Sometimes our editors find items that are not exactly “heat treat” but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
To celebrate getting to the “fringe” of the weekend, Heat Treat Today presents today’s Heat Treat Fringe Friday: the recent acquisition of U.S. Steel by Japan’s Nippon Steel Corporation and some coverage on what may derail the sale.
Nippon Steel Corporation (NSC), Japan’s largest steelmaker and one of the world’s leading steel manufacturers, and United States Steel Corporation (U. S. Steel), a leading steel producer with competitive advantages in low-cost iron ore, mini mill steelmaking, and best-in-class finishing capabilities, announced that they have entered into a definitive agreement pursuant to which NSC will acquire U. S. Steel for a total enterprise value of $14.9 billion. The transaction has been unanimously approved by the Board of Directors of both NSC and U. S. Steel.
NSC’s acquisition of U. S. Steel will enhance its world-leading manufacturing and technology capabilities and enable it to expand the geographic areas in which NSC can better serve all of its stakeholders. The transaction will further diversify NSC’s global footprint by significantly expanding its current production in the United States, adding to its primary geographies of Japan, ASEAN, and India. As a result of NSC’s acquisition of U. S. Steel, its expected total annual crude steel capacity will reach 86 million tonnes – accelerating progress towards NSC’s strategic goal of 100 million tonnes of global crude steel capacity annually.
NSC President Eiji Hashimoto said, “We are excited that this transaction brings together two companies with world-leading technologies and manufacturing capabilities, demonstrating our mission to serve customers worldwide, as well as our commitment to building a more environmentally friendly society through the decarbonization of steel.”
President and Chief Executive Officer of U. S. Steel, David B. Burritt, said, “For our U. S. Steel employees, who I continue to be thankful for, the transaction combines like-minded steel companies with an unwavering focus on safety, shared goals, values, and strategies underpinned by rich histories. For customers, U. S. Steel and NSC create a truly global steel company with combined capabilities and innovation capable of meeting our customers’ evolving needs. [December 18’s] announcement also benefits the United States – ensuring a competitive, domestic steel industry, while strengthening our presence globally. Our shared decarbonization focus is expected to enhance and accelerate our ability to provide customers with innovative steel solutions to meet sustainability goals.”
But this pushback is not at all unexpected from a Japanese perspective. In the perspective of Kyodo News, the regulatory authorities in America and “strict antitrust laws” could continue to prove to be an impediment to the full acquisition.
Watlow®, a designer and manufacturer of complete industrial thermal systems, has recently completed its acquisition of Eurotherm®, a provider of controls, systems, software, and services for industrial markets around the world. How did the acquisition happen, what future technologies can we expect, and what should heat treaters know about this change?
Joining Doug Glenn, Heat Treat Today publisher and Heat Treat Radiohost, is Watlow CEO Rob Gilmore to answer all your questions.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Who Is Rob Gilmore? (00:43)
Contact us with your Reader Feedback!Rob Gilmore CEO Watlow Source: Watlow
Doug Glenn: Welcome everyone. Doug Glenn here, with Heat Treat Today. I have the great privilege of talking with Rob Gilmore, CEO of Watlow. I’m excited to talk with you, Rob. We’ve got quite a bit to cover today, so let me just jump in.
First off, I want to talk about you to give our listeners a sense of you and your background. I wasn’t stalking you, but I was doing a little bit of research, and I was pretty impressed.
I’ve got a list of titles here of things you’ve done at Watlow for the last 35 years: co-op student intern — that’s where you started, which is crazy — and then R&D, product development, manufacturing, engineer, design, development manager, operations product manager, semiconductor business group manager — where you spent a good bit of time — and VP and chief. So, tell us all about your experience at Watlow.
Robert Gilmore: Yes, I’ve had an exciting journey at Watlow and was fortunate enough to get started early in my career and figure out that I wanted to be in engineering. When I first started in engineering, I wasn’t too sure that was what I wanted to do, but when I started with Watlow, it definitely validated that this was it.
I was fortunate enough to get in the R&D group and learn a lot about both thermal applications and how to apply electric heat. It just continued to draw me to it. After I got into developing a lot of products, I entered into the manufacturing side to make sure I knew how we built those products. Then I really got to spend a lot of time with customers and customers’ applications to provide good solutions and solid solutions to our customers.
Doug Glenn: We’re going to get into a little bit of the Watlow company history here. Most recently, in 2021, you became CEO of Watlow, worldwide, correct?
Robert Gilmore: That is correct. We were fortunate to get partnered with a company called to really help us really accelerate and advance our strategy in the business.
About 10–12 years ago, we really knew that the thermal loop coming together was really going to help us optimize our customers’ applications around process heating and heat treat. We’ve seen a lot of success in that arena, and we knew that we wanted to invest much more capital into the business and help our customers be successful in those applications.
Doug Glenn: I want to talk a little bit more about Tinicum in a minute, but I think I heard that you, at one point in time, worked with or for Lindberg.
Robert Gilmore: Actually, it was early in my career, right after college. Lindberg was a very important customer of ours that was dealing with heat treat and furnaces, and they challenged us with some key applications.
My boss — this is a little bit of history of how I learned a lot about heat treat — said, “They’ve (Lindberg) got some significant thermal challenges and I’m going to drop you off here and don’t come back until you figure out how to solve those thermal challenges.”
I’ve always had a passion for heat treat and heat treat applications because they are the most challenging. I learned a lot about the application and how to optimize it.
Doug Glenn: And that was Lindberg rg, the commercial heat treat company, yes?
Robert Gilmore: I think it was actually their equipment manufacturing company.
They definitely did a lot in the auto industry, and there were really some challenging applications.
Doug Glenn: You have a decent amount of heat treat experience if you’ve been working with companies like Lindberg. That’s really good.
And, by the way, I just wanted to make one other comment: I think you’re in a rare class as somebody who has worked for the company for 35 years. That’s just really unheard of.
Robert Gilmore: Yes, it’s been a great company. We’ve been fortunate enough that the family atmosphere, the opportunity to do a lot of different things in the organization, and the ability learn a lot in the organization made it attractive. And it’s not only me; we’ve got a lot of talent in the business with years of service, application knowledge, and capabilities. It’s just been a great experience.
Doug Glenn: I think it speaks to the man, somebody who sticks around that long, as well as the company culture.
Meet Watlow (06:05)
Let’s talk about Watlow for a while.
I know a lot of people in our industry know Eurotherm and a lot of people know Watlow. Watlow hasn’t been as “core,” let’s say, to the heat treat, high temperature, thermal processing market as Eurotherm might have been.
Watlow’s company logo
Robert Gilmore: The headquarters are in St. Louis, but we’ve quickly become a pretty global organization organization over the past five years. That’s why we made some of the decisions that we did; our customers are global — they’re expecting to be supported globally.
So, we’re in headquarters. But that being said, I like to tell people it used to be 75% of our employees were in the Midwest, but now, 75% are outside the U.S., looking at the growth and the acquisitions that we’ve made in business.
Doug Glenn: I saw that the company was founded in 1922. So, just last year, you guys celebrated 100 years.
Robert Gilmore: That’s correct. It’s been a great journey for the company. It’s a great, rich history of solving thermal problems over the years. It’s a fun organization, from that perspective.
Doug Glenn : It was very impressive. I know now, it’s said there are at least 14 different sites around the globe — manufacturing, development, sales, service, etc.
Robert Gilmore: At least 14 different manufacturing sites, and then probably additional sales offices and development offices across the globe.
Doug Glenn: And Watlow, the core business encapsulates heaters, temperature controls, temperature sensors. How would you describe the core business of Watlow?
Robert Gilmore: Yes, I would say we look at it as a complete electric thermal loop. So, if you look at heaters, sensors, power devices, power management devices, along with temperature controls. That is the context of that thermal loop.
Doug Glenn: Gotcha. And then we did mention earlier, it was a family-owned business up until 2021, right?
Robert Gilmore: 2021, yes, is when we partnered with Tinicum.
Doug Glenn: Which is a private equity firm.
Robert Gilmore: Tinicum is more family oriented and it’s one of the reasons we partnered with them. But many of the family stayed in the business, just in a minority, shareholder position.
As Watlow started to advance its strategy, really around 2010, the goal was to bring the thermal loop together.
So, there was an acquisition in 2013 called Semiconductor Tooling Services (STS) and then there was the acquisition of Yarbrough that happened in 2018, and then CRC Inc. happened in 2020.
Doug Glenn: And there were a lot of product introductions. I was very impressed, looking down through the Watlow history on your website, seeing the amount of new products and services and acquisitions and expansions into various countries.
The bottom line is you are a global presence.
Robert Gilmore: We pride ourselves in being able to solve complicated thermal problems. We’ve got a very rich history of having solid technical and engineering talent, so usually if somebody can’t figure it out, they call us and we help them figure it out and work with them through that.
Key Markets (11:14)
Doug Glenn: Rob, if you don’t mind, could you just hit on some of the key markets? I know, obviously, you’re not all heat treat. I know you’re doing semiconductors.
In fact, I found it very interesting, by the way, as I was looking at your history, that you started out with shoes, some sort of a shoe heater.
Robert Gilmore: Yes, if you look at the history, the founder of the business recognized there was a way to mold leather more efficiently with an electric heater, and he created the electric heater (versus steam heating) in those applications. That’s how the business took off.
Over the years, we have continued to develop new products and new solutions as electric became more of an attractive solution. We pride ourselves in bringing the together.
Doug Glenn: Let’s talk about Watlow, not Eurotherm quite yet. Are there any major initiatives that you’ve got going on now?
Robert Gilmore: Yes. As Watlow was growing up as an organization, we were very product-centric, so we sold our components into a lot industries. Ten years ago, we decided that if we brought the thermal loop together to our customers, and targeted applications that had thermal challenges in there, we could bring a better solution to their process or their equipment in those applications.
That got us started on more of a market and application focus, starting with semiconductors.
That’s been the mantra. As we find that thermal is important in these different applications, we focus on those applications and provide those solutions.
“The semiconductor has definitely been attractive.”
So, the semiconductor has definitely been attractive. When you look at refrigerated transport and some of these markets looking for a cleaner, more efficient, alternative (what I would call “the diesel engine market”), we find that in cases where we have the opportunity to use the thermal system to increase fuel efficiency or make the engine burn much cleaner, that we’re helping our customers solve such problems.
There has been a big initiative to move from fossil fuel solutions to electric solutions. We see a lot of opportunities where we can help customers come up with more advanced heat exchanger solutions to optimize and provide a more efficient thermal solution to those applications. So, we’re helping many customers solve those applications.
We’re in medical. We’re in a lot of food processing, food equipment, as you might guess.
But we try to focus on those challenging applications where thermal is critical to the process or to the equipment, and help those customers optimize those solutions.
Green Initiatives and the Electric Thermal Loop (14:36)
Doug Glenn: You hit on one thing that I was going to ask you about: the green initiative, and if that’s really played well for you guys. Would you say yes to that?
Robert Gilmore: Absolutely. When you think about emissions reductions or clean energy, thermal is critical in those applications, and that is driving a lot of our products, solutions, and technologies. We’re helping customers solve those problems day in and day out.
Doug Glenn: Could you give our listeners any sense of magnitude or size of Watlow, whether it be total number of employees, annual sales, or profit margin — just kidding on that last one.
Robert Gilmore: We have around 4,000 employees, plus or minus, at any one time, and growing fast. I probably got that number wrong. We’re probably approaching a billion dollars in revenue. I might have to think about whether I want to share that or not, but it kind of gives you a relative size of the organization. We’re invested heavily in a lot of the products and technologies and supporting our customers, right now, to try to scale the business globally.
An illustration of the electric thermal loop.
Doug Glenn: Returning to the “green” topic I asked you about, there was a term you continually mentioned. It may be a term that you’re using there at Watlow that some of our readers and I might not understand: the concept of the “electric thermal loop.” Can you address that? What do you mean by that?
Robert Gilmore: Electric has been prevailing for a number of years, but when we look at the electric thermal loop, it is descriptive of the heater engine, the sensing device, the power management system, and the control system. That’s what I call that loop.
The industry (whether OEMs or end-users) addresses thermal loop from a component mindset: somebody is providing the electric heater, somebody is providing the control system, somebody is providing the sensor.
But we really find where we specialize is optimizing for the customer’s process or for the equipment to be optimized. That’s what we focus on. That’s why I call it the thermal loop. It’s, How do I optimize process performance or application performance by focusing on ? Am I getting a real sense of management process temperature or safety limits that we have to control, because we’ve got a volatile gas or something of that nature? So, we try to optimize that thermal loop; that’s the job that we do.
Doug Glenn: That makes sense. And, also, I can see how there would be value there to your engineer-based clients in that they can come to one place and you can say, “Okay, listen, we can help create the heat, we can apply the heat, we can measure and control it.”
Robert Gilmore: That’s correct, yes.
What the Acquisition of Eurotherm Offers Heat Treaters (18:40)
Doug Glenn : Let’s jump to Eurotherm. The acquisition of Eurotherm happened in 2022, which was just last year. It seemed like a long time ago, but it wasn’t all that long ago.
Robert Gilmore: Yes, it’s gone by fast, and we’re coming up on a one-year anniversary.
Doug Glenn: So, if you can take yourself back a year or maybe even two, when you first started looking at that acquisition, at the time, Eurotherm was part of Schneider Electric, which is a huge international conglomerate. What was appealing to you guys and where did you think you were going to take this thing?
Robert Gilmore: Eurotherm had been on Watlow’s radar for a number of years. We valued them as a market leader and a competitor in the marketplace, especially when it comes to the controls and the power management space. We always viewed them as being a leader on many fronts, from the product and technology side.
As we got closer, we also acknowledged that they were in some attractive adjacent markets that we thought we could use to complement their technology and capability to help us grow in scale in the business. Then, as we got to know them a little bit better, we recognized the talent and the capability that they had.
Watlow serves a lot of OEMs. OEMs are probably the majority of our business. Eurotherm leans more towards what we would call “the end-user market.” They’re really knowledgeable about these key applications and markets. They know what customers are doing in those applications. We found that very attractive, and when we were able to acquire them, we got a wealth of talent and knowledge around markets and applications, as well as the products that we were attracted to as well.
“Eurotherm had been on Watlow’s radar for a number of years. We valued them as a market leader and a competitor in the marketplace, especially when it comes to the controls and the power management space.”
Also, it increases our presence in Europe and Asia. It’s a good complement from that perspective.
We’re pretty excited about having them on board. We’re finding opportunities, all the time, to help our customers solve these applications. Now that those team members have access to our heating and sensing technology, that really gives them the full thermal loop to help support their customers. It’s a great complement to the business.
Doug Glenn: Yes. That’s very interesting. Before the acquisition of Eurotherm, Watlow was doing thermal controls of some sort?
Robert Gilmore: Yes. We’ve been in the controls business and power business for quite some time. When you look at the thermal loop, the way I phrase it is “the brains” of the thermal loop are in the control and power management side of the business. I’d like to say that’s the tip of the spear of what we’re doing for our customers, and our strategy is to bring that together.
Doug Glenn: I know that Eurotherm (and I’m wondering if this is another one of the reasons why you found them attractive) has systemwide, companywide-type controls and data acquisition, data management, and that type of thing. Did that capability play into the decision?
Robert Gilmore: Absolutely. That’s probably a really solid strength that they have around the data management acquisition side of their business. As we continue to make this thermal loop much more intelligent, access to data, data/data management, and data processing really becomes a really key value driver for us in the business.
It’s really very complementary to what we would say is on our roadmap: helping people implement Industry 4.0 and having that thermal loop intelligence in the system is really critical for where we’re going and how we’re helping our customers.
Integrating Industry 4.0 Technologies for Clients (23:07)
Doug Glenn : Can you speak to 4.0, either from the Watlow side or in combination with Eurotherm, along with things that might be coming up?
Robert Gilmore: When you look at our continued advancement and our bringing more advanced thermal loop and thermal processes together, data/data management/real-time data acquisition, and allowing that thermal loop to be more intelligent, real-time, feed the process
We actually have a portfolio of what we would call I-40 technologies that are helping our customers manage their systems and process more effectively. We’re in a lot of alpha and beta testing right now, with several of our customers, to help them advance their systems and solutions, as well.
Obstacles and Initiatives (24:03)
Doug Glenn: I assume the acquisition/integration of Eurotherm has gone relatively smoothly.
Robert Gilmore: It’s gone perfectly.
Doug Glenn: Never a misstep, I know!
Robert Gilmore: It’s been a great learning experience with the team. We’re coming together and figuring out how to work together. We’re trying to focus on our customers and our opportunities and then we’ll find it easier to work together. But I’m actually very happy with how things are going, with how the teams are working and really seizing the opportunity.
Doug Glenn: Good, good. Well, you know, in the years that I’ve been in the business, I’ve developed a decent knowledge of some of the people at Eurotherm, and I will second what you’re saying — you’ve got some good people and some good talent there.
So Rob, how about market obstacles, at this point? What are the things keeping you up at night?
Robert Gilmore: I think there are always going to be some of these challenges that are in front of us, with a business that’s growing like ours. We just continue to make sure that we’re developing and bringing on new talent and developing them to support the business and our customers. I think that’s always going to be a challenge.
In terms of these initiatives and where those opportunities are and which ones to focus on, a challenge is that different parts of the world are regulating differently, which makes us support faster. Predicting how those outcomes are going to happen and seeing what we should focus on first is always a challenge. We do not lack opportunity for business and growth opportunities.
But, you know, as much as those are obstacles, I look at those as great opportunities that are in front of us, as well.
Doug Glenn: Right. We had a team meeting here the other day with our team and somebody brought up the saying that Billie Jean King used to say, “Pressure is a privilege.” So, you know, you’ve got a lot of stuff going on and it’s a nice problem to have, to be able to say, “Well, which one of these is the best one to take?” and have to make that decision.
Learn what Watlow says about making combustion more sustainable through monitoring. Click the image above to read their article contribution!
We’re coming towards the end here, Rob. How about any specific initiatives with Eurotherm into either the heat treat market specifically or Eurotherm generally, that our listeners might want to know about?
Robert Gilmore: Yes, we’re continuing to advance the strategies in these different markets. Definitely in the heat treat market, we are coming together and really having specific strategies around that, and how we can optimize the thermal loop and those applications.
But really what I’m probably most excited about is the continued investment we have in technologies and products. We see a next generation of control and power management devices along with data acquisitions that you will start to see come out in 2024 and 2025.
We continue to invest in technology platforms, in what we would call the I-40 technologies platforms. We also have some, what I would call “advanced adaptive thermal systems,” that really allow the thermal loop to be intelligent.
We’ve been launching different products over the last probably five years, and more to come from that perspective.
And I’m pretty excited about some of the heater and sensing technologies that we’re developing, which include higher temp capabilities. The temperatures are going to continue to increase in some of these applications and become more demanding, and we’ve got some interesting technologies that we will be advancing there.
I think a big thing we’re also launching in a lot of alpha and beta applications, right now, has to do with “medium voltage technology.” As you continue to see this movement from fossil fuels to electric, the low voltage solutions don’t generate enough power, and we are introducing what we will call a medium voltage technology and heater technology. So, the ability to move from 480 to 600 volts to 4200 or 7200 volts is really going to give our customers the capability to handle going to those megawatt solutions that we can help them do.
I’m pretty excited about those technologies. We’ve been introducing some of those neat technologies that are going to help our customers be successful in many of these applications. It’s some pretty exciting stuff, at least for a lonely old engineer like myself.
Doug Glenn: For electric thermal loop geeks, this is great stuff.
Robert Gilmore: Absolutely.
Doug Glenn: I will tell you, And the whole green initiative seems to be global now. We were at THERMPROCESS over in GIFA in Düsseldorf, and it was all about green initiatives.
These are interesting times and I think you guys, with your business strategy, seem to be very, very well positioned to reap the benefits.
Robert Gilmore: We are definitely excited about what we’re doing today and what we’ll be doing tomorrow. These are exciting times for Watlow.
Doug Glenn: I have one other question for you: Are you guys doing anything with AI that you’re able to talk about?
Robert Gilmore: We definitely see opportunities from that perspective. We definitely believe it’s going to help — and it is helping — support our business. I would say probably we’re in the throws of really the ability to leverage the wealth of knowledge that we have and be able to get that through our business and our team members.
Again, I can’t even imagine the number of years of talent and technology and industry leaders in our business, and I want to make sure that knowledge gets transferred on to the next generation. I think we are looking at AI, in many ways, as to how to accelerate that ability. That’s probably the only nugget I’m going to give away from that perspective.
Doug Glenn: Fair enough.
Robert Gilmore: I appreciate the time and the opportunity. I’m definitely excited that we’re going to continue to have more presence in the heat treat market; you’re going to see our name more and more.
We’re pretty excited about the future and looking forward to talking to you some more.
Doug Glenn: If people want to keep up with you guys — what’s going on, what is the latest news out on you guys — is there any direction you want to steer? Is there anything you would recommend customers or prospects do?
Robert Gilmore: We’re continuing to advance and develop our website, and that’s a good place to start, if you want to reach out. Bob, or even myself sometimes, is always interested in what customers are thinking about or what help they need, as well.
Doug Glenn: Good, very good. Rob, thank you very much.
About the expert: Rob Gilmore has been with Watlow for nearly 35 years. Throughout his career Rob has gained broad experiences in engineering, manufacturing, product management, operations and general management. As a result, he has developed a keen understanding of the application of Watlow products, services, and solutions across a broad range of industries (including industrial ovens and furnaces). Prior to becoming CEO, Rob served as COO and general manager of the semiconductor processing business unit, growing this division to Watlow’s largest market segment. Shortly after Tinicum L.P. acquired a controlling interest in Watlow in March of 2021, he was promoted to Watlow’s CEO. Most recently, Rob has led the organization through the acquisition of Eurotherm from Schneider Electric in November of 2022.
A precision heat treatment company Vacu Braze recently partnered with a U.S. furnace manufacturer to procure new equipment to expand its processing capabilities.
The TM8 is the first high-pressure gas quenching furnace to be installed in Vacu Braze’s clean processing room. This high-purity furnace from TM Vacuum Productsexpands the heat treater’s high-pressure gas quenching capacity for large and small jobs, while offering increased processing cleanliness.
The TM8 is equipped with a molybdenum all-metal hot zone and a cryogenic pump capable of helping the furnace reach the 10-7 vacuum scale. With a qualified work zone of 12” x 12” x 24”, small batches of parts made from a wider array of materials can be processed more quickly than with traditional atmospheric methods.
The new furnace is fully compliant with AMS 2750 class 2 pyrometry and fit for processing critical parts for aerospace applications. As clean processing capabilities expand, Vacu Braze is proud to provide innovative solutions to industries requiring precision, purity, and cleanliness from their heat treatment provider.
.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Accurate hardness testing is a critical business for numerous industries, not least heat treatment. In this guide, we will offer our “best practice” list for getting the best possible reading for your hardness test with the most efficiency.
This Technical Tuesday article was written by Alex Austin, the managing director at Foundrax Engineering Products Ltd.
1. Tip for All Tests
Contact us with your Reader Feedback!Alex Austin Managing Director Foundrax Engineering Products Ltd. Source: Foundrax
Make sure the test equipment is properly set up. In most instances, this involves keeping the test machine serviced and calibrated in accordance with the international standards (ASTM E-10 for Brinell and ASTM E-18 for Rockwell) or the manufacturer’s instructions — whichever are more strict — along with mounting it on a level, vibration-free surface. The absence of vibration is crucial if you are using a lever and weight machine, but still desirable for hydraulic and motor-driven types, and it is mandated by the standards.
It is worth noting that for tests made using portable Brinell hardness testers that apply the full test load (albeit without the ability to maintain it uninterrupted for the full ten seconds), while it might not always be possible to mount the machine on a solid and level surface, the rest of the above still applies.
If the anvil is mounted on a leadscrew, ensure that it is properly secured. Similarly, jigs should be in good condition, correctly mounted and hold the test piece securely. It is easy to become very relaxed about the amount of energy that goes into applying 3000 kg to a 10 mm ball, but if the component shatters under load the results can be dramatic and, potentially, very dangerous.
Don’t forget your safety boots! Also, as fingerprint residue is corrosive, always wear gloves.
2. Brinell Hardness Testing
Preparation
Before performing a Brinell hardness test, make sure both the test area and the indenter ball are clean and free of all lubricants. Oil or grease on the test surface or indenter could wreck the test by lubricating the path of the indenter, making a very significant difference to the apparent hardness level. For example, at 300 HBW the material may appear around 20 HBW softer than it actually is. Moreover, it can change the appearance of the indentation edge, causing a false diameter measurement. In any case, the hardness standards are clear that test pieces must be clean and lubricant-free.
Prepare the area of the component surface where the test is to be carried out so that the indenter comes into direct contact with the core material. For this, the skin must be removed, including any decarburized layer, using a hand grinder with 60 grit abrasive (or finer, if appropriate) in 3–5 seconds, if a good automatic Brinell microscope will measure the indentation, or 10–15 seconds for a good manual microscope. This time differential is on the basis that a good automatic system will measure hundreds of diameters and ignore grinding “noise” when identifying the true edge of the indentation. On the other hand, use of a manual microscope is limited to the number one can reasonably measure by the time available and the equipment at hand. However, in the case of both automatic and manual testing, the better the surface, the better the result.
Next, place the material on the test machine’s table or anvil. Ensure that it is stable and cannot move under the test load (machines with an integral clamp are preferable from this point of view). The clamp should be holding the material so that the test surface is perpendicular to the indenter’s line of operation.
Carrying Out the Brinell Hardness Test
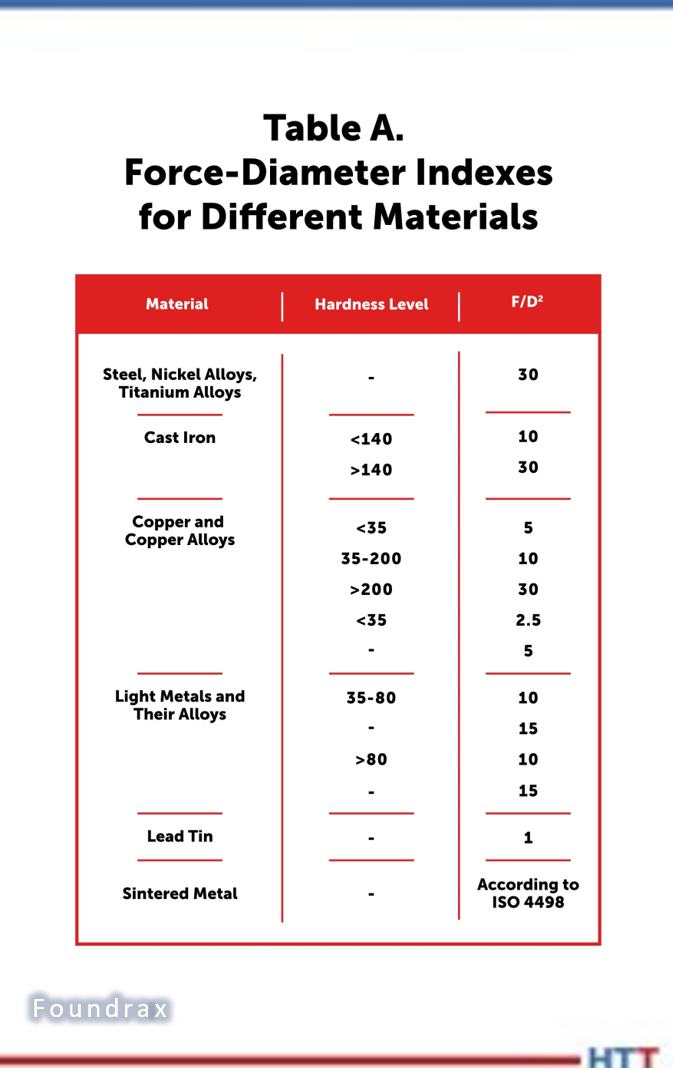
Table A. Force-diameter indexes for different materials
Use the correct force-diameter index (F/D²) for the material being tested; see Table A.
Apply the test force in accordance with ISO6506 or ASTM E-10, as appropriate. While the indenter is in downward motion and in contact with the material, avoid doing anything that might create vibrations that could reach the machine. When the indenter has withdrawn, measure the resulting indentation in a minimum of two diameters perpendicular to each other and convert the mean measurement into an HBW number.
If using a portable Brinell hardness tester, exercise caution when removing the machine from the component so that the edge of the indentation is not accidentally damaged when the machine is released.
3. Rockwell Hardness Testing
Preparation
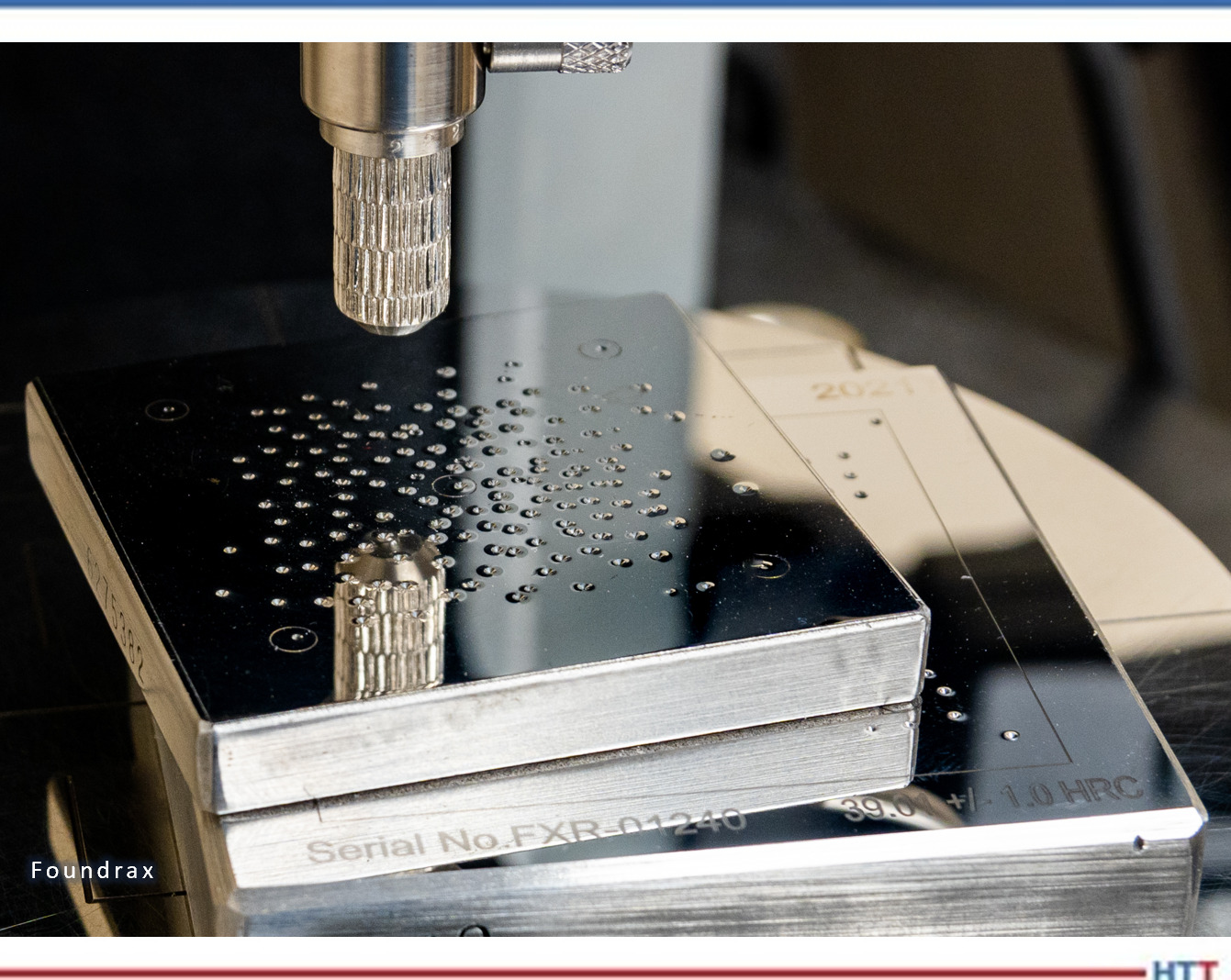
Figure 1. Close-up of Rockwell indentation
Cleanliness is everything in Rockwell testing. The indenters are much smaller than those used in Brinell testing and (as you would expect) so are the indentations (see Figure 1). And because the Rockwell test measures indentation depth, not width, any contaminant or particle that gets between the indenter and the material is a problem. Underside contamination is almost as important. There have been instances of clients finding that the testing block seemed to render two hardness points lower than we stated, yet in every instance, we found a buildup of soft contaminants (e.g., grease, oxides, micro-swarf) on the underside of the block. These contaminants “give” as the indenter is driven into the block, thereby permitting further indenter travel than would occur in the block material alone.
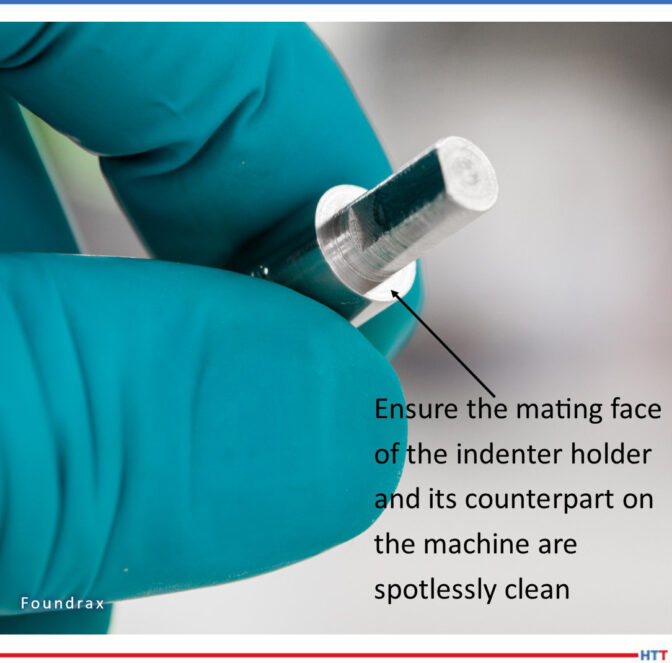
Lubricant contamination on the block surface is obviously extremely problematic. All blocks should be cleaned with a cloth and a liquid solvent that leaves minimal residue (e.g. isopropyl alcohol). Tissue paper can be used for cleaning but can scratch aluminum and brass easily; untreated cotton wipes are preferable. The anvil should also be cleaned by gentle application of a lint-free cloth dampened with solvent, and the indenter itself should be gently wiped at intervals throughout the test session. Another place where contaminants can build up (easily producing an error in excess of one Rockwell point) is the mating face where the indenter holder is inserted into the test head of the machine (see Figure 2).
Figure 2. Importance in preparation
It is obviously also essential that the anvil mount cannot budge under the indenting load. If it is mounted on a vertical threaded column, the column should be free of excess grease and tightened to the point of no movement. Column “give” is another area where we have detected consequential erroneous readings.
A further notable check worth performing is that the block, or test piece, has not been dropped and landed on a corner of the underside, which would leave a burr. This would prevent the piece from sitting flush on the anvil and probably negate the possibility of correct readings, as the piece would move under the indenter load.
Procedure
Figure 3. Softer block placed over test material during Rockwell test
If the first indentation on a block suggests a lower hardness than the remainder, there is a chance that air was trapped underneath it. The first indentations usually drives any air out, but in the case that air remained trapped beneath the indenter, the hardness reading will be falsely soft; the block will have moved downwards as it displaced the air, and the indenter will, therefore, have travelled further than if the block were truly sitting flush on the anvil. Placing a block that is softer than the test material on top of the test block and putting one indentation into it before commencing the tests will eliminate this problem (see Figure 3).
Have an aerosol duster to hand during indenting to keep the block surface clear.
Test blocks should, ideally, be stored in airtight cases to reduce the rate at which oxides form on their surfaces. Better still, wrap them in rust-reducing paper as well.
About the Author: Alex Austin has been the managing director of Foundrax Engineering Products Ltd. since 2002. Foundrax has supplied Brinell hardness testing equipment for 60+ years and is the only company in the world to truly specialize in this field. Alex sits on the ISE/101/05 Indentation Hardness Testing Committee at the British Standards Institution. He has been part of the British delegation to the International Standards Organization advising on the development of the standard ISO 6506 “Metallic materials – Brinell hardness test” and is the chairman and convener for the current ISO revision of the standard.
Ransomware is a threat to all industries, and heat treating is no exception! This article is here to give heat treaters the "how-to" of responding to ransomware, to help keep operations safe and running smoothly.
Today's read is a feature written by Joe Coleman, cybersecurity officer at Bluestreak Consulting™. This column was first released in Heat Treat Today'sNovember 2023 Vacuum Heat Treat print edition.
Introduction
Joe Coleman
Cybersecurity Officer
Bluestreak Consulting™
Source: Bluestreak Consulting™
Today, the threat of being infected with ransomware is everywhere. Ransomware attacks have grown increasingly sophisticated and widespread, leading to substantial financial harm, emotional distress, and damaged reputation to those unfortunate enough to become victims.
In this article, we’ll cover ransomware — describing what it is, how it works, and most importantly, how you can protect yourself from becoming its next target. Equip yourself with the knowledge and proactive strategies required to protect your digital assets, data, and systems.
What Is Ransomware?
Ransomware is a cyber threat that wreaks havoc on businesses by encrypting computer files and extorting a ransom from victims for their release. Once your system falls victim to this malicious software, it can spread to connected devices, such as shared storage drives and other network-accessible computers. Even if you comply to the ransom demand, there’s no guarantee of full data recovery, because cybercriminals may withhold decryption keys, demand additional payments, or even delete your data. It’s important to note that the federal government strongly discourages paying ransomware demands, as it fuels criminal activity.
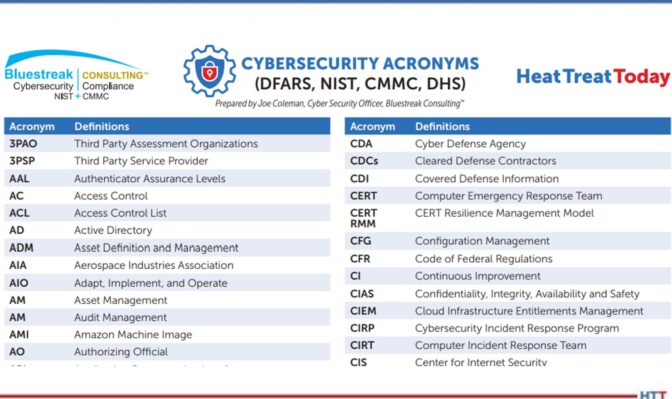
Click on the Image for a full list of Cybersecurity Acronyms
What Can I Do To Prevent Ransomware Attacks?
Frequent and Routine Backups: Perform regular backups of your system and essential files, and consistently verify their integrity. In the case that your computer or system is infected with ransomware, you can restore them to a previous state using these backups.
Keep Software Updated: Ensure that your applications and operating systems are up to date with the latest software/security patches. Most ransomware attacks target vulnerabilities in outdated software.
Secure Backup Storage: The best practice is to store your backups on a separate device that is not connected to the network, such as an external hard drive. Even better, consider storing your backups offsite at a different location. After completing the backup, disconnect the external hard drive or isolate the device from the network or computer.
Exercise Caution with Links: Exercise caution when dealing with links and entering website addresses. Be especially vigilant when clicking on links in emails, even if they appear to be from familiar senders. It’s advisable to independently verify website addresses. You can do this by reaching out to your organization’s helpdesk, searching the internet for the sender’s organization website, or researching the topic mentioned in the email. Pay close attention to both directly clicking the link to and manually entering the address of a website, as malicious sites often mimic legitimate ones with slight spelling variations or different domains (e.g., .com instead of .net).
Cybersecurity Awareness Training: Businesses should prioritize providing cybersecurity awareness training to their personnel. Ideally, organizations should conduct regular, mandatory cybersecurity awareness training sessions to ensure their staff stay well informed about current cybersecurity threats and techniques employed by threat actors. These training sessions should occur at least once a year. Additionally, organizations can enhance workforce awareness by testing their personnel with phishing simulations that replicate real-world phishing emails, as well as different types of face-to-face social engineering to try to get usernames/ passwords.
Responding To a Ransomware Attack
Isolate the Infected System: Disconnect the infected system immediately from the network to prevent the spread of the infection.
Identify Affected Data: Determine what data have been affected. Sensitive data, such as customer’s electronic CUI (controlled unclassified information), may require additional reporting and mitigation measures.
Check for a Decryption Key: Explore on the internet to see if a decryption key is available. Online resources like www.nomoreransom.org can be helpful.
Restore from Backups: Restore your files from regularly maintained backups.
Report the Incident: Report ransomware incidents. Consider reporting to your local Federal Bureau of Investigation (FBI) field offices or the Internet Crime Complaint Center (IC3) at www.ic3.gov.
Do Not Pay The Ransom: Emphasize the importance of not paying the ransom as it can encourage additional criminal activity.
About the Author:
Joe Coleman is the cybersecurity officer at Bluestreak Consulting™, which is a division of Bluestreak | Bright AM™. Joe has over 35 years of diverse manufacturing and engineering experience. His background includes extensive training in cybersecurity, a career as a machinist, machining manager, and an early additive manufacturing (AM) pioneer. Contact Joe at joe.coleman@go-throughput.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Sławomir Tomaszewski Vacuum Melting Team Director SECO/WARWICK Source: LinkedIn
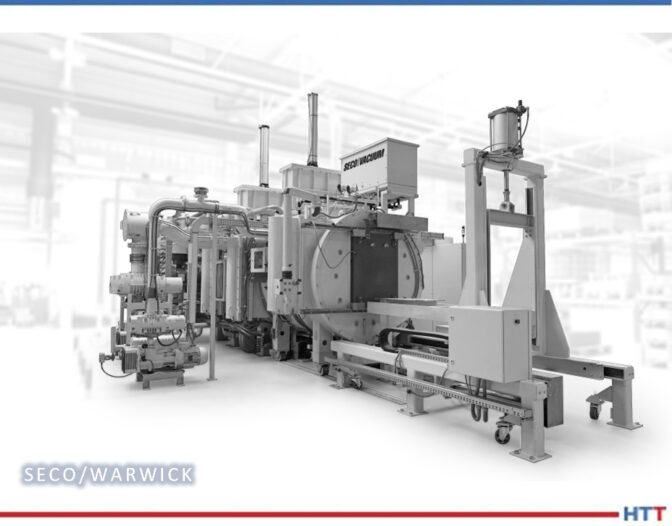
One of the world’s largest producers of jet engines has modernized their casting furnace, which was last updated two decades ago.
This company has two casting units supplied two decades ago by RETECH, a North America-based company belonging to the SECO/WARWICK Group. The modernization project was for the VIM EQ furnace - a system for the production of castings in equiaxed crystallization. It will involve replacing almost all the furnace components except the power supply, melting chambers and mold. The platforms will also remain unchanged. The remaining components will be replaced with more modern, ergonomic, and user-friendly parts and assemblies.
Says Sławomir Tomaszewski, vacuum melting team director at SECO/WARWICK, “This order includes the complete elimination of hydraulic components by replacing them with electrical components such as an elevator drive or crucible rotation drive. In addition, two old feeders: one for loading crucibles, the other for removing disposable crucibles, will be replaced with a modern system that can perform both activities."
He added, "An additional advantage of the operation will be the fact that the furnace operator will not have to come into physical contact with hot used crucibles, because they will be removed automatically without human intervention."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Oil quenching can be a dirty phrase around the heat treat shop. But with vacuum, does it have to be?
This Technical Tuesday article was written by Don Marteeny, vice president of engineering at SECO/VACUUM Technologies,forHeat Treat Today’sNovember 2023 Vacuum Heat Treating print edition.
There are metallurgical advantages to oil quenching for which there are no gas quench substitutes, but for a time, those advantages only came bundled with some disadvantages that proved incompatible with a growing preference for vacuum processes. This drove vacuum oil quenching (VOQ) to evolve and improve, often faster than its reputation. VOQ has since matured into a convenient, safe, and economical choice, offering today’s vacuum heat treaters all the metallurgical advantages of oil quench without any of the compromises.
A Familiar Scene . . .
Don Marteeny
Vice President of Engineering
SECO/VACUUM TechnologiesContact us with your Reader Feedback!
When oil quenching is mentioned in the break room of any heat treat department, it’s a sure bet that those listening have very similar thoughts. With just the mere mention of oil, their thoughts carry them, not to memories of the first time they helped their dad change the oil in their car in the family garage, but instead to a row of furnaces belching flames from their doors. Next, they are sure to see one of the doors open, and the familiar sensation of hot air moves through their mind. They may – for a moment – expect the smell of salt air, the sand between their toes, and the sun from above.
For many heat treaters, this is but a momentary escape. Soon, the taste and smell of hot oil and metal return them to the moment, and they know they are standing next to a row of batch integral quench (aka, batch IQ or BIQ) furnaces.
It’s about then they will feel the heat of those flames at the end of this furnace line or by the transfer car, wiping the sweat from their brow with a sooty hand and anticipating a return to the break room for a cool drink of water.
Sound familiar? If so, you’re one of the hundreds of heat treaters who has had the pleasure of operating a tried-and-true atmosphere integral quench line; it faithfully does its job, hardening and case hardening steels where oil is the only heavy lifter that can do the job.
While heat treaters have been diligently pumping out oil hardened steels, furnace builders and OEMs alike have been trying to find ways to move away from oil to quenchants that, primarily, reduce distortion, but also that are cleaner, require less processing, and present a safer working environment. Despite their efforts working with modified quenchants – including high pressure gas quenching (HPGQ) in vacuum furnaces – oil quenching has proven robust, maybe even stubborn.
Does that mean we are stuck with the integral quench furnace and its fire-breathing ways? Not necessarily. . . .
Figure 2. D-Type double chamber for batch work processing with conventional loading over the oil quench
Source: SECO/VACUUM Technologies
An Invention Waiting on Improvement
The concept of a vacuum oil quenching furnace is nothing new. When first developed, it was unique because it combined the advantages of vacuum heat treating with the ability to oil quench. But at the time, they were an unlikely couple that never really got along as well as the atmosphere furnace with an oil quench tank.
Vacuum oil quench furnaces were expensive, had large footprints, and were not particularly reliable. Plus, if case hardening was required, low pressure carburizing was not particularly attractive as it was still in its infancy, at least compared to gas carburizing. So, VOQ stayed in the shadows, fulfilling limited roles where the application warranted the extra complication of vacuum. In the meantime, the integral quench furnace became the workhorse of choice, churning out oil and case hardened parts for industries worldwide.
HPGQ Drives Improvement in Vacuum Furnace Technology
Despite the success of the integral quench furnace, VOQ remained present, stirring in the shadows. In the meantime, vacuum furnace technology advanced through the development of high pressure gas quenching. The design and construction of a vacuum furnace lent itself to this application well and introduced a host of advantages, such as found in Maciej Korecki’s “Case Study of CMe-T6810-25 High Volume Production”:
• Decreased distortion
• Elimination of intergranular oxidation (IGO)
• No decarburization
Vacuum Furnaces Move from Niche to Standard Issue
In addition, these design developments supported the opportunity to case harden parts through the use of low pressure carburizing (LPC). Coupled with quenching pressures up to 25 bar, the HPGQ-equipped vacuum furnace became a real option for the heat treater interested in through hardening that did not require:
• Special atmosphere generation equipment (atmosphere generator)
• Lengthy furnace-conditioning cycles to assure the correct gas carburizing conditions as is typically necessary in the batch IQ furnace
• Post-heat treating surface cleaning in the form of washing or oxidation removal
VOQ Begins to Follow Suit
Still, vacuum and HPGQ were limited in their ability to serve in the role of hardening some steels when considering common geometries. This meant that, for those steels, oil remained the go-to quenching solution. As a result, the VOQ furnace became the furnace of choice.
It still required:
• Post-quench wash
• Aggressive oil circulation to minimize distortion
• Selection of the appropriate oil
• Careful fixture design
However, the advantages were too many to ignore. The fact that one could through harden steels like 8620 in a clean environment without the safety and cleanliness concerns inherent to integral quench furnaces was a huge advantage. And although furnace footprint remained a concern until the early 2000s, advancements in areas such as mixer design, vacuum pumps, and low vapor pressure quenching oils all contributed to decreasing the footprint and increasing the reliability of VOQ, making it an even more viable option. In more recent times, environmental concerns have also renewed attention to the VOQ furnace because of its vacuum capability.
Advantages include:
• Electric heating – no natural gas consumption
• Inert gas atmosphere or vacuum environment – no atmosphere generator needed • Zero CO2 emissions, even when case hardening using LPC
Figure 3. T-Type triple chamber for continuous batch work – oil quench or gas cooling/quenching with a separate chamber for preheating and semicontinuous operation
Source: SECO/VACUUM Technologies
Which Brings Us to Today
Vacuum oil quenching technology has progressed to overcome the challenges of yesteryear, and technological improvements have made it a flexible and configurable option for a heat treater’s current – and future – needs.
The VOQ is now available in configurations that provide both batch and semicontinuous options. This provides the opportunity to harden or case harden components with increased productivity and efficiency.
A common configuration offered is the two-chamber VOQ furnace as pictured in Figure 2. In this batch type configuration, common working zone sizes – such as 24″ x 24″ x 36″ or 36″ x 36″ x 48″ – are available with load capacities up to 2,650 lbs. A graphite-insulated hot zone provides the capability to achieve working temperatures up to 2400°F while providing the platform to case harden using LPC. This configuration also has the ability to conduct partial pressure heating using nitrogen. When quenching, the use of high-flow oil mixers promotes good oil mixing during quench to minimize distortion. This configuration can also cool in nitrogen above the oil in the quench tank, providing additional process flexibility.
In applications requiring higher productivity, a third preheating chamber can be added to the furnace system to provide the opportunity to preheat the furnace charge. The addition of the preheating chamber provides a semicontinuous operation as opposed to the batch operation provided by the two-chamber furnace. The result is a two times increase in throughput of the furnace system. Depending on the process requirements, production rates of up to 440 lb/hr are possible. The modern vacuum oil quench offers a versatile platform with a compact design capable of multiple processes and high production rates. The traditional two-chamber VOQ offers a batch platform capable of neutral and case hardening through the use of LPC. The three-chamber model provides similar options with the opportunity for high-capacity production through the addition of a preheating chamber with semicontinuous processing. Both demonstrate the advancements and the potential of this modern furnace as flexible, safe, and environmentally-friendly option in oil quenching.
Figure 4. An LPC process that yielded a net 1,322 lb (600 kg) load of gears with an effective case depth of 0.039 in (1 mm). This resulted in a throughput of 294 lb/hr (133 kg/hr). Slight adjustments to this process have rendered production of up to 440 lb/hr. (Source: Maciej Korecki, “Case Study of CMe-T6810-25”)
Source: SECO/VACUUM Technologies
About the Author: Don Marteeny has been vice president of Engineering for SECO/VACUUM Technologies for over five years. He is a licensed professional engineer and has been a leader at the company over the last several years filling project management and engineering leadership responsibilities. Don is a member of Heat Treat Today’s 40 Under 40 Class of 2021.
For more information: Contact Don at Don.Marteeny@secowarwick.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The aluminum rolling division ofElvalHalcor S.A.,Elval, has placed an order for a sustainability suite with a heat treat supplier with North American locations. This technology will be used for Elval’s flat-rolled aluminum manufacturing plant based in Oinofyta, Greece.
The Viridis Energy & Sustainability Suite from SMS group will contribute to Elval’s goal to reduce carbon emissions and optimize overall production processes. With the installation of two modules of the Suite, Viridis Performance and Viridis Grids, Elval will be equipped to meet the ever-increasing demands for responsible and energy-efficient management in the aluminum industry.
The automated machine learning (Auto ML) resources of Viridis Performance calculate targets automatically, maintaining relevance in changing production conditions. It will comprise over 70 equipment assets, such as melting furnaces, preheating furnaces, hot and cold rolling mills, among others. Viridis Grids will support Elval to precisely and autonomously calculate energy consumption forecast based on the production plan via automated machine learning resources.
Stated Drakotos Athanasios, the electrical & electronic maintenance deputy director at Elval, “Our partnership with SMS group represents a significant step in our sustainability journey. The Viridis Energy & Sustainability Suite aligns perfectly with our commitment to sustainable aluminum production and reducing our energy and environmental footprint. We are confident that this investment will have a positive impact on our operations and support our carbon footprint reduction pathway”.
Nikola Dzepina Nitrex Regional Manager – Asia Source: NITREX
An automotive parts manufacturer, Baida Electronic Equipment Co. Ltd., has recently increased its production capacity with the acquisition of nitriding system from a heat treat supplier with North American locations.
The newly integrated large pit-type nitriding system, model NX-1630 from Nitrex, will play a pivotal role in supporting Baida’s production targets, with a load capacity of 15,400 lb. (7000 kg) and load size of 61″ (1550 mm) in diameter by 118″ (3000 mm) in height.
Says Nikola Dzepina, account executive at Nitrex, “Baida and Nitrex have fostered a strong and enduring partnership over the years. Nitrex engineering and aftersales teams consistently provide essential support and expertise to ensure optimal furnace and application performance. This subsequent order not only strengthens Baida’s manufacturing capabilities but also reaffirms Nitrex’s standing as the preferred partner for companies seeking advanced nitriding solutions.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A tinplate company will receive a new order for a tinplate coating line (TCL) and tinplate double reduction mill (TDRM) from a company with North American locations specialized in sustainable thermal processing solutions for the metals and mining industries.
Giuseppe Zanzi
Chief Representative Officer of South East Asia and Oceania
Tenova
Source: Tenova
The TCL includes an independent pre-tinning section with sulfuric acid for iron control in the electrolyte solution and an advance tinplate coating control close loop to achieve the best strip coating quality and stability. The IGBT AFE rectifier technology allows for efficiency in tinplate coating which moreover allows for low electrical consumption.
The TDRM plays a key role in obtaining a combination of ultra-light strip gauge and required hardness. This mill is equipped with automatic gauge control (AGC) cylinders, an automatic flatness control (AFC) system, a roughness control system, and a dedicated reduction control for double reduced (DR) tin plate.
Giuseppe Zanzi, chief representative officer of South East Asia and Oceania at Tenova, commented, “We are very proud to have been selected as the main technological partner for Tata Group tinplate expansion. Thanks to our solutions, Tata will be able to achieve a sustainable production based on low electrical consumption and very large production capacity.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com