The future of heat treating requires new manufacturing solutions like robotics that can work with modular design. Yet so also does temperature monitoring need to be seamless to know how effectively your components are being heat treated — especially through being quenched.In this Technical Tuesday,learn more abouttemperature monitoring through the quench process.
Gas Carburization
Contact us with your Reader Feedback!
Carburizing has rapidly become one of the most critical heat treatment processes employed in the manufacture of automotive components. Also referred to as case hardening, it provides necessary surface resistance to wear, while maintaining toughness and core strength essential for hardworking automotive parts.
Figure 1. Typical carburizing heat treat temperature profile showing the critical temperature/time steps: (i) carburization, (ii) quench, and (iii) temper. (Source: PhoenixTM)
The carburizing process is achieved by heat treating the product in a carbon rich environment (Figure 1), typically at a temperature of 1562°F–1922°F (850°C–1050°C). The temperature and process time significantly influence the depth of carbon diffusion and other related surface characteristics. Critical to the process is a rapid quenching of the product following the diffusion in which the temperature is rapidly decreased to generate the microstructure, giving the enhanced surface hardness while maintaining a soft and tough product core.
The outer surface becomes hard via the transformation from austenite to martensite while the core remains soft and tough as a ferritic and/or pearlitic microstructure. Normally, carburized microstructures following quench are further tempered at temperatures of about 356°F (180°C) to transform some of the brittle martensite into tempered martensite to enhance ductility and grindability.
Critical Process Temperature Control
As discussed, the success of carburization is dependent on accurate, repeatable control of the product temperature and time at that temperature through the complete heat treatment process. Important to the whole operation is the quench, in which the rate of cooling (product temperature change) is critical to achieve the desired changes in microstructure, creating the surface hardness. It is interesting that the success of the whole heat treat process can rest on a process step which is so short (minutes), in terms of the complete heat teat process (hours). Getting the quench correct is not only essential to achieve the desired metal microstructure, but also to ensure that the physical dimensions and shape of the product are maintained (no distortion/warping) and issues such as quench cracking are eliminated.
Obviously, as the quench is so critical to the whole heat treat process, the correct quench selection needs to be made to achieve the optimum properties with acceptable levels of dimensional change. Many different quenchants can be applied with differing quenching performances. The rate of heat transfer (quench rate) of quench media in general follows this order from slowest to quickest: air, salt, polymer, oil, caustic, and water.
Technology Challenges for Temperature Monitoring
When considering carburization from an industry standpoint, furnace heat treat technology generally falls into one of two camps, embracing either air quench (low pressure carburization) or oil quench (sealed gas carburization/LPC with integral or vacuum oil quench). Although each achieves the same end goal, the heat treat mechanisms and technologies employed are very different, as are the temperature monitoring challenges.
To achieve the desired carburized product, it is necessary to control and hence monitor the product temperature through the three phases of the heat treat process. Conventionally, product temperature monitoring would be attempted using the traditional trailing thermocouple method. For many modern heat treat processes including carburization, the trailing thermocouple method is difficult and often practically impossible.1 The movement of the product or product basket from stage to stage, often from one independent sealed chamber to another (lateral or vertical movement), makes the monitoring of the complete process a significant challenge.
With the industry driving toward fully automated manufacturing, furnace manufacturers are now offering the complete package with full robotic product loading that includes shuttle transfer systems and modular heat treat phases to process both complete product baskets and single piece operations. Although trailing thermocouples may allow individual stages in the process to be measured, they cannot provide monitoring of the complete heat treat journey. Testing is therefore not under true normal production conditions, and therefore is not an accurate record of what happens in normal day to day operation.
Figure 2 shows schematic diagrams of two typical carburizing furnace configurations that would not be possible to monitor using trailing thermocouples. The first shows a modular batch furnace system where the product basket is transferred between each static heat treat operation (preheat, carburizing furnace, cooling station, quench, quench wash, temper furnace) via a charge transfer cart. The second shows the same heat treat operation but performed in a continuous indexed pusher furnace configuration where the product basket moves sequentially through each heat treat operation in a semi-continuous flow.
Thru-process temperature monitoring as a technique overcomes such technical restrictions. The data logger is protected by a specially designed thermal barrier, therefore, can travel with the product through each stage of the process measuring the product/process temperature with short, localized thermocouples that will not hinder travel. The careful design and construction of the monitoring system is important to address the specific challenges that different heat treat technology brings including modular batch and continuous pusher furnace designs (Figure 2).2
The following section will focus specifically on monitoring challenges of the sealed gas carburizing process with integral oil quench. Technical challenges of the alternative low pressure carburizing technology with high pressure gas quench have previously been discussed in an earlier publication.3
Monitoring Challenges of Sealed Gas Carburization — Oil Quench
Figure 3. “Thru-process” temperature monitoring system for use in a sealed carburizing furnace with integral oil quench — (3.1) Monitoring system entering furnace with thermocouple fixed to automotive gears, product test pieces (3.2) System exiting oil quench tank (3.3) System inserted into wash tank with product basket (Source: PhoenixTM)
Presently, the most common traditional method of gas carburizing for automotive steels is often referred to as sealed gas carburizing. In this method, the parts are surrounded by an endothermic gas atmosphere. Carbon is generated by the Boudouard reaction during the carburization process, typically at 1562°F–1832°F (850°C –1000°C). Despite the dramatic appearance of a sealed gas carburizing furnace, with its characteristic belching flames (Figure 3), from a monitoring perspective, the most challenging aspect of the process is not the heating, but the oil quench cooling. For such furnace technology, the historic limitation of “thru-process” temperature profiling has been the need to bypass the oil quench and wash stations, missing a critical process step from the monitoring operation. Obviously, passing a conventional hot barrier through an oil quench creates potential risk of both system damage from oil ingress and barrier distortion, as well as general process safety. However, the need to bypass the quench in certain furnace configurations by removing the hot system from the confined furnace space could create significant operational challenges, from an access and safety perspective.
Monitoring of the quench is important as ageing of the oil results in decomposition (thermal cracking), oxidation, and contamination (e.g. water) of the oil, all of which degrade the viscosity, heat transfer characteristics, and quench efficiency. Control of physical oil temperature and agitation rates is also key to oil quench performance. Quench monitoring allows economic oil replacement schedules to be set, without risk to process performance and product quality.
Figure 4. “Thru-process” temperature monitoring system oil quench compatible thermal barrier design: (1) Robust outer structural frame keeping insulation and inner barrier secure; (2) Internal thermal barrier — completely sealed with integral microporous insulation protecting data logger; (3) Mineral insulated thermocouples sealed in internal thermal barrier with oil tight compression fitting; (4) Multi-channel high temperature data logger; and (5) Sacrificial insulation blocks replaced after each run.
(Source: PhoenixTM)
To address the process challenges, a unique thermal barrier design has been developed that both protects the data logger in the furnace (typically three hours at 1697°F/925°C) and also protects during transfer through the oil quench (typically 15 mins) and final wash station (Figure 3). The key to the barrier design is the encasement of a sealed inner barrier with its own thermal protection with blocks of high-grade sacrificial insulation contained in a robust outer structural frame (Figure 4).
Quench Cooling Phases
Monitoring the oil quench in carburization gives the operator a unique insight into the product’s specific cooling characteristics, which can be critical to allow optimal product loading and process understanding and optimization. From a scientific perspective, the quench temperature profile trace, although only a couple of minutes in duration, is complex and unique. From a zoomed in quench trace (Figure 5) taken from a complete carburizing profile run, the three unique heat transfer phases making up the oil quench cool curve can be clearly identified:
Figure 5. Oil quench temperature profile for different locations on an automotive gear test piece shows the three distinct heat transfer phases: (1) film boiling “vapor blanket”, (2) nucleate boiling, and (3) convective heat transfer. (Source: PhoenixTM)
Film boiling “vapor Blanket”: The oil quenchant creates a layer of vapor (Leidenfrost phenomenon) covering the metal surface. Cooling in this stage is a function of conduction through the vapor envelope. Slow cool rate since the vapor blanket acts as an insulator.
Nucleate boiling: As the part cools, the vapor blanket collapses and nucleate boiling results. Heat transfer is fastest during this phase, typically two orders of magnitude higher than in film boiling.
Convective heat transfer: When the part temperature drops below the oil boiling point. the cooling rate slows significantly. The cooling rate is exponentially dependent on the oil’s viscosity.
From a heat treat perspective, the quench step relative to the whole process (hours) is quick (seconds), but it is probably the most critical to the performance of the metallurgical phase transitions and achieving the desired core microstructure of the product without risk of distortion. By being able to monitor the quench step, the process can be validated for different products with differing size, form, and thermal mass. As shown in Figure 6, the quench curve profile over the three heat transfer phases is very different for two different automotive gear sizes.
Figure 6. Oil quench temperature profile for different automotive gear sizes (20MnCr5 case hardening steel) with different thermal masses: Passenger Car Gear (2.2 lbs) and Commercial Vehicle Gear (17.6 lbs) (Source: PhoenixTM)
Summary
As discussed in this article, one of the key process performance factors associated with gas carburization is the control and monitoring of the product quench step. Employing an oil quench, the measurement of such operation is now very feasible as part of heat treat monitoring. Innovations in thru-process temperature profiling technology offer specific system designs to meet the respective application challenges.
References
[1] Dr. Steve Offley, “The light at the end of the tunnel – Monitoring Mesh Belt Furnaces,” Heat Treat Today, February 2022, https://www.heattreattoday.com/processes/brazing/brazing-technical-content/the-light-at-the-end-of-the-tunnel-monitoring-mesh-belt-furnaces/.
[2] Michael Mouilleseaux, “Heat Treat Radio #102: Lunch & Learn, Batch IQ Vs. Continuous Pusher, Part 1,” interviewed by Doug Glenn, Heat Treat Radio, October 26, 2023, audio, https://www.heattreattoday.com/media-category/heat-treat-radio/heat-treat-radio-102-102-lunch-learn-batch-iq-vs-continuous-pusher-part-1/.
[3] Dr. Steve Offley, “Discover the DNA of Automotive Heat Treat: Thru-process Temperature Monitoring,” Heat Treat Today, August 2023, https://www.heattreattoday.com/discover-the-dna-of-automotive-heat-treat-thru-process-temperature-monitoring/.
About the Author
Dr Steve Offley (“Dr O”), Product Marketing Manager, PhoenixTM
Dr. Steve Offley, “Dr. O,” has been the product marketing manager at PhoenixTM for the last five years after a career of over 25 years in temperature monitoring focusing on the heat treatment, paint, and general manufacturing industries. A key aspect of his role is the product management of the innovative PhoenixTM range of thru-process temperature and optical profiling and TUS monitoring system solutions.
How often do you think about the intelligent designs controlling the thermal loop system behind your heat treat operations? With ever-advancing abilities to integrate and manage data for temperature measurement and power usage, the ability of heat treat operations to make practical, efficient, and energy-conscious change is stronger than ever. In part 1, understand several benefits of thermal loop systems and how they are leveraged to comply with industry regulations, like Nadcap.
This Technical Tuesday article by Peter Sherwin, global business development manager – Heat Treatment, and Thomas Ruecker, senior business development manager, at Watlowwas originally published inHeat Treat Today’sJanuary/February 2024 Air & Atmosphere Heat Treat print edition.
Introduction
Heat treatment processes are a crucial component of many manufacturing industries, and thermal loop solutions have become increasingly popular for achieving improved temperature control and consistent outcomes.
A thermal loop solution is a closed loop system with several essential components, including an electrical power supply, power controller, heating element, temperature sensor, and process controller. The electrical power supply provides the energy needed for heating, the power controller regulates the power output to the heating element, the heating element heats the material, and the temperature sensor measures the temperature. Finally, the process controller adjusts the power output to maintain the desired temperature for the specified duration, providing better temperature control and consistent outcomes.
Performance Benefits
Heat treatment thermal loop solutions offer several advantages over traditional heat treatment methods, including improved temperature control and increased efficiency. The thermal loop system provides precise temperature control, enabling faster heating and cooling and optimized soak times. In addition, the complete design of modern thermal loop solutions includes energy-efficient heating and overall ease of use.
Figure 1. Watlow Industry 4.0 solution (Source: Watlow)
Heat treatment thermal loop solutions are integrated with Industry 4.0 frameworks and data management systems to provide real-time information on performance. Combining artificial intelligence and machine learning algorithms can also provide additional performance benefits, such as the ability to analyze data and identify patterns for further optimization. Ongoing performance losses in a heat treatment system typically come from process drift s. Industry 4.0 solutions can explore these drift s and provide opportunities to minimize these deviations.
Heat treatment thermal loop solutions can be optimized using Failure Mode and Effects Analysis (FMEA). FMEA is a proactive approach to identifying potential failure modes and their effects, allowing organizations to minimize the risk of process disruptions and improve the overall efficiency of their heat treatment processes. Historically, this was a tabletop exercise conducted once per year with a diverse team from across the organization. Updates to this static document were infrequent and were primarily based on organization memory rather than being automatically populated in real time with actual data. There is a potential to produce “live” FMEAs utilizing today’s technology and leveraging insights for continuous improvement.
Th e effectiveness of heat treatment thermal loop solutions can be measured using metrics such as overall equipment effectiveness (OEE). OEE combines metrics for availability, performance, and quality to provide a comprehensive view of the efficiency of a manufacturing process. By tracking OEE and contextual data, organizations can evaluate the effectiveness of their heat treatment thermal loop solutions and make informed decisions about optimizing their operations.
Regulatory Compliance
Nadcap (National Aerospace and Defense Contractors Accreditation Program) is an industry-driven program that provides accreditation for special processes in the aerospace and defense industries. Heat treatment is considered a “special process” under Nadcap because it has specific characteristics crucial to aerospace and defense components’ quality, safety, and performance. Th ese characteristics include:
Process sensitivity: Heat treatment processes involve precise control of temperature, time, and atmosphere to achieve the desired material properties. Minor variations in these parameters can significantly change the mechanical and metallurgical properties of the treated components. This sensitivity makes heat treatment a critical process in the aerospace and defense industries.
Limited traceability: Heat treatment processes typically result in changes to the material’s microstructure, which are not easily detectable through visual inspection or non-destructive testing methods. Th is limited traceability makes it crucial to have strict process controls to ensure the desired outcome is achieved consistently.
Critical performance requirements: Aerospace and defense components often have strict performance requirements due to the extreme conditions in which they operate, such as high temperatures, high loads, or corrosive environments. The heat treatment process ensures that these components meet the specifications and can withstand these demanding conditions.
High risk: The failure of a critical component in the aerospace or defense sector can result in catastrophic consequences, including loss of life, significant financial loss, and reputational damage. Ensuring that heat treatment processes meet stringent quality and safety standards is essential to mitigate these risks.
Nadcap heat treatment accreditation ensures suppliers meet industry standards January/February and best practices for heat treatment processes. The accreditation process includes rigorous audits, thorough documentation, and ongoing process control monitoring to maintain high quality, safety, and performance levels.
The aerospace industry’s AMS2750G pyrometry specification and the automotive industry’s CQI-9 4th Edition regulations are crucial for ensuring consistent and high-quality heat treated components. Adherence to these regulations is essential for meeting the stringent quality requirements of the aerospace and automotive industries and other industries with demanding specifications.
Temperature uniformity is a crucial requirement of both AMS2750G and CQI-9 4th Edition, mandating specific temperature uniformity requirements for heat treating furnaces to ensure the desired mechanical properties are achieved throughout the treated components. AMS2750G class 1 furnaces with strict uniformity requirements +/-5°F (+/-3°C) provide both quality output and predictable energy use. However, maintaining this uniformity requires significant maintenance oversight due to all the components involved in the thermal loop.
Calibration and testing procedures are specified in the standards to help ensure the accuracy and reliability of the temperature control systems used in heat treat processes.
Detailed process documentation is required by AMS2750G and CQI-9 4th Edition, including temperature uniformity surveys, calibration records, and furnace classifications. This documentation ensures traceability, enabling manufacturers to verify that the heat treat process is consistently controlled and meets the required specifications.
Figure 2. Eurotherm data reviewer (Source: Watlow)
Modern data platforms enable the efficient collection of secure raw data (tamper-evident) and provide the replay and reporting necessary to meet the standards.
Th e newer platforms also off er the latest industry communication protocols – like MQTT and OPC UA (Open Platform Communications Unifi ed Architecture) – to ease data transfer across enterprise systems.
MQTT is a lightweight, publish-subscribe- based messaging protocol for resource-constrained devices and low-bandwidth, high-latency, or unreliable networks. IBM developed it in the late 1990s, and it has become a popular choice for IoT applications due to its simplicity and efficiency. MQTT uses a central broker to manage the communication between devices, which publish data to “topics,” and subscribe to topics that they want to receive updates on.
OPC UA is a platform-independent, service-oriented architecture (SOA) developed by the OPC Foundation. It provides a unified framework for industrial automation and facilitates secure, reliable, and efficient communication between devices, controllers, and software applications. OPC UA is designed to be interoperable across multiple platforms and operating systems, allowing for seamless integration of devices and systems from different vendors.
The importance of personnel and training is emphasized by CQI-9 4th Edition, which requires manufacturers to establish training programs and maintain records of personnel qualifications to ensure that individuals responsible for heat treat processes are knowledgeable and competent. With touchscreen and mobile integration, a significant development in process controls has occurred over the
last decade.
Figure 3. Watlow F4T® touchscreen and Watlow PM PLUS™ EZ-LINK®
mobile application
By integrating these regulations into a precision control loop, heat treatment thermal loop solutions can provide the necessary level of control and ensure compliance with AMS2750G and CQI-9 4th Edition, leading to the production of high-quality heat treated components that meet performance requirements and safety standards.
Continuous improvement is also emphasized by both AMS2750G and CQI-9 4th Edition, requiring manufacturers to establish a system for monitoring, measuring, and analyzing the performance of their heat treatment systems. This development enables manufacturers to identify areas for improvement and implement corrective actions, ensuring that heat treat processes are continuously improving and meeting the necessary performance and safety standards.
To Be Continued in Part 2
In part 2 of this article, we’ll consider the improved sustainability outcomes, potential challenges and limitations, and the promising future this technology offers to the heat treat industry.
About the Authors
Peter Sherwin, Global Business Development Manager – Heat Treatment, WatlowThomas Ruecker, Senior Business Development Manager, Watlow
Peter Sherwin is a global business development manager of Heat Treatment for Watlow and is passionate about offering best-in-class solutions to the heat treatment industry. He is a chartered engineer and a recognized expert in heat treatment control and data solutions.
Thomas Ruecker is the business development manager of Heat Treatment at Eurotherm Germany, a Watlow company. His expertise includes concept development for the automation of heat treatment plants, with a focus on aerospace and automotive industry according to existing regulations (AMS2750, CQI-9).
For more information: Contact peter.sherwin@watlow.com or thomas.ruecker@watlow.com.
This article content is used with the permission of heat processing, which published this article in 2023.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Our readers and Heat Treat Radiolisteners will remember a recent episode entitled "Heat Treat Radio #102: Lunch & Learn, Batch IQ Vs. Continuous Pusher, Part 1." Today's Technical Tuesday article is a continuation of this dialog, with Michael Mouilleseaux, a boot-on-the-ground North American heat treat expert from Erie Steel here to answer your questions on the maintenance of batch and continuous pusher furnace systems.
Doug Glenn, Heat TreatToday's publisher,Karen Gantzer, associate publisher/editor-in-chief, join in this Technical Tuesday article.
Stay tuned for a Part 2 continuation of the Lunch and LearnHeat Treat Radio episode, coming to Heat Treat Radio in a couple weeks.
Below, you can watch the video or read from an edited transcript.
Michael Mouilleseaux
General Manager at Erie Steel, Ltd.
Sourced from the author
Introduction to Maintenance
Doug Glenn: We would like to move on to maintenance of the batch furnace and the continuous furnace. What is the cost of maintaining and operating these furnaces?
Michael Mouilleseaux: When they are utilized in a carburizing environment, there is always excess carbon that falls out or precipitates out of the atmosphere, and it ends up as elemental carbon in the bottom of the furnace.
What do you do with that? In furnaces that are using a carburizing environment, the burnout of the furnace is easily the single most important piece of preventative maintenance that you can perform. How is that performed? First, the furnace is vacated; there is no product in the furnace, the temperature is reduced — typically, you want it down around 1500°F or 1550°F — and you introduce room air into the furnace. The room air ignites the carbon. It’s a very primitive operation.
So, what temperature does carbon burn at? It burns at 3000°F.
You need to be very careful. It’s a controlled burn because you can actually damage the furnace through refractory, through the alloy that’s in the furnace, or it can get away. How do you do control it? On one level, you’re just looking at the temperature control. If you have it set at 1550, you’re going to say, “I’m only going to put air as long as the temperature of the furnace does not go up more than 25°F or 50°F.” It’s somewhat dependent upon the piece of equipment and is one of those things that you learn empirically; there is not a hard and fast rule for it.
Then, you can shut off the air. If there is no oxygen, then the source for combustion is taken away and you stop that operation. If you need to do it more rapidly than that, you may need to flood the furnace with nitrogen. Typically, if you have to flood the furnace with nitrogen to do it, you’ve been a little too aggressive in your burnout.
How long do you perform that? The great thing with oxygen probes is that you can utilize your oxygen probe to help you learn when you have burnt out the furnace. You’re not getting an actual carbon atmosphere, but what you do get is a readout from the probe. What you can do is perform the burnout operation until you attain that level and then you know that you’ve done a sufficient job in burning it out. That’s the single most important piece of preventative maintenance that’s done on a furnace used for carburizing.
Doug Glenn: Is that both in batch and in continuous?
Michael Mouilleseaux: Identical, yes.
Doug Glenn: I’ve got a couple other questions about furnace burnouts as someone who’s not a furnace operator. You said that there’s “carbon dropout” in the furnace. I know that in some furnaces, parts of the atmosphere may precipitate onto the coolest part of the furnace. Is that what is happening, or are we talking about carbon powder at the bottom of a furnace?
Michael Mouilleseaux: It is carbon powder, and it becomes more egregious. The powder then begins to accumulate into pebbles, nuggets, and larger size pieces. That’s more problematic. When it is in a powdered form, that is the best.
The question will be: How often do you have to do this? As with everything, the answer is — it depends. It depends on what you’re doing; it depends on how aggressive you are in your carburizing.
In the boost phase, we talked about carburizing at upwards of 1%. As soon as you exceed the saturation level of carbon, you’re going to precipitate out the excess carbon. What is that number? It’s different for every temperature. At 1500°F, it’s .9 or .85; at 1750°F, it’s 1.25. But to attain that, you’re actually putting natural gas into the furnace, and the amount of natural gas that you put into the furnace and its dissociation rate — the rate that it breaks down — can then subsequently be diffused into the parts; all of that comes into play.
With saturation levels of carburizing, there is always some residual carbon that’s in the furnace.
Doug Glenn: You mentioned that carbon burns at around 3,000 degrees. Are you taking the furnace up to that temperature?
The great thing with oxygen probes is that you can utilize your oxygen probe to help you learn when you have burnt out the furnace. You’re not getting an actual carbon atmosphere, but what you do get is a readout from the probe. What you can do is perform the burnout operation until you attain that level and then you know that you’ve done a sufficient job in burning it out. That’s the single most important piece of preventative maintenance that’s done on a furnace used for carburizing
Michael Mouilleseaux: No. The burnout cycle is at 1500 or 1550. You raise that carbon to that level and introduce oxygen, and what you want is a slow burn.
We next think about the systems involved in the furnace. First there is the heating system. In a gas-fired furnace, some critical things to consider are burner recovery, burner adjustment, and the amount of excess air that results in that burner adjustment. That’s a preventative maintenance operation that needs to be performed on a regular basis. It probably doesn’t need to be done daily, but monthly is optimal. If everything is very steady, including the barometric pressure, then you don’t need to do all of those adjustments.
Now, electric furnaces have SCRs that fire the elements, and you have to pay attention to the tuning of those things to make sure that they’re operating at optimum performance. One of the ways that you can do that, in a batch furnace, is if you look at the recovery time.
For example, if you have a load that weighs 4000 lbs. and you put it in the furnace and you know that it takes an hour and a half for the furnace to recover to temperature, but then all of a sudden, it takes an hour and 45 minutes, or an hour and 50 minutes, or two hours, obviously the burners are not producing the same amount of heat. The burners are not pumping the requisite amount of BTUs to achieve that recovery time. Could that be related furnace circulation? Could it be related to the insulation in the furnace? At an extreme, it could. Typically, though, it’s related to burner or SCR tuning.
Those are the kinds of things that are very easy to pay attention to.
"Electric furnaces have SCRs that fire the elements, and you have to pay attention to the tuning of those things to make sure that they’re operating at optimum performance. One of the ways that you can do that, in a batch furnace, is if you look at the recovery time."
Setting up PM Through Controls System
The control schemes in the PLC are typically very robust. So, you can establish a program and the PLC is going to say, “I want to heat it at this rate, I want the carbon potential to be .4%, I want to hold this at two hours at temperature, and then I want to initiate a quenching cycle.” Typically, PLCs are quite robust.
The thing you have to be careful with is obviously not just power outages, but brownouts. Brownouts are when you don’t quite lose all voltage, but you lose some of it. If you don’t have some kind of a filter on the power you can mitigate with, or have an uninterruptable power supply for the PLC, you can damage those things, resulting in some major work on the PLC.
The other part of that is the furnace circulation. We’ve got fans in these furnaces, and we circulate the atmosphere. The primary stages of heating in the furnace are convection, until we get to 1200 degrees. How do we convect the heat? We have the atmosphere in the furnace, the fan circulates, it washes the atmosphere down the radiant tubes, it heats up the atmosphere, the atmosphere comes into contact with the components, and we’re convection-heating the parts.
Once we get to 1200 degrees or more, then the primary method of heating becomes radiant heating. That’s where the radiant tubes are then the primary means of transferring energy. But the fans become very important. Are they balanced? Is the RPM correct? Is the amp reading on the fan? Those are areas to look at.
You have to understand how the furnace operates when it’s healthy — the furnace manufacturer can help you and/or you just learn empirically. For instance, what would it mean if, all of a sudden, I’m drawing much fewer amps on a circulating fan and it’s running very rough? Quite possibly, we’ve lost a fan blade.
Then there is the atmosphere control system. All that we just described is applicable to both continuous and batch furnaces. The furnace needs to be sealed and you want a couple inches of water column pressure — excess pressure — in the furnace relative to atmosphere pressure, since safety is the number one concern.
The atmosphere that we’re talking about in most of these furnaces is endothermic atmosphere. It’s a reducing atmosphere, meaning that it’s combustible. If, of course, we have combustion in a closed vessel, that’s called an explosion.
The reducing atmosphere, in and of itself, is if you look in a furnace that is at anything above 1200 degrees where it’s red, up to 1700–1800 degrees where it’s going to be yellow to white — and there is no flame . . . . People are absolutely amazed when they look in an atmosphere furnace and they see no flame. What you should see is everything in a relative, uniform color. The parts should be a uniform color. If you look at the tubes, they should be a little lighter because the tubes will always be somewhat above the temperature of the parts . . . .
Back to the atmosphere: We want to be sure that the atmosphere stays in the furnace and that we maintain that pressure in the furnace. So, what would be a cause to lower the pressure in the furnace? A door leak or a leak in a fan. It could be, if you have a mechanical handling system, a leak through that system. Those are all places to look.
The PM on that? For maintaining the level of lubrication in the fan bearings, see that they’re cooled so that the outlet temperature of the coolant — be it air or water — should be higher than the inlet temperature; that shows that they’re being cooled.
I can’t tell you an absolute number, but I can say that for the equipment that we have, we have numbers that we’ve developed; we know that if the outlet temperature of the water is 20 degrees higher than it is going in, we’re doing a good job of cooling the bearings.
The door seals in furnaces, typically, are brick on brick. Typically, they use a wedge system to seal the doors in the furnace. But, of necessity, these are wear items. Therefore, in preventative maintenance, you might notice a burnout around a door where you hadn’t had one before. That tells you that atmosphere is leaking out of that door and so a repair is needed in the near future.
An interesting thing about a batch furnace: Most of them only have one door. So, it’s quite easy — you can open the vestibule and, in a maintenance operation, if you gassed up the furnace, you could see.There is always going to be some atmosphere coming around the door because that’s where the atmosphere goes into the vestibule, but it should be at the top; it shouldn’t be around the sides, and it definitely shouldn’t be at the bottom. It should be very consistent.
That’s one of those things that, again, you empirically learn. You look at it — it’s a visual operation to say what you’re doing.
There are two other systems: First, the quench system. We talked about how critical the quench system is. The RPMs of the prop, the amp draw of the motors for the props — those things should be very consistent. I think they should be monitor and data logged. The reason for that is you want to know when you quench a load that the RPMs of those props are what you have set it for. When you introduce a load into the quench, the amp draw is, of necessity, going to increase. That’s because you’ve put something in the path of the quenchant so, in order to maintain that flow, you’ve increased the amount of work that it takes to rotate those props.
That’s the kind of thing that you want to monitor. If the amp draw is changing, that means that there’s something in the quench system. Could it be the bearings? Could it be the motor? Those are some things that you’d need to take a look at and be certain of. Obviously, the props need to be in balance; you don’t want any vibration in them.
Doug Glenn: This is also true on the continuous furnace. You’ve got three or four green props in the batch furnace, and it would be the same in the continuous furnace.
Source: Erie Steel, Ltd
Maintenance of Quenchant
Michael Mouilleseaux: Also, there is the maintenance of the quenchant. I’m of the belief that the quench should be continuously filtered. I’m not a fan of batch filtering. I’ve been doing this long enough that I’ve done that, and it just isn’t successful. Quite possibly there are operations that allow it.
If you’re carburizing, you’re going to have particulate in the quenchant because that same atmosphere precipitation of carbon finds its way into the quench. It’s going to be on the parts, it’s going to be on the trays, it’s going to be dragged in there. So, you have this particulate carbon in the quench and it acts as a catalyst to break down the oil.
One way to extend the life of the oil is to make sure that you’re continuously filtering that out. People say 50 microns or 100 microns or 25 microns. Experientially, I’m going to say that it’s going to be 25 microns. If you have a 100-micron filter, that’s great for getting the pebbles out of the quench or the scale, if that were to be an issue with your customer’s parts, but that’s not sufficient to filter out the particulate that’s going to be of the size that’s going to catalyze the breakdown of your quenchant.
Doug Glenn: I assume that if you’re providing for some sort of continuous filtering of your quench, that’s built into the quench structure. The quench tank is built for that, right, and you’re continually flowing it through this filter?
Michael Mouilleseaux: I’m not going to say that no manufacturers offer sufficient quench filtering, but I am not aware of anyone that offers a quench filtration system that’s sufficient. Most of these things end up being standalone. You want to draw the quenchant from the bottom of the tank in one quarter, you want to put it through a series of filters, and you want to put it back into the furnace at the opposite end of the quench tank.
I can say with certainty, that a batch furnace which has not been filtered well, if you remove the quenchant from the furnace after six months — definitely after 12 months — of using it in daily carburizing, you’re going to take 55-gallon drums of sludge out of the furnace, and the sludge is essentially carbon that’s mixed in with the oil.
For that same furnace, with a sufficient quench filtration system, there will be little pockets in the four corners of the quench tank, but that’s about it.
CQI-9, Nadcap and all of those standards have a requirement for monitoring of quenchant. One of the monitors should be particulate because that lets you know how good a job you’re doing in filtering.
Having done it properly, one can say, “Well, I have to replace my quench oil,” — fill in the blank — “once a year, once every six months, once every two years.” Properly maintained and filtered, the quenchant does not have to be replaced very often.
You’re going to drag out a little oil on every load. You want to let the load drip so that you’re not taking that precious quench oil and just putting it in the wash and washing it off. But in a batch furnace, you could have a couple hundred gallons a month to four hundred gallons, depending on the size of the furnace, of add-back that you’re putting in there. Is that sufficient to maintain all of the additives that are in the quenchant? Is that something that you need to monitor? Typically, the manufacturer can do that for you. You get monitoring and you see what the quench speed is, what is the viscosity, flash – all of those important pieces of information.
Now, it doesn’t come for free. A filtration system is costly, and the filters are costly. A year’s worth of quenchant is five years’ worth of filters. In my mind, that’s a good tradeoff.
Karen Gantzer: So, Michael, when the process is filtering the quench, does this happen during production downtime?
Karen Gantzer
Associate Publisher/ Editor in Chief
Heat Treat Today
Michael Mouilleseaux: No, it’s done continuously. Even when the furnace is not running on the weekend, you’re still filtering the oil. You’re going to be taking 20-50 gallons out of the quench tank but you’re putting it right back in. It just passes through filters.
Some people have utilized centrifuges. It’s a very successful way of filtering out carbon particles in oil. The caveat on that is you don’t want the oil above 140 degrees. If you get the oil above 140 degrees and for every 20 degrees you go up, you start doubling the oxidation rate of the oil.
In high-temperature oil, we do a fair amount of modified marquenching. We do it in closed canisters. The seals must be temperature-tolerant, but it is very successful.
The last part is going to be the quench heating and cooling. Typically, at the first part of the week when you’re starting up the furnace or if you’re going from operation A to operation B and it requires a higher temperature quenchant, you’re going to use either gas or electric elements that are going to heat it. Those things need to be monitored so that they’re available when you need them. The last thing that you want to do is start out the week and find out that the quench heaters don’t work; then, you’re trying to find a couple of dummy loads that you can heat up to put into the quench to heat up the quenchant before proceeding with operations.
Then, of great, importance is quench cooling. In petroleum-based quenchants, you’ve got a flashpoint of 400 degrees plus or minus — could be 350, could be 450, depending upon the quenchant that you’re using. You don’t want the temperature of that oil to approach that flashpoint. You do that by using a quench-cooling system. It’s a big radiator. You’ve got a pump, and you set it when you want the pump to go on. You pump the oil out to the quench coolant, and when it comes back, once you’ve attained what your temperature is, then you stop.
Doug Glenn: I’ve got a couple quick questions on this. First, is the quench heater an immersion tube?
Michael Mouilleseaux: Yes. Gas-fired tubes and gas-fired units are very small u-tubes that go into the quench tank. Electrical units have got elements that are tolerant to that.
Doug Glenn: Typically, you’re using those because you’re actually using the quenchant and always putting hot things into it, so once the quench fluid is up to temperature, it’s not a problem. You’re using that quench heater just to get the thing up to temperature. So after that, most of the time, you’re using the cooler to keep it cool, correct?
Michael Mouilleseaux: Absolutely. That’s a control scheme. The last thing that you want to do is set the quench heater so that it’s within five degrees of setpoint and set the quench cooling so that it’s within five degrees of setpoint — then, the temperature just sits there, with heating and cooling fighting each other. You’re heating and cooling oil unnecessarily. You want to give yourself some bandwidth on that.
Material Handling System
Last is going to be the material handling system. In the batch furnace, many have what we call a “rear handler.” We saw the cart and it would push the load into the vestibule, the inner door would open, and it would push the load into the furnace. It’s always preferable to push hot loads, not to pull on them. The reason is that the base trays are alloy and the compressive strength is much higher than the tensile strength is. If you’re pulling on loads, you’re going to break trays.
Once the load is in the furnace, you would have a rear handler so when the cycle is terminated and the inner door opens, you would have a mechanism — it may have a flat bar that’s half the width of the tray — that actually pushes the load into the quench vestibule.
There it’s pushed by the charge car and the inner door is open. That same handler, from the charge car, pushes it into the furnace. Now, when the cycle is terminated, there is a handler in the rear of the furnace that pushes it into the vestibule for quenching.
The exception is right here: When it’s taken out of the vestibule, typically the charge car goes in and grabs it and pulls it out. But, at that point, you’re at 100 or 200 degrees so, at that temperature, you have no material effect upon the strength of the alloy.
Doug Glenn: Okay, the motion it took it from the tray on the left inside is going to push it in and then the next step it’s also going to push it into this “hot zone,” correct?
Michael Mouilleseaux: Yes.
Doug Glenn: But what you’re saying is, when it’s coming out of the hot zone, there’s probably a mechanism on the far righthand side of the hot zone that’s going to push it back. Nothing is going in to pull it out because it’s hot.
Michael Mouilleseaux: Extended reach cars put the load into the vestibule and then put it into the hot zone.
There are some rear handlers that, rather than being a simple push function, have a dog mechanism that allows them to go and get the load in the vestibule and pull it into the furnace. Personally, I am not a fan of that; I like the extended reach car because when you’re pushing something, it is very easy to determine if you’ve put it in the right location. If you grab a load and pull it, you could lose the attachment on that load and then it’s not put exactly where you want it to be.
You can put amp meters on these things so that the amount of force that the motors require to pull in or push out a load. The one thing you need to be cognizant of is that it’s going to take more power — a higher amp draw — to push a 4000-pound load than it is a 2000-pound load. Once you understand what that is, you can monitor these furnaces and then they start making sense to you.
Watlow®, a designer and manufacturer of complete industrial thermal systems, has recently completed its acquisition of Eurotherm®, a provider of controls, systems, software, and services for industrial markets around the world. How did the acquisition happen, what future technologies can we expect, and what should heat treaters know about this change?
Joining Doug Glenn, Heat Treat Today publisher and Heat Treat Radiohost, is Watlow CEO Rob Gilmore to answer all your questions.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Who Is Rob Gilmore? (00:43)
Contact us with your Reader Feedback!Rob Gilmore CEO Watlow Source: Watlow
Doug Glenn: Welcome everyone. Doug Glenn here, with Heat Treat Today. I have the great privilege of talking with Rob Gilmore, CEO of Watlow. I’m excited to talk with you, Rob. We’ve got quite a bit to cover today, so let me just jump in.
First off, I want to talk about you to give our listeners a sense of you and your background. I wasn’t stalking you, but I was doing a little bit of research, and I was pretty impressed.
I’ve got a list of titles here of things you’ve done at Watlow for the last 35 years: co-op student intern — that’s where you started, which is crazy — and then R&D, product development, manufacturing, engineer, design, development manager, operations product manager, semiconductor business group manager — where you spent a good bit of time — and VP and chief. So, tell us all about your experience at Watlow.
Robert Gilmore: Yes, I’ve had an exciting journey at Watlow and was fortunate enough to get started early in my career and figure out that I wanted to be in engineering. When I first started in engineering, I wasn’t too sure that was what I wanted to do, but when I started with Watlow, it definitely validated that this was it.
I was fortunate enough to get in the R&D group and learn a lot about both thermal applications and how to apply electric heat. It just continued to draw me to it. After I got into developing a lot of products, I entered into the manufacturing side to make sure I knew how we built those products. Then I really got to spend a lot of time with customers and customers’ applications to provide good solutions and solid solutions to our customers.
Doug Glenn: We’re going to get into a little bit of the Watlow company history here. Most recently, in 2021, you became CEO of Watlow, worldwide, correct?
Robert Gilmore: That is correct. We were fortunate to get partnered with a company called to really help us really accelerate and advance our strategy in the business.
About 10–12 years ago, we really knew that the thermal loop coming together was really going to help us optimize our customers’ applications around process heating and heat treat. We’ve seen a lot of success in that arena, and we knew that we wanted to invest much more capital into the business and help our customers be successful in those applications.
Doug Glenn: I want to talk a little bit more about Tinicum in a minute, but I think I heard that you, at one point in time, worked with or for Lindberg.
Robert Gilmore: Actually, it was early in my career, right after college. Lindberg was a very important customer of ours that was dealing with heat treat and furnaces, and they challenged us with some key applications.
My boss — this is a little bit of history of how I learned a lot about heat treat — said, “They’ve (Lindberg) got some significant thermal challenges and I’m going to drop you off here and don’t come back until you figure out how to solve those thermal challenges.”
I’ve always had a passion for heat treat and heat treat applications because they are the most challenging. I learned a lot about the application and how to optimize it.
Doug Glenn: And that was Lindberg rg, the commercial heat treat company, yes?
Robert Gilmore: I think it was actually their equipment manufacturing company.
They definitely did a lot in the auto industry, and there were really some challenging applications.
Doug Glenn: You have a decent amount of heat treat experience if you’ve been working with companies like Lindberg. That’s really good.
And, by the way, I just wanted to make one other comment: I think you’re in a rare class as somebody who has worked for the company for 35 years. That’s just really unheard of.
Robert Gilmore: Yes, it’s been a great company. We’ve been fortunate enough that the family atmosphere, the opportunity to do a lot of different things in the organization, and the ability learn a lot in the organization made it attractive. And it’s not only me; we’ve got a lot of talent in the business with years of service, application knowledge, and capabilities. It’s just been a great experience.
Doug Glenn: I think it speaks to the man, somebody who sticks around that long, as well as the company culture.
Meet Watlow (06:05)
Let’s talk about Watlow for a while.
I know a lot of people in our industry know Eurotherm and a lot of people know Watlow. Watlow hasn’t been as “core,” let’s say, to the heat treat, high temperature, thermal processing market as Eurotherm might have been.
Watlow’s company logo
Robert Gilmore: The headquarters are in St. Louis, but we’ve quickly become a pretty global organization organization over the past five years. That’s why we made some of the decisions that we did; our customers are global — they’re expecting to be supported globally.
So, we’re in headquarters. But that being said, I like to tell people it used to be 75% of our employees were in the Midwest, but now, 75% are outside the U.S., looking at the growth and the acquisitions that we’ve made in business.
Doug Glenn: I saw that the company was founded in 1922. So, just last year, you guys celebrated 100 years.
Robert Gilmore: That’s correct. It’s been a great journey for the company. It’s a great, rich history of solving thermal problems over the years. It’s a fun organization, from that perspective.
Doug Glenn : It was very impressive. I know now, it’s said there are at least 14 different sites around the globe — manufacturing, development, sales, service, etc.
Robert Gilmore: At least 14 different manufacturing sites, and then probably additional sales offices and development offices across the globe.
Doug Glenn: And Watlow, the core business encapsulates heaters, temperature controls, temperature sensors. How would you describe the core business of Watlow?
Robert Gilmore: Yes, I would say we look at it as a complete electric thermal loop. So, if you look at heaters, sensors, power devices, power management devices, along with temperature controls. That is the context of that thermal loop.
Doug Glenn: Gotcha. And then we did mention earlier, it was a family-owned business up until 2021, right?
Robert Gilmore: 2021, yes, is when we partnered with Tinicum.
Doug Glenn: Which is a private equity firm.
Robert Gilmore: Tinicum is more family oriented and it’s one of the reasons we partnered with them. But many of the family stayed in the business, just in a minority, shareholder position.
As Watlow started to advance its strategy, really around 2010, the goal was to bring the thermal loop together.
So, there was an acquisition in 2013 called Semiconductor Tooling Services (STS) and then there was the acquisition of Yarbrough that happened in 2018, and then CRC Inc. happened in 2020.
Doug Glenn: And there were a lot of product introductions. I was very impressed, looking down through the Watlow history on your website, seeing the amount of new products and services and acquisitions and expansions into various countries.
The bottom line is you are a global presence.
Robert Gilmore: We pride ourselves in being able to solve complicated thermal problems. We’ve got a very rich history of having solid technical and engineering talent, so usually if somebody can’t figure it out, they call us and we help them figure it out and work with them through that.
Key Markets (11:14)
Doug Glenn: Rob, if you don’t mind, could you just hit on some of the key markets? I know, obviously, you’re not all heat treat. I know you’re doing semiconductors.
In fact, I found it very interesting, by the way, as I was looking at your history, that you started out with shoes, some sort of a shoe heater.
Robert Gilmore: Yes, if you look at the history, the founder of the business recognized there was a way to mold leather more efficiently with an electric heater, and he created the electric heater (versus steam heating) in those applications. That’s how the business took off.
Over the years, we have continued to develop new products and new solutions as electric became more of an attractive solution. We pride ourselves in bringing the together.
Doug Glenn: Let’s talk about Watlow, not Eurotherm quite yet. Are there any major initiatives that you’ve got going on now?
Robert Gilmore: Yes. As Watlow was growing up as an organization, we were very product-centric, so we sold our components into a lot industries. Ten years ago, we decided that if we brought the thermal loop together to our customers, and targeted applications that had thermal challenges in there, we could bring a better solution to their process or their equipment in those applications.
That got us started on more of a market and application focus, starting with semiconductors.
That’s been the mantra. As we find that thermal is important in these different applications, we focus on those applications and provide those solutions.
“The semiconductor has definitely been attractive.”
So, the semiconductor has definitely been attractive. When you look at refrigerated transport and some of these markets looking for a cleaner, more efficient, alternative (what I would call “the diesel engine market”), we find that in cases where we have the opportunity to use the thermal system to increase fuel efficiency or make the engine burn much cleaner, that we’re helping our customers solve such problems.
There has been a big initiative to move from fossil fuel solutions to electric solutions. We see a lot of opportunities where we can help customers come up with more advanced heat exchanger solutions to optimize and provide a more efficient thermal solution to those applications. So, we’re helping many customers solve those applications.
We’re in medical. We’re in a lot of food processing, food equipment, as you might guess.
But we try to focus on those challenging applications where thermal is critical to the process or to the equipment, and help those customers optimize those solutions.
Green Initiatives and the Electric Thermal Loop (14:36)
Doug Glenn: You hit on one thing that I was going to ask you about: the green initiative, and if that’s really played well for you guys. Would you say yes to that?
Robert Gilmore: Absolutely. When you think about emissions reductions or clean energy, thermal is critical in those applications, and that is driving a lot of our products, solutions, and technologies. We’re helping customers solve those problems day in and day out.
Doug Glenn: Could you give our listeners any sense of magnitude or size of Watlow, whether it be total number of employees, annual sales, or profit margin — just kidding on that last one.
Robert Gilmore: We have around 4,000 employees, plus or minus, at any one time, and growing fast. I probably got that number wrong. We’re probably approaching a billion dollars in revenue. I might have to think about whether I want to share that or not, but it kind of gives you a relative size of the organization. We’re invested heavily in a lot of the products and technologies and supporting our customers, right now, to try to scale the business globally.
An illustration of the electric thermal loop.
Doug Glenn: Returning to the “green” topic I asked you about, there was a term you continually mentioned. It may be a term that you’re using there at Watlow that some of our readers and I might not understand: the concept of the “electric thermal loop.” Can you address that? What do you mean by that?
Robert Gilmore: Electric has been prevailing for a number of years, but when we look at the electric thermal loop, it is descriptive of the heater engine, the sensing device, the power management system, and the control system. That’s what I call that loop.
The industry (whether OEMs or end-users) addresses thermal loop from a component mindset: somebody is providing the electric heater, somebody is providing the control system, somebody is providing the sensor.
But we really find where we specialize is optimizing for the customer’s process or for the equipment to be optimized. That’s what we focus on. That’s why I call it the thermal loop. It’s, How do I optimize process performance or application performance by focusing on ? Am I getting a real sense of management process temperature or safety limits that we have to control, because we’ve got a volatile gas or something of that nature? So, we try to optimize that thermal loop; that’s the job that we do.
Doug Glenn: That makes sense. And, also, I can see how there would be value there to your engineer-based clients in that they can come to one place and you can say, “Okay, listen, we can help create the heat, we can apply the heat, we can measure and control it.”
Robert Gilmore: That’s correct, yes.
What the Acquisition of Eurotherm Offers Heat Treaters (18:40)
Doug Glenn : Let’s jump to Eurotherm. The acquisition of Eurotherm happened in 2022, which was just last year. It seemed like a long time ago, but it wasn’t all that long ago.
Robert Gilmore: Yes, it’s gone by fast, and we’re coming up on a one-year anniversary.
Doug Glenn: So, if you can take yourself back a year or maybe even two, when you first started looking at that acquisition, at the time, Eurotherm was part of Schneider Electric, which is a huge international conglomerate. What was appealing to you guys and where did you think you were going to take this thing?
Robert Gilmore: Eurotherm had been on Watlow’s radar for a number of years. We valued them as a market leader and a competitor in the marketplace, especially when it comes to the controls and the power management space. We always viewed them as being a leader on many fronts, from the product and technology side.
As we got closer, we also acknowledged that they were in some attractive adjacent markets that we thought we could use to complement their technology and capability to help us grow in scale in the business. Then, as we got to know them a little bit better, we recognized the talent and the capability that they had.
Watlow serves a lot of OEMs. OEMs are probably the majority of our business. Eurotherm leans more towards what we would call “the end-user market.” They’re really knowledgeable about these key applications and markets. They know what customers are doing in those applications. We found that very attractive, and when we were able to acquire them, we got a wealth of talent and knowledge around markets and applications, as well as the products that we were attracted to as well.
“Eurotherm had been on Watlow’s radar for a number of years. We valued them as a market leader and a competitor in the marketplace, especially when it comes to the controls and the power management space.”
Also, it increases our presence in Europe and Asia. It’s a good complement from that perspective.
We’re pretty excited about having them on board. We’re finding opportunities, all the time, to help our customers solve these applications. Now that those team members have access to our heating and sensing technology, that really gives them the full thermal loop to help support their customers. It’s a great complement to the business.
Doug Glenn: Yes. That’s very interesting. Before the acquisition of Eurotherm, Watlow was doing thermal controls of some sort?
Robert Gilmore: Yes. We’ve been in the controls business and power business for quite some time. When you look at the thermal loop, the way I phrase it is “the brains” of the thermal loop are in the control and power management side of the business. I’d like to say that’s the tip of the spear of what we’re doing for our customers, and our strategy is to bring that together.
Doug Glenn: I know that Eurotherm (and I’m wondering if this is another one of the reasons why you found them attractive) has systemwide, companywide-type controls and data acquisition, data management, and that type of thing. Did that capability play into the decision?
Robert Gilmore: Absolutely. That’s probably a really solid strength that they have around the data management acquisition side of their business. As we continue to make this thermal loop much more intelligent, access to data, data/data management, and data processing really becomes a really key value driver for us in the business.
It’s really very complementary to what we would say is on our roadmap: helping people implement Industry 4.0 and having that thermal loop intelligence in the system is really critical for where we’re going and how we’re helping our customers.
Integrating Industry 4.0 Technologies for Clients (23:07)
Doug Glenn : Can you speak to 4.0, either from the Watlow side or in combination with Eurotherm, along with things that might be coming up?
Robert Gilmore: When you look at our continued advancement and our bringing more advanced thermal loop and thermal processes together, data/data management/real-time data acquisition, and allowing that thermal loop to be more intelligent, real-time, feed the process
We actually have a portfolio of what we would call I-40 technologies that are helping our customers manage their systems and process more effectively. We’re in a lot of alpha and beta testing right now, with several of our customers, to help them advance their systems and solutions, as well.
Obstacles and Initiatives (24:03)
Doug Glenn: I assume the acquisition/integration of Eurotherm has gone relatively smoothly.
Robert Gilmore: It’s gone perfectly.
Doug Glenn: Never a misstep, I know!
Robert Gilmore: It’s been a great learning experience with the team. We’re coming together and figuring out how to work together. We’re trying to focus on our customers and our opportunities and then we’ll find it easier to work together. But I’m actually very happy with how things are going, with how the teams are working and really seizing the opportunity.
Doug Glenn: Good, good. Well, you know, in the years that I’ve been in the business, I’ve developed a decent knowledge of some of the people at Eurotherm, and I will second what you’re saying — you’ve got some good people and some good talent there.
So Rob, how about market obstacles, at this point? What are the things keeping you up at night?
Robert Gilmore: I think there are always going to be some of these challenges that are in front of us, with a business that’s growing like ours. We just continue to make sure that we’re developing and bringing on new talent and developing them to support the business and our customers. I think that’s always going to be a challenge.
In terms of these initiatives and where those opportunities are and which ones to focus on, a challenge is that different parts of the world are regulating differently, which makes us support faster. Predicting how those outcomes are going to happen and seeing what we should focus on first is always a challenge. We do not lack opportunity for business and growth opportunities.
But, you know, as much as those are obstacles, I look at those as great opportunities that are in front of us, as well.
Doug Glenn: Right. We had a team meeting here the other day with our team and somebody brought up the saying that Billie Jean King used to say, “Pressure is a privilege.” So, you know, you’ve got a lot of stuff going on and it’s a nice problem to have, to be able to say, “Well, which one of these is the best one to take?” and have to make that decision.
Learn what Watlow says about making combustion more sustainable through monitoring. Click the image above to read their article contribution!
We’re coming towards the end here, Rob. How about any specific initiatives with Eurotherm into either the heat treat market specifically or Eurotherm generally, that our listeners might want to know about?
Robert Gilmore: Yes, we’re continuing to advance the strategies in these different markets. Definitely in the heat treat market, we are coming together and really having specific strategies around that, and how we can optimize the thermal loop and those applications.
But really what I’m probably most excited about is the continued investment we have in technologies and products. We see a next generation of control and power management devices along with data acquisitions that you will start to see come out in 2024 and 2025.
We continue to invest in technology platforms, in what we would call the I-40 technologies platforms. We also have some, what I would call “advanced adaptive thermal systems,” that really allow the thermal loop to be intelligent.
We’ve been launching different products over the last probably five years, and more to come from that perspective.
And I’m pretty excited about some of the heater and sensing technologies that we’re developing, which include higher temp capabilities. The temperatures are going to continue to increase in some of these applications and become more demanding, and we’ve got some interesting technologies that we will be advancing there.
I think a big thing we’re also launching in a lot of alpha and beta applications, right now, has to do with “medium voltage technology.” As you continue to see this movement from fossil fuels to electric, the low voltage solutions don’t generate enough power, and we are introducing what we will call a medium voltage technology and heater technology. So, the ability to move from 480 to 600 volts to 4200 or 7200 volts is really going to give our customers the capability to handle going to those megawatt solutions that we can help them do.
I’m pretty excited about those technologies. We’ve been introducing some of those neat technologies that are going to help our customers be successful in many of these applications. It’s some pretty exciting stuff, at least for a lonely old engineer like myself.
Doug Glenn: For electric thermal loop geeks, this is great stuff.
Robert Gilmore: Absolutely.
Doug Glenn: I will tell you, And the whole green initiative seems to be global now. We were at THERMPROCESS over in GIFA in Düsseldorf, and it was all about green initiatives.
These are interesting times and I think you guys, with your business strategy, seem to be very, very well positioned to reap the benefits.
Robert Gilmore: We are definitely excited about what we’re doing today and what we’ll be doing tomorrow. These are exciting times for Watlow.
Doug Glenn: I have one other question for you: Are you guys doing anything with AI that you’re able to talk about?
Robert Gilmore: We definitely see opportunities from that perspective. We definitely believe it’s going to help — and it is helping — support our business. I would say probably we’re in the throws of really the ability to leverage the wealth of knowledge that we have and be able to get that through our business and our team members.
Again, I can’t even imagine the number of years of talent and technology and industry leaders in our business, and I want to make sure that knowledge gets transferred on to the next generation. I think we are looking at AI, in many ways, as to how to accelerate that ability. That’s probably the only nugget I’m going to give away from that perspective.
Doug Glenn: Fair enough.
Robert Gilmore: I appreciate the time and the opportunity. I’m definitely excited that we’re going to continue to have more presence in the heat treat market; you’re going to see our name more and more.
We’re pretty excited about the future and looking forward to talking to you some more.
Doug Glenn: If people want to keep up with you guys — what’s going on, what is the latest news out on you guys — is there any direction you want to steer? Is there anything you would recommend customers or prospects do?
Robert Gilmore: We’re continuing to advance and develop our website, and that’s a good place to start, if you want to reach out. Bob, or even myself sometimes, is always interested in what customers are thinking about or what help they need, as well.
Doug Glenn: Good, very good. Rob, thank you very much.
About the expert: Rob Gilmore has been with Watlow for nearly 35 years. Throughout his career Rob has gained broad experiences in engineering, manufacturing, product management, operations and general management. As a result, he has developed a keen understanding of the application of Watlow products, services, and solutions across a broad range of industries (including industrial ovens and furnaces). Prior to becoming CEO, Rob served as COO and general manager of the semiconductor processing business unit, growing this division to Watlow’s largest market segment. Shortly after Tinicum L.P. acquired a controlling interest in Watlow in March of 2021, he was promoted to Watlow’s CEO. Most recently, Rob has led the organization through the acquisition of Eurotherm from Schneider Electric in November of 2022.
Thinking about travel plans for the upcoming holiday season? You may know what means of transportation you will be using, but perhaps you haven't considered the heat treating processes which have gone into creating that transportation.
Today’s Technical Tuesday original content round-up features several articles from Heat TreatToday on the processes, requirements, and tools to keep planes in the air and vehicles on the road, and to get you from one place to the next.
Standards for Aerospace Heat Treating Furnaces
Without standards for how furnaces should operate in the aerospace, there could be no guarantee for quality aerospace components. And without quality aerospace components, there is no guarantee that the plane you're in will be able to get you off the ground, stay in the air, and then land you safely at your destination.
In this article, written by Douglas Shuler, the owner and lead auditor at Pyro Consulting LLC, explore AMS2750, the specification that covers pyrometric requirements for equipment used for the thermal processing of metallic materials, and more specifically, AMEC (Aerospace Metals Engineering Committee).
This article reviews the furnace classes and instrument accuracy requirements behind the furnaces, as well as information necessary for the aerospace heat treater.
Dissecting an Aircraft: Easy To Take Apart, Harder To Put Back Together
Curious to know how the components of an aircraft are assessed and reproduced? Such knowledge will give you assurance that you can keep flying safely and know that you're in good hands. The process of dissecting an aircraft, known as reverse engineering, can provide insights into the reproduction of an aerospace component, as well as a detailed look into the just what goes into each specific aircraft part.
This article, written by JonathanMcKay, heat treat manager at Thomas Instrument, examines the process, essential steps, and considerations when conducting the reverse engineering process.
If you are one of the growing group of North Americans driving an electric vehicle, you may be wondering how - and how well - the components of your vehicle are produced. Electric vehicles (EVs) are on the rise, and the automotive heat treating world is on the lookout for ways to meet the demand efficiently and cost effectively. One potential solution is laser heat treating.
Explore this innovative technology in this article composed by Aravind Jonnalagadda (AJ), CTO and co-founder of Synergy Additive Manufacturing LLC. This article offers helpful information on the acceleration of EV dies, possible heat treatable materials, and the process of laser heat treating itself. Read more to assess the current state of laser heat treating, as well as the future potential of this innovative technology.
When the Rubber Meets the Road, How Confident Are You?
Reliable and repeatable heat treatment of automotive parts. Without these two principles, it’s hard to guarantee that a minivan’s heat treated engine components will carry the family to grandma’s house this Thanksgiving as usual. Steve Offley rightly asserts that regardless of heat treat method, "the product material [must achieve] the required temperature, time, and processing atmosphere to achieve the desired metallurgical transitions (internal microstructure) to give the product the material properties to perform it’s intended function."
TUS surveys and CQI-9 regulations guide this process, though this is particularly tricky in cases like continuous furnace operations or in carburizing operations. But perhaps, by leveraging automation and thru-process product temperature profiling, data collection and processing can become more seamless, allowing you better control of your auto parts. Explore case studies that apply these two new methods for heat treaters in this article.
Where did the ±0.1°F AMS2750 requirement come from and how should heat treaters approach this specification, an important change that entails major buy-in? Andrew Bassett, president and owner of Aerospace Testing and Pyrometry, was at the AMS2750F meeting. He shares the inside scoop on this topic with Heat Treat Today and what he expects for the future of this standard.
Heat Treat Radio podcast host and Heat Treat Today publisher, Doug Glenn, has written a column on the topic, which you can find here; read it to understand some of the background, questions, and concerns that cloud this issue.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: Andrew Bassett, president and owner of Aerospace Testing and Pyrometry, Inc., somewhere in eastern Pennsylvania. We don’t know because you’re on the move! What is your new address, now, by the way?
Contact us with your Reader Feedback
Andrew Bassett: We are in Easton, Pennsylvania at 2020 Dayton Drive.
Doug Glenn: Andrew, we want to talk a bit about this ±0.1°F debate that is going on. It was actually precipitated by the column that I wrote that is in the February issue.
I just wanted to talk about that debate, and I know that you’ve been somewhat involved with it. So, if you don’t mind, could you give our listeners a quick background on what we are talking about, this ±0.1°F debate.
Andrew Bassett: To be honest with you, being part of the AMS2750 sub team, one of the questions came up for us during the Rev F rewrite was this 0.1°F readability — wanting to kind of fix this flaw that’s been in the standard ever since the day that AMS2750 came out. With instrumentation, for instance, you have ±2°F (the equivalent would be 1.1°C). At 1.1°C, the question became, If your instrumentation does not show this 0.1 of a degree readability, how can you show compliance to the standards?
Andrew Bassett President Aerospace Testing and Pyrometry Source: DELTA H
Then, it morphed into other issues that we’ve had in the previous revisions where we talk about precise temperature requirements, like for system accuracy testing: You’re allowed a hard number ±3° per Class 2 furnace or 0.3% of reading, whichever is greater. Now, we have this percentage. With anything over 1000°F, you're going to be able to use the percentage of reading to help bring your test into tolerance. In that example, 1100°F, you’re about 3.3 degrees. If your instrumentation doesn’t show this readability, how are you going to prove compliance?
That’s what it all morphed into. Originally, the first draft that we proposed in AMS2750F was that all instrumentation had to have 0.1°F readability. We got some feedback (I don’t know if I want to say “feedback” or "pitchforks and hammers") that this would be cost-prohibitive; most instrumentation doesn't have that readability, and it would be really costly to go out and try to do this. We understood that. But, at the end of the day, we said: The recording device is your permanent record, and so that’s what we’re going to lean on. But we still had a lot of pushback.
We ended up putting a poll out to AMEC and the heat treating industry to see what their opinions were. We said that with the 0.1 readability (when it came to a percentage reading), recording devices would read hard tolerances. So, for instance, an SAT read at 3° would be just that, not "or .3% of reading."
There was a third option that we had put out to the community at large, and it came back as the 0.1° readability for digital recorders, so that’s where we ran with the 0.1° readability.
When it was that big of an issue, we didn’t make the decisions ourselves; we wanted to put it out to the rest of the community. My guess is not everyone really thought the whole thing through yet. Now people are like, ok, well now I need to get this 0.1° readability.
Again, during the meetings, we heard the issues. Is 0.1° going to really make a difference to metal? If you have a load thermocouple that goes in your furnace and it reads 0.1° over the tolerance, does it fail the load? Well, no, metallurgically, we all know that’s not going to happen, but there’s got to be a line in the sand somewhere, so it was drawn at that.
"...that hard line in the sand had to be drawn somewhere..." Source: Unsplash.com/Willian Justen de Vasconcellos
That’s a little bit of the background of the 0.1° readability.
Doug Glenn: So, basically, we’re in a situation, now, where people are, in fact (and correct me if I’m wrong here), potentially going to fail SATs or tests on their system because of a 0.1° reading, correct? I mean, it is possible, correct?
Andrew Bassett: Yes. So, when the 0.1° readability came out in Rev F, we gave it a two-year moratorium that with that requirement, you still had two more years. Then, when Rev G came out, exactly two years to the date, we still had a lot of customers coming to us, or a lot of suppliers coming back to us, and saying, “Hey, look, there’s a supply shortage on these types of recorders. We need to buy some time on this.” It ranged from another year to 10 years, and we’re like — whoa, whoa, whoa! You told us, coming down the pike before, maybe you pushed it down the road, whatever, probably Covid put a damper on a lot of people, so we added another year.
So, as of June 30th of 2023, that requirement is going to come into full play now. Like it or not, that’s where the standard sits.
Doug Glenn: So, you’re saying June 30th, 2023?
Andrew Bassett: Yes.
Doug Glenn Alright, that’s good background.
I guess there were several issues that I raised. First off, you’ve already hit on one. I understand the ability to be precise, but in most heat treatment applications, one degree is not going to make a difference, right? So, why do we push for a 0.1° when 1° isn’t even going to make a difference?
Andrew Bassett: We know that, and it’s been discussed that way. But, again, that hard line in the sand had to be drawn somewhere, and that was the direction the community wanted to go with, so we went with that. Yes, we understand that in some metals, 10 degrees is not going to make a difference, but we need to have some sort of line in the sand and that's what was drawn.
Doug Glenn: So, a Class 1. I was thinking the lower number was a tighter furnace. So, a Class 1 (±5), and you’re saying, that’s all the furnace is classified for, right, ±5? So, if you get a reading of 1000°, it could be 1005° or it could be 995°. Then, you’re putting on top of that the whole idea that your temperature reading has got to be down to 0.1°. There just seems to be some disconnect there.
So, that was the first one. You also mentioned the instrumentation. It’s been pointed out to me, by some of the instrumentation people, that their instruments are actually only reading four digits. So up to 99.9 you actually have a point, but if it goes to 1000°, you’re out of digits; you can’t even read that. I mean, they can’t even read that down to a point.
"So, if you get a reading of 1000°, it could be 1005° or it could be 995°." Source: Unsplash.com/Getty Images
Andrew Bassett: Correct. On the recording side of things, we went away from analog instrumentation. The old chart papers, that’s all gone, and we required the digital recorders with that 0.1° readability, as of June 30th of this year.
Again, the first draft was all instrumentation. That would be your controllers, your overtemps, and we know that limitation. But everyone does have to be aware of it. We still allow for this calibration of ±2 or 0.2%. If you’re doing a calibration, let’s say, on a temperature control on a calibration point at 1600° and the instrument only reads whole numbers, you can use the percentage, but you would have to round it inward. Let’s use 1800°, that would be an easier way to do it. So, I’m allowed ±2 or 3.6° if I’m using the percentage of reading, but if the instrument does not read in decimal points for a controller or overtemp, you would have to round that down to ±3°.
Doug Glenn: ±3, right; the 0.6° is out the window.
Andrew Bassett: Correct. I shouldn’t say we like to bury things in footnotes, but this was an afterthought. In one of the footnotes, in one of the tables, it talks about instrumentation calibration that people need to be aware of.
Doug Glenn: Let’s just do this because I think we’ve got a good sense of what the situation is, currently. Would you care to prognosticate about the future? Do you think this is going to stand? Do you think it will be changed? What do you think? I realize you’re speaking for yourself, here.
Andrew Bassett: I’m conflicted on both sides. I want to help the supply base with this issue but I’m also on the standards committee that writes the standard. I think because we’re so far down the road, right now — this requirement has been out there since June 2022 — I don’t see anything being rolled back on it, at this point. I think if we did roll it back, we have to look at it both ways.
If we did roll this back and say alright, let’s just do away with this 0.1° readability issue, we still have to worry about the people processing in Celsius. Remember, we’re pretty much the only country in the world that processes in Fahrenheit. The rest of the world has been, probably, following these lines all along. If we rolled this back, just think about all the people that made that investment and moved forward on the 0.1° readability and they come back and say, “Wait a minute. We just spent a $100,000 on upgrading our systems and now you’re rolling it back, that’s not fair to us.”
At this point, with the ball already rolling, it would be very interesting to see when Nadcap starts publishing out the audit findings when it comes to the pyrometry and this 0.1° readability to see how many suppliers are being hit on this requirement and that would give us a good indication. If there are a lot of yeses on it then, obviously, a lot of suppliers haven’t gone down this road. My guess is, for the most part, anybody that’s Nadcap accredited in heat treating — and this goes across chemical processing, coatings, and a few other commodities — I think has caught up to this.
Personally, I don’t think this is going to go away; it’s not going to disappear. It’s going to keep going down this road. Maybe, if people are still struggling with getting the types of devices that can have that 0.1° readability, then maybe another year extension on it, but I don’t know where that is right now. I haven’t gotten enough feedback from aerospace customers that say, "Hey, I can’t get the recorder." I mean,
Doug Glenn: I just don’t understand, Andrew, how it’s even physically possible that companies can record something as accurately as 0.1° if the assembly or thermocouple wire is rated at ±2°? How is that even possible that you can want somebody to be accurate down to ±0.1° when the thing is only accurate up to ±2°?
Andrew Bassett: Right, I get that. We can even go a lot further with that and start talking about budgets of uncertainty. If you look at any reputable thermocouple manufacturer or instrument calibration reports that are ISO 17025, they have to list out their measurements of uncertainty, and that gives you only the 98% competence you’re going to be within that accuracy statement.
Yes, I get the whole issue of this .1° readability. There were good intentions were to fix a flaw, and it spiraled. We’ve seen where PLCs and some of these high logic controllers now can show the .1° readability, but they automatically round up at .5°. Are you now violating the other requirements of rounding to E29? Now, I think we’ve closed out the poll in the standard, but you’re right. We were trying to do the right thing. Personally, I don’t think we gave it all that much further thought on that except hey, let’s just make recorders this way and this should be okay.
Doug Glenn: Right. No, that’s good. Let me be clear, and I think most everybody that was involved with the standards are excellent people and they’re trying to do the right thing. There is no dissing on anybody that was doing it. I’m not a furnace guy, right, I’m a publisher — but when I look at it, I’m going: okay, you’re asking somebody to be as accurate as 0.1° on equipment that can only do ±2°. That’s a 4° swing and you’re asking them to be within 0.1°, basically.
Andrew, this has been helpful. It’s been good hearing from you because you’re on the frontline here. You’ve got one foot firmly planted in both camps.
Andrew Bassett: I’m doing my best to stay neutral with it all.
Doug Glenn: Anyhow, I appreciate it, Andrew. You’re a gentleman. Thanks for taking some time with us.
Andrew Bassett: Thanks, Doug. Appreciate it.
About the expert: Andrew Bassett has more than 25 years of experience in the field of calibrations, temperature uniformity surveys, system accuracy testing, as well an expertise in pressure, humidity, and vacuum measurement calibration. Prior to founding Aerospace Testing & Pyrometry, Andrew previously held positions as Vice President of Pyrometry Services and Director of Pyrometry Services for a large commercial heat treater and Vice President and Quality Control Manager for a small family owned business.
Heat treat induction coils, forgings, AM parts, and gears. What do they all have in common? R&D specialists have been creating simulations to make for more precise heat treating and solve issues like cracking or imperfect coil design. This original content piece pulls together 8 images for you on this Technical Tuesday so you can review the progress of simulation software for the heat treater over the last several years. Enjoy!
Looking for highly customizable induction heating solutions? Computer simulation can be the answer. Dr. Mihails Scepanskis and Dr. Vadims Geza, both of CENOS LLC, share how simulation is best employed in this summer 2019 throw back. Here's an excerpt: "Computer simulation for induction heating is a powerful tool that enables engineers to investigate or design a physical system and process using a virtual mathematical model, thus saving time and money on numerous physical design iterations."
How does one go about optimizing a progressive induction heating system for a steel billet? With 3D simulation. The platform elaborated upon in this article shares how both single and multiple coil designs can be simulated as well as the material and frequency for a full experiential test.
Simulation software was also used by Ford Motor Company to solve issue of cracking in cylinder heads. This was a problem that many competitors of the automotive company also had, so figuring out a solution that would save resources, time, and money was critical. Listen to the conversation or read the transcript when you click the link above.
With additive manufacturing and especially 3D printed designs, engineers are better able to design complex parts. With part manufacturing that can solve challenging and precise problems, simulation software can help develop 3D digital prototypes to test and add extra layers of complexity. Read this article about the role of simulation in 3D printed designs.
Variability between parts can mess up your heat treat operations if heat treat operators are not careful. Beyond knowing what composition is in your alloys, simulation can help predict what will happen to the different parts during heat treatment. Adam Hope and Paul Mason of Thermo-Calc Software reveal that "[the] examples shown [in this article] have illustrated how modeling and simulation tools such as those based on the CALPHAD approach can be used to predict variability arising due to material composition."
TC-PRISMA Precipitation simulations using nominal IN625 powder compositions measured at the dendrite boundaries. Recalculated based on Reference 3.
LPC got you feeling low? In this case study from DANTE Solutions, learn how the the simulation software helped a heat treater improve their LPC schedule and successfully dissolve carbides in the case of ring gears. Two of the takeaways were: "The heat treatment simulation software DANTE model parameters for carbon diffusivity, carbide formation, and carbide dissociation fit from experimental data," and "The software successfully predicted the results of a low-pressure carburizing process that was resulting in poor part performance during rolling contact fatigue."
This brief reference guide will bring you up-to-speed on the Industry 4.0 terms you should know, especially as the world of manufacturing continues to rapidly change and people begin mentioning "Industry 5.0" more and more.
Twice a month, Heat TreatToday publishes an episode of Heat TreatRadio, a unique-to-the-industry podcast. Whether it’s AMS2750 or CQI-9, these episodes will boost your knowledge about all things heat treat. Listen to these four episodes to gain confidence in compliance. Enjoy this original content, and happy listening!
Justin Rydzewski Director of Sales & Market Development Controls Service, Inc.
Heat TreatRadio: Justin Rydzewski on CQI-9 Rev.4 (Part 1 of 4) – Pyrometry
In this episode of Heat TreatRadio, hear directly from a committee member involved in updating CQI-9. Justin Rydzewski, director of Sales and Marketing at Controls Service, Inc. sheds some light on the automotive equivalent to AMS2750: CQI-9. From translation issues and formatting to new process tables and caveats regarding thermocouples, this episode of Heat TreatRadio provides all the necessary information heat treaters need to use the new revision. It's about more than just pyrometry; it's also about heat treat system assessment and heat treat operation.
To get the run-down on CQI-9, listen to this episode of Heat TreatRadio.
"How like is one test to the next one? What is your means of collecting data and what is your response plan when that data is unfavorable? Having that predetermined, so that you’re not doing in on the fly, can be incredibly helpful."
Heat TreatRadio: Andrew Bassett on AMS2750F (Part 1 of 3)
Andrew Bassett, President, Aerospace Testing and Pyrometry
In this three-part episode, Andrew Bassett of Aerospace Testing and Pyrometry discusses all things AMS2750F. Questions on thermocouples, calibrations and thermal processing classification, SATs, or TUSs? This series of Heat TreatRadio episodes has the answers.
In this first episode, Andrew focuses on thermocouples and sensors and the different thermocouple types that AM2750 Revision F addresses compared to past revisions. The use of nickel/nickel-moly thermocouples and the use of resistant temperature devices are just two of the additions found in Rev. F.
To get an overview of the changes to AMS2750 made in Revision F, as well as to hear a bit about the process for writing the specification book, listen to this series of episodes on Heat TreatRadio.
"I’m an end-user, so I’m able give my input and say, 'Hey, this doesn’t make sense. What you want to add into the spec is not real world.' It’s nice that people such as us get involved with these specifications."
Heat TreatRadio: Reimagining Furnace Compliance with C3 Data’s Matt Wright
Matt Wright Chief Marketing Officer, C3 Data Source: C3 Data
The future of compliance could be in the palm of your hand. Matt Wright, chief marketing officer at C3 Data, describes how C3 Data has encapsulated everything required to be AMS2750 or CQI-9 compliant into one platform: a user-friendly system that can run on a smart phone. No more clipboards, spreadsheets, or post-it notes. Using optical character recognition, heat treaters can complete SATs in real-time. With QR codes, operators can scan thermocouples and access the appropriate table within a specification book.
To learn more about what C3 Data is doing to make compliance easier, listen to this episode of Heat TreatRadio.
"When I look at our industry, one of the things that is the biggest challenge is the flow of information — getting information from where it resides to where it needs to be in the format that it needs to be."
Heat TreatRadio: Justin Rydzewski and James Hawthorne on CQI-9 Rev.4 (Part 3 of 4) – Process Tables & New Resources
James Hawthorne Corporate Heat Treat Specialist, Acument Global Technologies
There's more new material in CQI-9 Rev. 4 than just pyrometry updates. James Hawthorne of Acument Global Technologies, zooms in on changes to CQI-9's process tables and new resources. One of these new resources, a glossary of terms used within the document, was created specifically because of end-user requests. Maintenance request forms, helpful illustrations, and informative figures are just a few other new resources added to the latest version of CQI-9.
"Read the document. Read as much of it as you can and try to understand as much as you possibly can."
To hear more about what's new in CQI-9 Rev.4, listen to this episode of Heat TreatRadio.
Heat TreatRadiohost and Heat TreatToday publisher, Doug Glenn, talks with Matt Wright, the chief marketing officer at C3 Data, to hear how the company has reimagined furnace compliance to fit in your pocket.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: Matt, Welcome to Heat TreatRadio. This is your first time on.
Matt Wright: It’s good to be with you.
DG: I do want you to spend a little bit of time giving our listeners a little bit about your background and then, also, if you don’t mind, a quick summary of what C3 Data does, just so our listeners have a concept.
MW: I’ve been in the heat treat industry now for about 15 years. My brother, Nathan, and I together, we own a few — twenty-five — accredited pyrometry labs. C3 Data really comes as an outgrowth of that. Looking for an opportunity or way to reduce errors, a human element, and to save time with all of our technicians doing all the work that they’re doing. And so, it really became something that we did for ourselves and realized that it could be something that the industry as a whole could use.
When you look at our industry, there are two ways that you can comply with the AMS2750 CQI-9 specifications. One is what I would call the “roll your own method” which is what everyone has been doing from the beginning: that is using a whole panoply of different technologies, whether that’s an Excel spreadsheet, a clipboard, post-it notes, or what have you — anything and everything that you can do to try to remember to do all the things that need to be done, and then you go to the audit and hope that nothing fell through the cracks. What C3 Data does is takes all of those requirements and starts with the spec and encapsulates everything in one platform, one system, so you don’t have to think about and remember to do those things, you just follow what we have you do, and you come out and you’re ready for your audit.
DG: I want to jump back onto the labs you were talking about. Very briefly, how many where are they?
MW: We’ve got one in Ohio and one in Mexico that has three different offices in Mexico.
DG: And these are metallurgical labs, or did you say testing labs?
MW: They are labs that go on site to perform temperature uniformity surveys, system accuracy tests, instrument calibrations and those types of things.
DG: Let’s talk about compliance. Compliance with AMS2750 CQI-9 NADCAP is really an issue that is important to a lot of our listeners and readers, primarily those manufacturers who have their own in-house heat treat and have their own furnaces. Let’s talk about some of the latest developments, the latest technologies in that field. What are you seeing out there, Matt?
MW: When I look at our industry, one of the things that is the biggest challenge is the flow of information — getting information from where it resides to where it needs to be in the format that it needs to be. I think the technologies that have been successful in our industry are technologies that help lubricate that flow, if you will. A good example, I think you had mentioned some of the specs, but one of them is ITAR, the International Traffic in Arms Regulations specifications. In that case, you’re trying to prevent information from going to malign influence and so they’re going to use things like the Cloud and mobile technology. And those are the platforms that we’ve been built on, as well. But we’re kind of using it in reverse; we’re trying to disseminate information and getting it there as quickly as possible. So, the Cloud and mobile technology, I think, are the two biggest forms of technology that have been really helpful.
A couple other ones that we’re actually using that we’re seeing a little bit more and more of is OCR- optical character recognition. This is the ability to take a static document that has information on it and digitize it and get it to where it needs to be. We’re using that to be able to scan, for example, thermocouple cert, so that our customers, irrespective of who they’re buying their certs from, can just take a cert, scan it and build it right into their platform so they can use it to do an SAT in real-time.
Another one is the QR code. You know, with the things that are going on, it’s kind of made a comeback in recent days. Now you can get your wine list by scanning a QR code at the restaurant. Well, we’ve been using it since before it was cool to do that; we’ve been using to scan your thermocouples or your field test instrumentation, so you don’t have to go and look up something in a database or a table, you can just scan it in and, boom, you’re ready to go.
DG: This OCR is interesting regarding the certifications on the thermocouples. So, a thermocouple comes in, it’s got its stats and whatever you’re scanning, that becomes part of your data, if you will, correct? And are they using it for anything else? For example, I’m thinking in my mind, a company who wants to transition over to using a system like yours, perhaps they’ve got a lot of historical documents that, at least, would be helpful. Is that also an application?
MW: Certainly, a potential application could exist for that. We’ve got other tools with forms and things that we’ve put in place to make that transition from going from, what I call the “roll your own” in the static thing and pulling all of that information in. We’ve really made it, and strive to make it, more and more seamless every time.
DG: And the QR codes? Are you using those on furnaces, on thermocouples, or where are you using those?
MW: Any equipment that you use, whether it’s a thermocouple, a field test instrument, a data logger, any certification data that is associated with that, you can print a QR code and affix it to that. You’re not having to go and enter that in manually, you’re just scanning it in using our mobile app that has a QR code scanner built right in — it’s pulling that directly in. The whole idea is to reduce that bottle neck, if you will, and to get that information flow in so that these guys can do more value at a time out on the plant floor.
DG: I also wanted to ask you, because you mentioned about Cloud-based and mobile apps and things of that sort — let’s talk about security for just a second. I just got done doing an interview with a guy by the name of Mark Mills that hasn’t been released yet. He’s a fascinating guy and I’m going to give that one a plug right here- you need to listen to that when it comes out. But he was talking about cybersecurity- he wrote a book called The Cloud Revolution. I’ve also heard at some of the industry meetings that there have been real concerns where some of the larger companies are not wanting their data to go “outside,” if you will- they don’t want to break the ceiling and get into the Cloud, they want it on site. Are you guys seeing much of that? If so, how are you handling that?
MW: It’s a mix. We do see that. Every corporation has their own policies and procedures and what they’ve determined is a safe way to operate. So, on one side of the spectrum, we’ll get people that will be concerned and say, “Nothing in the Cloud,” and we have to have that conversation. Usually, the conversation revolves around what is the purpose of this information? And really, when you peel back and look at it, if someone were able to access the information in our system (which we have very tight security around), the only thing they’re going to find out is the very thing that those same preparations are bragging about on their website, and that is that they’re NADCAP compliant. There is no process-related data, there is no secret sauce involved in anything that we’re doing and so, it’s not something that we believe, and most people do end up seeing it our way that needs to be curtailed from a Cloud perspective.
DG: I know a lot of companies’ concerns are not so much that something will get out about them as it is this Cloud connection is a gateway for the nefarious amongst us to break in and get it. I’m sure you’re seeing that, right? Let me ask you it this way: What percentage of your clients are actually saying to you, “Listen, we want this to not be Cloud-based, we want it to be just on-site.”
MW: If I could swag, I would say maybe 5–10% ask the question, “Hey, is this something that we can just have locally because we would just like to have it for ourselves?” And the answer is, it’s not; it’s not something that we can have locally, just by nature of what it is — it’s an ongoing, continually improving and updated thing.
DG: Let’s talk about another hot point that we have here besides internet security. I don’t know if you guys have been affected by this, but it has to do with supply chain issues. We’ve got Covid to blame, we’ve got Russia to blame, we’ve got all kinds of things as far as supply chain. Are you experiencing any of that yourself for your business or are you seeing it from any of your customers?
MW: I think we are fairly isolated from that in that we’re not producing a tangible product; we’re a software company. Happily, we’re not experiencing that so much. I will say that, from our customers’ perspective, the big catchphrase now is “flexibility.” With those things that you mentioned, the ability to be able to adapt to not knowing from one day to the next if the guy that was supposed to do your SATs or TUSs today is even going to show up because he might test positive for Covid, or something else, really drives home the need to be flexible — to not put all your eggs in one proverbial basket. We’re striving asymptotically, if you will, to get closer and closer to that point where someone who’s never done a calibration before, can pick up an app and literally, the same day, start doing calibrations. There are a lot of hills to climb and obstacles to overcome, but we’re pretty close and we’re going to strive to keep doing that so that people don’t have to worry about what if this guy quits, or what if this guy gets a promotion? The system is going to run, and they can pick up and run with it with the next guy.
DG: When we talk supply chain, I start to think to myself, to a certain extent, I start to think internationally a little bit because a lot of the issues are bottlenecks at the border and things of that sort. But it makes me wonder — how about you guys, C3 Data, are you just North America or are you seeing business outside?
MW: Being a software company, one of the benefits of it is that you don’t have to ship anything anywhere. Being a U.S.-based company, we started out here and most of customers are here. We have a fair number of customers in Mexico, we have a few in the United Kingdom and we’re expanding currently, bringing on customers in France. Right now, we’ve got about four or five different languages that the website and the app is translated into, and we’re interested in expanding. It’s a great question and one that we’re really excited about — being able to not just be so parochial in the United States, but to expand into Europe.
DG: Tell me a bit about the mobile app. Let’s say you’re a manufacturer and you’ve got an in-house heat treat department. How often are you going to be using that mobile app as opposed to how often are you going to be using a desktop application, and how is the mobile app used?
MW: The decision to go with the mobile app came from our experience as a heat treat lab. Having to schlep around a laptop in a laptop bag or a cart with a computer on it, it’s really kind of a pain, quite frankly. Virtually everyone owns a cellphone. So, if we can put this into the power of a cellphone and enable that person to carry one less thing and to have the flexibility to not need to have to have that to do an SAT, to do a calibration, to change a sensor and those types of things, that’s what we wanted to do. You can use the app, you can run it on a laptop if you wish, and we have a few customers that just do that, but most of our customers (I would say over 90%), use the app, and depending on how fat their fingers are, they might go to a tablet.
DG: On a typical day when they’re using the app, they’re using it to do what? Run us through what would be a typical application.
MW: The mobile is primarily just used to do instrument calibrations and system accuracy tests. When you go out to do these tests, there is a whole lot of information that you need to have, and you need to be able to record information. Everything that you need is on the app, whether it’s defining what test sensor you’re using, what field test instrument you’re using, what furnace class the furnace is — everything is there. So, they’re using it just to record information. As they’re using that app and putting that information in, their reports are literally being generated in real-time and waiting for the quality manager to review whenever he or she wants to.
DG: I wanted to ask you about the different standards that you guys are covering. The three biggies we always think about are NADCAP, AMS2750, and CQI-9, and I’m sure you’ve got compliance with all of those. Are there any other major ones that you think any of our captive heat treaters might be interested in? I know the commercials will be interested in all of them, but any our captives might be interested in?
MW: Yes. Those two are the big ones — the AMS2750 spec and CQI-9 — that’s going to cover your aerospace and your automotive specification. We have the ability to give our customers, and a lot of our users do take advantage of it to create their own custom specs. They can just define their custom specs, their criteria, their frequencies, and then use the same platform that we built for these two specs, out of the box, to drive the compliance to whatever spec they want. So, it’s very open — it’s kind of agnostic in that regard. But we just built in those two AMS2750 and CQI-9 specs because that’s going to hit over 90% of what everybody wants.
Just a thing about those specs: Whenever those specs revise, like when CQI-9 went from rev 3 to 4 and when AMS2750 revision from E to F, and now, coming up in June when it revises to G, one of the benefits of having a Cloud-based solution is that all of our customers, when it went to F, all they had to do was log into the portal, find their furnace and go from E and select F and they’re off and running. That’s all they had to do. No training is required. It saves a lot on time of training, and you don’t have to redo the paperwork. The reports and all those things are now current revision.
DG: And Rev G of AMS2750 is probably out. I was just at some industry meetings and the big stink about the AMS2750 is going to a tenth of a degree on some measuring tools and things of that sort. Are you guys are able to handle that? I assume, being the software guys, it probably doesn’t really matter to you whether it’s a tenth or a hundredth or whatever. But you can cover that?
MW: Yes, absolutely. Now the tenth of a degree thing, I believe, is going to be extended for another year so that users are going to have one more year for that. The date we’re hearing and looking at is the end of June, so I think June 29th, which I think is the two-year anniversary of Rev E to F, so it will be coming out then, if nothing else changes.
DG: The fellows I was hearing from were saying basically there is talk of the extension, but they’ve got to get it passed to actually get the extension, otherwise end of June is the date that most people are going to have to nail that with.
Your C3 Data tool is basically Cloud-based, portable, whether it’s website, phone, tablet or whatever, to help people comply. When the auditor walks in to get the information they want, how easy is it for your clients? What do they need to do? I assume this is where the real time and money-savings come in, correct?
MW: Correct. What we like to tell people is, in a nutshell, C3 Data is going to save you time and help you pass your audits. The time saving is happening all during the year. Every SAT you do, you’re saving an enormous amount of time because you’re not writing in your reports, you’re not doing any calculations — you’re aggregating and gaining time throughout the year.
You’re also going to gain time in your audit preparation because, as you mentioned, when you log into your portal, your ability to find all of your documentation, along with our furnace dashboard which shows you, furnace by furnace, the compliance status of each one of them. You can see, in real-time, the compliance status is a huge timesaver and a real peace of mind that you can walk in with your hand on your heart and know from the auditor’s perspective, you’re going to have a good experience, because if he wants to see something, it’s very easy to find and you’re well prepared.
DG: Timesaving has got to be enormous. I know there are a lot of companies investing a lot of time in these audits and in compliance-related things.
You guys do a lot of work in this area. Are there any good tools out there for any of our viewers/readers if they want to go and find out more information, whether it’s dealing with compliance, what is AMS2750, what is CQI-9, any of that kind of thing? Any suggestions from you on where people might want to go?
MW: On our website, c3data.com, we’ve got a portion there that you can look up for training. We have a curriculum of training courses where they can come and educate themselves, whether it’s, like you say, to learn about what the spec is or maybe take a deeper dive into some of those fields — we have those available. We love talking to our customers and our prospects, too.
One of the things I will mention: In going back to the web as a software service model, one of the things that’s ongoing is the ability to support. We’ve been through so many of these audits and we know the spec probably more than the next guy and when you look at some of the testimonials on our website, you’ll see that they obviously love the product, but they love the ability to call one of us, and if we don’t know the answer, we’ll find out the answer and get them plugged into what they need. We enjoy talking about it.
This year, we’re going to be at the Furnace North America show in Indianapolis which is my hometown which will make it quite easy for me to get there. But we’re going to have a special guest, Doug Shuler, who’s going to be joining us at our booth. So come on by the booth and get all your questions answered by Doug.
DG: If his name is Doug, he can’t be all bad.
Matt, thanks a lot. I really appreciate your time. I’m looking forward to seeing you guys continue to grow and you’re offering a great service to heat treaters, so best of luck to you.
Precise temperature regulation is undoubtedly the top variable in the industrial process that influences the quality of the final product. Using intelligent power control and predictive maintenance, silicon controlled rectifiers (SCRs) play a major role in temperature regulation and in improving the industrial heat treating process. What are SCRs and how do they improve the industrial heat treat process?
In this Technical Tuesday feature, written by Tony Busch, sales application engineer at Control Concepts, Inc. and Meredith Barrett, manager of Marketing and Business Development at Weiss Industrial, discover how SCRs can help you improve temperature regulation.
(This article was originally published in Heat Treat Today’s November 2021 Vacuum Furnaceprint edition.)
Introduction
Meredith Barrett Marketing and Business Development Manager, Weiss Industrial
Tony Busch Sales Application Engineer Control Concepts, Inc.
In manufacturing metals and in the heat treat industry, temperature regulation is crucial. SCR power controllers regulate the flow of electricity from the grid to a major heating element in a manufacturing process. Usually, the major heating element is a furnace, kiln, or oven, and the SCR is often connected to the heating element directly or to a transformer connected to the heating element.
The ability to calculate resistance in a furnace can provide information on the overall condition of an element. The SCR collects data and communicates it back to the network. Predictive maintenance is knowing when an element has reached its useful life. This article will define what an SCR power controller is, how it functions, and the different firing modes.
Digital Thyristor/SCR Power Controller Overview
“Thyristor” is a Greek-derived word for “door.” The term is a hybrid of the word thyratron and transistor. As defined by ElectricalTechnology.org, a thyratron is a gas-filled tube that works as an SCR. SCR and thyristor are interchangeable terms in describing a device with four semiconductor layers or three PN junctions with a control mechanism. These small machines are known as latching devices. In the context of electrical engineering, a latch is a type of switch where once it’s on, it will remain on after removing the control signal.
Figure 1. Current flow
The actual power control module is an advanced electronic device with LED indicators and I/O terminals. The main internal components of an SCR power controller include:
• Semiconductor power devices (SCRs and Diodes)
• Microprocessor-based control circuits normally referred to as the firing circuit
• Heat sink (a means to dissipate the heat generated from semiconductor devices)
• Protective circuits (fuses and transient suppressors)
The diagram below is a very basic model showing one leg of an SCR controller. However, in all electrical designs of power controllers, such as the popular Control Concepts MicroFUSION series featured in this article, each controlled leg requires SCRs back-to-back within the power control module because of alternating current.
Figure 2. Basic model of one leg of SCR controller
How are Digital SCR Power Controllers Superior to Their Analog Predecessors?
“Digital” SCR power controllers are basically a concise way of referring to a power controller unit that utilizes a SCR switch (as opposed to a different switching method such as an insulated-gate bipolar transistor (IGBT)) and has all the above components. Additionally, these units contain microprocessors that make them more of a smart device. They are scalable, and easily paired with other digital units, whereas pairing analog power controllers results in potential emitter gain and bias.
Digital SCR power controllers can provide flexibility unmatched by analog units. This flexibility includes various communication options and the ability to switch through fi ring modes with ease, all without requiring the unit to be changed or rewired. The adaptable nature of digital SCR power controllers allows them to be incorporated into an industrial heat treat process much more effortlessly.
Older analog units are not highly configurable like their digital replacements. Newer SCRs not only have configurable faults and alarms, but also savable configuration files which can easily be loaded onto another unit.
Digital SCR power controllers can obtain accuracy and repeatability previously impossible with analog controllers. Digital units have power regulation capabilities that adjust for both variations from the mains voltage and resistance from the heating element. This form of power regulation is not only the most precise way to regulate temperature, but it also allows for process repeatability.
Synchronization of two units connected to the same power source, firing in zero-cross mode, is not ideal. This means that modules should not sync up so that they are on and off in unison. If this should happen, the process would require a large amount of current to be drawn from the source while the controllers are all on, and none when they are off.
The company’s SYNC-GUARD™ feature, not previously available on older SCR controller modules, reduces the peak current draw required from the source over time by causing each controller to attempt to find a time to turn on when fewer, or no other, controllers are firing. However, it has its limitations. The more controllers that are added to application, the probability of them syncing increases. Once ten or more controllers are utilized in an application, it becomes impossible to not have some sync up despite this feature.
Another key difference is that digital SCR power controllers are always calibrated and will never change. This allows the convenience of being able to “set it and forget it.” Newer models have an option of a digital display which was previously unavailable with analog controllers.
How the Latest SCR Power Controllers Improve Industrial Furnace Operations
SCRs can calculate electrical resistance in a furnace and provide precise power control. Intelligent power control has embedded algorithms which teach functions to calculate data and predict what is likely to happen next in the life of a heating element. This capability can determine partial load loss, resistance change, and complete load loss.
Partial load fault detection is a “watchdog” feature that monitors the system for change in resistance. This is useful for detecting an element failure for loads with multiple parallel elements. The feature monitors a user-set tolerance value that determines the drift from the target resistance in the system.
Therefore, an operator can enter the resistance manually or use the innovative “teach function” with a digital SCR controller. This is a form of artificial intelligence that will allow the SCR to learn the heating element through algorithms. The teach function auto-ramps and intelligently saves different resistance values at various setpoints in a process, eliminating guess work.
SCR power controller units attached to industrial furnace
Heater bakeout is an aspect of industrial furnace operations where digital SCRs offer a great amount of control. Industrial furnaces, kilns, and ovens are often lined with some sort of refractory or ceramic material that allows them to withstand extremely high temperatures. Typically, this material can get stressed and crack if heated too quickly, particularly in some submersion heaters where moisture can be present.
Modern SCR power controllers have an actual heater bakeout mode that will increase the temperature to the heating element gradually, allowing the furnace to slowly equalize in temperature. If any moisture is present in the heating element, it is baked away, and either way, slowly ramping up the temperature prevents damage to the refractory. This can prevent both costly furnace repairs and downtime.
Another major advantage of digital SCR controllers is tap change indication that informs the operator when to change voltage taps. Some loads, even if they remain the same, still can influence and change the element resistance over a period of time. Because this affects the power factor, a transformer with multiple voltage taps can be used.
Additionally, digital SCR controllers can also be utilized to achieve a constant output power. The tap change indication feature signals the operator when to adjust the voltage taps to a higher or lower setting on a digital display or digitally via the alarm monitor panel.
Predictive vs. Preventative Maintenance
Predictive maintenance has become a popular buzz word related to “Industry 4.0” as we now enter what is known as the fourth industrial revolution, or digitization of a manufacturing process utilizing an interconnected network of smart devices. The goal of both predictive maintenance and preventative maintenance is to increase the reliability of assets, such as an industrial furnace, oven, or kiln used in the heat treat manufacturing process. This not only avoids costly downtime but increases the life of an asset resulting in substantial savings in maintenance costs.
The main difference between the two is preventative maintenance is simply regularly scheduled upkeep, such as a temperature uniformity survey (TUS) on an industrial furnace. Think, for example, of how you have the oil changed every 3,000 miles in your vehicle because it is common practice for extending the life of your engine: that’s preventative maintenance.
Predictive maintenance is more condition monitoring or intelligence gathering on the health of an asset. It is based on present time and continuous data monitoring from smart devices on an industrial network. Predictive maintenance is knowing when an element needs to be fixed or has reached its useful life and needs to be replaced. Knowing the life of the element allows for a structured shut down preventing expensive unscheduled downtime.
How Do SCRs Achieve Intelligent Power Control?
In the instance of intelligent power control, the SCR acts similarly to a dimmer switch on a lighting fixture. It regulates the amount of electricity going into the furnace, just like the dimmer controls the amount of brightness going into the light bulb. The purpose of regulating the electricity to the heating element is to maintain the desired temperature and prevent damage to the asset from power surges or voltage inrush.
“Resistance” is an electrical engineering term that relates to the amount of current that can flow through a heating element of a furnace, machine, or other electronic device that heats up. Technically, this can be something as simple as your household toaster. When the heating element is cold, the resistance to electricity is lower, allowing more current to pass through. When it is hot, its resistance is higher, blocking the incoming current.
Figure 3. AC supply (left) and load voltage (right)
Both variations in the electricity coming from the grid (the mains voltage) and furnace resistance can cause temperature fluctuations. SCR power controllers accommodate for both variations from the mains voltage and furnace resistance by regulating output current utilizing different firing modes.
Firing Modes of SCRs: Phase-Angle & Zero-Cross Explained
What technically is a “firing mode” when it comes to SCRs? As noted in the SCR diagram, the topology of an SCR includes a control circuit also known as a “firing circuit.” The SCR has feedback and logic to determine how it is going to fire the electric sine wave. Thyristors, as SCRs are more commonly known outside of the U.S., have two basic control modes: phase-angle and zero-cross.
Phase-Angle
When a SCR power controller adjusts the voltage using the firing angle, it is known as phase-angle mode. This is analogous to a dimmer switch on a light fixture. The SCR is acting as a dimmer switch on an industrial furnace. Using phase-angle control, each SCR in a back-to-back pair is turned on for a variable portion of the half-cycle that it conducts. This trims every single half sine wave, giving a very smooth output, hence getting the correct kilowatts to the needed load.
In a heat treat application where the SCR is firing directly into the transformer, phase-angle mode will need to be employed. This protects the transformer from saturation. (See Figure 3.)
Zero-Cross
In zero-cross firing mode, the power controller adjusts the duty cycle to regulate the voltage. Each SCR is turned on or off only when the instantaneous sinusoidal waveform is zero. In zero-cross operation, power is applied for several continuous half-cycles, and then removed for a few half cycles, to achieve the desired load power.
In other words, zero-cross is best described as a blinking on and off. You’re firing a certain amount of full wave cycles, then it is going to turn off for a period of time, and then return to the on mode. An average is taken of the cycles that fire versus do not fire, which gives you control.
The on and off nature of zero-cross is beneficial for power factor, and the overall cost is lower than running SCRs in phase-angle applications. Simply stated, running SCR power controllers in zero-cross mode versus phase-angle mode consumes less energy and saves money on the electric bill. Zero-cross also produces little to no harmonics. As illustrated below in Figure 4, you can run SCRs in two-phase versus three-phase mode using zero-cross. If the resistance is varying less than 10%, zero-cross can be applied to the heat treat process.
SCR Power Controller Configurations
Single-Phase
In a single-phase configuration, SCRs are running back-to-back to the load, which is looping back up to L1 and L2. This is the most basic SCR set up.
Figure 4. Single-phase configuration
Three-Phase/3-Leg (6SCR)
Three-phase is wired in a delta or wye and involves three SCR modules connected in a circuit. This is great for phase-angle control where the SCR is firing into transformers. The topology is beneficial for direct firing as well. Three-phase is effective in high inrush current loads that require a current limit, and it also enables the system to phase without blinking on and off.
Figure 5. Three-phase/3-leg (6SCR) configuration
Three-Phase/2-Leg (4SCR) Zero-Cross Only
This configuration involves two SCR modules controlling two of the legs, and the third leg is connected to the delta or wye but going directly back to supply voltage. This can be more cost effective for an application since it is run in zero-cross mode.
Figure 6. Three-phase/2-leg (4SCR), zero cross mode
Inside Delta
Inside delta configuration is double the wiring. However, it reduces the size of the SCRs needed. Where the SCRs are placed in the circuit in the inside delta configuration will draw less current at the point. This is a more uncommon configuration, and it is found infrequently in the field.
Figure 7. Inside delta configuration
What SCR Is Right For Your Application?
Weiss Industrial, a manufacturer’s representative company, chose to partner with one of the top OEMs to help provide their customers with uninterrupted and efficient plant operations. They teamed up with Control Concepts Inc. (CCI) on their MicroFUSION Power Controllers because they found their product to be the most reliable and their customer service superior. The company’s power controllers are manufactured in the USA in their 54,000 square foot, company-owned facility in Chanhassen, MN.
Tony Busch, sales application engineer, notes that one of the bigger factors to consider in selecting the right SCR power controller is the load type. Some loads require zero-cross fi ring modes, others phase angle only, and in certain cases it does not matter. It can be either zero-cross or phase angle.
The main rule of thumb is to never use zero-cross on fast responding loads, such as infrared lamps and low mass heaters. In this instance, zero-cross will cause too much of an inrush current and can burst lamps and/or fuses down the line. On the other hand, loads in which the resistance changes are less than 10%, such as nickel and iron chromium, zero-cross must be used. Operators also prefer zero-cross in instances where low harmonics are required, as it produces less harmonics than phase-angle firing mode.
Conclusion
In conclusion, SCRs help achieve an integral part of an industrial network that improves the modern heat treat manufacturing process by providing precise and intelligent power control. They also achieve predictive maintenance previously impossible with their analog predecessors. Their advantages are numerous in improving industrial furnace operations and the heat treat manufacturing process.
Other major advantages of SCRs are their high reliability. Since they are solid-state devices, there is no inherent wear-out mode that can be associated with other industrial mechanical machinery that has gears or moving parts. This means little to no maintenance of the SCR power controller.
They have infinite resolution, which means if there is an incoming supply voltage of 480 volts, sequentially, 480 volts will be returned out of the SCR when it is turned on fully. There is no trim back or load loss involved. You can go from zero to 100% if you want to control your voltage, power, or current.
SCRs also have an extremely fast response time, which allows the operator to turn the device on and off very quickly. In North America, voltage is mostly running on 60hz at 120 half cycles per second. SCRs allow you to target a particular half cycle and turn it on and off very quickly. This is a great feature for loads that have high inrush current, acting as a soft starter, to keep from saturating the heating element.
Want to learn more?
Weiss Industrial has partnered with Control Concepts Inc. to produce a PDF document entitled A Guide to Intelligent Power Control & Temperature Regulation Utilizing SCR Technology, which you can obtain by contacting Meredith Barrett, Marketing and Business Development manager at Weiss Industrial: meredith.barrett@weissindustrial.com.
About the Authors:
Tony Busch, a graduate of Dunwoody College of Technology with a degree in Electrical Construction, began his career atControl Concepts, Inc.’s headquarters in Chanhassen, MN as a test technician, quickly transitioning to field service and repairs. In 2014, he began his current position as a sales application engineer and became Bussmann SCCR training certified. Contact Tony at tony.busch@ccipower.com
Meredith Barrett has a Communications degree from Penn State University and over twenty years of experience in sales, corporate communications, marketing, and business development. While her journey into the industrial and manufacturing sector began in 2014 with Siemens Industry, Meredith joined Weiss Industrial in January of 2020 as the Marketing and Business Development manager to assist in building a new marketing department and lead generation program, while also supporting business development. Contact Meredith at meredith.barrett@weissindustrial.com.







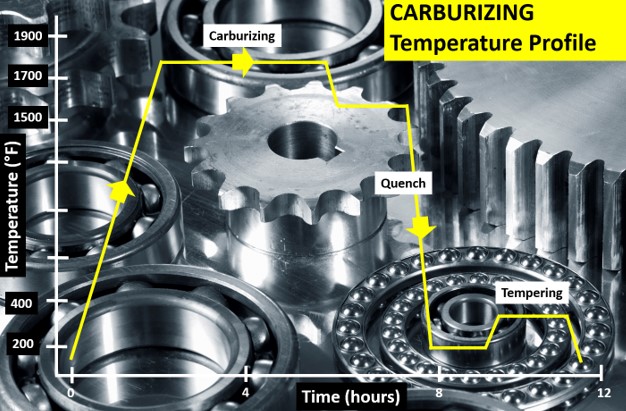

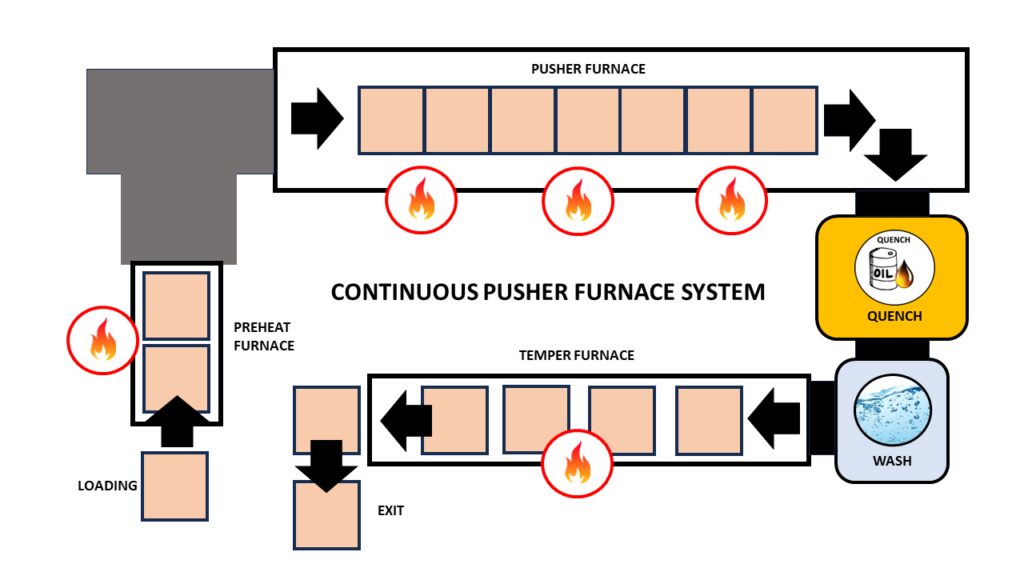



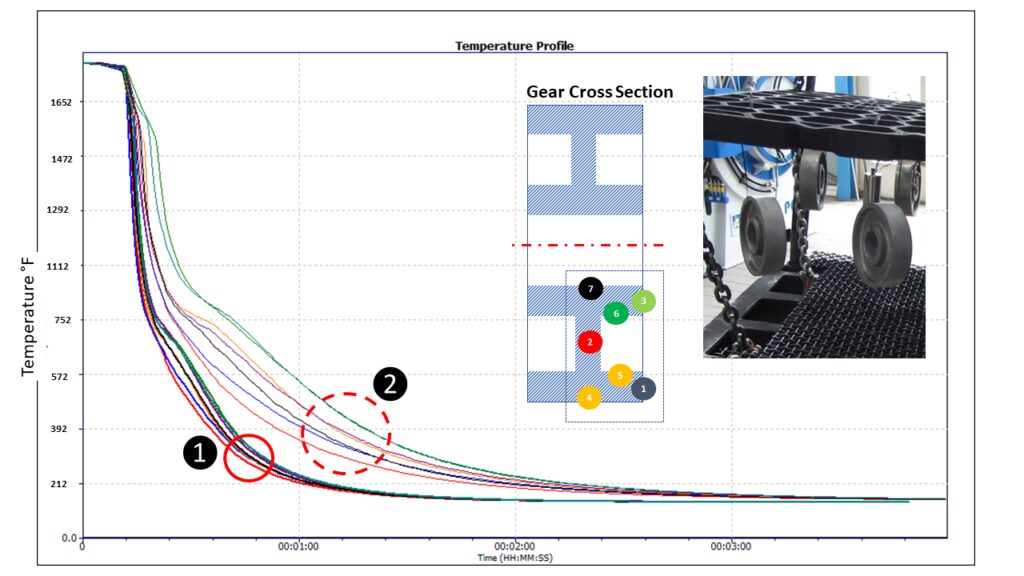

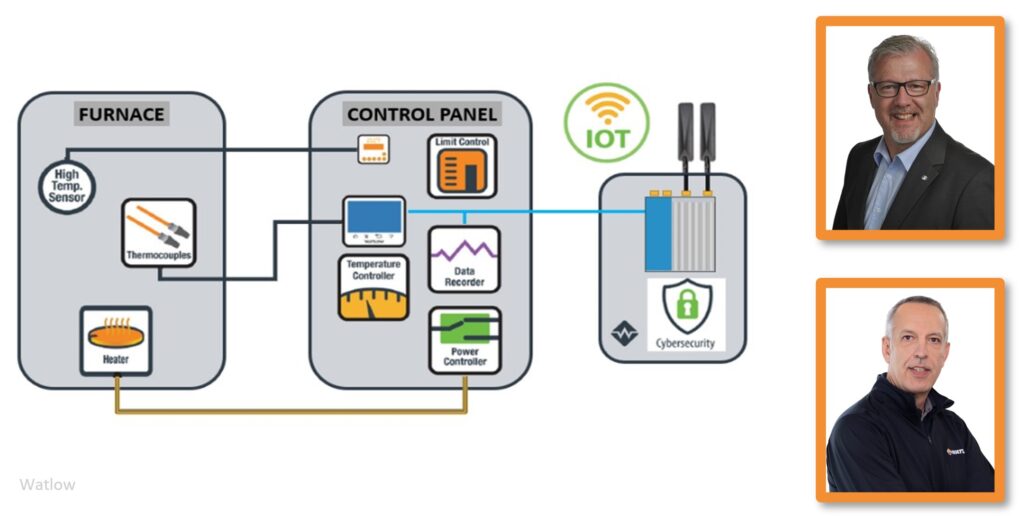
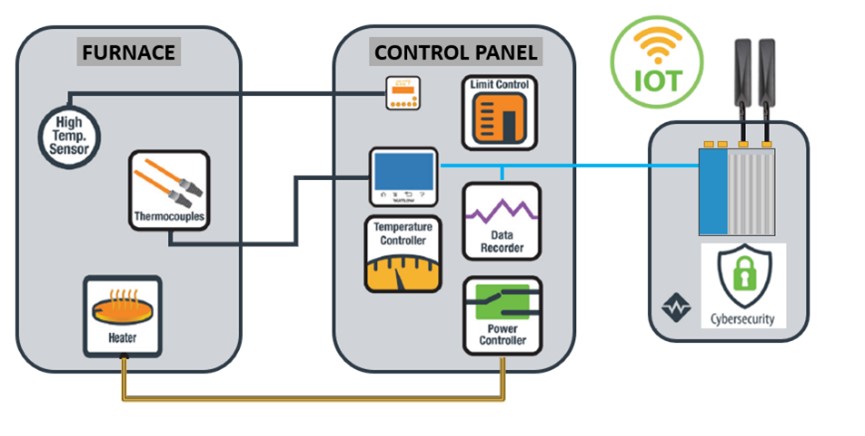






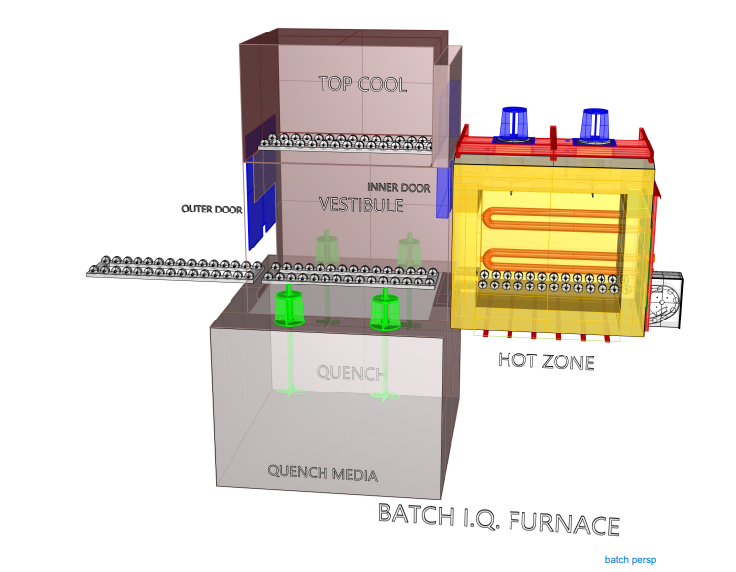

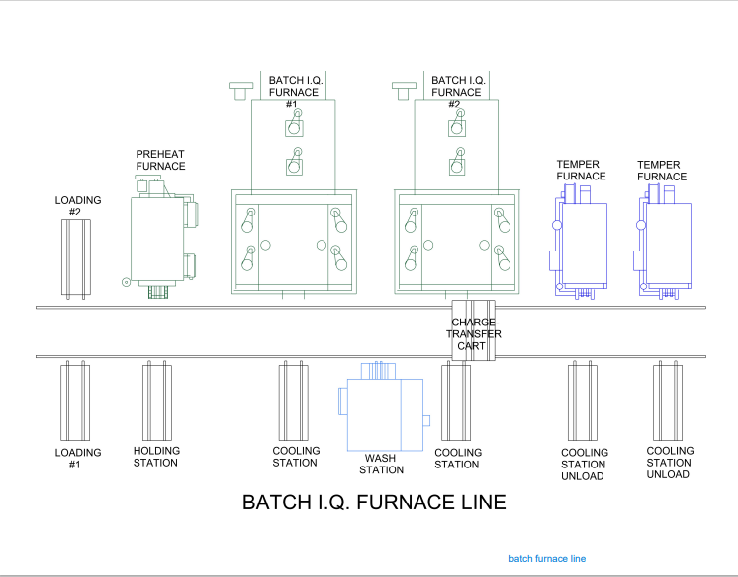






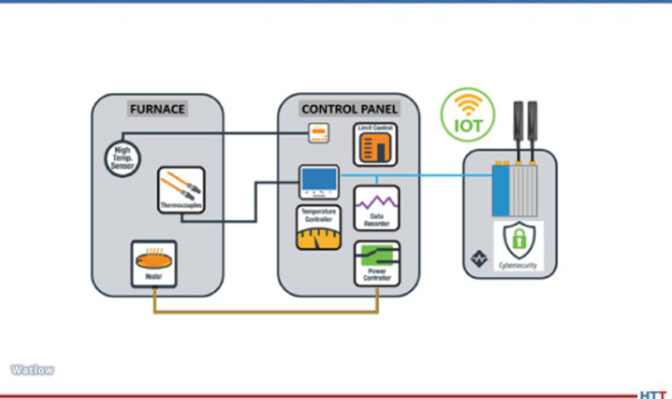













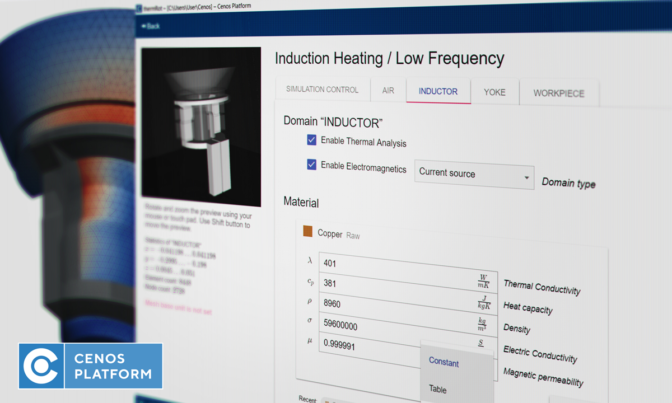
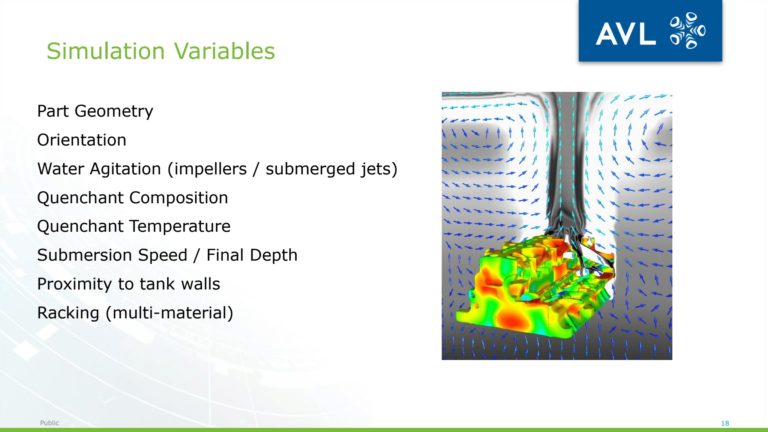
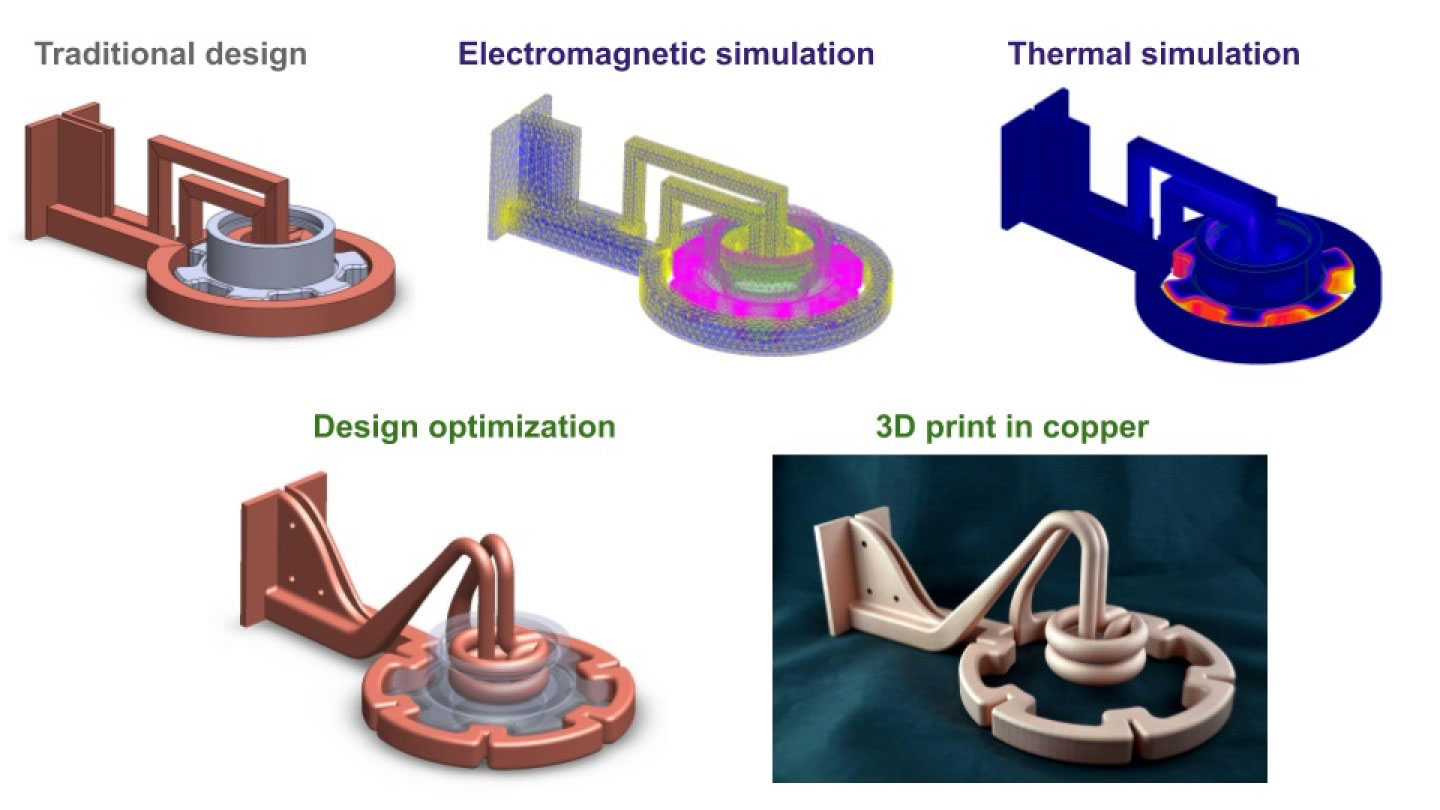
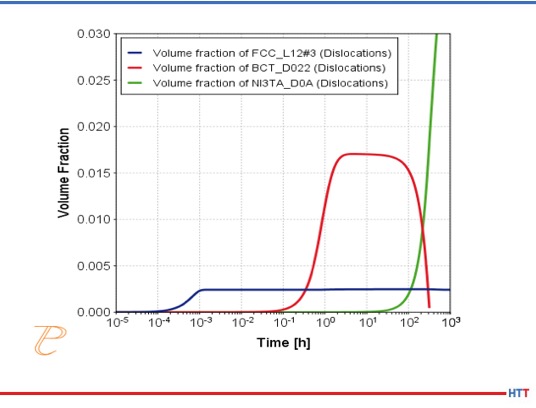
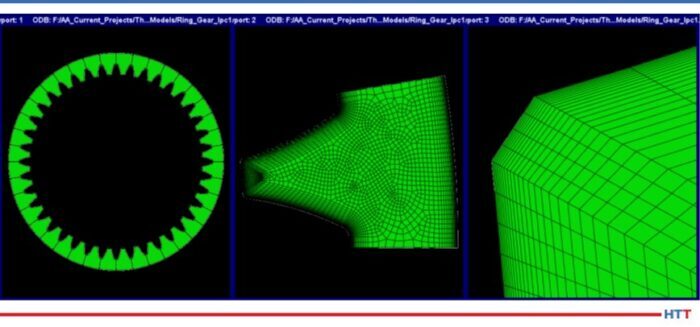
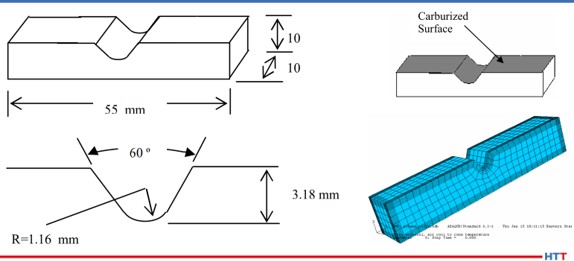








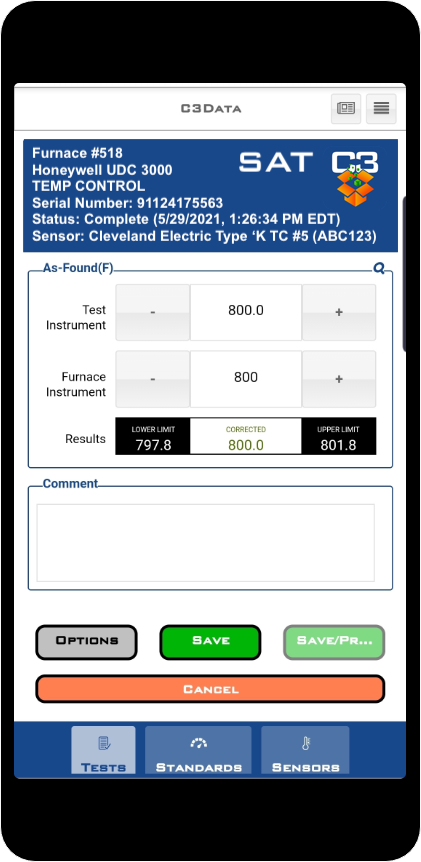 DG: I want to jump back onto the labs you were talking about. Very briefly, how many where are they?
DG: I want to jump back onto the labs you were talking about. Very briefly, how many where are they?

 MW: Yes, absolutely. Now the tenth of a degree thing, I believe, is going to be extended for another year so that users are going to have one more year for that. The date we’re hearing and looking at is the end of June, so I think June 29th, which I think is the two-year anniversary of Rev E to F, so it will be coming out then, if nothing else changes.
MW: Yes, absolutely. Now the tenth of a degree thing, I believe, is going to be extended for another year so that users are going to have one more year for that. The date we’re hearing and looking at is the end of June, so I think June 29th, which I think is the two-year anniversary of Rev E to F, so it will be coming out then, if nothing else changes.