Jim Roberts, president of U.S. Ignition, joins us in the renewal of the Combustion Corner column. In this installment, Jim establishes that the goal of the series is to provide informative content to “furnace guys” about the world of combustion, furthering the spirit of the Heat Treat Today motto: “We believe people are happier and make better decisions when they are well informed.”
This informative piece was first released in Heat Treat Today’sFebruary 2025 Air/Atmosphere Furnace Systems print edition.
Contact us with your Reader Feedback!
So … A guy walks into a room full of furnace guys …
And the story (or joke) begins again. I used to be one of the furnace guys. It’s a really niche group of strange, unique, and sometimes knowing people, who, by the way, are not gender specific. To me, “a guy” is a moniker as specific as saying that person over there is a swimmer.
But as furnace guys, those same individuals have a peek at the stuff that normal planet walkers don’t. They — or rather WE — know how to almost tame the beast. We have learned what it means to control temperatures that can crack stone. We can bend metal and make it do what we want at temperatures that the human eye cannot gaze upon without safety filters between us and the beast.
And what is this beast? It’s called combustion. It’s a phenomenon that allows the very air around us and anciently sourced resources to burn like hellfire and yet still do our bidding. But there are fewer and fewer guys who manage the beast these days. And that is how a column like this takes launch.
This publication, and its talented editorial staff, have always been driven to provide information that, in their own words, will allow the greater masses this privilege: “We believe people are happier and make better decisions when they are well informed.”
It was not lost on the staff that with dwindling numbers of longtime combustion people some of the benefits of being “well informed” were needed. They felt information could be presented in such a fashion that old-timers like me could share some of the tried-and-true techniques that we have used over the years. The hope is to not only make the workplace safer, but also to increase efficiency and performance in the processes that utilize combustion.
When we walk into almost any facility and go over to the underperforming furnaces, we can bet part of the problem will be inlet air source or exhaust outlet issues.
To some, this will seem like remedial information. That is GREAT. Because that means that you already understand a fair portion of the pathway to combustion performance. You can be the lead in your facility on combustion safety and understanding. Yay!
We are going to start with a visit to an article I wrote some time ago that then later became a pamphlet called “10 Combustion Tips.” It was written with plant maintenance guys in mind as they traveled the factories and facilities that they had responsibility for. We’ll turn this into a series of tips that are really intended for those less experienced to start. We’ll continue in upcoming editions of Heat Treat Today, and hopefully, everyone will feel like this was beneficial when cruising the aisles of your factories.
Tip 1: Keep the Process Air Filters Clean
I know, this seems so obvious, doesn’t it? Utilities tell us over and over to keep your home furnace filters clean. But I would be willing to bet that almost 30% of all furnace issues that we see in the field start at the blower supplying our combustion air. It’s the lungs for your burners! Any filter blockage will result in serious problems. As the system impedes under a clogged filter, your process may not get the required input. Clogged filters put undue strain on the combustion air blowers over time, so your electrical and motor maintenance costs may escalate. Additionally, the burners may go fuel rich. This wastes fuel and can create carbon, which at its best is an insulator. At its worst, it is a fire hazard.
Tip Solutions
A. Check the filters monthly: It is pretty easy to see if a filter is dirty. Your production folks may have even told you the furnace is slowing down. Less air, less heat. Take a peek … you will know. If it’s a fiber-based filter, replace it. Better yet, make it a habit to check filters every month.
B. Clean the screen: If not a replaceable filter, clean the metallic/plastic screen type with some solvent that will cut the machine/quench oil that’s probably the clog culprit. DO NOT put the filter back on dripping wet with solvent. I apologize to furnace guys out there for having to explain that, but it’s the new world, right? If you didn’t understand why, please refer to the movie “Back Draft.”
C. Get outside: Consider ducting an outside air source to the combustion air blower. Fresh air delivered at a stable temp will always help with furnace and burner performance.
So there, was that so hard? Nope, almost simple. And yet when we walk into almost any facility and go over to the underperforming furnaces, we can bet part of the problem will be inlet air source or exhaust outlet issues.
Don’t let it be your plant. See you next issue.
About the Author
Jim Roberts President US Ignition
Jim Roberts, president at US Ignition, began his 45-year career in the burner and heat recovery industry directed for heat treating specifically in 1979. He worked for and helped start up WB Combustion in Hales Corners, Wisconsin. In 1985 he joined Eclipse Engineering in Rockford, IL, specializing in heat treating-related combustion equipment/burners. Inducted into the American Gas Association’s Hall of Flame for service in training gas company field managers, Jim is a former president of MTI and has contributed to countless seminars on fuel reduction and combustion-related practices.
The search for sustainable solutions in the heat treat industry is at the forefront of research for industry experts. Michael Stowe, PE, senior energy engineer at Advanced Energy, one such expert, offers some fuel for thought on the subject of how heat treaters should prioritize the reduction of their carbon emissions by following the principles of reuse, refuel, and redesign.
This Sustainability Insights article was first published in Heat Treat Today’sJanuary/February 2024 Air & Atmosphereprint edition.
Reduce
Michael Stowe PE, Senior Energy Engineer Advanced Energy
We explored why the question above has come to the forefront for industrial organizations in Part 1, released in Heat Treat Today’s December 2023 print edition. Now, let’s look at the four approaches to managing carbon in order of priority.
Click to share your Reader Feedback
The best way to manage your carbon footprint is to manage your energy consumption. Therefore, the first and best step for reducing your carbon footprint is to reduce the amount of energy you are consuming. Energy management tools like energy treasure hunts, energy assessments, implementation of energy improvement projects, the DOE 50001 Ready energy management tool, or gaining third party certification in ISO 50001 can all lead to significant reduction in energy consumption year over year. Lower energy use means a smaller carbon footprint.
Additionally, ensuring proper maintenance of combustion systems will also contribute to improved operational efficiency and energy savings. Tuning burners, changing filters, monitoring stack exhaust, controlling excess oxygen in combustion air, lubricating fans and motors, and other maintenance items can help to ensure that you are operating your combustion-based heat treating processes as efficiently as possible.
Reuse
Much of the heat of the combustion processes for heat treating goes right up the stack and heats up the surrounding neighborhood. Take just a minute and take the temperature of your exhaust stack gases. Chances are this will be around 1200–1500°F. Based on this, is there any effective way to reuse this wasted heat for other processes in your facility? One of the best things to do with waste heat is to preheat the combustion air feeding the heat treating process. Depending on your site processes, there are many possibilities for reusing waste heat, including:
Space heating
Part preheating
Hot water heating
Boiler feed water preheating
Combustion air preheating
Refuel
Once you have squeezed all you can from reducing your process energy consumption and reusing waste heat, you may now want to consider the possibility of switching the fuel source for the heat treating process. If you currently have a combustion process for a heat treat oven or furnace, is it practical or even possible to convert to electricity as the heating energy source? Electricity is NOT carbon free because the local utility must generate the electricity, but it typically does have lower carbon emissions than your existing direct combustion processes on site. Switching heating energy sources is a complex process, and you must ensure that you maintain your process parameters and product quality. Typically, some testing will be required to ensure the new electrical process will maintain the metallurgical properties and the quality standards that your customer’s specific cations demand. Also, you will need a capital investment in new equipment to make this switch. Still, this method does have significant potential for reducing carbon emissions, and you should consider this where applicable and appropriate.
Redesign
Finally, when the time is right, you can consider starting with a blank sheet of paper and completely redesigning your heat treating system to be carbon neutral. This, of course, will mean a significant process change and capital investment. This would be applicable if you are adding a brand-new process line or setting up a new manufacturing plant at a greenfield site.
In summary, heat treating requires significant energy, much of which is fueled with carbon-based fossil fuels and associated-support electrical consumption. Both combustion and electricity consumption contribute to an organization’s carbon footprint. One of the best ways to help manage your carbon footprint is to consider and manage your energy consumption.
For more information: Connect with IHEA Sustainability & Decarbonization Initiatives www.ihea.org/page/Sustainability Article provided by IHEA Sustainability
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
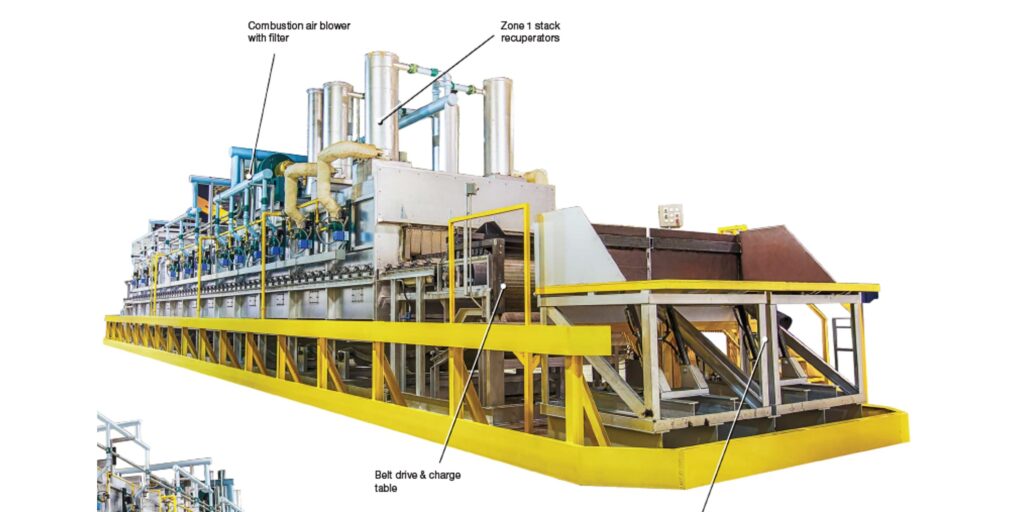
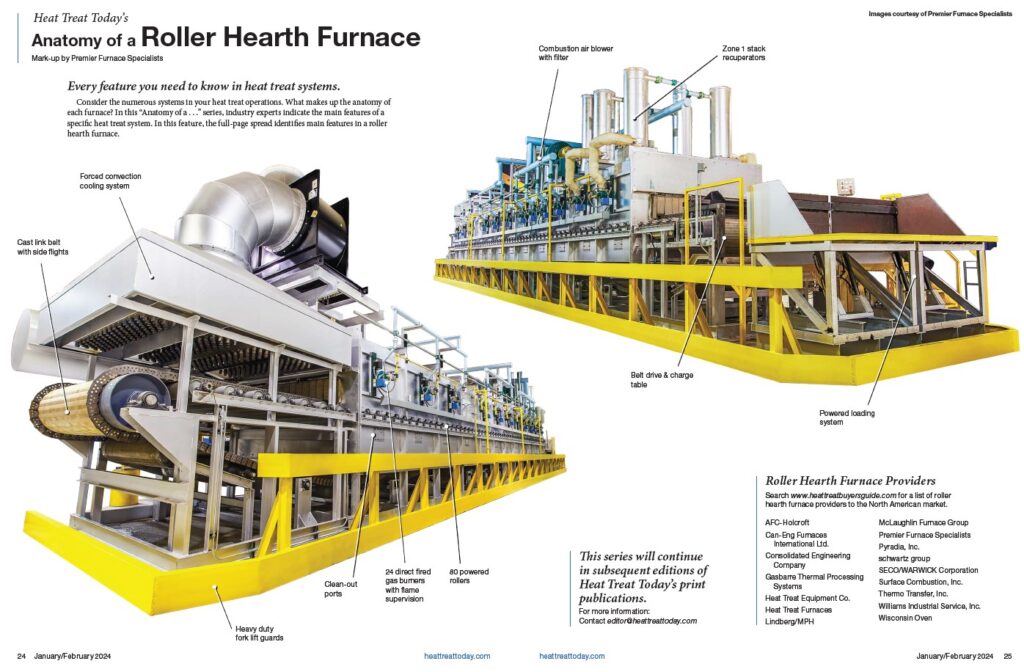
Consider the numerous systems in your heat treat operations. What makes up the anatomy of each furnace? In this “Anatomy of a . . .” series, industry experts indicate the main features of a specific heat treat system. In this feature, the full-page spread identifies main features in a roller hearth furnace.
The mark-ups for these reference images are provided by Premier Furnace Specialists.
Download the full graphics by clicking the image below.
Search www.heattreatbuyersguide.com for a list of roller hearth furnace providers to the North American market. If you are a roller hearth furnace supplier and are not listed here, please let us know at editor@heattreattoday.com.
This series will continue in subsequent editions of Heat Treat Today’sprint publications. Stay tuned!
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
How long until heat treat operations use hydrogen for combustion? Considerations like cost and pipeline infrastructure are key in answering this question. For these industry experts, the consensus is clear: It is uncertain when, but hydrogen is coming. Doug Glenn, publisher of Heat Treat Today, moderated a panel of four industry experts in 2023 during which they addressed topics about advancements and challenges surrounding hydrogen combustion. Read an excerpt of their answers below. For the full interview go to www.heattreattoday.com/hydrogen2023.
What’s New for Hydrogen?
Dr.-Ing. Joachim G. Wuenning President/Owner WS Wärmeprozesstechnik GmbH
Joe Wuenning: In Europe, several steel companies are getting large funds to really go in on the hydrogen road to make green steel. If you have green steel, you will also convert the downstream processes. These places are large locations where the steel plants are running.
Automotive companies will ask for green steel. How long will it take until the heat treat shop will get to the point of using hydrogen for combustion is uncertain, but I’m sure it will be, in the end, coming also there.
Brian Kelly Applications Engineering Manager Honeywell Thermal Solutions
Brian Kelly: We have seen projects secured that have come to fruition firing on hydrogen. They’ve fired on hydrogen to prove it works and then moved back to natural gas since the H2 supply is not readily available.
What we’ve seen in the U.S. is a slowdown in some of the inquiries and questions about hydrogen. There may be a slowdown in the fervor of the talk about hydrogen, but it is certainly in the background and maybe a little bit more towards how do we be more green until hydrogen gets here?
Robert Sanderson Director of Business Development Rockford Combustion
Bob Sanderson: We’ve seen more inquiries, specifically from a lot of laboratory users who are trying to develop new engines, processes, and combustion products and looking for all the support and the technology to safely handle transport and bring that hydrogen into the lab under various test conditions.
A few users, too, want to understand: If they make the change to hydrogen, what’s going to happen with the rest of their systems?
Mark Hannum Manager of Innovation and Combustion Laboratory Fives North American Combustion
We have seen some early hydrogen requests going on which have tapered off a bit. I think it goes hand in hand with users becoming more familiar with the systems and having more of their questions answered. But I think some of it also depends a bit on the market pressures and the demands. The cost of natural gas has gone down dramatically. It’s going down faster than the cost of hydrogen is coming down. Hydrogen is going to keep coming down and keep becoming more and more affordable. Then it will reenter into the marketplace.
Mark Hannum: Probably the biggest thing is some of the regulatory and law changes that have happened. The Inflation Reduction Act certainly puts in place a lot of supports for hydrogen production and hydrogen-based systems for decarbonization.
Burgeoning Users of Hydrogen
Kelly: New inquiries have come from a lot of different places for us. We’ve had food and beverage, some heat treating, and plastics. Some of the inquiries have been waste to energy, sequestering CO2, and capturing the hydrogen. That’s how we’re going to produce it.
Wuenning: Our business is in the steel and heat treating industry. I’m not so much in touch with the other industries, but I think it would come from everywhere — everywhere the people are willing to pay for it. Of course, we have never beat natural gas on price, so far. Hydrogen is never going to come free out of the ground. But we all know the reasons why we want to get rid of the fossils.
In heat treat, we see another tendency, and that is the use of ammonia. We try to check out whether we can use ammonia because with hydrogen you need pipeline connections, and it will take quite some time until the pipelines will carry hydrogen to the last little heat treater somewhere in the countryside.
Hannum: One of the nice things about hydrogen is if you have a clean source of water and electricity, you might be able to make hydrogen in a remote location. You might not need to pipeline it; you could make the gas and use it on site.
The need for pipeline infrastructure is a key issue in the use of hydrogen.
In the steel industry in Europe, these major investments are being played out and committed to, but we’re years away from being adopted, for day-in and day-out use.
There are a lot of segments that are performing really meaningful tests at the industrial scale because they’re all trying to de-risk the switch from natural gas to hydrogen. Are there any process-side impacts that they need to understand that would impact product quality or product suitability or any of those things? All that stuff is going on now, and I think it’s going to take a couple of years for everyone to sort of work through and have a good understanding of whether there’s anything they need to be worried about beyond just the fuel switch itself, if there’s any process.
Sanderson: A lot of the push I’ve seen has come out of the aerospace and the automotive industries, not so much on the products that they make but more on the manufacturing side of it.
Advancements and Challenges with Hydrogen
Sanderson: We’re doing a lot more work now with stainless materials. There is quite a bit of involvement using stainless and other materials that have higher nickel contents and other materials to help work into the grain boundaries.
Working with hydrogen has some unique challenges compared to other fuels. It’s the smallest atomic molecule out there and it just wants to permeate into everything. With a lot of the higher, high-end pressures, there is a lot of chance of steel embrittlement, but if you can get away from those higher ends and try and get down to more usable, friendly working pressures, you don’t stand as much risk on the hydrogen embrittlement and dealing with leaks and permeability. So, just helping people understand that those are some of the changes that need to come into play for a safe, long-term solution in their applications.
Hannum: We have installed some hydrogen-firing capability in our lab; it was about a $400,000 investment. So, at this point, we can fire a substantial amount of input for longer durations than we could before. So, that’s really helpful when we’re looking at what the impacts are across our entire burner product range, when we look at a conversion from natural gas to hydrogen.
It also lets us perform some process-based studies where we can really simulate industrial processes and have a longer duration hydrogen firing. So, we’ve been able to support some customers by simulating some of their processes here and actually firing the materials that they would normally fire at their plant to look at hydrogen impact on those materials.
We’ve also gone to a couple of our customer sites and participated in studies with them. One of those earlier this year, right after THERMPROCESS, was Hydro Aluminum in Spain; we melted aluminum with hydrogen without any natural gas. That was, I think, the first industrial scale melting of aluminum with hydrogen.
Wuenning: We have now put into place an electrolyzer for making our own hydrogen, and not relying on the bottles coming in or on ammonia supply. We installed a big ammonia tank so that we can run the ammonia tests on site, develop the crackers and account for them. And, of course, we are involved in several research projects together with universities and some sites that do all these things to try it out.
Kelly: The latest this year is an investment for one of our factories to have an electrolyzer-type system, so a full-blown, cradle-to-grave type of system to be able to produce the hydrogen. Muncie is investing in that whole substructure with the capability of increasing to tube tankers before the electrolyzer comes so there is significant investment on that end. And from the product end, we’ve just kept testing and looking at the whole product line, not just burners, but all the controls and things to be associated with hydrogen firing.
In addition to the controls behind the system, we must also think about the development of simpler and/or more complicated systems. These updated systems are necessary because of changes in air/fuel rations and all the concerns that pop up when using different fuels.
These systems need to take into account what the process is requiring, namely holding tighter air/fuel ratios and also being less dependent on low temperature air-heating applications, but also being able to use higher temperatures and higher oxygen rates with some excess air. We’ve been working on those types of systems and looking at that when the clients are in a situation where they can fire on either fuel. How critical it is to hold capacity and air/fuel ratio and things of that nature, and how can we make that as easy as possible for the client?
But, yes, a lot of activity on that basis. And even in product development looking at the future — lower NOx and lower emissions burners that go in conjunction with hydrogen. In the lower and high temperature range, we’ve got to look at a burner that can fi re via flex-fuel type burner. Maybe not just hydrogen and natural gas but something in biofuels or renewable-type fuels.
The search for sustainable solutions in the heat treat industry is at the forefront of research for industry experts. Michael Stowe, PR, senior energy engineer at Advanced Energy, one such expert, offers some fuel for thought on the subject of how heat treaters can reduce their carbon emissions.
This Sustainability Insights article was first published in Heat Treat Today’sDecember 2023 Heat Treat Medical and Energy print magazine.
Michael Stowe PE, Senior Energy Engineer Advanced Energy
The question in the article title is becoming increasingly popular with industrial organizations. Understanding the carbon content of products is becoming more of a “have to” item, especially for organizations that are in the supply chain for industrial assembly plants such as in the automotive industry. Many heat treaters are key steps in the supply chain process, and their carbon footprints will be of more interest to upstream users of heat treated parts in the future. I know I am overstating the obvious here, but I am going to do it anyway for emphasis:
Click to share your Reader Feedback
Heat treating requires HEAT.
HEAT requires ENERGY consumption.
ENERGY consumption creates a carbon footprint: a. Fossil fuels heating — direct carbon emissions (Scope 1) b. Electric heating — indirect carbon emissions (Scope 2)
Therefore, by definition and by process, if you are heat treating, then you are producing carbon emissions. Again, the question is, “How can we work to get the carbon out of heating?” Let us explore this.
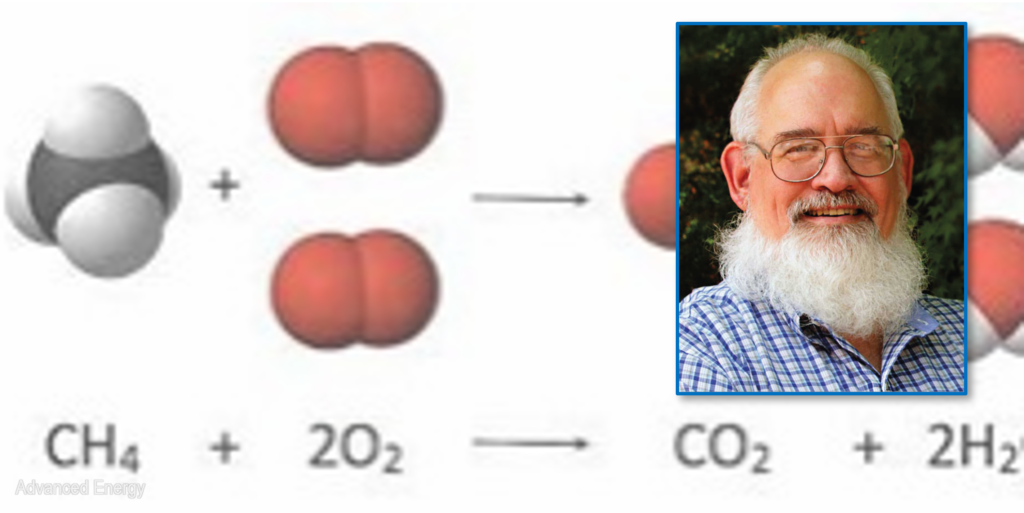
Once more, heat treating requires energy input. The energy sources for heat treating most frequently include the combustion of carbon-based fossil fuels such as natural gas (methane), propane, fuel oil, diesel, or coal. Also, most combustion processes have a component of electricity to operate combustion air supply blowers, exhaust blowers, circulation fans, conveyors, and other items.
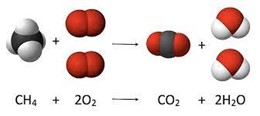
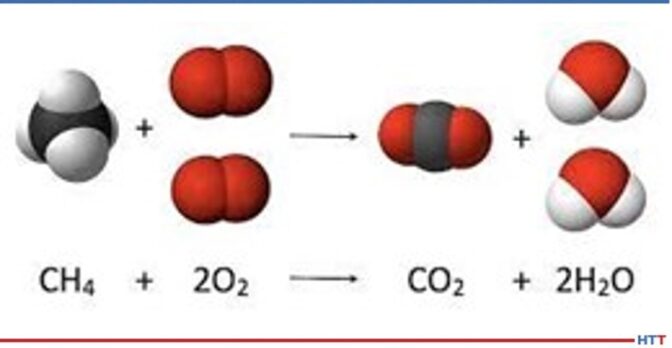
Figure 1 shows the chemical process for the combustion of methane (i.e., natural gas). Figure 1 demonstrates that during combustion, methane (CH4) combines with oxygen (O₂) to form carbon dioxide (CO₂) and water (H₂O). This same process is true for any carbon-based fuel. If you try to imagine all the combustion in progress across the globe at any given time, and knowing that all this combustion is releasing CO₂, then it is easy to see the problem and the need for CO₂ emission reductions.
In the most basic terms, if you have a combustion-based heat treating process on your site, then you are emitting CO₂. The electricity consumed to support the combustion processes also has a carbon component, and the consumption of this electricity contributes to a site’s carbon footprint.
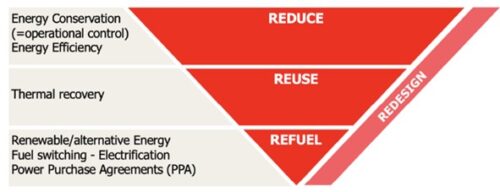
Figure 2. The 4 Rs of carbon footprint (Source: Advanced Energy)
So, combustion and electricity consumption on your site contributes to your carbon footprint. Knowing this, organizations may want to consider the level of their carbon footprint and explore ways to reduce it. There are many methods and resources available to help organizations understand and work to improve their carbon footprint. For this article, we will focus on the 4 Rs of carbon footprint reduction (see Figure 2).
We will discuss each of these approaches individually in priority order in the next installment of the Sustainability Insights.
For more information: Connect with IHEA Sustainability & Decarbonization Initiatives www.ihea.org/page/Sustainability Article provided by IHEA Sustainability
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
“Plan, do, check, act.” When it comes to caring about carbon footprint, a path forward to may seem too out-of-reach. But breaking down process heating and how to efficiently consider carbon use can be possible with industry resources.
This Sustainability Insight article was composed by Michael Stowe, PE, the senior Energy Engineer at Advanced Energy for Heat Treat Today'sSeptember 2023 People of Heat Treatingprint edition.
Michael Stowe, PE
Senior Energy Engineer
Advanced Energy
Source: IHEA
Over the past several years, process heating energy markets have shifted in response to significant global pressures. The need to understand the impact of greenhouse gases (GHGs), especially carbon based emissions, on climate change is gaining more interest from organizations that have industrial process heating. Organizations that manufacture or use process heating equipment need to understand the impact their equipment can have on carbon emissions. The terms “carbon emissions” or “carbon footprints” use the word “carbon,” but these terms can include other GHGs, and the carbon refers to carbon dioxide gas (CO2).
Process heating requires energy input. The energy sources for process heating most frequently include the combustion of carbon-based fossil fuels such as natural gas, propane, fuel oil, diesel, or coal. Also, most combustion processes have a component of electricity to operate combustion air supply blowers, exhaust blowers, circulation fans, conveyors, and other items. Figure 1 shows the chemical process for the combustion of methane (i.e., natural gas).
Figure 1 demonstrates that during combustion, methane (CH4) combines with oxygen (O2) to form carbon dioxide (CO2) and water (H2O). This same process is true for any carbon-based fuel. If you try to imagine all the combustion in progress across the globe at any given time, and knowing that all this combustion is releasing CO2, then it is easy to see the problem and the need for CO2 emission reduction.
Figure 1. Chemical process for methane combustion
(Source: Advanced Energy)
In basic terms, if you have a combustion process on your site, then you are emitting CO2. The electricity consumed to support the combustion processes also has a carbon component and the consumption of this electricity contributes to a site’s carbon footprint. Climate change impacts due to these carbon emissions have prompted government and corporate actions that are creating unique new opportunities for more sustainable and lower carbon process heating methods.
So, combustion and electricity consumption on your site contribute to your carbon footprint. Knowing this, organizations may now want to understand the actual level of their carbon footprint and ways to reduce it. There are many methods and resources available to help organizations understand and work to improve their carbon footprint.
The Industrial Heating Equipment Association (IHEA) has recognized this need to understand carbon footprints and is in the middle of a four-part webinar series on this topic. Session three (held on July 20, 2023) covered methods and resources to help organizations determine and improve their carbon footprint.
Session 3: DOE Tools and Programs for GHG Reduction
There are many options available to help determine carbon emissions for equipment, processes, sites, and organizations. This presentation will review some of these available tools and how to apply them to different situations. Carbon emissions are directly tied to energy consumption, so it is very important to understand how all your energy is consumed on site by energy type. This presentation will provide tools and programs to help you understand your energy consumption and thereby understand your carbon emissions. Additionally, energy improvement projects are also carbon emission reduction projects. This session will help you understand how to determine the impact of energy projects on your carbon footprint.
Session 4: Ongoing Sustainability — Industry Best Practices for Continual Improvement
Carbon reduction is not a project, it is a process, and must be ongoing. Earlier sessions will help you determine your carbon footprint and understand ways to track and improve your carbon footprint. In this presentation, we will review methods and programs to ensure the continual improvement of your carbon reduction efforts. Following the “plan, do, check, act” method used in many continual improvement programs, we will review steps to take for keeping your momentum moving in the right direction. We will also plan to have industry case studies for success in ongoing and improving carbon reduction programs.
Registration for these sessions can be found on the events page of www.ihea.org. If you or your organization want to learn more about your carbon footprint and how to measure and reduce it, you will not want to miss this opportunity.
In summary, heat treating, and other process heating methods, require significant energy, much of which is fueled with carbon-based fossil fuels, and associated with support electricity consumption. Both combustion and electricity consumption contribute to an organization’s carbon footprint. One of the best ways to help manage your carbon footprint is to understand and manage your energy consumption. For more information on this topic, please check out the IHEA Sustainability & Decarbonization Initiatives.
About the author:
Michael Stowe (PE) is the senior energy engineer at Advanced Energy. Michael focuses on process heating and energy efficiency in manufacturing plants. He has significant experience in the manufacturing industry serving in various roles as design engineer, production manager, plant engineer, and facilities engineer over the past 27 years.
Find heat treating products and services when you search on Heat TreatBuyers Guide.com
As we get further into the heart of fall, it’s time to turn up the heat (treat)! – but how can this be done in an optimized and sustainable way?
Today’s Technical Tuesday original content round-up features tips and tricks from our summer print editions on how to optimize and sustain your heat treat operations, even during the chilly months. So, bundle up, grab a hot drink, and review these insightful pieces!
Sustainability Insights Corner
In May, Heat TreatToday began publishing "Sustainability Insights" from the IHEA editorial team. Here's a brief overview of the recent insights all in one place:
June: NEW Sustainability and Carbonization Webinar Series. Although this year's IHEA Webinar series may have come and gone, it's not too late to establish a foundational understanding of carbon and sustainability here!
August: Reducing the Carbon Footprint of Your Heat Treating Operations. Brian Kelly of Rockford Combustion is back with yet another suitability insight, here exploring ways to assess your heat treating operation's carbon footprint, tune your combustion systems, explore renewable fuels, and much more.
September: Process Heating and the Energy-Carbon Connection. Explore the issue of greenhouse gases and how recent conversations are affecting the heat treating industry with Michael Stowe of Advanced Energy.
In Case You Missed the May Issue: Induction and Sustainability Tips
Looking for sustainability tips for your heat treating operation, but lacking in time? Heat TreatToday's May Issue has you covered with a quick read: "13 Induction and Sustainability Tips." We'll highlight a few below which made it into a recent Technical Tuesday feature:
Sustainable Energy for Furnaces? What does the Future Hold?
What will the future run on? With growing discontent around current energy sources like natural gas and other fossil fuels, power sources for furnace equipment are due for a makeover.
Explore the question of sustainable energy for furnaces in the future with industry experts John Clarke of Helios Electric, Philippe Kerbois of Glass, various authors from Watlow, and Stuart Hakes of F.I.C. (UK) Limited.
How much electrical power is being used in the typical heat treatment plant? And how can power (and money) be saved in these operations? If these questions peak your interest, explore further with Roger A. Jones and William Jones of Solar Atmospheres.
Learn about savings in electricity and money in areas of electric motors, high vacuum diffusion pumps, gas blowers, building lighting, AC/heating, and more in this article.
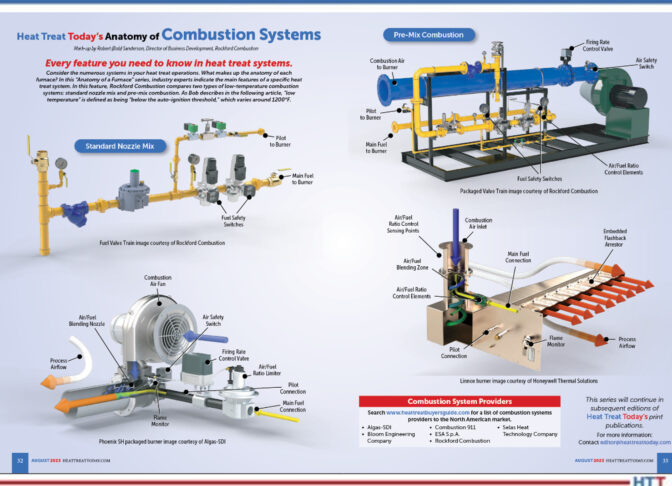
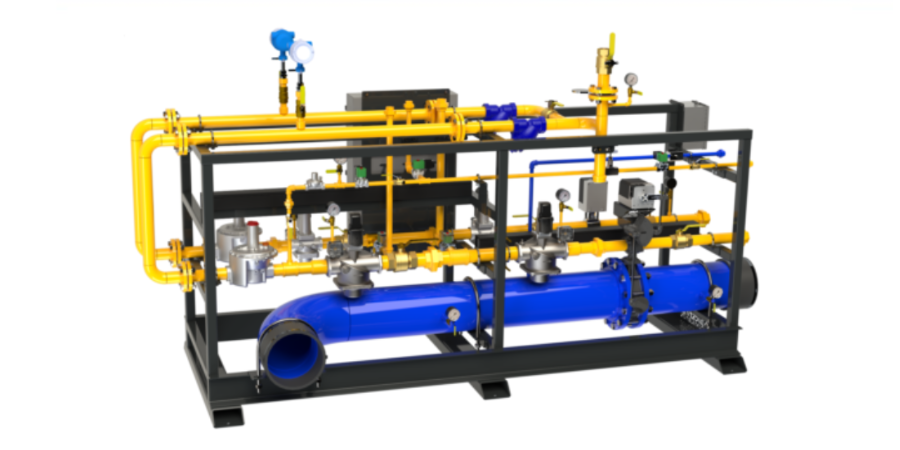
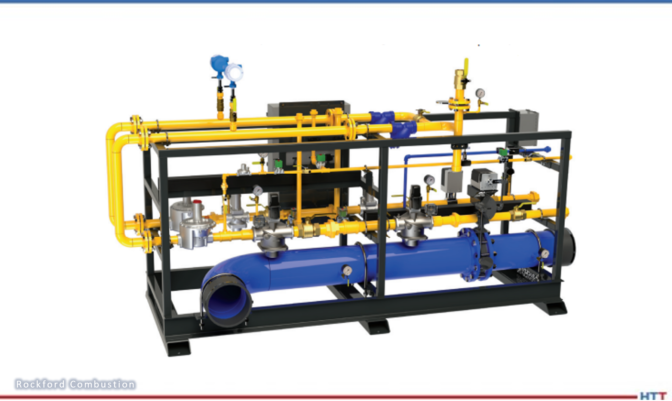
Consider the numerous systems in your heat treat operations. What makes up the anatomy of each furnace? In this “Anatomy of a...” series, industry experts indicate the main features of a specific heat treat system. In this feature, Rockford Combustion compares two types of low-temperature combustion systems: standard nozzle mix and pre-mix combustion. As Bob describes, “low temperature” is defined as being “below the auto-ignition threshold,” which varies around 1200°F.
Contact us with your Reader Feedback!
The mark-ups for these reference images are provided by Robert (Bob) Sanderson, director of Business Development at Rockford Combustion.
Download the full graphics by clicking the images below.
This Technical Tuesday article is drawn from Heat TreatToday's August Automotive print edition.
Search www.heattreatbuyersguide.com for a list of combustion system providers to the North American market. If you are a combustion system supplier and not listed here, please let us know at editor@heattreattoday.com
This series will continue in subsequent editions of Heat TreatToday'sprint publications. Stay tuned!
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A special release, a reflection of the unknown, will hydrogen combustion fuel the future of heat treat? Hear how the market has changed, the options you have to implement (or not) at your site, and when you can expect these technologies to have permeated the North American heat treat industry.
Driving the podcast conversation today are the following experts: Mark Hannum, manager of Innovation and Combustion Laboratory at Fives North American Combustion, Inc.; Brian Kelly, applications engineering manager at Honeywell Smart Energy and Thermal Solutions (SETS); Bob Sanderson, director of Business Development at Rockford Combustion; and Joe Wuenning, president/owner/CEO at WS Warmeprozesstechnik GmbH.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet the Experts (02:15)
Mark Hannum Fives North American Combustion
Contact us with your Reader Feedback!
Doug Glenn: First, let me do some introductions. I’d like to start with Mark Hannum, the manager of Innovation and Combustion Laboratory for Fives North American Combustion. He is a combustion engineer with a broad range of application experience with ultralow emission technologies; his largest focus has been on lean premix/lean premix with fuel staging. Flameless combustion is also an area of interest for him. His work has covered everything from lab research and prototypes to first field installations of new technology.
This is your first time with us, Mark. Thank you very much for being here, we really appreciate it.
Mark Hannum: Thanks for the great introduction.
Doug Glenn: Next up is Brian Kelly, coming to us from the balmy Houston area. Brian is the manager of Applications Engineering for Honeywell Smart Energy and Thermal Solutions (SETS) and the current president of the Industrial Heating Equipment Association (IHEA). He has almost 30 years of experience in the field of combustion with a focus on combustion system design across a variety of high and low temperature applications. Welcome to you.
Brian Kelly: Good to be here.
Brian Kelly Honeywell
Doug Glenn: Then, Bob Sanderson is our next guest. Bob, this is your first time with us. Bob is the director of Business Development for Rockford Combustion. Throughout Bob’s 32 years of experience in the combustion field, he has worked in automotive, abatement oxidation, aerospace, agriculture, food and beverage, HVAC, heat treating, power generation, and more. Bob brings system integrations and the application experience of how systems interact in various environments to his current role at Rockford Combustion. Bob is a member of the NFPA-86 technical committee. We’re glad to have you here, Bob.
Bob Sanderson: Thank you.
Doug Glenn: Finally, our standing person, who’s been here for all three: Joe (Joachim) Wuenning from WS Thermprocess Technic GmbH [aka, WS Wärmeprozesstechnik GmbH] in Germany and also WS Thermal Process Technology, Inc., in the United States. Joe’s company has been on the cutting edge when it comes to hydrogen combustion. In fact, I think the last time Joe and I spoke was just a couple of months ago at THERMPROCESS where, once again, you were giving updates on hydrogen combustion and things of that sort. WS Thermprocess has truly been a leader in the hydrogen combustion area. And Joe is an IHEA member, as well.
A Year in Review: Updates on Hydrogen in the Industry (03:54)
Robert Sanderson Rockford Combustion
Joe, we will start with you: In the last 12 months, what has happened that has advanced the hydrogen combustion “cause,” if you will?Joe Wuenning: What we have seen in Europe now is that several steel companies are getting large funds to really go in on the hydrogen road make green steel. And, of course, if you have the green steel, you will also convert the downstream processes. So, we really see it coming now that they are getting the right amount of hydrogen into places. These places are large locations where the steel plants are running.
Hydrogen needs to be transported by pipeline; you cannot transport it in a truck or something else. But I think the use of hydrogen is rolling and going.
Automotive companies will ask for green steel. How long it will take until the real heat treat shop will get to the point of using hydrogen for combustion is uncertain, but I’m sure it will be, in the end, coming also there.
Doug Glenn: Okay. So, it’s definitely growing and you’re seeing it in Europe.
Joe Wuenning: Absolutely. Like I said, at the moment, we are still at the trial phase, because hydrogen is not largely available at the moment, but large projects have started so it will be in a couple of years.
Doug Glenn: I might mention, Joe is our lone international representative, in one sense; it’s great to have that perspective. In fact, with these technology things, sometimes Europe is a bit ahead of the U.S.
Brian, let’s jump over to you. What have you seen changed in the last 12 months or so?
Dr.-Ing. Joachim G. Wünning WS Thermprocess Technic GmbH
Brian Kelly: To your point, certainly we are a global company and we’ve seen projects secured that have come to fruition which are firing on hydrogen. They’ve fired on hydrogen to prove it works and then moved back to natural gas since the H2 supply is not readily available.
What we’ve seen in the U.S. is a slowdown in some of the inquiries and questions about hydrogen. For about eighteen months, we were hot and heavy. We were weekly talking to our customers about what they have to do to get ready. Often, we offer the basics of hydrogen, here is what you can do in the future, let’s talk, if you need to.
What I’ve seen are some larger corporations doing prototype projects and vetting out, and saying things like, “Hey, if I need to take X number of furnaces to hydrogen, where do I start? How does it affect my product?” We’ve been doing some testing with customers on some hydrogen firing to really vet out their material and things of that nature. This is happening in pockets; for example, at one site by a certain date, we’re going to be the first green site for a company, and though it’s years from now, we need to plan on being able to fire 100% hydrogen or 100% natural gas.
Before, it was sometimes more talk of blending and things of that nature. Now, I’ve seen more of a trend to say — if we’ve got it, we’re going to burn it; if not, we’re going back to what we’re used to. Some things like that.
There may be a slowdown in the fervor of the talk about hydrogen, but it is certainly in the background and maybe a little bit more towards how do we be more green until hydrogen gets here?
Joe Wuenning: Maybe the slowdown, I would say, is not a loss of interest, it’s more that the people understand hydrogen is not so complicated. It’s a good fuel, you can burn it. Before, many people had no idea whether they could use it or not. Now, our people in the lab think it’s easier to burn hydrogen than natural gas.
Brian Kelly: That is a good point.
Doug Glenn: Brian, a follow-up question to you: Are you seeing what you described domestically in North America or also internationally? I know Honeywell is obviously everywhere.
Brian Kelly: Yes. And it’s been more domestically, at this point, because of the questions of supply. People aren’t as afraid of it after we talk to them about it, as Joe just said. “This is not something that we haven’t been burning for a hundred years. It’s just a matter of planning. In the future, I want my system to be ready for it, and I want to be able to operate on what I’ve got available before that.”
Doug Glenn: Bob, how about you? What has changed in the last 12 months or so?
"If we’ve got it [hydogen] we’re going to burn it; if not, we’re going back to what we’re used to." Photo Credit: Nel HydrogenBob Sanderson: We’ve seen more inquiries, specifically from a lot of laboratory users who are trying to develop new engines, processes, and combustion products, and looking for all the support and the technology to safely handle transport and bring that hydrogen into the lab under various test conditions. A few users, too, want to understand: If they make the change to hydrogen, what’s going to happen with the rest of their systems? How will it affect the processes? What happens to the humidity of the outside and what happens to other materials that are in the plant? How do they safely manage the materials within their buildings and detect leaks and different items along those lines? There are quite a bit of inquiries going hand in hand with the systems.
We have seen some early hydrogen requests going on which have tapered off a bit. I think it goes hand in hand with users becoming more familiar with the systems and having more of their questions answered. But I think some of it also depends a bit on the market pressures and the demands. The cost of natural gas has gone down dramatically. It’s going down faster than the cost of hydrogen is coming down, right now, but hydrogen is going to keep coming down and keep becoming more and more affordable. Then it will reenter into the marketplace.
Doug Glenn: You bring up a good point which maybe we’ll hit on later: hydrogen supply.
Mark, let’s jump over to you, though. In the last 12 months, what are you seeing?
"We’ve seen more inquiries, specifically from a lot of laboratory users who are trying to develop new engines, processes, and combustion products."
Mark Hannum: I would say that, for me, probably the biggest thing is some of the regulatory and law changes that have happened. The Inflation Reduction Act certainly puts in place a lot of the supports for hydrogen production and hydrogen-based systems for decarbonization. I think the EU also has some regulatory and law changes and additional support between the government and private sector to try to make some of these really huge investments that need to occur to try to bring hydrogen supply online.
I think those are really the biggest things. And I totally agree with the other panelists; I think awareness, focus, and knowledge have all increased a lot about what hydrogen is, what it takes to burn it, and what those systems look like.
New Users of Hydrogen (10:26)
Doug Glenn: Brian, let’s start with you on this next question, and that is: Are you seeing any new applications or industries that seem to be adopting hydrogen? I know we mentioned steel, and I think Bob has mentioned some labs and things of that sort, but are we seeing anything new, as far as the breadth of where hydrogen is going?
Brian Kelly: It’s come from a lot of different places for us. We’ve had food and beverage, some heat treating, and plastics. It has come from a lot of different directions. Some of the inquiries of a few of the projects that we’ve worked on have been waste to energy, sequestering CO2, and capturing the hydrogen. That’s how we’re going to produce it. So, looking at some different industries that may be popping up, a lot of them are doing prototyping and pilot-type things. So, there is a lot of variety.
I can’t say that I’ve run into any new applications, per se, because we deal with a lot of different ones. But certainly, some of the industries do seem to be adopting hydrogen, anywhere from air gas to oxygen and reusing the hydrogen for fuel to further the process. So, it’s been a variety.
"We have seen some early hydrogen requests going on which have tapered off a bit."
Doug Glenn: Joe, how about you? Are you seeing any new applications or any new industries?
Joe Wuenning: Yes, of course. For example, Dunnes gave away coffee beans roasted on hydrogen, so I think if you have high margins, you can apply these things everywhere, where you want to get rid of the fossil fuels.
Of course, our business is in the steel and heat treating industry. I’m not so much in touch with the other industries, but I think it would come from everywhere — everywhere the people are willing to pay for it. Of course, we have never beat natural gas on price, so far. Hydrogen is never going to come free out of the ground. But we all know the reasons why we want to get rid of the fossils.
Doug Glenn: I know the steel industry has been an early adopter, at least some of the steel industry. Are you seeing more applications in heat treat?
Joe Wuenning: In heat treat, we see another tendency and that is the use of ammonia. We try to check out whether we can use ammonia because, like I said before, with hydrogen you need pipeline connections, and it will take quite some time until the pipelines will carry hydrogen to the last little heat treater somewhere in the countryside.
But ammonia is another storage form comparable to propane or butane where you can easily transport the stored hydrogen. However, ammonia is quite a bit more difficult to burn because it involves NOx formations. It’s not so easily flammable; you have to crack it first, there are steps to take. We introduced it into our lab to check if we can use ammonia directly for these more remote sites.
Doug Glenn: Mark, how about you? Any new applications or industries that you’ve been noticing?
Mark Hannnum: Yes. First off, I want to respond a little bit to Joe and the concern about pipelining hydrogen and all that. I totally agree that it’s a big concern, but one of the nice things about hydrogen is if you have a clean source of water and electricity, you might be able to make hydrogen in a remote location. You might not need to pipeline it; you could make the gas on-site and use it on site.
"For example, Dunnes gave away coffee beans roasted on hydrogen..."
So, that’s something that’s really not possible with probably any other fuel that, historically, we’ve had in use. You know, we’ve always had to bring a fuel to a manufacturing facility but now we can bring water and electricity and potentially have a gaseous fuel that we can use.
So, adopt hydrogen? I mean, not really. You know, all the investments are being put in place, like Joe said earlier. In the steel industry in Europe, these major investments are being played out and committed to but we’re years away from being adopted, like for use day in and day out.
Right now, there are a lot of segments that are performing really meaningful tests at industrial scale, because they’re all trying to de-risk the switch from natural gas to hydrogen. Are there any process-side impacts that they need to understand that would impact product quality or product suitability or any of those things? All that stuff is going on now and I think it’s going to take a couple of years for everyone to sort of work through and have a good understanding of whether there’s anything they need to be worried about beyond just the fuel switch itself, if there’s any process.
Doug Glenn: Right. Yes, your point about having water and electricity is a good one but, I guess, the question has to be: Is it economical? I mean, this is the issue of creating on-site hydrogen — it’s the cost. The economic system always comes into play here.
Bob, how about you on the applications and industries?
Bob Sanderson: A lot of the push I’ve seen has come out of the aerospace and the automotive industries, not so much on the products that they make but more on the manufacturing side of it. What they can do to adapt their processes and put things in and understand how that impacts them. They’ve got a tremendously large investment to make lean manufacturing and they need to make sure it is spot-on. There has been a lot of discussion on that and trying to work things into those facilities.
Advancements in Hydrogen (16:20)
"It will take quite some time until the pipelines will carry hydrogen to the last little heat treater somewhere in the countryside."
Doug Glenn: Bob, I wanted to turn around and start with you on this next question and that is: Not industrywide, like we’ve been discussing, but what has your company specifically been doing over the last 12 months that maybe you hadn’t been doing before, if anything?
Bob Sanderson: We’re doing a lot more work now with stainless materials. There is quite a bit of involvement using stainless and other materials that have higher nickel contents and other materials to help work into the grain boundaries.
Working with hydrogen has some unique challenges compared to other fuels. It’s the smallest atomic molecule out there and it just wants to permeate into everything. With a lot of the higher, high-end pressures, there is a lot of chance of steel embrittlement, but if you can get away from those higher ends and try and get down to more usable, friendly working pressures, you don’t stand as much risk on the hydrogen embrittlement and dealing with leaks and permeability. So, just helping people understand that those are some of the changes that need to come into play for a safe, long-term solution in their applications.
Doug Glenn: Mark, how about Fives? What’s been the activity over the last 12 months, specifically at your company?
Mark Hannum: It’s been a super busy time for hydrogen, for us. We have installed some hydrogen firing capability in our lab; it was about a $400,000 investment. So, at this point, we can fire a substantial amount of input for longer durations than we could before. So, that’s really helpful when we’re looking at what the impacts are across our entire burner product range, when we look at a conversion from natural gas to hydrogen.
It also lets us perform some process-based studies where we can really simulate industrial processes and have a longer duration hydrogen firing. So, we’ve been able to support some customers by simulating some of their processes here and actually firing the materials that they would normally fire at their plant to look at hydrogen impact on those materials.
We’ve also gone to a couple of our customer sites and participated in studies with them. One of those earlier this year, right after THERMPROCESS was Hydro Aluminum in Spain; we melted aluminum with hydrogen without any natural gas. That was, I think, the first industrial scale melting of aluminum with hydrogen.
"Working with hydrogen has some unique challenges compared to other fuels. It’s the smallest atomic molecule out there and it just wants to permeate into everything."
Doug Glenn: Interesting. Joe, how about WS? What have you guys been up to the last 12 months?
Joe Wuenning: We have now put into place an electrolyzer for making our own hydrogen, so going that route, and not relying on the bottles coming in or on ammonia supply. We installed a big ammonia tank so that we can run the ammonia tests on site, develop the crackers and account for them. And, of course, we are involved in several research projects together with universities and some sites who do all these things and to try it out.
Doug Glenn: Brian, how about Honeywell? What’s been the latest?
Brian Kelly: The latest this year is an investment for our factory in Lata to have that electrolyzer-type system, so a full-blown, cradle-to-grave type of system to be able to produce the hydrogen. Muncie is investing in that whole substructure with the capability of increasing to tube tankers before the electrolyzer comes so there is significant investment on that end. And from the product end, we’ve just kept testing and looking at the whole product line, not just burners, but all the controls and things to be associated with hydrogen firing.
In addition to the controls behind the system, we must also think about the development of simpler and/or more complicated systems. These updated systems are necessary because of changes in air/fuel rations, and all the concerns that pop up when using different fuels. These systems need to take into account what the process is requiring, namely holding tighter air/fuel ratios and also be less dependent on low temperature air-heating applications, but also be able to use higher temperatures and higher oxygen rates with some excess air. We’ve been working on those types of systems, and looking at that when the customers are in a situation where they can fire on either fuel. How critical it is to hold capacity and air/fuel ratio and things of that nature, and how can we make that as easy as possible for the customer? We want our customers to say, “Hey, we’ve got to have Honeywell because these guys know what they’re doing.”
But, yes, a lot of activity on that basis. And even in product development looking at the future — lower NOx and lower emissions burners that go in conjunction with hydrogen. In the lower and high temperature range, we’ve got to look at a burner that can fire via flex-fuel type burner. Maybe not just hydrogen and natural gas, but something in biofuels or renewable-type fuels.
Doug Glenn: There is a common thread that a couple of you talked about in getting electrolyzers and hydrogen supply and things of that sort, which is a critical issue, right? Realistically, for industrial applications, does anybody care to speculate on how many years it’s going to be until even some of the more major metropolitan areas have reliable hydrogen supply, or is it all going to be on-site generated?
"For industrial applications, does anybody care to speculate on how many years it’s going to be until even some of the more major metropolitan areas have reliable hydrogen supply?"
Mark Hannum: I’ll start if you want. The Inflation Reduction Act (IRA) certainly encourages hydrogen hubs where you’d have a localized geographic area that has a centralized hydrogen production facility and then local pipelining to the industrial users. I think some of those similar ideas are in Europe as far as having a concentrated production facility and then having a local network. So, you locate your production facility in an industrial cluster where you have short pipeline links to feed those.
As Joe mentioned earlier, it’s really challenging when you have a more remote industrial point that now needs a long pipeline run. It's a lot of money to make that pipeline. Certainly, my experience in the U.S. would say figuring out a legal route to run that pipeline is probably going to be a huge challenge. It’s going to cross multiple property boundaries.
That, for me, is the challenge. But I think, certainly the government is putting in money in the U.S. and in Europe to try to facilitate these hubs being formed and have industrial users online. Maybe it’s going to be five years at least for that to be the case.
Brian Kelly: On Mark’s point, certainly some of the activity we’ve seen is around some of those possible hub sites. Some of the sites we’ve seen that are firing significant amounts of hydrogen, or have that capability, may be near a hydroelectric plant or a nuclear plant, and some of those hubs are going to be strategically placed so they can produce. I’d say it will be between 5 to 10 years. And I think it’s going to be regional because of these hubs and because of the companies.
Honeywell is saying we’re going to be carbon neutral by 2035. Some of these larger companies will say they are offering green products, they are going green, and it’s just not going to be in the thermal process area. We would like to think it’s in the thermal processes area. When we start talking about their Scope 1, Scope 2, and Scope 3 emissions, some of their Scope 2 and Scope 3 emissions are a much larger percentage of their carbon footprint than what their thermal processes are.
Carbon neutrality goals apply to big steel, and bigger industries in general. Some of these really high users with higher thermal loads (like cement) are going to be the industries that are looking to switch over first to some kind of carbon neutrality or something to reduce that carbon output. They’re going to be some of the main focuses, not “Bob and Tim’s Heat Treat” in Skokie, IL, and things of that nature.
Those are some of the things we’ll see, but, in the meantime, this isn’t going away. In my almost 30 years, we’ve heard all kinds of stuff — methanol, ethanol, which is sometime going to come back into the fold because of being a renewable-type energy source. This was hot and heavy in discussions, but it was always in the background. The more we continue to legislate and see other things happen around the world, the more we approach that being carbon neutral. [blocktext align="left"]Carbon neutral doesn’t mean you’re producing zero CO2, but you’re offsetting it somehow and seeking to benefit the planet in how you proceed with your business.[/blocktext]
Doug Glenn: Right. Bob or Joe, any speculation on reliable hydrogen supply, even to regional areas?
Bob Sanderson: I think for both, necessities are going to drive a lot of this investment happening. Currently, the major manufacturing of hydrogen is along the Gulf Coast and up through the upper Midwest where there is a bunch of oil industry and steel industry, and hydrogen is highly used in those areas. Because it’s readily available, I think that the large users will be through those vicinities first.
But to get out to the outer coasts to service Los Angeles and the East Coast areas, they need more out there available. They will have to develop newer technologies, and it’s going to come. There are a variety of people working on it. The first need isn’t necessarily going to be for the large users, but it’s going to be to supply the utilities because they’re going to have to find a way to blend hydrogen into the fuel lines right now and help bring those down. They’ve got to get a reliable source on that.
I know that there are people working on fusion technology right now, where they’re able to take a variety of materials, put it in, and break it down to more of the atomic levels. It’s not just hydrogen they’re getting out; it’s the whole range of all of the gases and the materials that come out. So, they’ve got a lot of reactors that are working with that. It just needs scaling and time to rev that up but it’s going to come.
"If you look back to when the auto motor first came around, gasoline was big in use for those vehicles because it was a byproduct of manufacturing kerosene."
It’s not exactly the same, but if you look back to when the auto motor first came around, gasoline was big in use for those vehicles because it was a byproduct of manufacturing kerosene; so, it was cheap, it was affordable, but gas stations weren’t around and the pipelines weren’t around to transport it. That didn’t hinder the automotive industry from coming around, and it will be the same way with this industry. It’s going to come, but it’s probably going to come in a way that we haven’t envisioned here or are talking about, just yet.
Joe Wuenning: I think with the technology there, we can have it. It’s a question of, are we willing to spend the money and accept the changes and whatever to do it. Many people think it’s the right thing, other people think it’s a waste of money. We will have to see how it comes about. Five to ten years might be a realistic horizon for me. I think in Europe, they’re starting in former northern Germany, Rotterdam, so, they will have their first access. How fast this will happen, we will see.
Doug Glenn: I appreciate that. It’s an interesting perspective. I think the supply issue is probably one of the biggest obstacles that we have for adoption, right?
Obstacles to Adoption: Supply, Price, People, and More (29:40)
Let me ask you this: Besides supply, what do you see as the biggest obstacle for companies adopting hydrogen?
Mark Hannum: There are only two real challenges, I think, and that’s supply and price. So, if you’re going to take supply off the table, then price will be the other one. I think that’s been a theme running along here.
One thing I will say about something Bob mentioned in the last question is that yes, there is lots of hydrogen production in the Gulf Coast and up through the central to Midwest, but it’s all SMR (steam methane reforming)-based. For us to really put a dent in CO2, you’ve either got to sequester all the CO2 off those steam methane reformers or you’ve got to move to electrolysis or something. You’ve got to come up with a green process which is established, and just scaling up is the real key, to get to, sort of, this gigawatt scale to where people are trying to get to.
I think I saw a slide a few months ago that the biggest electrolysis plant is only 100 kilowatts or 200 kilowatts or something like that (maybe it’s a megawatt). It’s nothing compared to what the industry needs. So, scale-up is the big challenge: How do you get to gigawatt scale?
Doug Glenn: Bob, how about you? Biggest obstacle besides supply, and maybe I ought to throw price in there?
Bob Sanderson: Yes, you took the easy two off the table.
Doug Glenn: Well, nobody said this was going to be easy, you know.
Bob Sanderson: It’s going to be a little bit of a learning curve on the logistics of the handling, the safety, and the management of it. It’s just a little bit of a new technology that people have to get familiar with in order to understand how to bring things in and manage it.
Just in terms of running the utilities through the building: If you have a little bit of a leak, people are used to looking for that sulfur odor right now — that’s not going to be quite the same. If it’s a leak, the leak is going to be up in the trusses and gone. If there is an odorizer added, it’s not going to be where the gas is.
So, there’s just a little bit of a learning or knowledge to get through there, and a lot of the code committees are working hard on this. As it becomes increasingly predominant, they’ll have to stay ahead of the safety issues. It’s a common phrase that, “Codes are written in blood.” I don’t want to have codes that take that kind of a learning experience with hydrogen; we want to stay ahead of it.
[blocktext align="left"]It’s a common phrase that, “Codes are written in blood.” I don’t want to have codes that take that kind of a learning experience with hydrogen; we want to stay ahead of it.[/blocktext]
Brian Kelly: Besides price and supply, that’s certainly one of the major points because that goes to bottom dollar, the cost of my unit. I agree with what everybody else has said.
A lot of these systems that are in place now in heat treat shops have premix systems, right? Premix and hydrogen don’t play well together because of the flame sweep. This issue is also true with older equipment — some of this stuff isn’t up to date.
What every burner manufacturer has been working on is: What can I do? Does my product work on gas and hydrogen now? What do I need to modify to work on one or the other? What we work towards is — hey, can it operate on both? Sometimes that’s not possible. So, there’s going to be some capital investment on this, too, to upgrade furnaces, to upgrade thermal processes, or whatever it is. This being Heat Treat Today (with an audience of in-house heat treaters), we’re talking higher temperature, but the same goes for any thermal process.
Some of these technologies and a lot of the lower temperature-type methods we use to reduce NOx emissions don’t really work with hydrogen. So, how do we figure out, on the lower end of it, that almost every process — even in a heat treat shop, where some people have solution tanks and make up their heaters or whatever it may be — some of it is going to be planning for that capital investment.
They’re going to have some time until they get that price and the supply. So, it’s like — hey, start planning new systems when you have to upgrade something, let’s plan on this to be viable for hydrogen or something in the future.
It’s hard enough to get some of these shops to keep spare ignitors on the shelf, let alone start talking about the burner upgrade in the next ten years.
Doug Glenn: Right, right, exactly. Joe, how about you? What do you see as a major obstacle?
Joe Wuenning: The major obstacle is that people are unwilling to change, I think. They have done something for the last 50 years. People have a hard time quitting smoking, even if they see that it’s not good for them. So, they’re going to keep running fossil fuels even if they understand or accept that it’s not good for them. I think that will be the hardest thing to change is people’s minds if they have to do something.
Doug Glenn: Good point. A good selection of answers, there, that’s great.
Contributions and Detractions from Geopolitical Pressures (34:50)
"[People] have done something for the last 50 years. People have a hard time quitting smoking, even if they see that it’s not good for them."All right, the next question has to do with geopolitical situations around the world: Is it helping us or hurting us? Is there anything specific you guys can comment on there?Brian Kelly: I think, certainly, the whole sustainability/decarbonization has helped. We’ve seen emissions levels — which were requested to be guaranteed out of our equipment and our systems — have certainly come down. And that’s worldwide, where for certain countries, you kind of got the feeling that they don’t really care. Now, with this advent of being greener and reducing CO2 and even NOx, we’ve certainly seen the NOx levels or the emissions levels requested out of our equipment have come down worldwide in the last three or four years. To me, that’s a good thing. It’s good for business, but it’s also good for the environment.When we start talking CO2, the CO2 we produce here doesn’t just stay in North America, it travels all over the world. If one country is doing all they can to reduce it and the five others aren’t, as a dreamer, it would be nice to have that worldwide coalition to say, “Here’s what we have to do as a planet to accomplish this in the next 50 years.” It’s not going to happen in five. But I think it’s been a positive thing.Doug Glenn: Bob, how about you? Any geopolitical situations around the world that have helped us or hurt us, here?
Bob Sanderson: Coincidental with this, and Joe may have more input on this, there was a change in the fuel market throughout Europe with pipelines changing and fuel embargos. There has been a huge sea change in the demands for alternate fuels to Europe so it’s a lot of shipping from this end to get things over there for alternate fuels as well as how to process those fuels. There’s been quite a bit of work, not necessarily in hydrogen, but in a lot of alternate fuels for vaporizers and different processes to deal with CNG, LNG, and different fuels to make up for shortages. I think that has helped keep people’s minds thinking about different fuels, different sources of energy, and trying to drive efficiency factors.
With that, I would kindly push that over to Joe; he’s probably seen that more firsthand from his side of the ocean.
Joe Wuenning: Yes, I see that also. Besides the environmental issues, of course, the supply situation is different in Europe than here (the U.S.). I think, energy wise, the U.S. is pretty much independent. Of course, with electronic parts or whatever, you have the same situation — you want to become more independent. For you, it’s mainly all industrial products; for us, energy is a vital thing. We also have the picture in front of the Nord Stream 2 explosion. That was the end of a major energy supply to Germany and Europe, and now we can bring it in with ships, but it will be an issue for the future. It will not only be the environmental things, but it will also be pressure where we may be dependent on other people.
Like I said, it’s chips; Intel makes a big factory here, but it’s energy and all kinds of things.
"We can bring [hydrogen] in with ships, but it will be an issue for the future."Doug Glenn: Mark, how about you? Are you seeing anything geopolitically?
Mark Hannum: Yes, for sure. What’s been mentioned already and what I mentioned earlier was that there is a lot of government support that I think has really come in geopolitically and not just in the EU and in the United States, but I know that China is really having a large deployment of green electric production which could eventually lead to green hydrogen production. I know India is really working on some planning and work for what their green and hydrogen strategy is, and Australia; all of these places are really heading, in a really aggressive way, I think, towards trying to find ways that they can all participate in whatever marketplace there’s going to be for hydrogen or other green fuels in the future.
Reasons for the Push: Is It CO2 or Something Else? (39:23)
Doug Glenn: Okay, guys, I want to ask you a question, here, a little bit off the path, basically going back to the very fundamental reason why we’re doing this, and it’s been mentioned multiple times. This question probably won’t be a surprise to you. Whether or not you want to answer it is completely up to you, and that is the assumption that CO2 is a bad thing, and it will be harmful to the world. I think that’s basically why a lot of the moves to alternate fuels and things of that sort.
So, I’m reading the paper Sunday morning, and I get this article that says, “Princeton MIT Scientists Say EPA Climate Regulations Based on a Hoax.” The article is basically about two professors — William Happer, professor emeritus in physics at Princeton University, and Richard Lindzen, professor emeritus of atmospheric science at MIT. I just want to read one little part of this and get your comments, if you’re willing.
The guys say that the assumption about CO2 maybe isn’t as dire. In fact, they are saying it is not dire, at all: “Current concentrations of CO2 are around 400 parts per million. . . . But if you could double the amount of CO2 from 400 to 800, and that will take a long time, the amount that you’d decrease radiation to space is only 1%. Very few people realize how hard it is for the addition of carbon dioxide to make a difference to the radiation to space. That’s what’s called the saturation, and it’s been well known for centuries.”
It's just one example. Joe, you’ve mentioned it before, that there are some people who believe it’s an issue and there are some people who don’t. Any comments about whether we see people moving in one direction or another? I mean, I feel like I am hearing more people drawing a big question mark about whether CO2 is really bad or not.
Joe Wuenning: Let me give an example: 45 years ago, I was skiing down a glacier in the Alps, right down to the bus stop. I did that ten years ago. I had to walk for four or five miles because the glacier was no longer there. People think global warming, and whether it’s related to weather extremes or storms (you can argue whether that has something to do with global warming) . . . . But if a real big, big ice block melts, I think that’s a long-term indication that our world is getting warmer and warmer, and I think there’s no doubt about it. If you look at the ice in Antarctica or Greenland, I think that you will see that we have a problem.
I believe it and I think I understand the physics behind it — why the CO2 emissions into the atmosphere makes it gets warmer — and I think it’s severe. I really think all the changes we have to make now are much less than the changes which would be forced onto us by nature.
Are changes directly made from climate, or also from wars or conflicts or from whatever?
We adopted to changes during the corona virus, and with that we had no change. And it was not so difficult. Now, if we have to choose to do this or that, it might be more difficult. I absolutely think we have to do it.
"45 years ago, I was skiing down a glacier in the Alps, right down to the bus stop. I did that ten years ago. I had to walk for four or five miles because the glacier was no longer there."
Doug Glenn: Yes. Anybody else care to comment on CO2?
Mark Hannum: I’m game. What I would say is — whenever you talk about reducing CO2, you’re also inherently, in a lot of ways, looking at thermal efficiency. Switching fuels is fine, but if you can work on an energy saving project before you switch fuel, then you’ll fire less fuel. And with conservation, there is never a time when you’re like, I’d like to be more wasteful with the things that I do.
Every conservation project will pay off. A switch to hydrogen won’t necessarily pay off economically, but if you do some energy saving projects before you switch to hydrogen, all those projects will have a positive payback. If that’s the least that we get out of it, that’s great.
Doug Glenn: Yes, that’s a plus!
Mark Hannum: If you make a full-sale switch to other fuels that are non-CO2 generating, at some point there won’t be fossil fuel left on the earth anymore. I think we’re a long way away from that, but at some point, you have to make a change, so let’s start now; let’s get going, let’s figure it out, and try to make sensible choices.
Doug Glenn: Fair enough.
Brian Kelly: All I know is, since moving down to Houston, it’s freaking hot down here! I think it’s not going to hit 100 today, which we were on our 25th straight day of over 100, and it’s usually hot and humid. There is no doubt in my mind (and I’m 56 years old), it’s hotter than it used to be, all over the world. Something is causing that. It’s certainly not just CO2; it’s other greenhouse gases that are causing some of this — your hydrofluorocarbons and things of that nature, and even NOx. CO2 just happens to be the biggest volumetric.
Doug Glenn: Fair. Water vapor is a big contributor too. I think, significantly more contributing that CO2.
Brian Kelly: To me, like what Mark said, it can’t hurt the earth or any of us to look at alternate sources that are more friendly to the environment.
Doug Glenn: Agree. Bob, do you care to chime in?
Bob Sanderson: I was going to say that there is certainly more than just CO2 that comes out of the processes when we’re burning any of the fossil fuels. Although we’re constantly making improvements in emissions, those other emissions will continue to climb into the atmosphere. Say you do want to double the CO2 levels from 400 to 800, there may be a minor change in radiation, but what are the other impacts that are not being reviewed in that, such as acid rain and other problems and offsets like the acidic gases that you can have with them? There is a whole host of other sources.
With any conversation, there are always a couple sides open for the debate. I don’t want to drive into that too much but there are certainly a lot of opinions on the sources of global warming.
Doug Glenn: Which I appreciate — the fact that you’re willing to give opinions on that; I think that it’s important for everyone to listen to each side and draw some conclusions. Obviously, you guys are well informed on these things, so it’s good to get your opinions on those.
Effect on Heat Treaters (47:15)
Okay, last thing: Is there any question that you would like me to ask that I have not yet asked? Something very basic that you think in-house heat treaters — manufacturers with in-house heat treat — would want to know about hydrogen, or did we cover everything?
Brian Kelly: I think, to them, it’s going to come down to, how does this affect me and how does it affect my business? Right now, it’s not going to.
I’ve had several conversations at MTI, and I’m like, “What are you guys hearing about hydrogen?” Some people are like, “What? Not a thing.” Some of them, in different areas of the U.S., are heating things with electricity because it’s more financially viable (and in greater supply) for them versus natural gas, and vice versa, all over the place. I think, as we go on, it’s not going to be just hydrogen, it’s going to be all these technologies that can reduce your carbon footprint.
"It can’t hurt the earth or any of us to look at alternate sources that are more friendly to the environment."
We’ve all got them in our product lines: there are firing techniques and different fuels — do they look at the electrification? Because sometimes you hear, I’m just the plug, I’m zero carbon, and I’m like — at that power plant, you might be higher carbon, dude.[blocktext align="left"]Really, our message to a lot of the people we talk to is: Just be informed so when you hear about it, you don’t panic.[/blocktext]
It’s all those conversations to get in line. As we keep progressing down the sustainability road, all those things are going to grow and you’re going to have resources for them. Really, our message to a lot of the people we talk to is: Just be informed so when you hear about it, you don’t panic.
Doug Glenn: Yes, exactly.
All right, gentlemen. Joe, thank you. Mark, thank you. Bob, thanks. Brian, thanks. I appreciate you guys being with us. It’s been very informative.
About the experts:
Mark Hannum, manager of Innovation and Combustion Laboratory at Fives North American Combustion, Inc., is a combustion engineer with a broad range of application experience, particularly with ultra low emissions technologies. His largest focus has been on lean premix and lean premix with fuel staging. Flameless combustion is also an area of interest. He has a lot of experiencing achieving ultra-low emissions targets while providing improved thermal efficiency and system performance.
Brian Kelly is the manager of Applications Engineering for Honeywell Smart Energy and Thermal Solutions (SETS) and current president of the Industrial Heating Equipment Association (IHEA). He has almost 30 years of experience in the field of combustion with a focus on combustion system design across a variety of high and low temperature applications. This is his second time speaking on the future of hydrogen combustion.
Robert (Bob) Sanderson is the director of Business Development at Rockford Combustion. Throughout Bob’s 32+ experience in the combustion field, he has worked in automotive, abatement-oxidation, aerospace, agriculture, food and beverage, HVAC, heat treating, power generation, and more. Bob brings systems integration and the application experience of how systems interact in various environments to his current role at Rockford Combustion. Bob is a member of the NFPA-86 technical committee.
Joachim (Joe) Wuenning is the president, owner, and CEO of WS Warmeprozesstechnik GmbH in Germany and also WS Thermal Process Technology Inc. in the Elyria, OH. Joe’s company has been on the cutting edge when it comes to hydrogen combustion. Joe spoke at THERMPROCESS in Dusseldorf, Germany, givng the keynote address regarding the advent and development of hydrogen combustion. Joe is a member of IHEA.
Contact Joe at j.g.wuenning@flox.com and flox.com/en
The primary advantage of pre-mix burners is the reduction of comparative emissions. But converting a nozzle mix to a pre-mix burner involves more than a burner exchange. There are many factors to consider when designing any combustion system. This article is a brief outline of the functioning technology for two common low-temperature (below 1200°F) combustion systems.
This Technical Tuesday article was composed by Robert Sanderson (PE), Director of Business Development, Rockford Combustion for Heat TreatToday'sAugust 2023 Automotive Heat Treating print edition.
What Is Low Temperature?
Contact us with your Reader Feedback!Robert Sanderson P.E.
Director of Business Development
Rockford Combustion Solutions
(Source: Rockford Combustion Solutions)
“Low temperature” is a nebulous term. What may be considered high temperature to one user may be regarded as low temperature by another. For this review, low temperature is any heating process where the firing chamber conditions are below auto-ignition temperature of the fuel — which, for many hydrocarbons and other combustible fuels, is about 1200°F — and sufficiently low that the chamber construction could be a metal-lined interior with external insulation.
Low-temperature applications vary, but they are commonly used to heat larger volumes of process air directly. As such, the burner’s air consumption is not a factor in the overall process efficiency.
Technology In Focus: Nozzle Mix vs. Pre-Mix Burners
Nozzle mix burners come in a great variety of designs. Some are simple gas spuds, others are linear arrays of fuel jets. A step up from these basic designs are machined fuel nozzles made to blend air and fuel. Some nozzle mix burners rely upon process fans to supply combustion air while others incorporate combustion blowers.
Regardless of the specific burner configuration, low-temperature burners are often capable of large temperature lifts, high heat-flux inputs, and wide operating ranges.
The control systems for nozzle mix burners are traditional fuel and air designs that many users will be familiar with. These burners are typically capable of operating on various fuels with relatively low utility pressures.
Pre-mix burners are also available in both point and line heat release designs. Pre-mix burners commonly feature low emissions, often the driving factor for their selection. To manage emissions, the general operating characteristics of pre-mix burners often include soft heat-flux inputs, narrow operating ranges, advanced fuel/air control systems, singular fuel designs, and elevated utility pressures.
These features vary somewhat with each design, but all are aspects commonly used as emissions control mechanisms. The control of pre-mix systems is more complex, and it is common for end-users to have training to understand better the proper operation and maintenance required to uphold their safe performance.
A notable difference between nozzle and pre-mix burners is the fuel/air blending design.
Many nozzle mix designs combine the fuel and air within a fuel nozzle directly at the point of combustion. The mixing of these streams may be staged or partially blended, depending on the nozzle design. Pre-mix burners, in contrast, typically have aggressive blending zones to thoroughly aerate the fuel, producing a homogenous, combustible mixture. This mixture is then distributed to the burner’s combustion zone. For safety, integrated with pre-mix burners will be a flashback arrestor or a similar fuel safety design feature.
Behind each nozzle and pre-mix burner system are fuel and air control systems. Because the two burner categories differ, each fuel control system style is unique and designed for that burner’s operating parameters.
The System at Large
An appropriately designed combustion system will consider the process conditions, user needs, and burner parameters in the design of the fuel and air control systems. If any aspect is lacking, the result can be an underperforming combustion system.
About the author:
Robert (Bob) Sanderson has years of experience knowledge and is experienced in a variety of industries. Throughout Bob’s 32+ years of experience experience in the combustion field, he has worked in automotive, abatement-oxidation, aerospace, agriculture, food and beverage, HVAC, heat treating, glass, asphalt, pyrolysis, reducing furnaces, dryers, immersion heaters, and power generation. Bob has been employed by companies such as Eclipse, Honeywell, and Haden, Inc. Bob brings systems integration and the application experience of how systems interact in various environments to his current role at Rockford Combustion. Bob is a member of the NFPA-86 technical committee.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com