Sometimes our editors find items that are not exactly “heat treat” but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
To celebrate getting to the “fringe” of the weekend, Heat Treat Today presents today’sHeat Treat Fringe Friday: an exciting development in Additive Manufacturing with Airbus Helicopters using 3D printing.
Helmut Fárber Site Manager Airbus Helicopters in Donauwöth
Airbus Helicopters is to use 3D printing technology to produce components for its helicopter vehicles and the aircraft of parent company Airbus.
Airbus Helicopters will use TRUMPF‘s 3D printing technology to produce components for its electric-powered City Airbus experimental high-speed Racer helicopter, as well as the Airbus A350 and A320 passenger aircraft, with structural components made of titanium and high-strength aluminum believed to be the focus. The company is investing heavily in additive manufacturing technology because of its ability to reduce weight and, in turn, bring down fuel consumption and costs. It is said to be exploring the part consolidation of some systems, again to save weight, and values the capacity to reuse powder.
“With innovative manufacturing processes, we are working on the helicopters of the future in Donauwörth,” commented Helmut Fárber, site manager at Airbus Helicopters in Donauwöth. “Among other things, 3D printing helps reduce the weight of components.”
Said Richard Bannmueller, CEO of TRUMPF Laser and System Technology, “Additive manufacturing saves expensive raw material and can lower production costs in the aviation industry. 3D printers only use the material that designers actually need for their components and that ends up taking off in the aircraft.”
Airbus, like many other aerospace manufacturers, has had a keen interest in additive manufacturing technology for several years, with the company recently signing a 3.8 million EUR contract with Oerlikon for the additive manufacture of satellite antenna clusters.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Batch or continuous — which equipment is better for your operations? Today’s Heat Treat Radio episode is a lunch & learn to answer your burning question about batch IQ vs. continuous pusher furnace systems. Michael Mouilleseaux of Erie Steel is a boots-on-the-ground expert in North American heat treat, and he’ll share a bit about the history of these systems before getting into the equipment and heat treat processing differences.
Doug Glenn, Heat TreatToday's publisher and the Heat TreatRadio host, Karen Gantzer, associate publisher/editor-in-chief, and Bethany Leone join this Heat TreatToday lunch & learn.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
The History of Batch and Pusher Furnaces (00:52)
Contact us with your Reader Feedback!
DOUG GLENN: Can you talk with us a little bit about the whole history of batch furnace versus pusher furnace?
MICHAEL MOUILLESEAUX: Sure. And thank you for having me!
Interestingly enough, the pusher furnace — which we might say is a more complex piece of equipment than a batch integral quench furnace — preceded the batch furnace. Atmosphere pushers were around prior to World War II. I spoke with a number of folks in the industry and asked, “How could that possibly be, given the level of complexity?” Interestingly, pushers were available because the atmosphere was generated by a charcoal generator.
If you think back to pack carburizing, we used charcoal and some accelerator. You would put it in a closed container, you’d heat it up, and that’s how you carburized things before you had atmosphere furnaces. Utilizing that same concept, they generated an atmosphere, put it in a furnace, and pushers were the first ones to do that.
So, who were the folks who did that? They were AFC-Holcroft, Surface Combustion, and Ipsen, all the usual characters and suspects there.
Pusher furnaces were available in single row and multiple row configurations.
They were heated with gas or electricity. I have to think that the earlier ones were heated by gas. Typically, they employed oil quenching. Although atmosphere cooling could be in the works, to find something of that vintage is very difficult. Maybe someone listening to this will weigh in and say, “Well, let me help you with that.”
The batch integral quench furnace is post World War II. What precipitated the development of the batch integral quench furnace was the development of the atmosphere generator, and that’s thanks to and around 1941 he actually published a book on atmosphere generators. I’m not sure where to find documentation of the patent he was granted for this generator. It might be interesting to discover. But again, Lindberg, Surface, Ipsen, — all these folks had these furnaces in the late 40s/early 50s.
When they started out, these furnaces were relatively small. The furnace might have had a tray that was 12 inches x 12 inches x 8 inches tall. You’d struggle to fit a hundred pounds into something like that.
But the batch furnace is by far the most popular atmosphere furnace that is available. You’ve got a variety of processing capabilities, which makes very flexible. There are a wide variety of sizes, even today; it can be heated with electricity or gas (we’ll talk about that a little bit later). You can have an oil quench furnace, you can use a polymer quench, and you can have a furnace where you atmosphere-cooled the load after it was processed in the primary furnace.
During this discussion, I’m going to use “batch,” “batch IQ,” and “batch integral quench” semi-interchangeably. So, if I say “batch” and I forget the “IQ” or if I say “batch integral quench” — these are all the same pieces of equipment. We have numerous names for the same thing.
DOUG GLENN: Gotcha. You said the continuous furnace came first because the atmosphere was being created by burning charcoal inside the furnace, that created a carbon rich environment?
MICHAEL MOUILLESEAUX: Actually, it was a generator that was pumped into the furnace.
DOUG GLENN: Got it. That was confusing; I was wondering how they were burning charcoal inside a furnace.
MICHAEL MOUILLESEAUX: Actually, it was explained to me that because the pusher furnace was so much larger, when you would open the doors to place or extract a load, the relative pressure drop of opening a door wasn’t that great. So, these primitive charcoal generators could accommodate that.
But in a batch furnace, arguably, the door is one wall of the furnace, and you couldn’t create a sufficient amount of pressure in the furnace. So, it had to wait until we had endothermic generators so that we could establish a furnace pressure higher than atmospheric pressure to make batch furnaces. It’s fascinating.
Basics of the Batch Furnace (05:41)
DOUG GLENN: And as you said, it is probably the most popular furnace used today by many, many heat treaters. Let’s talk about batch furnaces, here we go.
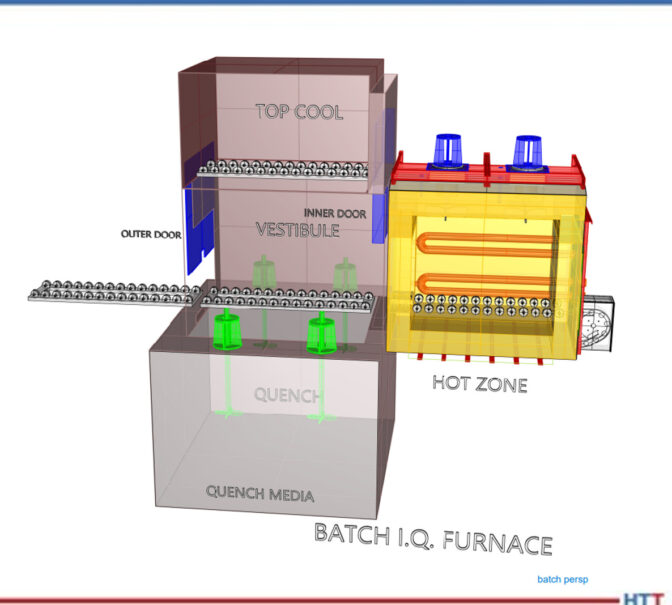
MICHAEL MOUILLESEAUX: Let’s look at the CAD drawing for a batch furnace. The batch furnace is primarily two components. You can see the hot zone — that is the furnace proper. It’s highly insulated, it has radiant tubes in it (so we can put atmosphere in the furnace), and the heating portion does not affect the atmosphere.
It is loaded through a vestibule, and the vestibule is pressurized as well. A load can go into a vestibule, you can close the door, you open the inner door, the load goes into the furnace, you can process it and then, as you can see, you can either quench the load or you can top cool the load.
CAD drawing of a batch furnace.
Common Processes in a Batch Furnace (06:31)
What kind of things can we do in an atmosphere furnace? Answer: operations that do not require quenching. We could stress relieve, we could subcritically anneal, we could supercritically anneal (so, above and below 1350/1400 Fahrenheit), and then we can normalize.
Normalizing is utilized for products like forgings or castings which are made at a very high temperature. You’ve got a number of structures in the component and what you want is a “normal” structure. You want a uniform structure throughout the part so that it can be machined.
Normalizing is typically performed at a high temperature, and it’s put into this top cooled/atmosphere cooled chamber. In the old days, that was termed “air cooling” — it was a rate equivalent if you just set it out in air. These top cooled chambers are somewhat insulated; they have cooling jackets that are in the side, and there is a fan in them so you can circulate the atmosphere through it so that you get uniform cooling throughout the load.
DOUG GLENN: Michael, this isn’t considered high pressure gas quenching though, right?
MICHAEL MOUILLESEAUX: Not even close.
In this animation, we have the load going into the furnace, the vestibule door closes, the furnace door opens, the furnace door closes, we perform whatever process we want, we extract the load out of the furnace, and it goes up into the top cool chamber. It’s then atmosphere cooled. When that is completed, we take the load out.
The time in the furnace could be four hours (plus or minus). The time up in the top cool chamber would probably be an hour or two. Once the load is extracted from the furnace and is put into the top cool chamber, and you reestablish pressure in the vestibule, you actually open the outer door, put another load in and start processing the next load while the initial load is being cooled.
Then, there are processes that require quenching. In degree of simplicity, first there is neutral hardening. Neutral hardening implies that the atmosphere in the furnace is neutral with the carbon content of the steel. So, for a 30-carbon steel, you’d want a 30-carbon atmosphere; for a 40-carbon steel, you’d want a 40-carbon atmosphere. The optimum is to neither enrich nor to deplete the surface carbon; you don’t want to change the chemistry. Typically, neutral-hardened parts are subsequently oil-quenched.
Then, there is carbonitriding. In carbonitriding, you have a high carbon atmosphere. You also introduce ammonia into the furnace. The ammonia dissociates right in the furnace. The carbon and nitrogen diffuse into the surface of the component. is held at a sufficient temperature to attain the case step that is desired, then, again, it is extracted into the vestibule, and it is quenched.
Carburizing would be another process. It’s similar to carbonitriding, except there is no ammonia. It’s only carbon that’s diffused into the surface of the part. Typically, parts that are carburized are oil-quenched.
There are, however, strategies and components where you would carburize, and then you would take the part and you would top cool it. You might take the part out of the furnace, and you may reorient it. So, parts that are distortion-critical may be oriented in one direction for carburizing, and then reoriented for hardening. You may carburize twice as many parts as you harden, so the hardening load would be half the size.
A low temperature process which is more complex is ferritic nitrocarburizing. That, typically, is performed around 1000°F. It is performed in batch furnaces, as well. Typical process cycles for that are going to be, at temperature, an hour and a half/two hours. That process can either be atmosphere cooled or it can be quenched; it depends on whether you’re looking for solid solution hardening or if you’re just looking for the nitrided layer and you’re not trying to do anything to the substrate.
I think that we have an animation for this.
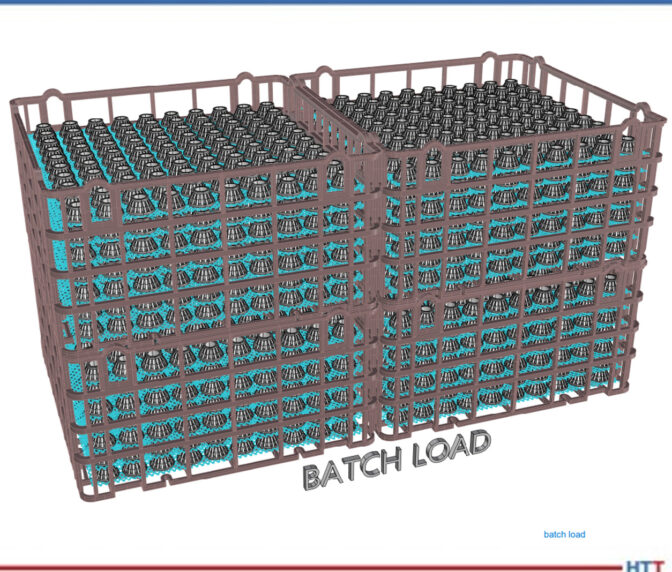
Diagram of a batch system load.
Again, the load is loaded in the vestibule, the vestibule pressure is reestablished, the load is put into the furnace and, at that point, we perform whatever operation it is that we want to do of those previously described operations.
In the animation, you can see that the load is immersed in the quench. Following the quenching operation, it’s withdrawn from the furnace.
The total time for quenching is 10 minutes. When the load is brought up out of the oil, typically you let it sit there and allow it to drip so the precious quench oil you’ve paid your money for can go back into the quench. You’re washing and removing as little quenchant as is possible. In the heat treating operation, quenching is the single most critical portion of the operation.
A Note on Quenching (12:32)
MICHAEL MOUILLESEAUX: When we’re carburizing, we have a portion of an hour where there would be no significant change in the case depth of the part. When we temper the parts, we have hours. You could temper it for three hours, you could temper it for five hours, and you’re not going to have a material change in what’s performed. In the quenching operation, the latitude that you have in quenching is in seconds.
Our typical protocol is that when a load is extracted from the furnace, from the time that the furnace door opens into the vestibule to when the load bottoms out at the bottom of the quench, in a batch furnace, must be 40 seconds maximum.
DOUG GLENN: 40?
MICHAEL MOUILLESEAUX: 40 seconds maximum. Typically, it’s done in 20 or 25 seconds. But it’s 40 seconds maximum. In a pusher, that number is 30 seconds maximum. This is something that you track; it’s data logged. If it exceeds that, at that point, you’re going to have to perform some inspection on that load that is much higher and much more intense had it not taken that much longer.
DOUG GLENN: Can you, very briefly, explain why is it so important? I’m assuming it has something to do with martensite start and martensite finish and all that good stuff, but is there a layman’s way of explaining why the time to quench is so important?
MICHAEL MOUILLESEAUX: Essentially, you want to have the load at a uniform temperature when it goes into the quenchant. If we have a significant variation in the low temperature, from the top to the bottom or the front to the back — even if the quenching operation is completely uniform — we’re going to have a variation in properties, variation in hardness, and certainly the probability of variation in core hardness.
For those things that are distortion-critical, it is absolutely important that the load has a similar temperature, across the load, top to bottom, inside to out, when it’s quenched.
Batch Furnace Systems (15:00)
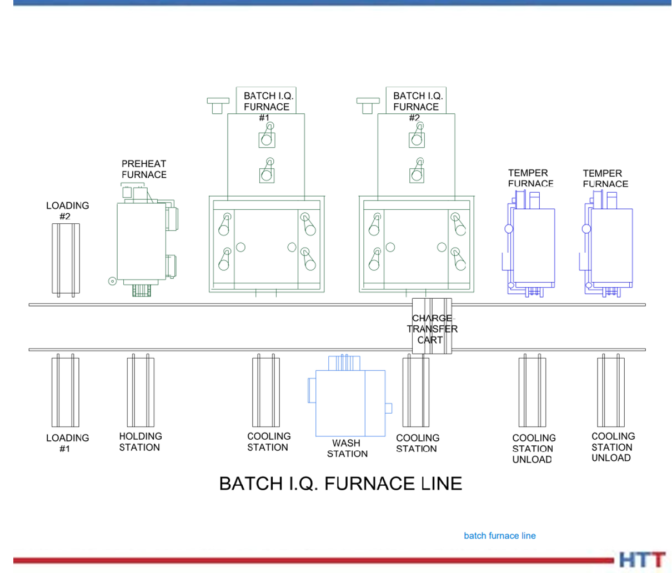
MICHAEL MOUILLESEAUX: You typically don’t have a singular furnace, you have a system. What’s involved in a system?
What we’re looking at here is a relatively simple system. You have a loading operation. Obviously, the parts need to be loaded in baskets or fixtures. In some way, the load needs to be built. Typically, there is a station for that.
Diagram of a batch system furnace line.
Following loading, it’s put into a preheat furnace. A preheat furnace is identical to what we would call a “temper” or a “draw.” You can thermally clean the parts by heating them up to 800°F. The other thing is that those that you put into that part are 20% the cost of getting those BTUs when you’re putting it in the high heat furnace, so it just makes economic sense. You’re cleaning the parts and you’re preheating the parts.
Then you’re going to put it into the furnace to perform the furnace operation; it’s either going to be top cooled or quenched. If it’s top cooled, you’re going to stop that top cooling operation at 300°F or 400°F. You’re going to put it in a cooling station and allow it to cool to room temperature. If you quench the part, if you’re modified marquenching it, it’s 250°F plus; if it’s quenched in regular oil, it could be 150–180°F.
The next operation is to wash the part. Typically, you don’t want to wash hot parts; you want to allow them to cool to room temperature. Sometimes you do, but more often than not, no.
Then there’s the wash station; you’re washing the parts. Then, you’re taking them out of the washing station and allowing them to drip. Then, you’re going to put them into a temper and you’re going to temper it for three to seven or eight hours, or something of that nature. You extract the load from the tempering furnace, put it in a cooling station, and allow it to cool down to room temperature so you can then unload it.
As you can see, the way that is accomplished is with this transfer cart. The transfer cart extracts the load from the loading table, pushes it into the preheat furnace, pulls it out of the preheat furnace, and pushes it into the batch furnace. Then the batch furnace quenches it, but when the outer vestibule door is opened, the transfer car must go in and get the load and pull it back onto the transfer car. The car pushes it across the aisle into the cooling station, picks it up, puts it in the wash, takes it out of the wash, puts it into the temper, takes it across the aisle when the tempering is finished, extracts it from the temper, and puts in on the cooling station. That transfer cart is an important piece of equipment.
But you can see there are a lot of moving parts to this. And you might ask, “Why would you do this?” Well again, because of the flexibility of the batch furnace. In this example, batch furnace #1 can be performing neutral hardening; batch furnace #2, at the same time, can be carbonitriding; the neutral hardening load finishes and the next load that goes in there could be annealed; after the load is annealed, then you could take a load and it could be normalized; then you could go back and you could neutral harden again.
So, if you don’t have multiple loads of the same thing, this offers a degree of flexibility that almost is not available in any other type of atmosphere processing equipment.
DOUG GLENN: Right. And the fact that you have more than one furnace, more than one high heat furnace, more than one temper furnace, gives you almost (not exactly, but closer to) a continuous process even though each furnace is a “batch,” if you will.
MICHAEL MOUILLESEAUX: Correct.
There are charge cars that are automated, so the charge car knows where the loading station is — it goes to that loading station. You could either have a human unload it or, in the highest degree of automation, it gets there and you have a PLC that is overseeing or supervising this entire operation, and it would know to take that load onto the cart, where to take it next, and what to do. It becomes a semi-automated method of heat treating.
Properties of the Pusher Furnace (19:53)
DOUG GLENN: Let’s move on to the pusher furnace, the continuous system.
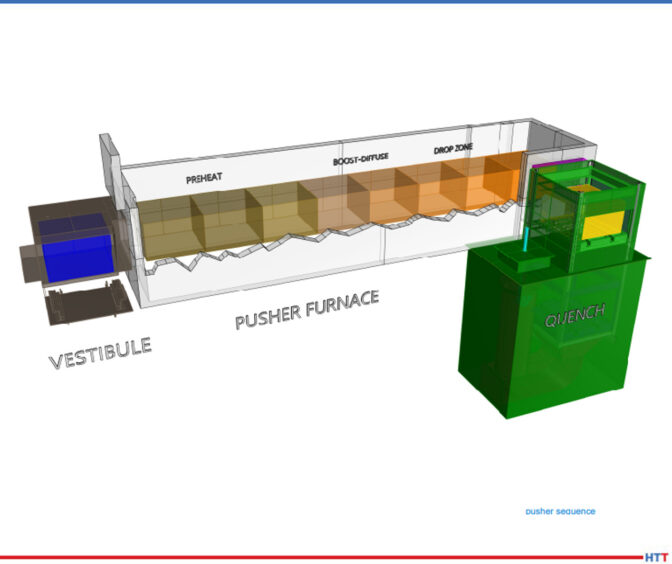
MICHAEL MOUILLESEAUX: The pusher furnace, as you can see in this description, contains the vestibule, the furnace, and the quench. We’ve just broken it down into the pusher furnace proper.
Diagram of a pusher furnace.
Loads are put into the vestibule and then, sequentially, they move their way through the furnace. The first zone of the furnace would be what we would call the “preheat” and that’s where we bring the part up to temperature.
In this example, we’re showing boost-diffuse. This is an example where we would be carburizing. The first couple of positions would be a boost. We carburize at a higher carbon content because it diffuses more rapidly at the initial point of carburizing. Then, at the tail end of the carburizing cycle, we reduce the carbon content to what our desired surface carbon content would be.
An example might be: We would start out and we’d boost at 1% or 1, and the diffuse cycle would be .8% carbon. You do that for a couple of reasons: You want to mitigate any retained austenite, so the bar is quenched at a higher carbon. You have opportunity for development of an unacceptable amount of retained austenite. At the extreme, you could start developing carbides and those become very difficult to re-solution. That’s the rationale for having a boost-diffuse. You do that same thing in a batch furnace; I just didn’t describe that as such.
And then the drop zone. We want to reduce the temperature prior to quenching so that we have very uniform quenching properties and if the components that we’re heat treating are distortion-critical, it’s very important as to what the temperature is prior to quenching.
So, we carburize at a high temperature (1700 Fahrenheit/1750 Fahrenheit), because the diffusion rate is much higher at that temperature. But we only want to quench these parts at 1500 or 1550 Fahrenheit because we want to have an absolute minimum amount of distortion.
Every hour, the vestibule door to the quench is going to open and you would cross-push that load into the quench vestibule, you would close the door, and just as the animation described in the batch furnace, that load would drop on an elevator into the quench.
Now that we’ve done that, we have an opening. That last position is open. So, we go to the vestibule on the front end of the furnace, we open that door, we put a load in there, we close the door, and we’ll close it long enough for us to reestablish the furnace pressure (no more than 3–5 minutes). Once we’ve established furnace pressure, we can open the door between the vestibule and the first preheat zone, and then to the left of the vestibule is going to be a mechanism for pushing these loads, hence the term “pusher”? Could it be hydraulic? It could. Could be mechanical? Both are employed.
What you’re doing is pushing it further by one position. Because the last position is open, the second to the last load progresses into the last position, the load that you put in the vestibule goes into the first position.
DOUG GLENN: A couple quick questions: Really, the sequence starts with the load being pushed out of the furnace into the quench vestibule and then dropped in. That leaves that last spot open in the furnace. Then everything else starts and we push it all down, correct?
MICHAEL MOUILLESEAUX: You are correct.
DOUG GLENN: In this illustration, it looks like there are divisions between each of these different locations. In the preheat, it looks like there are three or four; in the boost-diffuse, it looks like you’ve got two or three. Those aren’t actually physical barriers; You’re just showing where the load would progress to, correct?
MICHAEL MOUILLESEAUX: You are correct.
DOUG GLENN: Are there any chamber divisions in a pusher furnace?
MICHAEL MOUILLESEAUX: In a pusher furnace, you have arches above the load and that helps to compartmentalize. The key word there is “helps.” You don’t have an actual compartmentalization.
Let’s say that we want to perform a carburize at 1700°F in this furnace. If you had three preheats, you may want to perform these somewhere below the 1700°F with the last position being at 1700°F so that the load that goes into the carburizing zone is at temperature and it’s ready to accept carbon.
The carburizing zone would all be at the same temperature, but you have to understand these parts are all at 1700°F and we want to quench it at 1550°F, let’s say. We have two positions that we are going to allow the load to cool down to 1550°F.
So, would you want a zone arch there? I think that you would, yes. Would you want a fan in those zones? If you had a fan in those zones, and you are circulating the atmosphere through those loads, you have a better opportunity to attain a uniform temperature from the top to the bottom of the load than if you did not.
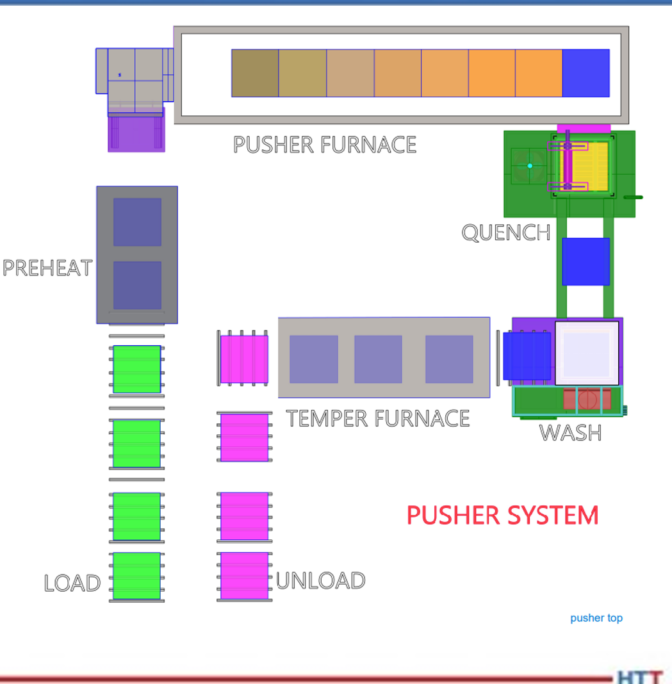
Diagram of a pusher furnace system.
MICHAEL MOUILLESEAUX: Here’s a pusher furnace system. Typically, but not always, pushers are put into a system because you have multiple operations that you must perform. This example is in a U-shape. The loading and unloading are next to each other. This could be a linear layout.
In another life, I worked for a company in Syracuse, New York that had 14 furnaces that were all linearly oriented. So, the person on the front of the furnace did one thing, the person on the back of the furnace did another thing, and they really didn’t communicate.
I, personally, am not a fan of that. I like this operation because you can have one or two people performing the loading and unloading operation, and you could have a furnace operator who would be responsible for the overall control of this piece of equipment.
You can see that we have four loads here that are in whatever way we chose to fixture them — baskets, fixtures, or whatever it might be. We’ve put a couple of parts in a preheat so we could perform that same cleaning that we talked about in preheating the load with low-cost BTUs. The preheat then goes into the vestibule, the loads progress down through the furnace as we described, you get to the end and that load is quenched. When the load comes out of the quench, just as in the batch furnace, it’s going to be 150–200°F plus. We want that to cool down to room temperature because the next operation is going to be washing.
After the load to cools down to room temperature, we then put it in the wash. Following the wash operation, you might have a drip station. So, whatever it was that you have washed off in the water, you don’t want that to go into the temper. Following the drip station, then you would go into the tempering furnace. Here we’re showing three positions; it could be three, it could be six, it could be nine. This is just an example.
Following the tempering operation, we would go out and in that first position, you might have a blower underneath and you would be circulating, room temperature air through it up into a duct work ahead and that’s how you would cool the room down to low temperature. Those loads would progress down that unload station so, at the very end, you are unloading the parts, perhaps for a subsequent shop blast cleaning operation or development of rust preventative or maybe they’re just put back into the customer’s container.
In a captive operation, they might go into a container where the parts would go on to a subsequent grinding or hard-turning operation.
This can be automated. Here you can see that the loads progress into the preheat, they progress through the furnace, they go into the quench, and they’re put into the wash. It’s quick.
Diagram of a pusher furnace load.
DOUG GLENN: Yes. It doesn’t happen this fast in real life, everyone!
MICHAEL MOUILLESEAUX: In the temper, the load exits the temper and goes into the unloading station. The point of this is to show that it progresses through the furnace.
The advantage is that you have relatively small loads that you’re processing, there is a very consistent process in the pusher furnace, and what you’re on for is that however you’ve designed this system, every load goes through every station. You don’t have an opportunity to easily extract a load as quenched and not wash it. It can be done. You could have a furnace designed to do that, but it’s not easy. After it’s washed, as you can see in this animation, typically it’s going to progress into the temper. Could you design a station that would allow you to offload it? You could, but normally that’s not how that’s done.
So, the load progresses through the temper and then you go in to where it is then subsequently unloaded.
If the batch furnace’s strong suit is the fact that it is extremely flexible — particularly in a “systemic” way — the pusher furnace’s strength is its productivity. °
DOUG GLENN: Yes, higher levels of productivity. But you’ve got to have, if not the same product, at least the same process on whatever it is you’re putting in there.
MICHAEL MOUILLESEAUX: Bingo. That’s exactly what you must have there, yes.
About the expert: Michael Mouilleseaux is general manager at Erie Steel LTD. Mike has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY and as the Director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Having graduated from the University of Michigan with a degree in Metallurgical Engineering, Mike has proved his expertise in the field of heat treat, co-presenting at the 2019 Heat Treat show and currently serving on the Board of Trustees at the Metal Treating Institute.
How can increased cybersecurity measures benefit today’s heat treaters and their clients? Find out more with an exploration of the coming changes in CUI and the way these changes could affect heat treating companies.
Today’s read is a feature written by Joe Coleman, cybersecurity officer at Bluestreak Consulting™. This column was first released in Heat Treat Today’sSeptember 2023 People of Heat Treat print edition.
Introduction
Joe Coleman Cybersecurity Officer Bluestreak Consulting™ Source: Bluestreak Consulting™
This 10th article in the series from Heat Treat Today’sCybersecurity Desk will explain some of the changes that are being proposed in the IPD (Initial Public Draft) of NIST SP 800-171 Revision 3. On May 10, 2023, the National Institute of Standards and Technology (NIST) released a draft version of Rev. 3 for Special Publication (SP) 800-171, the foundational framework of requirements for protecting controlled unclassified information (CUI). The final version of NIST SP 800-171 Rev. 3 is expected to be released in early 2024.
Don’t panic about these proposed changes in Rev. 3. If you handle CUI and you are working towards your compliance, continue to implement Rev. 2. Don’t wait until Rev. 3 is fully released to start. Remember, DFARS mandates that if you are a DoD prime contractor or subcontractor with CUI, you need to be compliant with NIST 800-171 Rev. 2 as well as CMMC Level 2 or 3 certified. CMMC certification deadline is in 2025 and it’s fast approaching.
Modifications & Additions to Rev. 3
The changes in Rev. 3 should have a positive impact on your ongoing compliance management program. They simultaneously made the requirements easier to understand and implement while also preserving and even adding flexibility that allows companies to make risk-based decisions about their environments and the data managed in those environments. These include the merging, addition, removal,
and clarification of several different requirements. The most obvious difference is that the requirements went from 110 controls down to 109. This was because they had withdrawn 27 of the original controls (most are migrated into another existing control) and added 26 new requirements.
Categories of Changes
• 18 Controls with “No Significant Change”: Editorial changes to requirement; no change in outcome.
• 49 Controls with “Significant Change”: Additional detail in the requirement, including more comprehensive detail on foundational tasks for archiving the outcome of the requirement.
• 18 Controls with “Minor Changes”: Editorial changes. Limited changes in the level of detail and outcome of requirements.
• 26 Controls with “New Requirements”: Newly added requirement in IPD SP 800-171 Rev. 3.
• 27 Controls with “Withdrawn Requirements”: Requirement withdrawn.
• 53 Controls with “New Organization-Defined Parameter (ODP)”: New ODPs can apply to all change types with the exception of withdrawn requirements. Each requirement includes one or more new ODPs.
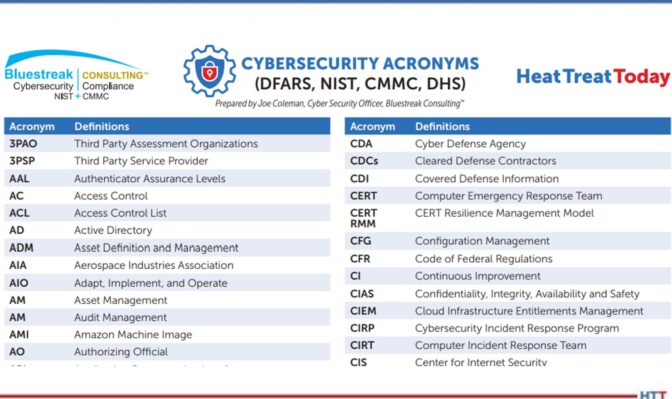
Click on the Image for a full list of Cybersecurity Acronyms
Implications for Heat Treaters
What has not changed is that companies that handle CUI must comply with the NIST 800-171 cybersecurity standards. Failure to comply can result in significant consequences, including loss of contracts and damage to the company’s reputation. With the release of Rev. 3, heat treaters must ensure they are up to date with the latest security requirements. One of the most significant changes in Rev. 3 is the addition of new security requirements. Heat treating companies must review these new requirements and ensure they have implemented the necessary controls to meet them. Also, organizations must review the updated requirements to ensure they meet the latest best practices. The reorganization of the security requirements may also impact heat treaters. The alignment with the NIST Cybersecurity Framework provides a more comprehensive approach to security. However, some companies may need to adjust their current security programs to align with the new structure. By staying informed and implementing the necessary controls, heat treat organizations can ensure they are adequately protecting CUI and meeting their compliance obligations to their clients.
About the Author:
Joe Coleman is the cybersecurity officer at Bluestreak Consulting™, which is a division of Bluestreak | Bright AM™. Joe has over 35 years of diverse manufacturing and engineering experience. His background includes extensive training in cybersecurity, a career as a machinist, machining manager, and an early additive manufacturing (AM) pioneer. Contact Joe at joe.coleman@go-throughput.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
How can increased cybersecurity measures benefit today's heat treaters and their clients? Find out more with an exploration of 2FA and MFA!
Today's read is a feature written by Joe Coleman, cybersecurity officer at Bluestreak Consulting™. This column was first released in Heat Treat Today'sAugust 2023 Automotive Heat Treat print edition.
Joe Coleman
Cybersecurity Officer
Bluestreak Consulting™
Source: Bluestreak Consulting™
Introduction
This 9th article in the series from Heat Treat Today’s Cybersecurity Desk will explain the significance of 2FA (2-Factor Authentication) and MFA (Multi Factor Authentication), their benefits, and how they can help secure your data and your clients’ data.
2FA and MFA have proven to be effective methods to enhance online security. And, if you provide any products or services to a DoD (Department of Defense) contractor, this is mandatory for all users accessing your computer systems and critical data. Implementing 2FA is a minimum requirement and is better than just a username/password combination. MFA takes your security to a whole new level.
What Is 2FA?
2FA adds an extra layer of security to the usual username/password combination. It requires users to provide a second authentication factor, typically something they possess, in addition to their password. Common examples include a one-time verification code sent via SMS, email, or generated by an authentication app like Google Authenticator or Authy. By requiring the combination of something known (password), along with something possessed (authentication factor), an additional level of security is provided.
What is MFA?
The strengths of Multi-Factor Authentication (MFA) take security a step further by incorporating multiple authentication factors beyond the customary two. These authentication factors can be categorized into three main types: something you know (password or PIN), something you have (smartphone or security token), and something you are (biometrics like fingerprints or facial recognition). MFA offers increased security as it requires multiple factors to be verified before granting access.
Is MFA Better than 2FA?
In terms of security, the more the better should be the correct mindset. MFA is a more secure method than 2FA, because a user must respond to more checkpoints, especially if authentication factors disperse through different access points that aren’t available online (like a token or security key) and require a physical presence. Proving user identity multiple times instead of just submitting items of proof twice (i.e., 2FA), lowers the chance of a breach and helps achieve security compliance requirements.
Implementing 2FA or MFA
Enabling 2FA and MFA is becoming a more and more accessible option across many platforms and services. The most popular websites, email providers, social media networks, and online banking institutions offer 2FA and/or MFA options. Users can typically find the necessary settings in their account security or privacy preferences. It is crucial to follow the provided instructions for setting up and managing these authentication methods properly. In an age where cyber threats are always rising, protecting our online presence is critical. 2FA and MFA have proven to be effective methods in safeguarding our digital lives. By implementing these extra layers of security, companies can enhance their defenses and protect their data and their clients’ data.
What About Your Outside Personnel Support?
Click on the Image for a full list of Cybersecurity Acronyms
Many companies have outside vendor support, and maintenance personnel access their network and systems on a regular basis. For example, they may use VPN access that requires the user to “punch a hole” in the firewall, making it much more vulnerable to unauthorized access. Additionally, it is typically a configuration nightmare for your network and the IT folks to get it working properly.
There is a better way. Through much research and testing, we have found that BeyondTrust is a great tool to use to allow outside vendors secure access to the information they need to see without connecting to your network. It is currently used by 20,000+ organizations worldwide with much success and security. BeyondTrust also records their entire online session so you can see exactly what they accessed and did during the online session. Check out www.beyondtrust.com for more information.
About the Author:
Joe Coleman is the cybersecurity officer at Bluestreak Consulting™, which is a division of Bluestreak | Bright AM™. Joe has over 35 years of diverse manufacturing and engineering experience. His background includes extensive training in cybersecurity, a career as a machinist, machining manager, and an early additive manufacturing (AM) pioneer. Contact Joe at joe.coleman@go-throughput.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A leading component supplier to manufacturers of converting and CNC machinery, Reymak Makine As, has embarked on a journey to enhance manufacturing quality while reducing its environmental impact. This strategic move aims to internalize heat-treating operations and advance the sustainability tooling components.
Reymak Makine Aş has integrated an eco-friendly Nitrex nitriding/nitrocarburizing system into its facility in Manisa, Türkiye. The heat treater offers a diverse product range, including an array of converting tools and CNC components, ranging from friction shafts/rings to reel cones, core chucks, and safety chucks. These components play a role in the packaging industry by ensuring alignment and tension of materials such as paper, film, foil, labels, textiles, and more. They prevent the occurrence of loose or soft rolls that could otherwise compromise product quality. Safety chucks, on the other hand, are specialized clamp devices designed for CNC and turning machinery, ensuring precision and accuracy in machining operations.
Recognizing the drawbacks of electroless nickel plating, Reymak sought to enhance the quality, efficiency, cost-effectiveness, and sustainability of its manufacturing operations. To achieve these objectives, the company selected a nitriding/nitrocarburizing system, specifically the compact model NXK-812, equipped with advanced process technologies. These technologies include Nitreg® controlled nitriding, Nitreg®-C controlled nitrocarburizing, and ONC® post-oxidation.
Utku Inan, Nitrex’s local representative in Türkiye, emphasized, “[This collaboration] demonstrates that by embracing sustainable innovations in its in-house heat treatment, Reymak is not only enhancing quality control but also streamlining logistics for faster lead times and cost savings – a genuine win-win scenario.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
This message from Bethany Leone, managing editor at Heat Treat Today, shares some thoughts on the power of words and most importantly, the power of voice behind the words.
This article first appeared in September 2023's People of Heat Treat print edition. Feel free to contact Bethany Leone at bethany@heattreattoday.com if you have a question, comment, or any editorial contribution you’d like to submit.
Bethany Leone
Managing Editor Heat TreatToday
This past year, I had the honor of digitally transcribing someone’s personal writings. A culmination of spontaneous recollections, the author sought to make copies to better share this memory diary with her family.
Contact us with your Reader Feedback!
The histories of cultural celebrations, professional successes, and childhood joy intermingled with stories of grief and personal poetry. Cursive writing enclosed each of these stories in the most beautiful gift wrapping for her loved ones.
However, the author — an accomplished writer in her own right — wanted the transcription to be edited. In keeping it a transcript (of a personal nature, no less) and following orders to clean up the original, I faced a dilemma: How does one preserve voice?
This may sound easy, and in many cases, the answer is simple. For unclear text, adjust punctuation. For spelling or grammar oversights, edit! And, of course confirm the timeline and the spelling of personal names or companies with the original author. These are all edits that ensure the correct information is preserved.
But so many times in editing the personal voice of this transcript, the decisions were gray; sometimes, the facts that were written could not even be confirmed.
So, what to do? Ultimately, only one option satisfied the need to balance edits for clarity against preservation of voice: I looked to the heart of the author behind her words. This intelligent, loving, storytelling, and sometimes still grieving woman needed to be heard through her words. Thus edit I did, but not everything.
Coming from an editor, the notion that “words are not everything” may be surprising, though I hope, comforting. When we hear the words of others, there is clarity and meaning in the articulation, and perhaps even some superficial qualities that come through — an accent, for example. Yet to truly understand the voice of an author or speaker — that is, the style, manner, and intention of their words — we must seek to hear the heart behind the words.
40 Under 40 Class of 2022 honorees with Heat TreatToday at Furnaces North America 2022
Looking to Heat Treat Today’s40 Under 40 Class of 2023, we can begin to hear the heart of the people behind the words that they will speak as they rise into leadership positions across North America’s heat treat industry. You will see the acts of service, the care for the well-being of others, and the humility behind many of the winners when you turn to page 28 and meet this year’s class.
This year, we are also grateful to have the words of others in this magazine that encourage and inspire the next generation to use their voices wisely and effectively. Explore the Words of Encouragement from industry leaders, the personal stories in the “Women’s Roundtable: Leadership in Heat Treat," the forward-looking leadership and brain drain columns, and more for insightful messages.
In person, we get to connect even more and see the heart behind the words even more clearly. Heat Treat Today has a tradition of meeting new members of 40 Under 40 at the annual heat treat tradeshow. So, this year in Detroit, the current class and any available 40 Under 40 alums will gather at Heat Treat Today’s booth to receive a quick in-person recognition and send-off. If you are at the show, I hope to see you and, perhaps more importantly, hear your heart behind the words.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
What is a digital twin, and how does it relate to the heat treating industry? As noted by Mike Löpke, "The quality of the product is the most important aspect," and such quality can be supported by a digital twin.
This article is set to be published in Heat Treat Today'sNovember2023 Vacuum Heat Treat print edition. While awaiting the release of the November issue, catch up on previous digital editions here.
By definition (see Grieves and Vickers, 2002), the digital twin is a virtual representation of a material or immaterial object of the real world that does not necessarily exist, for example, a representation for the design phase of a machine. As the concept of digital twins is universal, it can often be applied to almost everything: machines, tools, processes, human capital, production and products, quality key performance indicators (KPI),and much more. With design driven by use case*, digital twins deliver all required data, functionalities, and information primarily to accomplish a given task and to fulfill its use case-related purposes.
Contact us with your Reader Feedback!
Digital twins require at least these three important elements: an object in the real world, its digital representation, and their connecting information which is continuously updated in real time. The characteristics of this information are various and include all kinds of data sources (e.g., process data, master data, meta data, or enterprise resource planning data); additionally, algorithms and applications in general may help to enrich this information.
Digital twins can be part of the supply chain throughout the entire lifecycle of products, machines, processes, or services and offer different value and advantages at each stage. Already applied in the design phase, a digital twin can handle complex product requirements or fast cycles of development and test different designs with specific simulations to make physical prototyping more and more redundant. This results in time and cost savings in the development of new products and optimizes aggregates and processes already in the design phase. Simulating functionalities and behavior in respect to every relevant aspect lowers the degree of uncertainty. Since all functionalities can be simulated, commissioning is easier, and processes are free of error.
Another use case of digital twins is provided by their holistic view on data. This offers the possibility of monitoring and reducing risks which may lead, for example, to a rise in the overall availability of a machine or a process line. Robust prognoses regarding the properties, the quality, and the behavior of products and machines can be identified as well as replacement planning and investigations of upcycling potentials. The concept of the digital twin leads to a holistic view on products, machines, processes, and the entire supply chain in real-time. This makes communication between suppliers, producers, and customers easier since they share the same level of knowledge.
In the heat treatment industry, the most prominent and important use case is the digital passport of a product. Since a lot of parts, especially in defense or aerospace, need to meet special requirements and quality gates, a digital passport of these parts contains all the certificates paired with the material, process, and quality data. The advantages of such a passport are obvious: it provides all data in a universal and transparent way. There are official initiatives, for example, by the Institut für Werkstofforientierte Technologien in Germany, to create a common design and interface, and also to define mandatory information such a passport should offer. Currently, the driving aspect is carbon footprint and other ecological measures.
Besides the aspect of data and information, the digital data twin of a part can be enriched with suitable applications, such as process simulations and material calculations. Having a full picture of the current state of the part allows heat treaters to simulate different process routes to achieve given specifications or execute virtual stress tests and benchmarks. Additionally, when a process is disrupted or does not perform as expected, it is possible to adjust recipes for the parts involved. By measuring or simulating the state and conditions of those parts, new starting criteria for a rerun or continuation can be determined. This helps to reduce costs by avoiding downgrading or scrapping products.
Another prominent use case is the digital twins of assets (e.g., furnaces, probes, or other auxiliary tooling). Monitoring the asset health by gathering empirical and statistical information is a good starting point to enrich the virtual representation of an asset with empirical or machine learning-based models. This provides for asset health predictions which lead us to the concept of predictive and prescriptive maintenance.
The quality of the product is the most important aspect. The quality of a product is defined by the asset health and its state, the starting conditions and properties of a part, and (last but not least) the knowledge and execution of the process. And so, to apply and master the concept of digital twins for these three aspects will mean taking a huge step forward towards predictive quality.
*use case = a written description of how users will perform tasks on your website. It outlines, from a user’s point of view, a system’s behavior as it responds to a request. (Source: Usability.gov)
About the Author:
Mike Löpke, the head of Software & Digitalization at Nitrex, has a background in Mathematics and Physics, as well as substantial knowledge in R&D and metallurgical modelling. With expertise in AI and process prediction, he has led Nitrex to develop the very first IIoT cloud-based platform (QMULUS) and is currently in charge of Nitrex’s Software and Digitalization department. His thirst for knowledge enables him to remain ahead of evolving technology.
Vacu-Braze recently installed a new water quenching furnace in their Quakertown, PA, facility. This acquisition will allow for the expansion of capabilities to include rapid quenching of specialty aerospace materials such as steels or titanium.
The new furnace from LuciferFurnaces, measuring 45.5”x29.5”x28,” contains argon and nitrogen atmosphere capabilities which allow for processing in a protective atmosphere even at high temperatures while maintaining AMS 2750 compliant uniformity. The pyrometry team at Vacu-Braze was able to achieve Class 2 pyrometry, opening up more available processes such as annealing, austenitizing, normalizing, stress relieving, solution treating, and tempering.
"Lucifer Furnaces was selected for the order," commented Jerry Novak, process engineer at Vacu-Braze, "[as their furnaces] are locally made and could be custom designed for the application. They are built in Eastern Pennsylvania to our desired specifications. Vacu-Braze is always happy to partner with companies that manufacture quality equipment and products in the USA."
The heat treat company also noted that this piece of equipment expands their services to existing clients while providing processes for new clients.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
On October 11, 2023, Heat Treat Today, in cooperation with the Metal Treating Institute (MTI), presented the 2023 Master Craftsman Award (also known as the Commercial Heat Treater of the Year Award) to Thermal Vac Technology CEO, Heather Falcone, and her team.
The award was presented at the formal awards presentation banquet at the MTI national conference in Tucson, AZ. Pictured above from left to right Thermal-Vac Technology representatives Julio Salazar, Christopher Falcone, Heather Falcone, Shane Driscol, Ryan Dourte, and Shannon Driscol with Doug Glenn, publisher of Heat Treat Today.
This award is given to the company that demonstrates making a positive impact on their community and their industry. Recognition is based on quality programs, pollution & hazardous waste control, community involvement, and industry leadership and judged by a panel of previous recipients.
At the award presentation, Doug Glenn highlighted that since “this Golden State company uses Best Practices for hazard prevention and waste management, the local fire company actually uses their facility to train new firefighters and other first responders.” Additionally, their track record for community involvement and leadership included mention of onsite AA meetings and sobriety support, as well as participating in Fair Chance Hiring, offering jobs to those recovering from homelessness, addition, poverty, incarceration, or other unfortunate life situations.
Thermal-Vac Technology received a plaque commemorating this auspicious recognition and a scholarship fund of $1500 from Heat Treat Today that was matched with another $1500 from MTI’s Education Foundation. The heat treater will award this $3000 to a high school or college student who is pursuing an education in heat treat.
Congratulations to Thermal-Vac Technology on this award.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
“Plan, do, check, act.” When it comes to caring about carbon footprint, a path forward to may seem too out-of-reach. But breaking down process heating and how to efficiently consider carbon use can be possible with industry resources.
This Sustainability Insight article was composed by Michael Stowe, PE, the senior Energy Engineer at Advanced Energy for Heat Treat Today'sSeptember 2023 People of Heat Treatingprint edition.
Michael Stowe, PE
Senior Energy Engineer
Advanced Energy
Source: IHEA
Over the past several years, process heating energy markets have shifted in response to significant global pressures. The need to understand the impact of greenhouse gases (GHGs), especially carbon based emissions, on climate change is gaining more interest from organizations that have industrial process heating. Organizations that manufacture or use process heating equipment need to understand the impact their equipment can have on carbon emissions. The terms “carbon emissions” or “carbon footprints” use the word “carbon,” but these terms can include other GHGs, and the carbon refers to carbon dioxide gas (CO2).
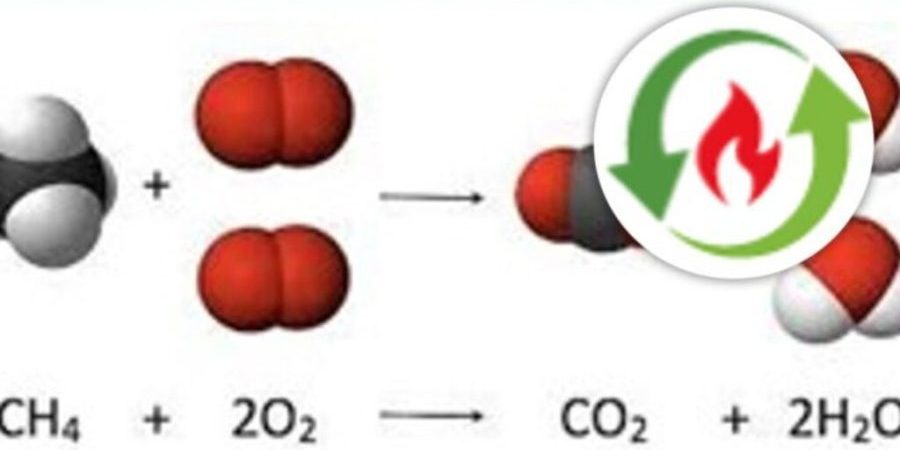
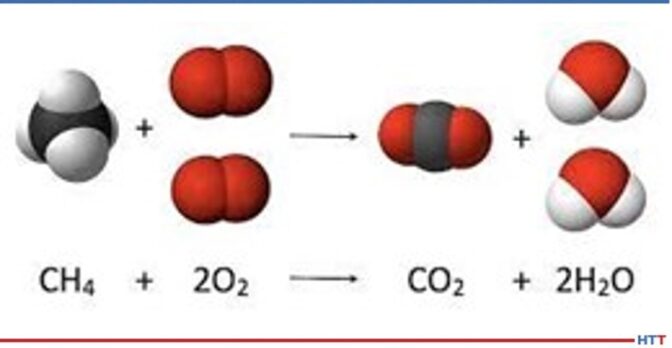
Process heating requires energy input. The energy sources for process heating most frequently include the combustion of carbon-based fossil fuels such as natural gas, propane, fuel oil, diesel, or coal. Also, most combustion processes have a component of electricity to operate combustion air supply blowers, exhaust blowers, circulation fans, conveyors, and other items. Figure 1 shows the chemical process for the combustion of methane (i.e., natural gas).
Figure 1 demonstrates that during combustion, methane (CH4) combines with oxygen (O2) to form carbon dioxide (CO2) and water (H2O). This same process is true for any carbon-based fuel. If you try to imagine all the combustion in progress across the globe at any given time, and knowing that all this combustion is releasing CO2, then it is easy to see the problem and the need for CO2 emission reduction.
Figure 1. Chemical process for methane combustion
(Source: Advanced Energy)
In basic terms, if you have a combustion process on your site, then you are emitting CO2. The electricity consumed to support the combustion processes also has a carbon component and the consumption of this electricity contributes to a site’s carbon footprint. Climate change impacts due to these carbon emissions have prompted government and corporate actions that are creating unique new opportunities for more sustainable and lower carbon process heating methods.
So, combustion and electricity consumption on your site contribute to your carbon footprint. Knowing this, organizations may now want to understand the actual level of their carbon footprint and ways to reduce it. There are many methods and resources available to help organizations understand and work to improve their carbon footprint.
The Industrial Heating Equipment Association (IHEA) has recognized this need to understand carbon footprints and is in the middle of a four-part webinar series on this topic. Session three (held on July 20, 2023) covered methods and resources to help organizations determine and improve their carbon footprint.
Session 3: DOE Tools and Programs for GHG Reduction
There are many options available to help determine carbon emissions for equipment, processes, sites, and organizations. This presentation will review some of these available tools and how to apply them to different situations. Carbon emissions are directly tied to energy consumption, so it is very important to understand how all your energy is consumed on site by energy type. This presentation will provide tools and programs to help you understand your energy consumption and thereby understand your carbon emissions. Additionally, energy improvement projects are also carbon emission reduction projects. This session will help you understand how to determine the impact of energy projects on your carbon footprint.
Session 4: Ongoing Sustainability — Industry Best Practices for Continual Improvement
Carbon reduction is not a project, it is a process, and must be ongoing. Earlier sessions will help you determine your carbon footprint and understand ways to track and improve your carbon footprint. In this presentation, we will review methods and programs to ensure the continual improvement of your carbon reduction efforts. Following the “plan, do, check, act” method used in many continual improvement programs, we will review steps to take for keeping your momentum moving in the right direction. We will also plan to have industry case studies for success in ongoing and improving carbon reduction programs.
Registration for these sessions can be found on the events page of www.ihea.org. If you or your organization want to learn more about your carbon footprint and how to measure and reduce it, you will not want to miss this opportunity.
In summary, heat treating, and other process heating methods, require significant energy, much of which is fueled with carbon-based fossil fuels, and associated with support electricity consumption. Both combustion and electricity consumption contribute to an organization’s carbon footprint. One of the best ways to help manage your carbon footprint is to understand and manage your energy consumption. For more information on this topic, please check out the IHEA Sustainability & Decarbonization Initiatives.
About the author:
Michael Stowe (PE) is the senior energy engineer at Advanced Energy. Michael focuses on process heating and energy efficiency in manufacturing plants. He has significant experience in the manufacturing industry serving in various roles as design engineer, production manager, plant engineer, and facilities engineer over the past 27 years.
Find heat treating products and services when you search on Heat TreatBuyers Guide.com