Bringing forward plans by two years, Wallwork Group have signed for a second hot isostatic press. Following hot on the heels of opening their £10 million Wallwork HIP Centre, Wallwork Group is installing this HIP to meet and serve increasing demand from various manufacturers.
David Loughlin Business Manager Wallwork HIP Centre
This second HIP from Quintus Technologies, a high pressure manufacturer with North American locations, has been contracted following Quintus completing the commissioning of the first HIP in the third quarter of 2023.
“We expected strong demand from UK castings, 3D printing, powder fabrication, and near-net-shape manufacturers. Especially, as the UK is currently under-served with hot isostatic pressing capacity,” says Wallwork HIP Centre, business manager, David Loughlin.
Adds Simeon Collins, group director of Wallwork, “Demand from customers for processing components in our first hot isostatic press has been astonishing. It is prudent to bring forward planned investment for the next HIP, knowing it will take most of 2024 to build and install. We hope to have it up and running by early 2025. Deciding to prepare pits for expansion during the first installation has proved right.”
The second HIP will be identical to the first, operating at pressures from 40 to 207 MPa (5,800 to 30,000 psi) and temperatures up to 2282°F (1250°C). It will also have the latest rapid cooling technology, as well as the capability to offer increased cycle pressures at elevated temperatures, complements engineering advances in metal 3D printing and more.
This press release from Wallwork Group can be found in its original form here.
Metal 3D additive manufacturing has grown dramatically in the last five years. Nearly every metal printed part needs to be heat treated, but this presents some challenges. This article will address some of the challenges that a heat treater faces when working with these parts.
This Technical Tuesday article, written by Mark DeBruin, metallurgical engineer and CTO of Skuld LLC, was originally published in December 2023’sMedical and Energy magazine.
Mark DeBruin Metallurgical Engineer and CTO Skuld LLC
In my experience, on average, about 10% of all 3D metal printed parts break during heat treatment; this number varies depending on the printer and the unique facility. While materials can be printed with wire or even metal foils, I’m going to mainly focus on the approximately 85% of all metal 3D printed parts that are made from metal powder and either welded or sintered together.
Most metal printed parts normally have heat added to them after printing. In addition to the heat of the printing process and wire electrical discharge machining (EDM) process to separate the part from the build plate, heat may be added up to five times. These steps are:
Burnout and sintering (for some processes such as binder jet and bound powder extrusion)
Stress relieving
Hot isostatic pressing (HIP)
Austenitizing (and quenching)
Tempering
3D printing can create a non-uniform microstructure, but it will also give properties the client does not normally desire. Heat treating makes the microstructure more uniform and can improve the properties. Please note that heat treating 3D printed parts will never cause the microstructure to match a heat treated wrought or cast microstructure. The microstructure after heat treating depends on the starting point, which is fundamentally different.
If the part is not properly sintered, there is a high chance it will break during heat treatment. It may also exhaust gases, which can damage the heat treat furnace. The off gases will recondense on the furnace walls causing the furnace to malfunction and to need repair. This can potentially cost hundreds of thousands of dollars.
During powder 3D printing, there is a wide variety of defects that can occur. These include oxide inclusions, voids, unbonded powder, or even cracks that occur due to the high stresses during printing. Even if there are not actual defects, the printing process tends to leave a highly stressed structure. All of these factors contribute to causing a print to break as the inconsistent material may have erratic properties.
In a vacuum furnace, voids can be internal and have entrapped gas. Under a vacuum, these can break. Even if something was HIP processed, the pores can open up and break. Even if they do not break and heat is applied, the metal will heat at different rates due to the entrapped gas.
Figure 1. Macroscopic view of a 3D printed surface (left) compared to machined surface (right) (Source: Skuld LLC)
There are also issues during quenching due to the differences in the surface finish. In machining, the surface is removed so there are not stress concentrators. In 3D printing, there are sharp, internal crevices that can be inherent to the process that act as natural stress risers (see Figure 1). These can also cause cracking.
When 3D printed parts break, they may just crack. This can result in oil leaking into the parts, leading to problems in subsequent steps.
Figure 2. Example wire mesh basket (Source: Skuld LLC)
However, some parts will violently shatter. This can happen when pulling a vacuum, during ramping, or during quenching. This can also cause massive damage to the furnace or heating elements. It can potentially also injure heat treat operators.
A lot of heat treaters protect their equipment by putting the parts into a wire mesh backet (Figure 2). This protects the equipment if a piece breaks apart in the furnace, and if a piece breaks in the oil, it can be found.
Print defects in metal 3D printed parts can be a challenge to a heat treater. Clients often place blame on the heat treater when parts are damaged, even though cracking or shattering is due to problems already present in the materials as they had arrived at the heat treater. As a final piece of advice, heat treaters should use contract terms that limit their risks in these situations as well as to proactively protect their equipment and personnel.
About The Author
Mark DeBruin is a metallurgical engineer currently working as the chief technical officer at Skuld LLC. Mark has started five foundries and has worked at numerous heat treat locations in multiple countries, including being the prior CTO of Thermal Process Holdings, plant manager at Delta H Technologies, and general manager at SST Foundry Vietnam.
Norsk Titanium, a global additive manufacturing supplier for aerospace-grade structural titanium components, announces delivery of flight critical aircraft structure to General Atomics Aeronautical Systems, Inc. (GA-ASI), a leading developer of unmanned aircraft systems and prime contractor to the US Department of Defense.
Under a development contract with GA-ASI’s Additive Design & Manufacturing Center of Excellence, Norsk Titanium has delivered RPD® final machined components for test and evaluation. GA-ASI will conduct destructive testing in support of specification and part development.
Said Nicholas Mayer, president of commercial at Norsk, “After an extensive collaborative qualification effort over the past few years with Norsk Titanium, GA-ASI plans to apply the qualified process to structural components within their next generation platforms currently under development, and is planning on their first flight of a critical, structurally loaded component, within the 2024-2025 timeframe.”
Norsk Titanium has recently announced qualification and production milestones in their core commercial aerospace titanium market.
This press release can be found in its original form here.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.com
Stephen Harris
Group Chief Executive
Bodycote
Source: LinkedIn
Bodycote has announced its acquisition of Lake City Heat Treating, based in Warsaw, Indiana, which was successfully completed on January 19, 2024. The midwestern heat treater is a leading medical market provider of hot isostatic pressing (HIP) and vacuum heat treatment services, primarily supplying the orthopedic implant market as well as civil aerospace.
Stephen Harris, group chief executive of Bodycote plc, commented: "This acquisition is an excellent fit, and it allows us to better address the growth opportunities in the medical and aerospace markets." With this acquisition, the heat treater will increase their range of specialist thermal processing and heat treatment solutions available to these industries.
Lake City Heat Treating is forecast to have achieved 2023 full year revenues of around $14m (£11m). The business revenue grew 30% in 2023 and looking ahead is expected to continue to deliver good progress.
Their constant growth reflects the high-quality business that has successfully gained share among distinguished medical and aerospace OEMs. The acquisition fits with Bodycote’s strategy to grow its Specialist Technologies businesses.
This Bodycote press release can be found in its original form here.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Have you decided to purchase batch or continuous furnace system equipment? Today's episode is part 2 of the Heat Treat Radio lunch & learn episode begun with Michael Mouilleseaux of Erie Steel. Preceding this episode were Part 1 (episode #102) and a Technical Tuesdaypiece, so listen to the history of these systems, equipment and processing differences, and maintenance concerns before jumping into this episode about capability and throughput.
Doug Glenn,Heat Treat Todaypublisher and Heat Treat Radio host; Karen Gantzer, associate publisher/editor-in-chief; and Bethany Leone, managing editor, join this Heat Treat Today lunch & learn.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
An Example: Carburizing (00:52)
Michael Mouilleseaux: What we want to do here is just compare the same part, the same heat treating process, processed in a batch furnace and processed in a pusher.
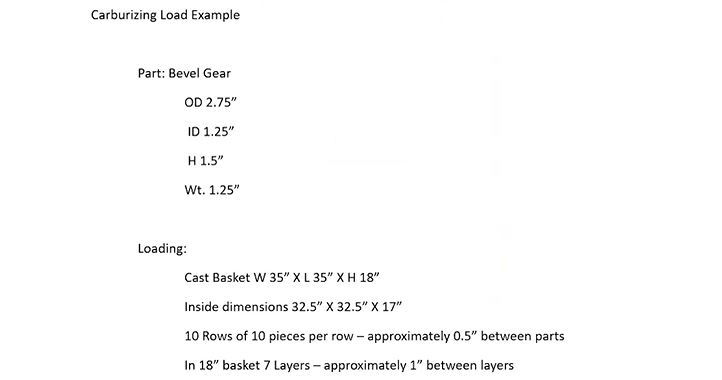
Figure 1: Carburizing Load Example (Source: Erie Steel)
Here we’re just going to make an example:
Pusher Load Description (00:58)
Contact us with
your Reader Feedback!
I’m going to take a fictious gear: it’s 2 ¾ inch in diameter, it’s got an inside diameter of an inch and a quarter, it’s an inch and a half tall, and it weighs 1.25 pounds. For our purposes here, we’re going to put these in a cast basket. For the furnace that we’re going to put them in, the basket size is 36 inches square — so, it’s 36 x 36. The height in this pusher furnace is going to be 24 inches; the inside dimensions of a 36-inch basket (actually it’s a 35-inch basket that sits on a 36-inch tray) is 32 ½ inches.
Michael Mouilleseaux General Manager at Erie Steel, Ltd. Sourced from the author
We’re going to say that this basket is 18 inches tall, so we’re going to get 7 layers of parts so that there’s approximately 1 inch between each layer of parts. This loading scheme gets us 700 pieces in a basket; it gets us 875 pounds net.
So the 36-inch basket that’s 18 inches tall and we’ve got 10 rows of 10 pieces, and we’ve got 7 layers of these things, so we have some room in between them. The reason for that is circulation of atmosphere and quenchant. This is what’s going to constitute the pusher load.
Batch Load Description (03:09)
Now, when we go to the batch load, we’re going to take four of these, because the batch furnace that we’re going to compare this to is going to be 36 inches wide and it’s going to be 72 inches long. We have two baskets on the bottom, 36, and then two of them is 72, and two on top. They’re 18 inches high, so 18 and 18 is 36 — a standard 36 x 72. It’s got 40 inches of height on it. I can take that 36 inches, put it on a 2 ½-inch tray and I can get it in and out of the furnace.
What is this four baskets? 2800 pieces in a load and 3500 pounds. That’s the difference. I’m comparing one basket, 700 pieces and 875 pounds and we’re going to compare that to what we would do if we ran a batch load, which is significantly more. It’s 2800 pieces and 3500 pounds.
What do we want to do with this?
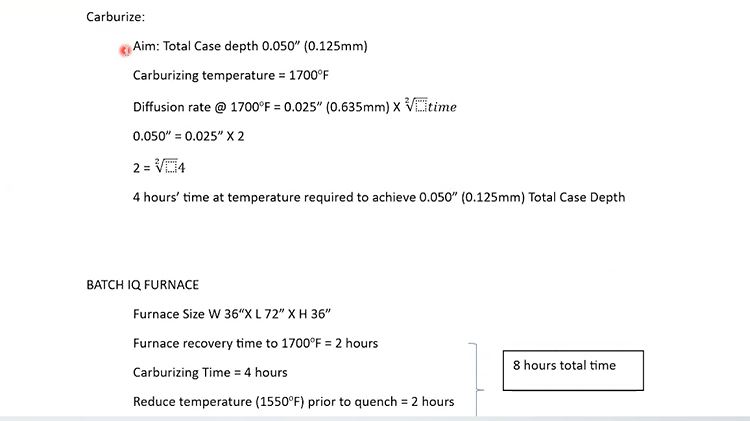
Let’s say that we’re going to carburize this, and we want 50 thousandths case (total case depth of 0/050”). Now, I will show you very soon why we’ve chosen 50 thousandths case. Because at 1700°F (which is what we’re going to carburize at), the diffusion rate is 25 thousandths of an inch times the square root of time.
Now, I can do that math in my head. 25 thousandths times 2 is 50 thousandths. That means we need four hours. So, the part would have to be in the furnace for four hours, at temperature, carburizing, in order to achieve 50 thousandths case.
Figure 2: Batch IQ Carburizing Load (Source: Erie Steel)
Batch Furnace Time (04:59)
Let’s look at the next section. As we said, the furnace is 36 x 72 x 36 and we have 2800 pieces in the load. So, that is 1700°F. We’re going to say that there is 3500 pounds and there is probably another 800 or 900 pounds in fixturing so that’s about 4500 pounds. It’s very conservative; in a 36 x 72 furnace, you could probably get away with running 6,000 pounds. This is just a load that is well within the capability of that.
Furnace recovery is going to take two hours.
Doug Glenn: Meaning, it’s going to take you two hours to get up to temperature.
Mike Mouilleseaux: Until the entirety of the load is at 1700°F, that’s right. Inside, outside, top to bottom.
We’re going to carburize this at four hours, as we described previously; we calculated that and we need four hours to get our 50 thousandths case. Then we’re going to reduce the temperature in the furnace to 1550°F so that we can quench it.
So, we have two hours of furnace recovery, four hours at carburizing, two hours to reduce the temperature and attain a uniform 1550°F. That’s eight hours, and that’s what you would term an 8-hour furnace cycle.
We know that we have 2800 pieces in the load. In eight hours (2800 divided by 8) you’ve got 350 pieces/hour. That’s what the hourly productivity would be in this load.
We won’t talk about “what could we do.” There’s a lot of things that we could do. This is simply an example.
Pusher Furnace Time (07:05)
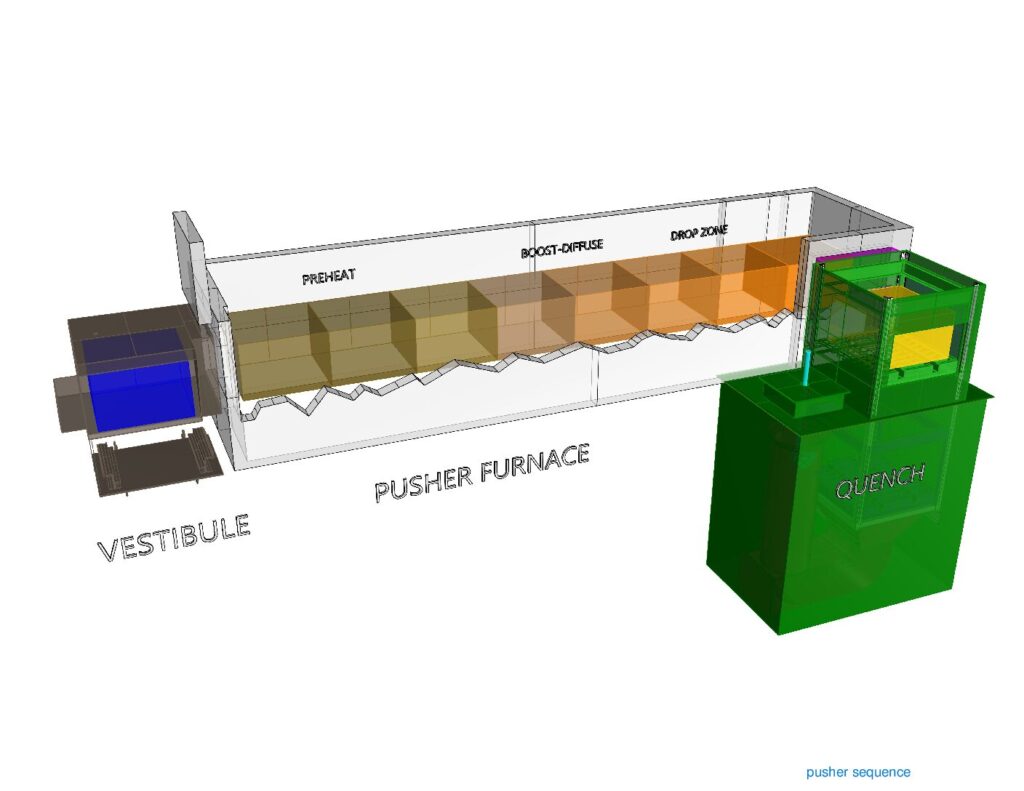
Now, in the pusher load, as previously described, it’s 36 x 36 and it’s 24 inches high. Now, we know that we have a basket that’s 18 inches high. Again, it’s going to sit on a 2-inch tray, so we’ve got 21 inches of the top of the basket that is going to fit in the furnace; there are going to be no issues with that whatsoever.
The controlling factor is that we want four hours at temperature. In the boost and diffuse, we have four positions. The furnace cycles once per hour.
We get one load size (700 pieces, 875 pounds) every hour. So, in this example (an 8-position, 36-square pusher) this process would yield 700 pieces an hour, and a batch furnace loaded as we described (same exact loading and number of pieces/basket) would yield 350 pieces/hour. In this scenario, the pusher furnace is going to produce twice the number of parts/hour that the batch would.
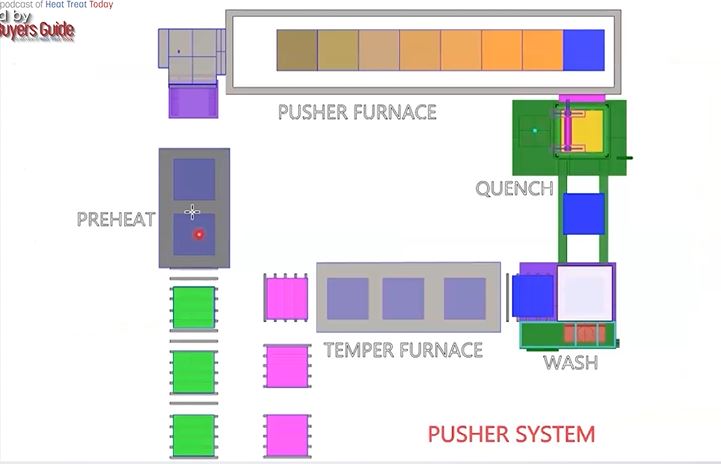
So, you would say, “Well, let’s just do that.” What you have to understand is that every hour, you are going to produce 700 pieces. If we went back and we looked at that description of what that pusher system looked like, you would see there are 23 positions in that. When I load a load, it’s going to be 23 hours before the first load comes out.
What we’re talking about is whether or not there were 700 pieces and 800 pounds, 23 of those[ET10][BL11] load.
The point would be, you either have to have enough of the same product or enough of similar product that can be processed to the same process to justify using something like this. Because if we want to change the cycle in the furnace. So, can we do that? The answer is absolutely, yes.
The preheat there, that stays at relatively the same temperature. The first zone in the furnace where we’re preheating the load, that temperature can be changed, as can the temperature in the boost diffuse and/or cycle time.
Figure 3: Pusher Furnace System (Source: Erie Steel)
So, in our example, we used an hour. What if you wanted 40 thousandths case and you’re going to be closer to 45 minutes or 50 minutes of time, how would you accomplish that? That can be done.
Typically, commercial heat treaters would come up with a strategy on how to cycle parts in and hold the furnace, or how many empties you would put in the furnace before you would change the furnace cycle.
Obviously, in the last two positions, where you’re reducing temperature, you could change the temperature in either the first two positions, where you’re preheating the load, or you could change the carburizing temperature, because when we’re dropping the temperature, it doesn’t have a material effect upon that.
Typically, in an in-house operation, you would not do that kind of thing, for a couple of reasons, not the least of which would be considering the type of people that you have operating these furnaces. They come in and out from other departments, and this is the kind of thing that you would want someone experientially understanding the instructions that you’ve given them. The furnace operator is not necessarily going to be the one to do it; this may be a pre-established methodology. You want them to execute that. But if you have somebody that is running a grinder and then they’re running a plating line and then they’re coming and working in the heat treat, that would not be the recipe for trying to make these kinds of changes.
As I described to you before, I worked in another life where we had 15 pushers. They were multiple-row pushers. We made 10,000 transfer cases a day. The furnace cycle on every furnace was established on the 1st of January, and on the 31st of December it was still running the same furnace cycle. You never changed what you were doing. The same parts went into the same furnaces and that’s how they were able to achieve the uniform results they were looking for.
Pusher Furnaces and Flexibility (12:45)
So, the longer the pusher furnace is, the less flexible it is.
In this example, you have eight. You know, there are pusher furnaces that have four positions. If you think about it, in a 4-position furnace, you could empty it out pretty quickly and change the cycle.
There are a lot of 6-position pusher furnaces in the commercial heat treating industry; that seems to be a good balance. The number of multiple-row pushers in the commercial industry, they’re fewer and far between. I’m not going to say they’re nonexistent, but enough of the same kind of product to justify that is difficult.
I think the bottom line here is, for companies that are having high variability, low quantity, low volume loads, generally speaking, your batch is going to be good because it’s very flexible, you can change quickly.
However, with a company like the one you were describing where there is low variability and very high volume, pushers are obviously going to make sense. But there is a whole spectrum in between there where you’re going to have to figure out which one makes more sense — whether you’re going to go with a batch or a continuous.
Mike Mouilleseaux: Possibly underappreciated is the aspect of distortion.
In that carburizing example, you’d say, “We have an alloy steel, we’re aiming for 50 thousandths case — what’s the variation within a load?” And I’m going to say that it is going to be less than 5 thousandths, less than 10%. From the top to the bottom, the inside to the outside, it’s going to be less than 5 thousandths. That same process, in the pusher furnace is going to be less than 3 thousandths.
That’s one aspect of the metallurgy. The other aspect is quenching.
Doug Glenn: 5 thousandths versus 3 thousandths — 3 thousandths is much more uniform, right?
Mike Mouilleseaux: Correct.
Doug Glenn: And that’s good because that way the entire load is more consistent (in the continuous unit, let’s say).
Mike Mouilleseaux: That is correct.
Then there is the consistency in quenching. In the batch furnace, you’re quenching 36 inches of the parts. If we had seven layers in the pusher, we have 14 layers of parts in the batch. What are the dynamics involved in that?
We have experience that the ID of a gear (it’s a splined gear) in a batch furnace, we were able to maintain less than 50 microns of distortion. There is a lot involved in that, that’s not for free; there’s a fair amount involved in that and it’s a sophisticated cycle, if you will. That same cycle in a pusher furnace, same case depth, similar quenching strategy, will give you less than half that amount of distortion.
To the heat treater, where we’re talking about the metallurgy of this, you’re going to think 5 thousandths or 3 thousandths is not a big deal.
To the end-user, that reduction in distortion all of a sudden starts paying a number of benefits. The amount of hard finishing that has to be done or honing or hard broaching or something of that nature suddenly becomes far more important.
Doug Glenn: Yes. That adds a lot of money to the total process, if you’ve got to do any of those post heat treat processes.
Mike Mouilleseaux: To a large extent, that is due to the fact that you have a smaller load. If you have a smaller load, you have less opportunity for variation — it’s not that it’s all of a sudden magic.
Doug Glenn: And for the people that don’t understand exactly what that means, think about a single basket that goes into a quench tank and four baskets, arranged two on top and two on bottom. The parts in the middle of that are going to be quenched more slowly because the quench is not hitting it as much.
So, the cooling rates on a stacked load are going to be substantially different than for a single basket, and that’s where distortion can happen.
Mike Mouilleseaux: There are a tremendous number of components that are running batch furnaces successfully. The transportation industry, medical, aerospace, military — are all examples. I’m simply pointing out the fact that there is an opportunity to do something but what we have to keep in mind is — how many of those somethings are there available?
The one thing you would not want to do is try to run four loads in a pusher furnace that could hold 10 because the conditions are not going to be consistent. The front end (the first load) has nothing in front of it so it’s heating at a different rate than the loads in the center, and the last load is cooling at a different rate than the loads that were in the center. That which I just described to you about the potential improvement in distortion, that would be negated in that circumstance.
Doug Glenn: If you’re running a continuous system at full bore and you’re running a batch system at full capacity, especially when you get to the quench, there are a lot of other variables you need to consider in the batch.
This is simply because of the load configuration, and the rates of cooling from the outer parts — top, bottom, sides, as opposed to the ones in the middle. Whereas with a single basket, you still have to worry about the parts on the outside as they’re going to cool quicker than the parts on the inside, but it’s less so, by a significant degree.
Mike Mouilleseaux: Something that I have learned — which is totally counterintuitive to everything that I was educated with and everything that I was ever told— we’d always thought that it was the parts in the top of the load where the oil had gone through and had an opportunity to vaporize and you weren’t getting the same uniform quench—those were the parts that you had the highest distortion.
Counterintuitively, it’s the parts in the bottom of the load that have the greatest degree of distortion. It has very little to do with vaporizing the oil and it has everything to do with laminar flow versus turbulent flow.
Doug Glenn: In the quench tank, is the oil being circulated up through the load?
Mike Mouilleseaux: Yes.
Doug Glenn: So, supposedly, the coolest oil is hitting the bottom first.
Mike Mouilleseaux: Yes.
Thoughts on the Future of Furnace Improvement (22:20)
Doug Glenn: What about the future on these things?
Mike Mouilleseaux: Where do we think this thing is going? Obviously, you’re going to continue to see incremental improvement in furnace hardware: in burners, in controllers, in insulation, in alloys. These things will be more robust; they’re going to last longer. If we looked at a furnace today and we looked at a furnace that was made 50 years ago, and we stood back a hundred yards, almost no one could tell what the difference was, and yet, it would perform demonstrably different. They are far more precise and accurate than ever.
For the process control systems, we’re going to see real-time analysis of process parameters. We don’t have that now. I think that machine learning is going to come into play, to optimize and predict issues and prevent catastrophic things.
In terms of atmosphere usage, if you’re running the same load, and you run it a number of times, the heating rate should be the same, and the amount of gas that you use to carburize that load should be exactly the same. But if you have a problem with atmosphere integrity — you got a door leak, you got a fan leak, or you got a water leak on a bearing — those things are going to change. Now, by the time it gets your attention, you could’ve dealt with that much sooner and prevented other things from happening.
"For the process control systems, we’re going to see real-time analysis of process parameters. We don’t have that now. I think that machine learning is going to come into play, to optimize and predict issues and prevent catastrophic things."
So, did it cause a problem with the part? By the time it causes a problem with the part, it’s really serious. The point is that there is something between when it initiated and when it’s really serious. With the right kind of analysis, that could be prevented. I think that that kind of thing is coming.
Motor outputs, transfer times — I see all of those things being incorporated into a very comprehensive system whereby you’re going to understand what’s happening with the process in real-time. If you make adjustments, you’re going to know why. Then you’re going to know where you need to go and look to fix it.
The other thing I see happening in the future is all about energy and greenhouse gases. Our Department of Energy has an industrial decarbonization roadmap today, and it’s being implemented, and we don’t even know it. One of the targets in this industrial decarburization roadmap is reduction in greenhouse gases: 85% by 2035, net zero by 2050.
So, what does that mean? I’ve listened to the symposiums that they have put on. There are three things that they’re looking for and one is energy efficiency. I’m going to say that we’ve been down that road and we’ve beat that dog already. Are there going to be other opportunities? Sure. It’s these incremental things, like burner efficiency. But there is no low hanging fruit in energy efficiency.
The other thing is going to be innovative use of hydrogen instead of natural gas because the CO₂ footprint of hydrogen is much lower than that of natural gas. If you look at how the majority of hydrogen is generated today, it’s generated from natural gas. How do you strip hydrogen out of there? You heat it up with natural gas or you heat it up with electricity. Hydrogen is four times the cost of natural gas as a heating source.
The other thing that they’re talking about is electrifying. It’s electrify, electrify, electrify. The electricity has to be generated by clean energy. So, does that mean that we run our furnaces when the wind is blowing or the sun is out, or we’re using peaker plants that are run off hydrogen, and the hydrogen is generated when the sun is shining or the wind is blowing, and we’re stripping out the natural gas?
From what I, personally, have seen with these things, these are absolutely noble goals. You could not disagree with them whatsoever. The way that they want to go about accomplishing it, and the timeline that they wish to accomplish that in, is unrealistic.
If you look at how the majority of hydrogen is generated today, it’s generated from natural gas. How do you strip hydrogen out of there? You heat it up with natural gas or you heat it up with electricity. Hydrogen is four times the cost of natural gas as a heating source.
Doug Glenn: Well, Michael, don’t even get me going on this! There are a lot of different things that are going on here but it’s good to hear you say this stuff. I agree with you on a lot of this stuff. They are noble goals; there is absolutely nothing wrong with electrifying.
Now, I do know some people — and even I would probably fall into the camp of one of those guys — that questions the premise behind the whole decarbonization movement. I mean, is CO₂ really not our friend? There’s that whole question. But, even if you grant that, I agree with you that the timeframe in which they’re wanting to do some of these things is, I think, fairly unrealistic.
It’s always good to know the reality of the world, whether you agree with it or not. It’s there, it’s happening, so you’ve got to go in with eyes wide open.
Safety Concerns (29:41)
Mike Mouilleseaux: The safety concerns on these are all very similar. You know, the MTI (Metal Treating Institute) has some pretty good safety courses on these things, and I think there are a lot of people who have taken advantage of that. The fact that it’s been formalized is much better.
When I grew up in this, it was something that you learned empirically, and making a mistake in learning it, although the learning situation is embedded in you, sometimes the cost of that is just too great, so that the probability of being hurt or burnt or causing damage to a facility, is just too great.
There are definitely things that need to be addressed with that, and there are some very basic things that need to be done.
Doug Glenn: Michael, thanks a lot. I appreciate your expertise in all these areas, you are a wealth of knowledge.
Michael Mouilleseaux is general manager atErie Steel LTD. Mike has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY and as the Director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Having graduated from the University of Michigan with a degree in Metallurgical Engineering, Mike has proved his expertise in the field of heat treat, co-presenting at the 2019 Heat Treat show and currently serving on the Board of Trustees at the Metal Treating Institute.
Navigate the heat treat events upcoming in the months ahead with Heat Treat Today’s Industry Calendar. This hidden gem is located in the “Events” tab on www.heattreattoday.com, and it is always updating with the latest industry events. As you make your vacation plans, be sure you aren’t missing any key events; in mid-February, three industry events are happening on the same day! Check out a couple of upcoming event descriptions in today’s original content piece below!
If you have an event to add — or want to give us a heads up on an event that you and others are going to attend — feel free to reach out to the editors at editor@heattreattoday.com.
Jump over to the “Events” tab on www.heattreattoday.com, and you’ll find the Industry Calendar located third down. This calendar allows you to search by month or day in list or calendar view format so that you can visualize upcoming heat treat events with ease.
A Couple Tips To Navigate The Calendar:
Select view options from “list,” “month,” or “day” (see image 1).
In the “month” view, if you want to learn more about an item in the calendar, hover over the name of the event to see the image (see Image 2).
Search for events in the industry using the search bar at the top of the page.
Image 1Image 2
A Quick Look at Upcoming Winter Events
The end of January and February are busy months in the heat treat world. Stay informed and be sure not to miss any important dates!
“Looking to stay ahead of the curve? We attract the top minds in the industry to keep you current on everything HVACR. In addition to the latest products and technology, we’ll explore trending topics in all sectors of the industry including AI & controls, decarbonization, plumbing & hydronics, heat pumps, refrigerants, workforce development, business & professional growth, and much more.”
MDSM is the world’s leading conference & expo focused on the latest technical advancements in motor, drive systems, motion control, magnetic applications, technology, and rare earth materials.
“This is a once-a-year opportunity for professionals to hear world-class content in design, efficiency, and application advancements in automation, robotics, manufacturing, utilities, automotive, medical, consumer, aerospace & defense industries.”
“Held this year in Brisbane, Australia, SIM-PAC brings together in one location the four of the key components that will deliver a sustainable future for industrial manufacturing: technology, machinery, environmental design, and process engineering.
‘Not only will it be a window into the future, but it will also have a critical focus on what is ready for deployment today,’ says Geoff Matthews, SIM-PAC Event Director and Partner.”
“Each of IHEA’s Sustainability Webinars covers a different topic. This time, the topic will be carbon capture.
With the popularity and success of this summer’s Sustainability & Decarbonization Webinar Series, the Industrial Heating Equipment Association (IHEA) announces an expansion of the series with eleven new sustainability webinars in 2023 through 2024. ‘With interest very high regarding sustainability and reducing carbon emissions and greenhouse gases,’ notes IHEA Executive Vice President Anne Goyer, ‘the IHEA Board of Directors feels there is a strong need to continue providing valuable information that will assist our industry in navigating sustainability issues.’ The series will continue to be offered on the third Thursday of every month with an occasional exception for holidays.”
This is only the beginning of what the Industry Calendar can do for you! Explore more here.
Sludge, scale, and dirt are all undesirables in quench oils that can cause detrimental effects during quenching. Bag filtration and centrifuge filtration are put to the test in this investigation. Compare the results before you make your next purchase.
This Technical Tuesday article, written by Greg Steiger, senior account manager, and Michelle Bennett, quality assurance specialist, at Idemitsu Lubricants America, was originally published in November 2023’s Vacuum Heat Treatmagazine.
Introduction
The primary role of a quench oil is to dissipate the heat from a quenched load safely, quickly, and uniformly. Both sludge and heat scale have a higher heat transfer coefficient than quench oil and dissipate heat more than this quench medium. This can affect the performance of a quench oil.
To obtain the desired metallurgical results, the operation of a quench system must be both consistent and uniform. The presence of sludge from quench oil oxidation and scale within the quench oil, pump, and heat exchangers can lead to variability in key parameters such as grain size, hardness, case depth and surface finish. The best way to minimize the detrimental effects of sludge and scale is to remove these contaminants by filtration. This article will compare the two most popular types of commercial filtration available for oil quench systems: bag filters vs. centrifuge filtrations.
This article will compare the two most popular types of commercial filtration available for oil quench systems: bag filters vs. centrifuge filtrations.
Test Methods
To simulate a two-stage bag filter, the following lab procedure was followed.
A 300-mL sample of used quench oil was passed through a 75-micron filter paper. The filtrate from the 75-micron filter was then filtered through a 25-micron filter paper. To simulate the pressure typically found in an industrial bag filter, the filtration in both the 75-micron and 25-micron papers was aided by a vacuum pump that pulled used quench oil through the filter paper.
To simulate the effects of centrifugal separation, a benchtop centrifuge was used. A 300-mL sample of used quench oil was placed in a centrifuge tube and centrifuged for 25 minutes at a speed of 3,500 RPM. An additional 300-mL sample was placed in an identical centrifuge tube and centrifuged for 180 minutes at 3,500 RPM as well.
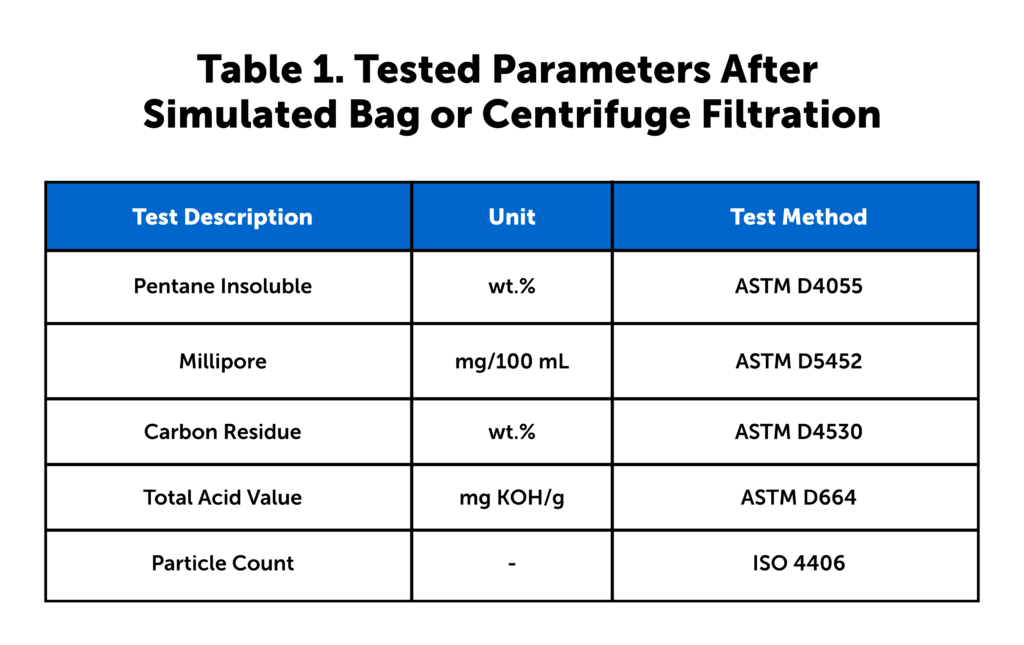
In addition to the lab testing of dirty quench oil samples, we monitored the particle count and pentane insolubles in samples from an in-use heat treating furnace. This study began with charging the furnace with clean quench oil that was filtered using a single stage 25-micron filter and collected after each filtration. At the conclusion of each timed centrifuge session, the filtrate and the centrifuged sample were tested across five tests, see Table 1.
Table 1. Tested parameters after simulated bag or centrifuge filtration (Source: Idemitsu Lubricants America) Note on Table 1: Pentane insolubles measure sludge and scale present in the quench oil after the filtration through the barrier filter or after the centrifuge. Millipore testing is a measure of the overall cleanliness of the quench oil after either filtration or centrifuging. Carbon residue testing measures the Conradson carbon in the filtered or centrifuged quench oil and is designed to determine if any of the quench speed improver additive in the quench oil has been removed via filtration or centrifuging. By measuring the total acid number (TAN) of the quench oil, it is possible to determine if the quench oil is becoming oxidized and beginning to create unwanted sludge. The ISO Particle Count tests for solids contamination, providing a quantitative value for the number of particles that are larger than 4 μm, 6 μm, and 14 μm.
Filtration Results
Because industrial quench oil filters are under a slight pressure, it would be very difficult to replicate this in a laboratory setting. To simulate the slight pressure found in industrial oil filters, we used a Buchner funnel connected to a vacuum pump to simulate the industrial pressure vessel. A similar setup is depicted in Figure 1.
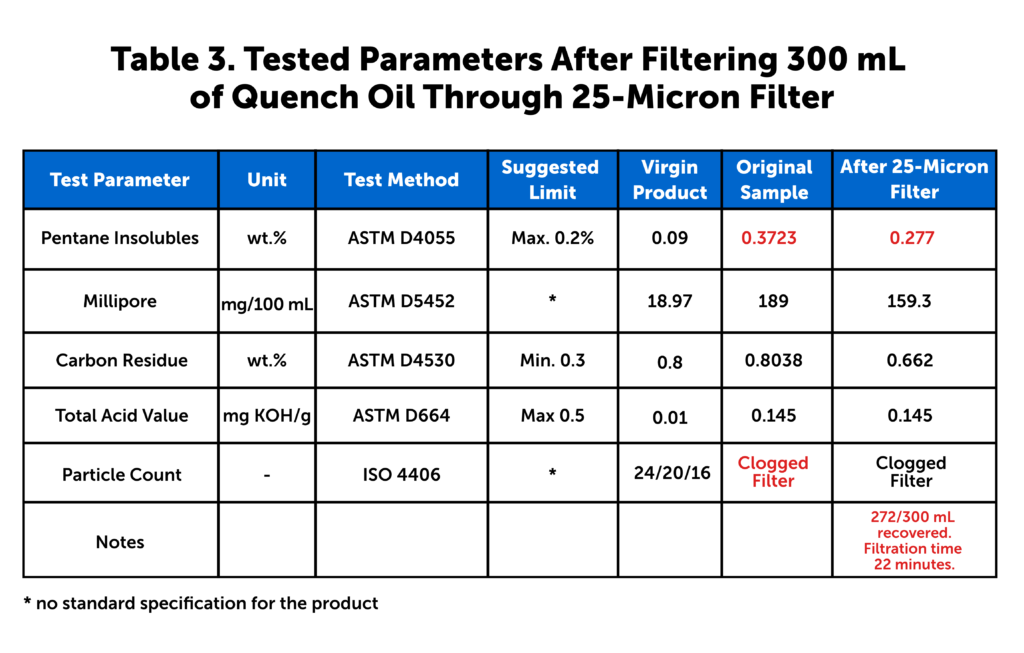
The results post-filtration are depicted in Table 2 and Table 3.
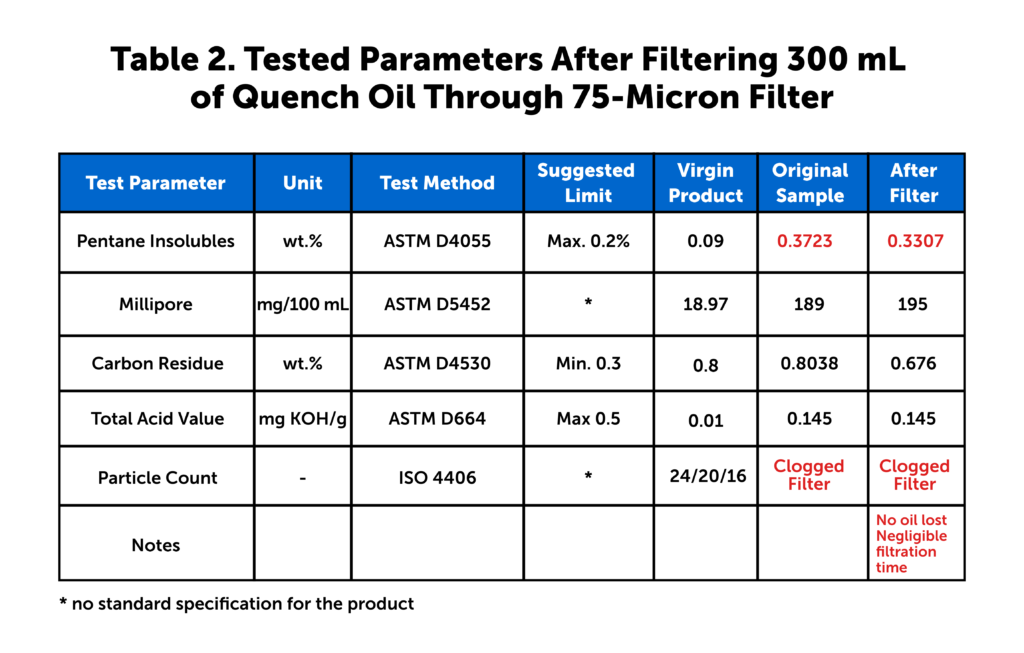
Table 2. Tested parameters after filtering 300 mL of quench oil through 75-micron filter (Source: Idemitsu Lubricants America)Table 3. Tested parameters after filtering 300 mL of quench oil through 25-micron filter (Source: Idemitsu Lubricants America)
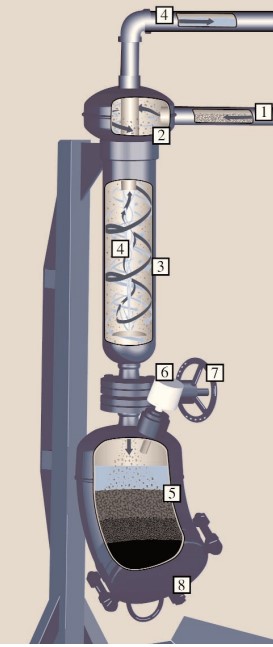
Another popular method of filtration in a heat treating facility is through a centrifuge. While it is impractical to use a full-size industrial centrifuge in a lab, the same results can be achieved through the use of a smaller sample size and a benchtop centrifuge. A benchtop centrifuge similar to the one seen in Figure 2 was used to produce the results in Tables 4 and 5 (below).
Understanding the Test Methods: Bag/Barrier Filtration
Figure 3. Polyethylene felt filter bag and filter canister (Source: SBS Corporation)
Bag (or barrier) filtration is the most common type of filtration used in quench oil filtration. For the heat treater, there are many different size filters available, as well as different configurations varying in the number of canisters and filters. The filter creates a barrier that particles greater than the pore size in the barrier cannot pass. The primary reasons for its popularity are economics, simple operation, and design. A typical polyethylene bag filter and filter cannister can be seen in Figure 3.
The most common filter sizes are 50-micron and 25-microns. Both 5-micron and 25-micron filters were used in this investigation because the test sample contained a high level of pentane insoluble. Additionally, since it is commonly thought that using a 50-micron filter will cause blinding and clogging, we chose a 75-micorn filter and a subsequent filtration step of using a 25-micron filter to simulate a common two-stage quench oil filter.
Understanding the Test Methods: Centrifuge Filtration
Using a centrifuge to filter out sludge and scale is also commonly used in many heat treating operations. The difference between centrifugal filtration and barrier filtration is centrifugal filtration relies on gravity, friction, and centrifugal force to separate the particles from a quench oil instead of a physical barrier (Figure 4).
Figure 4. Horizontal centrifugal filtration (Source: SBS Corporation)
In the horizontal centrifugal filtration diagram, the dirty oil enters the tangential opening (section #1) and is forced into a spinning motion. A centrifugal force (occurring in section #2) is based on the spinning pentane insolubles, scale, and any other solids contained in the dirty oil.
In section #3, the friction created by the flow of the solids, scale, and other undesirables encountering the steel body of the centrifugal separator creates a low viscosity shear layer. In section 4, the clean liquid travels through a vortex and leaves through a side discharge. The slowing velocity of the undesirables allows gravity to pull them into the debris collection area in section #5. The now cleaned oil regains its velocity and continues through the vortex created by the centrifugal forces acting on the solids to a center discharge and back to the quench tank. As the debris fills section 6, a light will illuminate, indicating the receptacle is full and needs to be emptied.
Once the undesirables fill the debris collection area, an indicator light signals the receptacle is full and a gate knife control valve (section #7), is manually closed so the debris collector can be opened via the closure (section #8).
Discussion
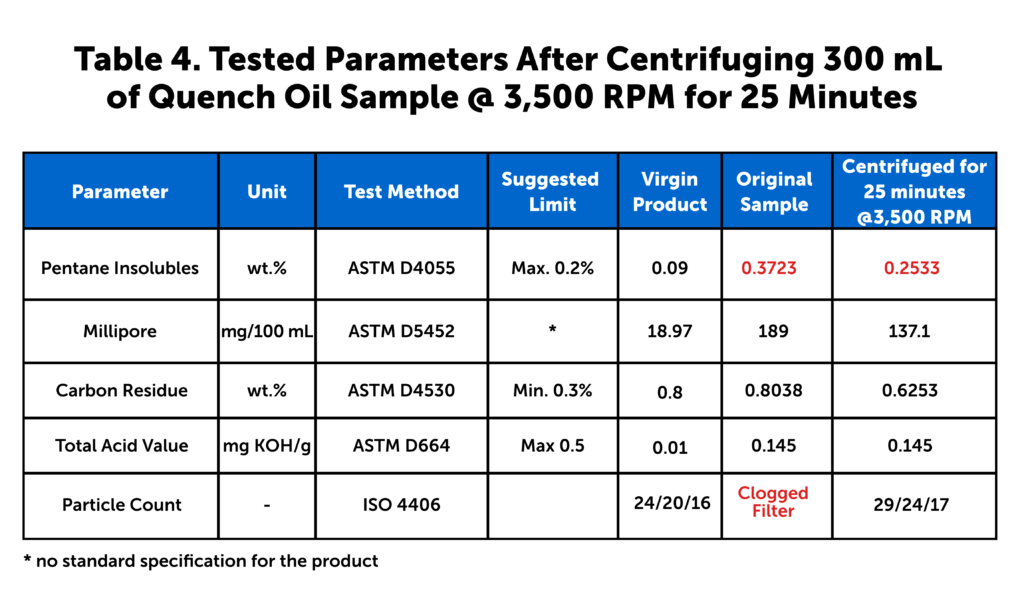
Table 4. Tested parameters after centrifuging 300 mL of quench oil sample @ 3,500 RPM for 25 minutes
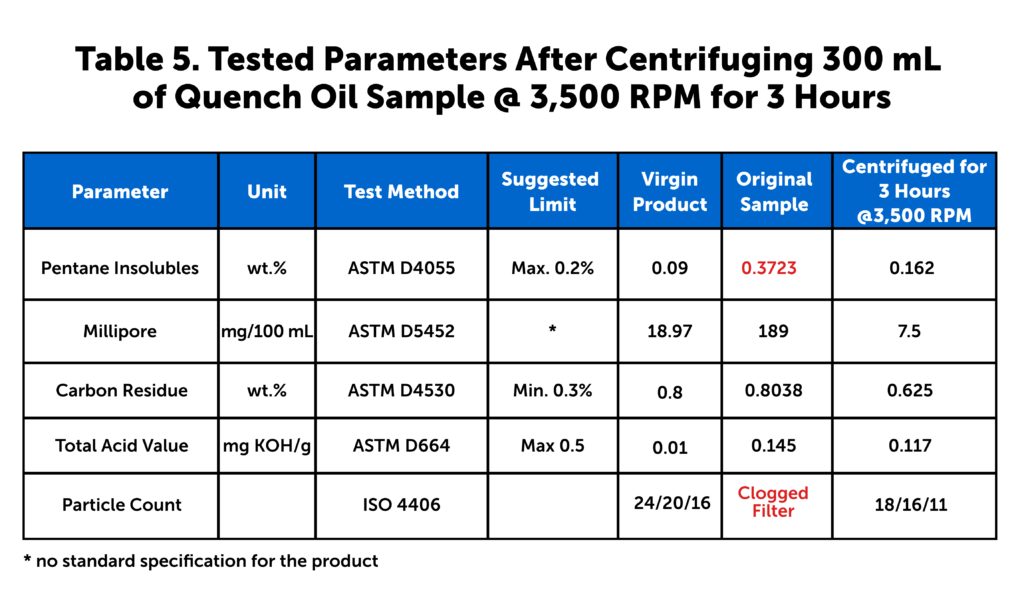
(Source: Idemitsu Lubricants America)Table 5. Tested parameters after centrifuging 300 mL of quench oil sample @ 3,500 RPM for 3 hours
(Source: Idemitsu Lubricants America)
As seen in Tables 2 and 3, filtration does improve the overall cleanliness of the dirty quench oil. The weight percent of the pentane insolubles showed a significant improvement when filtered through the 25-micron fi lter. However, the level of pentane insolubles was still outside of the suggested limits for the quench oil.
This was not seen when the quench oil was filtered through a 75-micron filter. The 75-micron filter had little or no effect on the Millipore results. The Millipore results increased when filtered through a 75-micron filter. This leads us to believe some of the particles within the dirty oil were forced through the 75-micron filter and not through the 25-micron filter, as the 25-micron filter showed an improvement in Millipore results.
An ISO particle count was not possible on the original used samples or the filtered samples because the filter clogged on all three test samples.
The largest difference in results lies in the carbon residue testing. The level of carbon residue is essentially the same after both the 75-micron and 25-micron filter samples. Both of the carbon residue levels are within the normal suggested limits. However, the high level of sludge in the original dirty sample is likely removing some of the quench speed improver from the quench oil. The removal of the quench speed improver changes the performance of the quench oil over time.
In examining the results of the centrifuge testing in Tables 4 and 5, it is clear centrifuging for 25 minutes has better effect on the cleanliness of the oil sample than filtering through a 25-micron filter. The level of pentane insolubles after centrifuging for 25 minutes at 3,500 RPM is still outside of the suggested limit. However, running the centrifuge for three hours under the same conditions not only brings the pentane insolubles within the suggested limits, the Millipore and particle counts also see an improvement over the virgin oil sample results. The carbon residue levels behave much the same as they do in the filtration tests.
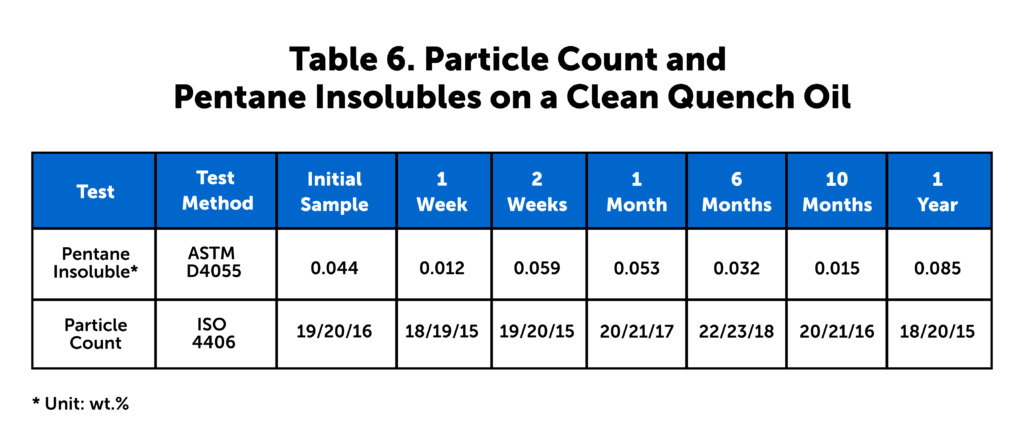
What is significant is the year-long study we conducted using actual customer data. In this study, a furnace was dumped, cleaned, and then filled with clean virgin oil. The authors then tested the ISO particle counts and pentane insolubles for one year after the furnace was charged with clean oil. These results are seen in Table 6. These data show essentially no change in the particle counts and a slight improvement in the level of pentane insolubles over the one-year period.
Table 6. Particle count and pentane insolubles on a clean quench oil (Source: Idemitsu Lubricants America)
Conclusion
From the testing conducted, it is clear the filtration through a 75-micron filter has little to no effect upon the tested parameters and the performance of the quench oil. The high levels of pentane insolubles will likely clog heat exchangers, pumps, and valves within the quench system. The dirty oil will also likely cause metallurgical issues such as isolated soft spots due to the slower heat transfer of the dirty oil. The results of filtering a dirty oil through a 25-micron filter show some improvement in the pentane insoluble levels. However, the result is still outside of the recommended limits for the oil. Additionally, the ISO particle counts were not able to be tested due to the overall dirty condition of the filtered sample.
In contrast to the bag filter samples, the centrifuge samples showed a marked improvement over the dirty sample. While the pentane insoluble level was slightly out of the recommended limit for the 25-minute centrifuge sample, all results were within the recommended specifications for the three-hour centrifuge sample. In some cases, such as the particle count, the centrifuge sample had better results than the virgin sample.
While the centrifuge and filter results both show how hard it is to effectively clean a dirty quench oil, the results from the year-long study show very little difference in particle counts and a slight decrease in pentane insolubles, which can be explained through the normal addition of virgin make up oil to the quench system.
It is clear both centrifuge separation and bag filtration can improve the overall condition of a dirty quench oil. However, if your level of dirt, sludge, and scale reaches near the levels of the tested sample, a centrifuge is better at removing these than filtration. Overall, the data show the most important and efficient method is to begin filtering a clean quench oil as soon as the quench tank is charged.
About The Authors
Greg Steiger is the senior account manager at Idemitsu Lubricants America. Previous to this position, Steiger served in a variety of technical service, research and development, and sales and marketing roles for Chemtool Incorporated, Witco Chemical Company, Inc., D.A. Stuart Company, and Safety-Kleen, Inc. He obtained a BS in Chemistry from the University of Illinois at Chicago and recently earned a master’s degree in Materials Engineering at Auburn University. He is also a member of ASM International.
Michelle Bennett is the quality assurance specialist at Idemitsu Lubricants America, supervising the company’s I-LAS used oil analysis program. Over the past 12 years, she has worked in the quality control lab and the research and development department. Her bachelor’s degree is in Chemistry from Indiana University. Michelle is a recipient of Heat Treat Today’s 40 Under 40 Class of 2023 award.
The search for sustainable solutions in the heat treat industry is at the forefront of research for industry experts. Michael Stowe, PR, senior energy engineer at Advanced Energy, one such expert, offers some fuel for thought on the subject of how heat treaters can reduce their carbon emissions.
This Sustainability Insights article was first published in Heat Treat Today’sDecember 2023 Heat Treat Medical and Energy print magazine.
Michael Stowe PE, Senior Energy Engineer Advanced Energy
The question in the article title is becoming increasingly popular with industrial organizations. Understanding the carbon content of products is becoming more of a “have to” item, especially for organizations that are in the supply chain for industrial assembly plants such as in the automotive industry. Many heat treaters are key steps in the supply chain process, and their carbon footprints will be of more interest to upstream users of heat treated parts in the future. I know I am overstating the obvious here, but I am going to do it anyway for emphasis:
Click to share your Reader Feedback
Heat treating requires HEAT.
HEAT requires ENERGY consumption.
ENERGY consumption creates a carbon footprint: a. Fossil fuels heating — direct carbon emissions (Scope 1) b. Electric heating — indirect carbon emissions (Scope 2)
Therefore, by definition and by process, if you are heat treating, then you are producing carbon emissions. Again, the question is, “How can we work to get the carbon out of heating?” Let us explore this.
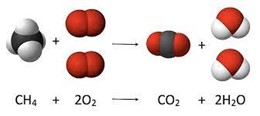
Once more, heat treating requires energy input. The energy sources for heat treating most frequently include the combustion of carbon-based fossil fuels such as natural gas (methane), propane, fuel oil, diesel, or coal. Also, most combustion processes have a component of electricity to operate combustion air supply blowers, exhaust blowers, circulation fans, conveyors, and other items.
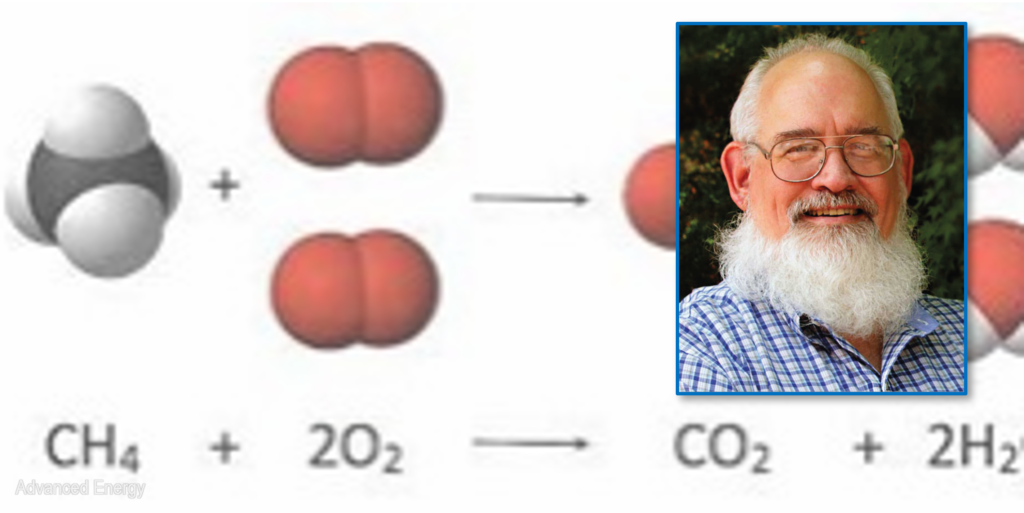
Figure 1 shows the chemical process for the combustion of methane (i.e., natural gas). Figure 1 demonstrates that during combustion, methane (CH4) combines with oxygen (O₂) to form carbon dioxide (CO₂) and water (H₂O). This same process is true for any carbon-based fuel. If you try to imagine all the combustion in progress across the globe at any given time, and knowing that all this combustion is releasing CO₂, then it is easy to see the problem and the need for CO₂ emission reductions.
In the most basic terms, if you have a combustion-based heat treating process on your site, then you are emitting CO₂. The electricity consumed to support the combustion processes also has a carbon component, and the consumption of this electricity contributes to a site’s carbon footprint.
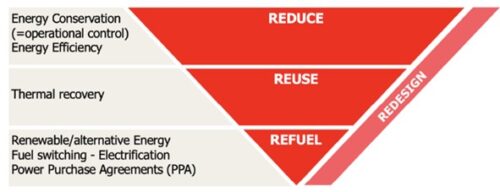
Figure 2. The 4 Rs of carbon footprint (Source: Advanced Energy)
So, combustion and electricity consumption on your site contributes to your carbon footprint. Knowing this, organizations may want to consider the level of their carbon footprint and explore ways to reduce it. There are many methods and resources available to help organizations understand and work to improve their carbon footprint. For this article, we will focus on the 4 Rs of carbon footprint reduction (see Figure 2).
We will discuss each of these approaches individually in priority order in the next installment of the Sustainability Insights.
For more information: Connect with IHEA Sustainability & Decarbonization Initiatives www.ihea.org/page/Sustainability Article provided by IHEA Sustainability
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
ECOACERO, an ESTRELLA Group company, has placed an order for a new rebar mill with a heat treater with North American locations. It will be located nearby Santo Domingo, in Dominican Republic, for serving the growing local and regional construction industry.
The upcoming ECOACERO facility with a rebar mill from SMS group will introduce a versatile range of rebar to the market, tailored to meet the demands of different construction industry segments, manufactured with state-of-the-art technology from SMS, and adhering to rigorous international quality standards.
The complete project, conceptualized with a sustainability philosophy, consists of two phases, with the forthcoming integration of a steel production, involving a melt shop with a continuous casting machine, from the scrap processing.
The scope of delivery of the SMS includes a reheating furnace for billets, feeding a continuous single-strand rolling mill. Products are finished on a MEERdrive® finishing block, a machine that reduces CO₂ emissions and boots plant efficiency. Water boxes in the production process enable steel with improved mechanical properties through quenching and self-tempering of the bars, minimizing the use of expensive alloying elements in the melt shop.
From left to right: Pedro Estrella, Director of ECOACERO; Giuseppe Maniscalco, CEO of industrial division Grupo Estrella; Filippo Verlezza, SMS group and Nicola Redolfi, SMS group (Source: SMS group)
The second phase involves a modern electric arc furnace (EAF), high electrical efficient and designed with burner and oxygen injector technology to reduce CO₂ emissions and operating costs.
The scrap charging-based electric arc furnace will be equipped with the latest SMS technologies for safe and automatic operation aimed at reducing the carbon footprint. The entire melting-refining-casting process line is monitored by X-Pact® Level 2 system.
The plant commissioning is scheduled for the beginning of 2025, pointing to ECOACERO as the one of the largest and modern steel companies in the Caribbean and Central America.
This SMS group press release can be found in its original form here.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
An Ultra Low NOx HPH®-flameless bell-type annealing plant at thyssenkrupp Hohenlimburg has achieved CO2-neutral heat treatment of precision strip.
Tenova LOI Thermprocess, a company which is part of Tenova, continues to prove that CO2-neutral heat treatment can go together with low nitrogen oxide (NOx) emissions in a cooperation project with thyssenkrupp Hohenlimburg GmbH. Tenova LOI Thermprocess is part of Tenova and is one of the leading companies supplying industrial furnace systems for the heat treatment of metals. Tenova, a Techint Group company, is as a worldwide partner for sustainable, innovative, and reliable solutions in the metals and the mining industries.
In bell-type annealing plants, which have so far been mainly operated with natural gas, precipitation and spheroidizing annealing of steel coils is carried out to specifically adjust the mechanical properties for subsequent rolling processes or the required product properties at the end customer.
At thyssenkrupp’s Hagen-Hohenlimburg site, Tenova LOI Thermprocess’s heating hoods with LOI’s patented Ultra low NOx HPH®-flameless concept has been used for around 12 years. By increasing air preheating temperatures to 1112°F (600°C), this technology has led to energy and therefore CO2 savings of up to 12%.
Dr. Gökhan Gula Project Manager and Process Engineer Tenova LOI Thermprocess.
In a campaign involving several annealing cycles, a further step has been taken towards decarbonizing steel production as part of the joint project. In production trials, the fuel gas supply for the heat treatment of hot-rolled narrow strip was gradually converted from natural gas to up to 100% hydrogen. Tenova indicates that, for the first time in the world, 70 t of steel strip were heat treated in a bell-type annealing plant in a locally CO2‑neutral process. The flameless concept demonstrates its advantages here because despite the higher combustion temperature compared to natural gas and thus a tendency towards higher nitrogen oxide emissions, it results in remarkably low NOx emissions.
Using the bell-type annealing plant, up to 2600 kg of CO2 can be saved per annealing cycle by using regenerative produced hydrogen, while maintaining productivity and product properties.
“The combustion of hydrogen is technically more complex than the direct use of electricity or the combustion of natural gas. This project has provided us with further insights into the decarbonization of the bell-type annealing process and is helping us on our joint path towards the transformation to climate-neutral steel production,” says Dr. Gökhan Gula, project manager and process engineer at Tenova LOI Thermprocess.














 Norsk Titanium, a global additive manufacturing supplier for aerospace-grade structural titanium components, announces delivery of flight critical aircraft structure to General Atomics Aeronautical Systems, Inc. (GA-ASI), a leading developer of unmanned aircraft systems and prime contractor to the US Department of Defense.
Norsk Titanium, a global additive manufacturing supplier for aerospace-grade structural titanium components, announces delivery of flight critical aircraft structure to General Atomics Aeronautical Systems, Inc. (GA-ASI), a leading developer of unmanned aircraft systems and prime contractor to the US Department of Defense.