A Scandinavian manufacturer of heat exchangers has purchased two CAB lines, which will be delivered to factories in Mexico and Poland. They will be used for brazing heat exchangers for trucks and buses as well as power generators. The deliveries will be synchronized to arrive to the factories in the same timeframe.
The order is being carried out bySECO/WARWICKGroup’s Chinese branch. This partner has been operating globally since 2016, offering large-size heat exchangers for buses and trucks. The CAB lines on order meet the protective Nocolok® atmosphere aluminum brazing technology requirements.
Said Piotr Skarbiński, vice president of the Aluminum and CAB Products Segment at SECO/WARWICK, “This is a unique project for us, as we have sold two furnaces with the same delivery date to one customer at two different locations. It will be a logistical challenge overseen by SECO/WARWICK China.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Welcome toHeat Treat Today’s This Week in Heat Treat Social Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Today is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
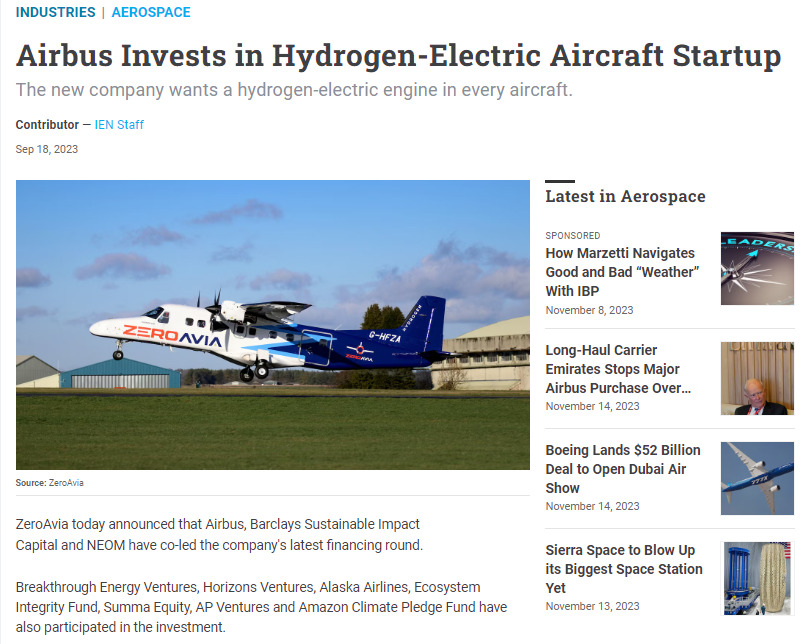
This week, we check out what’s going on in the heat treat community (in person and afar), explore innovations in the automotive and aerospace industries, tune into a conversation on hydrogen combustion, and watch a seasonally-themed aluminum processing video.
Check out this news from Toyota, in which a gigacasting prototype built a third of a car body in three minutes. This technology has the potential to cut out hours of labor normally involved in the car-making process. Be sure to check out the video for an in-depth look into this innovative work. Read more here.
You can’t read everything, we get it. So how’s about you listen/watch/read this ONE epic podcast? Yes? Perfect. Tune in to give a listen to this highly informative exploration of the future of hydrogen combustion. Click here to see the episode.
5. Autumnal Happenings
Breeze through the “goings on” of heat treaters from this fall. From Heat Treat Boot Camp, to the ASM Heat Treat show, to supporting breast cancer, heat treaters were on the move and in the news this season!
‘Tis the season . . . . and what if we told you that you could pair your favorite seasonal beverage with your passion for heat treating? Grab your PSL and enjoy this clever video!
A 122-year-old cast-iron pipe maker started operating its $460-million ferrous foundry in North Carolina, and celebrated its role in “revitalizing manufacturing in the U.S.”
Charlotte Pipe and Foundry Company, a maker of cast iron and plastic pipe and fittings for plumbing applications, held its grand opening of a new $460 million foundry in Oakboro, North Carolina. Charlotte Pipe’s new foundry is situated on 700 acres in Stanly County, about 35 miles east of the cast iron foundry it operated in Uptown Charlotte for more than 100 years.
“The move to Oakboro will spur growth of other businesses, including vendors who supply and support the plant, opening a new window of economic growth for Stanly County,” said Hooper Hardison, CEO of Charlotte Pipe. “Even better, the region is already home to many of the Company’s associates who will benefit from reduced commute times and increased amenities within their work environment.”
Charlotte Pipe’s Oakboro Foundry, which became fully operational on September 5, 2023, employs more than 530 associates, and according to Hardison, up to another 500 construction workers were on the Oakboro jobsite each day over three years, working more than 1.2 million hours to open the new plant. All construction materials and supplies for the new foundry were 100% Made in the USA, as are all Charlotte Pipe products.
In addition, Charlotte Pipe added a rail spur to connect the new plant to the Aberdeen Carolina & Western Railway, a short-line railroad that crosses central North Carolina. The Aberdeen line connects to the Norfolk Southern Railway, giving the Oakboro Foundry rail access to move recycled materials to and from the Eastern Seaboard and the Midwest.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A provider of custom solutions for refractory and high temperature applications in a wide range of industries, including metals, power, glass, and ceramics, has opened a warehouse in suburban Detroit.
The new Chiz Bros. facility carries the same inventory as the company’s Pittsburgh-area location. Those products include ceramic fiber blanket, papers and felts, boards, and modules. The Detroit Warehouse will also provide local support for routine and emergency needs.
“As one of the country’s largest Alkegen (formerly Unifrax) distributors, we are always looking for ways to better serve our core markets in the industrial heartland and Rust Belt with Made in the USA ceramic fiber products,” says Mark Rhoa, Jr., vice president of Chiz Bros. “With that purpose in mind, we opened the Detroit Warehouse under the leadership of Mike Klauk, our Regional Manager.”
“I am pleased to be responsible for the activities at our Detroit Warehouse,” says Klauk, who came to Chiz Bros. after more than a decade at Unifrax, where he held Sales Engineer and Applications Engineer positions. “I look forward to providing our customers with the products and technical assistance they need exactly when they need them.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Reducing the industrial carbon footprint has been at the forefront of much discussion, heat treat industry-specific or otherwise. How can heat treaters dealing with vacuum operations consider sustainability in a carbon-conscious market?
This Technical TuesdaySustainability Insight article was written by Bryan Stern, the product development manager at Gasbarre Thermal Processing Systems, for Heat TreatToday'sNovember 2023 Vacuum Heat Treating print edition.
Bryan Stern
Product development manager
Gasbarre Thermal Processing System
Source: Gasbarre
There is a growing understanding that changes in environmental policy and corporate initiatives will have an increasing impact on the landscape of domestic processing and manufacturing industries in the near future. This is of particular interest to the heat treating industry as thermal processing intrinsically consumes large amounts of energy.
Contact us with your Reader Feedback!
Energy has always been a financial reality for heat treaters, but the impact of transitioning environmental reform will reach beyond monthly utility bills. This is because large players in primary heat treat markets will seek to integrate low-carbon service and equipment suppliers into their direct and indirect supply chains to meet decarbonization objectives.
As a result of this impending trajectory, there has been more attention on furnace design and energy sources within the thermal processing industry. One topic that has received a great deal of focus is the potential benefit of vacuum furnaces as a less emissions-intensive approach to heat treating. Although fundamentally based on electrification, it would be difficult to argue that at least some of the interest in vacuum does not stem from a reactionary desire to distance thermal processing from the image of fire-breathing fossil fuel furnaces given the current political environment.
But beyond the undeniably more marketable aesthetic, the legitimate question remains: Does vacuum heat treating provide tangible environmental advantages over combustion-fired atmosphere alternatives?
Atmosphere integral quench furnace
The soundness of the argument for electrification and vacuum is not as obvious as it might first appear. To start, eliminating on-site combustion does not eliminate CO2 emissions. Electrical utilities still have emissions factors (reported in CO2 equivalent emissions per kWh) that must be accounted for as part of Scope 2 supply emissions. Counterintuitively, the national average emissions factor for electric power is 2.2 times that of natural gas to produce an equivalent amount of thermal energy.1,2 This is primarily due to the inefficiencies associated with generating and transporting electricity versus converting fossil fuels directly to thermal energy on site.
In addition to having higher emissions, electricity is 3.6 times the cost of natural gas for an equivalent amount of energy based on national averages for 2022.3,4
The cost effectiveness of gas fired atmosphere furnaces historically has been the motivator behind their use, unless the process benefitted in some other way from vacuum processing.
If electricity has a greater carbon footprint and is more expensive per unit of energy than fossil fuels, why is the industry transitioning to electrification and increasingly favoring vacuum processing? The answer lies with several factors both internal and external to the equipment itself.
Within the scope of the equipment, gas fired furnaces are intrinsically inefficient. Burners exhaust hot gas which continuously siphons energy away from the process. Although less significant for direct fired burners, this effect is amplified for indirect burners, which are commonly used. Recuperators and regenerators can dramatically improve efficiencies by recycling exhaust to pre-heat combustion air, but additional energy is always required for burner systems beyond what is needed to heat the work and overcome losses through insulation. Electric furnaces, on the other hand, have no such additional demand, and the energy they consume is more directly applied to the process. Although the type of energy used is more financially and environmentally costly per unit, electric vacuum equipment uses that energy more efficiently.
In addition to the demands from the burner exhaust, gas fired furnaces usually depend on a blanketing atmosphere to protect the work from oxidation. Endothermic gas is commonly used for this purpose, and in addition to the heat input required for endothermic gas generation, CO and CO2 are products of the reaction. Although it is an objective of endothermic gas generation to minimize the amount of CO2 present in the furnace, the CO exhausted to the atmosphere eventually reacts to form CO2, leading to a higher effective emissions rate. The use of a vacuum as a protective atmosphere is less carbon-intensive as it relies primarily on the power required to operate the vacuum pumps. This leads to much lower emissions to create the processing atmosphere.
Looking outside of the equipment at the overall manufacturing process, heat treating in vacuum can often eliminate post processing steps required when using other types of equipment. This may come in the form of less oxidation or scale, meaning less part cleanup, or low distortion gas quenching, allowing final machining to be moved forward in the manufacturing process or removed altogether. These potential production cost savings are not new, but the value of eliminating the emissions associated with additional manufacturing steps will only serve to further incentivize vacuum equipment moving forward.
There is one final dynamic outside the scope of the equipment that contributes to the explanation of the industry’s push toward vacuum. The emissions factors associated with electric power generation are decreasing, a trend which is expected to continue. The contribution of renewable energy to the domestic power grid is projected to more than double in the next seven years.5
Single chamber vacuum furnace
Although the contribution from renewable sources is still significantly less than fossil fuels, changes in generation are not the only factors at play. Significant efforts are being made to develop grid-scale energy storage solutions. Although most often associated as a prerequisite for intermittent production from renewables, these storage solutions serve an important function for the existing infrastructure. By storing excess power during low demand and releasing it during peak hours, grid scale energy storage would allow fossil fuel power plants to run at more optimized efficiencies without having to ramp up and down to match demand.
Beyond the process efficiencies of vacuum discussed above, investing in electric fired equipment is the only way to capture the benefits of ongoing improvements to electric supply and generation infrastructure. While the benefits of electrification may currently depend on contextual variables such as geographic location and equipment design, natural gas fired processing has a relatively fixed ceiling for future improvement. As an added advantage of electrification, the carbon accounting reductions from the improvement in emissions factors can be captured passively after the initial investment.
While the above advantages of electrification and vacuum do help explain the industry’s push in that direction, it is worth considering how vacuum equipment will continue to evolve to maximize energy efficiency and reduce emissions. Historically, the majority of vacuum furnaces have been single chamber batch style pieces of equipment. This configuration usually requires that loading and unloading occur at, or near, room temperature to avoid oxidation of sensitive materials. In addition to longer floor-to-floor times, this means that the energy required to heat the furnace is thrown away at the end of each cycle.
The competitive demand for low-carbon solutions will drive the use of multi-chamber batch and continuous style furnaces that allow stored energy to be conserved between cycles. This will be especially true as we see more high-volume manufacturing shift away from traditional continuous atmosphere heat treating. In the past, batch vacuum processing has been too restrictive to both part cost and throughput to be competitive. As emissions concerns gain prominence, vacuum furnace configurations that offer higher energy efficiencies and throughput will begin to close that gap.
The processing and energy advantages of electric vacuum furnaces have positioned them well to meet the low-carbon demands of an increasingly emissions-conscious market. It will be exciting to see how the equipment continues to develop to meet those needs in the future.
Bryan Stern is the product development manager at Gasbarre Thermal Processing Systems. He has been involved in the development of vacuum furnace systems for the past 7 years and is passionate about technical education and bringing value to the end-user. Bryan holds a B.S. in Mechanical Engineering from Georgia Institute of Technology and a B.A. in Natural Science from Covenant College. In addition to being a member of ASM, ASME, and a former committee member for NFPA, Bryan is a graduate of the MTI YES program and is proud to have been included in Heat TreatToday's 40 Under 40 Class of 2020.
Thirsting for knowledge about quenching, but not sure where to start? Heat TreatToday has coalesced technical information across articles and podcast episodes from key experts, including significant quenching methods, innovative developments with quenching, and how to control temperature during the process.
Discover more about these three topics in today’s Technical Tuesday original content feature.
Monitor Quench Temperatures with Unique Thermal Barrier Designs
Automotive heat treating operations require repeatable operations to ensure that the composite parts within an automobile perform reliably. Steve Offley, also known as “Dr. O," the product marketing manager at PhoenixTM, outlines case studies of several temperature-critical operations to demonstrate how unique thermal barrier design for thru-process monitoring systems can solve temperature measuring problems. These processes include sealed gas carburizing into an integrated oil quench as well as LPC followed by transfer to a sealed high-pressure gas quench chamber.
Offley comments on the quenching process following LPC, saying, "During the gas quench, the [thermal] barrier [for temperature monitoring] needs to be protected from Nitrogen N2(g) or Helium He(g) gas pressures up to 20 bar." If you are facing heat treat processing with integrated quench, learn more about this temperature monitoring solution.
Intensive Quenching: An Answer for a "Greener" Heat Treat?
Gas furnaces have the potential to be a significant source of carbon emissions in many essential heat treat processes. However, an innovative approach combining induction through heating with intensive quenching could be one answer for greener heat treating, particularly for steel production.
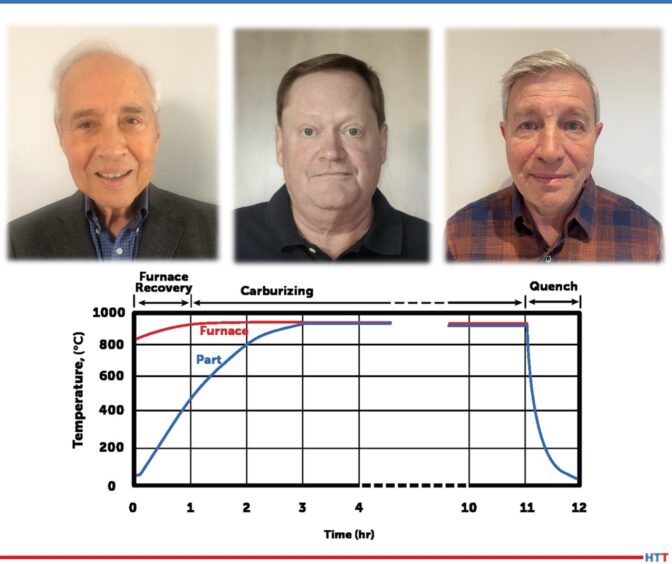
In this article, Chris Pedder,Edward Rylicki, and Michael Aronov share that an “ITH + IQ” technique "eliminates, in many cases, the need for a gas-fired furnace when conducting through hardening and carburizing processes." A lot of this comes down to shortening the time it takes to perform this process, but there is so much more that the authors illuminate in their tests and graphs.
Drinking from a Firehose: Answering Your Quench Questions with a Thorough Radio Review
Stay afloat in a sea of quenching tips with this Heat TreatRadio review, summarizing three recent podcast episodes centered around quenching tips, techniques, and training — especially applying to the auto industry.
Explore the "green" process of salt quenching with Bill Disler of AFC-Holcroft, the topic of water in your quench tank with Greg Steiger of Idemitsu Lubricants America, and a broad review of auto industry quenching with Scott MacKenzie of Quaker Houghton, Inc.
Two electrically heated horizontal quench systems have been shipped to a supplier for the semiconductor industry. The systems will be used for the annealing and rapid cooling of various high purity alloy parts.
The operating procedure for each horizontal quench system from Wisconsin Oven includes loading the product on a work grid located on the loading platform. Once the load is lifted into place, a pusher/extractor mechanism located at the front of the quench tank moves the load onto the quench lift platform, then the furnace pusher/extractor mechanism pulls the load into the furnace for annealing.
After completing the heating cycle, the vertical lift door opens, the furnace pusher/extractor transfers the load onto the quench lift platform, and the load is lowered into the water quench tank. After the load has sufficiently cooled, the quench lift is raised, and the front mounted pusher/extractor mechanism pulls the load back onto the scissor lift. While the load is pulled onto the scissor lift, a blow off system removes the majority of the water from the load.
See below to watch a video of this system in operation.
Solar Atmospheres has announced the order of a new 10-bar vacuum furnace for their Greenville, South Carolina, heat treat facility.
This horizontal vacuum furnace (48” wide x 48” high x 96” deep) will be manufactured by sister company Solar Manufacturing. The furnace is capable of processing up to 12,000-pound loads and is scheduled to be installed in late 2024. This new vacuum furnace will feature a vacuum pumping system capable of achieving an ultimate vacuum of 1x10-6 Torr, which is crucial for processing titanium and other high grade alloys. Additionally, this furnace will apply newly developed designs for the uniform and rapid cooling of large workloads.
Steve Prout, president of Solar Atmospheres Southeast, states, “We are proud to be offering our customers another regional option for high pressure quenching of large components and workloads, as well as the opportunity to leverage economies of scale to reduce their cost of thermal processing in the midst of the challenging economic environment we are all facing.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Skana Aluminum Company in Manitowoc, Wisconsin, has recently been supplied with an Exogas™ exothermic atmosphere generator.
The atmosphere generator from SECO/WARWICK USA, an American SECO/WARWICK Group subsidiary, provides an indirect-chilled exothermic atmosphere for annealing, brazing, normalizing, drawing, and tempering.
Says Marcus Lord, managing director of SECO/WARWICK USA, “At 30,000 CFH, it is one of the largest atmosphere generator units we’ve made to date. It should be plenty large enough to meet the exothermic atmosphere needs of the multiple processes within the Skana plant.”
Skana has also placed an order with the furnace supplier for a smaller atmospheric gas drier for use elsewhere in the plant.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The four heat treat industry-specific economic indicators gathered by Heat TreatToday each month --- starting in June of this year --- are predicting continued growth along with economic contraction for one indicator in the month of November.
The numbers, which were compiled the first week of November, show that responding parties anticipate inquiry levels will continue to be up and show mixed expectations for growth as compared to October. The value of November bookings shows a slight decrease in expectations for growth, though growth is still projected. Backlogs are anticipated to grow by a fractional amount, and the overall health of the manufacturing economy is expected to drop. Please keep in mind that this is only the 6th month of data collection, so keep following this study as this bank of information builds.
The results from this month’s survey (November) are as follows; numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in the Number of Inquiries from October to November: 54.0
Anticipated change in Value of Bookings from October to November: 52.5
Anticipated change in Backlog Size from October to November: 50.4
Anticipated change in the Health of the Manufacturing Economy from October to November: 44.6
Data for November 2023
The four index numbers are reported monthly by Heat TreatToday and made available on the website.
Heat TreatToday'sEconomic Indicatorsmeasure and report on four, heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data started being collected in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com