To not invest money in worthwhile projects makes as much sense as not depositing your paycheck. In this column, we will briefly look at energy and gas “checks” you might have received in the mail but have yet to cash.
This column is a Combustion Corner feature written by John Clarke, technical director at Helios Electric Company, and appeared inHeat Treat Today’sFebruary 2022 Air & Atmosphere Furnace Systems print edition.
If you have suggestions for savings opportunities you’d like John to explore for future columns, please email Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electrical Corporation
The late Fred Schoeneborn, a long-time energy consultant and friend, described energy savings opportunities that have been identified but not exploited as uncashed checks. To expand on Fred’s metaphor, not to look for opportunities to save natural gas is the equivalent of not collecting and opening your mail.
A furnace or oven is a box that contains the work being processed and the heat used in the process. It is an imperfect box because we are always losing heat. While it is imperfect, there are often opportunities to improve your oven’s performance, saving energy and generally improving quality. (You may notice if you have read a few of my columns, energy savings and quality improvements nearly always coexist.)
At the start of this series, we asked several questions. This time we will consider the following:
Is my furnace or oven at the correct internal pressure?
Is it time to rebuild door jams?
How much fuel is wasted because I am not containing heat within the furnace or letting excessive air reduce my combustion efficiency?
Furnace pressure (in a non-vacuum application) is the simple function of the volume of the material introduced vs. the area of all the openings in our box. The obvious inputs are the products of combustion for direct fired systems, or the atmosphere for indirect systems.
What is the optimum pressure for my system? In general, the best pressure is the lowest pressure at which no tramp or unwanted air can enter the system and contaminate the atmosphere or upset the temperature uniformity. The lower the pressure, the less chance we will have excessive losses around door seals or other furnace penetrations. Most commonly, these pressures are measured in the hundredths or tenths of inches of water column.
In many applications, door sealing surfaces or jams take quite a beating. Their maintenance is expensive in terms of money, labor, and lost production. Expensive, yes, but the cost of NOT maintaining these surfaces may be much more. Losses are a result of radiant and convective losses, but most significantly, product quality because of atmosphere contamination or areas of the furnace not reaching setpoint temperature. When should we maintain these surfaces? In general, the best results I have observed are people who schedule surface maintenance periodically based on wear and available furnace downtime.
Calculating the savings from these fuel savings is more difficult, but in general, maintaining a consistently uniform interior work area saves more than the energy conserved.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Doug Glenn, publisher of Heat TreatToday, moderates a panel of 5 experts who address questions about the growing popularity of hydrogen combustion and what heat treaters need to do to prepare. Below is an excerpt of this lively and compelling discussion.
Today’s Technical Tuesday was originally published in Heat TreatToday's December 2021 Medical & Energy print edition.
Introduction
Doug Glenn (DG): Welcome to this special edition of Heat Treat Radio, a product of Heat Treat Today. We’re calling this special episode “Heat Treat Tomorrow: hydrogen combustion. Is it our future or is it just a bunch of hot air?” This discussion is sponsored by Nel Hydrogen, manufacturers of on-site hydrogen generation systems. I’m your host, Doug Glenn, the publisher of Heat Treat Today and the host of Heat Treat Radio. I have the great privilege of moderating this free-for-all discussion today with five industry experts who I’d like to introduce to you now.
Perry Stephens Electric Power Research Institute (EPRI)
Dr.-Ing. Joachim G. Wünning President WS Wärmeprozesstechnik GmbH
First, Perry Stephens. He is the principle technical leader of the Electric Power Research Institute (EPRI) and currently leads the end-use technical subcommittee of the low carbon resource initiative (LCRI) which is a collaborative eff ort with the Gas Technology Institute (GTI), and nearly 50 sponsor companies and organizations. They aimed at advancing the low carbon fuel pathways on an economy-wide basis for the achievement of decarbonization. EPRI is a member of the Industrial Heating Equipment Association (IHEA).
Joachim Wuenning (Joe Wuenning) is the owner and CEO of WS Thermprocess Technic Gmbh [WS Wärmeprozesstechnik GmbH] in Germany and WS Thermal Process Technology, Inc. in Elyria, Ohio. Joe’s company has been on the cutting edge when it comes to hydrogen combustion. In fact, the last time I heard you, Joe, was at the Thermprocess show in Düsseldorf, where you gave the keynote address regarding the advent and development of hydrogen combustion. Joe’s company has been a leader in hydrogen combustion. Joe’s company is an IHEA member as well. Joe is our European representative, and may provide us with a different perspective.
John Clarke is the technical director of Helios Electric Corporation (Fort Wayne, Indiana), a company that specializes in energy and combustion technologies. John is also a regular columnist for Heat Treat Today and a past president of IHEA.
Jeff Rafter is vice president of sales and marketing for Selas Technologies out of Streetsboro, Ohio and has a rich history in the combustion industry as well, including many years with Maxon Corporation. He’s got 28 years of industrial experience in sales, research and development, and marketing. He’s a combustion applications expert in process heating, metals refining, and power generation and has also served 10 years on the NFPA 86 committee and holds a patent for ultra-low NOx burner designs. He is also an IHEA member.
Finally, we have Brian Kelly with an equally rich history in combustion, spending most of his years at Hauck Manufacturing in Lebanon, PA, where he did a lot in sales and engineering before they were purchased by Honeywell. Brian currently works for Honeywell Thermal Solutions and is also an IHEA member.
Gentlemen, thank you for joining us. Let’s just jump right in. Brian, since I picked on you last, let’s go to you first on the questions.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
Jeff Rafter Selas Heat Technology Company, LLC
Brian Kelly Honeywell Thermal Solutions
Is Hydrogen Combustion the Future?
DG: Is this hydrogen combustion thing coming? And, if so, how soon and what’s driving it?
Brian Kelly (BK): It is coming and there is going to be a lot of back and forth in that it doesn’t make sense and all that. It is here. We’re seeing inquiries from customers that ask, “Hey, do we have burners that do this, control systems and stuff that do that?” The news that I get emails on, for example, is that with one of the steel companies in Europe, they already said their plan is totally going to be hydrogen. We’re delivering billets right now of hydrogen.
So, yes, it’s coming. Is it coming soon? It’s here today. Widespread? That’s going to be a longer road. I think you’re going to hear from people that know more about it than I do, but, certainly from industry buzz, we’re testing burners, we’re making sure our burners run on partial hydrogen, full hydrogen, safety valves, control valves, and all that is definitely within a lot of the testing that we’re doing right now beyond the usual R&D on lower emissions burners and things of that nature.
Jeff Rafter (JR): I have a slightly different answer, but I agree with Brian. I think hydrogen combustion has been here for over a century. The difference has been, it’s been largely restrained to a few industries that have a regular hydrogen supply. A great example would be refining and petrochemical industries. We have had, for literally decades, burners designed to burn pure hydrogen, for example, in applications like ethylene crackers.
The fundamentals of hydrogen combustion are very well known. The next evolution that we’re currently in the process of seeing is taking more industries into an availability of hydrogen as a fuel and modifying designs and process heating equipment to accept it. There are fundamentally a lot of changes that occur when you switch the fuel, and we can get into more of those later with more relevant questions, but it doesn’t come without challenges. There is quite a bit to be done, but I think the fundamental science is already well-known. There is a lot of design work to be done and there is a lot of economic and supply development yet to be had.
John Clarke (JC): Yes, I certainly think it is coming, but the timing is uncertain. And, when I say “coming,” I mean deployed in a certain or large volume. When we simply talk about hydrogen, I do think the order of deployment is somewhat predictable and when it comes to pure hydrogen, I think it will likely be deployed first for transportation, and only after that need is met, as a process heating fuel, widely. Now, if there is a breakthrough in battery technology, this order of deployment may change. But, right now, it looks like hydrogen represents an opportunity for higher energy density for long haul transportation. And, if we’re pushing hard to reduce CO2 or carbon emitted, I think policy will be implemented in a means to maximize a reduction of carbon. That’s where I think they’ll be pushing harder.
Now, that said, partial hydrogen, blending hydrogen into natural gas, is likely to occur perhaps sooner than that.
Joachim Wuenning (JW): Not really. I think a lot of things were said correctly and I strongly believe it has to come. If you believe in climate change, it must happen because we cannot use fossil fuels forever. I also don’t believe that we will have an all-electric world. I don’t believe in nuclear power, so we cannot get all our energy from that, therefore, chemical energy carriers will be necessary for storage and long-haul transportation. Is it coming soon? Of course, it is hard to predict how fast it will be. Now, fossil fuel is cheap so it will be hard to compete with as hydrogen is likely to be more expensive.
But certainly, what we see is the requirement from our customers to have hydrogen ready burners. Because, if they invest in equipment at that point, why would they buy a natural gas only burner. They should, of course, look for burners which are able to do the transition without buying all new equipment again. So, we have a lot of projects momentarily to demonstrate the ability of the equipment to run with hydrogen or natural gas and, preferably, not even readjusting the burners if you switch from one to another gas.
Perry Stephens (PS): I’ll try to add something a little different. At EPRI, we’re charged with providing the analysis and data from which other folks, like these gentlemen, are going to try to base important business decisions. Our work hasn’t focused specifically on hydrogen, but, more generally, the class of alternate energy carriers — molecules, gas, or liquid — that can be produced in low carbon first energy ways through renewable energy sources. A lot of our work is focused on understanding the pathways from the initial energy which as a biomass source, solar, wind, could be nuclear, could be hydro. These sources of electric power that ultimately have to be used to produce this low carbon hydrogen. One other pathway is hydrogen or hydrogen-based fuels produce the steam methane reformation process which uses a lot of hydrocarbons but would then require carbon capture and sequestration. The CO2 from these processes could be employed in a circular economy fashion. So, we look at all of these.
The real challenge is the challenge of cost. How do you produce this hydrogen or alternate fuel? And there are many other potential fuel molecular constructs that could be deployed. Ammonia is one being discussed in some sectors. And then how do you transport them, store them, and what is their fuel efficiency and the cost of either new equipment or conversion of existing equipment to deploy those. We’re not specifically focused on hydrogen. It is a very important energy carrier. It can be blended with fossil fuels in the near-term and then maybe expanded in the long term to higher percentages up to pure hydrogen depending on the application, depending on where you produce it. These costs must be evaluated and that is a big job that we’re doing at EPRI with our LCRI initiative right now. We are trying to understand that techno economic analysis, that is, what makes the most sense for each sector of the economy.
Why Not Electricity?
DG: Thanks, guys. Joe had mentioned global warming, a driving force here. Why not electricity? Why don’t we just convert everything over to electricity? Perry, you’re with EPRI, let’s start with you on that. Instead of going just straight-out hydrogen, why not just go to electricity?
PS: I think the question again rephrased might be, “when electricity and when hydrogen” because I think that’s really what we’re trying to decide. There are interesting areas of research involving catalysis techniques that dramatically improve the net energy efficiency of chemical processes, for example, that might make direct electrification of certain processes more competitive. There are electric technologies for the low- to midrange temperatures that are attractive and use pieces of the electromagnet spectrum to produce transformation of products, heating and/or other transformations, that are very cost effective today. So, we judge that a portion, maybe something approaching 30% of the remaining fossil fuel, could be electrified. A certain chunk, a quarter, maybe reduced consumption through energy efficiency, 30% or more through electrification. It’s that difficult-to-electrify piece. Steam-based processes and other direct combustion processes where electric technologies — for one reason or another, don’t look like they offer a strong solution, at least today — that we’re really concerned with. And, both in steam production and direct combustion of fossil fuels today, many cases we’re looking at having to have some sort of alternate combustible fuel.
JC: I’m not sure I completely agree with your question. In some ways, clean hydrogen, or environmentally or low carbon hydrogen, is electricity. It is simply a different means of storing electric power because the source of that is going to be some sort of renewable power, more likely than not, photovoltaics, wind, hydroelectric; those are going to be the electricity we use to break down the water to generate the hydrogen that we then go ahead and store. So, the alternative is whether we use batteries or hydrogen to store this electricity and make it available either in a mobile setting, in a car or a truck, or off-peak times, at times when we are not able to generate electricity from renewables.
I think the question really is more along the line of end use. When are we going to be using electricity for the final end use? We’re kind of process heating guys around this table. I think it’s going to come down to economics, for the most part. And I don’t think we’re quite there yet.
JW: Electricity is fine for some applications. I’ve driven an electric car for the last 10 years, but in long range, I drive the fuel cell hydrogen car from my father, so different technologies for different purposes. There might be batch processes where I can have a break of a week if there is no sunshine and do the batch processing when electricity is available. But if I have a continuous furnace with 100 megawatts which should run 365 days a year, it will be tough to produce the electricity constantly from a renewable basis to fulfill all these requirements. I think it’s just more economic and makes more sense to use the right technology for the right processes. It’s not an either/or. Use the right technology for the right application.
BK: I would just back what Joe says. It can be selective to industry, the furnace type, or the type of material being processed. I know I’ve dealt in my career with a lot of the higher temperature type applications — ceramics and heat treating and things of that nature. If you start getting above 2000 degrees Fahrenheit and up, and especially dealing with airspace, uniformity has a lot to do with it.
Electricity can be hard to get that uniformity without moving fans and having fans that operate at higher temperatures is another challenge. It’s extremely challenging and a big cost factor. What most people have said here is that it is probably not either/or. We see a lot of electricity being used but we’re fossil fuel burner guys, so we’re going to push that efficiency and that kind of cost.
You’re not going to want to miss the rest of this thought-provoking discussion. To watch, listen, or read in its entirety, go to heattreattoday.com/2021-09-H2-Reg.
We continue to consider the topic of natural gas pricing and reduction and its impact on heat treaters. Much of the discussion in this month’s article initially appears to deal with process quality or consistency. But understand, process consistency and energy savings are inextricably linked.
This Technical Tuesday column appeared in Heat Treat Today’s December 2021 Medical and Energyprint edition. John Clarke is the technical director at Helios Electric Corporation and has written about combustion related topics throughout 2021 for Heat TreatToday.
In February 2022, we will continue this series. Please forward any questions or suggestions to our editor Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electrical Corporation
No matter what method we pursue to save natural gas, it is safe to assume it will require some investment — time and/or materials. Furthermore, we want a payback from this investment. To calculate the payback, we need to estimate the cost of the project as well as the value of the natural gas saved. We can generally nail down the cost of a project by obtaining quotes for materials and labor, but it is more difficult to know what the future cost of natural gas will be; and without knowing the savings, the payback is at best an educated guess.
As we have discussed in previous articles, demand for North American natural gas is increasing for electrical power generation as well as liquified natural gas (LNG) export to areas in the world with limited supplies. These are steady, predictable demands and less susceptible to seasonal variations in temperature. Less heating demand during warmer winters is generally offset by greater electrical power generating demands during warmer summers.
Let us revisit recent trends in the cost of natural gas. The graph below depicts the spot price for 22 consecutive trading days ending November 2, 2021.
Figure 1. Henry Hub price for natural gas
Beware of the displaced origin on the graph below — it makes the fluctuations in the spot price appear greater than they are, but it is done to indicate a range of prices — generally around $5.50/mmBTU. (Once again, neither the author nor Heat TreatToday presents the opinion of future prices for any purpose other than to further our discussions of energy saving project paybacks.)
Last month, we posed three questions:
How do I know when the material I am heating is at the desired temperature?
Do I have excessive factors of safety built into my process to compensate for not knowing the temperature at the core of the part being heated?
How much fuel can I save with a shorter cycle?
Much of the discussion in this month’s article initially appears to deal with process quality or consistency. But understand, process consistency and energy savings are inextricably linked.
What temperature is my furnace or oven?
You walk up to the controls and read 1650°F. Is that the temperature of your oven? The answer is a definite “maybe” because the temperature displayed on a single loop temperature controller is simply the reflection of the small voltage generated by one thermocouple. This is obvious, or else we wouldn’t need to run temperature surveys. But the question is — do we have to live with this shortcoming? The answer to this question is a definite “no”! Modern control instrumentation makes it easy to use many thermocouples to sense the temperature of the furnace throughout the chamber. Then take the mean of these values to calculate the temperature and use this average value for the input to our temperature control loop. By comparing the readings of temperatures at various points in the furnace chamber, we can sense if all the work being heated is near to the desired setpoint.
No furnace load is perfect — there is always some non-uniformity of mass or surface area. With multiple sensing points, the more massive and slower to heat portion of the load will influence the nearest thermocouple. The furnace control can be designed to hold until the coolest thermocouple in the chamber reaches some minimum temperature. Perhaps this is now the trigger for a soak timer.
In addition to measuring multiple chamber temperatures and inferring the actual temperature of the work, the proportional integral derivative, or PID, temperature control algorithm provides a good deal of insight as to how close the work is to the desired furnace temperature. All PID controllers or programmed functions provide an output value. For our discussions, we will assume the output is between 0-100%. This output is used to control the heating element(s) of burners’ input levels. The advantage of the PID loop is that it calculates the required value more rapidly than a conventional on/off control — providing us the near steady values for our furnace temperatures.
Let’s imagine we adjust the temperature setpoint of our empty furnace to 1650°F. We will allow it to come to temperature and wait an hour until it is soaked out, so that the refractory and internal components are at some steady state temperature. The PID loop will settle to some average value; we will assume this value is 35%, which represents the holding consumption of the furnace. The heat entering the furnace is in equilibrium with the heat being lost through the refractory, up the flue, around the door, etc.
Now we load the furnace with 4000 pounds of thick steel parts, where the mass/surface area ratio is very high. The furnace thermocouple(s) will reach 1650°F in one hour; but, if we look at the PID loop output, it will take time for it to fall to 35%. The time between the indicated 1650°F and the output falling to 35% is a period when the work continues to absorb heat and conduct it to its core. When the output stabilizes at 35%, we know the work is soaked out at temperature — in other words, the surface and core of the parts are at the furnace setpoint temperature.
Do I have excessive factors of safety built into my process to compensate for not knowing the temperature at the core of the part being heated?
With added insight into the actual temperature of the work being heated, excessive soak times can be reduced without risk. It also allows for the running of light and heavy loads with the same program.
How much fuel can I save with a shorter cycle?
Building on the same hypothetical; assume the input to this furnace is 4,000,000 BTU/Hr and 1,000 hours are saved per year — the savings will be roughly 4,000,000 BTU/Hr x 0.35 (holding consumption) x $5.50/mmBTU x 1,000 Hours per year, or $7,700/year. Now, perform this modification on four furnaces. Add to this savings the increased confidence that the work is at temperature before the soak period is initiated, better consistency for varying part loading, and I think we can agree — we have a project. The only question is, will we cash the check?
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Do you always feel confident when selecting heat treating equipment? ¿Se siente siempre seguro cuando selecciona equipos de tratamiento térmico?
There are many factors involved when making a purchase. Often, key considerations may be missed. Read this guide on how to select and buy new equipment by Carlos Carrasco, founder of Carrasco Hornos Industriales.
This original content article was originally published inHeat TreatToday’s November 2021 Vacuum Furnaceprint edition in English and Spanish.
Carlos Carrasco Founder Carrasco Hornos Industriales
Why Is This Guide Helpful?
There are many reasons to select industrial furnaces carefully. One is the cost of the furnace. Another is realizing heat treating will affect the product and the bottom line. There is more specialized engineering in heat treating equipment than is apparent from the outside.
The purpose of this guide is to help engineers make the best equipment selection. The decision will affect not only the project, its budget, and results, but will also reflect the buyer’s knowledge. After the heat treating equipment is selected, the realization may occur that perhaps insufficient thought was given to potential maintenance problems or the work required to keep it in top working condition.
The following steps, gathered from more than 50 years of experience in the fields of manufacturing, sales, and maintenance, will be a useful guide to selecting heat treating equipment that will please both management and operators.
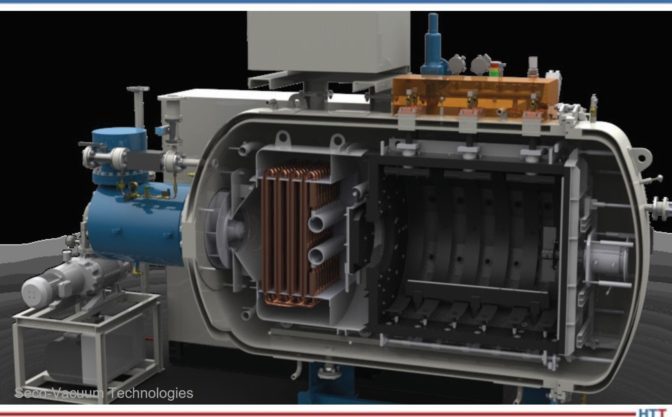
Vacuum high-pressure hardening furnace
Step One: Quote Request
When requesting a quote, management knows the exact requirements the heat treated products must have. A reliable supplier should be able to understand all requirements for a quote. Requests must be clear, concise, and contain at least the following information:
Heat treating processes that will be carried out on the equipment
Shape, general dimensions, and weights of the product(s) to be heat treated
Production volumes per hour, day, or month
Number of hours available for heat treating
Part material
Fuel type, or if the heating will be done with electricity
Voltage available in the plant
Space available for installation of equipment
Special considerations for handling loading and unloading
Furnace manufacturers need the above information to begin to create a series of options for the equipment that will be most suitable for the required processes. For example, hourly production defines: the dimensions of the space to heat the load, the type of furnace (continuous or batch), the amount of heat to be released in the furnace, the loading and unloading method, and the devices for accommodating or transporting the load such as trays, baskets, or conveyor belts. All these considerations influence both the initial cost and the operating cost, because in the end, the cost of the proposed equipment and its functionality are directly related to the specifications of the request for a quote.
It is difficult to attempt to use one furnace for all heat treating processes or to attempt to take into account future production needs that may not be necessary. It is impractical to carry out several processes that require different temperatures or have different production volumes. Trying to do so leads to oversized and over-budget equipment.
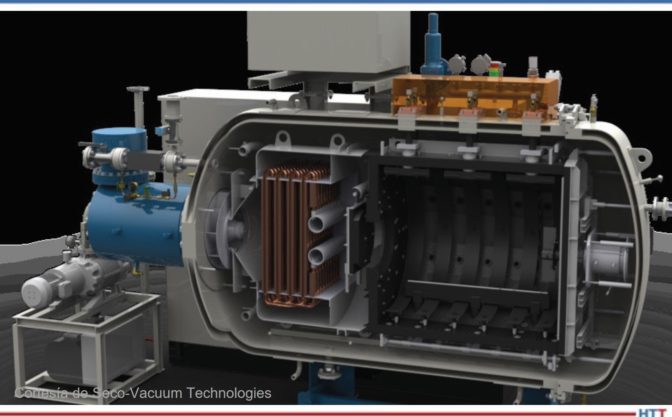
Vacuum low-pressure carburizing furnace
Step Two: Supplier Selection
Quote requests should only be submitted to manufacturers with the technical capacity and experience to prepare an offer that satisfies the request. Always use references from previous installations with similar quote requirements.
Considering the potential for financial gain, the cost of heat treating equipment can be appealing. The design and construction of heat treating equipment involves a considerable amount of engineering resulting from expensive investments in research and development. This research and development is influenced by user feedback detailing equipment failure. This feedback creates opportunities for manufacturers to fix equipment issues. Without the added benefit of other heat treater’s feedback, equipment failure is more likely. Finding a manufacturer with experience is crucial.
Only suppliers with experience and solid technical capacity will be able to guarantee results from the start. The goal is to receive equipment that requires no corrections after the first load leaves the furnace and to not have to rework the design.
Step Three: Study and Evaluation of Offers
A failed project is too much to risk, and so the responsible supplier will invest time and money in the study and preparation of the offer.
Every responsible supplier has been disappointed by an offer read backwards — when the potential customer reads the price first. Is the overriding need to stay within a certain budget or for heat treating equipment that is capable of processing parts to meet specifications? A careful reading of the offer may justify the cost of the furnace in relation to production needs. If there is a confusing section of the offer, it is important to clarify with the supplier. Investment in production equipment is very important, but it is even more important that the investment be profitable.
The heat treating equipment must satisfy a production need and certain metallographic specifications. Consequently, the dimensions of the space where the parts will be placed may be the main factor in the design of the furnace. This is because metals are only capable of heating up to a certain temperature at a rate that is determined by the heating method, geometry, and load arrangement. Only experienced vendors can make the correct calculations to meet the production needs of the project. Be sure to understand the calculations that lead to the sizing of the proposed system.
How are the parts supported and/or transported within the furnace? This is a point of great importance for the initial cost of these components and for the costs of future maintenance. Keep in mind that any mechanism that works at high temperatures will always be problematic for maintenance and replacement. Cast link belts, for example, have a higher initial cost, but they withstand heavy loads longer than metal mesh belts. However, there is a notable difference in the cost of components made of chromium-nickel alloy and those of carbon steel. Since chromium-nickel materials are able to withstand higher temperatures, their use is recommended and almost essential.
Furnaces tend to deteriorate rapidly where the heat is being lost. Make sure the door design is the best possible to avoid heat loss. Be sure that all doors included in the design are necessary. Doing so will save maintenance costs.
When it comes to quenching, oil or water circulation systems are extremely important, as is tank capacity. Otherwise, the quenching medium may overheat, causing unsatisfactory results.
In an oven intended for low temperature operations 356°F–1,112°F (180°C–600°C), for example tempering processes, it is necessary to have a fan to recirculate the hot air from the furnace. The uniformity of the temperature in the parts and the speed at which they heat up depends on the speed of recirculation, the weight of the air, and the design of the furnace, which must force the passage of air optimally through the load with the use of deflectors, screens, or distribution plenums. In high temperature furnaces, 1,292°F–2,192°F (700°C–1200°C), the heat transfer depends on the radiation toward the load and its exposed surface, so a recirculation fan is not necessary. Heat treatment is a critical process and temperature pyrometers must have the necessary precision.
List any doubts about the offer and ask the supplier to clarify at length in writing. The answers will make it easier to do a second analysis of the offer and compare it with other offers. In addition, the written clarifications will be a record for review by other collaborators on the project. Ask for feedback and observations on the proposals to get a second opinion.
Ask suppliers to provide a list of similar installations. Industry colleagues are generally unbiased in their comments about their experience with a particular supplier.
Finally, make a comparison chart in the most objective way possible. Keep in mind the fact that offers often do not include some subjective issues that may be important for a final selection. For example, some vendors are likely to have greater knowledge and experience in certain processes, simply because they have invested time and money to fi nd the best solutions to the process and those experiences could be beneficial.
Step Four: The Price
Understanding the scope of the received proposals that meet production and quality requirements is not all that goes into selecting heat treating equipment. After all this, there are still significant differences between various suppliers. Price is one of these differences. At this stage, the industrial furnace manufacturer will need to justify costs. It will be easy to tell if the manufacturer is thinking of the buyer as a future satisfied customer, or only of the economic benefits the sale will bring.
Conclusion
There are innumerable cases in which the equipment was poorly selected: “The substation and/or the cooling tower did not have the capacity;” or “The equipment is not what we expected;” or “They never told us that the furnace needed gas in those capabilities.” These are just a few of the possible comments everyone has heard.
Selecting heat treating equipment should be done slowly, analyzing all the options, weighing the differences between providers, and seeking clarification. Ask the supplier for multiple equipment options like requesting spare parts for the first year of operation.
Ultimately, time will tell if the furnace selected was the right choice. These recommendations provide a guide to making that decision. We sincerely hope that these recommendations will guide you in the selection of industrial furnaces for heat treating.
About the Author:
In addition to being the founder of Carrasco Hornos Industriales — furnace experts, consultants, and independent sales representatives for various furnace companies and spare parts — Carlos Carrasco is the founder and former president of ASM International, Mexico Chapter with more than 50 years of experience in the heat treat industry.
¿Se siente siempre seguro cuando selecciona equipos de tratamiento térmico? Do you always feel confident when selecting heat treating equipment?
There are many factors involved when making a purchase. Read this guide on how to select and buy new equipment by Carlos Carrasco, founder of Carrasco Hornos Industriales. The Spanish version is below, or you can check out both the Spanish and the English translation of the article where it was originally published: Heat Treat Today'sNovember 2021 Vacuum Furnaceprint edition.
¿Se siente siempre seguro cuando selecciona equipos de tratamiento térmico? Hay muchos factores involucrados cuando se hace una compra. Consulte este artículo para conocer los pautas que lo ayudarán en el proceso de selección y compra. Autor: Carlos Carrasco, fundador de Carrasco Hornos Industriales.
Carlos Carrasco Fundador Carrasco Hornos Industriales
¿Por qué es conveniente esta guía?
Este artículo ayuda a los ingenieros a comprar equipos de tratamiento térmico. Hay muchas razones para seleccionar cuidadosamente los hornos industriales. Uno, es el costo del horno en sí y otro, es que el producto que se está tratando térmicamente afectará los resultados de su empresa.
En un equipo para tratamiento térmico, hay más ingeniería especializada de lo que parece en el exterior. Hay varias y muy sólidas razones, para hacer una cuidadosa selección de estos equipos, pues sus componentes son inherentemente de alto precio y en la mayoría de los casos, los resultados del tratamiento térmico tienen un importante efecto en la economía de su empresa.
El objetivo de esta guía es el de tratar de ayudarle a hacer la mejor selección del equipo; porque su decisión afectará no sólo al proyecto, su presupuesto y resultados, sino también a su capacidad como ejecutivo. No será la primera vez que escuche usted comentarios respecto a equipos adquiridos por la empresa en etapas anteriores a la suya o en la misma, y es común en la industria, tanto nacional como internacional, que los operadores o el personal de mantenimiento, comenten: “Cuando adquirieron este horno, nadie pensó en los problemas de mantenimiento [. . .] Como ellos no son los que lo usan día con día, no se dieron cuenta de cuánto trabajo se requiere para mantenerlo o bien para trabajar confi ablemente con él”.
Déjese ayudar, pues como ingenieros consultores en hornos y experiencia de más de 50 años en este ramo; tanto en la fabricación, venta y mantenimiento, con buenos resultados, los comentarios siguientes seguramente pensamos le serán útiles.
Horno de temple al vacío
Primer paso: solicitud de la cotizacion
Al solicitar una cotización, nadie mejor que Ud. puede conocer los requisitos que deben tener sus productos tratados térmicamente. Un proveedor confiable, debe ser capaz de entender todas sus necesidades de tratamiento térmico a partir de la solicitud de cotización que le presente. Consecuentemente, su solicitud deberá ser clara, concisa y tendrá como mínimo los siguientes datos:
Proceso de tratamiento térmico a efectuarse en el equipo.
Forma, dimensiones generales y pesos del (los) producto(s) a tratar térmicamente.
Volúmenes de producción por hora, día o mes.
Número de horas disponibles para el trabajo de tratamiento térmico.
Material del que están construidas las partes.
Combustible disponible o en su caso, si la calefacción será por medio de electricidad.
Tensión eléctrica disponible en la planta.
Espacio disponible para la instalación del equipo.
Consideraciones especiales del manejo de la carga y la descarga.
Es conveniente que Ud. sepa que los fabricantes de hornos necesitan la información anterior para empezar a definir una serie de opciones del equipo que podría ser el más adecuado para sus procesos. Por ejemplo, la producción horaria define: Las dimensiones del espacio para calentar la carga, el tipo de horno, continuo o por lotes, la cantidad de calor a ser liberada en el horno, así como el método de carga y descarga y los dispositivos para acomodar o transportar la carga como charolas, canastillas o bandas transportadoras. Todo lo anterior influye, tanto en el costo inicial como en el de operación, porqué, a fin de cuentas, el costo del equipo propuesto y su funcionalidad, están en relación directa a las especificaciones de su solicitud de cotización.
Ah, y por favor, no trate de llevar a cabo todos los procesos de tratamiento térmico habidos y por haber en un único horno, ni tampoco quiera tomar precauciones de futuras necesidades de producción, de las cuales no tiene ahora ninguna certeza, ya que es difícil llevar a cabo en un solo horno varios procesos que involucran diferentes temperaturas, volúmenes de producción, etc. Un enfoque en este sentido conduce a equipos sobredimensionados y posiblemente fuera de su presupuesto.
Horno de vacío para carburizado a baja presión
Segundo paso: selección de proveedores
Presente su solicitud de cotización, solamente a quien tenga la capacidad técnica y experiencia para preparar una oferta, que satisfaga dicha solicitud. Utilice siempre referencias de instalaciones previas, y de preferencia similares, o mejor aún, iguales a la que usted requiere.
El costo de los equipos para tratamiento térmico es elevado y representa un atractivo a empresas e individuos que consideran la posibilidad de obtener beneficios económicos. La verdad, es que el diseño y construcción de estos equipos involucra una considerable cantidad de ingeniería, resultado de costosas inversiones en investigación y desarrollo con retroalimentación de casos prácticos (los fracasos enseñan) que han sido aprovechados en beneficio de los clientes potenciales. En suma, no permita que sus necesidades sean el método de aprendizaje de un proveedor. Aquí es donde no hay sustituto a la experiencia.
De hecho, el proveedor con experiencia y sólida capacidad técnica es el único que estará en posibilidad de garantizar resultados desde el principio. Desde luego, a Ud. le interesa obtener resultados dentro de especificaciones, desde la primera carga que sale del horno, y no comprar excusas, promesas y retrabajos para corregir lo que de inicio está mal hecho. Quizá, con buenas intenciones, pero poca y en algunos casos, nula experiencia.
Tercer paso: estudio y evaluación de las ofertas
El proveedor responsable invertirá tiempo y dinero en el estudio y preparación de la oferta, porque no puede correr el riesgo de que su proyecto no cumpla su cometido. Ahora la responsabilidad de evaluar las propuestas recae sólo en Ud.
No hay proveedor responsable, que no haya sufrido la decepción de que su oferta sea leída de atrás para adelante. Nos referimos a que el precio es la primera línea que lee el cliente potencial. Hágase una pregunta: ¿Su necesidad primordial es, un precio o un equipo de tratamiento térmico que sea capaz de procesar las piezas para que cumplan sus especificaciones de su tratamiento térmico? La lectura cuidadosa de la oferta, le dará la respuesta a sus necesidades de producción y a la justificación del costo del horno. Si hubiese alguna sección que no sea de su completa comprensión, no dude en llamar al proveedor para que haga las aclaraciones correspondientes. Por favor, no malentienda. La inversión en equipos de producción es muy importante, pero más importante será que la inversión sea rentable.
El equipo para tratamiento térmico debe satisfacer una necesidad de producción y de ciertas especificaciones metalográficas. Consecuentemente, las dimensiones del espacio en donde serán colocadas las partes, quizá sea el factor principal en el diseño del horno. Esto se debe, a que los metales sólo son capaces de calentarse hasta una cierta temperatura, a una razón que está determinada por el método de calefacción, la geometría y acomodo de la carga. Sólo los proveedores experimentados, pueden hacer los cálculos correctos para que su propuesta satisfaga las necesidades de producción del proyecto, del que Ud. es responsable. Solicite al proveedor le muestre y explique la memoria de cálculo que conduce al dimensionamiento del sistema propuesto.
¿Cómo se soportan y/o transportan las partes dentro del horno? Éste es un punto de gran importancia, por el costo inicial de estos componentes y también por los costos del mantenimiento futuro. Conviene tener en cuenta que, cualquier mecanismo que trabaje a alta temperatura, siempre será problemático su mantenimiento y reposición. Las bandas de eslabones fundidos, por ejemplo, (de mayor costo inicial) soportan mejor y durante mayor tiempo, cargas pesadas en comparación con las bandas de malla metálica. Sin embargo, hay notable diferencia en los costos de componentes de aleación Cromo-Níquel, comparados con los de acero al carbón, pero su uso es prácticamente imperativo.
Los hornos tienden a deteriorarse rápidamente en cualquier lugar en donde haya fuga del calor. Asegúrese de que el diseño de las puertas sea el mejor posible para evitar esta fuga de calor y también de que su horno no tenga puertas que no necesita. Esto le ahorrará costos de mantenimiento.
Por lo que respecta al temple, los sistemas de circulación de agua o aceite son de extrema importancia, lo mismo que la capacidad del tanque. De lo contrario, el medio de temple puede sobrecalentarse y los resultados de su proceso, podrían no ser satisfactorios.
En un horno destinado a operaciones de baja temperatura (180 a 600° C), por ejemplo, procesos de revenido, es necesario disponer de un ventilador para la recirculación del aire caliente del horno. La uniformidad de la temperatura en las partes y la rapidez a la que se calientan las mismas, depende de la velocidad de la recirculación, del peso del aire y del diseño del horno que debe forzar el paso del aire en forma óptima, a través de la carga, con la utilización de mamparas deflectoras o plenos de distribución. En los hornos de alta temperatura (700 a 1200° C), la transferencia de calor depende de la radiación de éste hacia la carga y su superficie expuesta, por lo que un ventilador de recirculación no es necesario. El tratamiento térmico, es un proceso crítico en lo que se refiere a temperatura. Los pirómetros reguladores de temperatura deben tener la precisión necesaria.
Escriba sus dudas sobre la oferta y pida al proveedor que las aclare en forma extensa y por escrito. Las respuestas le facilitarán el hacer un segundo análisis de la oferta y compararla con otras ofertas; además, tendrá un registro para revisión por parte de otros colaboradores en el proyecto. Pida opinión sobre sus observaciones a las propuestas, pues uno tiende a pensar en círculos.
Solicite a los proveedores, le entreguen una lista de instalaciones similares a la suya en las que hayan intervenido. Generalmente, los colegas industriales se muestran imparciales en sus comentarios sobre la experiencia que hayan tenido con un determinado proveedor.
Finalmente, haga un cuadro comparativo, en la forma más objetiva posible. No pierda de vista que, frecuentemente las ofertas no incluyen algunas cuestiones subjetivas, que pueden ser importantes para una selección final. Por ejemplo, es probable que algunos proveedores tengan mayores conocimientos y experiencia en ciertos procesos, sencillamente porque han invertido tiempo y dinero para encontrar las mejores soluciones al proceso y Ud. podría verse beneficiado con esas experiencias.
Cuarto paso: el precio
Seguramente, ahora que ha comprendido el alcance de las propuestas que ha recibido y que cumplen con sus necesidades de producción y calidad, se dará cuenta que aún así habrá diferencias entre sus distintos proveedores que podrían llegar a ser significativas.
Este es el momento en que un fabricante de hornos industriales podrá justificar sus costos. Y usted sabrá si ha realizado su oferta pensando en Ud. como un futuro cliente satisfecho o únicamente en los beneficios económicos que la venta le reportará.
Conclusiones
Son innumerables los casos en que los equipos fueron mal seleccionados: “La sub-estación y/o la torre de enfriamiento no tuvieron capacidad”, “El equipo no es lo que esperábamos”, “Nunca nos dijeron que el horno necesitaba gas en esas capacidades”. Estos son sólo algunos de los comentarios que todos hemos escuchado.
Tómese todo el tiempo que requiera para analizar sus opciones, piense el porqué hay diferencias de un proveedor a otro y solicite que le sean aclaradas. Pida a sus proveedores las opciones a las que puede acceder con el equipo que está solicitando y que éstas sean cotizadas como eso: opciones. No se olvide de solicitar las refacciones que pudieran ser utilizadas durante el primer año de operación de su horno.
Para finalizar, sólo el tiempo dirá si al seleccionar sus hornos, éstos funcionaron como se esperaba.
Sinceramente, esperamos que estas recomendaciones le orienten en la selección de hornos industriales para tratamiento térmico y estamos seguros, que así será. Seguro que debe haber más preguntas relacionadas con este tema, no dude en contactarnos para obtener ayuda.
Sobre el autor:
Expertos en hornos. Representantes de diversas compañías fabricantes de hornos industriales, partes de refacción y equipo de combustión. Con más de 55 años de experiencia en la industria y consultores. Carlos Carrasco es fundador y expresidente del capítulo México de la ASM International.
For Ovako, a centuries old manufacturer of engineering steel, innovative approaches to producing their product has taken the form of electrifying their roller hearth furnaces over the course of the past decade.
The process of converting to electric heating began in 2014, each furnace installed with up to 86 Tubothal® metallic heating elements from Kanthal. Now, 14 roller hearth furnaces are electrified. The estimated CO2 savings is around 1,400 to 2,000 tons per year per furnace.
“[In] our heat treatment shop in Hofors,” shares Anders Lugnet, a furnace technology specialist at Ovako (pictured above), “we originally had around 450 gas burners, and there was always a problem somewhere in one of them. Since replacing them with 300-odd Tubothal® elements, the daily maintenance is simply not there. Occasionally, an element needs to be replaced, but it is nothing compared to the way it was.”
He continues that, previously, NOx and CO2 emissions were problematic. But with green electricity, emissions are zero, and with no flue-gas losses, total efficiency has improved significantly.
Safety shutoff valves are the last line of defense against a potentially catastrophic incident. When conditions require, they interrupt the flow of fuel to the burner(s) and oven. There are many options when selecting fuel safety shutoff valves for your application. The construction and application of these devices is highly regulated by interlocking standards created by many different organizations. The goal of this article is to clarify how to comply with the most common standard affecting the reader: NFPA 86.
This column appeared in Heat Treat Today’s2021 Trade Show September print edition. John Clarke is the technical director at Helios Electric Corporation and is writing about combustion related topics throughout 2021 for Heat Treat Today.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
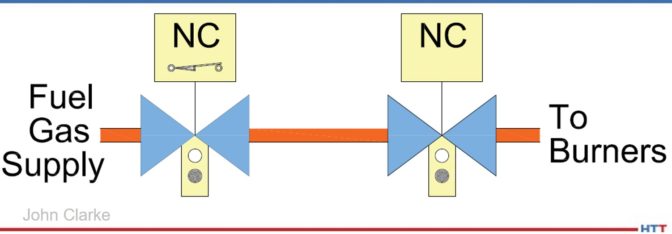
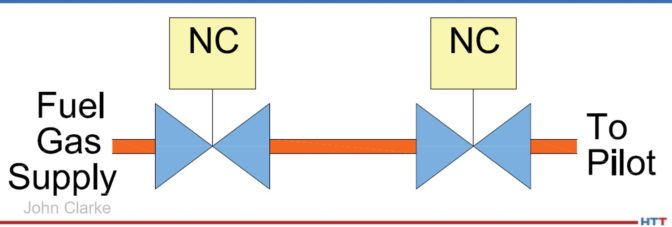
To start, we must define our terms. The 2019 edition of NFPA 86* defines a safety shutoff valve as a “normally closed valve installed in the piping that closes automatically to shut off the fuel, atmosphere gas, or oxygen in the event of abnormal conditions or during shutdown.”1 A valve is “normally closed” (NC) if it closes automatically when power is removed. A furnace or oven typically has as few as two or more safety shutoff valves. [Author’s note: If the system uses radiant tubes for heating, and all the criteria are met, it may be acceptable to use only one valve in series, but this exception is not recommended by the author and will not be covered in this article.] There are two common arrangements for safety shutoff valve arrays—the Simple Double Block (Illustration 1) and the Double Block and Vent (Illustration 2). While both arrangements are compliant with the current version of NFPA 86, the vent is NOT required. In other words, Illustration 1 and Illustration 2 below are both acceptable.
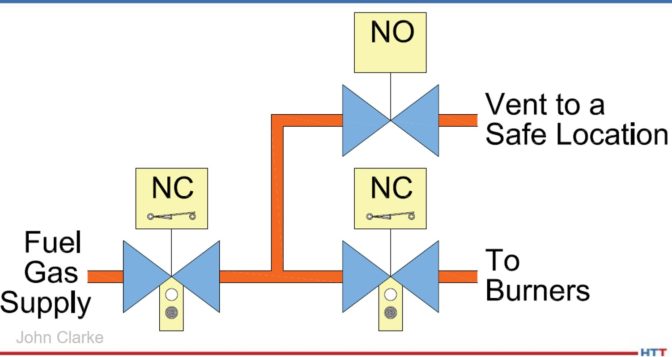
The simple double block arrangement consists of two automatic, normally closed (NC) valves piped in series. It provides redundancy—both valves must leak for fuel gas to pass to the burner system. A double block and vent has two automatic, NC valves piped in series with a third automatic normally open (NO) valve installed between the NC valves. The purpose of the NO valve is to provide a path for any fuel gas leaking past the first NC valve to move to a safe location. Whether one should deploy a double block and vent approach depends on several considerations: Is the NO valve supervised? Is the selected vent location safe? And how will the system be inspected?
Illustration 1
Illustration 2
To start with, if the NO vent valve’s coil or wiring fails, it will remain open even when the system is operating—venting fuel gas. This is not only expensive, but high concentrations of vented fuel gas are an environmental and safety hazard. The solution to this concern is installing a monitored vent valve that only opens the NC valves after the vent valve is proven to be closed. This is typically accomplished with a proof-of-closure position switch that only closes after the vent valve is fully closed.
The next concern is the location and maintenance of the vent. The vent must terminate at a safe location that can accept the entire flow of fuel gas in the event of a failure. Therefore, hazards such as fresh air intakes and sources of ignition must be avoided at all costs. It is also important to periodically inspect the vent piping to ensure it remains unobstructed—insects and rodents may find the vent line a comfortable place to nest and bring up their young.
The last challenge is the periodic inspection of the vent valve and the vent piping—it is generally a challenge to test whether a vent line meets the design criteria, and leaking fuel gas can be vented without excessive backpressure.
A simple double block provides redundancy without the complexity of the vent. Good design practice, with proper valve selection, combined with proper fuel filtration greatly improves the reliability and longevity of both systems.
Valves used for safety shutoff valve applications must be listed by an approval agency for the service intended.2 Furthermore, depending on the flow rate, the valves must be equipped with either a local indicator showing the valve position and a means to prove the valve is closed.
For fuel gas flows below or equal to 150,000 BTU/hour, two safety shutoff valves in series will suffice. See Illustration 3 below. This is very typical for pilot lines.
Illustration 3
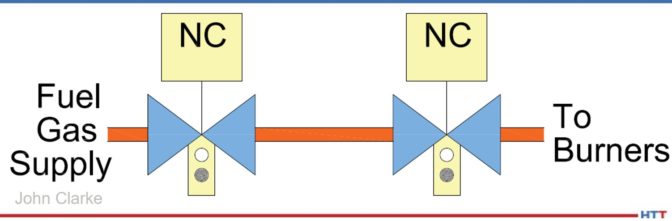
For fuel gas flows greater than 150,000 BTU/hour and less than or equal to 400,000 BTU/hour, two safety shutoff valves in series with local position indication are required. Local indication is generally a window where an operator can see the actual position of the valve—open or closed—without relying on any electrical circuit or pilot light. See Illustration 4 below.
Illustration 4
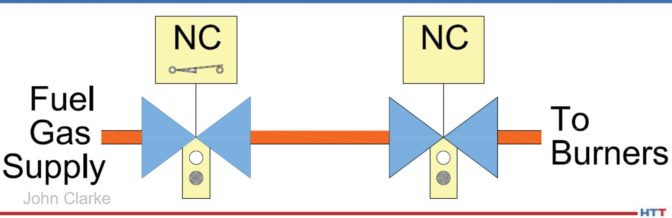
For fuel gas flows greater than 400,000 BTU/hour, NFPA 86 requires two safety shutoff valves in series with local position indication. One valve must be equipped with a valve closed switch (VCS) that closes after the valve is fully closed, or a valve proving system (VPS) that runs a tightness check which must be utilized. The signal from either this VCS or VPS must be included in the burner management system’s (BMS) purge permissive string to ensure no fuel gas is flowing during the system preignition purge. The VCS must not actuate before the valve is fully closed. This is typically accomplished by using valve overtravel, where the valve closes first, then the mechanism continues to move until the VCS is actuated. This arrangement is depicted in Illustration 5 below.
Illustration 5
For the arrangement depicted in Illustration 5, NFPA only requires one valve be supervised with a VCS—the additional costs of supervising both valves are very low and will enhance safety.
Whatever the method used to shut off the fuel to burners or pilots, the array of valves must be inspected and tested annually or per the manufacturer’s recommendations, whichever period is the shortest. All systems must be designed to be tested—with provision provided to cycle valves in test mode and the ability to measure any potential leakage. We will explore how a fuel train should be “designed to be tested” in an upcoming article.
The one thing to always remember—safety shutoff valves are always deployed to provide redundancy, so that any one component failure will not prevent a safe interruption of fuel gas; but, as with all systems, there may be unforeseen events that can lead to complete failure. Only qualified people should design, operate, and maintain combustion systems.
References
[1] National Fire Protection Association – NFPA 86 Standard for Ovens and Furnaces 2019 Edition (NFPA, Quincy, Massachusetts, May 24, 2018) 3.3.82.2 pp 86-14.
[2] National Fire Protection Association – NFPA 86 Standard for Ovens and Furnaces 2019 Edition (NFPA, Quincy, Massachusetts, May 24, 2018) 13.5.11.1 pp 86-49.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Electric Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
In June, we spent a good deal of time discussing a simple pressure switch to emphasize the many considerations that are necessary for proper installation. Now we will expand the discussion to how the switch works and what steps we can take to detect a failure that is likely to occur sometime in the future.
This column appeared in Heat TreatToday’s2021 Automotive August print edition. John Clarke is the technical director at Helios Electric Corporation and is writing about combustion related topics throughout 2021 for Heat TreatToday.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
A pressure switch is a Boolean device — it is either on or off — so how can we evaluate its performance in a manner where a potential failure can be detected before it occurs? The simple answer is time — how long does it take for the switch to respond to the condition it is intended to sense? What is the period between starting an air blower and the pressure switch closing? Has this time changed? Is a change in this time period to be expected, or does it portend a future failure?
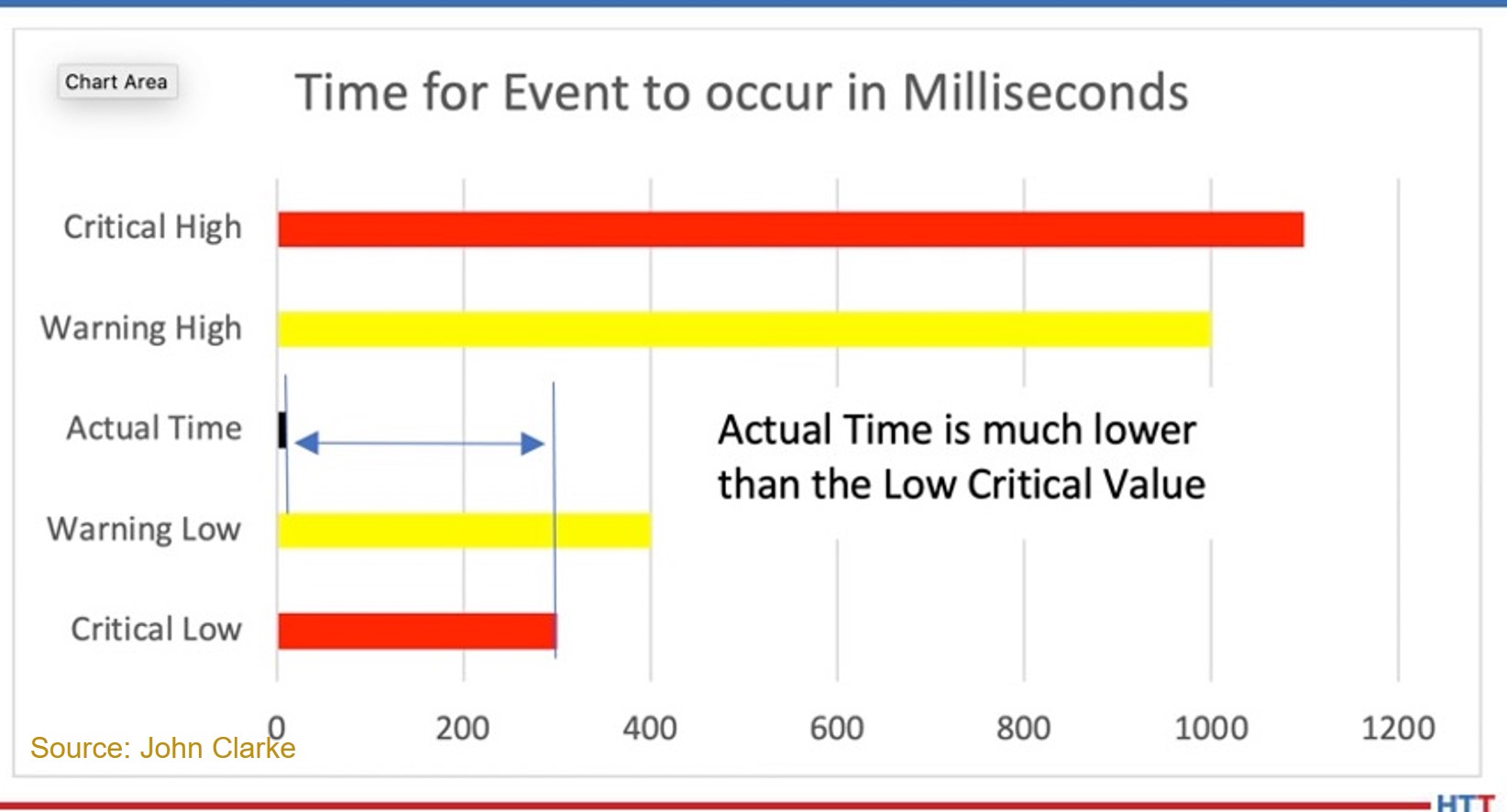
A simple approach to evaluating this pressure switch’s time is to create predetermined limits — if the switch responds either too rapidly or too slowly — an alarm is set and the operator is alerted. Graph 1 illustrates this approach.
In Graph 1, the black band represents the time between the action (the start of the air blower) and the pressure switch closing. There is a warning band (yellow) — both high and low — that provides the early warning of a system performance problem. There is also a critical band (red) — both high and low — that provides the point at which the feedback for the pressure switch is determined to be unreliable. If the switch is part of a safety critical interlock, the system should be forced to a safe condition (in the case of a combustion system, with the burner off and a post purge being executed) if required.
Graph 1
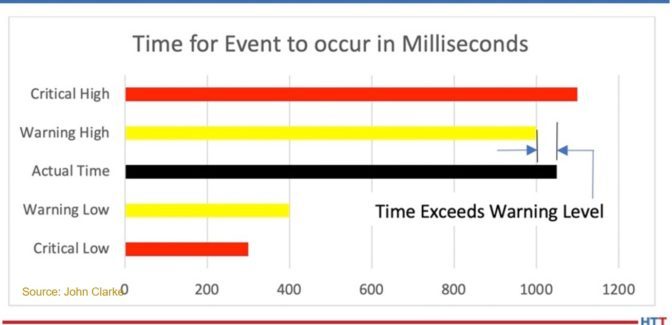
Graph 2 depicts when a switch closing time exceeds the warning level. It could be the result of a problem with the blower and/or the pressure switch, but the deviation is not sufficiently large as to undermine confidence in the switch’s ultimate function.
Programmatically, if the time exceeds the warning band, and an alarm is registered, the responsible maintenance person is notified. If that is in the warning band, it can be addressed as time allows.
Graph 2
The warning bands give us the crystal ball to potentially see a problem before it causes a shutdown. As it is continuously monitored by the programmable logic controller (PLC), it may provide an increased level of safety, but that is dependent on a number of factors that are beyond the scope of this article.
The switch can be not only too slow to respond: an unusually fast response is a reason to be concerned as well. It could be that the pressure switch setpoint has been set too low — so low that it no longer provides useful feedback. Graph 3 is an example with an unusually fast response.
If the time is less than the “Critical Low” preset value, the switch’s feedback is determined to be unreliable. In this case, the setpoint may have been changed during a maintenance interval or even worse — the switch may be jumpered (this assumes we have an interlock string wired in series). The critical values are NOT intended to provide forward looking estimates of required maintenance — they are simply an enhanced safety measure.
This scenario assumes that the response of a component is consistent. In our example of a pressure switch monitoring an air blower, we can assume the time the blower required to reach full speed, the time for a pressure rise time in the air piping, and the responsiveness of the switch is consistent. These time intervals may not be consistent. The air supplied to the blower could be sourced from outside the building (temperate climate), which could cause air density changes between a cool, dry day and a hot, moist day. In this instance, what can be done to detect a failure?
An approach where we see fluctuations in the timing even in instances where all the components are operating properly would be to run a moving average of the time based on the last n operations. Then we compare the moving average to the last time and confirm that any change falls within a specific range.
Step 1 would be to average the last n values for the time required for the switch to trip. Then compare this value (ta) to the last time and see if the deviation exceeds the preset values. Let us assume if the time varies by more than 20% a warning should be issued to the maintenance staff.
Now this method will accommodate rapid fluctuations – but if the performance of the component degrades in a near linear fashion, this formula will not detect a premature failure.
An alternate approach would be to execute this routine on the first n cycles, as opposed to continuously updating the average. Using this method, the performance of the specific component is captured. Or this averaging can be executed on demand or based on the calendar or Hobbs timer.
These concepts are far from new, and it has only been because of the recent expansion in PLC memory storage capacity and processing power that it has been reasonable to perform this analysis on dozens of components on a furnace or oven. Remember, it is a shame to waste PLC processing time and memory!
One or more of these approaches, or similar approaches analyzing time, can indeed be a crystal ball that gives us warning of any of a number of potential failures — warning before a system shutdown is required.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Electric Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Last month we began the discussion about the relationship between combustion safety and uptime, highlighting how combustion safety, reliability, emissions, and efficiency are inseparable. This month, we will explore the subject in greater detail and outline a path that can both reduce the risk of an incident and protect the bottom line.
This article written by John Clarke, technical director at Helios Electric Corporation, appears in the annual Heat TreatToday 2021 Buyer's Guide June print edition. Return to our digital editions archive on Monday June 21, 2021 to access the entire print edition online!
John B. Clarke Technical Director Helios Electrical Corporation Source: Helios Electrical Corporation
How many times have we heard the tale about the man with the leaky roof? He cannot fix his roof when it is raining, and the roof doesn’t need repaired when it is not. This story is also applicable to heating system maintenance, perhaps more so than other plant maintenance activities because it so seldom “rains.” Ovens and boilers tend to be very reliable. (This statement is true for equipment operating at low or moderate temperatures, less so for equipment operating above 1832°F (1000°C).) It is exactly when the machine is properly producing parts that the planning for combustion safety, availability, and performance must occur.
The first critical step we must take is to understand that combustion safety, routine maintenance, tuning, and calibration are parts of a larger work strategy. To focus solely on the annual inspection of safety components while ignoring system tuning will not only compromise tuning and efficiency, but also the safety. We have seen how managerial reactions to high profile incidents have caused some firms to dispatch teams to annually examine valves and pressure switches. This effort is highly compromised if it does not include all aspects of system maintenance as well as capturing what is learned each time to improve future inspections and equipment designs. There is data beyond pass and fail that is valuable if we wish to optimize the performance of our equipment
Let us assume it is a clear sunny day, and we are ready to invest some time in preparing to improve our combustion system starting with a deep dive examination of two pressure switches: the low fuel gas pressure switch (LFGPS) and high fuel gas pressure switch (HFGPS). These ubiquitous components are present on nearly every fuel train and are vital for safe operation. As their names imply, they monitor the fuel pressure and shut the safety valves if the fuel gas pressure is either too high or too low.
These switches must be listed for the service they provide by an agency independent of the manufacturer – UL, TUV, FM, etc. Simply looking for a stamp may not be enough; take the time to read the file or standard being applied by the agency and determine if it describes the application. Next, ask if the pressure switch carries the basic ratings expected, like the enclosure rating (Nema or IP). Is a Nema 1 switch operating in a Nema 12 area? Temperature ratings must be confirmed. All too often a component rated for 32°F (0°C) is applied in an outdoor environment in cold climates, or one with a maximum rating of 120°F (50°C) is applied next to the hot wall of a furnace. The component may operate out of specified environmental ranges for some time, but to apply a component in this manner is betting against the house – sooner are later we are going to lose. Ask the people of Texas if the bet against sustained cold temperatures in early 2021 was worth it.
"John Clarke, Technical Director, Helios Electrical The first critical step we must take is to understand that combustion safety, routine maintenance, tuning, and calibration are parts of a larger work strategy"
Next, let us look at the contact(s) rating of the switch and how it is applied to the burner management circuit. More often than not, these switches are in control circuits fused for more current than the contact rating. If the switch rating is too low, the electrical designer has an option to use an interposing relay to increase the current carrying capacity to this device. This relay is an added component, and as such, adds yet another possible point of failure. If the relay is interposed, is it dedicated to this one switch? Multiple devices being interposed by a single relay is prohibited by NFPA 86, for good reason. Is the relay designed to fail safely? That is, will a relay coil burn out or wiring fault close the critical safety valves? Is the wire gauge suitable for the current carried and protection device used?
Next, is the switch mounted in a safe location free from possible vibration or the foot of an eager furnace operator? If the switch must be changed, are clearances provided to perform this maintenance? What is the mean time to replace (MTTR) the component? Is the way the device is wired providing a path for combustible gas to enter the control enclosure and cause an explosion? Flexible conduit, without a means to seal the connection, is a very common error. Use a properly specified cord and consider using some type of connector to terminate the wiring at the switch. A simple 7/8-16 or DIN connector not only provides additional protection from combustion gas getting into the electrical conduit but is also a great benefit when changing the component in a rush and helps to isolate the component’s control circuit during testing and calibration.
Is the pressure switch suitably protected from bad “actors” in the fuel gas? Perhaps soot is present that could foul narrow passages or H2S that could result in corrosion. These are rare conditions, but coke oven gas may not be as clean as purchased natural gas. Do we need to specify stainless steel components? Would a filter make sense to protect the switch and increase the intervals between maintenance?
Finally, let’s discuss pressure ratings. Unfortunately, nomenclature varies by manufacturer. What is the maximum pressure the device can sustain and not fail, i.e., leak fuel gas into the environment? Many switches can experience a pressure surge without risk of leakage, but the high-pressure event will damage the switch internally. It is important when determining if this rating is adequate to consider possible failure modes that might expose the pressure switch to excessive pressure. As a rule of thumb, a pressure switch must be able to sustain a surge pressure delivered to the inlet of the pressure reducing regulator immediately upstream of the device. Think of it this way, if the upstream regulator experiences a failure, the full pressure delivered to this regulator will pass to the pressure switch in question.
Other obvious pressure ratings are the maximum and minimum set points. The pressure switch should be set to trip as close to the middle of the range as possible and should never be set close to either the minimum or maximum setpoint. Is the pressure switch manually or automatically reset after a trip? In general, it is best practice that the LFGPS resets automatically, and the HFGPS requires a reset by the operator. This recommendation is because LFGPS trips each time pressure is removed from the system, and it is generally understood that the system needs fuel to operate. On the other hand, a high-pressure event is exceedingly rare, and the operator should be made aware of this unusual event.
This article has discussed a lot about the simple pressure switch. It appears to be a heavy lift to perform this analysis on every pressure switch in a facility, but take comfort, once the exercise has been completed on the first system, it is much easier to replicate what has been learned to properly assess other systems. We should most definitely insist that our OEM provides this data, in detail, when new equipment is supplied. Why did we review all these specifications? Because I have been around for a while and have seen nearly every one of these errors in the application of pressure switches on operating combustion equipment.
Next month, we will expand on the pressure switch discussion to describe the tune/calibration and testing processes. I hope this deep and specific dive has been of value. If you have any questions or comments, please let me know.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Heat treaters know the importance of keeping current with advancing technologies when it comes to combustion. But tragedy can strike if the necessary standards and training aren't in place.
Written by Robert Sanderson P.E., director of business development at Rockford Combustion Solutions, Heat Treat Today is pleased to bring this Original Content article to you this Technical Tuesday.
Error, group does not exist! Check your syntax! (ID: 9)
Robert Sanderson P.E. Director of Business Development Rockford Combustion Solutions (Source: Rockford Combustion Solutions)
When you hear about large-scale combustion explosions and loss of human life, you wonder how such a tragedy could happen. And, yet, the number one cause of industrial fuel and combustion system explosions is human error. Therefore, the most critical element of every combustion safety system is not a pressure gauge or shut-off valve, but rather knowledgeable, well-trained operators.
Case History
On June 18, 2007, one of two boilers at a manufacturing plant in Tennessee exploded, causing extensive damage to the facility and surrounding area, and seriously injuring one employee. The 2000-built high-pressure firetube boiler was operating concurrently with a second high-pressure boiler to handle the steam demand of plant operations.
Tennessee state officials concluded that there were a number of factors that contributed to the accident: lack of standard training and boiler operation procedures, inadequate boiler attendance and record keeping, inadequate and improper boiler maintenance, and inoperative and improper operating controls and safety devices. As part of its recommendations, officials stated, the plant “should develop procedures for the training and certification of all boiler operators.”
National Fire Protection Association Standards
Training is so critical that the National Fire Protection Association (NFPA) requires that “all operating, maintenance, and supervisory personnel shall receive regularly scheduled retraining and testing.”
The NFPA publishes multiple prescriptive sets of standards to help keep your staff and combustion equipment safe, and each of these standards stress the value of operator training. Among these standards are:
NFPA 54 — National Fuel Gas Code
NFPA 85 — Boiler and Combustion Systems Hazards (> 12.5 MMBtu/hr)
NFPA 86 — Standard for Ovens and Furnaces
NFPA standards apply to new installations and modifications of existing equipment, and some insurance underwriters apply the current standards retroactively. Operations that use heat are nearly limitless, but larger, common combustion applications include pulp and paper processing, tempered glass production, tire manufacturing, paint/drywall/shingle manufacturing, power plants, coating operations, ethanol and asphalt production, wastewater and sewage treatment, plastic bottle manufacturing, college campuses and breweries to list just a few. Understanding and enforcing applicable NFPA standards is paramount to the safety of every business using a combustion or heat treatment system.
Each NFPA standard has hundreds of pages covering the necessities for safe design, installation, operations, and maintenance of the respective equipment. This article gives a cursory overview of NFPA 54, 85 and 86, and provides guidelines to obtain safety training. When it comes to fuel-fired equipment operation, training is literally a life and death issue.
Consider this: The National Board of Boiler and Pressure Vessel Inspectors and the NFPA have identified that 83% of boiler/pressure vessel accidents, 69% of injuries and 60% of recorded deaths were a direct result of human oversight or lack of knowledge. Poor training also leads to production outages that cost millions of dollars in business interruption, supply chain delays, lost orders and competitiveness. Many companies only learn the value of combustion system training after an accident or expensive shutdown has occurred.
NFPA 54 — National Fuel Gas Code
Also known as ANSI Z223.1, the NFPA 54 standard details minimum safety requirements for the installation of gas piping systems, appliances and equipment supplied with LP-gas, natural gas or manufactured gas. Basically, NFPA 54 addresses the "how’s" and "why’s" of:
Piping system design, materials, and components
Piping sizing
Installing pipes, outlets, and inside concealed spaces
Inspection, testing and purging procedures
Installation and venting of appliances.
NFPA 54 is specific; it does not apply to natural gas systems operating at pressures above 125 psi, propane systems operating over 50 psi, gas/air mixes within the flammable range at pressures over 10 psi, and several other types of systems.
Checking pressure gauges on combustion equipment. (Source: iStockphotos.com)
NFPA 85 — Boiler and Combustion Systems Hazards
NFPA 85 gives those involved with large boiler installations and combustion systems the information they need for fire safety compliance, from system design and installation to inspection. Specifically, the standard addresses single burner boilers, multiple burner boilers, stokers, and atmospheric fluidized bed boilers with a fuel input rating of 12.5 million Btu/hr or greater. It also covers pulverized fuel systems at any heat input rate, fired or unfired steam generators, and other combustion turbine exhaust systems.
NFPA 85 offers guidelines as to the strength of a structure, operation and maintenance procedures, combustion and draft control equipment, safety interlocks, alarms, trips, and other related controls that are essential to safe equipment operation.
NFPA 86 — Industrial Ovens and Furnaces
NFPA 86 outlines the safe operation of Class A, Class B, Class C and Class D ovens, dryers, furnaces, thermal oxidizers, and many other heated enclosures used for processing materials. NFPA 86 guidelines set standards as to how industrial furnaces and ovens are to be designed and operated in order to promote safety, with each class of operation organized into four main categories: location and construction, heating systems, operational requirements, and safety equipment. Beyond these basic categories, each class may have unique conditions addressed for distinct hazards, such solvents or special atmospheres.
NFPA 86 specifically states that personnel who operate, maintain, or supervise the oven or furnace shall be thoroughly instructed and trained in their job functions, demonstrate an understanding of safe operation procedures, be kept current with changes in the equipment and operating procedures, and shall receive regular refresher training.
Training your staff to understand and comply with NFPA 54, 85 and 86 standards will minimize the risk of a catastrophic event. In addition, training enhances overall productivity and helps cut costs. For example, having in-house staff with the skills to recognize defects will lead to better fuel efficiency, fewer interruptions, and the avoidance of outages and downtime. And of course, training is a compliance requirement to be completed on an annual basis.
There are four common ways for your staff to obtain training, all of which can meet requirements to varying degrees.
First, attend a combustion workshop. Doing so will offer a more in-depth experience for your staff since workshops typically include hands-on training and face-to-face instruction. Also, you’ll be able to network with combustion safety and design engineers during breaks and lunches. Workshops normally award attendees with the documentation needed to supply proof of completion. They are held on-site at a training facility, or the instructor may go to the customer’s site to train staff on the plant’s fuel-fired systems and what ancillary equipment is required to support its operation.
Second, in this age of COVID-19, utilize online or remote training programs for a smart choice. Pre-recorded webinars are available 24/7, so attendees can learn at their own pace and convenience. Remote live workshops can be broadcast on Zoom, Cisco, Webex or other digital platforms. This lets attendees interact with the instructor and participate in simulations, so they’ll be equipped with the knowledge & skills required to operate combustion systems without leaving their office.
Third, take OEM instruction. NFPA 86 requires manufacturers to provide instruction upon installation of new ovens, dryers, thermal oxidizers, furnaces and boilers. However, OEMs are not required to return to installation sites to educate operators on the newest changes in national and international regulations, or in equipment design. While the OEM’s initial training may suffice to get the new equipment up-and-running, it is not enough to guarantee ongoing safety. If process changes have been made after installation, the original OEM training may be out of date.
Fourth, develop your own program. This endeavor entails an investment in time, research, continuous improvement, and the participation of dedicated team leaders. If you take this path, you’ll likely need to hire outside experts to ensure that the training curriculum encompasses all NFPA requirements including general safety, operation of equipment, and the latest code protocols.
Valve Inspection (Source: iStockphotos.com)
Conclusion: Training is Essential
Human error is the largest cause of industrial fuel and combustion system accidents, explosions, fires and outages. Fuel-fired equipment incidents can be extremely dangerous and necessitate special attention, engineering know-how, experience and especially, training. Understanding and complying with national codes, along with establishing a safety culture, will save lives and improve the competitiveness of any company using fuel-fired equipment.
About the Author: Robert Sanderson is the Director of Business Development at Rockford Systems dba Rockford Combustion Solutions and is a registered Professional Engineer with over 25 years of combustion safety industry experience. Mr. Sanderson has expanded the business to provide standard and custom combustion safety solutions, ventless valve trains, safety inspections, and training.