s readily available, I think that the large users will be through those vicinities first.
But to get out to the outer coasts to service Los Angeles and the East Coast areas, they need more out there available. They will have to develop newer technologies, and it’s going to come. There are a variety of people working on it. The first need isn’t necessarily going to be for the large users, but it’s going to be to supply the utilities because they’re going to have to find a way to blend hydrogen into the fuel lines right now and help bring those down. They’ve got to get a reliable source on that.
I know that there are people working on fusion technology right now, where they’re able to take a variety of materials, put it in, and break it down to more of the atomic levels. It’s not just hydrogen they’re getting out; it’s the whole range of all of the gases and the materials that come out. So, they’ve got a lot of reactors that are working with that. It just needs scaling and time to rev that up but it’s going to come.
"If you look back to when the auto motor first came around, gasoline was big in use for those vehicles because it was a byproduct of manufacturing kerosene."
It’s not exactly the same, but if you look back to when the auto motor first came around, gasoline was big in use for those vehicles because it was a byproduct of manufacturing kerosene; so, it was cheap, it was affordable, but gas stations weren’t around and the pipelines weren’t around to transport it. That didn’t hinder the automotive industry from coming around, and it will be the same way with this industry. It’s going to come, but it’s probably going to come in a way that we haven’t envisioned here or are talking about, just yet.
Joe Wuenning: I think with the technology there, we can have it. It’s a question of, are we willing to spend the money and accept the changes and whatever to do it. Many people think it’s the right thing, other people think it’s a waste of money. We will have to see how it comes about. Five to ten years might be a realistic horizon for me. I think in Europe, they’re starting in former northern Germany, Rotterdam, so, they will have their first access. How fast this will happen, we will see.
Doug Glenn: I appreciate that. It’s an interesting perspective. I think the supply issue is probably one of the biggest obstacles that we have for adoption, right?
Obstacles to Adoption: Supply, Price, People, and More (29:40)
Let me ask you this: Besides supply, what do you see as the biggest obstacle for companies adopting hydrogen?
Mark Hannum: There are only two real challenges, I think, and that’s supply and price. So, if you’re going to take supply off the table, then price will be the other one. I think that’s been a theme running along here.
One thing I will say about something Bob mentioned in the last question is that yes, there is lots of hydrogen production in the Gulf Coast and up through the central to Midwest, but it’s all SMR (steam methane reforming)-based. For us to really put a dent in CO2, you’ve either got to sequester all the CO2 off those steam methane reformers or you’ve got to move to electrolysis or something. You’ve got to come up with a green process which is established, and just scaling up is the real key, to get to, sort of, this gigawatt scale to where people are trying to get to.
I think I saw a slide a few months ago that the biggest electrolysis plant is only 100 kilowatts or 200 kilowatts or something like that (maybe it’s a megawatt). It’s nothing compared to what the industry needs. So, scale-up is the big challenge: How do you get to gigawatt scale?
Doug Glenn: Bob, how about you? Biggest obstacle besides supply, and maybe I ought to throw price in there?
Bob Sanderson: Yes, you took the easy two off the table.
Doug Glenn: Well, nobody said this was going to be easy, you know.
Bob Sanderson: It’s going to be a little bit of a learning curve on the logistics of the handling, the safety, and the management of it. It’s just a little bit of a new technology that people have to get familiar with in order to understand how to bring things in and manage it.
Just in terms of running the utilities through the building: If you have a little bit of a leak, people are used to looking for that sulfur odor right now — that’s not going to be quite the same. If it’s a leak, the leak is going to be up in the trusses and gone. If there is an odorizer added, it’s not going to be where the gas is.
So, there’s just a little bit of a learning or knowledge to get through there, and a lot of the code committees are working hard on this. As it becomes increasingly predominant, they’ll have to stay ahead of the safety issues. It’s a common phrase that, “Codes are written in blood.” I don’t want to have codes that take that kind of a learning experience with hydrogen; we want to stay ahead of it.
[blocktext align="left"]It’s a common phrase that, “Codes are written in blood.” I don’t want to have codes that take that kind of a learning experience with hydrogen; we want to stay ahead of it.[/blocktext]
Brian Kelly: Besides price and supply, that’s certainly one of the major points because that goes to bottom dollar, the cost of my unit. I agree with what everybody else has said.
A lot of these systems that are in place now in heat treat shops have premix systems, right? Premix and hydrogen don’t play well together because of the flame sweep. This issue is also true with older equipment — some of this stuff isn’t up to date.
What every burner manufacturer has been working on is: What can I do? Does my product work on gas and hydrogen now? What do I need to modify to work on one or the other? What we work towards is — hey, can it operate on both? Sometimes that’s not possible. So, there’s going to be some capital investment on this, too, to upgrade furnaces, to upgrade thermal processes, or whatever it is. This being Heat Treat Today (with an audience of in-house heat treaters), we’re talking higher temperature, but the same goes for any thermal process.
Some of these technologies and a lot of the lower temperature-type methods we use to reduce NOx emissions don’t really work with hydrogen. So, how do we figure out, on the lower end of it, that almost every process — even in a heat treat shop, where some people have solution tanks and make up their heaters or whatever it may be — some of it is going to be planning for that capital investment.
They’re going to have some time until they get that price and the supply. So, it’s like — hey, start planning new systems when you have to upgrade something, let’s plan on this to be viable for hydrogen or something in the future.
It’s hard enough to get some of these shops to keep spare ignitors on the shelf, let alone start talking about the burner upgrade in the next ten years.
Doug Glenn: Right, right, exactly. Joe, how about you? What do you see as a major obstacle?
Joe Wuenning: The major obstacle is that people are unwilling to change, I think. They have done something for the last 50 years. People have a hard time quitting smoking, even if they see that it’s not good for them. So, they’re going to keep running fossil fuels even if they understand or accept that it’s not good for them. I think that will be the hardest thing to change is people’s minds if they have to do something.
Doug Glenn: Good point. A good selection of answers, there, that’s great.
Contributions and Detractions from Geopolitical Pressures (34:50)
"[People] have done something for the last 50 years. People have a hard time quitting smoking, even if they see that it’s not good for them."All right, the next question has to do with geopolitical situations around the world: Is it helping us or hurting us? Is there anything specific you guys can comment on there?Brian Kelly: I think, certainly, the whole sustainability/decarbonization has helped. We’ve seen emissions levels — which were requested to be guaranteed out of our equipment and our systems — have certainly come down. And that’s worldwide, where for certain countries, you kind of got the feeling that they don’t really care. Now, with this advent of being greener and reducing CO2 and even NOx, we’ve certainly seen the NOx levels or the emissions levels requested out of our equipment have come down worldwide in the last three or four years. To me, that’s a good thing. It’s good for business, but it’s also good for the environment.When we start talking CO2, the CO2 we produce here doesn’t just stay in North America, it travels all over the world. If one country is doing all they can to reduce it and the five others aren’t, as a dreamer, it would be nice to have that worldwide coalition to say, “Here’s what we have to do as a planet to accomplish this in the next 50 years.” It’s not going to happen in five. But I think it’s been a positive thing.Doug Glenn: Bob, how about you? Any geopolitical situations around the world that have helped us or hurt us, here?
Bob Sanderson: Coincidental with this, and Joe may have more input on this, there was a change in the fuel market throughout Europe with pipelines changing and fuel embargos. There has been a huge sea change in the demands for alternate fuels to Europe so it’s a lot of shipping from this end to get things over there for alternate fuels as well as how to process those fuels. There’s been quite a bit of work, not necessarily in hydrogen, but in a lot of alternate fuels for vaporizers and different processes to deal with CNG, LNG, and different fuels to make up for shortages. I think that has helped keep people’s minds thinking about different fuels, different sources of energy, and trying to drive efficiency factors.
With that, I would kindly push that over to Joe; he’s probably seen that more firsthand from his side of the ocean.
Joe Wuenning: Yes, I see that also. Besides the environmental issues, of course, the supply situation is different in Europe than here (the U.S.). I think, energy wise, the U.S. is pretty much independent. Of course, with electronic parts or whatever, you have the same situation — you want to become more independent. For you, it’s mainly all industrial products; for us, energy is a vital thing. We also have the picture in front of the Nord Stream 2 explosion. That was the end of a major energy supply to Germany and Europe, and now we can bring it in with ships, but it will be an issue for the future. It will not only be the environmental things, but it will also be pressure where we may be dependent on other people.
Like I said, it’s chips; Intel makes a big factory here, but it’s energy and all kinds of things.
"We can bring [hydrogen] in with ships, but it will be an issue for the future."Doug Glenn: Mark, how about you? Are you seeing anything geopolitically?
Mark Hannum: Yes, for sure. What’s been mentioned already and what I mentioned earlier was that there is a lot of government support that I think has really come in geopolitically and not just in the EU and in the United States, but I know that China is really having a large deployment of green electric production which could eventually lead to green hydrogen production. I know India is really working on some planning and work for what their green and hydrogen strategy is, and Australia; all of these places are really heading, in a really aggressive way, I think, towards trying to find ways that they can all participate in whatever marketplace there’s going to be for hydrogen or other green fuels in the future.
Reasons for the Push: Is It CO2 or Something Else? (39:23)
Doug Glenn: Okay, guys, I want to ask you a question, here, a little bit off the path, basically going back to the very fundamental reason why we’re doing this, and it’s been mentioned multiple times. This question probably won’t be a surprise to you. Whether or not you want to answer it is completely up to you, and that is the assumption that CO2 is a bad thing, and it will be harmful to the world. I think that’s basically why a lot of the moves to alternate fuels and things of that sort.
So, I’m reading the paper Sunday morning, and I get this article that says, “Princeton MIT Scientists Say EPA Climate Regulations Based on a Hoax.” The article is basically about two professors — William Happer, professor emeritus in physics at Princeton University, and Richard Lindzen, professor emeritus of atmospheric science at MIT. I just want to read one little part of this and get your comments, if you’re willing.
The guys say that the assumption about CO2 maybe isn’t as dire. In fact, they are saying it is not dire, at all: “Current concentrations of CO2 are around 400 parts per million. . . . But if you could double the amount of CO2 from 400 to 800, and that will take a long time, the amount that you’d decrease radiation to space is only 1%. Very few people realize how hard it is for the addition of carbon dioxide to make a difference to the radiation to space. That’s what’s called the saturation, and it’s been well known for centuries.”
It's just one example. Joe, you’ve mentioned it before, that there are some people who believe it’s an issue and there are some people who don’t. Any comments about whether we see people moving in one direction or another? I mean, I feel like I am hearing more people drawing a big question mark about whether CO2 is really bad or not.
Joe Wuenning: Let me give an example: 45 years ago, I was skiing down a glacier in the Alps, right down to the bus stop. I did that ten years ago. I had to walk for four or five miles because the glacier was no longer there. People think global warming, and whether it’s related to weather extremes or storms (you can argue whether that has something to do with global warming) . . . . But if a real big, big ice block melts, I think that’s a long-term indication that our world is getting warmer and warmer, and I think there’s no doubt about it. If you look at the ice in Antarctica or Greenland, I think that you will see that we have a problem.
I believe it and I think I understand the physics behind it — why the CO2 emissions into the atmosphere makes it gets warmer — and I think it’s severe. I really think all the changes we have to make now are much less than the changes which would be forced onto us by nature.
Are changes directly made from climate, or also from wars or conflicts or from whatever?
We adopted to changes during the corona virus, and with that we had no change. And it was not so difficult. Now, if we have to choose to do this or that, it might be more difficult. I absolutely think we have to do it.
"45 years ago, I was skiing down a glacier in the Alps, right down to the bus stop. I did that ten years ago. I had to walk for four or five miles because the glacier was no longer there."
Doug Glenn: Yes. Anybody else care to comment on CO2?
Mark Hannum: I’m game. What I would say is — whenever you talk about reducing CO2, you’re also inherently, in a lot of ways, looking at thermal efficiency. Switching fuels is fine, but if you can work on an energy saving project before you switch fuel, then you’ll fire less fuel. And with conservation, there is never a time when you’re like, I’d like to be more wasteful with the things that I do.
Every conservation project will pay off. A switch to hydrogen won’t necessarily pay off economically, but if you do some energy saving projects before you switch to hydrogen, all those projects will have a positive payback. If that’s the least that we get out of it, that’s great.
Doug Glenn: Yes, that’s a plus!
Mark Hannum: If you make a full-sale switch to other fuels that are non-CO2 generating, at some point there won’t be fossil fuel left on the earth anymore. I think we’re a long way away from that, but at some point, you have to make a change, so let’s start now; let’s get going, let’s figure it out, and try to make sensible choices.
Doug Glenn: Fair enough.
Brian Kelly: All I know is, since moving down to Houston, it’s freaking hot down here! I think it’s not going to hit 100 today, which we were on our 25th straight day of over 100, and it’s usually hot and humid. There is no doubt in my mind (and I’m 56 years old), it’s hotter than it used to be, all over the world. Something is causing that. It’s certainly not just CO2; it’s other greenhouse gases that are causing some of this — your hydrofluorocarbons and things of that nature, and even NOx. CO2 just happens to be the biggest volumetric.
Doug Glenn: Fair. Water vapor is a big contributor too. I think, significantly more contributing that CO2.
Brian Kelly: To me, like what Mark said, it can’t hurt the earth or any of us to look at alternate sources that are more friendly to the environment.
Doug Glenn: Agree. Bob, do you care to chime in?
Bob Sanderson: I was going to say that there is certainly more than just CO2 that comes out of the processes when we’re burning any of the fossil fuels. Although we’re constantly making improvements in emissions, those other emissions will continue to climb into the atmosphere. Say you do want to double the CO2 levels from 400 to 800, there may be a minor change in radiation, but what are the other impacts that are not being reviewed in that, such as acid rain and other problems and offsets like the acidic gases that you can have with them? There is a whole host of other sources.
With any conversation, there are always a couple sides open for the debate. I don’t want to drive into that too much but there are certainly a lot of opinions on the sources of global warming.
Doug Glenn: Which I appreciate — the fact that you’re willing to give opinions on that; I think that it’s important for everyone to listen to each side and draw some conclusions. Obviously, you guys are well informed on these things, so it’s good to get your opinions on those.
Effect on Heat Treaters (47:15)
Okay, last thing: Is there any question that you would like me to ask that I have not yet asked? Something very basic that you think in-house heat treaters — manufacturers with in-house heat treat — would want to know about hydrogen, or did we cover everything?
Brian Kelly: I think, to them, it’s going to come down to, how does this affect me and how does it affect my business? Right now, it’s not going to.
I’ve had several conversations at MTI, and I’m like, “What are you guys hearing about hydrogen?” Some people are like, “What? Not a thing.” Some of them, in different areas of the U.S., are heating things with electricity because it’s more financially viable (and in greater supply) for them versus natural gas, and vice versa, all over the place. I think, as we go on, it’s not going to be just hydrogen, it’s going to be all these technologies that can reduce your carbon footprint.
"It can’t hurt the earth or any of us to look at alternate sources that are more friendly to the environment."
We’ve all got them in our product lines: there are firing techniques and different fuels — do they look at the electrification? Because sometimes you hear, I’m just the plug, I’m zero carbon, and I’m like — at that power plant, you might be higher carbon, dude.[blocktext align="left"]Really, our message to a lot of the people we talk to is: Just be informed so when you hear about it, you don’t panic.[/blocktext]
It’s all those conversations to get in line. As we keep progressing down the sustainability road, all those things are going to grow and you’re going to have resources for them. Really, our message to a lot of the people we talk to is: Just be informed so when you hear about it, you don’t panic.
Doug Glenn: Yes, exactly.
All right, gentlemen. Joe, thank you. Mark, thank you. Bob, thanks. Brian, thanks. I appreciate you guys being with us. It’s been very informative.
About the experts:
Mark Hannum, manager of Innovation and Combustion Laboratory at Fives North American Combustion, Inc., is a combustion engineer with a broad range of application experience, particularly with ultra low emissions technologies. His largest focus has been on lean premix and lean premix with fuel staging. Flameless combustion is also an area of interest. He has a lot of experiencing achieving ultra-low emissions targets while providing improved thermal efficiency and system performance.
Brian Kelly is the manager of Applications Engineering for Honeywell Smart Energy and Thermal Solutions (SETS) and current president of the Industrial Heating Equipment Association (IHEA). He has almost 30 years of experience in the field of combustion with a focus on combustion system design across a variety of high and low temperature applications. This is his second time speaking on the future of hydrogen combustion.
Robert (Bob) Sanderson is the director of Business Development at Rockford Combustion. Throughout Bob’s 32+ experience in the combustion field, he has worked in automotive, abatement-oxidation, aerospace, agriculture, food and beverage, HVAC, heat treating, power generation, and more. Bob brings systems integration and the application experience of how systems interact in various environments to his current role at Rockford Combustion. Bob is a member of the NFPA-86 technical committee.
Joachim (Joe) Wuenning is the president, owner, and CEO of WS Warmeprozesstechnik GmbH in Germany and also WS Thermal Process Technology Inc. in the Elyria, OH. Joe’s company has been on the cutting edge when it comes to hydrogen combustion. Joe spoke at THERMPROCESS in Dusseldorf, Germany, givng the keynote address regarding the advent and development of hydrogen combustion. Joe is a member of IHEA.
Contact Joe at j.g.wuenning@flox.com and flox.com/en
For heat treat operations, use of hydrogen comes with questions about price-point, safety, and storage or delivery. Read this case study to learn how a manufacturer with in-house heat treat, Riverhawk Company, contended with these questions and decided to meet stringent production requirements for pivot bearings by leveraging on-site hydrogen and a hydrogen furnace.
This original content article was written by Marie Pompili, a freelance writer, for Heat Treat Today's May 2023 Sustainable Heat Treat Technologies print edition.
For companies using hydrogen furnaces for heat treating operations, questions always surface surrounding the provision of the necessary hydrogen. Should we have it delivered in cylinders? Do we have the room outdoors for a large storage tank? Can we generate it ourselves? For Randy Gorman, maintenance supervisor at Riverhawk Company, the overriding question is always, “How do we handle hydrogen safely?” The ultimate solution the company chose was the installation of an on-site hydrogen generator. How and why the in-house heat treater came to that conclusion is an interesting story.
Making a History
Riverhawk staff (L to R): Spencer Roose, Flex Pivots Manager; Randy Gorman, Maintenance Supervisor; and Josh Suppa, Pivot Department Engineer Source: Nel Hydrogen
Contact us with your Reader Feedback!
Located in New Hartford, NY, Riverhawk Company was established in 1993 as a value-added provider of hydraulic tooling. The company quickly grew from a “buy and assemble” operation to a manufacturer with 14 CNC machine tools, 21 conventional machines, and all the necessary peripheral devices, tools, and software. Through a period of smart acquisitions and the development of new product lines, Riverhawk became one of the leading manufacturers of tensioners, powertrain couplings, and accessories for the turbomachinery industry; the instrumentation product line of legacy torque and vibrations measuring instruments; and the Free- Flex® pivot bearings, which are very well known in high performance industry sectors.
Pivot Bearing Line Requires Improved Heat Treat Abilities
The Free-Flex® pivot bearing line is the focus in this heat treat/hydrogen story. Riverhawk purchased this line from Goodrich in 2004. It is the same product that was developed by Bendix more than 60 years ago. In fact, many of the original part numbers are the same, and the manufacturer strives to maintain the quality and performance characteristics that Bendix established more than six decades ago. Many of the manufacturer’s clients have been purchasing flex pivots for long-running applications, some of which are 25 to 50 years old.
Cantilevered-double ended thick spring. Riverhawk purchased the Free-Flex® pivot bearing line from Goodrich. Many of the company’s clients, in a wide range of critical industries, have been purchasing flex pivots for long-running applications. Source: Nel Hydrogen
If a product line could talk, the flex pivots could share some tales and compelling accounts about all it has seen and done in the world’s most critical and sophisticated applications — many in the military, commercial aerospace, outer space, industrial robotics, medical, clean rooms, information technology, semiconductors, and many more. In all of these challenging sectors, clients are well-known and demand exacting results.
Shortly after integrating the pivot line into its existing production processes, it became clear that the company needed to improve its heat treat function. After researching several options, Riverhawk purchased a new Camco batch hydrogen furnace.
The pivot line consists of flat springs crossed at 90° and supporting cylindrical counter-rotating sleeves. Standard Free-Flex® pivots are made from 410 and 420 stainless steel; however, certain special material compositions include 455 stainless, Inconel 718, titanium, and maraging steel. During the manufacturing process for the flexure bearings, Riverhawk uses the batch atmosphere heat treat furnace to braze the springs to the body halves using a braze alloy, and to simultaneously heat treat certain components in the assembly. The atmosphere used for the heat treating and brazing is a 100% hydrogen atmosphere — chosen because it is universally applicable to all the different metallurgy used for the flex pivots.
The Tension: Delivered vs. On-site Hydrogen?
The use of a batch atmosphere heat treat furnace requires that the hydrogen atmosphere be flushed from the furnace with inert nitrogen when a finished batch is unloaded and a new load is added. Likewise, the furnace must return to inert atmosphere again with nitrogen after the new load is added, and before hydrogen is again injected; hence, hydrogen is used in a batch-wise fashion. The function of the hydrogen atmosphere is to prevent oxidation of the metal surfaces, and to promote fluxing of the braze alloy during the thermal cycle.
Until 2009, Riverhawk used hydrogen-filled cylinders to provide hydrogen to their batch heat treat furnace. Each run of the furnace would use several cylinders of hydrogen. Increases in production rates required careful management of hydrogen gas supply to the furnace. Running out of hydrogen mid-run could sacrifice a whole batch of nearly completed parts.
In 2009, the company elected to move away from hydrogen cylinders and transition to a hydrogen supply approach less disruptive to their production process. The choices were either bulk stored hydrogen or on-site hydrogen generation. After extensive consideration, they chose a model H2 hydrogen generator from Nel Hydrogen because the zero-inventory hydrogen generation saved the company money as compared to the cost of permitting, construction, and compliance for bulk stored hydrogen approaches.
The approach that was not chosen — delivered, stored bulk hydrogen — was unappealing for several reasons. Chief among these were the capital cost of the hydrogen storage infrastructure, the requirement for permitting for the necessary hydrogen storage, the accompanying project schedule risk for permitting, the continuous compliance issues with stored hydrogen, and the price volatility of delivered hydrogen that would have made cost accounting more difficult.
“The state and local regulations were likely necessary; however, there was a lot to wade through to become compliant,” said Gorman.
Finding the Best Way
Fast forward 14 years to today and Riverhawk is once again analyzing its approach to handling its hydrogen requirement.
“The H2 model generator that we have has served us well for 14 years, several years beyond the typical life of a cell stack,” said Gorman. “But we need more capacity and redundancy due to the increased demand for our Free-Flex® products and to cost-effectively mitigate the risk of a hydrogen generator issue, leaving us without the use of our furnace.”
The company decided to go with a model H4 hydrogen generator from Nel Hydrogen, which doubles their capacity with two cell stacks and the capacity for three if and when needed. The new system features the same footprint as the former H2 model, which is important to them, and they are even gaining floor space as they will eliminate the number of cylinders formerly stored nearby. The additional free space to move about also appeals to Gorman’s top mandate for safety.
Josh Suppa — engineer of the Pivot Department at Riverhawk — has had hands-on experience with this particular generator series (pictured above). “The maintenance of it is easy, and if there ever is a rare issue, Nel is quick to respond either in person or if it’s something that they can walk us through, they take all the time we need to resolve the matter and get us back online quickly. From a product line and customer satisfaction perspective, we cannot take the risk of our heat treat operation to go down for long. It’s that integral to our success. It’s essential, really, and one of our core competencies.”
Riverhawk will soon use a model H4 hydrogen generator from Nel Hydrogen, which doubles their capacity with two cell stacks and the capacity for three if and when needed. The new system features the same footprint as the former H2 (pictured here). Source: Nel Hydrogen
Choosing On-Site Hydrogen Generation
Looking back on the initial decision to generate on site, one of the important issues that Riverhawk and Nel personnel had to determine was the most cost-effective configuration of the hydrogen generator and ancillaries to supply the hydrogen required for thermal processing. Had the manufacturer used a continuous furnace such as a belt furnace, then the calculations would have been easy, as the flow rate required would have been level and continuous. Instead, the batch furnace required more complex calculation because the hydrogen flow rate varies depending on the stage of the furnace cycle: fast hydrogen flow to fill the furnace, then slow to maintain the atmosphere, then no flow during parts removal and during loading. Additionally, there were many factors that affected the precise furnace cycles employed, including the size of the pivots in each batch, the number of parts loaded, and the specific metallurgy of the flex pivots in the batch. Overall, the cycle times can vary between 6 and 12 hours per batch.
It is important to seek out a knowledgeable hydrogen partner in this endeavor to specify exactly what’s needed, no more and no less. For heat treat applications, users generally would want compact equipment, extreme hydrogen purity, load following, near-instant on and instant off, and considerable hydrogen pressure that make it flexibly suited for a variety of thermal processes.
By combining on-site hydrogen generation with a small amount of in-process hydrogen surge storage if needed, on-site hydrogen generation can be used to meet the needs of batch processes, such as batch furnaces. By carefully choosing generation rate and pressure, and surge storage vessel volume, the process can provide maximum process flexibility while minimizing the amount of hydrogen actually stored.
In practice, client priorities such as minimum hydrogen storage, or lowest system capital cost, or highest degree of expandability, or least amount of space occupied can be met by choosing the specific hydrogen generator capacity and surge storage system employed for any particular production challenge.
In this case study, the optimum solution chosen was based on lowest capital cost and operating cost (including maintenance) while preserving the maximum possible expandability for production increases, and safety. These sound like common reasons and may be yours as well. Success continues at Riverhawk with the arrival of the new H4 generator in the coming weeks.
About the Author: Marie Pompili is a freelance writer and the owner of Gorman Pompili Communications, LLC.
Doug Glenn, publisher of Heat Treat Today, returns to the question on the future of hydrogen for heat treaters as he moderates a panel of five industry experts. What are the technological developments since last year and how do heat treaters need to prepare for these developments?
The experts who will give their take on the issue include Joe Wuenning, WS Thermal; Jeff Rafter, Selas Heat Technologies; Justin Dzik, Fives North American Combustion; John Clarke, Helios Electric Corporation; and Perry Stephens, EPRI.
Below, you can watch the video or listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Well, we’d like to welcome everybody to a second round of Hydrogen Combustion. We’re going to have a discussion about hydrogen combustion here on Heat Treat Radio which is now really a Heat Treat Radio (and video). We’re welcoming back some of the same folks that talked with us from about one year ago.
Contact us with your Reader Feedback!
I want to do some introductions, reintroductions in most cases, and we’ve got one new participant on the panel this year. So, let’s start with the introductions and then we’re going to jump in. We’ve got about six questions to cover; hopefully we’ll be about 30–45 minutes of discussion on this.
Let’s first introduce John Clarke (if you want to raise your hand just to let everybody know who you are there). This is John Clarke. He is the technical director and owner of Helios Electric Corporation, a Fort Wayne, Indiana-based company that specializes in energy and combustion technologies. John is also a regular columnist for Heat TreatToday, which we appreciate, by the way, and has written 12 articles with our publication in a series called Combustion Corner. So, John, I want to thank you, and welcome.
Next is Justin. Justin is our “newbie” on this one, but not a newbie to the industry — of course! — but to this panel. Justin Dzik from Fives North American Combustion, Inc. is the manager of business development at Fives North America with a special focus in combustion engineering. Justin has written technical articles about Ultra Low NOx combustion technology for the steel industry and is closely involved with spearheading the advent of a thermal process combustion tuning solution that leverages industrial internet of things (IIOT) and Industry 4.0 technology. So, Justin, welcome, glad to have you with us this time.
Next is Jeff Rafter from Selas. Jeff is the VP of sales and marketing for Selas Heat Technology Co., the company being out of Streetsboro, Ohio; Jeff being out of somewhere in the lovely state of Wisconsin. Jeff has a rich history in the combustion industry including many years with Maxon Corporation, 29 years of industry experience in sales, research and development, and marketing, combustion application expertise in process heating, metals, refining and power generation. He also has 11 years of service on the NFPA 86 committee and holds patents for Ultra Low NOx burner design and is an IHEA member, as well.
Next is Perry Stephens. Perry is the principal technical leader for the Electric Power Research Institute (called EPRI) and, among other things, currently leads the End-Use Technical Subcommittee of the Low Carbon Resource Initiative, which is a collaborative effort with GTI Energy, formerly known as Gas Technology Institute and nearly 50 sponsor companies and organizations which is aiming and advancing low carbon fuel pathways on an economywide basis, hopefully towards the achievement of decarbonization. Perry is also an active member of the Industrial Heating Equipment Association (IHEA).
Jeff Rafter Selas Heat Technology Company, LLC
We wanted to bring someone in, as we did last time — Joe Wuenning (Joachim Wuenning) — from Europe. Joe is the president and owner and CEO of WS Thermprocess Technic Gmbh [WS Wärmeprozesstechnik GmbH] in Germany and also WS Thermal Process Technology, Inc., in Elyria, Ohio, here in the States. Joe’s company has been on the cutting edge when it comes to hydrogen combustion, and Joe’s company is also an IHEA member company.
Gentlemen, welcome. Thanks a lot. Let’s just start off.
Jeff Rafter, I’m going to start with you, if you don’t mind. It’s been about a year since we spoke last, so the question is (and I’ll address this to all of you, but I’ll throw this one out to Jeff first): What has changed? In the last 12 months, have we seen any major changes in hydrogen combustion technology application?
Jeff Rafter (JR): I think I would say, probably, that the dominant change over the last 12 months has just been general interest in momentum. We’re now seeing inquiries and interest from a variety of different industries. A lot of people are preparing for the future and starting to think about decarbonization in a bigger sense, and then watching that interest be amplified by geopolitical events, I think, is obviously a later discussion question that we’ll talk about, but we’re now getting to a place where parts of the world sincerely have more motivations. It’s now not just an environmental protection motivation, but we’re also seeing, really, a need to continue operations as fuel supplies, in some parts of the world, have now become called into question.
Dr.-Ing. Joachim G. Wünning President WS Wärmeprozesstechnik GmbH
DG: Let’s go to Joe next and then after Joe we’ll jump over to Perry. Joe, what do you think? Any major changes in the last 12 months?
Joe Wuenning (JW): Of course. Here, we are closer to Ukraine Russian war. Germany is directly, very much dependent on Russian gas and the real fear here for companies is that they have to shut down in the Fall because of gas shortages. So, that intensified, of course, the thinking about the future. One issue which became less important is the price. At the moment, the people think- do we even get gas and don’t think what it costs for it. Before, it was a big discussion if prices would go up by 5% or 10%; now, everybody is happy if they will get it and so, basically, we have no more jobs within Europe where that is not a point of discussion.
What can we do? Some people think about electrifying, of course, but we still produce electricity from gas, so that is not really the solution alone, and we don’t know what the electricity grid will do in the future, so flexibility has become a major player also besides. So, not only hydrogen but can we also go ammonia? Can we do other things? What are the options which keep us independent and doesn’t make us dependent so much on one source as it is now, at the moment?
Perry Stephens Electric Power Research Institute (EPRI)
DG: Let’s go to Perry and then over to Justin and then, John, we’ll finish up with you. Perry, what do you think — the last 12 months?
Perry Stephens (PS): I would echo what Jeff said. I think we’re seeing not only sort of a general greater interest but the leadership of Fortune 500 companies which are global in nature and seeing all of these geopolitical situations occur, wanting to think through stabilizing their future energy supplies and understanding that the impacts of climate are beginning to really push down to their suppliers a desire to decarbonize all of their final energy pathways. So, they’re beginning to make inquiries in terms of how they can change over equipment and what needs to be done.
From a technology standpoint, we’re beginning to understand a bit more what elements of hydrogen combustion or blended hydrogen with natural gas, for example, have impacts on what parts of overall systems and what areas may have significant costs or performance impacts for which we may need to do a bit of additional research, so we’re beginning to understand where those impacts may be, as well. I think, finally, we’re beginning to see some results of research that sort of tells us, on an economy-wide basis, the drivers for demand for hydrogen and sort of under various scenarios how much hydrogen might be needed for various economic sectors including the industrial sector.
Justin Dzik Manager of Business Development Fives North American Combustion Source: Fives North American Combustion
DG: Justin, how about you? Now, you weren’t with us a year ago but if you can take your imagination back to about a year ago, what have you seen change on the hydrogen combustion side of things?
Justin Dzik (JD): Honestly, what we’ve seen is just the growing acceptance across not only just industry but government and society that we need to transition from where we are with natural gas or conventional fuels to lower or zero carbon intensity. So, obviously, depending on where you are in the world, the exact timeline varies, but there is increasing focus on how we get from where we are to where we’ve got to go. Obviously, hydrogen is the purer, noncarbon footprint fuel so that’s obviously the ideal state. We’ve also received an increased amount of inquiries and interest in hydrogen, specifically on combustion equipment, and not only just from industry but from utility companies even here in the states talking about blending fuel and putting hydrogen in the natural gas lines and what effect that has on industry as well as some of the residential implications it might have, going forward, for their users.
DG: John, how about you?
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electrical Corporation
John Clarke (JC): I believe we’re kind of living through that old Chinese curse — “May we live in interesting times!” — because we have seen disruptions, both on our energy supplies and our energy costs. In the U.S., we were tracking Henry Hub prices approaching $10 and now, all of a sudden then, we had a fire in pre-port and the price of natural gas fell 30%. But I think the long-term trend (and the trends are being recognized by everybody), is that we are in an international market, not only for oil, but for natural gas, as well. I think we’ve seen the effect really come home.
The other thing that’s going on, too, is the price of gasoline and transportation in the U.S. has skyrocketed and we’re now experiencing the kind of prices that Europe has lived with for years and years and years. I think all these factors, these externalities, are going to drive interest in any alternative. Hydrogen, for combustion, but hydrogen also for fuel cells and for automobiles. We’re kind of entering a period where I think our technological focus needs to be “all of the above” and I think there’s an acceptance throughout industry and industry leaders that that’s the path we have to be on to protect our businesses going forward.
DG: So, it seems like the consensus, is, from a year ago, the interest — and to a certain extent some of the technologies is advancing, but at least the interest — is very much being advanced. So, it’s becoming more and more of an issue.
Let’s talk specifically and, Perry, I’m going to address this one to you first if you don’t mind: Have we seen in the last 12 months actually any new applications and/or industries that are aggressively adopting it? There is one that pops to my mind that’s been very obvious.
PS: Probably the one you’re thinking about is the steel industry that has a specific nuance of steel production that huge amounts of fossil fuels, natural gas, cooking coal, are involved in the production of raw steel and so that reduction reaction, hydrogen can serve as a chemical-reducing agent. So, it not only introduces thermal inputs but also serves as a thermochemical-reducing agent to actually remove the oxides from the ore that allow you to liberate pure iron content that eventually becomes steel. Plus, a significant amount of process-related emissions that come from steel production make it a target industry, so they’ve been fairly aggressive, particularly in Europe, with a couple projects where hydrogen is involved. And the fact that, as we grow the use of steel, high-strength steel, and a lot of applications, globally, there will be a need to add new iron units into the system. A lot of steel is now recovered scrap steel that is melted through electric arc furnaces, but we need to add additional iron content. So, direct reduced iron processes are beginning to take a close look at hydrogen as a reducing agent and also for thermal inputs.
Quickly, beyond that, in most industrial settings, there is a lot of mobile equipment, and that mobile equipment uses a variety of diesel, compressed gas, propane and so forth, and those applications have a particularly easily converted to hydrogen type applications because they’re relatively small size and captive space; they compete with electric equipment in that space and so those two technologies will come forward.
"That is a little bit more challenging, but we see no real major problems towards that because, of course, we will not have hydrogen as a cheap fuel tomorrow, but we have to introduce it slowly if we have excess electricity converted to hydrogen and then get into the grid but therefore the burner systems have to be able to handle that — the change in compositions; not only switching but also the change in compositions." - Joe Wuenning, WS Thermal Process Technology
As far as other industries, the petrochemical industry uses a lot of hydrogen — they’re used to it. They’ll continue to look at both liberated hydrogen from process and other sources of hydrogen for their end-product production for process heating as well as inputs into the production of various synthetic fuels and other synthetic products that they make in the petrochemical industry.
So, those are the two — steel and petrochemical — in my view, probably most aggressively looking at hydrogen. Others may have other experience, as well.
DG: Justin, let’s jump over to you next on that question; then, Joe, we’ll go to you after that. So, Justin, new applications? Is there anything of that sort you’ve seen?
JD: Yes, absolutely. To echo what Perry said, obviously, the steel industry with their green steel initiative is really pushing forward. From our experience, a lot of interest is coming from the aluminum industry, as well. We play heavily in the aluminum industry, specifically on the melting side, and some major companies are interested in adopting hydrogen firing, especially the ones coming out of Europe and their interest really comes from what happens when you fire hydrogen fuel, and it interacts with the molten bath. There are a lot of material concerns with hydrogen, right? Not just in aluminum, but in titanium firing, as well. Those types of metals tend to have an affinity for hydrogen which could, obviously, have a detrimental effect on the final product. So, really there’s pilot scale tests, full scale tests, all kind of undertaking right now. Obviously, the focus is in Europe but a lot of European companies have plants in the U.S., so we’re seeing a lot of that kind of drift into our territory here and, obviously, being focused out of the European headquarters.
DG: Joe, how about you?
JW: We see a lot of projects right now are running now in the last 12 months. We have various customers which told us they want to try out, out of whatever their furnace with a hundred burners, so two of them run with hydrogen and see what happens — see what the emissions are, see what the burner life is, do they have varying parts? That is a part we do with many customers. It’s quite inexpensive to just try and see what happens. And then, we have two big research projects where we can do it in a more thorough manner, together with university, really also not only switch to hydrogen but also to see what happens if we switch back and forth. So, if we have hydrogen coming in, it goes to hydrogen, it should automatically adjust without human interference. That is a little bit more challenging, but we see no real major problems towards that because, of course, we will not have hydrogen as a cheap fuel tomorrow, but we have to introduce it slowly if we have excess electricity converted to hydrogen and then get into the grid but therefore the burner systems have to be able to handle that — the change in compositions; not only switching but also the change in compositions.
On the other hand, we are using hydrogen now in our lab for quite some time and the people in the lab, really, they get more and more used to it. I think they think it’s more and more rather the better fuel than natural gas, cleaner fuel the more they work with it, and I think not really too many people are concerned now that it could be a replacement if the hydrogen would be easily available.
"But what we’ve seen in the last 12 months is now a general interest shift and we’re starting to field inquiries and take on demonstration projects and things that we would traditionally consider low-temperature heating: baking applications, foods production, metal finishing. And it tells me that, again, momentum is building." - Jeff Rafter, Selas Heat Technologies
DG: Yes, being easily available is an issue, I’m sure. We’ll talk about that a little bit more.
John, how about you? Any new applications, new industries that are adopting?
JC: The thing I have seen is a little off the core of your question, but I’ve seen a couple of municipalities dealing with some of their distribution challenges, and that I’ve seen in the last year where they recognize that hydrogen is a potential opportunity to save on carbon emissions but what would it take and at what percentages can you introduce what kind of impact will it have on common appliances? That is a trend, too, and I think the middle between the production and the utilization is going to be a serious challenge for us in the U.S. and it’s an impediment if we’re trying to advance the front. You know, we have to advance on all three fronts simultaneously if we’re going to achieve an effective market. I’ve seen some very encouraging work now being considered at the local distribution level.
DG: Yes, I think we talked last time. Maybe it was Jeff Rafter, I can’t remember if you brought it up, about some of the distribution snags that we might see in New England with type of old pipe or something like that- wood pipes or something, I forget what it is.
It’s your shot, Jeff, so you go ahead. Any advances? And you can comment on that if you like.
JR: I guess I would say what’s different is that the dominant pattern over the last couple of years that we’ve seen is primarily most of the interest came from industries that were highly energy intensive which usually travels with a high temperature process. So, it goes without saying that many of the early adopters were glass, steel, other metals. But what we’ve seen in the last 12 months is now a general interest shift and we’re starting to field inquiries and take on demonstration projects and things that we would traditionally consider low-temperature heating: baking applications, foods production, metal finishing. And it tells me that, again, momentum is building.
I think, in general, industries beginning to be comfortable with the concept of decarbonization and low carbon fuels, whether it’s ammonia, whether it's hydrogen, but, again, the recognition is that we’re only going to get so far until we see some more significant advancements in the generation of hydrogen and the distribution of hydrogen. Again, I think that remains probably the largest hill that we have to crest before we really get through some significant decarbonization impacts.
DG: It seem that everybody really loves the concept; it’s just the matter of producing it and getting it where it needs to be.
"[Heat] treaters use a lot of hydrogen as an atmosphere, and they use it chemically rather than as an energy source. So, I think when the price comes down, they will jump very quickly on the use of hydrogen or hydrogen blends for furnace atmospheres to replace endo or nitromethanol atmospheres."
Just a quick question to follow-up on this one before we move on to the next question which, John, I’ll address to you first. But, just real quick, a lightening round here: Has anybody seen any significant application of hydrogen, specifically in heat treat, whether it be a commercial heat treat or a captive heat treat? Jeff, have you seen anything? I don’t know that I have the answer, so I’m just curious — have you seen anything, Jeff?
JR: Nothing specific, and I think I’ll take an attempt at explaining why. I think it’s because so much of the heat treat application is really dominated by commercial heat treaters. I think they all do the bulk of most of the capacity. Where end-use companies do indeed have internal or vertically integrated heat treat, we have some interest but nothing yet in terms of meaningful commercial activity where we’ve seen commitment to projects. A couple of major industrial manufacturers have brought forward projects and studies, but nothing on-line that I’m aware of, at least in our space.
DG: Joe, how about you? Anything in the heat treat specific, just briefly?
JW: In the heat treat industry, like I said, single burners, of course. No complete heat treat shop will switch to hydrogen --- it’s simply too expensive. But we don’t need to switch/convert all operations; we can take one or two burners and see that it works.
DG: Justin, how about you? Anything specifically in heat treat?
JD: No, we haven’t had anything in heat treat, mainly for the reasons, I think, John has already highlighted.
DG: John, how about you? Anything specific you’ve seen in heat treat?
JC: No, but I would like to also point out that our heat treaters use a lot of hydrogen as an atmosphere, and they use it chemically rather than as an energy source. So, I think when the price comes down, they will jump very quickly on the use of hydrogen or hydrogen blends for furnace atmospheres to replace endo or nitromethanol atmospheres.
DG: Joe, did you want to add something?
JW: Just a comment: That makes it of course easier since many of the heat treaters have the hydrogen tank available, making tests is not really getting the hydrogen. It’s more expensive for a little while, but they can run the tests for a week or so and that’s done then pretty easily.
DG: Perry, anything specific in heat treat?
PS: The short answer is no; we’ve not seen or heard of anyone, primarily because of that. There are a lot of inquiries around direct electrification as an alternative but that doesn’t work in every case. There are a number of scenarios where that’s not a viable decarbonization pathway and so we need to continue to pursue this as aggressively as we can, but at this point, that, the market price of hydrogen and, I’ll add, the sort of working out of a reliable supply chain of hydrogen because, right now, tube trucks is probably the only way you could really deliver hydrogen reliably to a remote heat treat shop so there is a supply issue there, as well.
DG: And just to unduly poke fun at Perry, you’re the only guy on here that is allowed to mention electricity and get away with it, okay? The rest of us don’t even like that topic. ~chuckle~
John, I’m going to jump over to you on this question. It may or may not apply to you in this case, but your company: What have you specifically been doing developing, let’s say encouraging, over the last 12 months? This is kind of a time when you can tell people what your company is doing.
JC: As far as technology, nothing like my colleagues on this roundtable. We have spent and spend a good deal of time running economic simulations for major users but we still act as consultants. I wouldn’t say we’re laying the groundwork, but when the economic data can be put in, we’ll be in a position to better and more rapidly provide people good, accurate feedback as to cost of switching and cost of implementation.
DG: I think you and Perry kind of are maybe a little bit more on the consulting side, so it will be interesting to see what Perry has to say. But let’s go to Joe next. Joe, what has your company been doing? Then, Justin, we’ll jump over to you after Joe.
JW: At the moment, we are doing two things: one is installing a bigger ammonia tank because we want to get into using ammonia as a form of indirect hydrogen combustion. Do we need to crack it first? Can we use it directly? How far have to purify it? These are questions we want to resolve and do in-house. That is one thing. And then also to improve our hydrogen supply, we will install an electrolyzer. We have a lot of solar on our roofs. It’s not directly our business to produce hydrogen, but we want to have the knowledge to tell our solar customers- does it make sense to produce your own hydrogen on site or should it come from the pipeline? What are the options here? We want to be prepared for that.
DG: Justin, over to you, and then Perry, then we’ll finish up with Jeff.
"[So] we’ll really be focusing on not only the burners ability to run hydrogen . . . but also we’re going to try to really look at the material impacts that hydrogen has on heating and as well as metallurgy to try to help some of these end-users because obviously this is a huge shift going from natural gas to hydrogen." - Justin Dzik, Fives North American Combustion
JD: As of about two months ago, we just fired hydrogen on our regenerative burners. This was in an effort to supply data for our talk at AISTech in Pittsburgh, back in May, where we sat on a panel about decarb. From that, we are actually in the process of breaking ground on installing a permanent hydrogen facility to supply our lab with hydrogen fuel for all our test furnaces.
From what I’ve been told, we’re looking in aiming at about 10 million BTU an hour as the max capacity, so we’ll really be focusing on not only the burners ability to run hydrogen --- we’ll focus on the markets, obviously steel and aluminum first because those have shown the greatest interest, what burners actually go on those, testing the burners ability to run hydrogen; but also we’re going to try to really look at the material impacts that hydrogen has on heating and as well as metallurgy to try to help some of these end-users because obviously this is a huge shift going from natural gas to hydrogen. So, over the next year, we hope to make significant headway in, obviously, our hydrogen studies in our conventional burners here.
DG: Perry, how about you? What are you seeing?
PS: From a purely industrial perspective, we have a handful of projects that we’re working on now. They are essentially down-selecting the most viable pathways for industrial process heating through alternate energy carriers, whatever those might be. We have sister groups within our low carbon resources initiative that are looking at the production and transportation storage of hydrogen, whether that is the electrolysis of hydrogen from water, whether that happens to be the use of steam methane reformation with a carbon captured scenario associated with that, and we’re looking at the cost and performance of all of those particular pathways.
And looking at that for a couple of different sizes of steam boilers as well as direct combustion which is, I think, the primary focus here, and a variety of different types of furnaces, ovens, heaters and a variety of different types of burner configurations in order to assess cost and performance of those, and then begin to do the technoeconomic analysis to determine where these technologies might compete as we project the cost and delivering storage costs of hydrogen into these locations regionally where these industries may be located. So, we’re doing all of that work to basically circle wagons around the most important research that we need to do going forward.
We’re also involved in an oxy firing project with GTI Energy which is looking at, right now, natural gas but also evaluating oxy firing. Of course, if you electrolyze hydrogen, you liberate a lot of oxygen from water and that oxygen is valuable and can be a very important constituent in oxy firing combustion which has a variety of advantages, whether you do carbon capture at the source or just trying to improve the overall thermal efficiency of the process. Those are some areas that we’re working on right now.
DG: Jeff, how about Selas? What’s been going on the last 12 months or so?
JR: Well, I think the last year has really just been a continued pattern of counseling customers on applications and, in specific, what particular burner styles are appropriate for utilizing hydrogen in different processes. But I will say, the other topic that is starting to garner some of our attention and efforts is thinking forward about codes and standards as an enabler for more of industry to get interested in decarbonization and, realistically, while burning hydrogen is relatively easy, the handling and distribution of hydrogen has yet to really permeate the codes and standards that we use on a daily basis to govern design of products and processes. Again, it’s not unknown; it’s used in other industries for other purposes like heat treating, like refining, but we need to bring that knowledge into our codes and standards and really kind of be the highway for industries and customers to be able to convert without a significant amount of “white sheet of paper” engineering.
"I think the work that the steel industry is doing is interesting from a couple of perspectives. One is: How do you supply huge amounts of hydrogen, at scale, at a cost that is reasonably competitive? So, they’re really challenging that outer envelope in terms of how much hydrogen, and in what manner, it needs to be produced, whether blue hydrogen or green hydrogen, and really pushing forward to ultimately, hopefully, drive the price of hydrogen down, green hydrogen."
DG: Are you still at all involved with the NFPA? Is that the type of standards you’re talking about, like the 86’s and things of that sort?
JR: NFPA 86, obviously 85 you could drive into the boiler’s world, 87 if you go into process heaters.
DG: Are you still involved with that? I know it says you have done that in the past.
JR: No, I am not currently on the committee.
DG: But you’d know enough about what’s going on in those, so that’s good.
A quick question. I don’t know that we need to spend a lot of time of this. Justin, I’m going to start with you on this one. We talked about it earlier, about the steel industry and the fact that they seem to be with steel and/or aluminum, but steel specifically, I guess; they seem to be one of the early adopters, or at least attempting to adopt it. The specific question here is: Do you see what they are doing in the steel industry as having any impact beneficial (and/or otherwise) on the heat treat industry, at all? Is there any obvious connection between what they’re doing and how it might apply to a captive heat treater or potentially a commercial heat treater?
JD: Yes. Obviously you have to a crystal ball to know what the future is, but obviously, I think, as the demand for 100% green steel increases and the green steel producers can push their will down on scope 1, 2, 3 suppliers, you’re going to see all processing steps will need to be decarbonized. That’s the future goal, that’s the future state. So, obviously if you go down far enough in the scopes, obviously that includes processes for heat treatments of steel. Who knows how long that will take, but for sure, that is probably the future path in the next quarter century or so.
DG: John, how about you? Do you see any benefit or any impact in what’s going on in the steel industry on the heat treat? After John, we’ll go to Jeff.
JC: Specifically, in the short-term, no, but it’s like with any technological initiative, often there are unforeseen breakthroughs, unforeseen bits of technology that are developed that are very beneficial. Again, it’s the “known unknown” in technological development — we don’t know what it will be but, from experience, we know it’s there. So, I’m optimistic that something will benefit them, but I can’t tell you what it is.
DG: Jeff, how about you?
JR: Well, I’ll take a little bit of a projective throw at this one and that is I think that experiences in the steel industry will help some types of heat treating, in particular, direct-fired applications like annealing. When we move to atmosphere furnaces, I think you get to a position where the application becomes so unique that the experiences in steel probably don’t translate. So, I think there are a couple of different bodies of transferability, so to say; when we look at what happens in steel or other industries, I think it’s going to application specific.
DG: Perry, what about you? Then we’ll finish up with Joe.
PS: I think the work that the steel industry is doing is interesting from a couple of perspectives. One is: How do you supply huge amounts of hydrogen, at scale, at a cost that is reasonably competitive? So, they’re really challenging that outer envelope in terms of how much hydrogen, and in what manner, it needs to be produced, whether blue hydrogen or green hydrogen, and really pushing forward to ultimately, hopefully, drive the price of hydrogen down, green hydrogen.
They are also, I think, helping us to evaluate what we need to understand about valve trains, other supply components and materials, whether that’s seals, and at pressure, obviously, hydrogen has a little quirk of wanting to embrittle carbon steels that may be used for storage or transport. So, work around how to really pardon the systems such that those risks can be mitigated and understanding what it’s going to cost to convert when we go to higher and higher concentrations of hydrogen, up to 100% hydrogen, as a fuel or reducing agent. So, they’re pushing the envelope; the rest of us will be able to take advantage of what they learn.
DG: So, Joe, I think in Europe, the steel industry is probably a little bit more aggressive than the rest of the world. What are you thinking about what they’re doing there and how it might benefit heat treaters specifically?
JW: I’m very happy about that — that they are moving forward and being proactive. I think it used to be a dirty, complaining, dying industry (the steel industry), and now suddenly they are on the forefront of really changing themselves and really wanting to do that. I think we will, absolutely, also profit from that. We see students coming to apply for work from us because they think that’s the future: to work in that business and, I think, that’s true, but that was different twenty years ago when everybody thought maybe we will have no steel industry in twenty years. It might sound stupid that we will have steel industry, but the steel industry presented themselves as being “go to Gary, Indiana or whatever,” if you don’t think that’s a future industry, but that is changing at the moment, and I am very happy about that.
DG: I would like to start with Joe, actually, we’ll just start with you; let’s reverse the course on this one. Let’s talk about obstacles. Whether it be production of hydrogen, distribution of hydrogen, or other technologies, what do you see being the main obstacles for adoption? And again, if you can tailor comments specifically into heat treat, fine, but I think, to a certain extent, where we see it being done in steel and aluminum then, probably, the obstacles will be very similar for the heat treat market.
Joe, what do you think?
JW: I think, at the moment, of course, it’s uncertainty. The people are a little bit sometimes wait-and-see because nobody knows. Will it be electricity? Will it be widely available for affordable prices? Will it be energy carriers? So, I think, and in general, at the moment, of course, there is a lot of uncertainty. What will happen with China? What will happen here? So, it’s very different. Some people just now are sitting there like a little rabbit and doing nothing; other companies are still active and say and see what their options are. I think we will see a lot of changes into the next decade compared to the past and it will be interesting times.
JW: I think the uncertainty, that is, of course, there is no clear pathway to go; everybody has to make their own decisions.
DG: Perry, how about you? Main obstacles for the adoption of hydrogen?
PS: It’s the big elephant in the room: the price. It has to come down in price at the burner tip to be competitive or else, globally, there has to be some agreement which is very difficult to obtain in terms of, sort of, regional competitiveness and globally economic competitiveness of industries. And so, something has to be done.
We have to continue to pursue how we’re going to produce hydrogen, transport and store it and have it become cost effective at the end-use. There are a number of strategies around how to do that but, obviously, if you’re going to electrolyze it, there’s a lot of work looking at how that could be improved in terms of its overall, final efficiency. That’s the biggest challenge. I think, the other transport and storage attributes can be overcome technically; I think we kind of know how to do that.
There is a big decision, I think, with regard to whether we produce hydrogen centrally and then move it around the world in various modes of transport including pipelines, which is generally the most cost-effective way, or in some cases, do you produce that in situ and then the question of whether or not you use steam methane reformation of a fossil fuel and carbon capture — that’s a policy matter.
I will say this: our first round of studies and sort of bookend scenarios that we’ve looked at for hydrogen production and use economywide suggests that policy matters a lot and whether or now we allow carbon capture and sequestration will make a huge difference in the degree to which hydrogen penetrates economically, markets beyond the very big ones that we’ve talked about. So, if we get into heat treat shops, other end-use applications, economically and transport and buildings, a lot depends on where we end up with carbon policy.
DG: Jeff, how about you? Obstacles?
JR: Well, very similar comments to what Perry had said — it has a lot to do with economics, distribution, and availability. Obviously, the last 12 months has not been a typical economic environment for what we’ve enjoyed for fuel security in the last 40 or 50 years, and I think, at this point, nobody has a crystal ball to determine what the relative price of fuel alternatives is going to look like going forward. Obviously, the hydrogen play is still reasonably new from the perspective that we need better ways to generate hydrogen, ones that could put the fuel on par or near natural gas, and as a real-world example of that is we’ve actually seen a resurgence in interest for firing liquid fuels as an alternative to a nonsecure natural gas supply and why? For the simple reason that they’re transportable without a pipeline. So, it will be interesting, but I think it’s that juncture of economics, supply and distribution that’s really going to be the determinate on where we land 10 or 15 years from now.
DG: John, how about you? Obstacles?
JC: For the heat treat area, I think the transportation. Heat treats, unlike steel mills, unlike petrochemical facilities, tend not to be collocated. The commercial heat treat and the captive heat treat tend to be distributed and they’re used to being able to obtain natural gas from a pipe on the road. So, until we have a means to run more pipe, which is a challenge, it’s a very real challenge, especially if you’re trying to obtain a new right-of-way in the U.S., that’s an extremely lengthy period of time. So, assuming, and I’ll assume for one minute that the cost of production, that issue can be dealt with. I think distribution, very likely, will be a longer-term impediment for heat treat in the U.S., maybe not so much for steel or other applications.
DG: Justin, how about you? Last one here on the obstacles.
JD: Yes, obviously, to just echo everyone else — it’s cost and availability, right? So, cost is like ten times what natural gas is right now so, in availability, like John said, do we have a pipeline that goes around the United States with it, that’s quite difficult, or do we produce at site? And then we have to consider the manufacturing capacity of the electrolyzers and the device if we’re going to do it on site; can that keep up with the demand?
Operationally, the cost. You know, thermal efficiency and process integration — really those things will help bring down the cost of hydrogen. The other industries like steel and aluminum are advocates of heat recovery right now — they employ it with recuperative technology or regenerative. Heat treaters don’t really do that and, I think, that is kind of a need when you’re switching to hydrogen to try to bring the cost close. It’s never going to be equal, but to bring it closer to natural gas, heat recovery is almost a must.
DG: Production and distribution, yes, as somebody said, “it’s cost at the nozzle,” how much is it costing?
If anybody wants to comment on this, fine, otherwise we’ll gloss over it and move on to the last question, but somebody commented and said, “I don’t know if you’ve noticed or not, but three-quarters of the earth is made up of water with two hydrogen and one oxygen, right? I don’t know if you noticed, but the bond between those two things is very, very strong.” It’s very difficult to break the hydrogen away from the oxygen. So, almost anything we do to produce it from that, the most abundant source, it seems like, would be water, would be very, very expensive. Does anybody want to comment on that?
JR: Just one additional thought is that in addition to water being widely available, the other challenge you have to have is you’re typically looking for a relatively clean source of water to run through an electrolyzer, and if you think about just what you see on the news every night, we already have a challenge where many parts of the world are having difficulty coming up with adequate supplies of clean, fresh water. So, desalinization definitely has a play in there, but the abundance of water, or hydrogen being the most abundant element in the universe, really doesn’t solve our problems. There are still a lot of developmental challenges around the generation of hydrogen.
DG: Anyone else care to comment on that before we move on? Joe, go ahead.
JW: Regarding the price, of course, that’s a little relative. We fear the moment the natural gas prices triple and quadrupling, it’s also the hydrogen price has to come down. But if the net/gas price goes up steeply, that will then make them also equal, just at another level, not that it’s what the people want but that could well make it much more attractive sooner natural price gas go up.
DG: It’s all the relative price, you’re correct. Any other comments? I think it’s a good segue into our last question and that is: the disruptions that we’ve seen, geopolitical situations and what impact that’s having on the advancement of hydrogen.
Justin, why don’t we start with you on this one. Any comment on the geopolitical situation, how that’s helping or hurting the current move to hydrogen?
JD: Yes, obviously every day it’s changing, so every day it’s making a different effect. But with the increased upward pressure on fossil fuels due to the geopolitical environment, there are potential cost penalties for changing from fossil fuel to carbon-neutral fuels like hydrogen that may be decreased, obviously. So, the desire to maintain the production capability in the face of fossil fuel shortage may further drive switching to hydrogen — hopefully, it will — or other carbon neutral fuels and obviously or ways to achieve the thermal input needed for the processing steps for all these customers.
DG: Perry, how about you? Any comment on the geopolitical situation?
PS: It’s unpredictable. I think the volatility of fossil fuels is an issue. The attraction that we have, at the moment, for hydrogen is that, ultimately, if we look at the production of green hydrogen, it would come from some renewable source.
Now, that could be biofuels that are hydrocarbon-based that are produced in natural avenues that are carbon-fixing so they’re renewable, but when you look at the green pathway for hydrogen through electrolysis, you’ve got to use electricity and so the attractiveness to that right now is that there are periods of time where we have a lot of excess power and we need to store that; batteries are not a good option for the volumes and timeframes that we want to store that power and so production and storage of hydrogen so that we then can reuse it either directly as combustible fuel somewhere or otherwise. That helps the whole energy system work a little better in terms of periods of higher and lower demand and so, I think, to me, that’s going to be sort of near-term more likely to drive things.
I think the geopolitical situations create a lot of interest and realization that we’ve got to do something, but the changes that are going to have to happen, I don’t think they’re going to happen fast enough to respond to those kinds of shock scenarios. So, this is going to take some time for us to deliver an integrated energy system takes advantages of low-cost power to produce hydrogen pulls together production distribution systems that end up working on a fairly seamless and effective final energy distribution system. So, this is not a quick fix.
DG: John, how about you? Geopolitical situation.
JC: Speaking as an American, our geopolitical concerns differ greatly with our European friends. We produce and export 10% of the natural gas — or attempt to export 10% of the natural gas we produce, so we are actually awash with natural gas while our European friends are not. Even if the instability in Ukraine is settled tomorrow, the question comes up: Can Europe trust Russia, long-term, to be a critical supplier and, arguably, I think you can’t. So, I think there’s going to be a divergence.
But even in the U.S., we have a significant political risk that we have to recognize and that is forming a consensus to put in place the necessary rules and put in place the necessary legislation to enable this transformation because we have yet to form a solid consensus in the U.S. that decarbonization is necessary. There are a lot of, again, I’ll use the term “externalities” at play and in the U.S. we, ourselves, even with all our resources are not yet in a position to form any sort of coherent plan to tackle this initiative. So, I caution people from the political side to keep working on the technology and keep writing your congressman.
DG: Two fronts there. So, Joe, give us the unique perspective from Europe on this. Geopolitically, you’re going to have a little different perspective here.
JW: John already mentioned, of course, we are in a different position because we don’t have our own energy sources and now, I think, we are hurt pretty badly by relying on cheap, Russian natural gas supply. We thought that we would get that forever and very reliably and that’s not the case. So, I think we have to diversify, we have to get more of our own resources, we have to conserve energy, use less, because otherwise we are just dependent — we are not free in our political possibilities if we have to rely on that cheap energy. Of course, to a degree, maybe, that is a little different in the U.S. but being dependent if everybody goes out on the street if the electricity shuts off and the air conditioning cuts down is also a kind of dependency on certain things so no telling for the future. So, I think that dependency on cheap energy is dangerous everywhere. And we should work on that to be here more conservative in using it — using less, using on-site; you can have local tank and there have your own air condition on every roof and not depend on the grid and everything. I think that would be good. We learn the hard way right now, but I think sort of which it wouldn’t hurt for the U.S. to do certain things the same way.
DG: Learn by watching rather than learn by doing, you know?
Jeff, how about you?
JR: Well, I think the current geopolitical situation is a reminder that although we’ve enjoyed five decades of really stable, inexpensive energy supply, it’s never guaranteed. It’s been quite a while since we had this type of market disruption around fuel supplies, but it’s a reminder that fuel supplies and energy really are a worldwide market that are deeply interlinked region to region. So, as we look at potential changes and what’s coming forward, I think we have to give a significant amount of focus to where we can make the most impact and decarbonization, and manufacturing really represents, at least in the United States, about a third of all the natural gas consumption. That means that two-thirds of it is power generation residential building and heat and from that perspective it kind of echoes Joe’s comments that it’s multiple technological advancements and market changes at the same time that are going to drive the initiative forward; it can’t just be heat treating or manufacturing, it has to be a union of multiple technological changes and adoptions at the same time for heat, power, electricity and industrial heating.
DG: That wraps up the initial questions that you all knew about ahead of time, so I’m just going to throw out one more: If there was something we were talking about here and you said, “You know, this is really something important that ought to be said.” Did anything like that jump to your mind? Is there anything that you would say kind of as a concluding or also a “Hey, let’s not forget about this?” Anything come to mind?
PS: I’ll jump in, Doug, just tagging on to what Jeff just said. Just a reminder that our energy systems, our supply of binary energy where the energy comes from and the final end-use systems are interconnected by very complex markets and delivery and storage systems, whether you’re talking about power, natural gas, fossil fuels, other liquid fuels and so forth. Those sources, whether you’re looking at bio sources, have limitations in terms of land use or whether you’re looking at hydrolysis of water, whether that be the cost or the impact on water resources and availability or whether you’re looking at wind and solar- all of them have their positives and their negatives. In the end, the marketplace, with all of these various end uses, there are a lot of societal decisions we’re going to have to make around who gets access to which sources. As an example, aviation fuel is a very difficult one to replace in terms of the liquid fuel because of energy density needed and the need to carry it along with you. How do we ensure that aviation gets the type of fuel at a cost that we can all withstand?
So, whether a lot of competition — not just within our industry that we’re talking about here, but amongst all aspects of the economywide uses of these various fuels, including hydrogen — there will be competitive forces that ultimately will create challenges for where and how we use hydrogen and how we produce it and where the best end-uses of hydrogen, specifically, would be, or other fuels like Joe mentioned- ammonia has its interesting potential areas where it could be applied as a combustible fuel and so forth. We just need to understand that there are complex economics involved in determining to what degree hydrogen may end up being a fuel for industrial furnaces.
DG: Anyone else? Something that needs to be mentioned you might’ve forgot?
JR: I would throw in one other comment. Knowing that the audience, for most of this presentation, is going to be in heat treating, I think perhaps one word of advice would be: hedge your bets. Design in and plan for flexibility. Being linked to one energy source is probably not economically advisable for any manufacturing business at least until markets and geopolitical events settle down.
DG: That’s a good point.
Gentlemen, thanks a lot, I appreciate the update in 12 months. Justin, thank you for joining us this time, I appreciate that.
Natural gas is the dominant energy source used by heat treaters and its price and availability is critical to all U.S. industry, so let’s look at the data and nail down some simple quantitative facts and maybe answer this pressing question: How will the war in Ukraine impact natural gas production and consumption?
This column is a Combustion Corner feature written by John Clarke, technical director at Helios Electric Corporation, and appeared inHeat TreatToday’sMay 2022 Induction Heating print edition.
If you have suggestions for savings opportunities you’d like John to explore for future columns, please email Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electrical Corporation
As political pundits seek to explain the cause and impact of the war in Ukraine, I am struck by the lack of quantitative information they use to support their opinions and analyses. Given the complexity of the U.S. energy market, with a myriad of imports and exports between countries (especially Canada and Mexico), it is no wonder that people can support any preconception they have by simply omitting this import or that export. As always, we will focus exclusively on natural gas.
Let’s start with some basic facts. FACT: 40% of our electricity in the U.S. in 2021 was generated using natural gas1 and 20% of electricity generated in Europe is from natural gas2 — so even a vacuum furnace runs on a substantial quantity of this fuel.
One of the challenges when discussing energy markets is the many different units of measure people use to describe production, consumption, and costs. Our preferred unit of measure for natural gas production and consumption will be trillion cubic feet or 1 quadrillion British Thermal Units (BTU)* per year (one cubic foot of natural gas contains 1000 BTU (HHV)). To put this in perspective, if we pay $4.70 per mmBTU** — one trillion cubic feet is valued at 4.7 billion dollars. In 2021, the United States produced 34.1 trillion cubic feet or roughly 161 billion dollars of dry natural gas.
FACT: U.S. production of natural gas was at an all-time high in 2021 and is rising.3, 4 The U.S. is the largest producer of natural gas in the world by a significant margin. U.S. consumption has fallen over the last two years because of our COVID recession — but it is projected to rise in 2022.
Liquified Natural Gas (LNG) Exports
Natural gas can be exported via ship in its liquified state. The following graph shows the U.S. exports of LNG in recent years.5 Our ability to export LNG is limited by facilities that compress and cool the gas to its liquid state and the availability of tankers to move the gas across the ocean. Both ports and ships require significant capital investments and take time to construct — so there is a limit to the rate we can expand exports. Even as we export LNG, we continue to import some natural gas from Canada — but we are obviously a net exporter of natural gas by a considerable margin.
FACT: In 2021, the U.S. exported roughly 10% of the natural gas it produced as LNG. The U.S. is currently the largest exporter of LNG6 while Russia is the largest exporter of gaseous natural gas. Australia and Qatar are also major players in the LNG export market, and we may see these three countries vying for the top spot in the coming decade. The big advantage enjoyed by LNG is once liquified, it is a fungible source of energy — it can be exported to anywhere with a suitable port. Gaseous natural gas must travel through a pipe.
In 2021, the European countries in the Organization for Economic Co-operation and Development (OECD) together imported about 80% of the natural gas they use. Of this number, roughly 6.6 trillion cubic feet per year is imported from Russia, the largest importers of Russian gas include Germany — 1.70, Turkey — 0.95, Italy — 0.92, and France — 0.62 trillion cubic feet per year.
The U.S. has significantly expanded its LNG supplies to Europe in 2019—20217 to an annual rate of 1.86 trillion cubic feet in January of 2022,8 but LNG import capacity is still limited — with additional import facilities coming online in the next few years. Prior to 2019, Europe had little volume of LNG imports, so all the movement of natural gas was by pipeline.
While our price for natural gas in the U.S. has gone up considerably in the last year (approaching a mean of about $5.00 per mmBTU on the spot market), the price in Europe is running about six times as much — $30.00, with recent spikes as high as $60.00 per mmBTU. So, we load a typical LNG tanker with $15 million in natural gas in the U.S., and in 20 days, we lose 4% of the load to vapor, which we burn to power the ship, and offload $86 million at a port in Germany. Of course — this is an oversimplification, but the point is obvious. This price differential will continue to drive the market to invest in new production, LNG ports and ships — and apply upward pressure to our domestic price.
With or without the instability caused by the Russian invasion of Ukraine, we can expect a reliable supply of natural gas to fuel our furnaces and generate our electricity in the United States, but we can also expect higher prices to remain with us for the foreseeable future. Can the U.S. supplant Russia’s natural gas imports? The data indicates the answer is yes — but it will take time and investment. No matter what the outcome of the current war, the West will question the reliability of Russia as an energy supplier and explore all options to lessen their dependency on Russia’s oil and natural gas exports.
*1 BTU is the energy required to heat 1 pound of water, 1 degree Fahrenheit.
**Rough Henry Hub Price per mmBTU of natural gas at time of publication
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The “Known – Unknown,” the “Undiscovered Country,” the “Movement from cocksure ignorance to thoughtful uncertainty.” It doesn’t matter if you get your catch phrase from Donald Rumsfeld, Star-Trek, or that plaque your mother kept above the kitchen sink, the implication is the same: we really don’t know what the future holds. But, the Unknown of which I speak in this article is natural gas prices.
This column is a Combustion Corner feature written by John Clarke, technical director at Helios Electric Corporation, and appeared inHeat TreatToday’sMarch 2022 Aerospace print edition.
If you have suggestions for savings opportunities you’d like John to explore for future columns, please email Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electrical Corporation
Does “What happens in Eastern Europe stays in Eastern Europe” hold true? Unfortunately — no.
We have learned from recent and ongoing supply chain issues just how interconnected our economy and manufacturing sector is with the rest of the world. The standoff in Ukraine has the potential to impact the world energy markets for years to come, and I suspect this impact will be felt no matter what transpires. I am certainly no expert, but I have a sinking suspicion that our country offered some American methane molecules to Germany to stiffen their resolve to cancel the Nord Stream 2 pipeline. If the EU works to reduce their dependency on Russian natural gas, a significant portion of worldwide exports are removed from the supply side of the equation. From a practical standpoint, these shifts in supply will take some years to achieve, but we have seen a new realization on the part of business and governmental leaders about the importance of robust and reliable supplies of commodities, and manufactured goods and manufacturing capacity. So, less natural gas supply with rising demand equates to higher prices. And as we have discussed previously, liquefied natural gas transportation from the U.S. to the rest of the world is connecting our natural gas market with the world market — and our natural gas price will be affected by consumption and production factors worldwide, just as the price we pay for petroleum oil today is determined in New York, London, and Riyadh — following the consumption patterns in Beijing, Sydney, and Tokyo.
Ok — let’s get back to what we can do in our own facilities to insulate ourselves, to some degree, from unpredictable world events.
Recuperation, or preheating combustion air using the waste heat exiting the furnace or oven is a time proven method to reduce fuel gas consumption. Before we quantify the effect of preheating air, we need to briefly discuss what affects this heated air has on the combustion process. Higher combustion air temperatures are associated with the following:
Peak flame temperatures are increased. As less energy is used to heat the incoming air, the energy in the natural gas can raise the products of combustion (CO2, H2O and N2) to a higher temperature than would be achieved without combustion air preheating. This can be either beneficial or problematic for a specific application. If the work being heated can accept increased radiation from these higher temperatures — heating rates are improved and throughput increased, but these higher temperatures may reduce the life of furnace components, or, in extreme cases, lead to a catastrophic failure.
Flame speeds are increased, so the combustion process concludes in less space. Again, this is a double-edged sword, benefiting some and leading to a loss on temperature uniformity in others.
Total products of combustion required for any quantity of heat input is reduced. Mass flow is especially important in systems where the operating temperature is below approximately 1200°F. If the energy saved leads to a loss in temperature uniformity, it may be a Pyrrhic victory.
NOx formation is increased. Burner technology has come a long way in recent years to allow for systems to use these higher temperatures without greatly increasing NOx emissions, but the rule of thumb is that by increasing the combustion air temperature from 70°F to 800°F, we basically double NOx formation.
Each of these drawbacks, other than NOx formation, may be a plus rather than a minus for any application. Float glass furnaces (plate glass used in windows) and ingot reheat furnaces are examples of applications where recuperation was applied a century or so ago, at a time where fuel costs where not much of a factor. In both cases, the increased flame temperatures accelerated the heat transfer to either the glass or the steel, increasing production. These applications required furnace temperatures where combustion without preheating would have been impractical — as most of the energy would have been lost in the flues, and very little heat would be available to do any useful work.
What questions should I ask? How much can I save? What is my project’s estimated payback? All are critical questions. To start with, can your existing furnace accept these higher flame temperatures, and can you capture the heat and apply a cost-effective heat exchanger? An example would be a radiant tube furnace. Applying recuperation may require an upgrade in the alloy used in the burner and radiant tube. In direct fired applications, will my uniformity suffer? In general, this is a greater concern at temperatures below 1600°F. As the operating temperatures increase, we can generally expect better uniformity. (I can hear the furnace and burner experts reading this cry “foul,” and they are right, it is not wise to rely on my generalizations — always consult an expert about your specific application.)
How much will it cost? With recuperation, it is best to take advantage of an experienced person’s mistakes, rather than making them on your own. Consult a qualified contractor, OEM, or consultant to help with the application and costs.
How much can be saved? To answer that question, I provide the above graph. It is not the end all be all but will provide a rough estimate of potential savings. It is for an application with an exhaust temperature of 1600°F operating with 15% excess air.
As we can see, in this application, if we apply recuperation to preheat the air to 800°F, we will save 28% of the natural gas we would otherwise consume.
Before investing your money, an individual analysis of each application is required. This article’s purpose is simply to motivate the reader to invest the time necessary to properly determine, as I mentioned last month, if they have “uncashed checks” lying around their shop.
As always, please let me know if you have any questions.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com











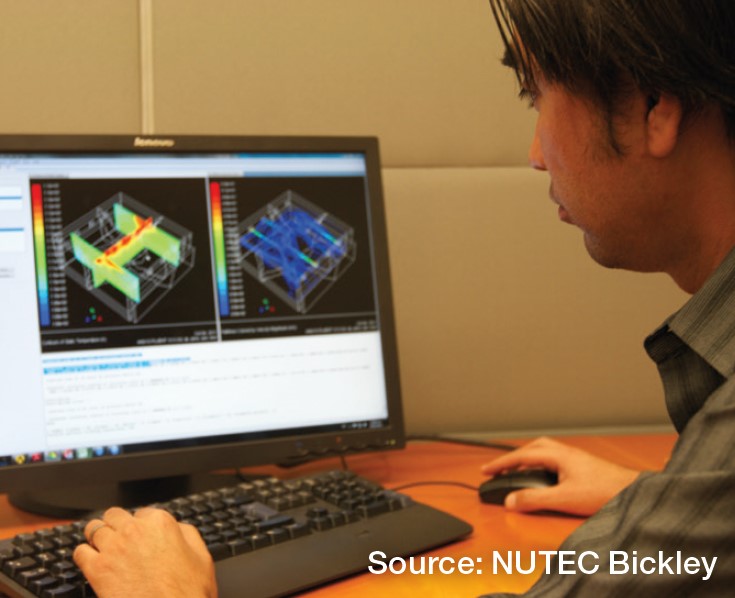
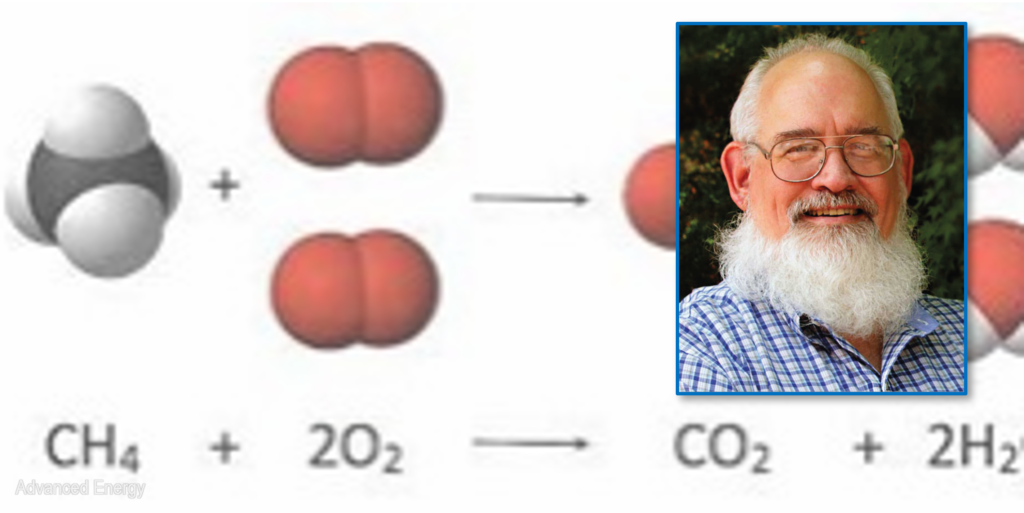

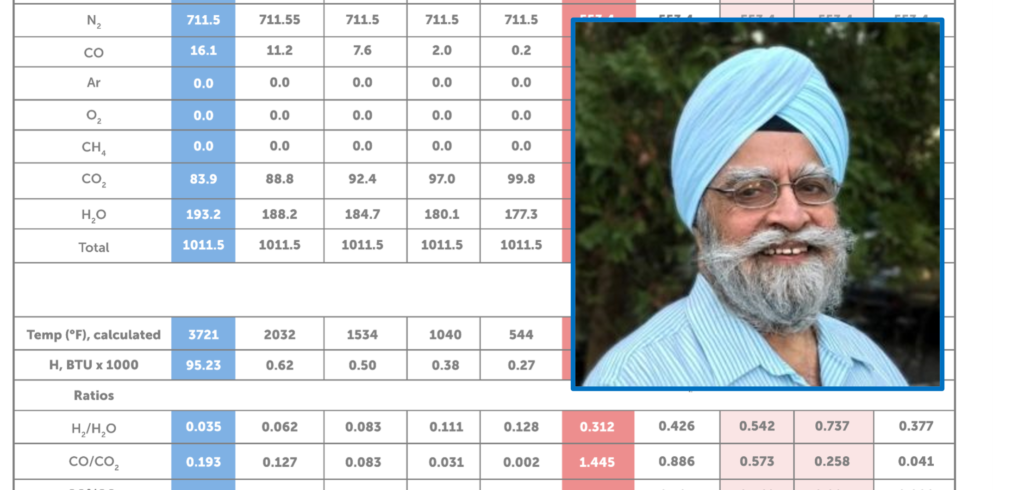

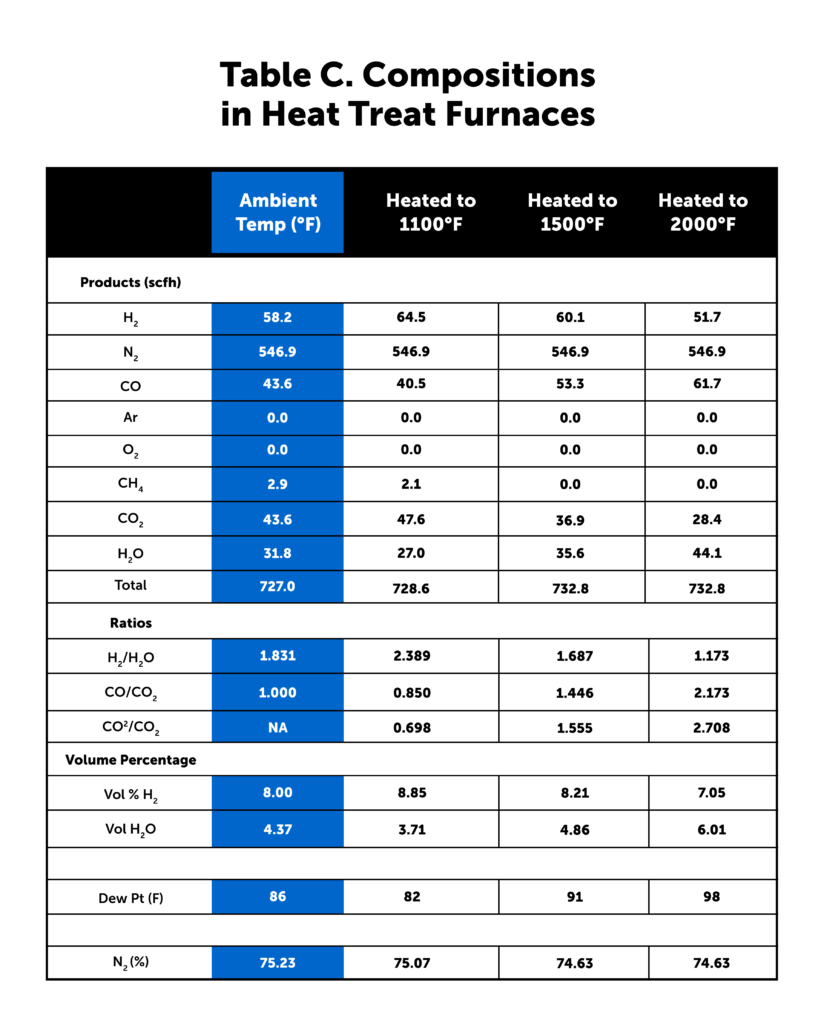

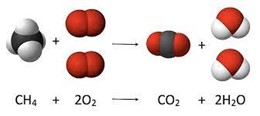
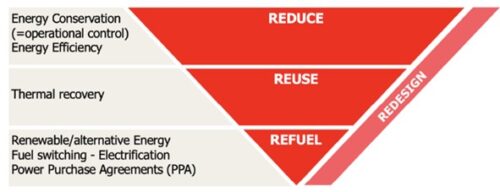



























 Next is Justin. Justin is our “newbie” on this one, but not a newbie to the industry — of course! — but to this panel. Justin Dzik from Fives North American Combustion, Inc. is the manager of business development at Fives North America with a special focus in combustion engineering. Justin has written technical articles about Ultra Low NOx combustion technology for the steel industry and is closely involved with spearheading the advent of a thermal process combustion tuning solution that leverages industrial internet of things (IIOT) and Industry 4.0 technology. So, Justin, welcome, glad to have you with us this time.
Next is Justin. Justin is our “newbie” on this one, but not a newbie to the industry — of course! — but to this panel. Justin Dzik from Fives North American Combustion, Inc. is the manager of business development at Fives North America with a special focus in combustion engineering. Justin has written technical articles about Ultra Low NOx combustion technology for the steel industry and is closely involved with spearheading the advent of a thermal process combustion tuning solution that leverages industrial internet of things (IIOT) and Industry 4.0 technology. So, Justin, welcome, glad to have you with us this time.





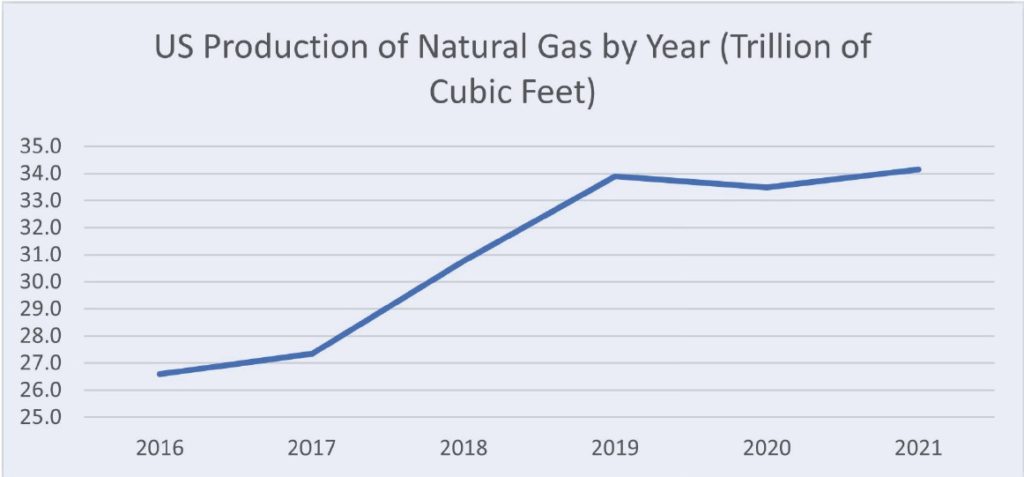
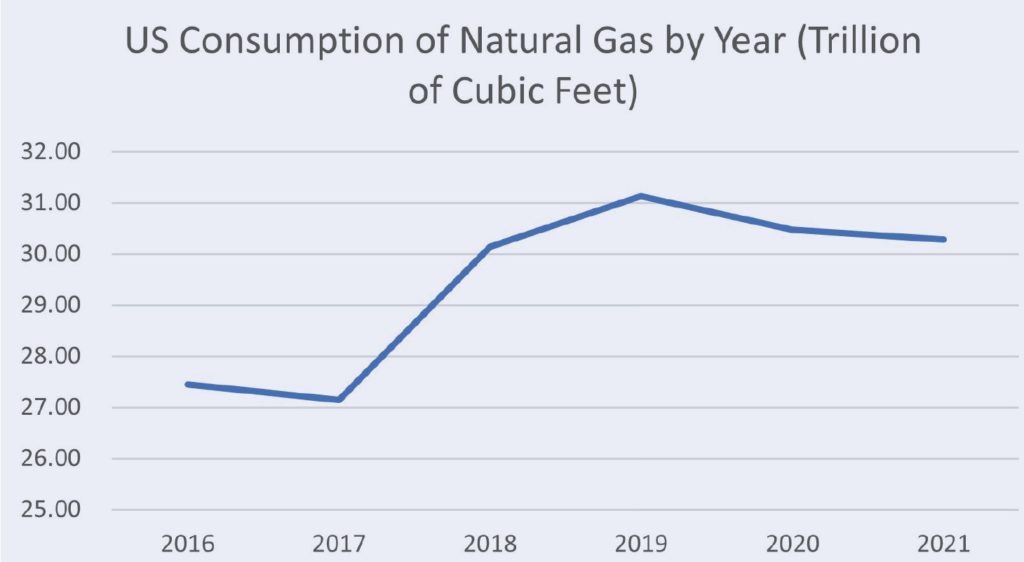
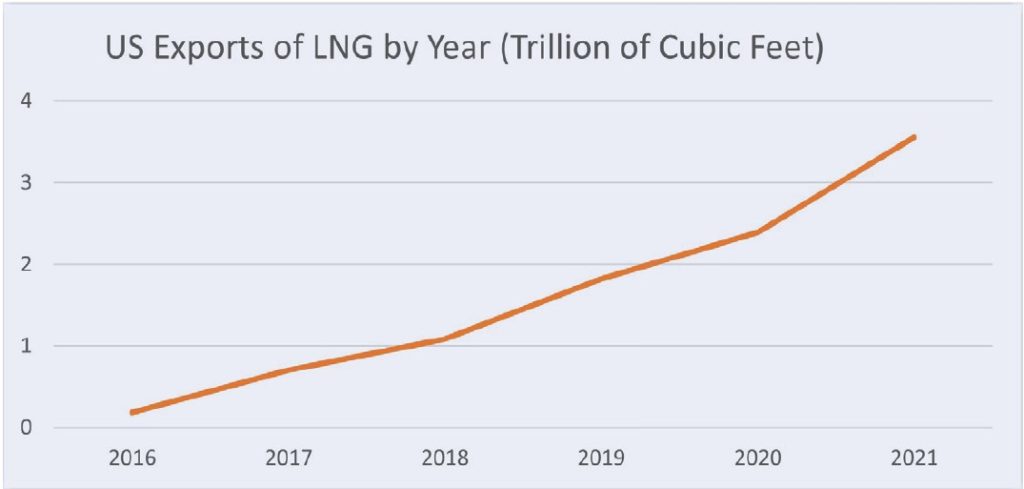

 The “Known – Unknown,” the “Undiscovered Country,” the “Movement from cocksure ignorance to thoughtful uncertainty.” It doesn’t matter if you get your catch phrase from Donald Rumsfeld, Star-Trek, or that plaque your mother kept above the kitchen sink, the implication is the same: we really don’t know what the future holds. But, the Unknown of which I speak in this article is natural gas prices.
The “Known – Unknown,” the “Undiscovered Country,” the “Movement from cocksure ignorance to thoughtful uncertainty.” It doesn’t matter if you get your catch phrase from Donald Rumsfeld, Star-Trek, or that plaque your mother kept above the kitchen sink, the implication is the same: we really don’t know what the future holds. But, the Unknown of which I speak in this article is natural gas prices.