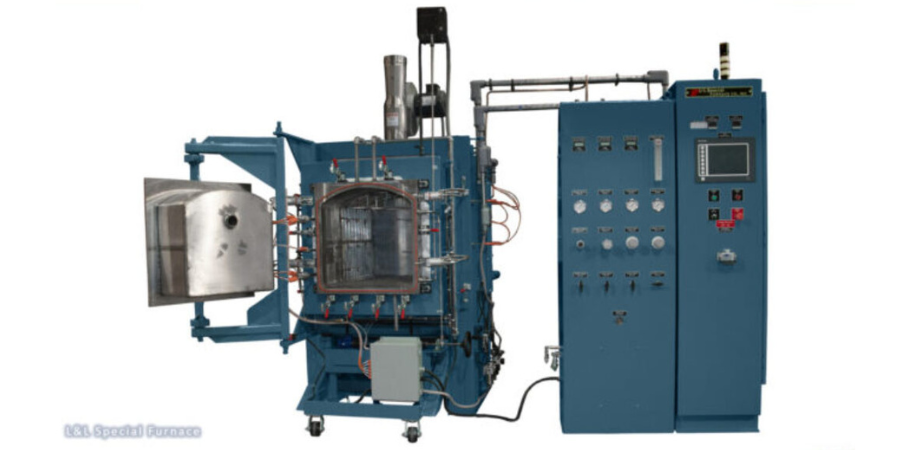
A leading manufacturer of aerospace components in the Midwestern U.S. has received one of two furnaces, which will be part of a CMC manufacturing facility providing lightweight aerospace components to commercial and military aerospace applications.
These two model XLC3348 furnaces were delivered by L&L Special Furnace. The nano threads in the CMC process are coated with proprietary resins which need to be completely removed from the substructure using heat. It is also vital that there is no oxygen present during the process as this will significantly weaken the part structure.
The model XLC3348 has a work zone of 23” wide by 23” high by 36” deep. It has a single zone of control with a temperature gradient of ±14°C/±25.2°F at temperatures between 1202°F/650°C and 1832°F/1,000°C using six zones of temperature control with biasing to balance any gradients. Constructed of low-mass insulating firebrick, which enables quicker cooldown times, the furnace also features a venturi cooling blower.
The parts are heated to a set temperature in a retort chamber that is pressurized with nitrogen. The byproducts of the outgassing part are directed by pressure and flow out of the rear of the furnace, and then heated in a vacuum furnace to temperatures in excess of 2300°F/ 1,260°C, resulting in a super-strong component that is lighter than titanium.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Marle Group, a global manufacturer of orthopedic prostheses, has expanded its heat treating potential with the acquisition of a new furnace. The furnace on order will be used for the heat treatment of cobalt implants.
This Vector® vacuum furnace, supplied by SECO/WARWICK, will provide the high temperatures, pure environment, temperature uniformity, and quick cooling necessary for the Cobalt alloy hardening process.
Antoine Escbach
Factory Director
Marle Group
LinkedIn
In the words of Antoine Eschbach of Marle Group, “The furnace we ordered solves the challenges faced by anyone who has to heat treat cobalt alloys in a production process. . . . Knee implantology is a field that is developing rapidly especially in developed countries, such as United States of America and in many European countries. Our mission is to create the highest quality implants which raise the living standard of people around the world, and the Vector furnace will help us to achieve this goal."
In order for cobalt alloys to be used in implantology, they must be deprived of their ferromagnetic properties. This shiny, hard metal loses this property only when it reaches a temperature higher than 1131°C/2067.8°F. Such a high temperature makes it necessary to use a vacuum furnace in the implant production process.
The solution on order uses two gases - nitrogen for cobalt hardening and argon to achieve purity of the process during heating. It is also equipped with a dew point sensor for each of the gases, thanks to which the phenomenon of water vapor condensation and, consequently, the possibility of the processed load’s surface oxidation is eliminated.
Also significant for the cobalt treatment process is also a quick cooling system based on a gas blower ensuring a maximum hardening pressure of 15 bar abs.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
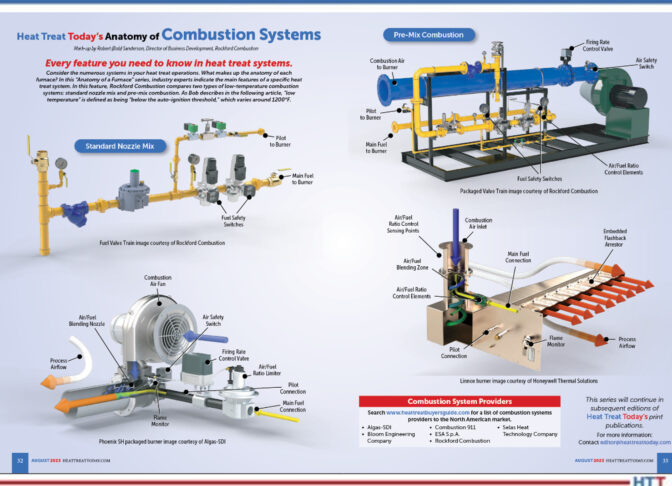
Consider the numerous systems in your heat treat operations. What makes up the anatomy of each furnace? In this “Anatomy of a...” series, industry experts indicate the main features of a specific heat treat system. In this feature, Rockford Combustion compares two types of low-temperature combustion systems: standard nozzle mix and pre-mix combustion. As Bob describes, “low temperature” is defined as being “below the auto-ignition threshold,” which varies around 1200°F.
Contact us with your Reader Feedback!
The mark-ups for these reference images are provided by Robert (Bob) Sanderson, director of Business Development at Rockford Combustion.
Download the full graphics by clicking the images below.
This Technical Tuesday article is drawn from Heat TreatToday's August Automotive print edition.
Search www.heattreatbuyersguide.com for a list of combustion system providers to the North American market. If you are a combustion system supplier and not listed here, please let us know at editor@heattreattoday.com
This series will continue in subsequent editions of Heat TreatToday'sprint publications. Stay tuned!
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A mesh belt temper furnace has been shipped to a manufacturer in the U.S. South. The client will use this heat treat furnace for preheating and tempering steel bar stock.
Mesh belt temper furnace packed and shipped
(Source: Premier Furnace Specialists. Inc./BeaverMatic)Steve Ignash
Sales Engineer
Premier Furnace Specialists, Inc./BeaverMatic
Source: Premier Furnace/BeaverMatic
"We had built the client a similar furnace in 2022," commented Steve Ignash, sales engineer at Premier Furnace Specialists, Inc./BeaverMatic. "Our furnace gave them the confidence to purchase five more of the similar style to replace outdated equipment and add to their current increase in production."
The remaining four furnaces from the recent purchase will be completed and installed through January 2024.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The brain drain is real. As new professionals enter the industry, Heat TreatToday is helping to ensure that young and old inquiring minds can connect with and grow from the experiences of high-value industry experts. Get to know Heat TreatToday Consultant:Jon Tirpak.
I am Jon Tirpak, professional metallurgical engineer, fellow and past president of ASM International, chief engineer of Sabattis, LLC, and managing partner of Value Selling Associates. I have decades of metallurgical engineering experience, especially with respect to manufacturing technology research and development in the federal and commercial sectors. I excel at building cross functional teams, establishing lean, sustainable processes, navigating the federal marketplace, and thinking outside of the box. Currently, I am located in Mount Pleasant, SC, but “have ticket, will travel!” I am also available through Zoom and Microsoft Teams, and I would welcome a call.
Jon’s focus is all about creating teams that focus on client-centric processes. He is more than willing to guide clients towards making the necessary, hard choices based on predetermined criteria, all while using a sane selection process. Once, Jon was noted as being the only “adult” in a room of technologists during an investment strategy session. He considers this to be the biggest compliment paid to him.
With over 40 years of experience in metallurgical engineering, Jon has some fantastic stories shrouded in NDAs. But he can share one of his taglines: “You can’t have the alloy without the heat treatment.”
In addition to being a consultant in the heat treat industry, Jon is also an Air Force Veteran. Beginning in 1982, he launched his career at the Air Force Materials Laboratory. His seminal research on fatigue, fatigue crack growth, and fracture toughness testing coupled with other programs promoted the use of aluminum castings in aircraft. Eventually, future research and the continuous improvement of casting alloys and processes coupled with heat treating led to the elimination of the casting factor. His technical reports published in the mid-1980s are still referenced today by researchers around the world.
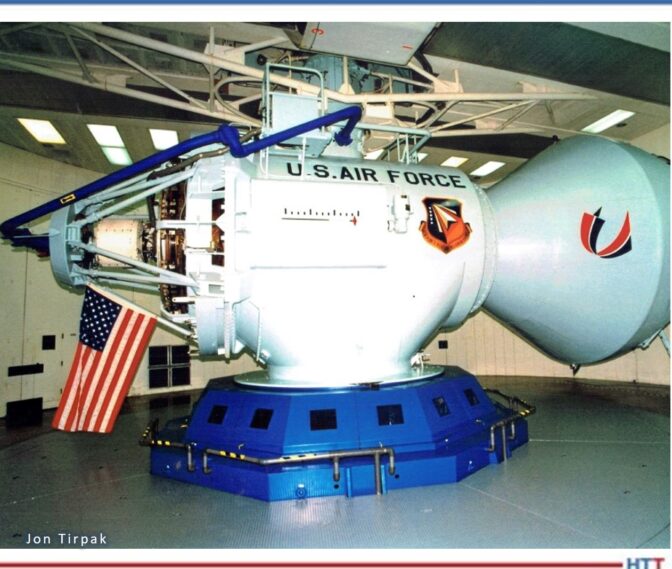
Air Force's Dynamic Environment Simulator ("Centrifuge")
(Source: USAF)
Jon served as an executive officer within Project Forecast II and focused his expertise on advanced materials and manufacturing in the Plans and Programs Office of the Air Force Materials Laboratory. In addition to his regular duties, Jon served as a test subject in the Air Force’s Dynamic Environment Simulator (DES) or the “Centrifuge.”
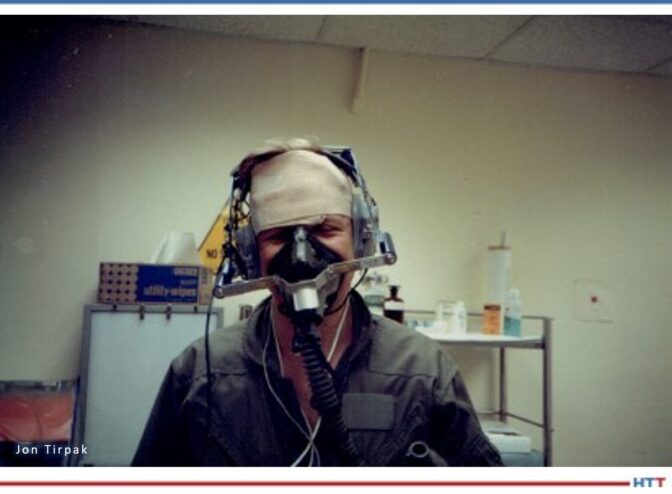
With over 40 test and proficiency runs, Jon was a research subject to evaluate new systems battling a phenomenon called G-Induced Loss of Consciousness (G-Loc). This effect occurs when pilots experience the rapid on-set of acceleration (high g-forces) causing a pilot to black out. 8.5 gs was the maximum g-force he experienced in the simulator. Watching Top Gun: Maverick reminded Jon of the graying and blacking out of a pilot subject to these extreme forces. The below photo shows Jon getting suited up for related DES studies and the DES itself which was decommissioned and replaced by the Air Force several years ago.
Lieutenant Tirpak suited up for an aeromedical research study.
(Source: Jon Tirpak)
His second assignment at the Ballistic Missile Office availed Jon to work at the Nevada Test Site conducting underground nuclear tests. All in all, his short tours with the Air Force propelled him into the balance of his civilian, industrial career revolving around different metal forming processes and heat treating. Today, he actively supports a client deploying thermal processing technology to replace carburizing.
The future of heat treat lies in two things: passionate people and cybersecurity. Without passionate professionals who see the whole picture and who are willing to contribute and serve clients, business will languish. And don’t underestimate the importance of cybersecurity! An enterprise needs to “build moats,” train employees, and upgrade software and hardware — and then train again!
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 48 news bites to stay up to date on all things heat treat.
Equipment Chatter
UPC-Marathon’s gas generator was recently installed for Jomarca, one of the biggest manufacturers of fasteners, bolts, nuts, and fixing elements in Brazil.
KÜNNE Group orders the world’s first wire annealing furnace, from WS Wärmeprozesstechnik GmbH, with an innovative heating concept of burners which can use both natural gas and hydrogen.
L&L Special Furnace Co., Inc.’s retort furnace with an Inconel 602CA alloy retort has been shipped from Pennsylvania to a leading manufacturer of motor laminations, located in the U.S. Midwest
Nel Hydrogen Electrolyser AS, a subsidiary of Nel ASA, has signed a contract for 40 MW of alkaline electrolyser equipment for about € 11 million with Bondalti for its first phase of the H2 Enable project in Estarreja, Portugal.
Heat Treatments, a commercial heat treater in New Zealand has recently expanded its operations by adding another Nitrex nitrocarburizing system.
SECO/WARWICK will supply a Vector® vacuum furnace to a South American international manufacturer of weapons and military equipment.
Stahl Gerlafingen ordered from Danieli a K-Weld machine as well as a 2-MW Automation Q-Heat-system.
Rungta Mines Limited selected two Danieli high-speed bar and wire rod mills that will apply in-line heat treatment to the bars.
A service hardening plant in Spain has purchased a Vector® vacuum furnace from SECO/WARWICK.
Company and Personnel Chatter
Retech, a SECO/WARWICK Group division, will expand into a Buffalo, NY, building that will house fabrication, welding, small assemblies, and other manufacturing machinery.
Thomas Hansmann succeeds Hans Ferkel as CTO and member of the Managing Board at SMS group GmbH.
SECO/WARWICK USA, a SECO/WARWICK Group division, has outgrown its century-old current Meadville office and is moving into the recently rehabilitated Crawford Business Park, just about two miles away.
The Nadcap program — which provides critical process accreditations of suppliers in the aviation, defense, and space industries — is developing a new task group for additive manufacturing (AM).
Rockford Combustion, a company in the fuel-train management and combustion safety industry, launched a newly revamped website providing educational, engineering, and e-commerce resources to enterprises that rely on fuel-fired burners for their thermal processes.
Solar Atmospheres of California announces Airbus approval for heat treating.
Drew Daugherty takes on a new role as manager of National Sales at Paulo.
NUTEC Fibers Division has a new president — Gerardo Muraira. He was promoted from his previous role as general manager at NUTEC, Inc.
Marc DeBruyne recently joined SECO/VACUUM as manager of Process Development for the new R&D heat treat shop going in next door to the furnace assembly shop.
SMS group GmbH and Tata Steel have signed a memorandum of understanding to make arrangements for conducting a joint industrial demonstration of SMS’s innovative EASyMelt (Electric-Assisted Syngas smelter) technology.
The SECO/WARWICK Group is the winner of the Social Responsibility Program Leaders and the Emblem in the category of ECO Company (Polish: EKO Firma) 2023.
SMS group GmbH is implementing a strategic generational change: Jochen Burg is taking over as chair of the Managing Board on October 1, 2023; and Fabíola Fernandez becomes the new CFO of SMS group as of January 1, 2024.
The team at Wakefield Thermal is pleased to announce a new partnership with Johnson Company, a manufacturer’s representative.
Benjamin Golding takes on the responsibility as Chairman of the Board of ENRX Group.
Steven Sumner has joined Nitrex Heat Treat Services as director of Sales.
Alexy Metals announces the acquisition of Tampa-based AMP Rings, Inc., a manufacturer of industrial rings, brazing preforms, and precision engineering components.
Steelhead Technologies announces the grand opening of their brand new office at 2140 Grand River Annex in Brighton, MI.
Chad Schondelmayer is the new vice president of Operations with RoMan Manufacturing, Bobbi Warren is the new chief financial officer, Shea Hickman is the new chief people officer, and Kurt Hofman is president and chief technology officer.
Kudos Chatter
On March 22–24, 2023, the second China Heat Treatment Congress (CHTC) and first HIP Users Conference was held in Suzhou, China and was attended by 320+ industry professionals.
RoMan Manufacturing’s new production building will also house RoMan University, a comprehensive training and development program, as well as the Department of Labor approved apprenticeship program.
Solar Atmospheres and Vulcan Springs, along with the PMA Mid-Atlantic District, hosted a plant tour “extravaganza.”
Congratulations to President/ CEO Mark Kaiser on his 24-year anniversary with Lindquist Machine Corporation.
This year is a very special one, celebrating 150 years of SMS group GmbH.
RoMan Manufacturing has been awarded the Employer of Choice award in Western Michigan.
Bill Cowell will be retiring after being with Advanced Heat Treat Corp. since 1999, most recently as the vice president of Plasma/Ion Nitriding.
Recently in Fives North American Combustion, Inc.’s Cleveland laboratory, they ran over 12 continuous hours with a newly commissioned hydrogen fuel infrastructure.
The CanCham Mexico Business Community recognizes and congratulates NITREX for its first 10 years full of growth and many achievements.
Nitrex has been awarded the TOP 10 SPACE SOLUTIONS PROVIDER IN APAC 2023 by the Aerospace Defense Review for expertise in aerospace surface treatment solutions.
Solar Atmospheres hosted over 40 high school students enrolled in the Summer Engineering Institute at Lehigh University.
Metallurgical engineering professor Zhigang Zak Fang is a recent recipient of the prestigious Humboldt Research Award for developing a breakthrough technology that can produce high-quality, low-carbon emitting titanium powder at a significantly reduced cost.
The Metal Powder Industries Federation’s (MPIF) Awards Committee presented Mark Saline, president of Gasbarre Thermal Processing Systems, with the 2023 MPIF Distinguished Service to Powder Metallurgy (PM) Award. This recognition is for individuals who have actively served the North American PM industry for at least 25 years and are deserving of special recognition.
HT-MX Heat Treat & HIPing completed its periodic Nadcap audit, obtaining Merit status for the second year in a row.
Gasbarre sponsors Camp GLEEM and hosts a tour for students attending GLEEM (Girls Learning Entrepreneurship, Engineering, and Manufacturing) Summer Manufacturing Camp.
Jim Norton steps up as the new manager of Operations for Gefran’s North Andover, MA, plant. With 2+ decades of industrial manufacturing experience, Jim has been helping the company since April 2023 by his approach to lean manufacturing and cycle time reduction.
Aalbertssurface technologies shares news of the 40th anniversary for their team in Weiterstad.
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A special release, a reflection of the unknown, will hydrogen combustion fuel the future of heat treat? Hear how the market has changed, the options you have to implement (or not) at your site, and when you can expect these technologies to have permeated the North American heat treat industry.
Driving the podcast conversation today are the following experts: Mark Hannum, manager of Innovation and Combustion Laboratory at Fives North American Combustion, Inc.; Brian Kelly, applications engineering manager at Honeywell Smart Energy and Thermal Solutions (SETS); Bob Sanderson, director of Business Development at Rockford Combustion; and Joe Wuenning, president/owner/CEO at WS Warmeprozesstechnik GmbH.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet the Experts (02:15)
Mark Hannum Fives North American Combustion
Contact us with your Reader Feedback!
Doug Glenn: First, let me do some introductions. I’d like to start with Mark Hannum, the manager of Innovation and Combustion Laboratory for Fives North American Combustion. He is a combustion engineer with a broad range of application experience with ultralow emission technologies; his largest focus has been on lean premix/lean premix with fuel staging. Flameless combustion is also an area of interest for him. His work has covered everything from lab research and prototypes to first field installations of new technology.
This is your first time with us, Mark. Thank you very much for being here, we really appreciate it.
Mark Hannum: Thanks for the great introduction.
Doug Glenn: Next up is Brian Kelly, coming to us from the balmy Houston area. Brian is the manager of Applications Engineering for Honeywell Smart Energy and Thermal Solutions (SETS) and the current president of the Industrial Heating Equipment Association (IHEA). He has almost 30 years of experience in the field of combustion with a focus on combustion system design across a variety of high and low temperature applications. Welcome to you.
Brian Kelly: Good to be here.
Brian Kelly Honeywell
Doug Glenn: Then, Bob Sanderson is our next guest. Bob, this is your first time with us. Bob is the director of Business Development for Rockford Combustion. Throughout Bob’s 32 years of experience in the combustion field, he has worked in automotive, abatement oxidation, aerospace, agriculture, food and beverage, HVAC, heat treating, power generation, and more. Bob brings system integrations and the application experience of how systems interact in various environments to his current role at Rockford Combustion. Bob is a member of the NFPA-86 technical committee. We’re glad to have you here, Bob.
Bob Sanderson: Thank you.
Doug Glenn: Finally, our standing person, who’s been here for all three: Joe (Joachim) Wuenning from WS Thermprocess Technic GmbH [aka, WS Wärmeprozesstechnik GmbH] in Germany and also WS Thermal Process Technology, Inc., in the United States. Joe’s company has been on the cutting edge when it comes to hydrogen combustion. In fact, I think the last time Joe and I spoke was just a couple of months ago at THERMPROCESS where, once again, you were giving updates on hydrogen combustion and things of that sort. WS Thermprocess has truly been a leader in the hydrogen combustion area. And Joe is an IHEA member, as well.
A Year in Review: Updates on Hydrogen in the Industry (03:54)
Robert Sanderson Rockford Combustion
Joe, we will start with you: In the last 12 months, what has happened that has advanced the hydrogen combustion “cause,” if you will?Joe Wuenning: What we have seen in Europe now is that several steel companies are getting large funds to really go in on the hydrogen road make green steel. And, of course, if you have the green steel, you will also convert the downstream processes. So, we really see it coming now that they are getting the right amount of hydrogen into places. These places are large locations where the steel plants are running.
Hydrogen needs to be transported by pipeline; you cannot transport it in a truck or something else. But I think the use of hydrogen is rolling and going.
Automotive companies will ask for green steel. How long it will take until the real heat treat shop will get to the point of using hydrogen for combustion is uncertain, but I’m sure it will be, in the end, coming also there.
Doug Glenn: Okay. So, it’s definitely growing and you’re seeing it in Europe.
Joe Wuenning: Absolutely. Like I said, at the moment, we are still at the trial phase, because hydrogen is not largely available at the moment, but large projects have started so it will be in a couple of years.
Doug Glenn: I might mention, Joe is our lone international representative, in one sense; it’s great to have that perspective. In fact, with these technology things, sometimes Europe is a bit ahead of the U.S.
Brian, let’s jump over to you. What have you seen changed in the last 12 months or so?
Dr.-Ing. Joachim G. Wünning WS Thermprocess Technic GmbH
Brian Kelly: To your point, certainly we are a global company and we’ve seen projects secured that have come to fruition which are firing on hydrogen. They’ve fired on hydrogen to prove it works and then moved back to natural gas since the H2 supply is not readily available.
What we’ve seen in the U.S. is a slowdown in some of the inquiries and questions about hydrogen. For about eighteen months, we were hot and heavy. We were weekly talking to our customers about what they have to do to get ready. Often, we offer the basics of hydrogen, here is what you can do in the future, let’s talk, if you need to.
What I’ve seen are some larger corporations doing prototype projects and vetting out, and saying things like, “Hey, if I need to take X number of furnaces to hydrogen, where do I start? How does it affect my product?” We’ve been doing some testing with customers on some hydrogen firing to really vet out their material and things of that nature. This is happening in pockets; for example, at one site by a certain date, we’re going to be the first green site for a company, and though it’s years from now, we need to plan on being able to fire 100% hydrogen or 100% natural gas.
Before, it was sometimes more talk of blending and things of that nature. Now, I’ve seen more of a trend to say — if we’ve got it, we’re going to burn it; if not, we’re going back to what we’re used to. Some things like that.
There may be a slowdown in the fervor of the talk about hydrogen, but it is certainly in the background and maybe a little bit more towards how do we be more green until hydrogen gets here?
Joe Wuenning: Maybe the slowdown, I would say, is not a loss of interest, it’s more that the people understand hydrogen is not so complicated. It’s a good fuel, you can burn it. Before, many people had no idea whether they could use it or not. Now, our people in the lab think it’s easier to burn hydrogen than natural gas.
Brian Kelly: That is a good point.
Doug Glenn: Brian, a follow-up question to you: Are you seeing what you described domestically in North America or also internationally? I know Honeywell is obviously everywhere.
Brian Kelly: Yes. And it’s been more domestically, at this point, because of the questions of supply. People aren’t as afraid of it after we talk to them about it, as Joe just said. “This is not something that we haven’t been burning for a hundred years. It’s just a matter of planning. In the future, I want my system to be ready for it, and I want to be able to operate on what I’ve got available before that.”
Doug Glenn: Bob, how about you? What has changed in the last 12 months or so?
"If we’ve got it [hydogen] we’re going to burn it; if not, we’re going back to what we’re used to." Photo Credit: Nel HydrogenBob Sanderson: We’ve seen more inquiries, specifically from a lot of laboratory users who are trying to develop new engines, processes, and combustion products, and looking for all the support and the technology to safely handle transport and bring that hydrogen into the lab under various test conditions. A few users, too, want to understand: If they make the change to hydrogen, what’s going to happen with the rest of their systems? How will it affect the processes? What happens to the humidity of the outside and what happens to other materials that are in the plant? How do they safely manage the materials within their buildings and detect leaks and different items along those lines? There are quite a bit of inquiries going hand in hand with the systems.
We have seen some early hydrogen requests going on which have tapered off a bit. I think it goes hand in hand with users becoming more familiar with the systems and having more of their questions answered. But I think some of it also depends a bit on the market pressures and the demands. The cost of natural gas has gone down dramatically. It’s going down faster than the cost of hydrogen is coming down, right now, but hydrogen is going to keep coming down and keep becoming more and more affordable. Then it will reenter into the marketplace.
Doug Glenn: You bring up a good point which maybe we’ll hit on later: hydrogen supply.
Mark, let’s jump over to you, though. In the last 12 months, what are you seeing?
"We’ve seen more inquiries, specifically from a lot of laboratory users who are trying to develop new engines, processes, and combustion products."
Mark Hannum: I would say that, for me, probably the biggest thing is some of the regulatory and law changes that have happened. The Inflation Reduction Act certainly puts in place a lot of the supports for hydrogen production and hydrogen-based systems for decarbonization. I think the EU also has some regulatory and law changes and additional support between the government and private sector to try to make some of these really huge investments that need to occur to try to bring hydrogen supply online.
I think those are really the biggest things. And I totally agree with the other panelists; I think awareness, focus, and knowledge have all increased a lot about what hydrogen is, what it takes to burn it, and what those systems look like.
New Users of Hydrogen (10:26)
Doug Glenn: Brian, let’s start with you on this next question, and that is: Are you seeing any new applications or industries that seem to be adopting hydrogen? I know we mentioned steel, and I think Bob has mentioned some labs and things of that sort, but are we seeing anything new, as far as the breadth of where hydrogen is going?
Brian Kelly: It’s come from a lot of different places for us. We’ve had food and beverage, some heat treating, and plastics. It has come from a lot of different directions. Some of the inquiries of a few of the projects that we’ve worked on have been waste to energy, sequestering CO2, and capturing the hydrogen. That’s how we’re going to produce it. So, looking at some different industries that may be popping up, a lot of them are doing prototyping and pilot-type things. So, there is a lot of variety.
I can’t say that I’ve run into any new applications, per se, because we deal with a lot of different ones. But certainly, some of the industries do seem to be adopting hydrogen, anywhere from air gas to oxygen and reusing the hydrogen for fuel to further the process. So, it’s been a variety.
"We have seen some early hydrogen requests going on which have tapered off a bit."
Doug Glenn: Joe, how about you? Are you seeing any new applications or any new industries?
Joe Wuenning: Yes, of course. For example, Dunnes gave away coffee beans roasted on hydrogen, so I think if you have high margins, you can apply these things everywhere, where you want to get rid of the fossil fuels.
Of course, our business is in the steel and heat treating industry. I’m not so much in touch with the other industries, but I think it would come from everywhere — everywhere the people are willing to pay for it. Of course, we have never beat natural gas on price, so far. Hydrogen is never going to come free out of the ground. But we all know the reasons why we want to get rid of the fossils.
Doug Glenn: I know the steel industry has been an early adopter, at least some of the steel industry. Are you seeing more applications in heat treat?
Joe Wuenning: In heat treat, we see another tendency and that is the use of ammonia. We try to check out whether we can use ammonia because, like I said before, with hydrogen you need pipeline connections, and it will take quite some time until the pipelines will carry hydrogen to the last little heat treater somewhere in the countryside.
But ammonia is another storage form comparable to propane or butane where you can easily transport the stored hydrogen. However, ammonia is quite a bit more difficult to burn because it involves NOx formations. It’s not so easily flammable; you have to crack it first, there are steps to take. We introduced it into our lab to check if we can use ammonia directly for these more remote sites.
Doug Glenn: Mark, how about you? Any new applications or industries that you’ve been noticing?
Mark Hannnum: Yes. First off, I want to respond a little bit to Joe and the concern about pipelining hydrogen and all that. I totally agree that it’s a big concern, but one of the nice things about hydrogen is if you have a clean source of water and electricity, you might be able to make hydrogen in a remote location. You might not need to pipeline it; you could make the gas on-site and use it on site.
"For example, Dunnes gave away coffee beans roasted on hydrogen..."
So, that’s something that’s really not possible with probably any other fuel that, historically, we’ve had in use. You know, we’ve always had to bring a fuel to a manufacturing facility but now we can bring water and electricity and potentially have a gaseous fuel that we can use.
So, adopt hydrogen? I mean, not really. You know, all the investments are being put in place, like Joe said earlier. In the steel industry in Europe, these major investments are being played out and committed to but we’re years away from being adopted, like for use day in and day out.
Right now, there are a lot of segments that are performing really meaningful tests at industrial scale, because they’re all trying to de-risk the switch from natural gas to hydrogen. Are there any process-side impacts that they need to understand that would impact product quality or product suitability or any of those things? All that stuff is going on now and I think it’s going to take a couple of years for everyone to sort of work through and have a good understanding of whether there’s anything they need to be worried about beyond just the fuel switch itself, if there’s any process.
Doug Glenn: Right. Yes, your point about having water and electricity is a good one but, I guess, the question has to be: Is it economical? I mean, this is the issue of creating on-site hydrogen — it’s the cost. The economic system always comes into play here.
Bob, how about you on the applications and industries?
Bob Sanderson: A lot of the push I’ve seen has come out of the aerospace and the automotive industries, not so much on the products that they make but more on the manufacturing side of it. What they can do to adapt their processes and put things in and understand how that impacts them. They’ve got a tremendously large investment to make lean manufacturing and they need to make sure it is spot-on. There has been a lot of discussion on that and trying to work things into those facilities.
Advancements in Hydrogen (16:20)
"It will take quite some time until the pipelines will carry hydrogen to the last little heat treater somewhere in the countryside."
Doug Glenn: Bob, I wanted to turn around and start with you on this next question and that is: Not industrywide, like we’ve been discussing, but what has your company specifically been doing over the last 12 months that maybe you hadn’t been doing before, if anything?
Bob Sanderson: We’re doing a lot more work now with stainless materials. There is quite a bit of involvement using stainless and other materials that have higher nickel contents and other materials to help work into the grain boundaries.
Working with hydrogen has some unique challenges compared to other fuels. It’s the smallest atomic molecule out there and it just wants to permeate into everything. With a lot of the higher, high-end pressures, there is a lot of chance of steel embrittlement, but if you can get away from those higher ends and try and get down to more usable, friendly working pressures, you don’t stand as much risk on the hydrogen embrittlement and dealing with leaks and permeability. So, just helping people understand that those are some of the changes that need to come into play for a safe, long-term solution in their applications.
Doug Glenn: Mark, how about Fives? What’s been the activity over the last 12 months, specifically at your company?
Mark Hannum: It’s been a super busy time for hydrogen, for us. We have installed some hydrogen firing capability in our lab; it was about a $400,000 investment. So, at this point, we can fire a substantial amount of input for longer durations than we could before. So, that’s really helpful when we’re looking at what the impacts are across our entire burner product range, when we look at a conversion from natural gas to hydrogen.
It also lets us perform some process-based studies where we can really simulate industrial processes and have a longer duration hydrogen firing. So, we’ve been able to support some customers by simulating some of their processes here and actually firing the materials that they would normally fire at their plant to look at hydrogen impact on those materials.
We’ve also gone to a couple of our customer sites and participated in studies with them. One of those earlier this year, right after THERMPROCESS was Hydro Aluminum in Spain; we melted aluminum with hydrogen without any natural gas. That was, I think, the first industrial scale melting of aluminum with hydrogen.
"Working with hydrogen has some unique challenges compared to other fuels. It’s the smallest atomic molecule out there and it just wants to permeate into everything."
Doug Glenn: Interesting. Joe, how about WS? What have you guys been up to the last 12 months?
Joe Wuenning: We have now put into place an electrolyzer for making our own hydrogen, so going that route, and not relying on the bottles coming in or on ammonia supply. We installed a big ammonia tank so that we can run the ammonia tests on site, develop the crackers and account for them. And, of course, we are involved in several research projects together with universities and some sites who do all these things and to try it out.
Doug Glenn: Brian, how about Honeywell? What’s been the latest?
Brian Kelly: The latest this year is an investment for our factory in Lata to have that electrolyzer-type system, so a full-blown, cradle-to-grave type of system to be able to produce the hydrogen. Muncie is investing in that whole substructure with the capability of increasing to tube tankers before the electrolyzer comes so there is significant investment on that end. And from the product end, we’ve just kept testing and looking at the whole product line, not just burners, but all the controls and things to be associated with hydrogen firing.
In addition to the controls behind the system, we must also think about the development of simpler and/or more complicated systems. These updated systems are necessary because of changes in air/fuel rations, and all the concerns that pop up when using different fuels. These systems need to take into account what the process is requiring, namely holding tighter air/fuel ratios and also be less dependent on low temperature air-heating applications, but also be able to use higher temperatures and higher oxygen rates with some excess air. We’ve been working on those types of systems, and looking at that when the customers are in a situation where they can fire on either fuel. How critical it is to hold capacity and air/fuel ratio and things of that nature, and how can we make that as easy as possible for the customer? We want our customers to say, “Hey, we’ve got to have Honeywell because these guys know what they’re doing.”
But, yes, a lot of activity on that basis. And even in product development looking at the future — lower NOx and lower emissions burners that go in conjunction with hydrogen. In the lower and high temperature range, we’ve got to look at a burner that can fire via flex-fuel type burner. Maybe not just hydrogen and natural gas, but something in biofuels or renewable-type fuels.
Doug Glenn: There is a common thread that a couple of you talked about in getting electrolyzers and hydrogen supply and things of that sort, which is a critical issue, right? Realistically, for industrial applications, does anybody care to speculate on how many years it’s going to be until even some of the more major metropolitan areas have reliable hydrogen supply, or is it all going to be on-site generated?
"For industrial applications, does anybody care to speculate on how many years it’s going to be until even some of the more major metropolitan areas have reliable hydrogen supply?"
Mark Hannum: I’ll start if you want. The Inflation Reduction Act (IRA) certainly encourages hydrogen hubs where you’d have a localized geographic area that has a centralized hydrogen production facility and then local pipelining to the industrial users. I think some of those similar ideas are in Europe as far as having a concentrated production facility and then having a local network. So, you locate your production facility in an industrial cluster where you have short pipeline links to feed those.
As Joe mentioned earlier, it’s really challenging when you have a more remote industrial point that now needs a long pipeline run. It's a lot of money to make that pipeline. Certainly, my experience in the U.S. would say figuring out a legal route to run that pipeline is probably going to be a huge challenge. It’s going to cross multiple property boundaries.
That, for me, is the challenge. But I think, certainly the government is putting in money in the U.S. and in Europe to try to facilitate these hubs being formed and have industrial users online. Maybe it’s going to be five years at least for that to be the case.
Brian Kelly: On Mark’s point, certainly some of the activity we’ve seen is around some of those possible hub sites. Some of the sites we’ve seen that are firing significant amounts of hydrogen, or have that capability, may be near a hydroelectric plant or a nuclear plant, and some of those hubs are going to be strategically placed so they can produce. I’d say it will be between 5 to 10 years. And I think it’s going to be regional because of these hubs and because of the companies.
Honeywell is saying we’re going to be carbon neutral by 2035. Some of these larger companies will say they are offering green products, they are going green, and it’s just not going to be in the thermal process area. We would like to think it’s in the thermal processes area. When we start talking about their Scope 1, Scope 2, and Scope 3 emissions, some of their Scope 2 and Scope 3 emissions are a much larger percentage of their carbon footprint than what their thermal processes are.
Carbon neutrality goals apply to big steel, and bigger industries in general. Some of these really high users with higher thermal loads (like cement) are going to be the industries that are looking to switch over first to some kind of carbon neutrality or something to reduce that carbon output. They’re going to be some of the main focuses, not “Bob and Tim’s Heat Treat” in Skokie, IL, and things of that nature.
Those are some of the things we’ll see, but, in the meantime, this isn’t going away. In my almost 30 years, we’ve heard all kinds of stuff — methanol, ethanol, which is sometime going to come back into the fold because of being a renewable-type energy source. This was hot and heavy in discussions, but it was always in the background. The more we continue to legislate and see other things happen around the world, the more we approach that being carbon neutral. [blocktext align="left"]Carbon neutral doesn’t mean you’re producing zero CO2, but you’re offsetting it somehow and seeking to benefit the planet in how you proceed with your business.[/blocktext]
Doug Glenn: Right. Bob or Joe, any speculation on reliable hydrogen supply, even to regional areas?
Bob Sanderson: I think for both, necessities are going to drive a lot of this investment happening. Currently, the major manufacturing of hydrogen is along the Gulf Coast and up through the upper Midwest where there is a bunch of oil industry and steel industry, and hydrogen is highly used in those areas. Because it’s readily available, I think that the large users will be through those vicinities first.
But to get out to the outer coasts to service Los Angeles and the East Coast areas, they need more out there available. They will have to develop newer technologies, and it’s going to come. There are a variety of people working on it. The first need isn’t necessarily going to be for the large users, but it’s going to be to supply the utilities because they’re going to have to find a way to blend hydrogen into the fuel lines right now and help bring those down. They’ve got to get a reliable source on that.
I know that there are people working on fusion technology right now, where they’re able to take a variety of materials, put it in, and break it down to more of the atomic levels. It’s not just hydrogen they’re getting out; it’s the whole range of all of the gases and the materials that come out. So, they’ve got a lot of reactors that are working with that. It just needs scaling and time to rev that up but it’s going to come.
"If you look back to when the auto motor first came around, gasoline was big in use for those vehicles because it was a byproduct of manufacturing kerosene."
It’s not exactly the same, but if you look back to when the auto motor first came around, gasoline was big in use for those vehicles because it was a byproduct of manufacturing kerosene; so, it was cheap, it was affordable, but gas stations weren’t around and the pipelines weren’t around to transport it. That didn’t hinder the automotive industry from coming around, and it will be the same way with this industry. It’s going to come, but it’s probably going to come in a way that we haven’t envisioned here or are talking about, just yet.
Joe Wuenning: I think with the technology there, we can have it. It’s a question of, are we willing to spend the money and accept the changes and whatever to do it. Many people think it’s the right thing, other people think it’s a waste of money. We will have to see how it comes about. Five to ten years might be a realistic horizon for me. I think in Europe, they’re starting in former northern Germany, Rotterdam, so, they will have their first access. How fast this will happen, we will see.
Doug Glenn: I appreciate that. It’s an interesting perspective. I think the supply issue is probably one of the biggest obstacles that we have for adoption, right?
Obstacles to Adoption: Supply, Price, People, and More (29:40)
Let me ask you this: Besides supply, what do you see as the biggest obstacle for companies adopting hydrogen?
Mark Hannum: There are only two real challenges, I think, and that’s supply and price. So, if you’re going to take supply off the table, then price will be the other one. I think that’s been a theme running along here.
One thing I will say about something Bob mentioned in the last question is that yes, there is lots of hydrogen production in the Gulf Coast and up through the central to Midwest, but it’s all SMR (steam methane reforming)-based. For us to really put a dent in CO2, you’ve either got to sequester all the CO2 off those steam methane reformers or you’ve got to move to electrolysis or something. You’ve got to come up with a green process which is established, and just scaling up is the real key, to get to, sort of, this gigawatt scale to where people are trying to get to.
I think I saw a slide a few months ago that the biggest electrolysis plant is only 100 kilowatts or 200 kilowatts or something like that (maybe it’s a megawatt). It’s nothing compared to what the industry needs. So, scale-up is the big challenge: How do you get to gigawatt scale?
Doug Glenn: Bob, how about you? Biggest obstacle besides supply, and maybe I ought to throw price in there?
Bob Sanderson: Yes, you took the easy two off the table.
Doug Glenn: Well, nobody said this was going to be easy, you know.
Bob Sanderson: It’s going to be a little bit of a learning curve on the logistics of the handling, the safety, and the management of it. It’s just a little bit of a new technology that people have to get familiar with in order to understand how to bring things in and manage it.
Just in terms of running the utilities through the building: If you have a little bit of a leak, people are used to looking for that sulfur odor right now — that’s not going to be quite the same. If it’s a leak, the leak is going to be up in the trusses and gone. If there is an odorizer added, it’s not going to be where the gas is.
So, there’s just a little bit of a learning or knowledge to get through there, and a lot of the code committees are working hard on this. As it becomes increasingly predominant, they’ll have to stay ahead of the safety issues. It’s a common phrase that, “Codes are written in blood.” I don’t want to have codes that take that kind of a learning experience with hydrogen; we want to stay ahead of it.
[blocktext align="left"]It’s a common phrase that, “Codes are written in blood.” I don’t want to have codes that take that kind of a learning experience with hydrogen; we want to stay ahead of it.[/blocktext]
Brian Kelly: Besides price and supply, that’s certainly one of the major points because that goes to bottom dollar, the cost of my unit. I agree with what everybody else has said.
A lot of these systems that are in place now in heat treat shops have premix systems, right? Premix and hydrogen don’t play well together because of the flame sweep. This issue is also true with older equipment — some of this stuff isn’t up to date.
What every burner manufacturer has been working on is: What can I do? Does my product work on gas and hydrogen now? What do I need to modify to work on one or the other? What we work towards is — hey, can it operate on both? Sometimes that’s not possible. So, there’s going to be some capital investment on this, too, to upgrade furnaces, to upgrade thermal processes, or whatever it is. This being Heat Treat Today (with an audience of in-house heat treaters), we’re talking higher temperature, but the same goes for any thermal process.
Some of these technologies and a lot of the lower temperature-type methods we use to reduce NOx emissions don’t really work with hydrogen. So, how do we figure out, on the lower end of it, that almost every process — even in a heat treat shop, where some people have solution tanks and make up their heaters or whatever it may be — some of it is going to be planning for that capital investment.
They’re going to have some time until they get that price and the supply. So, it’s like — hey, start planning new systems when you have to upgrade something, let’s plan on this to be viable for hydrogen or something in the future.
It’s hard enough to get some of these shops to keep spare ignitors on the shelf, let alone start talking about the burner upgrade in the next ten years.
Doug Glenn: Right, right, exactly. Joe, how about you? What do you see as a major obstacle?
Joe Wuenning: The major obstacle is that people are unwilling to change, I think. They have done something for the last 50 years. People have a hard time quitting smoking, even if they see that it’s not good for them. So, they’re going to keep running fossil fuels even if they understand or accept that it’s not good for them. I think that will be the hardest thing to change is people’s minds if they have to do something.
Doug Glenn: Good point. A good selection of answers, there, that’s great.
Contributions and Detractions from Geopolitical Pressures (34:50)
"[People] have done something for the last 50 years. People have a hard time quitting smoking, even if they see that it’s not good for them."All right, the next question has to do with geopolitical situations around the world: Is it helping us or hurting us? Is there anything specific you guys can comment on there?Brian Kelly: I think, certainly, the whole sustainability/decarbonization has helped. We’ve seen emissions levels — which were requested to be guaranteed out of our equipment and our systems — have certainly come down. And that’s worldwide, where for certain countries, you kind of got the feeling that they don’t really care. Now, with this advent of being greener and reducing CO2 and even NOx, we’ve certainly seen the NOx levels or the emissions levels requested out of our equipment have come down worldwide in the last three or four years. To me, that’s a good thing. It’s good for business, but it’s also good for the environment.When we start talking CO2, the CO2 we produce here doesn’t just stay in North America, it travels all over the world. If one country is doing all they can to reduce it and the five others aren’t, as a dreamer, it would be nice to have that worldwide coalition to say, “Here’s what we have to do as a planet to accomplish this in the next 50 years.” It’s not going to happen in five. But I think it’s been a positive thing.Doug Glenn: Bob, how about you? Any geopolitical situations around the world that have helped us or hurt us, here?
Bob Sanderson: Coincidental with this, and Joe may have more input on this, there was a change in the fuel market throughout Europe with pipelines changing and fuel embargos. There has been a huge sea change in the demands for alternate fuels to Europe so it’s a lot of shipping from this end to get things over there for alternate fuels as well as how to process those fuels. There’s been quite a bit of work, not necessarily in hydrogen, but in a lot of alternate fuels for vaporizers and different processes to deal with CNG, LNG, and different fuels to make up for shortages. I think that has helped keep people’s minds thinking about different fuels, different sources of energy, and trying to drive efficiency factors.
With that, I would kindly push that over to Joe; he’s probably seen that more firsthand from his side of the ocean.
Joe Wuenning: Yes, I see that also. Besides the environmental issues, of course, the supply situation is different in Europe than here (the U.S.). I think, energy wise, the U.S. is pretty much independent. Of course, with electronic parts or whatever, you have the same situation — you want to become more independent. For you, it’s mainly all industrial products; for us, energy is a vital thing. We also have the picture in front of the Nord Stream 2 explosion. That was the end of a major energy supply to Germany and Europe, and now we can bring it in with ships, but it will be an issue for the future. It will not only be the environmental things, but it will also be pressure where we may be dependent on other people.
Like I said, it’s chips; Intel makes a big factory here, but it’s energy and all kinds of things.
"We can bring [hydrogen] in with ships, but it will be an issue for the future."Doug Glenn: Mark, how about you? Are you seeing anything geopolitically?
Mark Hannum: Yes, for sure. What’s been mentioned already and what I mentioned earlier was that there is a lot of government support that I think has really come in geopolitically and not just in the EU and in the United States, but I know that China is really having a large deployment of green electric production which could eventually lead to green hydrogen production. I know India is really working on some planning and work for what their green and hydrogen strategy is, and Australia; all of these places are really heading, in a really aggressive way, I think, towards trying to find ways that they can all participate in whatever marketplace there’s going to be for hydrogen or other green fuels in the future.
Reasons for the Push: Is It CO2 or Something Else? (39:23)
Doug Glenn: Okay, guys, I want to ask you a question, here, a little bit off the path, basically going back to the very fundamental reason why we’re doing this, and it’s been mentioned multiple times. This question probably won’t be a surprise to you. Whether or not you want to answer it is completely up to you, and that is the assumption that CO2 is a bad thing, and it will be harmful to the world. I think that’s basically why a lot of the moves to alternate fuels and things of that sort.
So, I’m reading the paper Sunday morning, and I get this article that says, “Princeton MIT Scientists Say EPA Climate Regulations Based on a Hoax.” The article is basically about two professors — William Happer, professor emeritus in physics at Princeton University, and Richard Lindzen, professor emeritus of atmospheric science at MIT. I just want to read one little part of this and get your comments, if you’re willing.
The guys say that the assumption about CO2 maybe isn’t as dire. In fact, they are saying it is not dire, at all: “Current concentrations of CO2 are around 400 parts per million. . . . But if you could double the amount of CO2 from 400 to 800, and that will take a long time, the amount that you’d decrease radiation to space is only 1%. Very few people realize how hard it is for the addition of carbon dioxide to make a difference to the radiation to space. That’s what’s called the saturation, and it’s been well known for centuries.”
It's just one example. Joe, you’ve mentioned it before, that there are some people who believe it’s an issue and there are some people who don’t. Any comments about whether we see people moving in one direction or another? I mean, I feel like I am hearing more people drawing a big question mark about whether CO2 is really bad or not.
Joe Wuenning: Let me give an example: 45 years ago, I was skiing down a glacier in the Alps, right down to the bus stop. I did that ten years ago. I had to walk for four or five miles because the glacier was no longer there. People think global warming, and whether it’s related to weather extremes or storms (you can argue whether that has something to do with global warming) . . . . But if a real big, big ice block melts, I think that’s a long-term indication that our world is getting warmer and warmer, and I think there’s no doubt about it. If you look at the ice in Antarctica or Greenland, I think that you will see that we have a problem.
I believe it and I think I understand the physics behind it — why the CO2 emissions into the atmosphere makes it gets warmer — and I think it’s severe. I really think all the changes we have to make now are much less than the changes which would be forced onto us by nature.
Are changes directly made from climate, or also from wars or conflicts or from whatever?
We adopted to changes during the corona virus, and with that we had no change. And it was not so difficult. Now, if we have to choose to do this or that, it might be more difficult. I absolutely think we have to do it.
"45 years ago, I was skiing down a glacier in the Alps, right down to the bus stop. I did that ten years ago. I had to walk for four or five miles because the glacier was no longer there."
Doug Glenn: Yes. Anybody else care to comment on CO2?
Mark Hannum: I’m game. What I would say is — whenever you talk about reducing CO2, you’re also inherently, in a lot of ways, looking at thermal efficiency. Switching fuels is fine, but if you can work on an energy saving project before you switch fuel, then you’ll fire less fuel. And with conservation, there is never a time when you’re like, I’d like to be more wasteful with the things that I do.
Every conservation project will pay off. A switch to hydrogen won’t necessarily pay off economically, but if you do some energy saving projects before you switch to hydrogen, all those projects will have a positive payback. If that’s the least that we get out of it, that’s great.
Doug Glenn: Yes, that’s a plus!
Mark Hannum: If you make a full-sale switch to other fuels that are non-CO2 generating, at some point there won’t be fossil fuel left on the earth anymore. I think we’re a long way away from that, but at some point, you have to make a change, so let’s start now; let’s get going, let’s figure it out, and try to make sensible choices.
Doug Glenn: Fair enough.
Brian Kelly: All I know is, since moving down to Houston, it’s freaking hot down here! I think it’s not going to hit 100 today, which we were on our 25th straight day of over 100, and it’s usually hot and humid. There is no doubt in my mind (and I’m 56 years old), it’s hotter than it used to be, all over the world. Something is causing that. It’s certainly not just CO2; it’s other greenhouse gases that are causing some of this — your hydrofluorocarbons and things of that nature, and even NOx. CO2 just happens to be the biggest volumetric.
Doug Glenn: Fair. Water vapor is a big contributor too. I think, significantly more contributing that CO2.
Brian Kelly: To me, like what Mark said, it can’t hurt the earth or any of us to look at alternate sources that are more friendly to the environment.
Doug Glenn: Agree. Bob, do you care to chime in?
Bob Sanderson: I was going to say that there is certainly more than just CO2 that comes out of the processes when we’re burning any of the fossil fuels. Although we’re constantly making improvements in emissions, those other emissions will continue to climb into the atmosphere. Say you do want to double the CO2 levels from 400 to 800, there may be a minor change in radiation, but what are the other impacts that are not being reviewed in that, such as acid rain and other problems and offsets like the acidic gases that you can have with them? There is a whole host of other sources.
With any conversation, there are always a couple sides open for the debate. I don’t want to drive into that too much but there are certainly a lot of opinions on the sources of global warming.
Doug Glenn: Which I appreciate — the fact that you’re willing to give opinions on that; I think that it’s important for everyone to listen to each side and draw some conclusions. Obviously, you guys are well informed on these things, so it’s good to get your opinions on those.
Effect on Heat Treaters (47:15)
Okay, last thing: Is there any question that you would like me to ask that I have not yet asked? Something very basic that you think in-house heat treaters — manufacturers with in-house heat treat — would want to know about hydrogen, or did we cover everything?
Brian Kelly: I think, to them, it’s going to come down to, how does this affect me and how does it affect my business? Right now, it’s not going to.
I’ve had several conversations at MTI, and I’m like, “What are you guys hearing about hydrogen?” Some people are like, “What? Not a thing.” Some of them, in different areas of the U.S., are heating things with electricity because it’s more financially viable (and in greater supply) for them versus natural gas, and vice versa, all over the place. I think, as we go on, it’s not going to be just hydrogen, it’s going to be all these technologies that can reduce your carbon footprint.
"It can’t hurt the earth or any of us to look at alternate sources that are more friendly to the environment."
We’ve all got them in our product lines: there are firing techniques and different fuels — do they look at the electrification? Because sometimes you hear, I’m just the plug, I’m zero carbon, and I’m like — at that power plant, you might be higher carbon, dude.[blocktext align="left"]Really, our message to a lot of the people we talk to is: Just be informed so when you hear about it, you don’t panic.[/blocktext]
It’s all those conversations to get in line. As we keep progressing down the sustainability road, all those things are going to grow and you’re going to have resources for them. Really, our message to a lot of the people we talk to is: Just be informed so when you hear about it, you don’t panic.
Doug Glenn: Yes, exactly.
All right, gentlemen. Joe, thank you. Mark, thank you. Bob, thanks. Brian, thanks. I appreciate you guys being with us. It’s been very informative.
About the experts:
Mark Hannum, manager of Innovation and Combustion Laboratory at Fives North American Combustion, Inc., is a combustion engineer with a broad range of application experience, particularly with ultra low emissions technologies. His largest focus has been on lean premix and lean premix with fuel staging. Flameless combustion is also an area of interest. He has a lot of experiencing achieving ultra-low emissions targets while providing improved thermal efficiency and system performance.
Brian Kelly is the manager of Applications Engineering for Honeywell Smart Energy and Thermal Solutions (SETS) and current president of the Industrial Heating Equipment Association (IHEA). He has almost 30 years of experience in the field of combustion with a focus on combustion system design across a variety of high and low temperature applications. This is his second time speaking on the future of hydrogen combustion.
Robert (Bob) Sanderson is the director of Business Development at Rockford Combustion. Throughout Bob’s 32+ experience in the combustion field, he has worked in automotive, abatement-oxidation, aerospace, agriculture, food and beverage, HVAC, heat treating, power generation, and more. Bob brings systems integration and the application experience of how systems interact in various environments to his current role at Rockford Combustion. Bob is a member of the NFPA-86 technical committee.
Joachim (Joe) Wuenning is the president, owner, and CEO of WS Warmeprozesstechnik GmbH in Germany and also WS Thermal Process Technology Inc. in the Elyria, OH. Joe’s company has been on the cutting edge when it comes to hydrogen combustion. Joe spoke at THERMPROCESS in Dusseldorf, Germany, givng the keynote address regarding the advent and development of hydrogen combustion. Joe is a member of IHEA.
Contact Joe at j.g.wuenning@flox.com and flox.com/en
Once a month, Heat Treat Today publishes an episode of Heat Treat Radio, a unique-to-the-industry podcast that covers topics in the aerospace, automotive, medical, energy, and general manufacturing industries. Each episode features an interview with an industry leader and is full of in-depth descriptions of technical content as well as heart-felt stories from industry legends.
Today's articlefeatures three industry leaders, ranging from young rising stars to seasoned industry staples. With two former 40 Under 40 honorees and one Heat Treat Legend, these are leaders you don't want to miss getting to know!
Enjoy this highlight reel of three industry leaders recently featured on Heat Treat Radio: John Becker, Sasha Tupalo, and Nic Willis.
Heat Treat Radio: Heat Treat Legend John Becker
John Becker
President
Heat Treat Equipment
Source: Heat Treat Today
Meet the heat treat legend who describes himself as "tenacious like a bulldog." John Becker, experienced salesman, manufacturer, and founder/president of Heat Treat Equipment (est. 2011), shares his heat treat story and offers advice to the next generation of heat treaters in this Heat Treat Radio episode.
Before becoming the inspirational leader in the industry that he is today, Becker got his start in the early 60's as a janitor working in for his now-wife's father, sweeping up the steel division. Becker quickly progressed from a janitor to a small business owner, running the J. L. Becker Company out of the basement of his Michigan home.
An example of true American grit and determination, he expanded his company internationally, building equipment in places as diverse as Israel, Saudi Arabia, Thailand, China, Korea, Russia, and Ukraine. In 2011, Becker sold his first company to Gasbarre and founded Heat Treat Equipment, which he still runs today at the age of 79. His advice to the young heat treater: "If you don’t come home laughing and having a good time and enjoying yourself, you’re in the wrong business."
Read the transcript, and listen to or watch the podcast here.
It is rare to find a young person who says they are working their dream job, but in Sasha Tupalo, just such a person can be found! A 2019 40 Under 40 honoree, Sasha has since more than lived up to this award in her years in the industry. Born and raised in the Ukrainian town of Dnirpo, Tupalo offers a unique and helpful perspective to the North American Heat Treat Industry. Tupalo says she got into metallurgy by sheer curiosity after graduating from high school. This curiosity first led her to obtain a master's degree in Material Science and Engineering in 2014 and to her current role as the Manager of Thermatool Labs at Thermatool Corp.
In this episode, Tupalo speaks about her experience as a female in a male-dominated industry, her expertise in the heat treat industry, and her progression from applications engineer to materials engineer to senior materials engineer, and now to lab manager. When asked to offer a word of encouragement to the rising heat treating generation, Tupalo says, "There are lots of opportunities for growth. It’s fun. It’s a really fun industry — for me, it is, at least. If it’s something that interests you, I say go for it."
Read the transcript, and listen to or watch the podcast here.
Heat Treat Radio: Making the Leap to Laser Heat Treat with Nic Willis
Nic Willis
Metallurgist/heat treat supervisor
Emerson Professional Tools — RIDGID® TOOLS.
Source: Heat Treat Today
This heat treat leader is not only the major player implementing laser heat treat in-house, but he is also a recipient of Heat Treat Today's 40 Under 40 recognition in 2020. Nic Willis is the metallurgical authority for all Emerson Professional Tools operations worldwide and is the metallurgist/heat treat supervisor of the RIDGID® TOOLS division.
It is no wonder that this young industry leader would accomplish great things in the world of heat treating. Willis has only been in the heat treat industry for about five years, but in that time, he has been a key figure in the modernization of the company's heat treat department, and he projects that laser heat treating will be brought in-house and on site for his company within the next few years.
"But what," the reader may ask, "is laser hardening?" Such a reader has come to the right podcast! Willis states, “It’s a form of selective hardening where you want some of the part to have a hard case for wear resistance. The rest of the part keeps its ductility. In this case, you’re using a laser — rather than an induction field or a flame — to heat up this specific area that you want to harden.” To find out more about Nic Willis and the laser-hardening process for heat treat, tune in to the full episode!
Read the transcript, and listen to or watch the podcast here.
Cuáles son las características más deseables de un probador de dureza Brinell? Esta reseña del equipo le permitirá evaluar si debe o no incorporarlo a su departamento de tratamiento térmico.
Read the Spanish translation of this article in the version below or read the English translation when you click the flag to the right. Both the Spanish and the English versions were originally published in Heat Treat Today's August 2023 Automotive Heat Treat print edition.
Toda empresa dedicada al tratamiento térmico deberá practicar ensayos de dureza, algunos de ellos utilizando la medición Brinell que data desde el año 1900, lo que lleva a que se amerite el análisis de tan perdurable técnica. La prueba en mención requiere de un penetrador de bola de carburo de tungsteno que impacte de manera vertical sobre la superficie del material a ser ensayado, previamente ubicado éste sobre un yunque fijo. Paso seguido, se mide el diámetro de la “huella” generada por la bola, mínimo por los ejes “x” y “y,” y se toma el promedio de estas mediciones como cifra operativa de la que se pueda valer el técnico para establecer la dureza, bien sea alimentando una ecuación o mediante la lectura de una tabla de valores en la que se relacione diámetro frente a dureza.
Contact us with your reader feedback!
Para el ensayo Brinell se dispone de una amplia gama de cargas de fuerza, al igual que de diámetros de penetradores, reflejando la gran variedad de metales a ser probados; no obstante, en la mayoría de ensayos se implementa una bola de 10mm bajo una carga de 3.000 kg. En las grandes máquinas de apoyo a suelo por lo general el penetrador es motorizado, aunque otras operan a partir de palancas y pesas, mientras que también las hay hidráulicas o neumáticas.
Existen tres razones principales por las que la prueba Brinell no deja de ser el método más opcionado para la medición de la dureza en muchas industrias de tratamiento térmico.
1. Preparación de la superficie
La preparación de la superficie de una muestra para las pruebas Brinell toma solo unos segundos con una amoladora. Siempre que la muestra esté firmemente asentada sobre el yunque presentando la cara superior en dirección perpendicular a la dirección de la fuerza del penetrador, de acuerdo a lo exigido por las normas, no es necesario lograr una superficie demasiado lisa.
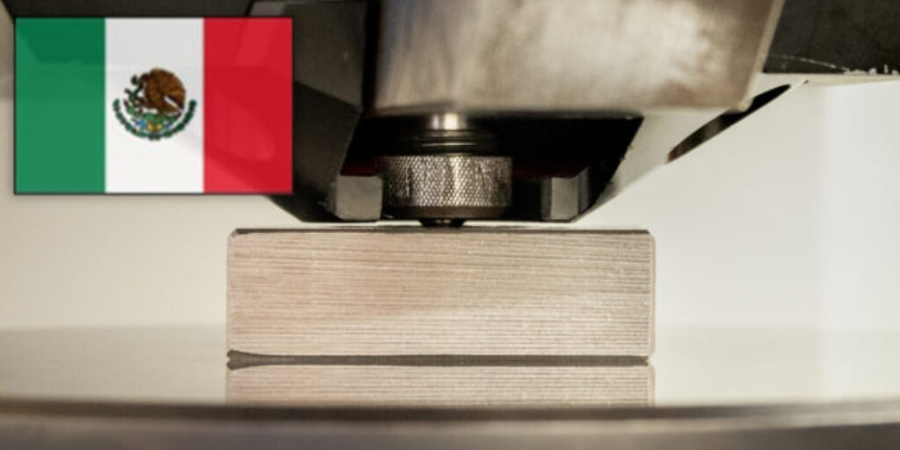
Figura 1. Robusto probador Brinell in situ
2. Contaminación de la superficie
Es poco probable que los contaminantes diminutos en una superficie generen una “prueba errónea” bajo un penetrador Brinell, a diferencia de la prueba de dureza Rockwell (el método más común en la industria). En esta prueba un pequeño indentador de diamante penetra menos de una centésima de pulgada, arrojando como resultado el que cualquier contaminante o anomalía en la superficie que pueda impedir o favorecer el progreso del penetrador (incluído el paralelismo) represente un problema, y obligando a que las muestras para la prueba Rockwell se deban preparar cuidadosamente antes de realizar la misma.
3. Portabilidad
Quizás el factor más significativo es que los robustos equipos portátiles de mano Brinell, con cabezales de prueba hidráulicos, permiten probar, in situ, piezas grandes, pesadas, de superficies rugosas o formas irregulares. Esta característica es de tal utilidad en la industria que ha motivado a que los órganos de normalización internacional otorguen una dispensación especial, una excepción si se quiere, a las máquinas portátiles, pese a que la ejecución de las mismas no sea susceptible de verificación directa como sí lo es la de sus equivalentes, las máquinas fijas.
Con fuerzas que van desde los 3000 kg hasta 1 kg, y bolas penetradoras tan pequeñas como 1 mm, las pruebas Brinell se pueden usar en una amplia gama de metales, pero los lugares en los que existiría la mayor probabilidad de encontrar un equipo de 10mm/3000kg son las forjas, las fundiciones, las plantas de tratamiento térmico, los laboratorios y las áreas de control de calidad. Previamente mencionamos que no se requiere que la superficie de las muestras de prueba sea absolutamente lisa; de hecho, es posible medir con un grado importante de precisión las superficies irregulares en materiales de configuración gruesa ya que el diámetro de la hendidura es tan grande en relación con cualquier irregularidad en la superficie.
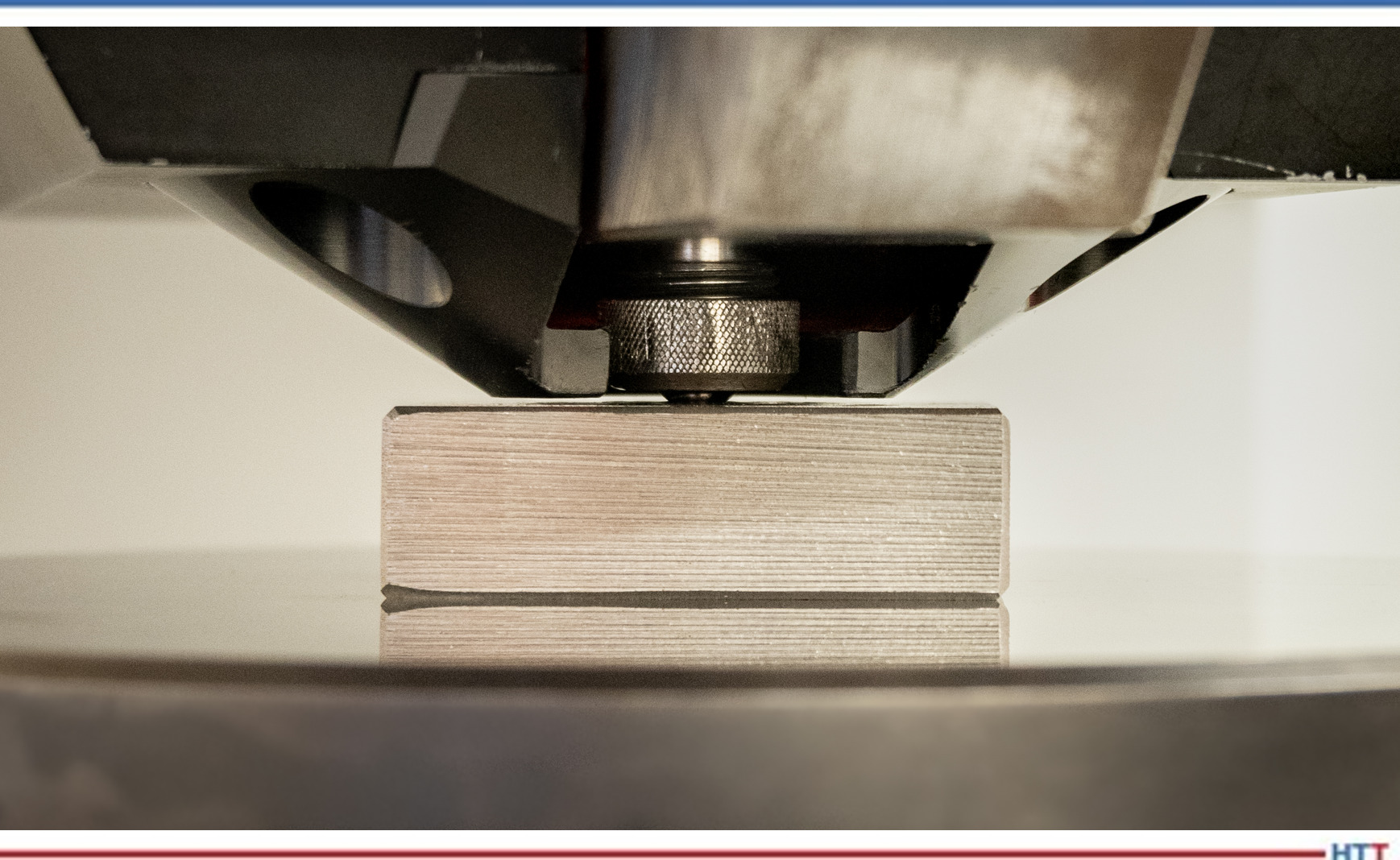
Figura 2. Probador de Brinell, grado calibrador, en primer plano
En la Figura 2 se puede apreciar cómo un probador Brinell de grado calibrador introduce la bola de carburo de tungsteno en la muestra de prueba. Se mantiene la bola en posición para estabilizar la deformación plástica.
Las normas que rigen de manera detallada las pruebas Brinell son la ASTM E-10 y la ISO 6506, pero el procedimiento práctico para los técnicos es muy sencillo, tanto que el entrenamiento no debería tardar más de una hora. Para ensayar piezas forjadas, palanquillas y otras muestras, una hendidura debería bastar aunque, desde luego, en ciertas aplicaciones de extrema importancia se podrá utilizar más de una para mayor seguridad.
Saber si analizar o no cada muestra en un lote determinado deberá decidirse con base en la inconsistencia de las muestras mismas, más no responde a problemática alguna con las pruebas de Brinell en sí. En ciertas industrias se prueba cada pieza que se produce debido a que el riesgo de error es demasiado alto. Un buen ejemplo lo encontramos en la producción de los componentes de los eslabones para las orugas utilizadas en tanques y maquinaria pesada (retroexcavadoras y demás). Cada eslabón de cada oruga de un tanque en uso en el ejército británico ha sido probado por Brinell en una máquina totalmente automática, de alta velocidad, que cuenta con una poderosa abrazadera integral para mantener el componente absolutamente rígido durante la prueba. Por cierto, esa máquina es la de la primera foto. Con un cuidado adecuado y razonable, un probador Brinell robusto podrá generar cientos de miles de pruebas; de hecho, el probador de la Figura 1 ha realizado varios millones.
Las pruebas duran aproximadamente quince segundos ya que el penetrador se debe dirigir hacia el material de manera uniforme sin permitir la posibilidad de un “rebote” y evitando por completo llegar a golpear el material. Por otro lado, el metal debe recibir la presión por un período de tiempo suficiente que garantice que la hendidura se deforme de la manera más plástica posible, es decir, minimizando al máximo el riesgo de la más ligera contracción de la hendidura una vez retirado el penetrador.
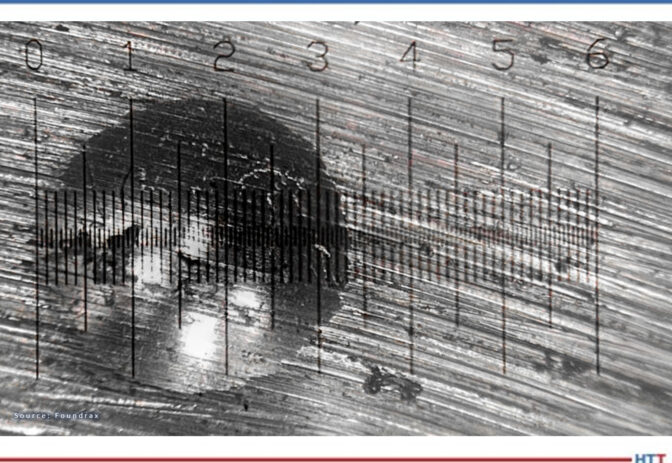
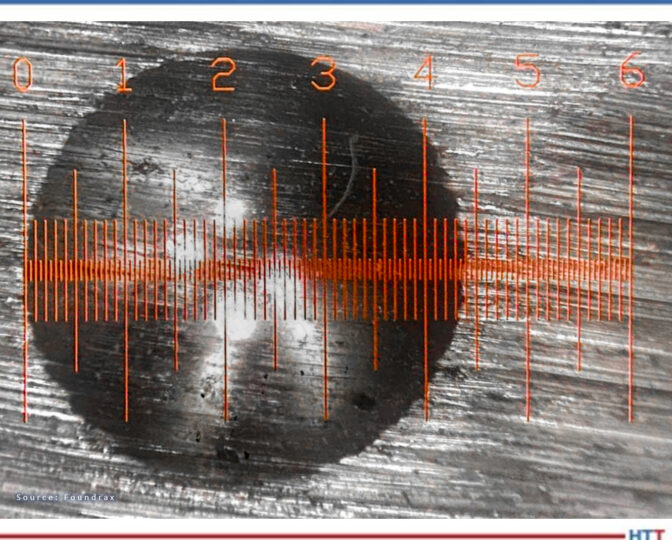
Figura 3. Medición de una hendidura de prueba de dureza Brinell
Sin embargo, es en este punto que se presentan las complicaciones. Después de generar cuidadosamente la hendidura y retirar la muestra de prueba de la “boca” de la máquina probadora, es necesario medir la hendidura en al menos dos diámetros. Dado que las hendiduras de Brinell tienen como máximo 6 mm de ancho y que una diferencia de 0,2 mm en el diámetro podría equivaler a 20 puntos de dureza, obtener la medición correcta es esencial y de alta complejidad. La mayoría de los técnicos usan un microscopio iluminado para lograrlo, pero aún así puede ser un desafío. Considere la Figura 3.
Los microscopios de medición manual han mejorado a lo largo de los años, y cuando se obtiene una hendidura relativamente “limpia” con una retícula nítidamente iluminada, se le puede facilitar al técnico experimentado realizar una medición precisa. La Figura 4 presenta un escenario menos complejo que el anterior pero, aun así, ¿cómo podemos saber si realmente se ha juzgado con precisión la posición del borde?
Figura 4. Medición con microscopio mejorado y retícula bien iluminada.
Al crearse la hendidura se genera un cordoncillo en el perímetro de la misma debido a que el metal no solo presiona hacia abajo, sino también hacia los lados. Este cordoncillo puede difi cultar la ubicación del punto en el que comienza realmente la hendidura, y tres técnicos diferentes pueden hacer fácilmente tres estimaciones diferentes de su lugar de inicio. Es esta variación en la interpretación de los resultados por parte de los operadores la que ha llevado a que, durante más de 80 años, la prueba Brinell se haya considerado un poco “ordinaria”, apta tal vez para el maquinista en el taller, pero de dudoso valor para el científi co en el laboratorio.
En 1982 llegó a los mercados el primer lector automático, siendo éste la culminación de años de investigación, y valiéndose de software privado que llevó a las computadoras de la época a sus límites. El equipo podía hacer cientos de mediciones de un lado a otro de la hendidura y calcular el diámetro medio en una fracción de segundo. Poco después llegó a ser parte integral de una máquina de prueba Brinell. La noticia de la aparición de este equipo pronto llegó a algunos usuarios importantes en la industria de las herramientas petroleras quienes exigieron a sus proveedores valerse de él; quince años más tarde se había diseminado ampliamente el uso de esta tecnología generando la transformación de la percepción que se tenía de la prueba Brinell. Podríamos decir que la prueba Brinell había llegado a la mayoría de edad.
Figura 5. La última versión de ese microscopio automático en acción
Desde luego, como con cualquier equipo de medición importante, la calibración y el mantenimiento regulares son aconsejables, si no obligatorios. Los fabricantes mismos suelen estipular un cronograma de mantenimiento que se debe tener en cuenta junto con las reglas de calibración establecidas por las agencias internacionales.
Al considerar las opciones para la prueba de dureza en muestras con tratamiento térmico, en última
instancia existen tres métodos: Brinell, Rockwell y Microdureza (Vickers o Knoop).
Pese a que no es adecuada para muestras muy pequeñas o demasiado delgadas, la prueba Brinell es relativamente “inmune” a los contaminantes pequeños, los penetradores no son costosos, y, gracias al ancho de la hendidura, las pruebas de superficies con acabado áspero e irregular no presentan dificultades. Con el desarrollo, hace 40 años, de la medición automática de la hendidura, se superó la única deficiencia grave de la prueba Brinell, proporcionando las garantías que tan vital importancia revestían para los proveedores de piezas esenciales en industrias de toda índole, incluídas las de petróleo y gas, aeroespaciales y de defensa y transporte.
Sobre el autor: Alex Austin se viene desempeñando desde 2002 como gerente de Foundrax Engineering Products Ltd. Foundrax es proveedor de equipos de prueba de dureza Brinell desde1948, siendo en realidad la única compañía en el mundo especializada en el campo.
Alex funge en el Comité de Prueba de Dureza por Hendidura ISE/101/05 del British Standards Institution. En su calidad de miembro de la delegación británica de la Organización Internacional de Normalización, ha aportado como consultor para el desarrollo de la norma ISO 6506 “Materiales metálicos–prueba de dureza Brinell” y preside en la actualidad la revisión ISO de dicha norma.
The brain drain is real. As new professionals enter the industry, Heat TreatToday is helping to ensure that young and old inquiring minds can connect with and grow from the experiences of high-value industry experts. Get to know the second Heat TreatToday Consultant: Thomas Wingens.
Thomas Wingens, President, WIIC - Wingens LLC
International Industry Consultancy
I am Thomas Wingens, masters in material science, MBA. During my over 35 years in the heat treat industry, I have worked with Bodycote, Ipsen, SECO/ WARWICK, Tenova, and IHI-Group in executive positions. Since 2011, I have been president of WIIC - Wingens LLC International Industry Consultancy in Pittsburgh, PA.
Thomas Wingens began his career in heat treat in 1987 as a metallurgist, heat treater, and consultant. Today, Thomas is an executive manager, experienced metallurgist, and hands-on heat treater with a knack for improving sales, solving technical problems, giving furnace advice, doing his due diligence, and advising executives. If it weren’t for NDAs, Thomas would love to share stories about the many exciting projects he has been fortunate enough to work on, but Thomas is able to share about his experience in developing novel processes for clients in the semiconductor, battery, rare earth magnet, and rocket industries. At Wingens LLC International Industry Consultancy, Thomas’ strengths are on full display. Thomas describes himself as a “hands-on” heat treater, as he consults 100% of the time on heat treating, leveraging his background as a metallurgist. His key assets strengths are his deep thermal processing knowledge and his perfect furnace selection abilities.
Powder metallurgy and thermal processing of specialty materials are areas of expertise for Thomas. These specialty materials include: titanium, tantalum, niobium, neodymium, and rare earth elements. Along with these specialty materials, Thomas has an extensive knowledge of brazing, metal cleaning, hydriding/dehydriding, tool and die heat treatment, high speed heat treating, brazing heat exchangers, and debinding/sintering, as well as sputter targets and reduction and diffusion processes. Thomas has served the medical and aerospace industries, working with medical components and heat treatment of landing gears. Thomas agrees with Elon Musk’s opinion on what comes next: “making stuff ” is the future. In the U.S., 50 years of off- shoring industrial manufacturing is finally coming to an end, and America is reindustrializing. Mines are reopening, raw material processing is becoming a trend, however, a large portion of intellectual property and practical skillsets have been lost. State of the art, environmentally friendly, safe, and automated equipment is needed to meet today’s technical and economical standards.
Thomas was also one of two keynote speakers at Heat TreatToday'sHeat TreatBoot Camp. Thomas’ lectures centered on the processes and materials of the North American heat treat industry; he shared some of his vast knowledge of heat treating for attendees, speaking on common processes, various alloys used in heat treating, and exciting new developments in the future of heat treating.
Thomas at Heat TreatBoot Camp (Source: Heat TreatToday)
See www.wingens.com for further info or visit Thomas’ consultants page at HeatTreatToday.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com