Readers are checking out Heat TreatToday’smagazine, and the April/May 2024 Sustainable Heat Treat Technologies print editionhas a piece that sparked a comment from a reader. The letter from publisher Doug Glenn, entitled “The DOE IS Coming After YOUR Job“, debates the question of policy-driven market forces over economy-driven indicators.
Would you like to weigh in on the topic? Submit your question, comments, thoughts, or queries here or email Bethany Leone at editor@heattreattoday.com.
Here is an excerpt from the publisher’s page:
“On the fourth slide of a presentation entitled, ‘Cross Sector Technologies Meeting: Day 2, Nex-Generation Enabling Technologies,’ presented by Mr. Chan on May 30, 2023, we find the following:
DOE Commitment to Industrial Decarbonization (slide title)
‘Industrial Heat Shot™ — Developing technologies to reduce process heating GHG emissions by 85% by 2035′
‘Industrial Decarbonization Roadmap — Net-zero CO2 emissions by 2050′
The same slide goes on to list four international organizations that the U.S. has joined to ‘decarbonize’ energy-intensive industries. Those four organizations are:
Net-Zero World Initiative
G7 Industrial Decarbonization Agenda
Mission Innovation’s Net-Zero Industries Mission
UNIDO’s coordinated Industrial Deep Decarbonization Initiative”
This publisher’s page prompted this feedback from loyal reader Jim Conybear:
“I enjoy keeping up with the industry through Heat Treat Today. I read your recent editorial, “The DOE is Coming After Your Job”. Although you make some interesting and provocative comments, I think you did a disservice to the work being done by the DOE. Without their efforts, we would be even further behind in our needed efforts to combat the wasteful use of energy. The headlines you extracted from the presentation by Isaac Chan, fourth slide . . . do not mean that there is an either/or decision on fossil fuels. They are, in fact ,very good goals to pursue if we are to continue to make progress.
I have known Isaac Chan since his early days with the Gas Research Institute and the DOE. Never did he advocate the elimination of all combustion processes. On the other hand, he has led many industry and government programs that enabled our industry in particular to reduce costs and improve productivity by identifying and supporting more efficient, environmentally compatible processes.
Isaac Chan is a friend to our industry, not the enemy. I would enjoy seeing an interview with him to present a more realistic assessment of the problems and potential solutions to our carbon excesses.”
We welcome your inquiries to and feedback on Heat TreatToday articles. Submit your questions/comments to editor@heattreattoday.com.
Readers are checking out Heat Treat Today’smagazine from March/April 2024. The annualAerospaceprint edition has a piece that sparked a comment from a reader. The letter from the publisher Doug Glenn entitled “Is It Time To Rethink the ‘Quality’ Movement?” discusses the current state of the quality movement.
Would you like to weigh in on the topic? Submit your question, comments, thoughts, or queries here or email Bethany Leone at editor@heattreattoday.com.
Here is an excerpt from the publisher’s page:
“One of the first thoughts I remember having about the corporate quality initiative I was involved with was the distinct lack of a definition of what ‘quality’ really meant. For many of the standards, they did not really care what you did (whether or not you did quality work), they just wanted you to prove you had documented your work, that your people knew said documentation existed, and they were following the processes you had described in documentation.”
This publisher’s page prompted this feedback from Jorg Demmel, founder, owner, and president of High Temperature Concept:
“There is one thing I’d like to ask you, because I just read your publisher letter. I like it, although the situation you describe is not ‘quality’ in my mind. It’s a great discussion, which is worth it!
“It’s, in my mind, an oversubscription of quality management and it’s industry. That’s something different than quality. I don’t like these guys called ‘auditors’. Some (or many) never learned what means ‘operational quality’.
“Did you know that e.g. an iso 9001 certified company doesn’t have to follow the iso 9001 10 chapters in their QM handbook. Or, that not all suppliers have to be rated. Or, that internal audits don’t have to be bureaucratic and elaborative. Etc.
“Conclusion: a QM system is only as good as it is based on the people on the shop floor, their motivation, experience and attitude, and the leadership commitment. I guess I missed something 😉.”
We welcome your inquiries to and feedback on Heat Treat Today articles. Submit your questions/comments to editor@heattreattoday.com.
Readers are checking out Heat Treat Today's magazine from February 2023. The annual Air & Atmosphere Furnace Systems edition has a piece that sparked a comment from a reader. The letter from the publisher Doug Glenn entitled ± 0.1°F – The Debate discusses revision to AMS2750 regarding compliance temperature.
Would you like to weigh in on the topic? Submit your question, comments, thoughts, or queries here or email Bethany Leone at editor@heattreattoday.com.
Here is an excerpt from the article:
“Both Revision D and E of AMS2750 required compliance temperatures to be ±2°F or ±1.1°C (“or ±0.2%” was added in Revision E). That pesky “.1” in ±1.1°C appears to be the source of this most current “situation.” The folks using °C were recording temperatures down to 1/10th of a degree, while the folks using °F — which was not a small number of people — were not. So, the standards committee needed to make a decision on what to do about this discrepancy. The options were to round up or down or to the nearest integer for both °F and °C people OR require EVERYONE to record their temperatures down to 1/10th of a degree. After surveying end-users, the committee decided that end-users wanted to be required to record the 1/10th of a degree rather than round it up or down to the nearest integer. Thus, the new AMS2750 standard requires accuracy to 1/10th of a degree.”
The article prompted this feedback from reader Aaron Crum:
“I could not agree with you more. This is like measuring a piece of lumber with a tape measure, but being required to record the number in microns. Making requirements more stringent just for the sake of it costs companies real money with no improvement to the process or the product. I hope this gets removed in the next revision.
Thanks for the good write-up Doug!”
We welcome your inquiries to and feedback on Heat Treat Today articles. Submit your questions/comments to editor@heattreattoday.com.
Readers are checking out recent AMS2750 Rev. G changes and want some more information from Heat Treat Today about a specific clarification. Read the correspondence about the implications of AMS2750 Rev. G paragraph 3.1.1.5 about how to measure junction construction.
Douglas Shuler, lead auditor at Pyro Consulting, has written numerous articles with Heat Treat Today about AMS2750 standards. Check them out by searching "Doug Shuler" at www.heattreattoday.com.
READER QUESTION: After combing the new AMS2750 Rev. G, I found that paragraph 3.1.1.5 no longer allows thermocouples to be tack welded directly to parts, OR to representative dummy parts. This has been standard practice for decades. So I dug into it further with the folks from PRI and it turns out to be true. They’re now expecting load thermocouples to be either placed inside of a part (ends twisted and inserted), or inside the hole of a dummy block.
I’d done some searching online and there isn’t a single source talking about this major change. This could lead to a lot of failed upcoming Nadcap audits.
Doug Shuler Lead Auditor Pyro Consulting
Douglas (Doug) Shuler (Pyro Consulting) for Heat Treat Today: Historically (i.e. prior to Rev. F), AMS2750 was silent on measuring junction construction. In Rev. F, the construction of the measuring junction was as follows:
Measuring junctions shall be made by any combination of twisting and/or welding the thermal elements provided there is no addition of filler metal.
This raised concerns about both the use of quick tips and spot welding to make the measuring junction. The AMEC AMS2750 revision team engaged with Cleveland Electric Laboratories to perform testing on these measuring junctions as compared to the twisting/welding combinations.
The conclusion of the tests were that both quick tips and spot welding to a part/heat sink became unstable at temperatures above 2000°F. The quick tip crimping point and the spot welds showed rapid oxidation and increased errors in a short period of time. Based on the results of these tests the AMEC AMS2750 revision team put forth the following update in Rev. G:
Measuring junctions shall be made by either of the following methods:
Any combination of twisting and/or welding the thermoelements provided there is no addition of filler metal (including ungrounded and grounded MIMS).
Spot welding the thermoelements directly to a part, simulated part, or heat sink is permitted for temperatures ≤2000°F or 1100°C.
This allows spot welding measuring junctions for process temperatures at or lower than 2000°F. The team and AMEC members decided that quick tips were to unstable to permit their use going forward.
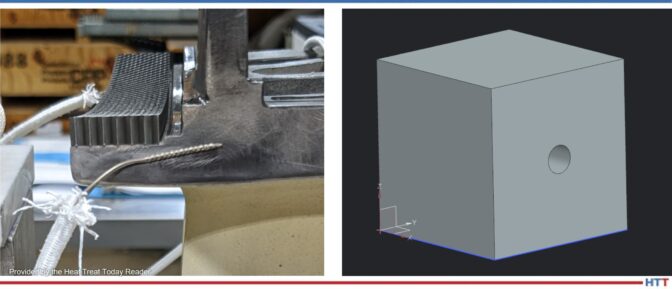
READER FOLLOW-UP: Our current method that we’re using is to twist the thermocouple using a set of Twister Pliers, then tack-weld that twist onto the part (first photo below). We’ve been doing this for parts up through brazing temperatures (~2150°F) without issue. We recently ran a furnace run around 2100°F with parts tack-welded as I’ve described AND had T/Cs that were just twisted with no tack weld. We noticed there was no significant difference in the temperature the TCs were reading. This was also our technique that we used at my previous company.
The way I read AMS2750 Rev. G was: You may twist and weld thermocouples to a part, but only for temperatures less than or equal to 2000°F.
To comply with Rev. G, we have gone ahead and made heatsink blocks to make sure we’re in compliance. Our new method of temperature measurement is twisting the wires and sticking the twisted end down inside of a block of solid metal (like the one I’ve shown below).
Source: Heat TreatToday Reader
We welcome your inquiries to and feedback on Heat Treat Today articles. Submit your questions/comments to editor@heattreattoday.com.
Here is what readers are saying about recent posts on Heat Treat Today. Submit your comments to editor@heattreattoday.com.
Hello Heat Treat Daily,
I was surprised to see this bright red furnace on your daily email this past Friday. This is an old image of a furnace still in production at my company Spectrum Thermal Processing in Cranston, RI.
Now, like most of us, this furnace is showing some age, but is is still in production every day with an upgraded control panel and SSI controls.
I reflected on this particular email and want to add that what I find intriguing about heat treat is the longevity of some of the equipment. This furnace processes work for aerospace, automotive, commercial cutting tools and oil and gas refinery and has for nearly 30 years! Just to the left of this furnace in the photo is an older single chamber vacuum furnace that has process parts for the Apollo space program and has recently processed parts for SpaceX. Somehow this equipment just keeps going.
Thanks for your daily insight into the heat treating industry.
Rick Houghton
VP of Operations/Quality Manager
Spectrum Thermal Processing
We welcome your inquiries to and feedback on Heat TreatToday articles. Submit your questions/comments to editor@heattreattoday.com.
John Niggle, Business Development Manager, Pelican Wire
Edward Valykeo, Thermocouple Specialist, Pelican Wire
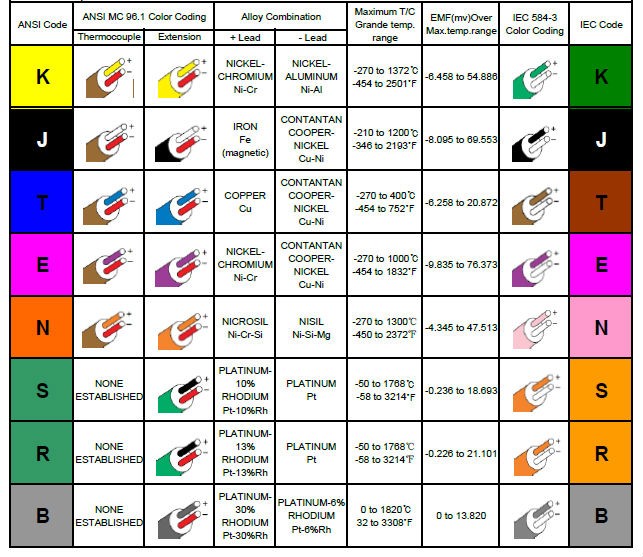
In June 2020, Heat Treat Today published a noteworthy technical article on the basics of thermocouples by John Niggle, Business Development Manager, and Ed Valykeo, Thermocouple Specialist, at Pelican Wire, Naples, FL. The article covers the different types of thermocouples, questions to consider when deciding which type of thermocouple to use, as well as a fascinating discussion on thermocouple wire and wire insulations. One feature of significant recognition is the chart included by Niggle and Valykeo:
Thermocouple Color Code Chart (photo source: "Thermocouples 101")
One of Heat Treat Today's editorial contributors and readers, Martin Reeves of Unitherm Furnace, LLC, saw this article and provided valuable information to the subject:
Martin Reeves, Owner, Fontec-global, LLC
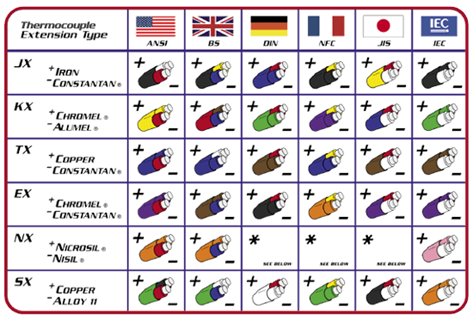
"Excellent article and a great base for understanding T/C's. Only one thing missing and that is the differences between US and international lead colours. These are very different and when equipment is sold overseas or imported this becomes important for T/C's to be wired correctly."
International Thermocouple Lead Colors (photo source: Martin Reeves)
We welcome your inquiries to and feedback on Heat Treat Today articles. Submit your questions/comments to editor@heattreattoday.com.
Here is what readers are saying about recent posts on Heat Treat Today. Submit your comments to editor@heattreattoday.com.
Jason Schulze has written numerous articles for HTT about AMS2750E. Check them out by searching “Jason Schulze” at www.heattreattoday.com
Jason Schulze, Conrad Kacsik
READER QUESTION: As per AMS2750E, what is the number of reuses for nonexpendable base metal thermocouples (N type MIMS TCS) above 980°C? Our application is TUS and SAT from 700°C to 1250°C. We would like to use N type MIMS thermocouples for both TUS and SAT. Recalibration period is specified as 3 months for N type thermocouples in AMS2750E. But no details are provided for the number of reuses above 650°C.
Jason Schulze (Conrad Kasik) for HTT: The number of permitted uses depends on the intended use of the thermocouple. For example, if the Type N thermocouples are used at 980°C (1796°F) as load thermocouple, the maximum permitted use would be 3 months or 180 uses, whichever comes first. If the thermocouple is used as a resident SAT thermocouple, it would need to be replaced every three months. In this case, the usage limit would be limited to 3 months. This will not be changing when the new version of AMS2750F is released.
We welcome your inquiries to and feedback on Heat Treat Today articles. Submit your questions/comments to editor@heattreattoday.com.
READER QUESTION: Just read your article in regards to system accuracy test. I just had a question that maybe you can help me understand. When applying the correction factor of the test instrument and test sensor, is the correction factor to be used based on the furnace set point (operating temperature) at the time of the test or the recording instrument reading during the test? Any insight is appreciated!
This is a question that comes up often in the pyrometry courses I teach.
The Nadcap Pyrometry Reference Guide, question #6, addresses this question, although from a TUS standpoint. The premise is the same for the SAT process though.
Correction factors applied to any test results (TUS & SAT) should be determined based on the setpoint temperature during testing.
One thing to remember is that you may be testing at a temperature which does not fall directly at a temperature indicated on the test wire/test instrument calibration certificate. In this case, you would have two options;
1) Linear Interpolation
2) Pick the adjacent calibration temperature closest to your setpoint during test.
Either way, you would need to establish if you execute #1 or #2 above and document that in an internal procedure.
READER QUESTION: Thanks for the feedback, I have another concern. I perform an SAT on a refrigeration unit that operates at -20 degrees. My test instrument and test sensor are both calibrated at a low temperature of -20, but sometimes the recording instrument indicates a temp of -21 degrees or so. My operating temperature is -20 (setpoint), but as I stated it might indicate a lower temperature. Is there a possible finding here? Although setpoint is -20, recorder shows -21, which the test instrument/sensor does not cover (calibration point).
Jason Schulze for HTT:
You should be in no danger of a finding. The pyrometry guide states the correction factors are based on setpoint.
We welcome your inquiries to and feedback on Heat Treat Today articles. Submit your questions/comments to editor@heattreattoday.com.
Our Reader Feedback feature allows us to facilitate discussion between Heat Treat Today‘s content contributors and hard-working folks in the shop who have questions about an article.
This Reader Feedback exchange followed an inquiry to our publisher Doug Glenn about government regulation of heat treatment of firearms which we threw out to a few of our consultants and individuals who have knowledge and expertise in this field — and we added a few questions of our own. Our experts are Doug Shuler, lead auditor with Pyro Consulting LLC;John Quaglia, president of Bennett Heat Treating and Brazing; and Jamie Jones, president of Solar Atmospheres. If you have any questions about this or other topics you’ve seen covered on any Heat Treat Today platform, please submit them to editor@heattreattoday.com.
Do you know if any type of firearms license is required to heat treat firearm components?
Doug Shuler
Doug Shuler: It depends on which components are being heat treated. Barrels, slides, etc. do not require a license, but if the receiver (the part with the serial number) is heat treated, a license is required and the heat treater is subject to ATF audits. . . . Basically, if serialized parts are heat treated it must be done under an FFL (Federal Firearms License) so the ATF can audit the whereabouts of any firearm at any time.
John Quaglia
John Quaglia: To the best of my knowledge, based upon some pretty extensive experience heat treating firearm components for one of my customers, the only license I am aware of is an FFL which is required toheattreatserializedreceivers. If the components are military or ITAR controlled, you must be registered with the DDTC and have ITAR certification, [as well as] for domestic (commercial firearms) if you are heat treating serialized components of a firearm (the receiver). Barrels, slides, sights, magazines, springs, firing pins, etc., are all easily acquired and interchangeable between firearms and therefore require no special permitting.
Jamie Jones
Jamie Jones: The US Department of Justice authorizes the ATF to regulate those who are manufacturers, dealers, collectors, and importers of firearms and destructive devices. Part of that regulation requires a license (Federal Firearms License [FFL]) be applied for and held by those who are involved with any of the above. For a contract heat treat company, this essentially only pertains to serialized components. Under the “manufacturing” definition, the ATF considers any activity which results in the manufacture of firearms for sale or distribution (including installing parts in or on firearm frames and receivers, and processes that primarily enhance a firearm’s durability), constitutes firearms manufacturing, and requires a manufacturer’s license. The FFL does not include components related to fully automatic firearms or suppressors. In order to possess and process those serialized items, the ATF requires a manufacturer’s FFL plus a special occupational tax stamp (SOT). Prior to issuance of the FFL, the ATF will conduct an on-site audit of the operation and person(s) applying for the license/stamp. The FFL needs to be renewed every three years.
What is the most challenging part of heat treating gun parts?
Spring Loaded Firing Pin thetruthaboutguns.com
JQ: Managing distortion is probably the most challenging as most components are very close to being finished machined. Special racking and methodizing is often required. Marquenching, ausquenching, and vacuum processing are often employed to minimize or eliminate the possibility of distortion. Also, due to the small size and complex geometry present, inspection of the parts is difficult. It is important to clarify the testing location with the manufacturer prior to punching hardness holes into areas of the parts that may be exposed after assembly. After all, manufacturers want their guns to look nice afterward. We have experienced delayed rusting on barrels due to the combination of steel wire and the 4150 barrel reacting to cause anodic corrosion after processing in a salt bath which would only expose itself after a few days. We would ship parts that were perfect, and two days later I would be on the phone with my customer trying to explain a mysterious rust line through the rifling in the barrel. We solved this with some tooling changes.
JJ: Frankly, it is no more challenging or different than heat treating any other parts for any other industry. Some parts are routine and some are challenging. Some materials are more challenging than others and some designs are more challenging than others.
Which parts are the most difficult and why?
BCM PNT™ Trigger Assembly Bravo Company USA
JQ: They all present challenges. Slides and barrels present challenges due to the non-symmetrical nature which require special setup procedures. These also tend to have lots of crevices and blind or small holes which trap quenchants, salts, cleaning materials which tend to lead to unhappy customers unless the parts are thoroughly cleaned. Magazines present challenges because they are thin steel stampings which tend to distort due to the quench and induced stressed relieving themselves during heating. I could write a book on the challenges we have faced with the processing of gun parts.
JJ: Parts that require carburizing which have been machined to a finished or near-finished state, with intricate designs, cut-outs, and varying cross sections are the most challenging; a perfect example of this is an AR bolt carrier. This kind of challenge is why we developed our version of low-pressure vacuum carburizing, as we now don’t need to worry about severe quench distortion or carbon potential control. With traditional carburizing, the austenitizing temperature of the steel can change if too much carbon diffuses into the corners and edges. This can lead to retained austenite and carbide formation. Our process negates that phenomenon by using precisely controlled boost-diffuse controls instead of carbon potential. Our process also leaves the parts bright, with no post carburizing blasting or cleaning operations required.
Is it the materials that make it difficult or is it the configuration of the part?
JQ: The materials tend to be common that most heat treaters have worked with before so from a metallurgical standpoint I would say that the materials are not the problem. The configuration of the parts is definitely worse. Non-symmetrical parts tend to distort more than symmetrical parts. It also makes it difficult to inspect the parts. Test in the wrong area and you have spring-back or rocking. As I mentioned earlier, if you test in the wrong area the customer cannot sell the part. Some gun manufacturers have test methods that are unconventional, testing a shallow case depth using an HRC scale, so that the hardness reading is a combination of the case hardness, case depth, and core hardness.
JJ: It seems like you are assuming it is difficult all of the time! Please see my answer to question 2 above.
Are there any other special processes or regulations that need to be followed when heat treating gun parts? If so, what are they?
JJ: This answer is not to be taken as legal advice. If you want to apply for an FFL, or you get an FFL, you need to know the regulation. It is serious business: if you don’t follow regulation, you could end up in prison. You need to keep detailed records of EVERY serialized component that you receive, process, and ship. You don’t want to be on the tail end of a missing part or parts, especially if you don’t know about it. If something goes missing you need to report it immediately. Of course, reporting it could mean losing your license. So my advice to anyone considering this is: BE GOOD AT TRACEABILITY and RECORD KEEPING!
We welcome your inquiries to and feedback on Heat Treat Today articles. Submit your questions/comments to editor@heattreattoday.com.
Here is what readers are saying about recent posts on Heat Treat Today. As is our policy, we allowed the original author to preview and respond to this reader feedback. See Greg Odenthal’s response at the bottom of this post.
William (Bill) Jones of Solar Atmospheres Inc. on the Heat Treat Radio podcast interview with Greg Odenthal of ITC Coatings. Click here for the podcast (transcript here):
William R. Jones, FASM, Solar Atmospheres Inc.
Re: Heat Treat Radio: ITC Coatings
This would be a poor selection for a vacuum furnace as it is well known that ceramic coatings and the like are hydroscopic and will absorb water from the atmosphere when opening the furnace to air for work unloading and reloading, with adverse effects on following vacuum pump down, i.e., to pump out the absorbed water vapor.
With respect to ceramic lined refractory insulated atmospheric furnaces: I can respect the coating for sealing an older furnace lining for porosity and lining leaks to the outer furnace wall and for improving re-radiation to the work load with well-known surface emissivity improvement. This is not an easy coating to apply and will require maintenance “man-hours”. So one has to balance the coating time and coating cost compared to furnace out of production cost. Furnaces are like airplanes, when sitting on the ground for any purpose, they lose money.
Now, when looking at furnace hot zone efficiency, one has to review power losses both before and after changes such as coatings. With an electric furnace a totalizing wattmeter or with a gas totalizing gas meter similar to our utility company meters. Such data needs to be presented for both furnace before and after coatings on an exact furnace and production cycle.
William R. Jones, FASM
Solar Atmospheres Inc.
We offered Greg Odenthal of ITC Coatings the opportunity to respond:
Greg Odenthal, Director of Engineering & Technical Operations, ITC| International Technical Ceramics, LLC
Mr. Jones,
I cannot agree or disagree with you regarding your opinion that ITC Coatings are a poor selection for vacuum furnaces as we have never tested in nor targeted this industry. It is true that ceramic coatings are hydroscopic; however, I’m not sure just how much water/moisture a layer of ceramic coating only 1 to 2 mils thick will absorb. With that being said, any moisture absorbed would wick away in a very short period of time. Whether or not they are good for the vacuum heat treating industry is still up for discussion.
As for your comment regarding that this is not an easy coating to apply, I must tell you that you are wrong. I have been onsite on just about every installation that we have done and our crew size can be very small. For an average size heat treat or forge furnace — for example, 32’ L x 16’ H x 15’ W with a new ceramic fiber lining — a crew of two men can and have coated the entire square foot surface area in an eight (8) hour shift. The cost of the coatings and labor to install is pennies on the dollar compared to the cost of regularly scheduled downturns every 3 to 4 months to pack joints and cracks with new fiber, trying to prevent heat loss and increasing fuel consumption. We have current customers that have not done any refractory maintenance in four to five years and now only have one outage per year for their yearly furnace inspection. Once installed, the ITC Coatings increase a furnace’s efficiency by reducing refractory maintenance, reducing fuel consumption, improving temperature uniformity, improving product quality, improving turnaround times, along with a host of additional benefits, thus preventing the furnace from costing the customer money, unlike your grounded airplane analogy.
In regard to hot zone efficiency and gas/power reduction, we have been working with the gas supply companies in Canada who are currently monitoring our customers’ fuel usage and see the reductions. They are now beginning to give current and potential customers money for this type of upgrade, upwards of 50% of the cost to install ITC Coatings. We do not just sell ceramic coatings, we provide the customer with a complete engineered solution along with a total Btu savings analysis for each furnace we quote. Each Btu savings analysis is unique to that furnace and based on operational data supplied by the customer. We have also provided before and after thermal imaging of the furnace as proof that the heat transfer/loss through the refractory and to the shell is less, so you do not necessarily need totalizing meters to prove energy savings.
If you would like to learn more about ITC Coatings and our technology, I encourage you to contact me and discuss this topic in greater detail.
Regards,
Greg Odenthal
Director of Engineering & Technical Operations
ITC| International Technical Ceramics, LLC
We welcome your inquiries to and feedback on Heat Treat Today articles. Submit your questions/comments to editor@heattreattoday.com.