Thirteen new manufacturing jobs will open up with the $23.5 million expansion of an Alabama heat containment refractory production facility. The Ohio-based company supplies products used in a variety of industrial applications, including heat treating operations.
Paul Jamieson President & CEO Allied Mineral Products
Allied Mineral Products, an Ohio-based producer of monolithic refractory ceramics, recently broke ground on the major expansion at its Pell City, Alabama, location. The growth project will add a 200,000-square-foot production facility on the company’s current site and expand the workforce with thirteen new manufacturing jobs added to the company’s current workforce of 81 full-time employees. The project is expected to be completed in late 2025, increasing the facility’s production capacity and improve efficiency. State and local officials joined executives and employees of Allied Mineral Products, LLC (Allied) at the groundbreaking ceremonies marking the investment.
“Our partnership with Alabama is strengthened yet again with the expansion of this plant which we originally built in 2019,” said Paul Jamieson, president and CEO of Allied Mineral Products. “Locating our facility in Alabama was part of a long-term strategy to expand our manufacturing presence in the south to be closer to our customers. Because of the quality of this workforce and the local support here, our growth in Alabama has been faster than we planned. We are excited to be expanding our facility so soon and are confident this will help us to continue that growth.”
The press release is available in its original form here.
NASA has selected Elementum 3D (a developer and supplier of metal additive manufacturing (AM) advanced materials, print parameters, and services) to be one of four companies that will produce and distribute GRX-810 material under a commercial co-exclusive license. This is a material that has undergone significant post-processing heat treat research.
The 3D printable high-temperature metal superalloy material has been noted as “breakthrough technology” and will be offered to original equipment manufacturers of airplanes and rockets as well as the entire supply chain.
NASA’s goal of the licensing agreement is to accelerate the adoption of GRX-810 to benefit U.S. technologies, industry, and space exploration. The 3D printer supplier notes that engineers are eager to print with a material capable of creating lighter and thinner engine parts, reducing fuel burn, lowering operating costs, increasing durability, and lowering the tolerance for failure for critical applications.
GRX-810 is an oxide dispersion strengthened (ODS) alloy that can endure higher temperatures and stress. Its strength is derived from the dispersion of tiny particles containing oxygen atoms. The breakthrough superalloy was specifically developed for the extreme temperatures and harsh conditions of aerospace applications, including liquid rocket engine injectors, combustors, turbines, and hot-section components, capable of enduring temperatures up to 1,100°C. Compared to other alloys, GRX-810 can endure higher temperatures and stress up to 2,500 times longer. It’s also 3.5 times better at flexing before breaking and twice as resistant to oxidation damage.
Jeremy Iten
Chief Technology Officer
Elementum 3D
Source: LinkedIn
Over the past nine years, Elementum 3D has gained extensive knowledge and experience in developing, commercializing, and distributing “impossible-to-print” dispersion-strengthened materials similar to GRX-810.
“We are excited to be working with Tim Smith and NASA to bring this exceptional new alloy to the commercial market,” said Jeremy Iten, chief technology officer at Elementum 3D.
NASA’s investment in developing GRX-810 demonstrates its dedication to advancing additive manufacturing. Elementum 3D and the other co-exclusive licensees now assume the responsibility of investing the time and resources to supply the industry with a stronger, more durable superalloy.
Consider the numerous systems in your heat treat operations. What makes up the anatomy of each furnace or system? In this “Anatomy of a . . .” series, industry experts indicate the main features of a specific heat treat system. In this feature, the full-page spread identifies main features of induction coils.
The mark-ups for these reference images are provided by John Gadus, design and sales specialist, Induction Tooling, Inc.
View the full graphics by clicking the image below.
This Technical Tuesday article is drawn from Heat Treat Today’sApril/May 2024 Sustainable Heat Treat Technologiesprint edition, that had a special focus on green heat treat technologies.
Search www.heattreatbuyersguide.com for a list of induction equipment providers to the North American market. If you are an induction equipment supplier and are not listed here, please let us know at editor@heattreattoday.com.
This series will continue in subsequent editions of Heat Treat Today’sprint publications. Stay tuned!
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
We’re celebrating getting to the “fringe” of the weekend with a Heat Treat Fringe Friday a press release detailing how additive manufacturing continues to move into the metals manufacturing industry.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
Desktop Metal, a global company at the forefront of additive manufacturing 2.0 technologies for mass production, announced that it has installed four Figur G15 Pro systems featuring digital sheet forming (DSF) technology to three manufacturers, including Evology Manufacturing in Waukesha, Wisconsin.
With 30+ years as a contract manufacturer, Evology has a full suite of both traditional and additive technologies to service companies in a wide range of industries, including aerospace, defense, automotive, agricultural, marine, mining, medical, electronics, and consumer goods. Evology serves companies ranging from small startups to Fortune 50 companies with prototyping and low-volume production, typically under 10,000 pieces.
Evology is now offering digital sheet form parts off its Figur G15 for cold rolled steel up to 2 mm thick and 6061 aluminum up to 3.175 mm thick, with more materials in development.
“We are delighted to offer our customers this cutting-edge rapid sheet metal forming technology from Desktop Metal,” said Sean Momsen, VP of Business Development and Marketing at Evology. “In addition to our ability to fabricate sheet metal parts rapidly, we also have a full suite of traditional finishing equipment to deliver finished final products to customers.”
Justin Nardone, CEO of Figur, a Desktop Metal brand, said, “We are encouraged by the continued demand we see for our rapid sheet metal forming technology, which truly saves manufacturers time and money when it comes to sheet metal production. The G15 eliminates a lot of the work required when forming metal, such as the design and manufacturing of tools and dies. Our system produces designs quickly, accurately, and repeatedly, so manufacturers are able to focus on the craftsmanship of design while getting their products to market faster and more efficiently.”
Introduced in 2022, the Figur G15 is the first commercial platform of its kind to shape sheet metal on demand directly from a digital file. A software-driven proprietary tooling system on an XY gantry forms the sheet with up to 2,000 lbs of force in a highly engineered and proprietary build zone.
With a maximum sheet size of 1,600 x 1,200 mm (63.0 x 47.2 in), the Figur G15 delivers parts with a draw depth up to 400 mm (16 in) in Z without custom forming tools, molds, dies, or presses. The G15 supports forming a range of metals and sheet thicknesses – including steel up to 2.0 mm and aluminum up to 2.5 mm – and delivers a high quality surface finish
Pro configurations of the Figur G15 include an automatic tool changer and measurement, through tool part lubrication, and automated work holding capabilities.
This press release is available in its original form here.
Precise heat treating is essential to enable components to withstand space exploration. In this Technical Tuesday, Mike Grande, vice president of Sales at Wisconsin Oven Corporation, discusses the role of aluminum solution treatment and aluminum aging in heat treating space exploration components.
This column was first released in Heat Treat Today March 2024 Aerospace Heat Treatprint edition.
Contact us with your Reader Feedback!
In space exploration, the various parts, electronic components, and materials used to make the rockets, crew capsules, rovers, and other equipment, are subjected to brutal extremes of temperature, vacuum, and radiation. In order to withstand these extreme environments without failure, the parts must be manufactured to very tight tolerances and precisely heat treated. Therefore, convection heat treatment emerges as a critical process in the manufacturing of space exploration components and materials, offering tight control over temperature profiles and the microstructure of materials.
Heat treatment involves heating a material to a specific temperature, holding it at that temperature for a certain duration, and then cooling it down at a controlled rate, which can be rapid or gradual, depending on the objective. The purpose of heat treatment is to improve the material’s mechanical properties, such as strength, ductility, and toughness. Probably the most common metal used in space exploration is aluminum. It is an excellent choice for spacecraft components because it is lightweight, durable, and has excellent thermal conductivity, which is necessary for components that need to dissipate heat.
The first stage of the Falcon 9, for example, utilizes four legs used during landing. They are manufactured from an extremely light, rigid, aluminum honeycomb material that also contains carbon fiber and has a very high strength to weight ratio. Another aluminum component common in space exploration is gas transfer tubes, used to transfer gases, such as methane, between chambers in the interior of rocket propulsion systems. Additionally, there are composite overwrapped pressure vessels (COPVs), which carry compressed fuels such as hydrogen and oxygen, among other gases. These are made of an aluminum tank covered with filament-wound, resin-impregnated composite material, which forms an extremely robust structure capable of withstanding the high pressures created by compressed gases and the rigors of high-speed propulsion. For aluminum to be useful in space applications, it must be heat treated to give it the strength and durability required.
Aluminum Solution Treatment
Since aluminum has such widespread use in space exploration, aluminum heat treatment plays a central role in this industry, with solution treatment and aging being the most common heat treatments utilized. All aluminum materials that require high strength are solution heat treated, then subsequently aged, in two separate heat treat processes. The purpose of solution heat treatment is to evenly dissolve the alloys contained in the aluminum, such as manganese, magnesium, copper, zinc, and silicon, and then rapidly quench it to retain the grain structure. The aluminum alloy is heated and held at a temperature of 800°F to 1000°F (420°C to 540°C), which is just below its melting point. The aluminum is then quenched in water or a water/glycol mixture quickly (within 7 to 15 seconds) to essentially “freeze” the microstructure before the alloying elements can redistribute themselves.
Aluminum Aging
After quenching, aluminum is precipitation hardened. Also known as artificial aging, this process involves heating the aluminum at a lower temperature, typically in the range of 200°F to 400°F (93°C to 204°C) for several hours. This final process dramatically increases the hardness, yield strength, and ultimate strength of the aluminum, making it suitable for use in space applications.
A solution treatment system for processing aluminum
The above is just a sample of the many types of heat treatments for materials used in space exploration. Other examples are annealing, tempering, normalizing, and hydrogen embrittlement relief, to name a few. In conclusion, heat treatment plays a critical role in the manufacturing of parts used in space exploration and is essential to the reliability and safety of space missions.
About the Author
Mike Grande,
Vice President
of Sales,
Wisconsin Oven
Corporation
Mike Grande has a 30+ year background in the heat processing industry, including ovens, furnaces, and infrared equipment. He has a BS in mechanical engineering from University of Wisconsin-Milwaukee and received his certification as an Energy Manager (CEM) from the Association of Energy Engineers in 2009. Mike is the vice president of Sales at Wisconsin Oven Corporation.
For more information: Contact sales@wisoven.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
The future of heat treating requires new manufacturing solutions like robotics that can work with modular design. Yet so also does temperature monitoring need to be seamless to know how effectively your components are being heat treated — especially through being quenched.In this Technical Tuesday,learn more abouttemperature monitoring through the quench process.
Gas Carburization
Contact us with your Reader Feedback!
Carburizing has rapidly become one of the most critical heat treatment processes employed in the manufacture of automotive components. Also referred to as case hardening, it provides necessary surface resistance to wear, while maintaining toughness and core strength essential for hardworking automotive parts.
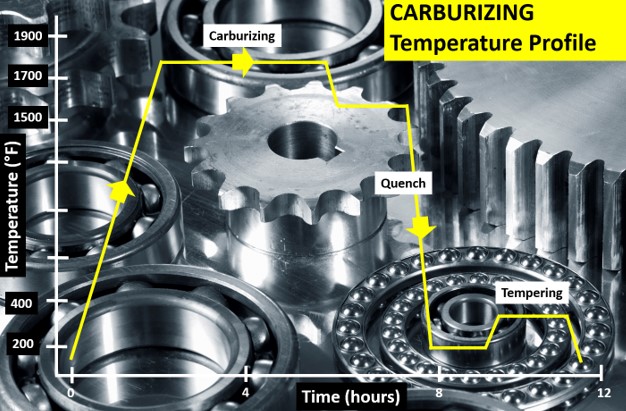
Figure 1. Typical carburizing heat treat temperature profile showing the critical temperature/time steps: (i) carburization, (ii) quench, and (iii) temper. (Source: PhoenixTM)
The carburizing process is achieved by heat treating the product in a carbon rich environment (Figure 1), typically at a temperature of 1562°F–1922°F (850°C–1050°C). The temperature and process time significantly influence the depth of carbon diffusion and other related surface characteristics. Critical to the process is a rapid quenching of the product following the diffusion in which the temperature is rapidly decreased to generate the microstructure, giving the enhanced surface hardness while maintaining a soft and tough product core.
The outer surface becomes hard via the transformation from austenite to martensite while the core remains soft and tough as a ferritic and/or pearlitic microstructure. Normally, carburized microstructures following quench are further tempered at temperatures of about 356°F (180°C) to transform some of the brittle martensite into tempered martensite to enhance ductility and grindability.
Critical Process Temperature Control
As discussed, the success of carburization is dependent on accurate, repeatable control of the product temperature and time at that temperature through the complete heat treatment process. Important to the whole operation is the quench, in which the rate of cooling (product temperature change) is critical to achieve the desired changes in microstructure, creating the surface hardness. It is interesting that the success of the whole heat treat process can rest on a process step which is so short (minutes), in terms of the complete heat teat process (hours). Getting the quench correct is not only essential to achieve the desired metal microstructure, but also to ensure that the physical dimensions and shape of the product are maintained (no distortion/warping) and issues such as quench cracking are eliminated.
Obviously, as the quench is so critical to the whole heat treat process, the correct quench selection needs to be made to achieve the optimum properties with acceptable levels of dimensional change. Many different quenchants can be applied with differing quenching performances. The rate of heat transfer (quench rate) of quench media in general follows this order from slowest to quickest: air, salt, polymer, oil, caustic, and water.
Technology Challenges for Temperature Monitoring
When considering carburization from an industry standpoint, furnace heat treat technology generally falls into one of two camps, embracing either air quench (low pressure carburization) or oil quench (sealed gas carburization/LPC with integral or vacuum oil quench). Although each achieves the same end goal, the heat treat mechanisms and technologies employed are very different, as are the temperature monitoring challenges.
To achieve the desired carburized product, it is necessary to control and hence monitor the product temperature through the three phases of the heat treat process. Conventionally, product temperature monitoring would be attempted using the traditional trailing thermocouple method. For many modern heat treat processes including carburization, the trailing thermocouple method is difficult and often practically impossible.1 The movement of the product or product basket from stage to stage, often from one independent sealed chamber to another (lateral or vertical movement), makes the monitoring of the complete process a significant challenge.
With the industry driving toward fully automated manufacturing, furnace manufacturers are now offering the complete package with full robotic product loading that includes shuttle transfer systems and modular heat treat phases to process both complete product baskets and single piece operations. Although trailing thermocouples may allow individual stages in the process to be measured, they cannot provide monitoring of the complete heat treat journey. Testing is therefore not under true normal production conditions, and therefore is not an accurate record of what happens in normal day to day operation.
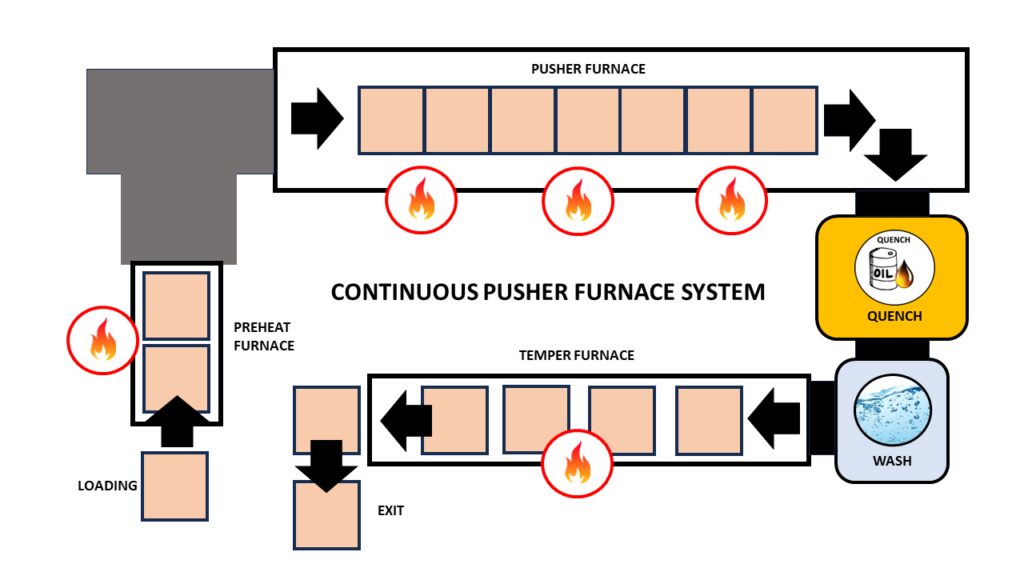
Figure 2 shows schematic diagrams of two typical carburizing furnace configurations that would not be possible to monitor using trailing thermocouples. The first shows a modular batch furnace system where the product basket is transferred between each static heat treat operation (preheat, carburizing furnace, cooling station, quench, quench wash, temper furnace) via a charge transfer cart. The second shows the same heat treat operation but performed in a continuous indexed pusher furnace configuration where the product basket moves sequentially through each heat treat operation in a semi-continuous flow.
Thru-process temperature monitoring as a technique overcomes such technical restrictions. The data logger is protected by a specially designed thermal barrier, therefore, can travel with the product through each stage of the process measuring the product/process temperature with short, localized thermocouples that will not hinder travel. The careful design and construction of the monitoring system is important to address the specific challenges that different heat treat technology brings including modular batch and continuous pusher furnace designs (Figure 2).2
The following section will focus specifically on monitoring challenges of the sealed gas carburizing process with integral oil quench. Technical challenges of the alternative low pressure carburizing technology with high pressure gas quench have previously been discussed in an earlier publication.3
Monitoring Challenges of Sealed Gas Carburization — Oil Quench
Figure 3. “Thru-process” temperature monitoring system for use in a sealed carburizing furnace with integral oil quench — (3.1) Monitoring system entering furnace with thermocouple fixed to automotive gears, product test pieces (3.2) System exiting oil quench tank (3.3) System inserted into wash tank with product basket (Source: PhoenixTM)
Presently, the most common traditional method of gas carburizing for automotive steels is often referred to as sealed gas carburizing. In this method, the parts are surrounded by an endothermic gas atmosphere. Carbon is generated by the Boudouard reaction during the carburization process, typically at 1562°F–1832°F (850°C –1000°C). Despite the dramatic appearance of a sealed gas carburizing furnace, with its characteristic belching flames (Figure 3), from a monitoring perspective, the most challenging aspect of the process is not the heating, but the oil quench cooling. For such furnace technology, the historic limitation of “thru-process” temperature profiling has been the need to bypass the oil quench and wash stations, missing a critical process step from the monitoring operation. Obviously, passing a conventional hot barrier through an oil quench creates potential risk of both system damage from oil ingress and barrier distortion, as well as general process safety. However, the need to bypass the quench in certain furnace configurations by removing the hot system from the confined furnace space could create significant operational challenges, from an access and safety perspective.
Monitoring of the quench is important as ageing of the oil results in decomposition (thermal cracking), oxidation, and contamination (e.g. water) of the oil, all of which degrade the viscosity, heat transfer characteristics, and quench efficiency. Control of physical oil temperature and agitation rates is also key to oil quench performance. Quench monitoring allows economic oil replacement schedules to be set, without risk to process performance and product quality.
Figure 4. “Thru-process” temperature monitoring system oil quench compatible thermal barrier design: (1) Robust outer structural frame keeping insulation and inner barrier secure; (2) Internal thermal barrier — completely sealed with integral microporous insulation protecting data logger; (3) Mineral insulated thermocouples sealed in internal thermal barrier with oil tight compression fitting; (4) Multi-channel high temperature data logger; and (5) Sacrificial insulation blocks replaced after each run.
(Source: PhoenixTM)
To address the process challenges, a unique thermal barrier design has been developed that both protects the data logger in the furnace (typically three hours at 1697°F/925°C) and also protects during transfer through the oil quench (typically 15 mins) and final wash station (Figure 3). The key to the barrier design is the encasement of a sealed inner barrier with its own thermal protection with blocks of high-grade sacrificial insulation contained in a robust outer structural frame (Figure 4).
Quench Cooling Phases
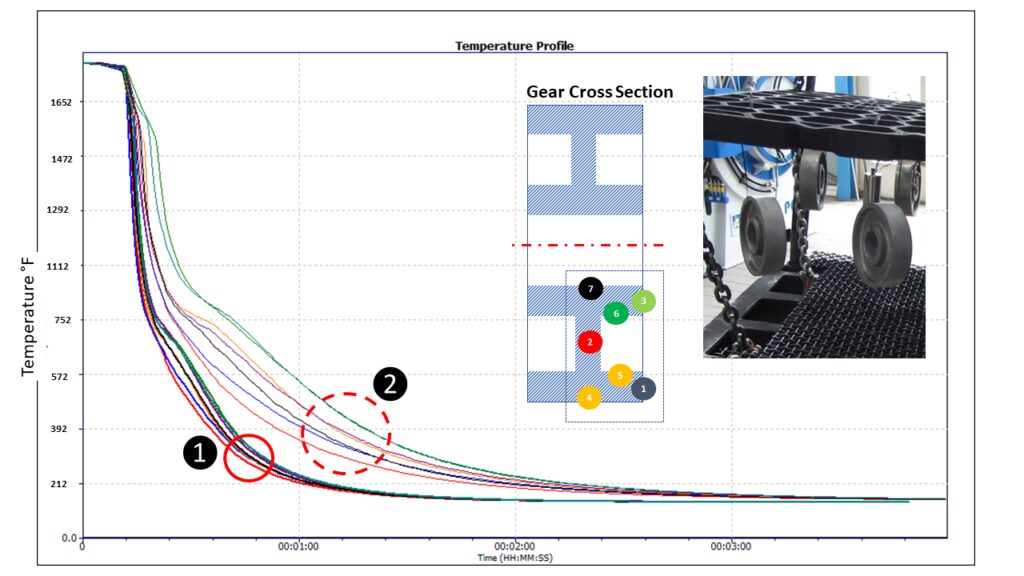
Monitoring the oil quench in carburization gives the operator a unique insight into the product’s specific cooling characteristics, which can be critical to allow optimal product loading and process understanding and optimization. From a scientific perspective, the quench temperature profile trace, although only a couple of minutes in duration, is complex and unique. From a zoomed in quench trace (Figure 5) taken from a complete carburizing profile run, the three unique heat transfer phases making up the oil quench cool curve can be clearly identified:
Figure 5. Oil quench temperature profile for different locations on an automotive gear test piece shows the three distinct heat transfer phases: (1) film boiling “vapor blanket”, (2) nucleate boiling, and (3) convective heat transfer. (Source: PhoenixTM)
Film boiling “vapor Blanket”: The oil quenchant creates a layer of vapor (Leidenfrost phenomenon) covering the metal surface. Cooling in this stage is a function of conduction through the vapor envelope. Slow cool rate since the vapor blanket acts as an insulator.
Nucleate boiling: As the part cools, the vapor blanket collapses and nucleate boiling results. Heat transfer is fastest during this phase, typically two orders of magnitude higher than in film boiling.
Convective heat transfer: When the part temperature drops below the oil boiling point. the cooling rate slows significantly. The cooling rate is exponentially dependent on the oil’s viscosity.
From a heat treat perspective, the quench step relative to the whole process (hours) is quick (seconds), but it is probably the most critical to the performance of the metallurgical phase transitions and achieving the desired core microstructure of the product without risk of distortion. By being able to monitor the quench step, the process can be validated for different products with differing size, form, and thermal mass. As shown in Figure 6, the quench curve profile over the three heat transfer phases is very different for two different automotive gear sizes.
Figure 6. Oil quench temperature profile for different automotive gear sizes (20MnCr5 case hardening steel) with different thermal masses: Passenger Car Gear (2.2 lbs) and Commercial Vehicle Gear (17.6 lbs) (Source: PhoenixTM)
Summary
As discussed in this article, one of the key process performance factors associated with gas carburization is the control and monitoring of the product quench step. Employing an oil quench, the measurement of such operation is now very feasible as part of heat treat monitoring. Innovations in thru-process temperature profiling technology offer specific system designs to meet the respective application challenges.
References
[1] Dr. Steve Offley, “The light at the end of the tunnel – Monitoring Mesh Belt Furnaces,” Heat Treat Today, February 2022, https://www.heattreattoday.com/processes/brazing/brazing-technical-content/the-light-at-the-end-of-the-tunnel-monitoring-mesh-belt-furnaces/.
[2] Michael Mouilleseaux, “Heat Treat Radio #102: Lunch & Learn, Batch IQ Vs. Continuous Pusher, Part 1,” interviewed by Doug Glenn, Heat Treat Radio, October 26, 2023, audio, https://www.heattreattoday.com/media-category/heat-treat-radio/heat-treat-radio-102-102-lunch-learn-batch-iq-vs-continuous-pusher-part-1/.
[3] Dr. Steve Offley, “Discover the DNA of Automotive Heat Treat: Thru-process Temperature Monitoring,” Heat Treat Today, August 2023, https://www.heattreattoday.com/discover-the-dna-of-automotive-heat-treat-thru-process-temperature-monitoring/.
About the Author
Dr Steve Offley (“Dr O”), Product Marketing Manager, PhoenixTM
Dr. Steve Offley, “Dr. O,” has been the product marketing manager at PhoenixTM for the last five years after a career of over 25 years in temperature monitoring focusing on the heat treatment, paint, and general manufacturing industries. A key aspect of his role is the product management of the innovative PhoenixTM range of thru-process temperature and optical profiling and TUS monitoring system solutions.
An automotive manufacturer in South America has recently placed a follow-up order for a second Endothermic generator from a manufacturer of industrial process control, automation, and digitalization solutions with North American locations.
UPC-Marathon, a Nitrex company, installed a 200 m³/h EndoFlex unit last year. The new generator, with a similar capacity, aims to enhance stability, to ensure consistent composition and gas flows, and to prioritize quality of automotive gear boxes while achieving efficiencies in heat treatment operations.
UPC-Marathon EndoFlex unit (Source: Nitrex)
Prior to adopting the EndoFlex solution, the manufacturer relied on four generator units, each with a capacity of 70 m³/h and consuming 80 kW of power. With the same 80 kW of power consumption, the EndoFlex generator delivers a 200 m³/h capacity.
This transition to the new unit represents a 75% reduction in power consumption and a contribution to operational efficiency and sustainability efforts. The new generator streamlines maintenance procedures, adheres to stringent quality standards, and reduces CO2 emissions. Control over gas quality and production for the neutral hardening furnace enhances product quality, reduces operating costs, and optimizes energy consumption. By automatically adjusting gas production to match real-time furnace demand, the generator eliminates overproduction and waste.
Marcio Boragini Sales Director for Brazil at UPC-Marathon
“We’re proud to continue our partnership with this automotive customer,” remarked Marcio Boragini, UPC-Marathon’s Sales Director for Brazil. “Moreover, EndoFlex . . . empower[s] the manufacturer to achieve their business objectives fast, while reinforcing our commitment to [drive] success together.”
This press release is available in its original form upon request.
Kuźnia Jawor, a company specializing in the production of hot forged and CNC machined components for the automotive, machinery, mining, and piping industries, has enhanced its manufacturing capabilities through the addition of an oil-hardening furnace and two nitriding furnaces from a supplier based in North America.
Kuźnia Jawor replaced their production line with an oil-hardening furnace and two outdated nitriding furnaces from Nitrex. The decision to upgrade was prompted by the need to eliminate outdated technology and address controls issues. The current production line has been designed using a Nitrex nitriding system and a vacuum hardening furnace.
Kuźnia Jawor leverages its in-house capabilities to design and manufacture forging tools, a crucial element of the production process. This is necessary for obtaining repeatable strength parameters in steel and ensuring their resistance to geometric changes or abrasive wear, factors that are addressed through heat treatment. The new equipment enables them to actively reduce CO emissions, decrease energy consumption, and more.
Nitrex furnace
The company’s forging and CNC processes are marked by meticulous precision, with dies initially undergoing treatment in the vacuum furnace before proceeding to the nitriding phase. This multi-step approach is essential for achieving a zero-white layer, effectively preventing surface cracking in the H11, H13, and WNL hot work steel dies subjected to high-pressure hammer forging. A crucial part of this initiative was the installation of a Nitrex horizontal-loading system, featuring the furnace model NXH-9912, a custom solution designed to facilitate the seamless automatic transfers of loads between operations.
The turnkey system is equipped with Nitreg® nitriding technology, which enhances the wear and corrosion resistance of treated tooling. This technology improves efficiency gains, leading to savings in process time and resources, including electricity and process gases. Furthermore, the system adheres to industry standard 2759/10 controlled nitriding, ensuring the highest quality and precision in the heat treating process.
Interestingly, Kuźnia Jawor is also engaged in an ongoing collaborative research and development project with a local university, exploring hybrid coatings that combine Nitreg® nitriding technology with PVD and CVD processes, with the aim of further enhancing tool performance.
Located in the southwestern region of Poland, Kuźnia Jawor is a provider of forged and CNC automotive parts within Poland and mining parts in international markets such as Czechia and Türkiye.
Marcin Stokłosa, Nitrex Technical Sales Manager, NITREX Poland (Source:LinkedIn.com)
Marcin Stoklosa, manager of Technical Sales at Nitrex, who oversaw this endeavor, sums it up, “Kuźnia Jawor’s choice to partner with Nitrex was driven by the need to replace outdated equipment, modernize, and expand their production facility. The result? Improved quality, enhanced performance, and a stronger position in the forging industry.”
Operating a hot isostatic press? The stages for HIP processing can become faster and more effective with gas detection technology. Learn about real-time leak detection analysis and continuous monitoring for outgassing.
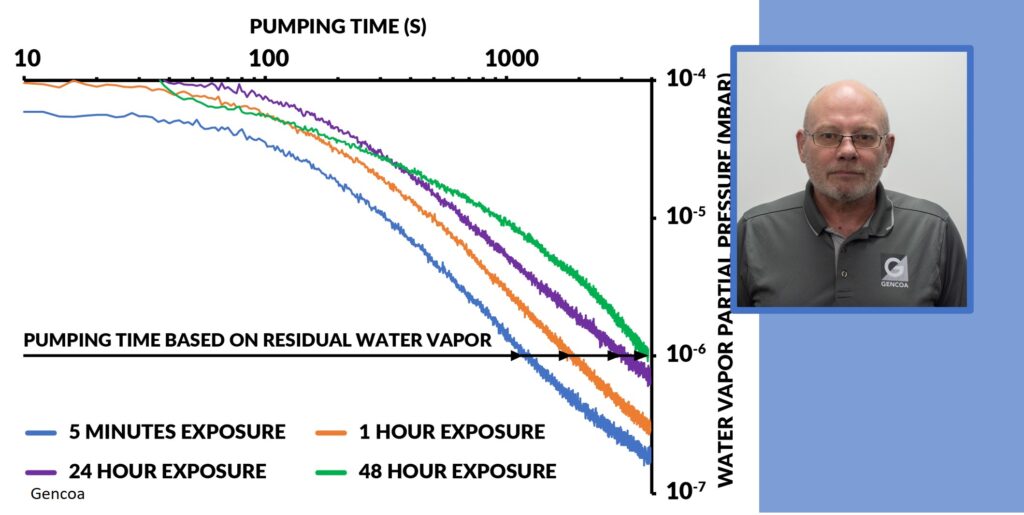
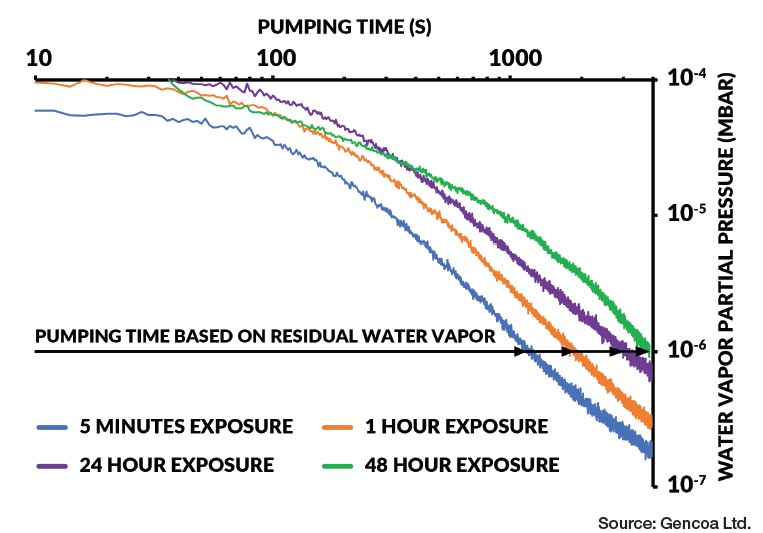
ThisTechnical Tuesdayarticle byErik Cox, manager of New Business Development at Gencoa, was originally published inHeat Treat Today’sMarch/April 2024 Aerospaceprint edition.
The Problem in HIP
Hot isostatic pressing (HIP) is a widely employed method for densifying powders or cast and sintered parts. It involves subjecting materials to extreme conditions — high pressure (100–200 MPa) and high temperature (typically 1652°F–2282°F, or 900–1250°C) — in a specialized vessel.
Contact us with your Reader Feedback!Figure 1. Pumping times based on residual water vapor
One aspect of HIP comes before introducing metal or ceramic powders to the vessel: Operators must test for any leaks in the canisters. This ensures that the proper HIP processing can be completed. Secondly, outgassing of the powder must be performed, and thirdly, outgassing the HIP chamber should be done. All three are essential steps that are typically time consuming and inefficient, but new gas detection technology can make this pre-processing stage faster and more effective.
Real-Time Analysis for Leak Detection
Leak detection is normally performed with a helium leak detector, which are expensive and require significant technical knowledge to operate. Some HIP processing providers simply forego leak checking of the canister, fill the HIP canister with powder, and perform the degas; but in this case, any leaks will be identified during the degas process, and powder must then be removed to repair the canister.
HIP users must look to technology that effectively detects leaks before they proceed to outgassing. One example of this is Gencoa’s Optix gas sensor: As the pumping procedure commences and pressure reaches 0.5 mbar (which typically occurs within 15–30 seconds), the device switches on and employs a sophisticated analysis of the nitrogen that enters the canister from the atmosphere to discern the leak rate of the canisters. When a leak is detected, argon gas can be sprayed around the canister to accurately detect the leak point and allow repair.
Outgassing: Traditional vs. Continuous Monitoring
Outgassing is a critical step in the preconditioning of powders for HIP processed components, involving the removal of adsorbed gases and water vapor from the metal powder through vacuum pumping. Traditionally, the endpoint for this process is not monitored, leading to an overly long vacuum pumping stage of up to several days to ensure that the powders are correctly prepared.
Th is challenge is addressed by providing continuous monitoring throughout the entire degassing process, reducing the time to degas through the ability of the Gencoa Optix gas sensor to precisely determine the degas endpoint.
Figure 2. Gencoa Optix
By offering real-time feedback and notifying users when degassing is complete, this sensor saves time and ensures the production of high-quality components with traceability. With the Optix, one user saw their degas times reduced from 24 hours to 4 hours. The sensor is capable of residual gas analysis, providing a comprehensive solution for improved productivity. Its wide-range pressure measurement capabilities, coupled with efficient leak checking of HIP processing enclosures, further enhance the overall operational efficiency.
Optix operates as a highly sensitive, stand-alone device that utilizes a small plasma (“light”) that detects the gas species present. This design ensures that the detector remains impervious to contamination or vacuum issues, maintaining continuous monitoring and avoiding potential damage. Because the device also eliminates the need for filament replacement or disassembly of components for maintenance, the design will perform at 100% operational uptime even in the harshest environments.
Indispensable Tools for HIP Processing
HIP operators need to maintain equipment efficiently and effectively, and technologies that integrate solutions not only enhance overall productivity, leak detection, and control of the degassing process, but are indispensable to improving the overall quality and traceability of components. Leveraging technologies that allow for early detection and increase uptime will only enhance the future HIP can offer to the AM-focused aerospace industry.
About the Author
Erik Cox, Manager of New Business Development, Gencoa
Dr. Erik Cox is a former research scientist with experience working in the U.S., Singapore, and Europe. Erik has a master’s degree in physics and a PhD from the University of Liverpool. As the manager of New Business Development at Gencoa, Erik plays a key role in identifying industry sectors outside of Gencoa’s traditional markets that can benefit from the company’s comprehensive portfolio of products and know-how.
For more information:
Contact Erik at sales@gencoa.com
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Hubbard-Hall, a provider of specialty chemicals for industrial manufacturing processes, announced the acquisition of Prosys Finishing Technology.
Jeff Davis, SVP—Business Development & Distribution, Hubbard-Hall (Source: LinkedIn)
With this acquisition, Hubbard-Hall expands its product portfolio and welcomes Randy DiSano, former owner of Prosys, to its team as senior product manager under Jeff Davis, SVP—Business Development & Distribution.
DiSano stated, “While it was a difficult decision to sell Prosys after 25 years . . . I am excited to join the Hubbard-Hall team and continue serving our customers with the same dedication and expertise.”
Molly Kellogg, CEO of Hubbard-Hall, commented, “Randy is . . . always in the customer’s corner.” She continues enthusiastically commenting about Pavco’s legacy of innovative plating chemistry.
This acquisition adds to Hubbard-Hall’s product offerings and strengthens customer support in the Northeast plating market. As part of the acquisition, Hubbard-Hall becomes a distributor of Pavco, a leading supplier of plating specialties.
Additionally, Hubbard-Hall will consolidate the distribution of MetalChem EN products in the Northeast, streamlining operations and enhancing customer service. The acquisition also grants Hubbard-Hall the rights to Prosys’s proprietary formulas for cleaning and finishing.
This press release is available in its original form upon request.