Tech Round Up: Helpful, Readable, and Applicable Content
On just about any given Tuesday, Heat Treat Today features an article that aims to educate our heat treating readers — be it in a process, equipment, metals, analysis, critical parts, or more. On this Thursday, enjoy this sampling of Technical Tuesday articles from the past several months.
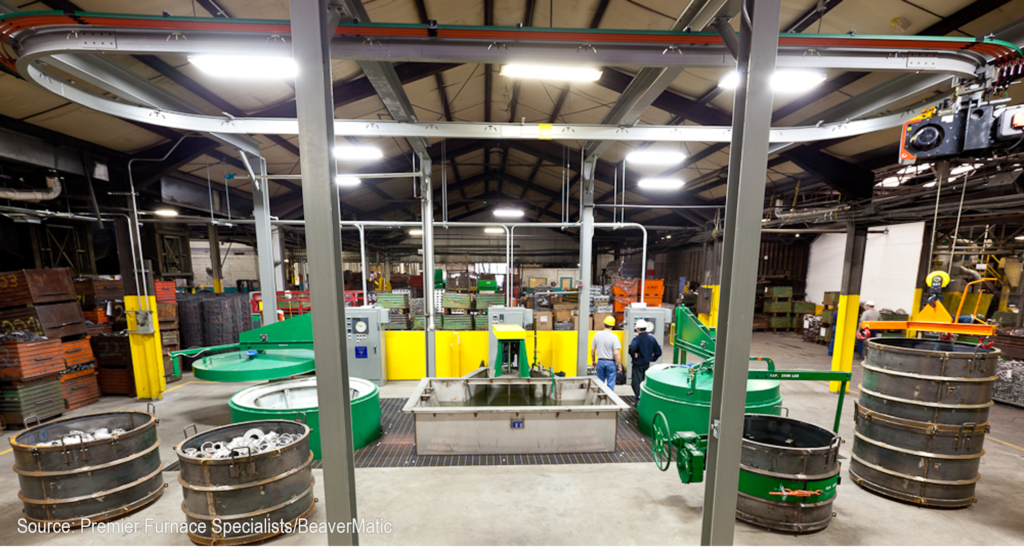
Case Study: Heat Treat Equipment Meets the Future Industry Today
How has one heat treat furnace supplier contended with modern challenges of manufacturing? In this case study about a shift away from traditional forms of heat treat, explore how vacuum furnace technology has more technological horizons to bound.

Several key features discussed are the various challenges that characterize modern industry; the differences between historical heat treat furnaces and vacuum furnaces; furnace features that can meet these obstacles; and a close look at what one equipment option from SECO/WARWICK can offer. Additionally, explore the case study of a process that resulted in the following assessment: All technological requirements have been met, obtaining the following indicators of efficiency and consumption of energy factors calculated for the entire load and per unit net weight of the load (700 kg).”
Read the entire article at “Case Study: Heat Treat Equipment Meets the Future Industry Today”
How Things Work: Thermocouples
How do thermocouples work? How would you tell if you had a bad one? Those ever-present temperature monitors are fairly straightforward to use, but when it comes to how it works — and why — things get complicated.

This transcript Q&A article was published in a print edition, but there was too much information to fit the pages. Click below to read the full-length interview, including the final conversation about how dissimilar metals create electromotive force (EMF). Included in the discussion is proper care of T/C and guidance on when it’s time to replace.
Read the entire article at “How Things Work: Thermocouples”
A Quick Guide to Alloys and Their Medical Applications

If you’re pining for a medical heat treat quick resource in our “off-season,” we have a resource for you. Whether you are a seasoned heat treater of medical application parts or not, you know that the alloy composition of the part will greatly determine the type of heat treat application that is suitable. Before you expand your heat treat capabilities of medical devices, check out this graphic to quickly pin-point what alloys are in high-demand within the medical industry and what end-product they relate to.
The alloys addressed in this graphic are titanium, cobalt chromium, niobium, nitinol, copper, and tantalum.
Check out the full resource at “A Quick Guide to Alloys and Their Medical Applications”
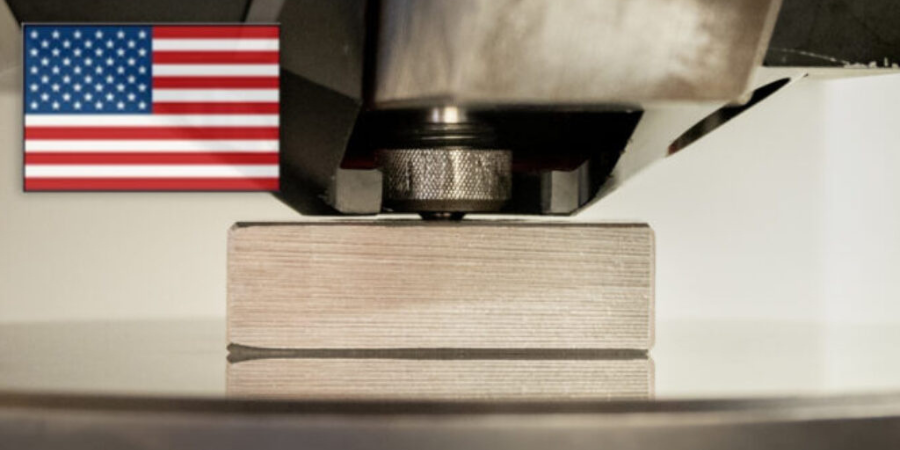
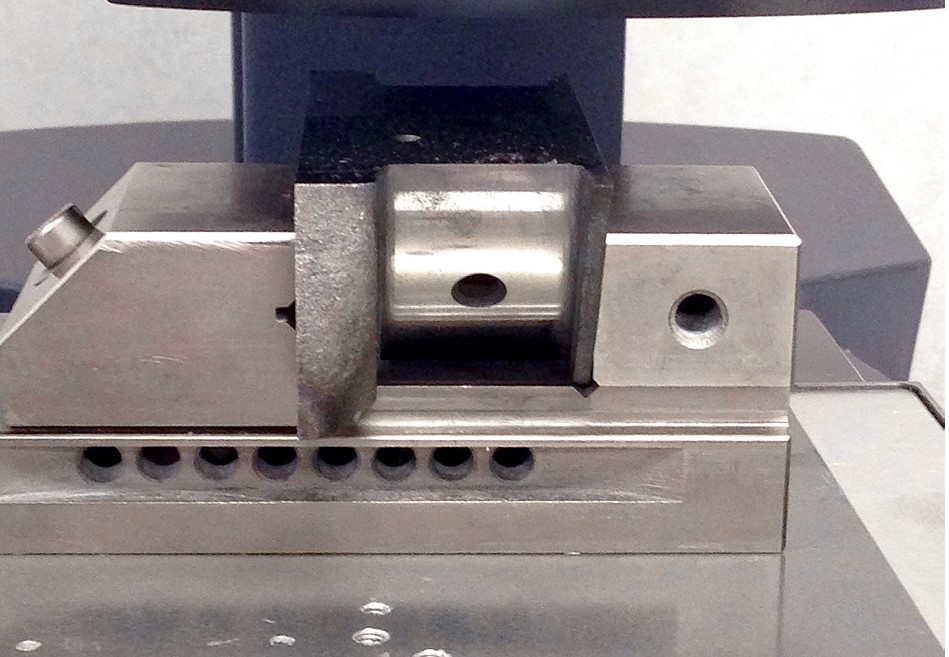
Resource — Forging, Quenching, and Integrated Heat Treat: DFIQ Final Report
How much time and energy does it take to bring parts through forging and heat treatment? Have you ever tried integrating these heat intensive processes? If part design, forging method, and heat treat quenching solutions are considered together, some amazing results can occur. Check out the report findings when Direct from Forge Intensive Quenching (DFIQTM) was studied.

Forgings were tested, in three different locations, to see if immediate quenching after forging made a difference in a variety of steel samples. The report shares, “The following material mechanical properties were evaluated: tensile strength, yield strength, elongation, reduction in area, and impact strength. Data obtained on the mechanical properties of DFIQ forgings were compared to that of forgings after applying a conventional post-forging heat treating process.”
Read the entire article “Forging, Quenching, and Integrated Heat Treat: DFIQ Final Report”
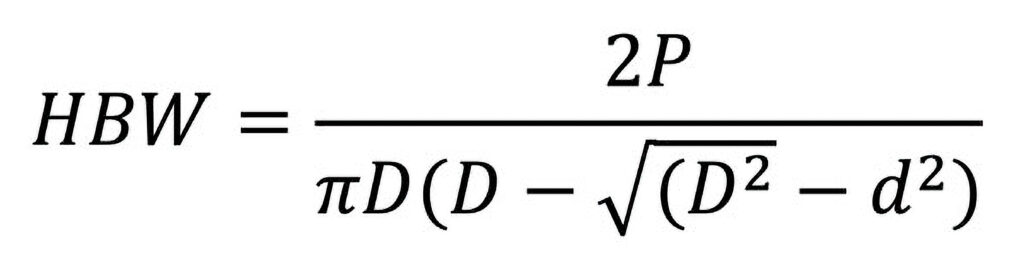
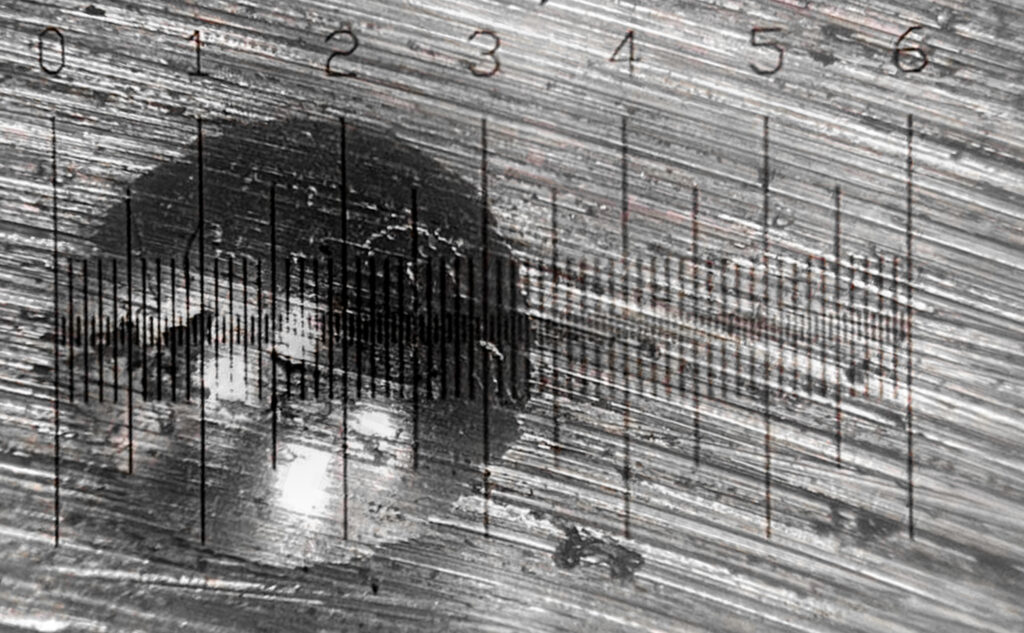
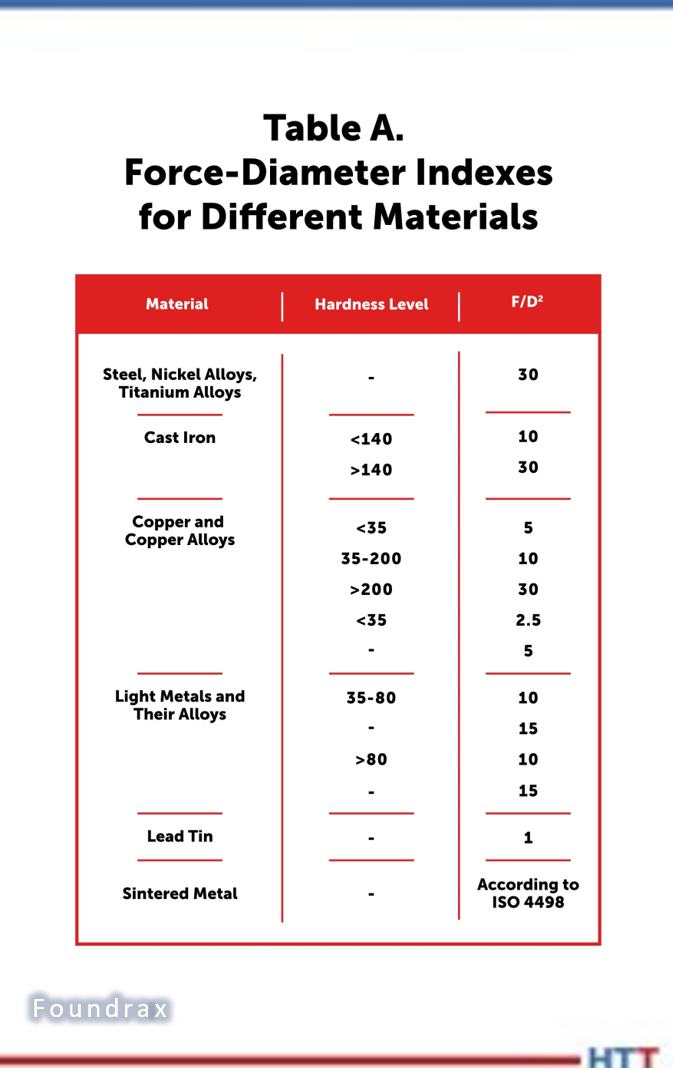
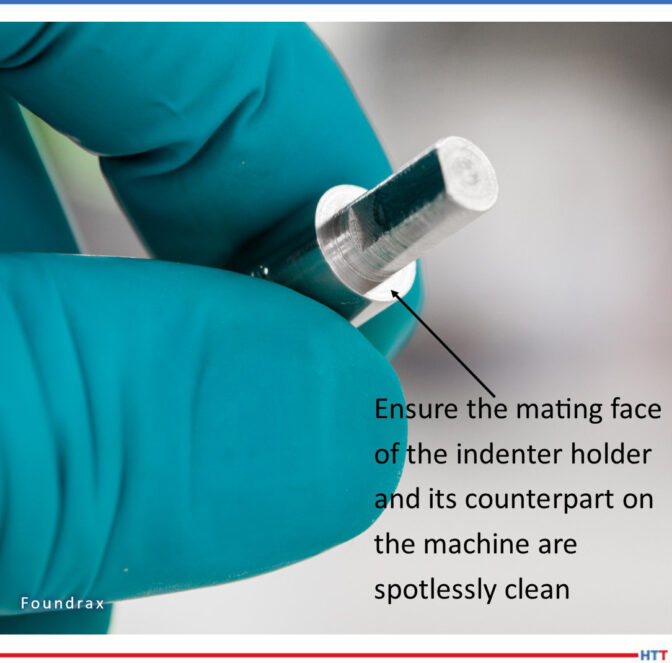
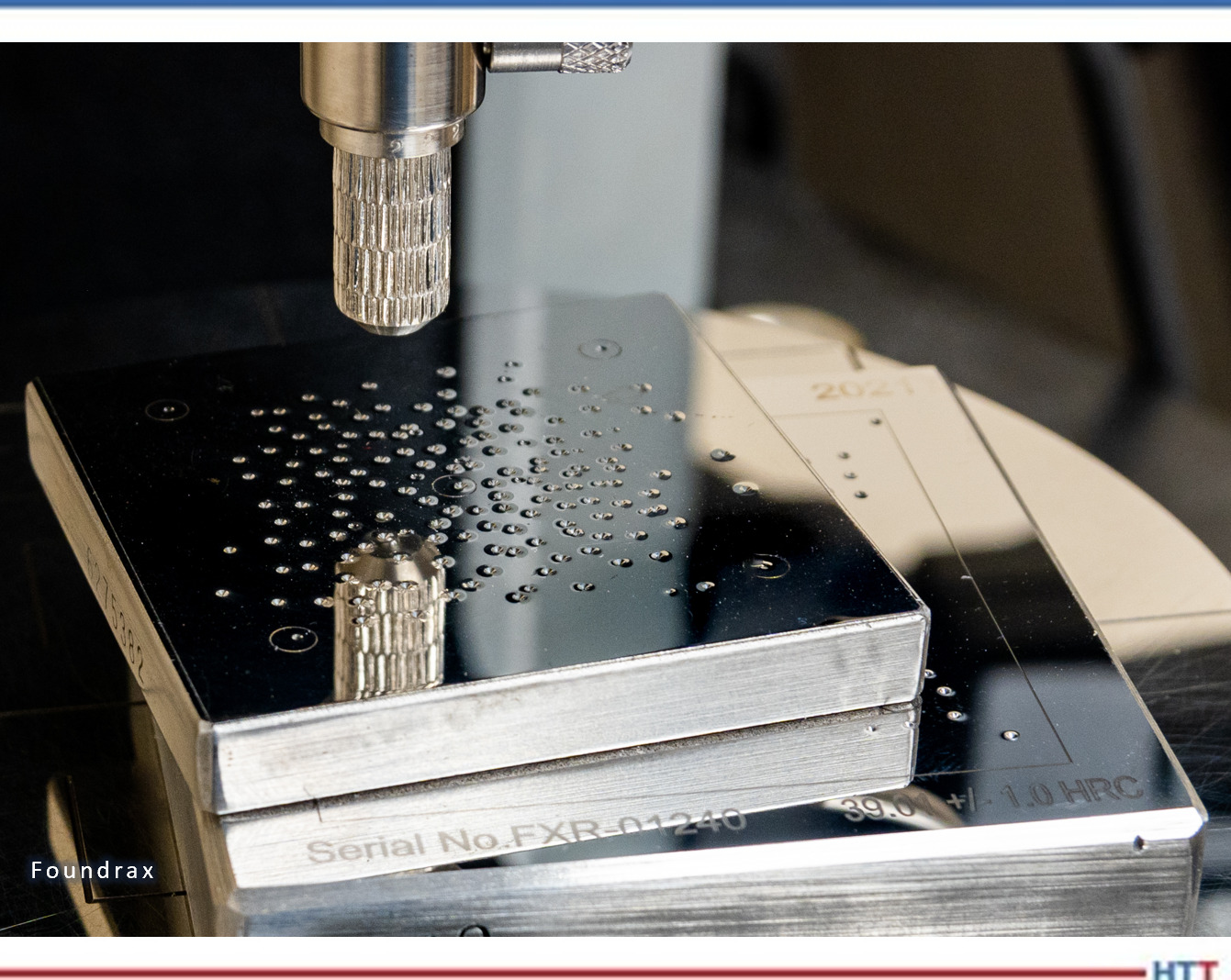
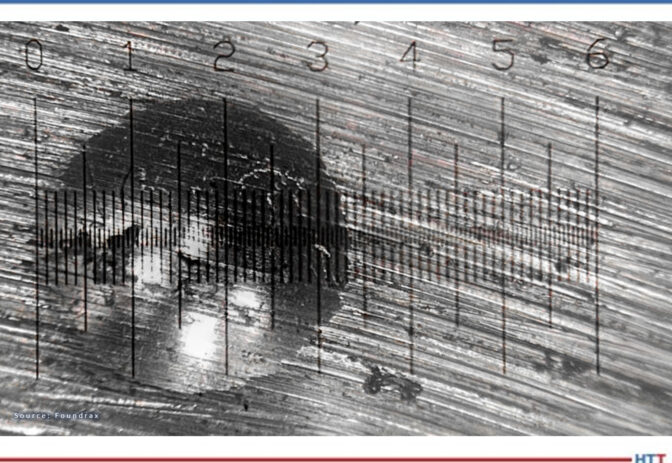
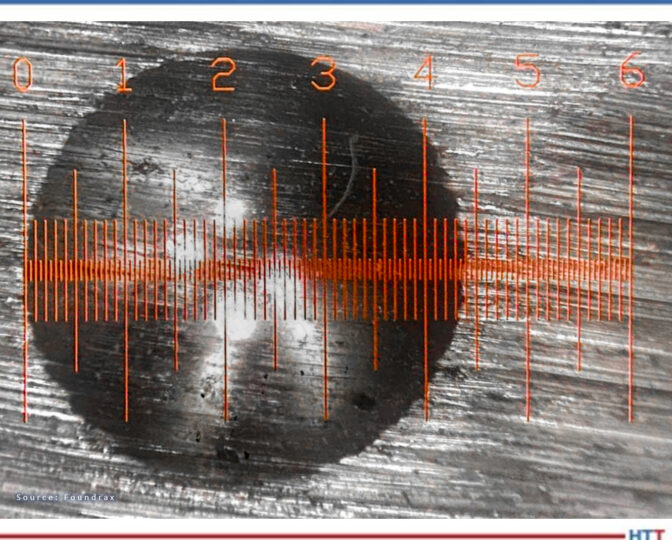
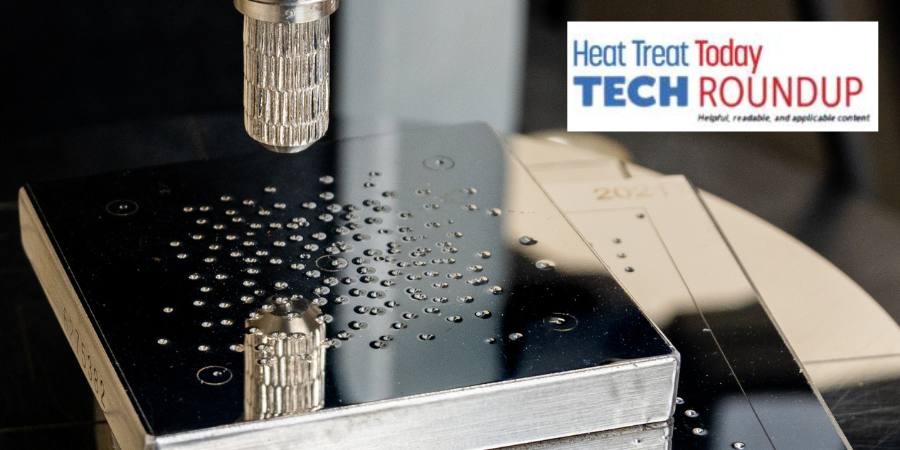
3 Top Tips for Brinell and Rockwell Hardness Tests

Accurate hardness testing is a critical business for numerous industries, not least heat treatment. In this guide, evaluate “best practice” for getting the best possible reading for your hardness test with the most efficiency. These comprehensive tips include proper set up for test equipment and need-to-know information regarding the preparation and execution of both Brinell and Rockwell hardness tests.
In fact, while there are some practices that overlap, knowing the differences is critical to determine whether or not a piece has reached the appropriate hardness. For Brinell, grease may skew a reading so that “at 300 HBW the material may appear 20 HBW softer than it actually is.” On the other hand, the precision in measuring indentation depth (versus indentation width) makes it imperative to keep the surfaces clear of any contamination.
Read the entire article at “3 Top Tips for Brinell and Rockwell Hardness Tests”
Trending Market Insights for Aluminum Thermal Processing
In this survey on recent and developing changes in the aluminum market, we asked industry players about the impact of trending technology and the overall state of the industry. Their responses to our questions in August 2023 described a steady and increasing melters’ demand; a limited, or lack of, business increase from additive manufacturing and 3D printing; the impact of — and response to — slow supply chains; the status of sustainability in the aluminum market; and how they plan to meet future market demand.
Read the entire article at “Trending Market Insights for Aluminum Thermal Processing”
Find heat treating products and services when you search on Heat Treat Buyers Guide.Com
Tech Round Up: Helpful, Readable, and Applicable Content Read More »