Discover expert tips, tricks, and resources for sustainable heat treating methods Heat Treat Today’s recent series. Part 3, today’s tips, covers some combustion content. We’ve added further resources towards the end of today’s post to further enrich your combustion knowledge.
This Technical Tuesday article is compiled from tips in Heat Treat Today’sMay Focus on Sustainable Heat Treat Technologies print edition. If you have any tips of your own about combustion, our editors would be interested in sharing them online at www.heattreattoday.com. Email Bethany Leone at bethany@heattreattoday.com with your own ideas!
1. Combustion Efficiency: Do You THINK or Do You KNOW?
Minimize emission with data Source: PSNERGY
Contact us with your Reader Feedback!
Installing retrofittable monitoring equipment provides real time and historical combustion data.
Combustion is a chemical reaction. With the right mix of fuel and air, emissions are minimized while heat output is maximized.
The question is: “Do you think it is right or do you know it is right?” With today’s technology, knowing combustion is running efficiently by maintaining proper ratios at each burner is not only possible, it is necessary.
Minimize emissions, improve quality, and maximize heat output per BTU with data!
Source: Taylor Smith, Specialist of Technical Sales and Marketing, PSNERGY
#combustion #emissions #energy #efficiency
2. NOx and High Efficiency Burners
Nitrogen oxides, or NOx emissions, are generated in high temperature combustion systems. Nitrogen and oxygen are present in combustion air and react in the high-temperature region of the flame to produce various oxides of nitrogen. NOx is a generic term combining NO (nitric oxide) and NO2 (nitrogen dioxide).
Modern high-efficiency burners with a high pre-heat of combustion air through known means of recuperative or regenerative systems increase the temperature of the oxygen and nitrogen within the combustion air and the potential for high NOx levels. Therefore, NOx reduction methods become even more important with high pre-heat burners.
Typical reduction methods of NOx in high efficiency burner systems include:
Recirculation of combustion products or flue gases is very effective to reduce temperature peaks and therefore reduce nitric oxide formation.
Lowering the temperature of the flame by air staging at the point of combustion.
Flameless oxidation (Flox) reduces NOx using the previously mentioned principles by lowering the peak flame temperature. Flameless oxidation works by injecting gas and preheated air directly into the system, and above the autoignition temperature.
Oxygen combustion can theoretically reduce NOx formation by taking away nitrogen in the combustion process. In this case, pure oxygen is introduced instead of combustion air, but this application is typically limited by process and costs associated in producing pure oxygen.
3. Burner Tuning & Calibration — It’s Not Your BBQ Grill!
Burner tuning and calibration Source: WS Thermal
Burner adjustment to nominal gas and air ratios is a typical component of your combustion equipment maintenance. However, this process cannot be minimized in importance as any adjustment can affect operation, efficiency, exhaust emissions, and equipment life. Factors to consider and address during any burner adjustment include:
Burner adjustment should always be done (when possible) at normal furnace operating temperature under typical production to maintain best conditions for final calibration
Provide clean combustion air: maintain blower filter and consider source of any plant air
An increase of gas may not increase power to system due to heat transfer or throughput issues
A decrease in combustion air will not create a hotter flame or add power to the system as this may only create a gas-rich operation resulting in reduced power and CO in exhaust
Verify gas and combustion supply pressures and consider creating a monthly log of incoming pressures
While a visual inspection of flame can help to verify operation or proper combustion, burner gas/air adjustment cannot accurately be performed by simply looking at color or size of flame
A working understanding of the burner system is important to determine and verify values to gas/air and excess O2 to specific application
In previous months, this series has explored the geometry of a tube, why radiant tubes matter, what happens inside the tube, and radiant tube control systems. For the first three installments, check out Heat Treat Today’s digital editions in November 2022, December 2022, and February 2023. For the month of May, we will continue our discussion of different modes of control for radiant tube burners.
This column is a Combustion Corner feature written by John Clarke, technical director at Helios Electric Corporation, and appeared in Heat Treat Today’s May 2023 Sustainable Heat Treat Technologiesprint edition.
If you have suggestions for radiant tube topics you’d like John to explore for future Technical Tuesdays, please email Bethany@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
High/low and on/off controls require different control strategies from a proportional mode of control. In all cases, we assume the temperature control will be provided by a proportional-integral-derivative loop (PID loop). The function can be provided by a stand-alone instrument or a PID function in a programmable or process controller. The PID algorithm looks not only at the temperature of the process as indicated by the control element (thermocouple or RTD) and compares it to the setpoint — but it also considers the offset and rate of change as well. When properly tuned, a PID control loop can provide control accurate enough to match the process (actual) temperature to the setpoint within a degree or two.
For the lay person, another way of describing a PID loop is to consider how a driver regulates the speed of his automobile. Assume you are driving and want to catch up with and follow the car ahead of you — to do so, you need to match that car’s speed and maintain a safe distance. What you don’t do is floor the automobile until you get to the desired following distance and then hit the brakes. What you do is first accelerate to a speed faster than the target car to close the gap, then you instinctively take your foot off the accelerator when you get close, slowing gradually until your speed and position are as you desire. In this example, you have considered your speed, how close you are to the car you are attempting to follow, and the rate at which you are closing the gap. A PID loop is nothing more than a mathematical model of these actions.
The PID control loop provides an output — the format can vary, but it is in essence a percent output. It is a percent of the maximum firing rate the system needs to provide to achieve and maintain the desired furnace temperature. This percent output can be translated directly into a proportional output for proportional control — where the firing rate is proportional to the loop’s output.
On/off or high/low controls require a different approach where a time proportioning output is provided in which the burner fires on and off on a fixed time cycle. In this mode of control, the PID loop’s output is multiplied by the cycle time to determine the on or high fire period and the on or high fire time is subtracted from the cycle time to determine the off or low fire period. Cycle times can run from as little as 30 seconds to as much as a few minutes. Obviously, the shorter the cycle time, the more responsive the control, but also the more wear on the control components. The cycle time should be as long as possible but still meet the needs of the process control.
Don’t confuse these pulses with other control methods that are marketed as pulse firing. When people speak of pulse firing, they often mean a pattern with alternate burners firing to provide greater temperature uniformity and heat transfer. This is a very interesting subject and the topic for another day.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Over the last several months, the Combustion Corner series has challenged readers to spend some time researching opportunities to improve their use of radiant tubes — their performance, efficiency, and uniformity. So far, the series has explored the geometry of a tube, why radiant tubes matter, and what happens inside the tube. When it comes to radiant tube systems controls, what are your options? Read on to learn about the three modes of control.
This column is a Combustion Corner feature written by John Clarke, technical director at Helios Electric Corporation, and appeared in Heat Treat Today’s February 2023 Air & Atmosphere Furnace Systemsprint edition.
If you have suggestions for savings opportunities you’d like John to explore for future columns, please email Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
This month we will discuss the various modes of control that can be applied to radiant tube systems. We will consider three typical modes of control: on/off, high/low, and proportional control.
When a radiant tube is operated in an on/off mode, the burner is fired full on or completely off. Using this mode of control, the burner must be relit at the start of each cycle. The advantage of this mode of control is that the on firing rate can be optimized to provide optimum heat transfer, and when the burner cycle is off, the tube will idle. If the pulses are rapid enough, there is very little cyclical variation in temperature. The heat capacity (stored heat) of the radiant tube provides a flywheel effect to smooth out the temperature swings between on and off periods. The drawback of this mode of control is that the ignition system, most commonly a spark plug, is energized frequently, loading the transformer and wearing material off the spark plug and the valves that control the air and fuel are cycled frequently. If the cycle time is one minute — the burner must relight, and the valves must cycle over 500,000 times a year. Care must be taken to ensure the components used in this system are rated to survive this demand.
Another mode of control is high/low firing. With this mode of control, the burner cycles between the high firing rate and low firing rate, but instead of shutting down completely, the burners are returned to a low firing condition. In this mode of control, care must be taken to ensure the low firing rate does not overheat the firing leg of the radiant tube. Other than that, this mode of control is very similar to on/off control.
The last mode of control is fully proportional. In this mode of control, the burner fires between 0 and 100 percent of the maximum output depending on the burner demand. The air can be adjusted using a proportional valve or by varying the combustion air blower speed using a variable frequency drive, or in some cases, both. The fuel gas is regulated by a proportional valve or a regulator that matches the output pressure to an impulse or control pressure. Using this mode, the burner fires more or less on ratio (with a consistent level of excess air), or some systems will increase the excess air at low fire to ensure clean combustion and to reduce the available heat at low fire. When a burner has higher levels of excess air, more energy is used to heat the air not used to burn the gas; therefore, less energy is available to heat the furnace chamber. This provides greater turndown (the difference between high and low firing).
Which method is best for a given furnace? That is impossible to say without considering the burner type and geometry of the radiant tube used in the furnace. All three methods can provide good uniformity and efficiency, provided it is appropriate for the equipment in question. In fact, there are applications that blend proportional with high/low firing to meet very specific needs. These systems simply alter the maximum — or high — firing rate to better meet the systems’ requirements.
Again, the control approach is a function of the burner, the radiant tube, and the application. There is really no one-size-its-all; each application must be approached with an open mind. The next column will address the role of heat recovery to efficiency in greater detail.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Since February 2021, Heat Treat Today has had the privilege of publishing the Combustion Corner. In each of these columns, John Clarke, technical director at Helios ElectricCorporation, shares his expertise on all things combustion. In this Technical Tuesday, we're taking a moment to review more of the key points from John's columns. As always, we hope this review helps you to be more well informed, and to make better decisions and be happier. Enjoy these five summaries of the second half of the Combustion Corner columns. To view each installment, click the blue heading below.
Process consistency and energy savings are inextricably linked. To lower operating costs and increase process consistency, John Clarke suggests asking three questions: What temperature is my furnace or oven, really? Do I have excessive safety factors built into my process to compensate for not knowing the temperature at the core of the part being heat treated? How much fuel can I save with a shorter cycle?
Reducing natural gas consumption is not the only way heat treaters can save money. Verifying internal furnace pressure, rebuilding door jams, and taking the time to consider if excess air is reducing combustion efficiency are all as good as cashing a check. Maintaining a consistently uniform furnace temperature saves more money than the energy conserved from using less fuel.
"To not invest money on worthwhile projects makes as much sense as not depositing your paycheck."
The biggest question mark in a heat treater’s mind is often, “What will natural gas prices be in the future?” Since we cannot know the answer to that question, what are some things heat treaters can do to prepare for unpredictable natural gas prices? Burner recuperation, using the waste heating exiting the furnace to preheat combustion air, is a tried-and-true method for reducing consumption. Before trying burner recuperation, the following questions need to be asked: How much will it cost? How much can be saved? Can the existing furnace accept the higher flame temperatures?
In this installment of the Combustion Corner, John Clarke takes some time to reassure the heat treating industry of two key facts about the United States' natural gas market:
40% of the electricity in the U.S. is generated using natural gas.
U.S production of natural gas was at al all-time high in 2021 and is rising. The U.S. is the largest producer of natural gas in the world.
With these two facts in mind, John postulates that the U.S. can be sure of a reliable supply of natural gas in the future, but, given the price differential between European and U.S. markets, American heat treaters are likely to see an increase in price per mmBTU.
Saving money is the same as making money. Adjusting the oxygen levels of flue products measured with a handheld combustion analyzer to operate at an optimal percentage may yield more savings than you think. Reducing a non-recuperated burner from 6% oxygen to 3% oxygen garners $17,792 extra a year for the heat treater. A quick solution with a hefty payback rate.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Since February 2021, Heat Treat Today has had the privilege of publishing the Combustion Corner. In each of these columns, John Clarke, technical director at Helios ElectricCorporation, shares his expertise on all things combustion. In this Technical Tuesday, we're taking a moment to review some of the key points from John's columns. As always, we hope this review helps you to be more well informed, and to make better decisions and be happier. Enjoy these seven summaries of the first half of the Combustion Corner columns. To view each installment, click the blue heading below.
In his inaugural column with us, John Clarke sets up the Combustion Corner column series with a look at the basics of natural gas. What do heat treaters need to know about natural gas supply and demand, availability, pricing, and consumption. Plus, the risks heat treaters should consider when making decisions about maintenance and equipment acquisition.
Excess air is the percent of total air supplied that is more than what is required for stoichiometric or perfect combustion. In heat treating systems, excess air plays many roles, both positive and negative. The perfect mixture of oxygen and gas can be elusive. When it comes to saving money and improving safety, carefully monitoring excess air in fuel-fired systems pays dividends.
Maintain regular inspection and maintenance schedules
Combustion safety is the number one priority for all heat treaters. But, what factors should be considered when all safety considerations are in place? After all, many fire protection standards are designed to protect life and property (as they should be), but not the bottom line. The next priorities for heat treaters are: reduce burner failure and therefore reduce downtime, consider component failure rates when designing or purchasing a system, and maintain regular inspection and maintenance schedules.
Downtime is costly. In order to prevent downtime, heat treaters need to “plan the fix” before the fix is necessary.
Planning the fix entails more than an annual inspection. One way to address shut-down-causing errors before they happen is to carefully examine gas pressure switches; switch contact ratings, location, pressure ratings, and protection of the switch from “bad actors” in the fuel gas are all things to consider.
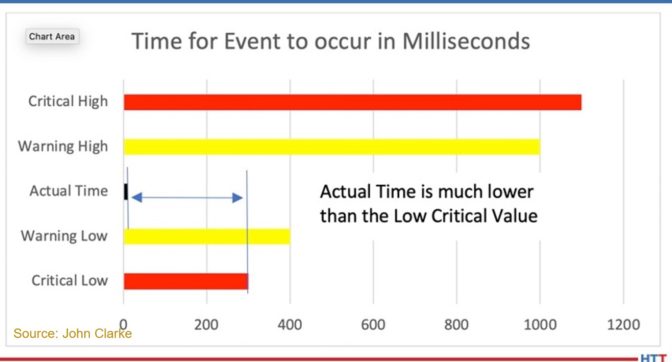
Pressure switches are either on or off. How can heat treaters use pressure switches to detect a possible failure before it occurs? The simple answer: the methods to analyzing time before shutdown is the heat treater’s crystal ball. Creating predetermined warning bands (time limits, which the pressure switch should not exceed or fall below) and monitoring switch response times within these predetermined times by PLC can give a glimpse into future shutdowns.
The NFPA allows for two arrangements of safety shutoff valves: the simple double block and the double block and vent. Both of these arrangements are appropriate as the last line of defense against a safety issue. How can heat treaters bring safety shutoff valves into compliance with NFPA 86? In this installment of the Combustion Corner, John Clarke clarifies how to comply with this common standard and lists some important considerations for choosing between a simple double block and a double block and vent arrangement.
In this column and the following columns in the series, John revisited the topic of natural gas. Reducing natural gas consumption is the best way to reduce cost. How can heat treaters do this? John suggests that we "optimize our processes, reduce unnecessary air, and contain heat within the furnace and/or capture the energy that leaves our system to preheat work or combustion air."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Is there a way to combine pulse firing and fuel-only modulation without retaining the downsides of either method? Parallel positioning of burner controls may just be the win-win solution heat treaters are looking for.
This Technical Tuesday, written by Scott Fogle, national account executive at Siemens Combustion Controls, first appeared in Heat Treat Today's August 2022 Automotiveprint edition.
Scott Fogle National Account Executive Siemens Combustion Controls
Two common burner control methods for uniform furnace temperature needing Nadcap and AMS2750F requirements are pulse firing and fuel-only modulation. High convective heat transfer of the gases in the furnace results in good uniformity. Pulse firing keeps burners at high fire using on/off cycle times, and fuel-only modulation uses a constant high velocity of the combustion air. Both methods have a downside. When the cycle times of pulse firing are short for low temperature setpoints, the stirring effect is reduced, resulting in temperature uniformity challenges. Fuel-only modulation uses large amounts of excess air which is inefficient especially at high furnace temperatures.
Contact us with your Reader Feedback!
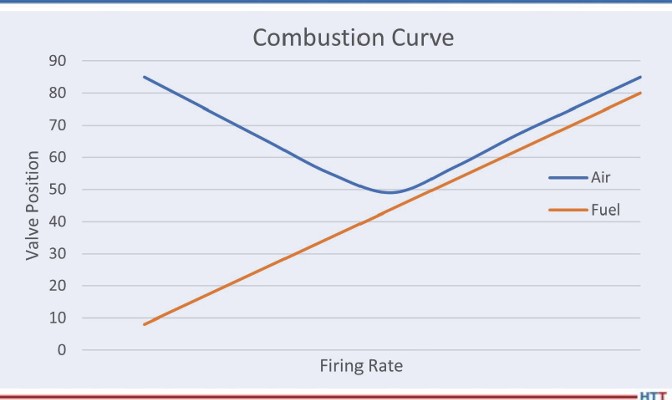
Parallel positioning offers a hybrid solution between pulse firing and fuel-only modulation. Parallel positioning independently controls the air and fuel on each burner. This control modifies the air-to-fuel ratio based on firing rate. At high firing rates of approximately 50% and above, the burner can be set to a stoichiometric ratio for the highest efficiency. When the firing rate falls below 50%, stoichiometric operation loses the high velocity stirring effect needed to obtain good uniformity. To maintain the stirring effect, excess air is added as the firing rate decreases. The air curve on a firing rate verses valve position chart looks like the letter “V.” Firing efficiently at high firing rates and adding excess air at low firing rates combines the best of pulse firing and fuel-only modulation in one solution.
Combustion curve
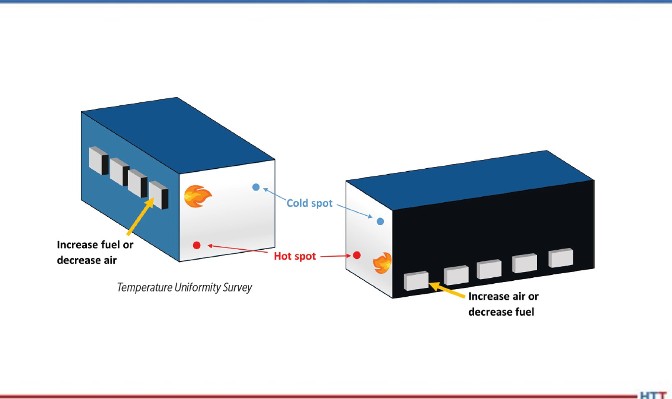
When conducting a temperature uniformity survey, parallel positioning offers flexibility to make minor adjustments to both the air and fuel of a burner. To correct cold spots and hot spots during a survey, there are four options available to tune the burner closest to the cold/hot spot at a particular firing rate: 1) increase air 2) decrease air 3) increase fuel and 4) decrease fuel. These adjustments of air and gas flow converge the temperature readings together for uniformity at multiple temperature setpoints.
Parallel positioning offers a couple other advantages as well. Many of these systems allow for an independent ignition position for each actuator: air and gas. A burner technician can set ignition for each burner at an elevated level and perhaps a rich mixture to increase the likelihood of reliable ignition in all cases, without compromising on turndown. If a specific firing rate and/or ratio does not suit a burner well, maybe the burner resonates or the flame signal weakens, the air fuel mixture can be adjusted independently at that point to minimize the undesirable characteristic.
Parallel positioning air fuel ratio control has been around for decades under the hoods of our cars, and for nearly that long in several large burner applications too. As these systems have become more reliable and less expensive, the benefits can be enjoyed by many other combustion applications. We’ve seen several furnaces take advantage of these benefits for improved operation in recent years.
About the Author: Scott Fogle is a national account executive with Siemens Combustion Controls based out of the Chicagoland area. He previously served as a combustion engineer for a globally recognized burner manufacturer. Scott holds 10 years of experience in the field of combustion and serves as an alternate on the NFPA 86 committee. Contact Scott at sfogle@scccombustion.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
N2: It’s so harmless, it makes up the majority of the air we breathe. But, once bonded with oxygen, the resulting compound can be dangerous to the environment and public health; as heat treaters know, keeping nitrogen oxide production levels low is a key part of complying with government requirements. When it comes to reducing nitrogen oxide levels, what options do heat treaters have?
This Technical Tuesday article written by Robert Sanderson, director of Business Development at Rockford Combustion, first appeared in Heat Treat Today's August 2022 Automotiveprint edition.
Robert Sanderson Director of Business Development Rockford Combustion
Nitrogen oxides (NOx) are a collection of highly reactive chemical compounds formed during combustion processes, partly from nitrogen compounds in the fuel, but mostly by direct combination of atmospheric oxygen and nitrogen in flames. One chemical reactant of NOx is nitrogen gas (N2). Formed by two nitrogen atoms, N2 lacks smell, color, and taste. N2 is also non-flammable and inactive at room temperature. In fact, N2 makes up 78% of our atmosphere, underscoring how little danger the compound, by itself, represents in the environment.
Contact us with your Reader Feedback!
However, when N2 reacts with oxygen (O), an assortment of nitrogen oxides such as nitric oxide (NO) and nitrogen dioxide (NO2) can be formed. All forms of the nitrogen oxides taken together are referred to as NOx, with the measurements reported as equivalent to NO2. NOx formation can happen naturally such as during a lightning strike, biogenetically in agricultural fertilizer, or from fossil fuel powered cars (mobile) and industrial combustion systems (stationary). Combustion processes that form NOx by-products predominately create them as both NO and NO2.
In this article we will look at NOx formed from combustion processes, why NOx is dangerous both to the environment and public health, and what options operators of industrial combustion systems have to reduce NOx emissions in equipment fi red by natural gas, oil, or coal. We will also show how reducing NOx in certain combustion systems can increase energy efficiency to bolster return on investment.
NOx
As a pollutant, NOx represents a serious threat to human health and the environment. When NOx is mixed with organic compounds under UV light it will create reddish-brown smog (ozone). Smog that envelops cities during the summer often degrades air quality and can irritate lung tissue. Additionally, NOx has been linked to acid rain and high levels of NOx have been shown to damage ecosystems by making vegetation more susceptible to disease and frost damage.
During the 1990s, the use of natural gas in industrial combustion processes displaced coal and oil. This has led to a significant reduction in NOx emissions. At the same time, local and federal requirements grew increasingly stringent, including the Clean Air Act Amendments of 1990 that required major stationary sources of NOx to install and operate reasonably available control technology (RACT). Current regulations in some parts of the country are focused on NOx levels of 9 ppm (parts per million) or lower. Manufacturers have responded to these challenges by introducing ever-lower NOx capable burners and NOx control schemes.
What Are the Types of NOx
As mentioned, whenever fossil fuel is burned, NOx can be formed. For that reason, motor vehicles by their sheer numbers are major contributors to NOx pollution. However, for the purpose of this article, we are narrowing the focus exclusively on NOx emitted by fuel-fired industrial combustion systems, such as boilers, furnaces, heaters, ovens, kilns, and dryers. NOx formed in high-temperature industrial systems can be broken down into three types: Fuel NOx, Thermal NOx, and Prompt NOx.
Fuel NOx
Although natural gas is typically free of fuel-bound nitrogen, nitrogen is often found in liquid and solid fuels. When nitrogen that is chemically bonded into fuel molecules is combusted, it directly converts to Fuel NOx. In fact, untreated fuel oil can contain as much as 1,000 ppm of fuel-bound nitrogen resulting in over 40 ppm NOx in exhaust. Ammonia (NH3) combustion is particularly difficult as it is essentially all fuel-bonded nitrogen, and fully converts to Fuel NOx. Hydrogen (H2) fuel combustion has no fuel-bound nitrogen and produces no Fuel NOx.
Thermal NOx
Sometimes called Zeldovich NOx, after the Russian physicist, Thermal NOx forms when airborne nitrogen and oxygen merge in high temperature zones. Thermal NOx constitutes most of the NOx formed during the combustion of gases and light oils. The formation of Thermal NOx is highly temperature dependent — basically the hotter the combustion the more Thermal NOx is formed. Thermal NOx generally begins to occur at about 1600°F, with formation rates escalating as the temperatures increase above this. But the formation of Thermal NOx is also dependent on pressure and residence time. Decreasing any of these three factors reduces Thermal NOx levels. Here, it is important to note that while natural gas is a cleaner burning hydrocarbon, all flames (including those of pure hydrogen) release heat. And any high temperature heat release has the potential to produce Thermal NOx. Many common Thermal NOx treatments utilize various methods to minimize temperatures in the hottest areas of the flame.
Prompt NOx
In 1971, Charles Fenimore proposed the concept of Prompt NOx. Prompt NOx occurs when N2 fuses with partially combusted fuel products early in a combustion process. Basically, Prompt NOx is the “leftover” NOx when both Thermal and Fuel NOx are accounted for. Although Prompt NOx represents a miniscule fraction of overall NOx in a combustion system, that fraction becomes in ever-greater proportion as other NOx control mechanisms are introduced. Prompt NOx is not thermally dependent which makes it difficult to design for. As such, it is often perceived as a source that cannot be easily controlled, hence suppression eff orts focus on reducing Thermal and Fuel NOx.
Why Is NOx Controlled?
Nitrogen oxides emitted into our atmosphere lead to increased air pollutants that irritate airways in the human respiratory system, among other health problems. Of course, air pollution impacts everyone but some of us are more susceptible: young children and seniors, those with asthma, and people working outdoors, for example. Even brief exposures to NOx can aggravate respiratory diseases, particularly asthma, emphysema, or bronchitis, leading to coughing, wheezing, difficulty breathing, and hospital admissions. Long-term exposure to elevated concentrations of NOx may contribute to the development of asthma and potentially increase susceptibility to respiratory infections.1 A 2012 United Kingdom study concluded that air pollution related deaths were more than double those of traffic accidents.2 A related study in the United States came to similar conclusions.3
The key problem is ozone. When exposed to UV rays in sunlight, NOx molecules interact with volatile organic compounds (VOC) to form ground-level or “tropospheric” ozone (O3), also known as smog. Smog can damage lung tissue, and it is especially dangerous to people with respiratory illnesses that may experience more intense attacks. Ozone is also hard on plants and animals, damaging ecosystems and leading to reduced crop and forest yields. In the United States, ozone accounts for an estimated $9 billion in reduced corn and soybean production annually.4 It also kills many seedlings and damages foliage, making trees more susceptible to diseases, pests, and harsh weather. Finally, ozone acts as a powerful greenhouse gas, albeit much shorter lived than carbon dioxide.
In the presence of water droplets, nitrogen oxides form nitric acid, contributing to the problem of acid rain. Additionally, NOx deposition in the oceans provides phytoplankton with nutrients, worsening the issue of red tides and other harmful algal blooms. A closely related molecule can be created, nitrous oxide (N2O), another greenhouse gas that plays a role in climate change.
Abating NOx Emissions
In response to stringent environmental regulations, the combustion industry has made important strides in reducing combustion associated NOx, while simultaneously furthering energy efficiency. These steps include a host of new and emerging technologies and practical, proven operational tactics, like the following:
Fuel Switching
One simple method to reduce Fuel NOx emissions is to switch from a high nitrogen-bound content fuel to a fuel with reduced nitrogen content such as another distillate oil, or natural or hydrogen gas — which are essentially nitrogen free fuels. Changing fuels may necessitate changes to burners, fuel trains, and burner management systems as the alternate fuel will likely have different combustion characteristics and chemical properties.
Natural Gas Reburning (NGR)
NGR has proven to yield NOx reduction up to 75% from standard burners. NGR involves building a “gas-reburning zone” on top of the primary combustion zone where natural gas is injected. A fuel-rich region is created where NOx reacts to hydrocarbon radicals and molecular nitrogen is formed. This technique can be built into some burner designs as an integral operating property. Burners that use this NOx reduction method must be carefully sized and examined for operating inputs as their performance ranges are often restricted.
Low NOx Burners
Low NOx and Ultra-Low NOx burners have been shown to reduce emissions by up to 50% compared to standard burners. Greater reduction efficiencies can be achieved by combining the burner with flue gas recirculation (FGR, see below). Low NOx burners reduce peak flame temperature by combinations of induced recirculation zones, staged or delayed combustion zones, and reduced local oxygen concentrations. Downsides of these mechanisms are that these designs are typically more expensive than conventional burners, often require a larger footprint, and they may necessitate extensive furnace modifications. These solutions are popular with volumetric air heating and low temperature combustion processes.
Reduced Oxygen Concentration
Under certain conditions NOx emissions will diminish in a near linear fashion with decreasing excess air. Decreasing the extraneous available oxygen in the combustion zone lengthens the flame, resulting in a slower heat release rate per unit flame volume. Keep in mind that if excess air falls below a threshold value, combustion efficiency may decrease due to incomplete mixing. This is a popular method of NOx control on tube fired burners, reducing furnaces, and other applications where combustion air is fully isolated from the process, allowing for precise management of oxygen levels.
Steam/Water Injection
As we discussed earlier, lowering the local oxygen concentration will slow combustion and reduce developed flame temperature, therefore decreasing the formation of Thermal NOx. One method to achieve this result is to inject a small amount of water or steam into the vicinity of the flame. The water will absorb heat as steam is formed, which lowers the flame temperature. Additionally, the steam displaces the available oxygen, which slows the rate of combustion and further lowers the flame temperature. This method is effective, but generally lowers the combustion efficiency by 2% as the water molecules absorb some of the thermal energy. The effects of trace minerals in the water should also be considered.
Selective Catalytic Reduction (SCR)
Ultra-Low NOx emissions (sub-5 ppm NOx requirement) are achieved with the use of selective catalytic reduction (SCR) technology. SCR is a post-combustion method that involves injecting an ammoniacal reagent such as ammonia, aqueous ammonia, or urea in the presence of a catalyst to convert NOx to harmless nitrogen and oxygen in the exhaust gasses. Ammonia-free solutions utilizing urea are an option for users averse to handling and storing ammonia. It is not unusual for an SCR unit to reduce incoming flue NOx levels from 30 ppm to below 5 ppm, or by upwards of 95% reductions of higher inlet concentrations. And they can lower the electrical load by reducing fan requirements compared to flue gas recirculation. Catalyst costs have steadily dropped since SCR’s introduction in the 1960s, yet transaction expenses generally make SCR a costly NOx reduction strategy. A common issue is ammonia breakthrough that can occur when excess reagent for various reasons “slips” past the catalyst unreacted. Some jurisdictions have limits not only for NOx emission limits but also for ammonia slip, complicating the use of SCR as an abatement strategy.
Selective Catalytic Reduction with Economizers
Incorporating an extended-surface economizer with SCR delivers low NOx emissions and higher system efficiency, lowering operational costs. The SCR is the first phase of the system, converting NOx to nitrogen and oxygen. The second phase is a finned tube economizer, capturing and redirecting wasted heat back via heat transfer to feedwater or makeup water. Increasing efficiency by one or two percentage points can amount to measurable cost savings. Users of this two-phase system also report higher turndowns (the ratio of maximum to minimum firing rate), more stable flames, and faster response times to load swings.
Flue Gas Recirculation (FGR)
FGR (5 ppm to 20 ppm NOx requirement) is a well-attested, pollution-reducing technology that reduces thermal NOx by decreasing the burner flame temperature and slows the combustion reaction. In the FGR process, a portion of flue gases generated during combustion is redirected to the burner with fresh air, which helps to cool down the flame’s peak temperature and slows combustion reactions, thereby reducing the formation of NOx. One downside of FGR is that flue gas recirculation requires electrical energy for additional air handling. Another issue is that not all thermal processes can use FGR, for example, if the flue gases are too hot or too high in oxygen.
Benefits of NOx control technologies range from lowering your business’s carbon footprint to maximizing fuel efficiency. When it comes to reducing nitrogen oxide levels, selection of options will depend on your thermal processing systems, site-specific conditions, and regulatory and economic considerations. With so many ways to control NOx levels, heat treaters can choose the option that works best for them.
References
[1] “Basic Information about NO2,” EPA.gov, United States Environmental Protection Agency, June 2022, https://www.epa.gov/no2-pollution/basic-information-about-no2.
[2] Roland Pease, “Traffic pollution kills 5,000 a year in UK, says study,” BBC.com, BBC News, June 2022, https://www.bbc.com/news/science-environment-17704116.
[3] Fabio Caiazzo et al. “Air pollution and early deaths in the United States. Part I: Quantifying the impact of major sectors in 2005,” Atmospheric Environment 79 (2013): 198-208, June 2022, https://www.sciencedirect.com/science/article/abs/pii/S1352231013004548.
[4] Justin M. McGrath et al, “An analysis of ozone damage to historical maize and soybean yields in the United States,” June 2022, https://www.pnas.org/doi/10.1073/pnas.1509777112.
About the Author: Throughout Robert’s 32+ years of experience within the combustion field, he has been involved in the automotive, abatement-oxidation, aerospace, agriculture, food and beverage, HVAC, heat treating, glass, asphalt, pyrolysis, reducing furnaces, dryers, immersion heaters, and power generation industries. He has formerly worked with Eclipse, Honeywell, and Haden, Inc. and now brings systems integration, as well as the application experience of how systems interact in various environments to Rockford Combustion as the director of business development. Robert is a member of the NFPA-86 technical committee.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Last month, we discussed adjusting the fuel to air ratio of our burners – which is always the starting point. This month we will discuss the value of preheating combustion air using the waste energy in the furnace’s flue products to reduce our fuel consumption. This is commonly referred to as recuperation.
This column is a Combustion Corner feature written by John Clarke, technical director at Helios Electric Corporation, and appeared in Heat Treat Today's August 2022 Automotiveprint edition.
If you have suggestions for savings opportunities you’d like John to explore for future columns, please email Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
Natural gas prices continue to be a concern for our industry. We did see some short-term price relief in the U.S. because of the explosion at a Houston area LNG export facility that will reduce the U.S. ability to export natural gas for the balance of the year. Even so, there are LNG export expansion projects that will be completed in the coming year that will further expand the movement of North American natural gas to Europe and Asia. The result is that the U.S. price for natural gas will be more closely aligned with the price paid abroad. It appears the long-term factors influencing the price of natural gas in the U.S. remain unchanged — so, what should we do?
Contact us with your Reader Feedback!
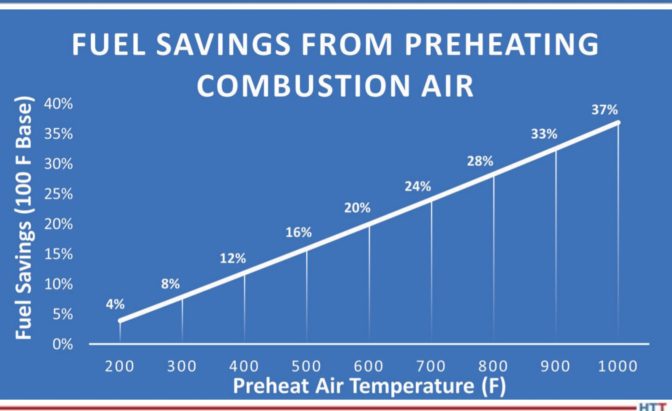
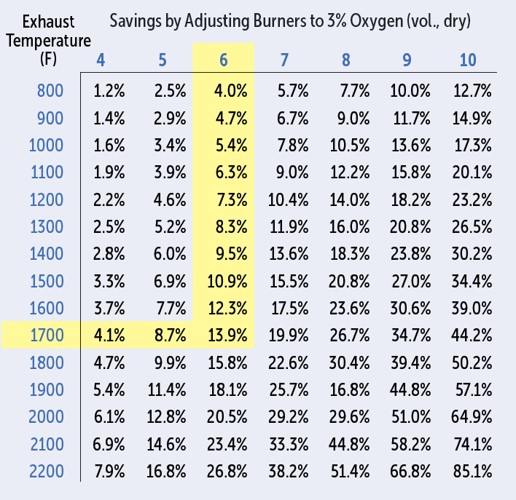
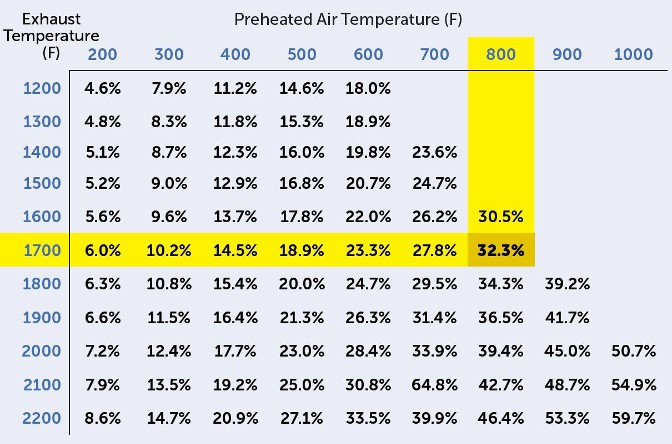
We will continue to use the same typical furnace as last month — where after adjusting the fuel to air ratio, the furnace consumes $110,208 in natural gas per year. This furnace operates at 1600°F with an exhaust temperature of 1700°F. We have purchased and installed a recuperator that preheats the air supplied to the burner to 800°F. How much can we save?
If we locate our exhaust temperature in the left-hand column and find where it intersects with the preheated air column — the estimated savings is 32.3%.
Table 1. Savings from preheating combustion air
Recuperation requires a great deal more investment than simple fuel to air ratio adjustment. The projects are involved and generally require the burners be replaced or upgraded. There may also be the need to upgrade combustion air blowers and controls. Recuperation also alters the peak flame temperature the burner produces and can impact the temperature distribution within the furnace. Higher flame temperature may lead to increased NOx emissions as more nitrogen is oxidized. In most, if not all cases, these factors can be addressed with the selection of the right combustion equipment. So, assuming we wish to achieve a three-year payback — we can budget up to $106,000 for this project.
Recuperation is but one way to make use of the energy in the flue products that we would otherwise throw away. The exhaust from our burners can be directed over work to preheat it before introducing it into the furnace. The flue products can be used to generate steam so the energy can be used elsewhere in the facility.
The optimist may look at higher natural gas prices as an opportunity to gain an advantage over our competitors while the realist will see it as an imperative that we work to minimize the impact of rising costs. Either way, the path is the same: optimize the efficiency of what we have, then determine if further capital investments make sense. Next month we will discuss these steps in greater detail.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
In thisHeat TreatRadioepisode, host andHeat TreatTodaypublisher Doug Glenn learns about a never-before-seen combustion system tuning technology from Justin Dzik, manager of business development, and Ben Witoff, manager of data engineering, at Fives North American Combustion, Inc. Hear from the experts themselves how this system will save time, money, and personnel and can be adapted to virtually any furnace system.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): This is kind of a new technology that I haven’t seen before in the market. We’re going to be talking about combustion system tuning. We have here with us today Justin Dzik from North American Combustion and also Ben Witoff. Justin is the manager of business development there in Cleveland and Ben is the manager of data engineering. We’re going to hit on, I think, what is a pretty interesting new product that you guys are developing. When I first saw and heard about it, I thought, “ I have not heard of anything like this before.” I think our listeners and viewers will find it of interest.
Contact us with your Reader Feedback!
The name of the product is called CertiFire™. Before we get too far into it, Justin, if you don’t mind, can you give us just a brief background about you? And why don’t we have you, if you don’t mind, just give us a thirty second blurb on Fives North American Combustion, as well, please.
Justin Dzik (JD): As Doug already said, I’m the manager of business development and I’ve worked at Fives for 15 years now in various different roles, primarily focused on the forging and heat treat markets doing uniformity tests, and that’s really why this product is so close to us.
Fives North American is a company that has been around for about one hundred years; it’s located in Cleveland, Ohio. We produce combustion equipment, but we also do turnkey systems, we do furnaces, direct-fired furnaces for the forge heat treat but we also supply combustion equipment for pretty much every industry that needs heat, which is quite a bit.
DG: I would like to mention also for those of you who are old-timers, somewhat like me, Fives North American Combustion should be recognizable. The old company name was just North American Manufacturing. They are in the Taj Mahal on Grant Street just south of downtown Cleveland.
Ben, how about you? If you don’t mind, give us a quick blurb about yourself and your role there.
Ben Witoff (BW): I’ve been here just about 10 years; my 10-year anniversary is going to be next year. I’ve worked in various R&D roles since I’ve been here. I started as a burner designer, worked with FEA CFD modeling, moved into thermal processing engineering, and then, just a few years ago, I started the data engineering department here so that we could try to augment our combustion and industrial equipment with sensors, with IoT, with data, with smart engineering, and just to try to take a step further.
DG: Industry 4.0, IoT and all of that stuff is very, very interesting. That’s what caught my attention on this thing.
Justin, without going into any great detail, if someone only watched the first two minutes of this podcast, from a 30,000-foot view, what is CertiFire™, and why should people care about it?
JD: The CertiFire™ is, as you already stated, an automated tuning device for temperature uniformity certifications. I think pretty much everybody that’s going to watch this podcast is probably going to know that they can be extremely time consuming to do, they take a lot of time and a lot of intelligence to actually tune the process. This device takes all of that and does it all itself. It does all the automated burner tuning, all the valve adjustments, it locks it all in and tunes it for whatever class uniformity you need.
DG: I did want to hit on that, too, because we’re talking about trying to tune the combustion system on a furnace so that that furnace is running, first off, optimally (not wasting energy), but also, we’re talking about trying to make that system uniform, trying to make the work zone uniform, inside that furnace. So, again, most people will already now this, but it’s always good to hit on some basics here, because there may be people listening that don’t know some of the basics: why is this work zone uniformity, the area inside the furnace, why is it important that it be uniform? And then, if you can, maybe hit on what we mean when we say, “furnace classifications.”
JD: Obviously, it’s important because the parts that are going into these furnaces can be used for a variety of applications, like everybody knows, aerospace being a primary part class that’s going in. Because of that, and the metallurgy required, everything needs to be within a certain temperature band in order to get the same metallurgical properties, after they forge it, or heat treat it or whatever. So, it’s extremely important to make that work zone as tight as possible and as consistent as possible, and as we can all imagine, having a work zone about 3 or 4 feet away from essentially a live fire coming out of a burner, is extremely difficult.
As you said already, there are classifications, there are different codes that govern the work zone classifications like AMS2750 Revision F is the most recent one, Rolls Royce has their own, and pretty much all of the aerospace suppliers have theirs. So, the classifications really govern how tight the uniformity band has to be in that work zone.
There is class 1 which is basically ±5 degrees Fahrenheit anywhere in that work zone and it goes all the way up to class 6 which is ±50 degrees, so much more lenient. Obviously, class 1 is the hardest, probably all heat treat stuff; class 6 is probably some heavy forgings.
DG: As we move up the furnace classifications, as we move up from going ±5 to ±50, the lower classifications are where it’s really critical that any type of heating source, whether it be electric heating elements or combustion, be well tuned because you want the whole entire work zone to be uniform.
But we’re talking specifically about combustion tuning. Justin, I’ll address this with you and then Ben- I’m coming to you with the next question: How have combustion systems typically been tuned in the past — in fact, I would say probably 99% of them are still tuned even now — and what are some of the major issues that we run into in the way we’re currently doing it?
JD: Obviously, there is a variety of complexity of systems out there. There are furnaces still in operation that we put in in 1960. The number of valves they have on there, they’re probably more manual valves so there’s a lot of manual tweaking of things going on right at the burner. The more advanced systems out today have automated valves, but you’re still doing manual adjustments in a PLC, probably, that you’re trying to tweak. Everybody knows, and I think Ben really likes to use this statement: it’s a game of whack-a-mole. You adjust a burner here and it goes out of compliance over here and so you run over there. I’ve been on hundreds of surveys where I’m running around the furnace trying to watch my temperature map that I have in my hand. It can get very tedious, and it takes a lot of know-how and a lot of experience, I believe, to tune these furnaces.
DG: So, there is, I believe to a certain extent, an art to it now, very much dependent, I’m guessing, on your specific furnace, your specific burner, your specific burner configuration, and what mode of combustion you’re using, whether it’s pulse fire or whatever, right? All of those things are “the art of combustion.” It kind of takes us back to that black art that heat treaters are trying to avoid, where you’ve got to figure it out, each one individually. CertiFire™ is basically going to help us eliminate that.
Ben, if you don’t mind, how does CertiFire™ work, why is it better, and what kind of results do you think we can get in the sense of amount of time spent trying to tune a system and uniformity?
BW: As Justin mentioned, I love using that term “whack-a-mole.” I think it’s a great way to describe it, it’s a great way for people to understand. You bop down one of those thermocouples, you get it into the right temperature, and then the next one popped right back out. And the reason that happens is because these furnaces are nonlinear systems.
When you look at the inputs and you look at the outputs and you try to model it just from a purely physics or mathematical perspective, it’s not something that can be tuned linearly, you can’t just adjust a valve and then adjust the second valve and expect all of the adjustments from the first one to carry over. You’re constantly throwing one thing out of whack when you bring another thing in.
You also touched on this with your other question: there are so many other factors that affect the uniformity of the furnace. If we built five identical furnaces in our factory and got all of the burners set up identical and we shipped then out to five different locations, they’d all be different — completely different — because it’s the humidity on that day, it’s the temperature, it’s the elevation that it’s installed, it’s whether or not the facility is indoors or if they have their garage doors up- there are so many different factors that affect it. It’s the humidity when we mix the refractory on that day that affects it.
So, you can’t just tune it, forget about it, and ship it off. It needs to be done on site. And today, it’s kind of that “art” — it’s someone that is highly trained, they have years of experience to do it. They’re the “furnace whisperer,” they can figure out exactly how they get those systems into tune.
So, what we did is we took a step back and we said- how can we try to approach this mathematically? The first thing that we identified is we cannot be adjusting one at a time. You don’t adjust burner one and then look at the temperature readout and then adjust burner two. We can’t do it that way. So, we said we have to figure out how we can model that 3D space, those inputs and those outputs and that relationship between them, and that’s the fundamental nature of what the CertiFire™ does.
Photo Credit: Fives North American Combustion, Inc
We use this phrase “response matrix” and this is the way that we’ve created this virtual map of the furnace. It maps all the inputs — those burners, those heat sources — to all the outputs — those thermocouples in the work zone, that temperature measurement point.
And what we do is we go through this training phase for every furnace where we modulate our burners, we change the firing rate in a known way for all of the burners and then we measure exactly how those temperatures of those thermocouples in the work zone change. And the way that they change, the speed at which they react, the amount of time it takes to heat up and cool down, and the exact 3-D map of where those thermocouples are and how they react to each burner and where those burners are, is what this response matrix is.
The beautiful thing about the math behind it is you can solve the equation forwards or backwards. So, it’s easy to modulate a burner; it’s an independent variable. You can tell exactly where to be. You don’t know where the temperature is going to be, but you can measure it once you modulate that burner. So, that’s our equation.
We build the forward equation, and the beauty of CertiFire™ is we just flip it backwards. We solve it the other way. We say, “Where are all our thermocouples today? What’s our survey temperature?” All right, well, this one is 5 degrees hot, this one is 20 degrees cold, so you have all of your ΔT’s and then you say- well this if is my array of delta T’s, then divide by their response matrix. What’s my array of delta burner adjustments?
So, it solves for all the burners simultaneously, it takes all the adjustments into account, it gets rid of that whole whack-a-mole game, and it tells you burners 1 through however many you have need to be adjusted x% up, x% down, you do the adjustments, it looks at it and says, “Is it good enough?”, and if not, make another adjustment.
DG: Very interesting. So, this is all done through algorithms and things of that sort, I assume, the “secret sauce.”
BW: Right, exactly. It’s some fairly simple math but it’s this matrix math where we’re trying to model multiple inputs and multiple outputs, and we’re trying to map N-inputs to M-outputs. It’s not necessarily linear still but we’re making these linear approximations for a nonlinear system.
DG: I’m going to create a fictitious persona here and ask you about the capabilities: I’m a guy who owns a furnace that is a class 4, class 5, class 6 — let’s say it’s not super-precise as far as temperature uniformity (±15 or upwards). It’s an older system. I’ve got old burners on there, and I’ve got old valving on there. In order to use the CertiFire™, do I need to update those burners and/or valving so that it can be precisely tuned, or does the CertiFire™ work on any type of current combustion system?
BW: I guess I would say yes and no. I’ll get into the details on that because it can be kind of a confusing or irritating answer. I’ll start with yes, because the fundamental algorithm really doesn’t care that it’s a furnace at all, it doesn’t care that it’s a cube, it doesn’t care that it’s X number of burners or whatever dimension. The fundamental algorithm is simply that you map inputs to outputs, and they can be any different size, they don’t have to be the same size, and then it allows you to solve it backwards. The fundamental algorithm, the piece that is the heart of the CertiFire™ can absolutely work on that furnace.
The reason I said no is because the first piece of technology we’re trying to tackle with the CertiFire™ is a more advance PLC controlled system. The way that we do tuning today is we use actuated bleed valves per burner on our furnaces so that we can make that fine tuning automatically through a PLC adjustment. Because the PLC can control those actuated bleed valves per burner, it’s really simple for a device to just simply plug in with the data cable and then immediately take over the furnace and make these adjustments automatically at the push of a button.
That’s the first tier of furnace technology that we’re trying to tackle, that we’re trying to release a product for. What we’re working on after that tier, our lower tiers, are furnaces where customers are wanting to retrofit to a bleed valve system and then, finally, after that, are customers who are unwilling or don’t want to upgrade to that retrofit system.
Because no matter how you make that adjustment, the easiest way is a bleed valve if you already have it. But no matter how you make it, if it’s eliminating orifice valve and it’s a technician with a screwdriver in his hand, it’s the same algorithm. The only difference would be the CertiFire™ HMI may print out a sheet of paper that the guy can walk around the furnace with or he’s carrying an iPad and it says “Burner 1, quarter turn right, burner 2, eighth turn left.” He can make them one after the other in series because the solution itself is still a parallel solution.
DG: Obviously, it’s going to take more time and there’s more manual interaction there with that latter example you were giving.
BW: Right. But it’s certainly not more manual than they would tune it without the CertiFire™. It doesn’t take that furnace whisperer technician to get that done — anyone can use that sheet and make the adjustments that it tells them to make.
DG: It sounds like, with yours, even if you’re doing the adjustments manually, let’s say, in your latter example, you’re going to go out and you’re going to make an adjustment to all 12 burners on your furnace and come back and see how that goes. Whereas if you’re the whack-a-mole furnace whisperer, he’s going to go out, adjust one, come back, see how it goes, go back out and adjust another one. So, that makes some sense.
Photo Credit: Fives North American Combustion, Inc.
How about installation of this thing? You mentioned data cables and things of that sort. How complicated is this thing to install, and how much time to install?
BW: Starting with the first tier of customer that we’re trying to talk about here, if there is an existing furnace, if it has the panel that we built for this customer, if they have these bleed valves with actuators on them talking to the PLC today. If we were to walk into that facility, we would have a box that is literally plug-and-play. It needs power, it needs data, and then your HMI has a green “go” button on it. It’s something that we would preconfigure because we’d understand the tags inside of the PLC and how to communicate to all of the valves. It would actually be that simple.
If it was built by somebody else or it was an older panel or we didn’t know how the PLC worked, it would probably take some time for us to understand it from the controls perspective so that we could get all of the tags coded properly, but that’s not anytime where the customer is not running. They’re still running, we’re just in the background reading some PLC information.
And then, finally, if this is a customer that wants to add that equipment, if they’re looking to upgrade if their equipment is older, or maybe their class 5 today but they really want to be class 3 or maybe even class 2, we would probably suggest, with or without CertiFire™, to upgrade to those bleed valves per burner. We think we can get better control with that and in that case, maybe the customer has to shut down the furnace for a week while we do the installation and then once it’s installed again, it would really be that simple as a plug-and-play device with a data cable.
DG: Justin, I’ve got a question for you, now: I can imagine that some of the viewers/listeners are wondering, “Yes, I’ve got a combustion furnace I’d like to do this. Does it make sense for my furnace?” Are there any systems out there that you can think of, any furnaces with combustion, where the CertiFire™ would not make sense? Are there any applications or anything along that line?
JD: Honestly, I think that if you need to comply or certify your furnace to any uniformity standard, The CertiFire™ could definitely help. As Ben stated, there are different tiers of the product and how it would actually be from the customer experience. From a totally automated state to one where CertiFire™ is like the assistant to the person performing the tuning. But there are no configurations — step fire, pulse fire, excess air modulated, everything under the sun — the CertiFire™ can help solve those problems for them.
DG: So, I assume the aluminum industry, steel industry, heat treat industry, generally speaking, have no problem firing into radiant tubes?
JD: So, obviously, we’re at the beginning of the launch of this product, so where we’ve focused on is direct-fired heat treat furnaces and torch furnaces, and we’re looking to branch out into other things. We’ve even had discussions internally of using this on resistive heaters for electric heaters because we know “the green wave” is coming. The product itself has been, I think, stated pretty well.
The algorithm has no idea that it’s even a furnace. It could be applied to pretty much everything. I think this is going to be one of those products where we made it for this — we do this all the time with our burners — and then we find all these other ancillary uses for it because it’s such a revolutionary kind of idea.
DG: As you were talking there, I was thinking to myself, “Yes, you know, if you designed it so far for direct-fired, to a certain extent, radiant tube applications might add a little more complexity to it because you’ve got heat transfer rates through a tube, but, I suppose, still, it’s going to do the job because it doesn’t know.
JD: Yes. There is a thermocouple having a response and then there is this burner input. The way the heat transfer happens is going to change, but you’re going to have to modulate the radiant tube to get where you’re going to need to go.
Photo Credit: Fives North American Combustion, Inc.
DG: So, it’s “heat source agnostic,” we’ll call it.
Does this system have any type of reporting? I guess you did say, Ben, that after you do the first test and establish the response matrix, there is some sort of a report, I assume, when you want to tune it, but what is the reporting, what’s it look like? What are people going to get from this thing? And I guess I want to ask about the platform that it’s on, I guess it’s just PLC-based, right?
BW: The tuning is done through the PLC because it’s communicating with those actuated bleed belts. The actual box itself is essentially a computer, so it’s running our own custom code and it’s executing that to communicate with the PLC. We’ve tried very hard to make it PLC agnostic so it can communicate with the most common things we see in the market today. It can communicate over common protocols like Modbus, it can communicate with Rockwell’s EtherNet/IP or Viessmann F7. So, that is essentially just a computer — it’s a Linux box that can talk all of those languages at once, so it can just plug-and-play with the PLC.
The reporting we’ve tried to make look similar to what people are used to. People are used to looking at chart recorders to see temperature, so we have essentially a more advanced display of live data, chart recording for temperatures for valves that you can see exactly where it is with historical data easily available at a click and drag so you can see where it was and where it is today.
As far as an output of the report, we’ve also tried to make that look, as much as possible, like what people are used to seeing. With the AMS certification, there are guidelines about what data needs to be stored, what needs to be reported, and while we’re not doing the certification, that type of time-stamped temperature by furnace ID, by who ran the test — all of that information is generated in these reports every time that you do this response matrix as training creation, and then every time that you solve that and do this tuning of the combustion system.
DG: I can see some people wondering about this: Is it Cloud-based at all or is it all on site?
BW: It’s entirely on site. There is certainly the option. I know some customers (although it’s rare but it is growing today) want their information to be more accessible than it is today. But if a customer doesn’t want that, if they want everything restricted to plant, if they want it restricted off of the plant network and even adjust on the box itself. We can do that as well. Today, we don’t have Cloud connectivity built into the base box. We wanted to make it simple, we wanted to make it easy for customer compliance. It’s an option, it’s something we can do, but it’s not something we wanted to pursue in the first release.
DG: You’re avoiding a lot of potential internet cybersecurity issues with that.
I have a forward-looking question for you. By the way, I should mention, I’m sure by the time people listen to this, the AISTech Show will be over because it’s scheduled for next week (we’re recording this on the 10th of May and it’s scheduled for the 17–19th). I know that you guys are giving a presentation there so perhaps we can reference that on this podcast and give a link for it. . . CLICK HERE.
I know you’re just launching it. Actually, when did you launch it? Has it been weeks, months, or a year?
JD: I think it’s been about a month.
DG: So, it’s relatively new. As I say, we’re doing this on May 10th, so let’s say, April or late March you launched this thing. Have you put any thought into the future? Do you have dreams and hopes, and, if so, what might they be?
JD: Absolutely, we have some plans. Some immediate plans are we’ve talked about the tiers and how we’re going to keep pushing forward with making this a product that is for all furnaces for all direct-fired furnaces, to start, with manual valves and automated valves, so we’ll get to the tier 1, 2, 3.
Then, a big trend we’re hearing as we’re talking to customers is more gear towards predictive maintenance. Obviously, we need to tune the furnace, but the customers don’t want you tuning the furnace every time they need to certify because that calls into question their parts from the last quarter or half year that they’ve been doing.
So really you tune once and then you probably go a year; hopefully on our furnaces we go many, many years without drifting. But the box can also be used for some predictive maintenance. Use the thermocouple inputs that we have to measure the box shell temperature, see if the fiber is degrading, see if you’re up for a realign, see if your flows need to be readjusted. So, there’s a more predictive nature to the retuning process rather than a reactive nature. That’s really going to be the next step.
Then we’ll look forward to see if there’s other type of heating — like you said, radiant tubes or resistive heating. I think that’s a little bit further in the future, mostly because we’re, obviously, a gas combustion company so we’re focusing on what we know first and then we’ll build out from there.
DG: So, you’re saying some of that stuff that you’re hoping for the future is not really even combustion related, you’re going to be doing condition of the furnace.
JD: Right, like a furnace health monitor. I think everybody wants to know they’re running that furnace pretty hard (especially in a forge environment, you’re beating the hearth pretty good). To have a one-month out warning, “Hey, you might need to shut down, rather than a catastrophic failure.” We’ve gone into furnaces too much where there’s been a hole in the roof, because the fiber fell out or they just didn’t know about it. We’re trying to help customers out before something like that happens.
DG: Right now, I know almost all of the burners (the stuff you’re currently doing) are all hardwired, correct? Is there any thought about making them wireless? Is that even a reasonable thing to think about or not?
JD: From the burner standpoint or from the CertiFire™ standpoint?
DG: From the CertiFire™, in the sense of controlling and getting the data in and out. Maybe it’s a silly question, but I was just wondering. Right now, you’re just hardwiring all this stuff.
JD: That’s correct. Generally, that’s currently the way furnaces are configured. They’re all hardwired to a local PLC. Ben could probably speak a little bit more about it. I think we’ve talked about ways to wirelessly link devices more as diagnostic devices, not controlling wirelessly. You can’t really control them wirelessly because of the response time, but diagnostic components could be wireless.
BW: One of the first things that we did when the CertiFire™ was in prerelease was we were designing this box to essentially plug and be installed on that furnace. Then we took a step back and we tried to consider who’s going to be using this, how do they want to use it, what do their facilities look like?
A lot of people have multiple furnaces — maybe as little as two but sometimes upwards of twenty furnaces. Maybe you don’t want to install it permanently, maybe you want to be able to move it around, or maybe if you have a plantwide network and intranet there, you can plug this in your control tower and you can sit in an airconditioned room with one CertiFire™ and talk to every furnace at once.
That’s something that we put into that release from a month ago so the release CertiFire™ can communicate with all of your plant network at once (if you have the plant network), or just with that one furnace if you want to plug it into that one isolated furnace. We should be able to essentially it fields wirelessly you can communicate to whatever is on the network at once.
JD: Like you said already, we’ll be AISTech next week, (it will probably lapse this podcast). Then, I’ll also be presenting at the IFC (International ForgeMasters Congress) in June and with future engagements at Furnaces North America. This is our roadshow this year.
DG: You’ve got a lot to talk about! Like I said, I don’t know about you, and I know the answer to this question but I’m going to ask it anyhow.
BW: Nothing that I’ve seen.
DG: I don’t think anybody else has anything like this, as best I know. If they did, they’d be foolish to say so. But I haven’t seen it. I don’t know. Maybe they are and I’m going to catch grief for saying that.
It’s an interesting new product and I wish you guys well. I hope you’re very successful.
Good to have you with us, guys. Thanks very much for joining us.
This presentation was featured in a Heat Treat Radio episode with Justin Dzik, manager of business development, and Ben Witoff, manager of data engineering, at Fives North American Combustion, Inc. In the episode, Heat Treat Radio #77: Algorithmic Combustion Tuning With Justin Dzik and Ben Witoff at Fives, Heat Treat Today publisher Doug Glenn learns about a never-before-seen combustion system tuning technology from Justin and Ben. Hear from the experts themselves how this system will save time, money, and personnel and can be adapted to virtually any furnace system.
An excerpt from the episode:
"Where we’ve focused on is direct-fired heat treat furnaces and torch furnaces, and we’re looking to branch out into other things. We’ve even had discussions internally of using this on resistive heaters for electric heaters because we know 'the green wave' is coming. The product itself has been stated pretty well. The algorithm has no idea that it’s even a furnace. It could be applied to pretty much everything."