Have you decided to purchase batch or continuous furnace system equipment? Today's episode is part 2 of the Heat Treat Radio lunch & learn episode begun with Michael Mouilleseaux of Erie Steel. Preceding this episode were Part 1 (episode #102) and a Technical Tuesdaypiece, so listen to the history of these systems, equipment and processing differences, and maintenance concerns before jumping into this episode about capability and throughput.
Doug Glenn,Heat Treat Todaypublisher and Heat Treat Radio host; Karen Gantzer, associate publisher/editor-in-chief; and Bethany Leone, managing editor, join this Heat Treat Today lunch & learn.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
An Example: Carburizing (00:52)
Michael Mouilleseaux: What we want to do here is just compare the same part, the same heat treating process, processed in a batch furnace and processed in a pusher.
Figure 1: Carburizing Load Example (Source: Erie Steel)
Here we’re just going to make an example:
Pusher Load Description (00:58)
Contact us with
your Reader Feedback!
I’m going to take a fictious gear: it’s 2 ¾ inch in diameter, it’s got an inside diameter of an inch and a quarter, it’s an inch and a half tall, and it weighs 1.25 pounds. For our purposes here, we’re going to put these in a cast basket. For the furnace that we’re going to put them in, the basket size is 36 inches square — so, it’s 36 x 36. The height in this pusher furnace is going to be 24 inches; the inside dimensions of a 36-inch basket (actually it’s a 35-inch basket that sits on a 36-inch tray) is 32 ½ inches.
Michael Mouilleseaux General Manager at Erie Steel, Ltd. Sourced from the author
We’re going to say that this basket is 18 inches tall, so we’re going to get 7 layers of parts so that there’s approximately 1 inch between each layer of parts. This loading scheme gets us 700 pieces in a basket; it gets us 875 pounds net.
So the 36-inch basket that’s 18 inches tall and we’ve got 10 rows of 10 pieces, and we’ve got 7 layers of these things, so we have some room in between them. The reason for that is circulation of atmosphere and quenchant. This is what’s going to constitute the pusher load.
Batch Load Description (03:09)
Now, when we go to the batch load, we’re going to take four of these, because the batch furnace that we’re going to compare this to is going to be 36 inches wide and it’s going to be 72 inches long. We have two baskets on the bottom, 36, and then two of them is 72, and two on top. They’re 18 inches high, so 18 and 18 is 36 — a standard 36 x 72. It’s got 40 inches of height on it. I can take that 36 inches, put it on a 2 ½-inch tray and I can get it in and out of the furnace.
What is this four baskets? 2800 pieces in a load and 3500 pounds. That’s the difference. I’m comparing one basket, 700 pieces and 875 pounds and we’re going to compare that to what we would do if we ran a batch load, which is significantly more. It’s 2800 pieces and 3500 pounds.
What do we want to do with this?
Let’s say that we’re going to carburize this, and we want 50 thousandths case (total case depth of 0/050”). Now, I will show you very soon why we’ve chosen 50 thousandths case. Because at 1700°F (which is what we’re going to carburize at), the diffusion rate is 25 thousandths of an inch times the square root of time.
Now, I can do that math in my head. 25 thousandths times 2 is 50 thousandths. That means we need four hours. So, the part would have to be in the furnace for four hours, at temperature, carburizing, in order to achieve 50 thousandths case.
Figure 2: Batch IQ Carburizing Load (Source: Erie Steel)
Batch Furnace Time (04:59)
Let’s look at the next section. As we said, the furnace is 36 x 72 x 36 and we have 2800 pieces in the load. So, that is 1700°F. We’re going to say that there is 3500 pounds and there is probably another 800 or 900 pounds in fixturing so that’s about 4500 pounds. It’s very conservative; in a 36 x 72 furnace, you could probably get away with running 6,000 pounds. This is just a load that is well within the capability of that.
Furnace recovery is going to take two hours.
Doug Glenn: Meaning, it’s going to take you two hours to get up to temperature.
Mike Mouilleseaux: Until the entirety of the load is at 1700°F, that’s right. Inside, outside, top to bottom.
We’re going to carburize this at four hours, as we described previously; we calculated that and we need four hours to get our 50 thousandths case. Then we’re going to reduce the temperature in the furnace to 1550°F so that we can quench it.
So, we have two hours of furnace recovery, four hours at carburizing, two hours to reduce the temperature and attain a uniform 1550°F. That’s eight hours, and that’s what you would term an 8-hour furnace cycle.
We know that we have 2800 pieces in the load. In eight hours (2800 divided by 8) you’ve got 350 pieces/hour. That’s what the hourly productivity would be in this load.
We won’t talk about “what could we do.” There’s a lot of things that we could do. This is simply an example.
Pusher Furnace Time (07:05)
Now, in the pusher load, as previously described, it’s 36 x 36 and it’s 24 inches high. Now, we know that we have a basket that’s 18 inches high. Again, it’s going to sit on a 2-inch tray, so we’ve got 21 inches of the top of the basket that is going to fit in the furnace; there are going to be no issues with that whatsoever.
The controlling factor is that we want four hours at temperature. In the boost and diffuse, we have four positions. The furnace cycles once per hour.
We get one load size (700 pieces, 875 pounds) every hour. So, in this example (an 8-position, 36-square pusher) this process would yield 700 pieces an hour, and a batch furnace loaded as we described (same exact loading and number of pieces/basket) would yield 350 pieces/hour. In this scenario, the pusher furnace is going to produce twice the number of parts/hour that the batch would.
So, you would say, “Well, let’s just do that.” What you have to understand is that every hour, you are going to produce 700 pieces. If we went back and we looked at that description of what that pusher system looked like, you would see there are 23 positions in that. When I load a load, it’s going to be 23 hours before the first load comes out.
What we’re talking about is whether or not there were 700 pieces and 800 pounds, 23 of those[ET10][BL11] load.
The point would be, you either have to have enough of the same product or enough of similar product that can be processed to the same process to justify using something like this. Because if we want to change the cycle in the furnace. So, can we do that? The answer is absolutely, yes.
The preheat there, that stays at relatively the same temperature. The first zone in the furnace where we’re preheating the load, that temperature can be changed, as can the temperature in the boost diffuse and/or cycle time.
Figure 3: Pusher Furnace System (Source: Erie Steel)
So, in our example, we used an hour. What if you wanted 40 thousandths case and you’re going to be closer to 45 minutes or 50 minutes of time, how would you accomplish that? That can be done.
Typically, commercial heat treaters would come up with a strategy on how to cycle parts in and hold the furnace, or how many empties you would put in the furnace before you would change the furnace cycle.
Obviously, in the last two positions, where you’re reducing temperature, you could change the temperature in either the first two positions, where you’re preheating the load, or you could change the carburizing temperature, because when we’re dropping the temperature, it doesn’t have a material effect upon that.
Typically, in an in-house operation, you would not do that kind of thing, for a couple of reasons, not the least of which would be considering the type of people that you have operating these furnaces. They come in and out from other departments, and this is the kind of thing that you would want someone experientially understanding the instructions that you’ve given them. The furnace operator is not necessarily going to be the one to do it; this may be a pre-established methodology. You want them to execute that. But if you have somebody that is running a grinder and then they’re running a plating line and then they’re coming and working in the heat treat, that would not be the recipe for trying to make these kinds of changes.
As I described to you before, I worked in another life where we had 15 pushers. They were multiple-row pushers. We made 10,000 transfer cases a day. The furnace cycle on every furnace was established on the 1st of January, and on the 31st of December it was still running the same furnace cycle. You never changed what you were doing. The same parts went into the same furnaces and that’s how they were able to achieve the uniform results they were looking for.
Pusher Furnaces and Flexibility (12:45)
So, the longer the pusher furnace is, the less flexible it is.
In this example, you have eight. You know, there are pusher furnaces that have four positions. If you think about it, in a 4-position furnace, you could empty it out pretty quickly and change the cycle.
There are a lot of 6-position pusher furnaces in the commercial heat treating industry; that seems to be a good balance. The number of multiple-row pushers in the commercial industry, they’re fewer and far between. I’m not going to say they’re nonexistent, but enough of the same kind of product to justify that is difficult.
I think the bottom line here is, for companies that are having high variability, low quantity, low volume loads, generally speaking, your batch is going to be good because it’s very flexible, you can change quickly.
However, with a company like the one you were describing where there is low variability and very high volume, pushers are obviously going to make sense. But there is a whole spectrum in between there where you’re going to have to figure out which one makes more sense — whether you’re going to go with a batch or a continuous.
Mike Mouilleseaux: Possibly underappreciated is the aspect of distortion.
In that carburizing example, you’d say, “We have an alloy steel, we’re aiming for 50 thousandths case — what’s the variation within a load?” And I’m going to say that it is going to be less than 5 thousandths, less than 10%. From the top to the bottom, the inside to the outside, it’s going to be less than 5 thousandths. That same process, in the pusher furnace is going to be less than 3 thousandths.
That’s one aspect of the metallurgy. The other aspect is quenching.
Doug Glenn: 5 thousandths versus 3 thousandths — 3 thousandths is much more uniform, right?
Mike Mouilleseaux: Correct.
Doug Glenn: And that’s good because that way the entire load is more consistent (in the continuous unit, let’s say).
Mike Mouilleseaux: That is correct.
Then there is the consistency in quenching. In the batch furnace, you’re quenching 36 inches of the parts. If we had seven layers in the pusher, we have 14 layers of parts in the batch. What are the dynamics involved in that?
We have experience that the ID of a gear (it’s a splined gear) in a batch furnace, we were able to maintain less than 50 microns of distortion. There is a lot involved in that, that’s not for free; there’s a fair amount involved in that and it’s a sophisticated cycle, if you will. That same cycle in a pusher furnace, same case depth, similar quenching strategy, will give you less than half that amount of distortion.
To the heat treater, where we’re talking about the metallurgy of this, you’re going to think 5 thousandths or 3 thousandths is not a big deal.
To the end-user, that reduction in distortion all of a sudden starts paying a number of benefits. The amount of hard finishing that has to be done or honing or hard broaching or something of that nature suddenly becomes far more important.
Doug Glenn: Yes. That adds a lot of money to the total process, if you’ve got to do any of those post heat treat processes.
Mike Mouilleseaux: To a large extent, that is due to the fact that you have a smaller load. If you have a smaller load, you have less opportunity for variation — it’s not that it’s all of a sudden magic.
Doug Glenn: And for the people that don’t understand exactly what that means, think about a single basket that goes into a quench tank and four baskets, arranged two on top and two on bottom. The parts in the middle of that are going to be quenched more slowly because the quench is not hitting it as much.
So, the cooling rates on a stacked load are going to be substantially different than for a single basket, and that’s where distortion can happen.
Mike Mouilleseaux: There are a tremendous number of components that are running batch furnaces successfully. The transportation industry, medical, aerospace, military — are all examples. I’m simply pointing out the fact that there is an opportunity to do something but what we have to keep in mind is — how many of those somethings are there available?
The one thing you would not want to do is try to run four loads in a pusher furnace that could hold 10 because the conditions are not going to be consistent. The front end (the first load) has nothing in front of it so it’s heating at a different rate than the loads in the center, and the last load is cooling at a different rate than the loads that were in the center. That which I just described to you about the potential improvement in distortion, that would be negated in that circumstance.
Doug Glenn: If you’re running a continuous system at full bore and you’re running a batch system at full capacity, especially when you get to the quench, there are a lot of other variables you need to consider in the batch.
This is simply because of the load configuration, and the rates of cooling from the outer parts — top, bottom, sides, as opposed to the ones in the middle. Whereas with a single basket, you still have to worry about the parts on the outside as they’re going to cool quicker than the parts on the inside, but it’s less so, by a significant degree.
Mike Mouilleseaux: Something that I have learned — which is totally counterintuitive to everything that I was educated with and everything that I was ever told— we’d always thought that it was the parts in the top of the load where the oil had gone through and had an opportunity to vaporize and you weren’t getting the same uniform quench—those were the parts that you had the highest distortion.
Counterintuitively, it’s the parts in the bottom of the load that have the greatest degree of distortion. It has very little to do with vaporizing the oil and it has everything to do with laminar flow versus turbulent flow.
Doug Glenn: In the quench tank, is the oil being circulated up through the load?
Mike Mouilleseaux: Yes.
Doug Glenn: So, supposedly, the coolest oil is hitting the bottom first.
Mike Mouilleseaux: Yes.
Thoughts on the Future of Furnace Improvement (22:20)
Doug Glenn: What about the future on these things?
Mike Mouilleseaux: Where do we think this thing is going? Obviously, you’re going to continue to see incremental improvement in furnace hardware: in burners, in controllers, in insulation, in alloys. These things will be more robust; they’re going to last longer. If we looked at a furnace today and we looked at a furnace that was made 50 years ago, and we stood back a hundred yards, almost no one could tell what the difference was, and yet, it would perform demonstrably different. They are far more precise and accurate than ever.
For the process control systems, we’re going to see real-time analysis of process parameters. We don’t have that now. I think that machine learning is going to come into play, to optimize and predict issues and prevent catastrophic things.
In terms of atmosphere usage, if you’re running the same load, and you run it a number of times, the heating rate should be the same, and the amount of gas that you use to carburize that load should be exactly the same. But if you have a problem with atmosphere integrity — you got a door leak, you got a fan leak, or you got a water leak on a bearing — those things are going to change. Now, by the time it gets your attention, you could’ve dealt with that much sooner and prevented other things from happening.
"For the process control systems, we’re going to see real-time analysis of process parameters. We don’t have that now. I think that machine learning is going to come into play, to optimize and predict issues and prevent catastrophic things."
So, did it cause a problem with the part? By the time it causes a problem with the part, it’s really serious. The point is that there is something between when it initiated and when it’s really serious. With the right kind of analysis, that could be prevented. I think that that kind of thing is coming.
Motor outputs, transfer times — I see all of those things being incorporated into a very comprehensive system whereby you’re going to understand what’s happening with the process in real-time. If you make adjustments, you’re going to know why. Then you’re going to know where you need to go and look to fix it.
The other thing I see happening in the future is all about energy and greenhouse gases. Our Department of Energy has an industrial decarbonization roadmap today, and it’s being implemented, and we don’t even know it. One of the targets in this industrial decarburization roadmap is reduction in greenhouse gases: 85% by 2035, net zero by 2050.
So, what does that mean? I’ve listened to the symposiums that they have put on. There are three things that they’re looking for and one is energy efficiency. I’m going to say that we’ve been down that road and we’ve beat that dog already. Are there going to be other opportunities? Sure. It’s these incremental things, like burner efficiency. But there is no low hanging fruit in energy efficiency.
The other thing is going to be innovative use of hydrogen instead of natural gas because the CO₂ footprint of hydrogen is much lower than that of natural gas. If you look at how the majority of hydrogen is generated today, it’s generated from natural gas. How do you strip hydrogen out of there? You heat it up with natural gas or you heat it up with electricity. Hydrogen is four times the cost of natural gas as a heating source.
The other thing that they’re talking about is electrifying. It’s electrify, electrify, electrify. The electricity has to be generated by clean energy. So, does that mean that we run our furnaces when the wind is blowing or the sun is out, or we’re using peaker plants that are run off hydrogen, and the hydrogen is generated when the sun is shining or the wind is blowing, and we’re stripping out the natural gas?
From what I, personally, have seen with these things, these are absolutely noble goals. You could not disagree with them whatsoever. The way that they want to go about accomplishing it, and the timeline that they wish to accomplish that in, is unrealistic.
If you look at how the majority of hydrogen is generated today, it’s generated from natural gas. How do you strip hydrogen out of there? You heat it up with natural gas or you heat it up with electricity. Hydrogen is four times the cost of natural gas as a heating source.
Doug Glenn: Well, Michael, don’t even get me going on this! There are a lot of different things that are going on here but it’s good to hear you say this stuff. I agree with you on a lot of this stuff. They are noble goals; there is absolutely nothing wrong with electrifying.
Now, I do know some people — and even I would probably fall into the camp of one of those guys — that questions the premise behind the whole decarbonization movement. I mean, is CO₂ really not our friend? There’s that whole question. But, even if you grant that, I agree with you that the timeframe in which they’re wanting to do some of these things is, I think, fairly unrealistic.
It’s always good to know the reality of the world, whether you agree with it or not. It’s there, it’s happening, so you’ve got to go in with eyes wide open.
Safety Concerns (29:41)
Mike Mouilleseaux: The safety concerns on these are all very similar. You know, the MTI (Metal Treating Institute) has some pretty good safety courses on these things, and I think there are a lot of people who have taken advantage of that. The fact that it’s been formalized is much better.
When I grew up in this, it was something that you learned empirically, and making a mistake in learning it, although the learning situation is embedded in you, sometimes the cost of that is just too great, so that the probability of being hurt or burnt or causing damage to a facility, is just too great.
There are definitely things that need to be addressed with that, and there are some very basic things that need to be done.
Doug Glenn: Michael, thanks a lot. I appreciate your expertise in all these areas, you are a wealth of knowledge.
Michael Mouilleseaux is general manager atErie Steel LTD. Mike has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY and as the Director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Having graduated from the University of Michigan with a degree in Metallurgical Engineering, Mike has proved his expertise in the field of heat treat, co-presenting at the 2019 Heat Treat show and currently serving on the Board of Trustees at the Metal Treating Institute.
Watlow®, a designer and manufacturer of complete industrial thermal systems, has recently completed its acquisition of Eurotherm®, a provider of controls, systems, software, and services for industrial markets around the world. How did the acquisition happen, what future technologies can we expect, and what should heat treaters know about this change?
Joining Doug Glenn, Heat Treat Today publisher and Heat Treat Radiohost, is Watlow CEO Rob Gilmore to answer all your questions.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Who Is Rob Gilmore? (00:43)
Contact us with your Reader Feedback!Rob Gilmore CEO Watlow Source: Watlow
Doug Glenn: Welcome everyone. Doug Glenn here, with Heat Treat Today. I have the great privilege of talking with Rob Gilmore, CEO of Watlow. I’m excited to talk with you, Rob. We’ve got quite a bit to cover today, so let me just jump in.
First off, I want to talk about you to give our listeners a sense of you and your background. I wasn’t stalking you, but I was doing a little bit of research, and I was pretty impressed.
I’ve got a list of titles here of things you’ve done at Watlow for the last 35 years: co-op student intern — that’s where you started, which is crazy — and then R&D, product development, manufacturing, engineer, design, development manager, operations product manager, semiconductor business group manager — where you spent a good bit of time — and VP and chief. So, tell us all about your experience at Watlow.
Robert Gilmore: Yes, I’ve had an exciting journey at Watlow and was fortunate enough to get started early in my career and figure out that I wanted to be in engineering. When I first started in engineering, I wasn’t too sure that was what I wanted to do, but when I started with Watlow, it definitely validated that this was it.
I was fortunate enough to get in the R&D group and learn a lot about both thermal applications and how to apply electric heat. It just continued to draw me to it. After I got into developing a lot of products, I entered into the manufacturing side to make sure I knew how we built those products. Then I really got to spend a lot of time with customers and customers’ applications to provide good solutions and solid solutions to our customers.
Doug Glenn: We’re going to get into a little bit of the Watlow company history here. Most recently, in 2021, you became CEO of Watlow, worldwide, correct?
Robert Gilmore: That is correct. We were fortunate to get partnered with a company called to really help us really accelerate and advance our strategy in the business.
About 10–12 years ago, we really knew that the thermal loop coming together was really going to help us optimize our customers’ applications around process heating and heat treat. We’ve seen a lot of success in that arena, and we knew that we wanted to invest much more capital into the business and help our customers be successful in those applications.
Doug Glenn: I want to talk a little bit more about Tinicum in a minute, but I think I heard that you, at one point in time, worked with or for Lindberg.
Robert Gilmore: Actually, it was early in my career, right after college. Lindberg was a very important customer of ours that was dealing with heat treat and furnaces, and they challenged us with some key applications.
My boss — this is a little bit of history of how I learned a lot about heat treat — said, “They’ve (Lindberg) got some significant thermal challenges and I’m going to drop you off here and don’t come back until you figure out how to solve those thermal challenges.”
I’ve always had a passion for heat treat and heat treat applications because they are the most challenging. I learned a lot about the application and how to optimize it.
Doug Glenn: And that was Lindberg rg, the commercial heat treat company, yes?
Robert Gilmore: I think it was actually their equipment manufacturing company.
They definitely did a lot in the auto industry, and there were really some challenging applications.
Doug Glenn: You have a decent amount of heat treat experience if you’ve been working with companies like Lindberg. That’s really good.
And, by the way, I just wanted to make one other comment: I think you’re in a rare class as somebody who has worked for the company for 35 years. That’s just really unheard of.
Robert Gilmore: Yes, it’s been a great company. We’ve been fortunate enough that the family atmosphere, the opportunity to do a lot of different things in the organization, and the ability learn a lot in the organization made it attractive. And it’s not only me; we’ve got a lot of talent in the business with years of service, application knowledge, and capabilities. It’s just been a great experience.
Doug Glenn: I think it speaks to the man, somebody who sticks around that long, as well as the company culture.
Meet Watlow (06:05)
Let’s talk about Watlow for a while.
I know a lot of people in our industry know Eurotherm and a lot of people know Watlow. Watlow hasn’t been as “core,” let’s say, to the heat treat, high temperature, thermal processing market as Eurotherm might have been.
Watlow’s company logo
Robert Gilmore: The headquarters are in St. Louis, but we’ve quickly become a pretty global organization organization over the past five years. That’s why we made some of the decisions that we did; our customers are global — they’re expecting to be supported globally.
So, we’re in headquarters. But that being said, I like to tell people it used to be 75% of our employees were in the Midwest, but now, 75% are outside the U.S., looking at the growth and the acquisitions that we’ve made in business.
Doug Glenn: I saw that the company was founded in 1922. So, just last year, you guys celebrated 100 years.
Robert Gilmore: That’s correct. It’s been a great journey for the company. It’s a great, rich history of solving thermal problems over the years. It’s a fun organization, from that perspective.
Doug Glenn : It was very impressive. I know now, it’s said there are at least 14 different sites around the globe — manufacturing, development, sales, service, etc.
Robert Gilmore: At least 14 different manufacturing sites, and then probably additional sales offices and development offices across the globe.
Doug Glenn: And Watlow, the core business encapsulates heaters, temperature controls, temperature sensors. How would you describe the core business of Watlow?
Robert Gilmore: Yes, I would say we look at it as a complete electric thermal loop. So, if you look at heaters, sensors, power devices, power management devices, along with temperature controls. That is the context of that thermal loop.
Doug Glenn: Gotcha. And then we did mention earlier, it was a family-owned business up until 2021, right?
Robert Gilmore: 2021, yes, is when we partnered with Tinicum.
Doug Glenn: Which is a private equity firm.
Robert Gilmore: Tinicum is more family oriented and it’s one of the reasons we partnered with them. But many of the family stayed in the business, just in a minority, shareholder position.
As Watlow started to advance its strategy, really around 2010, the goal was to bring the thermal loop together.
So, there was an acquisition in 2013 called Semiconductor Tooling Services (STS) and then there was the acquisition of Yarbrough that happened in 2018, and then CRC Inc. happened in 2020.
Doug Glenn: And there were a lot of product introductions. I was very impressed, looking down through the Watlow history on your website, seeing the amount of new products and services and acquisitions and expansions into various countries.
The bottom line is you are a global presence.
Robert Gilmore: We pride ourselves in being able to solve complicated thermal problems. We’ve got a very rich history of having solid technical and engineering talent, so usually if somebody can’t figure it out, they call us and we help them figure it out and work with them through that.
Key Markets (11:14)
Doug Glenn: Rob, if you don’t mind, could you just hit on some of the key markets? I know, obviously, you’re not all heat treat. I know you’re doing semiconductors.
In fact, I found it very interesting, by the way, as I was looking at your history, that you started out with shoes, some sort of a shoe heater.
Robert Gilmore: Yes, if you look at the history, the founder of the business recognized there was a way to mold leather more efficiently with an electric heater, and he created the electric heater (versus steam heating) in those applications. That’s how the business took off.
Over the years, we have continued to develop new products and new solutions as electric became more of an attractive solution. We pride ourselves in bringing the together.
Doug Glenn: Let’s talk about Watlow, not Eurotherm quite yet. Are there any major initiatives that you’ve got going on now?
Robert Gilmore: Yes. As Watlow was growing up as an organization, we were very product-centric, so we sold our components into a lot industries. Ten years ago, we decided that if we brought the thermal loop together to our customers, and targeted applications that had thermal challenges in there, we could bring a better solution to their process or their equipment in those applications.
That got us started on more of a market and application focus, starting with semiconductors.
That’s been the mantra. As we find that thermal is important in these different applications, we focus on those applications and provide those solutions.
“The semiconductor has definitely been attractive.”
So, the semiconductor has definitely been attractive. When you look at refrigerated transport and some of these markets looking for a cleaner, more efficient, alternative (what I would call “the diesel engine market”), we find that in cases where we have the opportunity to use the thermal system to increase fuel efficiency or make the engine burn much cleaner, that we’re helping our customers solve such problems.
There has been a big initiative to move from fossil fuel solutions to electric solutions. We see a lot of opportunities where we can help customers come up with more advanced heat exchanger solutions to optimize and provide a more efficient thermal solution to those applications. So, we’re helping many customers solve those applications.
We’re in medical. We’re in a lot of food processing, food equipment, as you might guess.
But we try to focus on those challenging applications where thermal is critical to the process or to the equipment, and help those customers optimize those solutions.
Green Initiatives and the Electric Thermal Loop (14:36)
Doug Glenn: You hit on one thing that I was going to ask you about: the green initiative, and if that’s really played well for you guys. Would you say yes to that?
Robert Gilmore: Absolutely. When you think about emissions reductions or clean energy, thermal is critical in those applications, and that is driving a lot of our products, solutions, and technologies. We’re helping customers solve those problems day in and day out.
Doug Glenn: Could you give our listeners any sense of magnitude or size of Watlow, whether it be total number of employees, annual sales, or profit margin — just kidding on that last one.
Robert Gilmore: We have around 4,000 employees, plus or minus, at any one time, and growing fast. I probably got that number wrong. We’re probably approaching a billion dollars in revenue. I might have to think about whether I want to share that or not, but it kind of gives you a relative size of the organization. We’re invested heavily in a lot of the products and technologies and supporting our customers, right now, to try to scale the business globally.
An illustration of the electric thermal loop.
Doug Glenn: Returning to the “green” topic I asked you about, there was a term you continually mentioned. It may be a term that you’re using there at Watlow that some of our readers and I might not understand: the concept of the “electric thermal loop.” Can you address that? What do you mean by that?
Robert Gilmore: Electric has been prevailing for a number of years, but when we look at the electric thermal loop, it is descriptive of the heater engine, the sensing device, the power management system, and the control system. That’s what I call that loop.
The industry (whether OEMs or end-users) addresses thermal loop from a component mindset: somebody is providing the electric heater, somebody is providing the control system, somebody is providing the sensor.
But we really find where we specialize is optimizing for the customer’s process or for the equipment to be optimized. That’s what we focus on. That’s why I call it the thermal loop. It’s, How do I optimize process performance or application performance by focusing on ? Am I getting a real sense of management process temperature or safety limits that we have to control, because we’ve got a volatile gas or something of that nature? So, we try to optimize that thermal loop; that’s the job that we do.
Doug Glenn: That makes sense. And, also, I can see how there would be value there to your engineer-based clients in that they can come to one place and you can say, “Okay, listen, we can help create the heat, we can apply the heat, we can measure and control it.”
Robert Gilmore: That’s correct, yes.
What the Acquisition of Eurotherm Offers Heat Treaters (18:40)
Doug Glenn : Let’s jump to Eurotherm. The acquisition of Eurotherm happened in 2022, which was just last year. It seemed like a long time ago, but it wasn’t all that long ago.
Robert Gilmore: Yes, it’s gone by fast, and we’re coming up on a one-year anniversary.
Doug Glenn: So, if you can take yourself back a year or maybe even two, when you first started looking at that acquisition, at the time, Eurotherm was part of Schneider Electric, which is a huge international conglomerate. What was appealing to you guys and where did you think you were going to take this thing?
Robert Gilmore: Eurotherm had been on Watlow’s radar for a number of years. We valued them as a market leader and a competitor in the marketplace, especially when it comes to the controls and the power management space. We always viewed them as being a leader on many fronts, from the product and technology side.
As we got closer, we also acknowledged that they were in some attractive adjacent markets that we thought we could use to complement their technology and capability to help us grow in scale in the business. Then, as we got to know them a little bit better, we recognized the talent and the capability that they had.
Watlow serves a lot of OEMs. OEMs are probably the majority of our business. Eurotherm leans more towards what we would call “the end-user market.” They’re really knowledgeable about these key applications and markets. They know what customers are doing in those applications. We found that very attractive, and when we were able to acquire them, we got a wealth of talent and knowledge around markets and applications, as well as the products that we were attracted to as well.
“Eurotherm had been on Watlow’s radar for a number of years. We valued them as a market leader and a competitor in the marketplace, especially when it comes to the controls and the power management space.”
Also, it increases our presence in Europe and Asia. It’s a good complement from that perspective.
We’re pretty excited about having them on board. We’re finding opportunities, all the time, to help our customers solve these applications. Now that those team members have access to our heating and sensing technology, that really gives them the full thermal loop to help support their customers. It’s a great complement to the business.
Doug Glenn: Yes. That’s very interesting. Before the acquisition of Eurotherm, Watlow was doing thermal controls of some sort?
Robert Gilmore: Yes. We’ve been in the controls business and power business for quite some time. When you look at the thermal loop, the way I phrase it is “the brains” of the thermal loop are in the control and power management side of the business. I’d like to say that’s the tip of the spear of what we’re doing for our customers, and our strategy is to bring that together.
Doug Glenn: I know that Eurotherm (and I’m wondering if this is another one of the reasons why you found them attractive) has systemwide, companywide-type controls and data acquisition, data management, and that type of thing. Did that capability play into the decision?
Robert Gilmore: Absolutely. That’s probably a really solid strength that they have around the data management acquisition side of their business. As we continue to make this thermal loop much more intelligent, access to data, data/data management, and data processing really becomes a really key value driver for us in the business.
It’s really very complementary to what we would say is on our roadmap: helping people implement Industry 4.0 and having that thermal loop intelligence in the system is really critical for where we’re going and how we’re helping our customers.
Integrating Industry 4.0 Technologies for Clients (23:07)
Doug Glenn : Can you speak to 4.0, either from the Watlow side or in combination with Eurotherm, along with things that might be coming up?
Robert Gilmore: When you look at our continued advancement and our bringing more advanced thermal loop and thermal processes together, data/data management/real-time data acquisition, and allowing that thermal loop to be more intelligent, real-time, feed the process
We actually have a portfolio of what we would call I-40 technologies that are helping our customers manage their systems and process more effectively. We’re in a lot of alpha and beta testing right now, with several of our customers, to help them advance their systems and solutions, as well.
Obstacles and Initiatives (24:03)
Doug Glenn: I assume the acquisition/integration of Eurotherm has gone relatively smoothly.
Robert Gilmore: It’s gone perfectly.
Doug Glenn: Never a misstep, I know!
Robert Gilmore: It’s been a great learning experience with the team. We’re coming together and figuring out how to work together. We’re trying to focus on our customers and our opportunities and then we’ll find it easier to work together. But I’m actually very happy with how things are going, with how the teams are working and really seizing the opportunity.
Doug Glenn: Good, good. Well, you know, in the years that I’ve been in the business, I’ve developed a decent knowledge of some of the people at Eurotherm, and I will second what you’re saying — you’ve got some good people and some good talent there.
So Rob, how about market obstacles, at this point? What are the things keeping you up at night?
Robert Gilmore: I think there are always going to be some of these challenges that are in front of us, with a business that’s growing like ours. We just continue to make sure that we’re developing and bringing on new talent and developing them to support the business and our customers. I think that’s always going to be a challenge.
In terms of these initiatives and where those opportunities are and which ones to focus on, a challenge is that different parts of the world are regulating differently, which makes us support faster. Predicting how those outcomes are going to happen and seeing what we should focus on first is always a challenge. We do not lack opportunity for business and growth opportunities.
But, you know, as much as those are obstacles, I look at those as great opportunities that are in front of us, as well.
Doug Glenn: Right. We had a team meeting here the other day with our team and somebody brought up the saying that Billie Jean King used to say, “Pressure is a privilege.” So, you know, you’ve got a lot of stuff going on and it’s a nice problem to have, to be able to say, “Well, which one of these is the best one to take?” and have to make that decision.
Learn what Watlow says about making combustion more sustainable through monitoring. Click the image above to read their article contribution!
We’re coming towards the end here, Rob. How about any specific initiatives with Eurotherm into either the heat treat market specifically or Eurotherm generally, that our listeners might want to know about?
Robert Gilmore: Yes, we’re continuing to advance the strategies in these different markets. Definitely in the heat treat market, we are coming together and really having specific strategies around that, and how we can optimize the thermal loop and those applications.
But really what I’m probably most excited about is the continued investment we have in technologies and products. We see a next generation of control and power management devices along with data acquisitions that you will start to see come out in 2024 and 2025.
We continue to invest in technology platforms, in what we would call the I-40 technologies platforms. We also have some, what I would call “advanced adaptive thermal systems,” that really allow the thermal loop to be intelligent.
We’ve been launching different products over the last probably five years, and more to come from that perspective.
And I’m pretty excited about some of the heater and sensing technologies that we’re developing, which include higher temp capabilities. The temperatures are going to continue to increase in some of these applications and become more demanding, and we’ve got some interesting technologies that we will be advancing there.
I think a big thing we’re also launching in a lot of alpha and beta applications, right now, has to do with “medium voltage technology.” As you continue to see this movement from fossil fuels to electric, the low voltage solutions don’t generate enough power, and we are introducing what we will call a medium voltage technology and heater technology. So, the ability to move from 480 to 600 volts to 4200 or 7200 volts is really going to give our customers the capability to handle going to those megawatt solutions that we can help them do.
I’m pretty excited about those technologies. We’ve been introducing some of those neat technologies that are going to help our customers be successful in many of these applications. It’s some pretty exciting stuff, at least for a lonely old engineer like myself.
Doug Glenn: For electric thermal loop geeks, this is great stuff.
Robert Gilmore: Absolutely.
Doug Glenn: I will tell you, And the whole green initiative seems to be global now. We were at THERMPROCESS over in GIFA in Düsseldorf, and it was all about green initiatives.
These are interesting times and I think you guys, with your business strategy, seem to be very, very well positioned to reap the benefits.
Robert Gilmore: We are definitely excited about what we’re doing today and what we’ll be doing tomorrow. These are exciting times for Watlow.
Doug Glenn: I have one other question for you: Are you guys doing anything with AI that you’re able to talk about?
Robert Gilmore: We definitely see opportunities from that perspective. We definitely believe it’s going to help — and it is helping — support our business. I would say probably we’re in the throws of really the ability to leverage the wealth of knowledge that we have and be able to get that through our business and our team members.
Again, I can’t even imagine the number of years of talent and technology and industry leaders in our business, and I want to make sure that knowledge gets transferred on to the next generation. I think we are looking at AI, in many ways, as to how to accelerate that ability. That’s probably the only nugget I’m going to give away from that perspective.
Doug Glenn: Fair enough.
Robert Gilmore: I appreciate the time and the opportunity. I’m definitely excited that we’re going to continue to have more presence in the heat treat market; you’re going to see our name more and more.
We’re pretty excited about the future and looking forward to talking to you some more.
Doug Glenn: If people want to keep up with you guys — what’s going on, what is the latest news out on you guys — is there any direction you want to steer? Is there anything you would recommend customers or prospects do?
Robert Gilmore: We’re continuing to advance and develop our website, and that’s a good place to start, if you want to reach out. Bob, or even myself sometimes, is always interested in what customers are thinking about or what help they need, as well.
Doug Glenn: Good, very good. Rob, thank you very much.
About the expert: Rob Gilmore has been with Watlow for nearly 35 years. Throughout his career Rob has gained broad experiences in engineering, manufacturing, product management, operations and general management. As a result, he has developed a keen understanding of the application of Watlow products, services, and solutions across a broad range of industries (including industrial ovens and furnaces). Prior to becoming CEO, Rob served as COO and general manager of the semiconductor processing business unit, growing this division to Watlow’s largest market segment. Shortly after Tinicum L.P. acquired a controlling interest in Watlow in March of 2021, he was promoted to Watlow’s CEO. Most recently, Rob has led the organization through the acquisition of Eurotherm from Schneider Electric in November of 2022.
MG Timothy J. Wright (T.J. Wright) understands the heat from a heat treat furnace as well as the heat of engagement in war. As a critical actor in the history of Wirco, Incorporated, T.J. shares his background in the heat treat industry, how this intertwined with a career in the military, and the hallmarks of a life of leadership. Heat TreatTodayis honored to bring this Heat TreatRadio episode to pay respect to his long career in the U.S. Army, serving our nation and facilitating peace abroad.
Bethany Leone, managing editor at Heat TreatToday, serves as the special host for today's episode. The episode was sponsored by C3 Data.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet Major General TJ Wright (00:43)
Major General TJ Wright
Source: Wright family
Bethany Leone: Let me start off by just sharing a little bit about some bio information about yourself. Could you introduce yourself, who you are, maybe where you grew up?
MG T.J. Wright: My name is Timothy Joseph Wright. I spent my younger years, up until the 8th grade, in Phoenix, Arizona with my family, of which I have three brothers. I moved back to Fort Wayne, Indiana, midterm in the 8th grade year. I went to New Haven High School and worked in a garage for my grandfather in 8th grade and through my sophomore year.
Contact us with your Reader Feedback!
After that, my dad was running a heat treat for a company called National Heat Treat, which doesn’t exist anymore; this was the reason we moved back to Fort Wayne. So, I got a job running tool steel on second shift.
There was a metallurgist there — his name was Carl Bobee — and he taught me how to mount samples and read microstructures, and I learned how to run furnaces. In those days, we took dewpoints with a little dry ice cup in a thing with a thermometer on it. That gives you some concept of how the technology has changed over the last 50 years — it’s pretty amazing.
That caused me and afforded me the ability to get a job after high school as a metallurgical technician working for International Harvester. About midway through my second year working there, I got my notice to come down and take a physical to go here to Indianapolis. When I got to the end, I asked the sergeant, “What does that mean?” and he said, “You’ll probably be back here in 60–90 days; you’ll probably be drafted,” because the Vietnam War was heating up. So, I talked to my dad. He was a WWII vet, as was my grandfather and my uncle. He said if it was me, he would enlist; make it a choice, not chance.
So, I tried to figure out what I was going to do, and I was sitting at home feeling sorry for myself, and a helicopter goes flying across the TV screen and it says the Army is looking for helicopter pilots. I said, “If I’m going, that’s what I’m going to do.” So, I enlisted in the Army, took all the physicals, took the tests, and made the qualification. That’s how my career started.
TJ new grad from Flight School School Ft Wolters TX 1967
Source: Wright family
After Enlisting (03:18)
Bethany Leone: When you’re making that decision, it sounds like your family was a big support for you as you’re making that transition to enlist.
MG T.J. Wright: Yes. Family is everything. And after you’re in the service, you learn to recognize that it’s not just your family, but it’s your compatriots and your fellow soldier and airmen’s families too that you care about. It impacts everybody, if something happens, good or bad.
Bethany Leone: What year did you enlist?
MG T.J. Wright: 1966, I believe.
Bethany Leone: And was that before you went to get your college education?
MG T.J. Wright: Correct, yes.
Bethany Leone: How did that come about? Was it through the Army that you decided to?
MG T.J. Wright: I enlisted in the Army, went to Vietnam, and came back from Vietnam. I was an instructor pilot then at Fort Wolters, Texas, where I taught young people — I call them young because I was all of 22 or 23 maybe — how to strap in the helicopter, how to wear the helmet, how to talk on the radio, how to hover. I made helicopter pilots out of them.
People didn’t hardly wear seatbelts in those days. Then, when my time was up (my enlistment of four years) they wanted me to stay in the Army and offered me a direct commission, and I said, “I don’t think I want to go back to Vietnam again, thanks,” so I got off active duty.
In the meantime, while I was in the Army, Lindsey and I got married. We were in Texas and I knew I wanted to be a pilot. Purdue has a great aviation professional pilot program and I applied to go to that. I was accepted and so we spent the next three years at Purdue.
TJ and Lindsey 1969
Source: Wright family
I joined the National Guard, at that time, and I was a warrant officer initially. Once again, they offered me a direct commission to become a commissioned officer. So, I accepted it and became a Second Lieutenant.
Vietnam (05:59)
Bethany Leone: Moving back to when you were in Vietnam, because that was your first experience, I imagine it was probably pretty foundational as to how you approached your other deployments.
MG T.J. Wright: It gave me a real insight into being led and leadership. I was in an Air Calvary troopalry, and we had Cobra gunships. We had 086 Scout helicopters and UH 1 Huey liftships and we had an infantry platoon. The mission of the troop was to go out, find bad guys, and kill them. If you needed to put boots on the ground, we would insert our platoon on the ground, and we’d provide them with gunship cover.
Cobra Helicopter Transition School
enroute to Vietnam 1967
Source: Wright family
I’m trying to remember the exact date, but we were down in the south and we got in a fight with a North Vietnamese regiment (which is a large troop concentration) and there were six silver stars given out that day, which is the nation’s third highest award. I was one of the recipients of it. Five of my other pilots were also recipients that day because there was a lot of heroism going on. There were a lot of aircraft getting shot down and people rescuing other people, blowing up sampans [a type of small, flat-bottomed wooden boat] and shooting people.
Bethany Leone: How long was the engagement?
MG T.J. Wright: It was probably 18 hours. Once it got dark, things kind of settled down and, by then, we got out and had a backup for the 9th Infantry Division and they had inserted several battalions into the area. We provided gun cover for those guys after that, but the initial stage was pretty hectic.
Bethany Leone: I can imagine. Do you remember where you were when you got the mission?
MG T.J. Wright: It was like an everyday mission: We’re going to go down and scout this area out. Then, when we got down there, we almost immediately got engaged and started calling for help to get the whole troop committed.
Bethany Leone: So, when you say it was like a normal day, can you flesh that out a little bit? What did a normal day look like in Vietnam?
MG T.J. Wright: We ran, generally, 24-hour operations. We did night missions and daytime missions, and we always had an aircraft on standby. For instance, one time, I was a standby gunship guy and at about 2 o’clock in the morning they came and woke me up and said, “You’ve gotta go. Call Operations and they’ll brief you on the Ops channel.”
So, I got in the aircraft which had already been preflighted and was ready to go, and I started it up and got airborne. They said there’s an ARVN company, and I read the coordinates and headed south, and they said they’re in contact and they need support. The advisor was asking for Army gunship support.
A little while after that, I got another call from Operations saying there was another ARVN company in the same general location, and they’re also receiving fire, and the advisor was asking for support. As I came up on the area, I could see these tracers going this way and going this way, and I looked at that and I thought about it for a little bit, and I told both of the advisors, “Okay, everybody cease fire.” All the firing stopped — because it was just two ARVN companies that were shooting up one another — and I just turned around and went home.
Bethany Leone: Wow. That kind of decision-making on your part — did you have to do a lot of that often?
MG T.J. Wright: Almost every day. Flying around, the scout guy would be looking for tracks or something, because as soon as they heard you coming, they would go hide, and I would be flying cover for him in case he got shot at. There was a big kind of area — mostly in the Delta — but a big nipa palm tree area near a river, and he was on one end of the palm trees and I was on the other, and I’d go around the corner to the other side and there is a DShKM .51 caliber weapon, on a big tripod, and about five guys, and they’ve got a camo net over it, and they’re trying to pull it off so they can engage me, but I engaged them a little before they ever got it done.
Bethany Leone: Was there a moment, when you were out in Vietnam, when your leadership was really put to the test, a challenging situation? Maybe it was officers you were working with.
MG T.J. Wright: One instance that comes to mind was when we were supporting an infantry battalion. They were on the ground and they were pretty heavily engaged. The battalion commander was in a C&C BIRD command and control aircraft overhead.
It became pretty obvious to me that he had lost perception of what the situation was on the ground. I was pretty aware, as a gunship pilot, about keeping track of what’s going on in the battle. On another frequency, I was telling him where his guys were and what they needed to do, and helped him do what he was supposed to do because he was just not aware of the situation; he’d lost contact with what was going on.
Cobra Helicopter TJ flew in VN. “Silver Spur 39 from the Multi-National Peace Mission in Bosnia 1990. CW2 Timothy J Wright” is inscribed on the outside of the aircraft. The helicopter was disassembled and reassembled by National Guard mechanics, from the Shelbyville National Guard Aviation Facility.
On permanent display at the Indiana War Memorial Museum.
Source: Wright family
The National Guard (12:02)
Bethany Leone: That would’ve been quite dangerous. Stepping in would’ve been quite a key move.
So, then, you said that you came back from Vietnam, married Lindsey, and then you started in the National Guard, at that point.
MG T.J. Wright: Yes. I think I was the second helicopter pilot to join the Indiana National Guard. In those days, they had Korean War vintage aircraft, really old stuff. One of the things that really got me interested was the Vietnam veterans just kept coming, and we had a lot in common, you know? We had a lot of expertise, and it was enjoyable to be around “my guys,” you know?
Bethany Leone: Yes. You go somewhere, you have all those experiences, daily experiences, that are so different from in the U.S. I can imagine the comradery and being able to support each other, also, in coming back.
MG T.J. Wright: It was interesting. You think about, at that point, all these guys had all this experience, as did I, and we would talk; but they were also getting on with their lives, you know? There were mostly a lot of warrant officers and they were going on to be dentists or pilots. It was interesting.
Bethany Leone: Yes, quite interesting.
At some point you were involved in Desert Storm. Where was that in the timeline?
MG T.J. Wright: As time went on, I got a direct commission, and I was a captain. I figured I was ready to be a major and, somehow, in all my assignments, I was an operator so I was involved in doing stuff in, what one would call at that level, the S-3 kind of thing. I ended up on the division staff as a G-1, which is personnel pushing.
I was very unsatisfied with my assignment, and I was pretty vocal about it. One day, the division commander called me into his office and he had this big printout and he said, “Well, when your number (whatever I was, 250th on the promotion list) is up, you’ll get promoted.” And I said, “Well, thank you, sir, but I don’t want to be promoted for just coming to drill.”
I went home that night and I got a call from a guy in the Army Reserve saying, “Hey, we’re looking for an aviator in the 21st Support Command,” and he told me what their mission was and it’s a major’s job. So, I said, “Okay,” and I transferred out of the Guard and went to the Army Reserve.
The Army Reserve (14:33)
It was a great assignment. There were great guys, smart guys. There were lots of opportunities to go overseas and participate with the real 21st Command which is the Support Command for all the European Theater.
We would test alerts. But sitting at home, one Sunday morning, I was having coffee and the phone rang. I answered the phone and they said, “This is a raging bull,” meaning it’s a real thing/alert, and you need to be at the armory as quickly as possible.
We got mobilized to go to Desert Storm, right there on the spot. They took us there, and I think we were there in a couple of weeks, probably.
Bethany Leone: That mobilization — speaking to someone who doesn’t have any experience — what does that look like?
MG T.J. Wright: We immediately sent an advance team to Saudi Arabia, so that we have a touchpoint on the ground. We loaded up all of our equipment, which we didn’t have a lot of. We got a stipend and a laundry list of stuff from General Pagonis’ staff who was the army logistics guy for the entire army in the theater — computers, copy machines, telephones, all kinds of stuff to bring. I was one of the guys that got engaged to purchase all of that stuff and get it ready to go on the 141 and go off to war with it.
In a very short period of time, we committed pretty close to $750,000 in stuff that we needed to take with us. We all packed up on three 141 Starlifters (which is the predecessor to the C-17 today) with all that equipment and all our people, and flew to Roda, Spain, refueled, got back on the airplane and went to Saudi Arabia. We landed in the middle of the night.
Bethany Leone: What was your first impression? I mean, in the middle of the night, you couldn’t really see or be impressed much.
MG T.J. Wright: It was early in the war and before Christmas in 1990. General Pagonis was absconding with everything he could do to fulfill his mission — buying busses, renting buses, trucks, whatever he needed to get — and we put the whole organization on about five school buses and went to Bahrain where we were going to be stationed. We got places to stay, to sleep and rest our heads, kind of thing.
Bethany Leone: It was right before Christmas that you arrived, you said?
MG T.J. Wright: Yes.
Bethany Leone: When you arrived in Bahrain, versus when you arrived in Vietnam, could you feel the difference in setting, in environment?
MG T.J. Wright: Yes. Vietnam was well organized, and you went in and you didn’t know where you were going so you went to the reception station and they gave you a set of orders and told you to go find yourself a cot and we’ll call you when your transportation, to wherever it was you were going, comes. That’s how I got my assignment.
Here, I stayed with the organization that I deployed with, and we all had our separate jobs. I was actually the senior aviation logistician for army aircraft in the theater, as a major; normally, that’s a full colonel’s job. So, I was making sure that we had all the fuel, bullets, parts, and maintenance that was needed.
For instance, I had operational control of 1200 DynCorp guys that were civilian contractors that were doing depot-level maintenance in the theater. We had to refit all the aircraft with filters. The sand was so damaging that we put tape on the rotor blades to keep them from eroding (being sand-blasted) and all kinds of fixes like that, on the spot.
Bethany Leone: When you were in Vietnam, the U.S. had already been there for a couple/few years, but when you let go into Desert Storm for that, you were the frontlines; you were trying to get things moving.
MG T.J. Wright: There was only one Corp. there, at the time we arrived, and they hadn’t deployed yet; they were still camped out in the desert right near where we were. Then, we got the word that the 7th Corp. was supposed to be disbanded, and they were in the process of leaving Europe and coming back to the States and they did a righthand turn with the whole Corp. and brought them to the desert too. So, we had to figure out how we’re going to house, feed and place 300,000 guys and all their equipment.
Bethany Leone: I don’t even want to try and figure out that logistical nightmare!
1st Gulf War 1990 Dahran, SA
Logistician for 1700 US Army aircrafts in country
Source: Wright family
MG T.J. Wright: Here’s an example of logistics to think in terms of: You’ve got 700,000 guys in the theater and each of them has two eggs for breakfast, how much oil does it take to cook them?
Bethany Leone: I don’t know! Do you know?
MG T.J. Wright: I don’t know, but I know it’s a truckload.
Bethany Leone: Wow.
So, you arrived before Christmas, and you stayed through the whole operation?
MG T.J. Wright: Yes.
Bethany Leone: What did that look like as it unfolded? There were some peak parts, I’m sure, in January.
MG T.J. Wright: As all the units deployed to their forward staging areas and got ready to start the war, we were doing all of these things that I alluded to with taking care of problems. Normally, we’d get on a set of engines on a Black Hawk or a Cobra engine, you’d get 1,000/1,200 hours on the engine before you’d take it out and overhaul it and put it back in. We were getting about 100 hours on a set of engines. The DynCorp guys were rotating these engines in and out, and they were changing them in the field.
Eventually, what happens is, there is only a specific number of parts available, and we would normally get them back and rebuild them or refurbish them and put them back in the supply system. We didn’t have a method, at that point, to recover those (we called them “repairables”) and get them back in the system. So, I had to develop a system that went to get them and police them up. Initially, I got the Air Force to supply C-130s and I rode around, going to each one of these aviation brigades and policing up all the repairables and bringing them back.
Then, the National Guard brought Sherpas, which is a twin-engine, high-wing, turbo-prop — a little mini cargo plane. I used those guys to not only get repairables back but to deliver parts. I had almost all of the parts that the Army owned in Abu Dhabi. If your aircraft broke or if you needed a part, you would submit a document request, and if it was an AOG (aircraft on ground) kind of part, they would fax a request into St. Louis, which was where the general aviation was managed from. They would put a fax in a fax machine telling the guys in Abu Dhabi to put it on the Sherpa and where to take it. We would get less than a 24-hour turnaround on parts delivery, so it was pretty effective. We had a 90-some percent availability rate, across the board.
One of the things — to give you an idea of what I did — was that when they were briefing General Schwarzkopf on how they were going to start the war, and they were going to use an attack battalion out of the 101st to go in and take the radar stations out so the Air Force could come in and do their attack without getting shot down by the air defense guys.
Lieutenant Colonel Cody, the attack battalion commander, had reached Schwarzkopf so they were going to go into the desert and refuel and attack and then come back out. Schwarzkopf said, “There is no way that you’re going to refuel in the desert.” During the Carter era, we had that Desert One fiasco and the helicopter crashed into the 130 and it was a big mess out there, and he (Schwarzkopf) said. “We’re not doing it. Find another way to do it.”
So, General Pagonis and my boss, Tom Jones, look at me (I’m the aviation guy), and I said, “Well, there’s this thing called the ERF system (Extended Range Fuel system), and I know that there’s 200 of them in Kaiserslautern and we can just send some 141 up to get what we need and unmount a rack of AGM-114 Hellfire missiles, put 300 gallons of fuel on that thing, and then go in and out without refueling, and if you need more missiles, just take more airplanes.” So, that’s exactly what happened.
Bethany Leone: It is quite amazing the logistics, and to be able to make sure that what happens in the field goes down while it needs to. Because you can plan all you want and say we’re going to send in this — these people and this is what they’re going to do — but do they have the fuel for it to come back. Someone needs to be thinking about it and if they don’t, what’s the solution?
MG T.J. Wright: Right. You’ve got to plan for rearming, refueling, recovery of downed vehicles, wounded, and POWs. After the first day of the ground war, we had 80,000 POWs. You’ve got to feed and house these guys, you know? I mean, they were just surrendering like crazy, as fast as they could because they didn’t want to die.
Bethany Leone: To honor that – how do you fulfill that?
How did you end your time with Desert Storm? Was it a slow end or was it a quick in, quick out?
MG T.J. Wright: Well, at the end of the war, the divisions all came back and prepared to redeploy back to their home stations. By then, General Pagonis had been promoted to 4-star and he had a 2-star deputy. We had a huge heliport that we kept these aircraft on but not enough to cover 1700 helicopters. So, I had a plan.
You’ve got to clean these aircraft and make sure there’s no dirt on them and get them ready to ship them back to wherever it was they were going. The deputy called me in one day and said, “You’ve got to find another place to go because I’m taking over the heliport.” His plan was to use that to redeploy all the other equipment — the tanks, APCs, trucks — everything had to be packaged up and ready to redeploy back to home station.
I stood my ground as much as I could with a 2-star general. I got a slice of the heliport and so I reorganized my plan. They would bring their aircraft in and we would wash them and get them ready to redeploy and then fly the aircraft to the port, take the rotor blades off of them, put shrink-wrap over the whole thing, put them on the ship and send them back.
Bethany Leone: How long did that take? How many days or weeks?
MG T.J. Wright: It was a better part of a month, I would say.
Bethany Leone: That’s a lot of equipment to keep count of and store.
MG T.J. Wright: A rotor blade for a Black Hawk helicopter costs about $100,000 and one (helicopter) has five rotor blades on it, I think. When they came over, they put all those rotor blades in shipping containers for rotor blades. But when they got to the desert, they turned those shipping containers upside down and used them for floor tents. So, I had to figure out how to get the rotor blades homes safely.
I didn’t have any chains to chain the aircraft down on the ship so I had to figure all of that out. One of the other guys, Larry McIntyre, who was the “everything else” guy, bought pressure washers — thousands of them. He set up a repair facility and had parts because things would die because they were using them 24/7. He’d change the oil in them regularly.
Bethany Leone: When you get back, and you’re in the National Guard still, what is your rank?
MG T.J. Wright: What happened is, when I came back from Desert Storm, I got a call from the adjutant general chief of staff and he said, “Hey, we want you to come back to the Guard.” I said, “Doing what?” He said, "Well, on the staff, we have a G-1 position,” – which was the reason I left in the first place! And he said, “It’s a lieutenant colonel’s job.” I said, “Okay, I’ll do it.” He said, "You won’t be there long.”
Back to the National Guard(29:31)
OH 58A Indiana National Guard 1973
Source: Wright family
So, I transferred back to the National Guard, got promoted to lieutenant colonel, and three months later, I got transferred to the Aviation Brigade as the operations officer. I was there three or four months and then they made me commander.
Bethany Leone: As commander, what was your role as commander in seeing these operations?
MG T.J. Wright: It was an interesting time. We talked earlier about all the old aircraft that we had, and in the meantime, we had transitioned to Hueys and OH-58s, but we were positioning ourselves now to get Black Hawks, which is the Army’s premier lift aircraft. I started sending guys to school, transitioning pilots, getting the crew maintenance guys spun up, and looking at maintenance facilities and getting them organized.
Bethany Leone: How long were you in that position?
MG T.J. Wright: I was the brigade commander, I think, for probably 18 months or so, then I got promoted to brigadier general and became the assistant division commander.
Bethany Leone: Again, more strategy planning.
MG T.J. Wright: Higher level expertise, yes.
Bethany Leone: What were some of the responsibilities that came with it, or one of the tasks that you accomplished?
Bosnia and Herzegovina (31:06)
MG T.J. Wright: I wasn’t there very long because I got activated to go take over the U.S. command in Bosnia.
Bethany Leone: How were you chosen, or activated, for that?
MG T.J. Wright: The plan was that, normally, every six months, they would rotate a unit in and out of Bosnia. I was told that we were going to be the last rotation and that the U.S. was leaving Bosnia. My job was to continue the peace enforcement and do a handoff to the EUCOM European theater to take over the mission.
We mobilized an infantry battalion out of the 38th division along with an aviation section, and the staff and I trained here in the States for 30 days, and then we went to Grafenwöhr for 30 days and got some more training spun up, and then we deployed into Bosnia with all of our equipment and people.
Command of SFOR Multinational 15 Stabilization Forces for Peace Enforcement in Herzegovina 1990. 5,000 troops.
Source: Wright family
Bethany Leone: Now, Bosnia and Herzegovina — that part of history is not well covered and I’m sure that people who are listening to our interview would probably appreciate a scope of what that is, at least from your perspective.
MG T.J. Wright: That all started during the Clinton era. He said we’d just be there a year, and we were there far longer than that. The mission was peace enforcement. Peace enforcement is all the protagonists that are involved tell them to ceasefire, and I’m going to force you to ceasefire and I’ve got the horsepower to do it. So, we had the Serbs, the Croats, and the Muslims all shooting at one another in various forms and fashions.
General Đukić, one of the Serbian commanders came to my office one day and he said, “So, if I start to roll my tanks down this road - we were in Tuzla – what would you do?” I said, “Do you see those eight Apache helicopters with the hellfire missiles out there? You wouldn’t make it to my compound, I can tell you that, right now.”
Bethany Leone: So, tension levels were still really high when you got there.
MG T.J. Wright: Not so much. I mean, it’s just probing — stick in to see how you feel. Probably after I was there three months, the realization that we were actually going to leave and things needed to be normalized started to set in. People started saying — leaders, we don’t want you to go. Stop; we want you to stay here. But it was time to go home.
Bethany Leone: I guess that’s kind of how it is once peace is starting to set in, the appreciation for the authority that brought that about is really evident.
MG T.J. Wright: They were very grateful. Serb, Croats, or Muslim, it didn’t matter — they were happy it was going to be over and that they could finally get back to some sense of normalcy.
There were scars, you know. The Serbs, in one fell swoop, killed 6,000 Muslims. They were throwing their bodies in the ground. That’s a lot of bodies. They had mass graves, and we were still finding mass graves when I was there in rotation 15.
We had a “no-knock” policy. Unlike in this country, unless you’ve got a warrant you can’t come into somebody’s house, we could just go in whenever we wanted. We would still find things, because there are still some idiots out there.
Here’s a for instance: One of my guys, in a no-knock search, found a U.S. Army Barrett sniper rifle which is about a $50,000 piece of equipment. It somehow made its way to Bosnia and I’ve got a nice picture of myself shooting that out at the range before we put it back into the supply system.
Bethany Leone: How did you prepare for handling the relationships that you found over there?
MG T.J. Wright: Well, Bosnia and Herzegovina was divided up into three sections: the U.S and, when I was there, the Canadian, and the Spanish had the south. General Bier (who was the Canadian commander), he and I met with our boss, General Packett, and discussed about guidance and what we wanted to do.
One of the things that we implemented was moving people out of the cantonment area (the FOB) into the villages so people would be comfortable and come and tell us where the sniper rifles were hidden and that kind of stuff. That was a very successful program, once we got it launched.
Bethany Leone: I guess, weeding out the unrest in neighborhoods, and bringing the peace to a very immediate personal level for those citizens.
Was there any resistance to that plan?
MG T.J. Wright: I don’t think so. That was always a concern of General Bell. He was the army commander in Europe, and he was my support chain. While I was a U.N. commander (NATO), he frequently visited to make sure he was giving me everything that I needed or wanted. When I told him I was going to do this program, where I put the troops out into the villages, he was not a happy camper; he did not like that idea at all. It was difficult to get the logistics for that organized.
I was telling General Packett that I was getting some resistance from General Bell, and he said, “Well, General Jones,”— who was the SACEUR commander that was coming to see me in a week — “We’ll talk to him about it.” When I told General Jones, he thought it was the greatest thing since sliced butter.
So, General Bell’s habit was every time a 4-star would come and see me, he would come down and get debriefed. I told him that General Bell thought it was a great idea, and he said, “Yeah, I do too!” And he said, "What do you need?” and I said, "Well, I need you to get that thing out of your staff because I’ve got the requirements up there and get it moving.” Within a few days, it started moving again.
Bethany Leone: So, overall, though, your plans, the plans, I guess, of the U.S. and then of NATO, were largely smooth overall, at this point.
MG T.J. Wright: Yes. I learned, by then, that everybody wants to know, after a while, “When are we going home?” Nobody could tell me when we were going home. Sometimes, you can fulfill your own destiny. I just started briefing — when all of these people would come to see me — I’d give them a little slide presentation and say, “We expect to depart on the 14th of December.”
One day, at the Army operation center, they were briefing the on what was going on around the world when the Bosnia thing came up, and they said we planned to depart on the 14th of December, so it became a fact, you know?
Bethany Leone: That’s pretty great! It’s interesting that some decisions aren’t made.
MG T.J. Wright: You can influence it.
Bethany Leone: You can influence it, yes. Some decisions just become as such.
Now, did you have a particular desire to get back, then, as soon as possible, or what were your thoughts on being there versus being with family?
MG T.J. Wright: I think, from a soldier perspective, it was a good rotation. We had good communications. Lindsey and I would text back and forth every night. Soldiers had the same capability. One of the problems that you run into in a situation like that is if it were to be a problem or an issue, everybody has a cellphone. Somehow, you had to shut all that stuff off and clamp down on it until I can tell my boss what’s going on and what’s happening.
One of the things that happened early in the rotation was General Packett told me that he thought there was a PIFWC (Person Indicted for War Crimes) hiding in a town called Pale. So, we airlifted the troops in, surrounded the town, and he gave me a British special operations group to stay in a Serbian church.
General Packett specifically told them no C-4. So, the first thing they did was they went up there and blew the doors off this church. These weren’t just little doors, they were four foot wide, 14 foot tall and three inches thick.
Unfortunately, with all the hubbub going on, the priest and his son were coming down the steps of this church when they blew those two doors off and just about killed both of them, because they got hit by the debris and the doors. Fortunately, they had an emergency medical doctor with them, and they reinflated their lungs and I got them on a medevac and got them to the hospital, and they both survived. But that’s the kind of situation where you don’t want people on their cellphones calling the press telling them what was going on.
Bethany Leone: Absolutely. You don’t want to brew tension from within.
At least to my mind, this is such a very different experience from your experience during the Desert Storm operation. There is still a lot of strategy, I’m sure, but quite different. I don’t know if you could speak to that.
MG T.J. Wright: Well, not only did we have U.S. troops there, but we also had Polish and various other NATO companies and battalions. They had a Turkish battalion, a Polish battalion, a Lithuanian platoon — so there was a lot of international coordination between organizations. Some countries would allow me to tell them to do certain things, and certain things they wouldn’t let them do it. To speak to that and keep all that stuff on track, but by and large, it was dealing with the Polish and the Turks and everybody else was enjoyable. We kept them busy.
Display of artifacts, at Indiana War Memorial Museum, Indianapolis from the Multi-National Peace Mission in Bosnia 1990
Source: Wright family
Bethany Leone: Do you still have contacts from when you were over there?
MG T.J. Wright: Yes. So, General Bier, who retired from the Canadian Armed Forces, is a three-star — he’s been to our place. We have a home in Florida and he’s been down there with his wife, and we’ve been to Canada to visit them.
Bethany Leone: That’s great. It’s such a significant period of time. Specifically, for this instance, you’re working within NATO, you’re coming together for an end goal, and you actually do get to see some peace, by the end of it.
Were you pretty satisfied with how relations left off?
MG T.J. Wright: Oh, yes. I mean, we rounded up a lot of stuff. For instance, one time, in a joint operation with the Canadians, we found a whole cave full of brand new Four-deuce mortars. If you know what a mortar is: It’s a tubelike thing you put a big mortar round in it and it shoots it 8 or 10 miles out. There were probably truckloads full of ammunition to go with it. It was up in a mountain so we had to hotfoot it up and hand carry it all down to get it on the trucks, and then take it to the EOD (explosives ordnance disposal) place. The EOD guys were busy, seven days a week, just blowing up stuff that we would find.
Bethany Leone: Yes, so it doesn’t get blown up somewhere else, essentially.
MG T.J. Wright: Yes, so it doesn’t get used.
Bethany Leone: And the handoff from the North American Treaty Organization of the responsibility of peace to the EUs is not a stabilization force but I forget what the term is for that.
MG T.J. Wright: The general that was in charge of that, for the EU, was a Swedish officer. His staff all spoke English, so that made it enjoyable. It just went smoothly.
We had shipping containers — you see these things going around on trucks — we had about 180 of those setting on the airfield. I had no idea, and nobody on my staff knew what was in them, so when we got the word that it was time to wind this thing down, the bolt cutters went out and started to cut the locks on these shipping containers to see what was in them.
It was just many, many supply issues like mask mounted OH-58 site and radar system; it probably cost two or three million dollars. I was putting all this stuff back into the supply system, and the way it works is that the unit that returns it to the supply system gets credit for it and it goes into your commander’s account.
So, the Title 10 guys in Heidelberg, looking at my commander's account said, “How did you get 54 million dollars in your commander's account?” And I said, “Well, don’t touch that; I’m going to spend it!” Just joking, you know.
Bethany Leone: You had a party to throw!
MG T.J. Wright: As we emptied these containers out, we’d lift them up and put them on a truck and send them back to whoever owned them. I think we found probably six M16s and, later, M4 rifles that were lost, and that was a big deal. If you lose a weapon, you spend weeks looking for it. They were just buried under these shipping containers.
Comments on Afghanistan (47:40)
Bethany Leone: That is interesting. It makes me wonder about your thoughts on the U.S recent pulling out of Afghanistan?
MG T.J. Wright: Oh, it was a debacle.
Bethany Leone: Yes, because just as you’re describing it, from the strategy end, the strategy that happened in Afghanistan, and what we left.
MG T.J. Wright: Yes, it was like we were never there. We left 75 billion dollars’ worth of equipment and left all the people that supported us to the Taliban’s whims.
Bethany Leone: Looking at that situation, especially coming from your background with strategy, how do you think that should have been handled?
MG T.J. Wright: If I was General Milley — and I wasn’t — first of all, giving up the Bagram Air Base — that was a crazy thing. Leaving in the middle of the night, leaving our allies there, not to say a word to them is disgraceful. If we were going to withdraw, that was the perfect place to do it.
I firmly believe that had we left a support contingent to support the administration and the forces, they would’ve been successful because they had the equipment and they had the people. But they needed the intel and they needed some supply support.
But the way it worked out, with all the injuries and the supply people that were killed and maimed, not only just the U.S. forces, but other forces and civilians, I personally would call it a hasty retreat instead of a withdrawal. It was bad.
Bethany Leone: Since you’re in a position to assess that situation, I just wanted to ask that, briefly.
Major General Wright and Heat Treating (49:44)
During all this time in the U.S. Army and the Reserves and the National Guard, did you ever think, “When am I going to get back to my heat treat? What about metallurgy?”
MG T.J. Wright: One of the innate things about the Reserve situation is that everybody is “dual hatted,” so to speak; they have their civilian life and they have their military life. The civilian skills, sometimes, don’t have anything to do with what they do in the Army, but it’s a necessary skill.
Last Flight 2008. 6000 Military Flt Hours
Source: Wright family
Here is a for instance: When we deployed to the desert, fax machines had just come out, or fax computer cards by which you could fax stuff over. But there was no way to secure it, so you couldn’t send that information back and forth over a fax line because there was no secure system. One of my compatriots that worked there was a software guy and he worked for Allen-Bradley, and we cut the cord off of a KY-58, which is a secure phone, and we hooked it up to the computer and he made a jumper cable so we could fax that stuff back and forth.
Bethany Leone: Wow.
MG T.J. Wright: Yes, it was pretty cool. He was a smart guy.
He retired as a full colonel and is a good guy. I have friends — I call them our friends at KING FAHD, the guys that I went to Desert Storm with. Once a month, we get together for lunch; we’re still hearing stories about stuff we didn’t know was going on, so it’s interesting.
Bethany Leone: That is quite interesting, yes.
When you went back in the States, can you trace your heat treat involvement?
MG T.J. Wright: I told you my dad ran a heat treat company in Fort Wayne. Fast forward, he got the wherewithal and started his own heat treat in Kendallville, Indiana, called Wirco. In the beginning, it was a struggling organization, you know — cash poor and trying to figure out how to keep the lights on, keep it going, make money, pay the bills, and pay people. My brother, Dennis, worked for him.
Unfortunately, my dad was killed in an aircraft accident, unexpectedly, at age 53 (very young), and my brother was left to run the business. My mom was seriously incapacitated as a result of some surgeries she had, so she was tied to a wheelchair, and so we had to manage her issues. My brother and I talked it over and he suggested that we probably just needed to sell the heat treat company. So, we found a buyer. My brother had to agree to stay there and run the thing for five years.
Ground breaking for the original WIRCO plant 1980
Source: Wright family
After all the smoke cleared, and everything was said and done, we still had a two-car garage with two welders in it (and welder people and the equipment). I said to him, “What are we going to do with this?” We talked it over and I said, “Well, we used to make our own baskets, maybe we can sell a few.” That was the beginning of Wirco as it exists today.
Bethany Leone: First, what was the name of your father?
MG T.J. Wright: Joseph D. Wright.
Bethany Leone: And, when you talked to Dennis about doing the fabrications of baskets — that was in what year?
MG T.J. Wright: What happened to me was I had a medical issue and I was grounded from the National Guard. When all this happened, it was about that same timeframe.
I was running “Wirco,” the fabrication business. Toward the end of my 12-month they were permanently going to retire me, at that point. My brother came to me and was very unhappy with running the heat treat because of who he worked for, I guess. He wanted to know was there room for him in this fabrication little venture that we had going, and I said, “I don’t think there’s room for both of us, but if you want to run this, I’ll go back to the Army and do that.”
So, that’s what we decided to do. And, over the years, we strategized that we wanted to be the Walmart of suppliers for the heat treating industry. It’s been quite a journey since my dad started Wirco over 50 years ago. We’ve made a lot of decisions along the way.
My brother has a great engineering mind. Rolock, Inc. used to be the standard for baskets, and we were making our baskets out of half-inch 330 and pressure welding the whole thing. They were making their baskets out of three-eighths or quarter-inch rods and stick welding every little stick in place. With every weld point, there is a potential point of failure.
At that time, furnaces went from 18, 24, 12 inches high to 30, 48, 30 inch high baskets. They were big. The requirement for big baskets to be able to handle that kind of material fell right into our timeline, so it worked out well.
ISO Certification- an important milestone for the future of WIRCO
Source: Wright family
We were at a heat treating show. . . . You know how you go there and they have all the booths and the glamour and the glitz? Our first heat treating show was DL and I with a 6-foot-long foldup plastic table. The sign on the back was one you get at the show to tell you where your booth is that said Wirco, Inc. — that was us!
Some years later — actually not very long after that — I needed a fulltime job. I went to my brother, who had Wirco moving along, and he gave me a territory. So, I was a representative for Indiana, Kentucky, and Tennessee.
Bethany Leone: That was probably really beneficial as you knew how to talk the talk with heat treaters and what they needed; you understood their language, given all your experience.
MG T.J. Wright: Yes, we’d get out there and see opportunities. Here’s a for instance: We got into the furnace fan business. Baskets, but also fans.
They’ve done some pretty innovative things, over the years. Furnace fans, of old, all had water-cooled bones on it so it would set into the top or side of the furnace and you’d situate water through the thing. The fan would heat up but keep the bearings cool and keep it from seizing up. I worked with the bearing people, here in Indianapolis, and we got a set of bearings designed with little cooling fans that would sit on the shaft and blow air up through the bearings and did away with the water on the fan. It was pretty cool.
Bethany Leone: I’m sure it probably prevents some distortion by using air instead of water.
MG T.J. Wright: Well, it kept the fan from deteriorating because, generally, the problem wasn’t that the fan failed, it was the corrosion. – the bones would lime up and then it would heat up and then the bearings would seize up and then it would fail.
Bethany Leone: Yes. That’s pretty interesting. There is the strategy mind at work!
The Wright Family (1:00:12)
Could you outline, also, just the different generational ties in heat treat, where they stand now?
MG T.J. Wright: I retired, fully, from everything that I had going on in our lives in 2008. My last assignment, I was J-3 which is the operations officer for the entire National Guard in Washington D.C. When I retired from that, Lindsey and I had a home in Florida, and we had a house here in Indianapolis, and we decided to sell the house in Indianapolis and move fulltime to Florida.
TJ Wright and family- Aaron, Matthew, Lindsey, TJ, Nathan
Heat Treat Show Nashville 2017
Source: Wright family
My brother was still running Wirco, and about that time I started encouraging him to think about a succession plan. One of the things that’s interesting is that Chad (who now runs our business for us very successfully, I might add) started working there in grade school, taking the trash out and doing that kind of stuff.
During high school and through college, when he was home, he had different jobs. He was intimately familiar with all the things that went on. He’s not a very good welder but he knows how to weld. We don’t let him touch any of the customers’ products!
He worked in the office for a number of years. Phil Schlenk, my cousin, worked for Wirco; I would call him “the money guy” or the “finance guy.” Phil taught Chad all he knew, brought him up to speed, taught him how to read his balance sheet, and all of the things that are important in keeping the business afloat — making sure you were going to make payroll, etc.
DL retired. I am still on the board, as is DL, and we have board meetings and we have strategy meetings, but Chad has done a remarkable job of growing the company through acquisitions. In the meantime, one of the big things that happened was we bought Alloy Engineering & Casting Company in Champaign, Illinois, which is a foundry, and we still own it. We make castings there and subsequently we bought __Alloys who was a direct basket competitor and we bought Hyper Alloys.
There was a lot of technology, especially when we acquired Hyper Alloys — things that they did that we didn’t know how to do but now we do.
TJ Wright and DL Wright (Past President WIRCO)
Source: Wright family
Bethany Leone: Chad seems like a really good leader.
MG T.J. Wright: Chad and I had several conversations about leadership, in the beginning, and he had a right basis to start with. I took him to school on leadership and he has just embraced that and he takes care of his people. One of our employees developed cancer — and it was a long-term cancer bout for her; it took over a year to pass, and there was no cure in what she had. Chad, bless his heart, he just continued to pay her, because she needed the money.
Bethany Leone: Really caring for the person beyond the input/output. It’s not transactional, it’s more.
MG T.J. Wright: Chad, when he goes to the plant, every day he walks around the facility. Wirco has three buildings now and they’re not joined together, they’re separate places on the land that they own. He goes to every place, every day and walks around and talks to the people and finds out what’s working and what isn’t. What are your problems, what do we need to do? He’s a good leader, not only people-wise but for the business; he’s got a good business head on his shoulders.
We’re proud of him. I’m proud of the whole team, actually. Erin Fischer runs all of the facilities. He’s “the plant guy.” Derek is a Purdue grad --- he's smart and he is a people person.
A customer doesn’t always get reimbursed for some of the things we do, and we’ve had customers call us up on a Friday afternoon and their furnace is down, and they say, “I don’t have a spare. I’m going to get fired!” Well, bring us the fan; we’ll bring some guys in and build you a new one on Saturday and you can put it in on Sunday and be back to work on Monday.
Bethany Leone: Yes, looking for solutions. The problems are just challenges.
Chad Wright (President WIRCO)
Source: Wright family
Now, your two sons, they also began a business, ancillary to heat treat.
MG T.J. Wright: Yes, it’s very interesting. Nathan, our middle son, I got him a job working for Conrad Kacsik. He’s an instrument guy who goes around and calibrates instruments. He went to school for instruments and took courses in business. He and I were talking one time, and he was calibrating these instruments and I said, “Well, maybe you should start your own business.”
So, we talked it over. One of the big customers that we first took on was the Chrysler Corporation in Kokomo, Indiana. That was the foundation for starting Tru-Cal International and just expanded from there. He’s still doing very well.
Bethany Leone: You must be really proud. Your family — the Wright family — a lot of leaders, a lot of creative thinkers.
C3 Data in Mexico (1:07:15)
MG T.J. Wright: Our youngest son, Matthew, one of the things that Lindsey and I tried to instill in Nathan, though it didn’t take too well on him, was speaking Spanish. Both Matt and are fluent Spanish speakers. When I retired, Matt took over my territory, as a salesman, and after he was there a while, he asked Chad, “Who is our representative in Mexico?” and Chad said, “We don’t have one.” Matt said, “I want the territory.” So, he gets on an airplane and flies himself down to Mexico. Of course, he speaks the language, but getting a lot of the technical terms for “radiant tube” (or whatever) was a challenge. But he was a fast learner and picked all that stuff up.
While he was down there selling Wirco alloy and going to these heat treats, he noted that, unlike in the United States where we have these inspection stickers plastered all over everything, nobody did inspections down there.
So, he called his brother, Nathan, and said, “Hey, here’s an opportunity.” For months, those two would line up these jobs and they would pack up their stuff and get on an airplane and go to Mexico and spend seven days down there working 18 hours a day. After several months of that, they both said, “We can’t keep doing this; this is not going to work.”
He had met Víctor Zacarías that runs GTS now, and he worked for Dana Incorporated, and he asked Victor if he had any interest in coming to work for Nate and him. Víctor said no, he liked his job and he liked his security.
So, on a subsequent trip a month or two later, Víctor was taking Matthew back to the airport, and he said to Matt, “Is that job offer still open?” Matt said, at that point, he was about ready to hang it up, and he said he just looked at the sky and said, “Thank you, God.”
C-3 Data Display at Heat Treat Booth Indianapolis 2022
Sons- Nathan and Matthew Wright
Source: Wright family
So, Víctor runs the business down there, now, and it’s very, very successful for those guys. It’s good for the industry.
Bethany Leone: Yes, getting the resources where they need to be. It’s a great partnership, it seems like.
What Does the Future Hold? (1:09:55)
Is there anything, as you look at the heat treat industry, or what your family is doing at Wirco, Tru-Cal, C3 Data, that really excites you about the future?
MG T.J. Wright: I think, from Nathan and Matt’s perspective, the software that they’re developing for tracking calibrations and furnace acceptability according to the national standards, they are light years ahead of the industry, as you think about how technology has changed and allowed them to do what they’re able to do.
Before, you would send a technician in there and he’d calibrate all the instruments and he’d take all of these notes and he’d have to go back to his hotel room and write up a report and hopefully didn’t get numbers transposed and just make everything as it’s supposed to be.
Now, as he goes through with his phone and the software, he just plugs in the numbers and sends the report to the Cloud and the customer gets it, right there. He just downloads it off the Cloud and prints it up.
Chad is always looking for ways to improve productivity and make us more efficient. I think between those three young men, they’re an asset to the whole industry.
Bethany Leone: Oh, yes. I think that we’ve recognized all three of them in our rising young leaders of heat treat, at some point or another. Well deserved. If it were possible to nominate people twice, they’d be nominated five times, probably.
MG T.J. Wright: The program that MTI has for training leaders — the YES Program — is such an outstanding program. It allows companies — heat treats, fabricators, or whatever — to send their people up, and they get trained in leadership and making management decisions.
One of the interesting things that I find very interesting about the whole thing is that they’re a bunch of retired military guys. They use the military decision-making process to solve problems. I thought, “I recognize that!” They’re good guys.
Bethany Leone: Is there’s something else — one piece of leadership advice — that you would’ve given to Chad or Nathan or Matt, in any of these last years from the military or your manufacturing career?
MG T.J. Wright: I think they already know this, and they do a good job. But to reemphasize: Your people are who you are, and your people and your families. You start thinking about the effects of a person. Through his efforts, through the labor, he makes the car payment, he makes the house payment, and eventually, you’ll look at that. Chad has got over 150 employees and that’s a lot of house payments and car payments and college tuition bills. A good job and a good work ethic and training people.
You know, welders are one of the key employees that we have. Chad started a program called — I forget what he called it — but he got a T-shirt and tried to recruit young high school guys that didn’t know anything about welding and make them welders. He’s been successful at that. One time, I know we hired a guy right out McDonalds and, a year later, he put him on the payroll fulltime to be a welder.
Speaking about technology and utilizing it, one of the things that Chad does is not only going to heat treating shows, but he sends people to other shows — machine shows and that kind of stuff. We have a huge machining center. When you go to these other shows, you get ideas, like at welding shows, for example.
We make all of our radiant tube wells with a robot. We TIG weld every joint.
Bethany Leone: Well, thank you for being with us, Major.
About the expert: Major General T.J. Wright is a decorated military veteran of the U.S. Army, which he has served in for over half a century. During this time, MG Wright served in both the Vietnam War and Desert Storm, as well as assisting in peace efforts in Europe. Apart from his military service, MG Wright is the founding owner of Wirco, Inc., which is currently run by his nephew, Chad Wright.
Learn more about this episode's sponsor, C3 Data, at www.c3data.com.
Batch or continuous — which equipment is better for your operations? Today’s Heat Treat Radio episode is a lunch & learn to answer your burning question about batch IQ vs. continuous pusher furnace systems. Michael Mouilleseaux of Erie Steel is a boots-on-the-ground expert in North American heat treat, and he’ll share a bit about the history of these systems before getting into the equipment and heat treat processing differences.
Doug Glenn, Heat TreatToday's publisher and the Heat TreatRadio host, Karen Gantzer, associate publisher/editor-in-chief, and Bethany Leone join this Heat TreatToday lunch & learn.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
The History of Batch and Pusher Furnaces (00:52)
Contact us with your Reader Feedback!
DOUG GLENN: Can you talk with us a little bit about the whole history of batch furnace versus pusher furnace?
MICHAEL MOUILLESEAUX: Sure. And thank you for having me!
Interestingly enough, the pusher furnace — which we might say is a more complex piece of equipment than a batch integral quench furnace — preceded the batch furnace. Atmosphere pushers were around prior to World War II. I spoke with a number of folks in the industry and asked, “How could that possibly be, given the level of complexity?” Interestingly, pushers were available because the atmosphere was generated by a charcoal generator.
If you think back to pack carburizing, we used charcoal and some accelerator. You would put it in a closed container, you’d heat it up, and that’s how you carburized things before you had atmosphere furnaces. Utilizing that same concept, they generated an atmosphere, put it in a furnace, and pushers were the first ones to do that.
So, who were the folks who did that? They were AFC-Holcroft, Surface Combustion, and Ipsen, all the usual characters and suspects there.
Pusher furnaces were available in single row and multiple row configurations.
They were heated with gas or electricity. I have to think that the earlier ones were heated by gas. Typically, they employed oil quenching. Although atmosphere cooling could be in the works, to find something of that vintage is very difficult. Maybe someone listening to this will weigh in and say, “Well, let me help you with that.”
The batch integral quench furnace is post World War II. What precipitated the development of the batch integral quench furnace was the development of the atmosphere generator, and that’s thanks to and around 1941 he actually published a book on atmosphere generators. I’m not sure where to find documentation of the patent he was granted for this generator. It might be interesting to discover. But again, Lindberg, Surface, Ipsen, — all these folks had these furnaces in the late 40s/early 50s.
When they started out, these furnaces were relatively small. The furnace might have had a tray that was 12 inches x 12 inches x 8 inches tall. You’d struggle to fit a hundred pounds into something like that.
But the batch furnace is by far the most popular atmosphere furnace that is available. You’ve got a variety of processing capabilities, which makes very flexible. There are a wide variety of sizes, even today; it can be heated with electricity or gas (we’ll talk about that a little bit later). You can have an oil quench furnace, you can use a polymer quench, and you can have a furnace where you atmosphere-cooled the load after it was processed in the primary furnace.
During this discussion, I’m going to use “batch,” “batch IQ,” and “batch integral quench” semi-interchangeably. So, if I say “batch” and I forget the “IQ” or if I say “batch integral quench” — these are all the same pieces of equipment. We have numerous names for the same thing.
DOUG GLENN: Gotcha. You said the continuous furnace came first because the atmosphere was being created by burning charcoal inside the furnace, that created a carbon rich environment?
MICHAEL MOUILLESEAUX: Actually, it was a generator that was pumped into the furnace.
DOUG GLENN: Got it. That was confusing; I was wondering how they were burning charcoal inside a furnace.
MICHAEL MOUILLESEAUX: Actually, it was explained to me that because the pusher furnace was so much larger, when you would open the doors to place or extract a load, the relative pressure drop of opening a door wasn’t that great. So, these primitive charcoal generators could accommodate that.
But in a batch furnace, arguably, the door is one wall of the furnace, and you couldn’t create a sufficient amount of pressure in the furnace. So, it had to wait until we had endothermic generators so that we could establish a furnace pressure higher than atmospheric pressure to make batch furnaces. It’s fascinating.
Basics of the Batch Furnace (05:41)
DOUG GLENN: And as you said, it is probably the most popular furnace used today by many, many heat treaters. Let’s talk about batch furnaces, here we go.
MICHAEL MOUILLESEAUX: Let’s look at the CAD drawing for a batch furnace. The batch furnace is primarily two components. You can see the hot zone — that is the furnace proper. It’s highly insulated, it has radiant tubes in it (so we can put atmosphere in the furnace), and the heating portion does not affect the atmosphere.
It is loaded through a vestibule, and the vestibule is pressurized as well. A load can go into a vestibule, you can close the door, you open the inner door, the load goes into the furnace, you can process it and then, as you can see, you can either quench the load or you can top cool the load.
CAD drawing of a batch furnace.
Common Processes in a Batch Furnace (06:31)
What kind of things can we do in an atmosphere furnace? Answer: operations that do not require quenching. We could stress relieve, we could subcritically anneal, we could supercritically anneal (so, above and below 1350/1400 Fahrenheit), and then we can normalize.
Normalizing is utilized for products like forgings or castings which are made at a very high temperature. You’ve got a number of structures in the component and what you want is a “normal” structure. You want a uniform structure throughout the part so that it can be machined.
Normalizing is typically performed at a high temperature, and it’s put into this top cooled/atmosphere cooled chamber. In the old days, that was termed “air cooling” — it was a rate equivalent if you just set it out in air. These top cooled chambers are somewhat insulated; they have cooling jackets that are in the side, and there is a fan in them so you can circulate the atmosphere through it so that you get uniform cooling throughout the load.
DOUG GLENN: Michael, this isn’t considered high pressure gas quenching though, right?
MICHAEL MOUILLESEAUX: Not even close.
In this animation, we have the load going into the furnace, the vestibule door closes, the furnace door opens, the furnace door closes, we perform whatever process we want, we extract the load out of the furnace, and it goes up into the top cool chamber. It’s then atmosphere cooled. When that is completed, we take the load out.
The time in the furnace could be four hours (plus or minus). The time up in the top cool chamber would probably be an hour or two. Once the load is extracted from the furnace and is put into the top cool chamber, and you reestablish pressure in the vestibule, you actually open the outer door, put another load in and start processing the next load while the initial load is being cooled.
Then, there are processes that require quenching. In degree of simplicity, first there is neutral hardening. Neutral hardening implies that the atmosphere in the furnace is neutral with the carbon content of the steel. So, for a 30-carbon steel, you’d want a 30-carbon atmosphere; for a 40-carbon steel, you’d want a 40-carbon atmosphere. The optimum is to neither enrich nor to deplete the surface carbon; you don’t want to change the chemistry. Typically, neutral-hardened parts are subsequently oil-quenched.
Then, there is carbonitriding. In carbonitriding, you have a high carbon atmosphere. You also introduce ammonia into the furnace. The ammonia dissociates right in the furnace. The carbon and nitrogen diffuse into the surface of the component. is held at a sufficient temperature to attain the case step that is desired, then, again, it is extracted into the vestibule, and it is quenched.
Carburizing would be another process. It’s similar to carbonitriding, except there is no ammonia. It’s only carbon that’s diffused into the surface of the part. Typically, parts that are carburized are oil-quenched.
There are, however, strategies and components where you would carburize, and then you would take the part and you would top cool it. You might take the part out of the furnace, and you may reorient it. So, parts that are distortion-critical may be oriented in one direction for carburizing, and then reoriented for hardening. You may carburize twice as many parts as you harden, so the hardening load would be half the size.
A low temperature process which is more complex is ferritic nitrocarburizing. That, typically, is performed around 1000°F. It is performed in batch furnaces, as well. Typical process cycles for that are going to be, at temperature, an hour and a half/two hours. That process can either be atmosphere cooled or it can be quenched; it depends on whether you’re looking for solid solution hardening or if you’re just looking for the nitrided layer and you’re not trying to do anything to the substrate.
I think that we have an animation for this.
Diagram of a batch system load.
Again, the load is loaded in the vestibule, the vestibule pressure is reestablished, the load is put into the furnace and, at that point, we perform whatever operation it is that we want to do of those previously described operations.
In the animation, you can see that the load is immersed in the quench. Following the quenching operation, it’s withdrawn from the furnace.
The total time for quenching is 10 minutes. When the load is brought up out of the oil, typically you let it sit there and allow it to drip so the precious quench oil you’ve paid your money for can go back into the quench. You’re washing and removing as little quenchant as is possible. In the heat treating operation, quenching is the single most critical portion of the operation.
A Note on Quenching (12:32)
MICHAEL MOUILLESEAUX: When we’re carburizing, we have a portion of an hour where there would be no significant change in the case depth of the part. When we temper the parts, we have hours. You could temper it for three hours, you could temper it for five hours, and you’re not going to have a material change in what’s performed. In the quenching operation, the latitude that you have in quenching is in seconds.
Our typical protocol is that when a load is extracted from the furnace, from the time that the furnace door opens into the vestibule to when the load bottoms out at the bottom of the quench, in a batch furnace, must be 40 seconds maximum.
DOUG GLENN: 40?
MICHAEL MOUILLESEAUX: 40 seconds maximum. Typically, it’s done in 20 or 25 seconds. But it’s 40 seconds maximum. In a pusher, that number is 30 seconds maximum. This is something that you track; it’s data logged. If it exceeds that, at that point, you’re going to have to perform some inspection on that load that is much higher and much more intense had it not taken that much longer.
DOUG GLENN: Can you, very briefly, explain why is it so important? I’m assuming it has something to do with martensite start and martensite finish and all that good stuff, but is there a layman’s way of explaining why the time to quench is so important?
MICHAEL MOUILLESEAUX: Essentially, you want to have the load at a uniform temperature when it goes into the quenchant. If we have a significant variation in the low temperature, from the top to the bottom or the front to the back — even if the quenching operation is completely uniform — we’re going to have a variation in properties, variation in hardness, and certainly the probability of variation in core hardness.
For those things that are distortion-critical, it is absolutely important that the load has a similar temperature, across the load, top to bottom, inside to out, when it’s quenched.
Batch Furnace Systems (15:00)
MICHAEL MOUILLESEAUX: You typically don’t have a singular furnace, you have a system. What’s involved in a system?
What we’re looking at here is a relatively simple system. You have a loading operation. Obviously, the parts need to be loaded in baskets or fixtures. In some way, the load needs to be built. Typically, there is a station for that.
Diagram of a batch system furnace line.
Following loading, it’s put into a preheat furnace. A preheat furnace is identical to what we would call a “temper” or a “draw.” You can thermally clean the parts by heating them up to 800°F. The other thing is that those that you put into that part are 20% the cost of getting those BTUs when you’re putting it in the high heat furnace, so it just makes economic sense. You’re cleaning the parts and you’re preheating the parts.
Then you’re going to put it into the furnace to perform the furnace operation; it’s either going to be top cooled or quenched. If it’s top cooled, you’re going to stop that top cooling operation at 300°F or 400°F. You’re going to put it in a cooling station and allow it to cool to room temperature. If you quench the part, if you’re modified marquenching it, it’s 250°F plus; if it’s quenched in regular oil, it could be 150–180°F.
The next operation is to wash the part. Typically, you don’t want to wash hot parts; you want to allow them to cool to room temperature. Sometimes you do, but more often than not, no.
Then there’s the wash station; you’re washing the parts. Then, you’re taking them out of the washing station and allowing them to drip. Then, you’re going to put them into a temper and you’re going to temper it for three to seven or eight hours, or something of that nature. You extract the load from the tempering furnace, put it in a cooling station, and allow it to cool down to room temperature so you can then unload it.
As you can see, the way that is accomplished is with this transfer cart. The transfer cart extracts the load from the loading table, pushes it into the preheat furnace, pulls it out of the preheat furnace, and pushes it into the batch furnace. Then the batch furnace quenches it, but when the outer vestibule door is opened, the transfer car must go in and get the load and pull it back onto the transfer car. The car pushes it across the aisle into the cooling station, picks it up, puts it in the wash, takes it out of the wash, puts it into the temper, takes it across the aisle when the tempering is finished, extracts it from the temper, and puts in on the cooling station. That transfer cart is an important piece of equipment.
But you can see there are a lot of moving parts to this. And you might ask, “Why would you do this?” Well again, because of the flexibility of the batch furnace. In this example, batch furnace #1 can be performing neutral hardening; batch furnace #2, at the same time, can be carbonitriding; the neutral hardening load finishes and the next load that goes in there could be annealed; after the load is annealed, then you could take a load and it could be normalized; then you could go back and you could neutral harden again.
So, if you don’t have multiple loads of the same thing, this offers a degree of flexibility that almost is not available in any other type of atmosphere processing equipment.
DOUG GLENN: Right. And the fact that you have more than one furnace, more than one high heat furnace, more than one temper furnace, gives you almost (not exactly, but closer to) a continuous process even though each furnace is a “batch,” if you will.
MICHAEL MOUILLESEAUX: Correct.
There are charge cars that are automated, so the charge car knows where the loading station is — it goes to that loading station. You could either have a human unload it or, in the highest degree of automation, it gets there and you have a PLC that is overseeing or supervising this entire operation, and it would know to take that load onto the cart, where to take it next, and what to do. It becomes a semi-automated method of heat treating.
Properties of the Pusher Furnace (19:53)
DOUG GLENN: Let’s move on to the pusher furnace, the continuous system.
MICHAEL MOUILLESEAUX: The pusher furnace, as you can see in this description, contains the vestibule, the furnace, and the quench. We’ve just broken it down into the pusher furnace proper.
Diagram of a pusher furnace.
Loads are put into the vestibule and then, sequentially, they move their way through the furnace. The first zone of the furnace would be what we would call the “preheat” and that’s where we bring the part up to temperature.
In this example, we’re showing boost-diffuse. This is an example where we would be carburizing. The first couple of positions would be a boost. We carburize at a higher carbon content because it diffuses more rapidly at the initial point of carburizing. Then, at the tail end of the carburizing cycle, we reduce the carbon content to what our desired surface carbon content would be.
An example might be: We would start out and we’d boost at 1% or 1, and the diffuse cycle would be .8% carbon. You do that for a couple of reasons: You want to mitigate any retained austenite, so the bar is quenched at a higher carbon. You have opportunity for development of an unacceptable amount of retained austenite. At the extreme, you could start developing carbides and those become very difficult to re-solution. That’s the rationale for having a boost-diffuse. You do that same thing in a batch furnace; I just didn’t describe that as such.
And then the drop zone. We want to reduce the temperature prior to quenching so that we have very uniform quenching properties and if the components that we’re heat treating are distortion-critical, it’s very important as to what the temperature is prior to quenching.
So, we carburize at a high temperature (1700 Fahrenheit/1750 Fahrenheit), because the diffusion rate is much higher at that temperature. But we only want to quench these parts at 1500 or 1550 Fahrenheit because we want to have an absolute minimum amount of distortion.
Every hour, the vestibule door to the quench is going to open and you would cross-push that load into the quench vestibule, you would close the door, and just as the animation described in the batch furnace, that load would drop on an elevator into the quench.
Now that we’ve done that, we have an opening. That last position is open. So, we go to the vestibule on the front end of the furnace, we open that door, we put a load in there, we close the door, and we’ll close it long enough for us to reestablish the furnace pressure (no more than 3–5 minutes). Once we’ve established furnace pressure, we can open the door between the vestibule and the first preheat zone, and then to the left of the vestibule is going to be a mechanism for pushing these loads, hence the term “pusher”? Could it be hydraulic? It could. Could be mechanical? Both are employed.
What you’re doing is pushing it further by one position. Because the last position is open, the second to the last load progresses into the last position, the load that you put in the vestibule goes into the first position.
DOUG GLENN: A couple quick questions: Really, the sequence starts with the load being pushed out of the furnace into the quench vestibule and then dropped in. That leaves that last spot open in the furnace. Then everything else starts and we push it all down, correct?
MICHAEL MOUILLESEAUX: You are correct.
DOUG GLENN: In this illustration, it looks like there are divisions between each of these different locations. In the preheat, it looks like there are three or four; in the boost-diffuse, it looks like you’ve got two or three. Those aren’t actually physical barriers; You’re just showing where the load would progress to, correct?
MICHAEL MOUILLESEAUX: You are correct.
DOUG GLENN: Are there any chamber divisions in a pusher furnace?
MICHAEL MOUILLESEAUX: In a pusher furnace, you have arches above the load and that helps to compartmentalize. The key word there is “helps.” You don’t have an actual compartmentalization.
Let’s say that we want to perform a carburize at 1700°F in this furnace. If you had three preheats, you may want to perform these somewhere below the 1700°F with the last position being at 1700°F so that the load that goes into the carburizing zone is at temperature and it’s ready to accept carbon.
The carburizing zone would all be at the same temperature, but you have to understand these parts are all at 1700°F and we want to quench it at 1550°F, let’s say. We have two positions that we are going to allow the load to cool down to 1550°F.
So, would you want a zone arch there? I think that you would, yes. Would you want a fan in those zones? If you had a fan in those zones, and you are circulating the atmosphere through those loads, you have a better opportunity to attain a uniform temperature from the top to the bottom of the load than if you did not.
Diagram of a pusher furnace system.
MICHAEL MOUILLESEAUX: Here’s a pusher furnace system. Typically, but not always, pushers are put into a system because you have multiple operations that you must perform. This example is in a U-shape. The loading and unloading are next to each other. This could be a linear layout.
In another life, I worked for a company in Syracuse, New York that had 14 furnaces that were all linearly oriented. So, the person on the front of the furnace did one thing, the person on the back of the furnace did another thing, and they really didn’t communicate.
I, personally, am not a fan of that. I like this operation because you can have one or two people performing the loading and unloading operation, and you could have a furnace operator who would be responsible for the overall control of this piece of equipment.
You can see that we have four loads here that are in whatever way we chose to fixture them — baskets, fixtures, or whatever it might be. We’ve put a couple of parts in a preheat so we could perform that same cleaning that we talked about in preheating the load with low-cost BTUs. The preheat then goes into the vestibule, the loads progress down through the furnace as we described, you get to the end and that load is quenched. When the load comes out of the quench, just as in the batch furnace, it’s going to be 150–200°F plus. We want that to cool down to room temperature because the next operation is going to be washing.
After the load to cools down to room temperature, we then put it in the wash. Following the wash operation, you might have a drip station. So, whatever it was that you have washed off in the water, you don’t want that to go into the temper. Following the drip station, then you would go into the tempering furnace. Here we’re showing three positions; it could be three, it could be six, it could be nine. This is just an example.
Following the tempering operation, we would go out and in that first position, you might have a blower underneath and you would be circulating, room temperature air through it up into a duct work ahead and that’s how you would cool the room down to low temperature. Those loads would progress down that unload station so, at the very end, you are unloading the parts, perhaps for a subsequent shop blast cleaning operation or development of rust preventative or maybe they’re just put back into the customer’s container.
In a captive operation, they might go into a container where the parts would go on to a subsequent grinding or hard-turning operation.
This can be automated. Here you can see that the loads progress into the preheat, they progress through the furnace, they go into the quench, and they’re put into the wash. It’s quick.
Diagram of a pusher furnace load.
DOUG GLENN: Yes. It doesn’t happen this fast in real life, everyone!
MICHAEL MOUILLESEAUX: In the temper, the load exits the temper and goes into the unloading station. The point of this is to show that it progresses through the furnace.
The advantage is that you have relatively small loads that you’re processing, there is a very consistent process in the pusher furnace, and what you’re on for is that however you’ve designed this system, every load goes through every station. You don’t have an opportunity to easily extract a load as quenched and not wash it. It can be done. You could have a furnace designed to do that, but it’s not easy. After it’s washed, as you can see in this animation, typically it’s going to progress into the temper. Could you design a station that would allow you to offload it? You could, but normally that’s not how that’s done.
So, the load progresses through the temper and then you go in to where it is then subsequently unloaded.
If the batch furnace’s strong suit is the fact that it is extremely flexible — particularly in a “systemic” way — the pusher furnace’s strength is its productivity. °
DOUG GLENN: Yes, higher levels of productivity. But you’ve got to have, if not the same product, at least the same process on whatever it is you’re putting in there.
MICHAEL MOUILLESEAUX: Bingo. That’s exactly what you must have there, yes.
About the expert: Michael Mouilleseaux is general manager at Erie Steel LTD. Mike has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY and as the Director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Having graduated from the University of Michigan with a degree in Metallurgical Engineering, Mike has proved his expertise in the field of heat treat, co-presenting at the 2019 Heat Treat show and currently serving on the Board of Trustees at the Metal Treating Institute.
A special release, a reflection of the unknown, will hydrogen combustion fuel the future of heat treat? Hear how the market has changed, the options you have to implement (or not) at your site, and when you can expect these technologies to have permeated the North American heat treat industry.
Driving the podcast conversation today are the following experts: Mark Hannum, manager of Innovation and Combustion Laboratory at Fives North American Combustion, Inc.; Brian Kelly, applications engineering manager at Honeywell Smart Energy and Thermal Solutions (SETS); Bob Sanderson, director of Business Development at Rockford Combustion; and Joe Wuenning, president/owner/CEO at WS Warmeprozesstechnik GmbH.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet the Experts (02:15)
Mark Hannum Fives North American Combustion
Contact us with your Reader Feedback!
Doug Glenn: First, let me do some introductions. I’d like to start with Mark Hannum, the manager of Innovation and Combustion Laboratory for Fives North American Combustion. He is a combustion engineer with a broad range of application experience with ultralow emission technologies; his largest focus has been on lean premix/lean premix with fuel staging. Flameless combustion is also an area of interest for him. His work has covered everything from lab research and prototypes to first field installations of new technology.
This is your first time with us, Mark. Thank you very much for being here, we really appreciate it.
Mark Hannum: Thanks for the great introduction.
Doug Glenn: Next up is Brian Kelly, coming to us from the balmy Houston area. Brian is the manager of Applications Engineering for Honeywell Smart Energy and Thermal Solutions (SETS) and the current president of the Industrial Heating Equipment Association (IHEA). He has almost 30 years of experience in the field of combustion with a focus on combustion system design across a variety of high and low temperature applications. Welcome to you.
Brian Kelly: Good to be here.
Brian Kelly Honeywell
Doug Glenn: Then, Bob Sanderson is our next guest. Bob, this is your first time with us. Bob is the director of Business Development for Rockford Combustion. Throughout Bob’s 32 years of experience in the combustion field, he has worked in automotive, abatement oxidation, aerospace, agriculture, food and beverage, HVAC, heat treating, power generation, and more. Bob brings system integrations and the application experience of how systems interact in various environments to his current role at Rockford Combustion. Bob is a member of the NFPA-86 technical committee. We’re glad to have you here, Bob.
Bob Sanderson: Thank you.
Doug Glenn: Finally, our standing person, who’s been here for all three: Joe (Joachim) Wuenning from WS Thermprocess Technic GmbH [aka, WS Wärmeprozesstechnik GmbH] in Germany and also WS Thermal Process Technology, Inc., in the United States. Joe’s company has been on the cutting edge when it comes to hydrogen combustion. In fact, I think the last time Joe and I spoke was just a couple of months ago at THERMPROCESS where, once again, you were giving updates on hydrogen combustion and things of that sort. WS Thermprocess has truly been a leader in the hydrogen combustion area. And Joe is an IHEA member, as well.
A Year in Review: Updates on Hydrogen in the Industry (03:54)
Robert Sanderson Rockford Combustion
Joe, we will start with you: In the last 12 months, what has happened that has advanced the hydrogen combustion “cause,” if you will?Joe Wuenning: What we have seen in Europe now is that several steel companies are getting large funds to really go in on the hydrogen road make green steel. And, of course, if you have the green steel, you will also convert the downstream processes. So, we really see it coming now that they are getting the right amount of hydrogen into places. These places are large locations where the steel plants are running.
Hydrogen needs to be transported by pipeline; you cannot transport it in a truck or something else. But I think the use of hydrogen is rolling and going.
Automotive companies will ask for green steel. How long it will take until the real heat treat shop will get to the point of using hydrogen for combustion is uncertain, but I’m sure it will be, in the end, coming also there.
Doug Glenn: Okay. So, it’s definitely growing and you’re seeing it in Europe.
Joe Wuenning: Absolutely. Like I said, at the moment, we are still at the trial phase, because hydrogen is not largely available at the moment, but large projects have started so it will be in a couple of years.
Doug Glenn: I might mention, Joe is our lone international representative, in one sense; it’s great to have that perspective. In fact, with these technology things, sometimes Europe is a bit ahead of the U.S.
Brian, let’s jump over to you. What have you seen changed in the last 12 months or so?
Dr.-Ing. Joachim G. Wünning WS Thermprocess Technic GmbH
Brian Kelly: To your point, certainly we are a global company and we’ve seen projects secured that have come to fruition which are firing on hydrogen. They’ve fired on hydrogen to prove it works and then moved back to natural gas since the H2 supply is not readily available.
What we’ve seen in the U.S. is a slowdown in some of the inquiries and questions about hydrogen. For about eighteen months, we were hot and heavy. We were weekly talking to our customers about what they have to do to get ready. Often, we offer the basics of hydrogen, here is what you can do in the future, let’s talk, if you need to.
What I’ve seen are some larger corporations doing prototype projects and vetting out, and saying things like, “Hey, if I need to take X number of furnaces to hydrogen, where do I start? How does it affect my product?” We’ve been doing some testing with customers on some hydrogen firing to really vet out their material and things of that nature. This is happening in pockets; for example, at one site by a certain date, we’re going to be the first green site for a company, and though it’s years from now, we need to plan on being able to fire 100% hydrogen or 100% natural gas.
Before, it was sometimes more talk of blending and things of that nature. Now, I’ve seen more of a trend to say — if we’ve got it, we’re going to burn it; if not, we’re going back to what we’re used to. Some things like that.
There may be a slowdown in the fervor of the talk about hydrogen, but it is certainly in the background and maybe a little bit more towards how do we be more green until hydrogen gets here?
Joe Wuenning: Maybe the slowdown, I would say, is not a loss of interest, it’s more that the people understand hydrogen is not so complicated. It’s a good fuel, you can burn it. Before, many people had no idea whether they could use it or not. Now, our people in the lab think it’s easier to burn hydrogen than natural gas.
Brian Kelly: That is a good point.
Doug Glenn: Brian, a follow-up question to you: Are you seeing what you described domestically in North America or also internationally? I know Honeywell is obviously everywhere.
Brian Kelly: Yes. And it’s been more domestically, at this point, because of the questions of supply. People aren’t as afraid of it after we talk to them about it, as Joe just said. “This is not something that we haven’t been burning for a hundred years. It’s just a matter of planning. In the future, I want my system to be ready for it, and I want to be able to operate on what I’ve got available before that.”
Doug Glenn: Bob, how about you? What has changed in the last 12 months or so?
"If we’ve got it [hydogen] we’re going to burn it; if not, we’re going back to what we’re used to." Photo Credit: Nel HydrogenBob Sanderson: We’ve seen more inquiries, specifically from a lot of laboratory users who are trying to develop new engines, processes, and combustion products, and looking for all the support and the technology to safely handle transport and bring that hydrogen into the lab under various test conditions. A few users, too, want to understand: If they make the change to hydrogen, what’s going to happen with the rest of their systems? How will it affect the processes? What happens to the humidity of the outside and what happens to other materials that are in the plant? How do they safely manage the materials within their buildings and detect leaks and different items along those lines? There are quite a bit of inquiries going hand in hand with the systems.
We have seen some early hydrogen requests going on which have tapered off a bit. I think it goes hand in hand with users becoming more familiar with the systems and having more of their questions answered. But I think some of it also depends a bit on the market pressures and the demands. The cost of natural gas has gone down dramatically. It’s going down faster than the cost of hydrogen is coming down, right now, but hydrogen is going to keep coming down and keep becoming more and more affordable. Then it will reenter into the marketplace.
Doug Glenn: You bring up a good point which maybe we’ll hit on later: hydrogen supply.
Mark, let’s jump over to you, though. In the last 12 months, what are you seeing?
"We’ve seen more inquiries, specifically from a lot of laboratory users who are trying to develop new engines, processes, and combustion products."
Mark Hannum: I would say that, for me, probably the biggest thing is some of the regulatory and law changes that have happened. The Inflation Reduction Act certainly puts in place a lot of the supports for hydrogen production and hydrogen-based systems for decarbonization. I think the EU also has some regulatory and law changes and additional support between the government and private sector to try to make some of these really huge investments that need to occur to try to bring hydrogen supply online.
I think those are really the biggest things. And I totally agree with the other panelists; I think awareness, focus, and knowledge have all increased a lot about what hydrogen is, what it takes to burn it, and what those systems look like.
New Users of Hydrogen (10:26)
Doug Glenn: Brian, let’s start with you on this next question, and that is: Are you seeing any new applications or industries that seem to be adopting hydrogen? I know we mentioned steel, and I think Bob has mentioned some labs and things of that sort, but are we seeing anything new, as far as the breadth of where hydrogen is going?
Brian Kelly: It’s come from a lot of different places for us. We’ve had food and beverage, some heat treating, and plastics. It has come from a lot of different directions. Some of the inquiries of a few of the projects that we’ve worked on have been waste to energy, sequestering CO2, and capturing the hydrogen. That’s how we’re going to produce it. So, looking at some different industries that may be popping up, a lot of them are doing prototyping and pilot-type things. So, there is a lot of variety.
I can’t say that I’ve run into any new applications, per se, because we deal with a lot of different ones. But certainly, some of the industries do seem to be adopting hydrogen, anywhere from air gas to oxygen and reusing the hydrogen for fuel to further the process. So, it’s been a variety.
"We have seen some early hydrogen requests going on which have tapered off a bit."
Doug Glenn: Joe, how about you? Are you seeing any new applications or any new industries?
Joe Wuenning: Yes, of course. For example, Dunnes gave away coffee beans roasted on hydrogen, so I think if you have high margins, you can apply these things everywhere, where you want to get rid of the fossil fuels.
Of course, our business is in the steel and heat treating industry. I’m not so much in touch with the other industries, but I think it would come from everywhere — everywhere the people are willing to pay for it. Of course, we have never beat natural gas on price, so far. Hydrogen is never going to come free out of the ground. But we all know the reasons why we want to get rid of the fossils.
Doug Glenn: I know the steel industry has been an early adopter, at least some of the steel industry. Are you seeing more applications in heat treat?
Joe Wuenning: In heat treat, we see another tendency and that is the use of ammonia. We try to check out whether we can use ammonia because, like I said before, with hydrogen you need pipeline connections, and it will take quite some time until the pipelines will carry hydrogen to the last little heat treater somewhere in the countryside.
But ammonia is another storage form comparable to propane or butane where you can easily transport the stored hydrogen. However, ammonia is quite a bit more difficult to burn because it involves NOx formations. It’s not so easily flammable; you have to crack it first, there are steps to take. We introduced it into our lab to check if we can use ammonia directly for these more remote sites.
Doug Glenn: Mark, how about you? Any new applications or industries that you’ve been noticing?
Mark Hannnum: Yes. First off, I want to respond a little bit to Joe and the concern about pipelining hydrogen and all that. I totally agree that it’s a big concern, but one of the nice things about hydrogen is if you have a clean source of water and electricity, you might be able to make hydrogen in a remote location. You might not need to pipeline it; you could make the gas on-site and use it on site.
"For example, Dunnes gave away coffee beans roasted on hydrogen..."
So, that’s something that’s really not possible with probably any other fuel that, historically, we’ve had in use. You know, we’ve always had to bring a fuel to a manufacturing facility but now we can bring water and electricity and potentially have a gaseous fuel that we can use.
So, adopt hydrogen? I mean, not really. You know, all the investments are being put in place, like Joe said earlier. In the steel industry in Europe, these major investments are being played out and committed to but we’re years away from being adopted, like for use day in and day out.
Right now, there are a lot of segments that are performing really meaningful tests at industrial scale, because they’re all trying to de-risk the switch from natural gas to hydrogen. Are there any process-side impacts that they need to understand that would impact product quality or product suitability or any of those things? All that stuff is going on now and I think it’s going to take a couple of years for everyone to sort of work through and have a good understanding of whether there’s anything they need to be worried about beyond just the fuel switch itself, if there’s any process.
Doug Glenn: Right. Yes, your point about having water and electricity is a good one but, I guess, the question has to be: Is it economical? I mean, this is the issue of creating on-site hydrogen — it’s the cost. The economic system always comes into play here.
Bob, how about you on the applications and industries?
Bob Sanderson: A lot of the push I’ve seen has come out of the aerospace and the automotive industries, not so much on the products that they make but more on the manufacturing side of it. What they can do to adapt their processes and put things in and understand how that impacts them. They’ve got a tremendously large investment to make lean manufacturing and they need to make sure it is spot-on. There has been a lot of discussion on that and trying to work things into those facilities.
Advancements in Hydrogen (16:20)
"It will take quite some time until the pipelines will carry hydrogen to the last little heat treater somewhere in the countryside."
Doug Glenn: Bob, I wanted to turn around and start with you on this next question and that is: Not industrywide, like we’ve been discussing, but what has your company specifically been doing over the last 12 months that maybe you hadn’t been doing before, if anything?
Bob Sanderson: We’re doing a lot more work now with stainless materials. There is quite a bit of involvement using stainless and other materials that have higher nickel contents and other materials to help work into the grain boundaries.
Working with hydrogen has some unique challenges compared to other fuels. It’s the smallest atomic molecule out there and it just wants to permeate into everything. With a lot of the higher, high-end pressures, there is a lot of chance of steel embrittlement, but if you can get away from those higher ends and try and get down to more usable, friendly working pressures, you don’t stand as much risk on the hydrogen embrittlement and dealing with leaks and permeability. So, just helping people understand that those are some of the changes that need to come into play for a safe, long-term solution in their applications.
Doug Glenn: Mark, how about Fives? What’s been the activity over the last 12 months, specifically at your company?
Mark Hannum: It’s been a super busy time for hydrogen, for us. We have installed some hydrogen firing capability in our lab; it was about a $400,000 investment. So, at this point, we can fire a substantial amount of input for longer durations than we could before. So, that’s really helpful when we’re looking at what the impacts are across our entire burner product range, when we look at a conversion from natural gas to hydrogen.
It also lets us perform some process-based studies where we can really simulate industrial processes and have a longer duration hydrogen firing. So, we’ve been able to support some customers by simulating some of their processes here and actually firing the materials that they would normally fire at their plant to look at hydrogen impact on those materials.
We’ve also gone to a couple of our customer sites and participated in studies with them. One of those earlier this year, right after THERMPROCESS was Hydro Aluminum in Spain; we melted aluminum with hydrogen without any natural gas. That was, I think, the first industrial scale melting of aluminum with hydrogen.
"Working with hydrogen has some unique challenges compared to other fuels. It’s the smallest atomic molecule out there and it just wants to permeate into everything."
Doug Glenn: Interesting. Joe, how about WS? What have you guys been up to the last 12 months?
Joe Wuenning: We have now put into place an electrolyzer for making our own hydrogen, so going that route, and not relying on the bottles coming in or on ammonia supply. We installed a big ammonia tank so that we can run the ammonia tests on site, develop the crackers and account for them. And, of course, we are involved in several research projects together with universities and some sites who do all these things and to try it out.
Doug Glenn: Brian, how about Honeywell? What’s been the latest?
Brian Kelly: The latest this year is an investment for our factory in Lata to have that electrolyzer-type system, so a full-blown, cradle-to-grave type of system to be able to produce the hydrogen. Muncie is investing in that whole substructure with the capability of increasing to tube tankers before the electrolyzer comes so there is significant investment on that end. And from the product end, we’ve just kept testing and looking at the whole product line, not just burners, but all the controls and things to be associated with hydrogen firing.
In addition to the controls behind the system, we must also think about the development of simpler and/or more complicated systems. These updated systems are necessary because of changes in air/fuel rations, and all the concerns that pop up when using different fuels. These systems need to take into account what the process is requiring, namely holding tighter air/fuel ratios and also be less dependent on low temperature air-heating applications, but also be able to use higher temperatures and higher oxygen rates with some excess air. We’ve been working on those types of systems, and looking at that when the customers are in a situation where they can fire on either fuel. How critical it is to hold capacity and air/fuel ratio and things of that nature, and how can we make that as easy as possible for the customer? We want our customers to say, “Hey, we’ve got to have Honeywell because these guys know what they’re doing.”
But, yes, a lot of activity on that basis. And even in product development looking at the future — lower NOx and lower emissions burners that go in conjunction with hydrogen. In the lower and high temperature range, we’ve got to look at a burner that can fire via flex-fuel type burner. Maybe not just hydrogen and natural gas, but something in biofuels or renewable-type fuels.
Doug Glenn: There is a common thread that a couple of you talked about in getting electrolyzers and hydrogen supply and things of that sort, which is a critical issue, right? Realistically, for industrial applications, does anybody care to speculate on how many years it’s going to be until even some of the more major metropolitan areas have reliable hydrogen supply, or is it all going to be on-site generated?
"For industrial applications, does anybody care to speculate on how many years it’s going to be until even some of the more major metropolitan areas have reliable hydrogen supply?"
Mark Hannum: I’ll start if you want. The Inflation Reduction Act (IRA) certainly encourages hydrogen hubs where you’d have a localized geographic area that has a centralized hydrogen production facility and then local pipelining to the industrial users. I think some of those similar ideas are in Europe as far as having a concentrated production facility and then having a local network. So, you locate your production facility in an industrial cluster where you have short pipeline links to feed those.
As Joe mentioned earlier, it’s really challenging when you have a more remote industrial point that now needs a long pipeline run. It's a lot of money to make that pipeline. Certainly, my experience in the U.S. would say figuring out a legal route to run that pipeline is probably going to be a huge challenge. It’s going to cross multiple property boundaries.
That, for me, is the challenge. But I think, certainly the government is putting in money in the U.S. and in Europe to try to facilitate these hubs being formed and have industrial users online. Maybe it’s going to be five years at least for that to be the case.
Brian Kelly: On Mark’s point, certainly some of the activity we’ve seen is around some of those possible hub sites. Some of the sites we’ve seen that are firing significant amounts of hydrogen, or have that capability, may be near a hydroelectric plant or a nuclear plant, and some of those hubs are going to be strategically placed so they can produce. I’d say it will be between 5 to 10 years. And I think it’s going to be regional because of these hubs and because of the companies.
Honeywell is saying we’re going to be carbon neutral by 2035. Some of these larger companies will say they are offering green products, they are going green, and it’s just not going to be in the thermal process area. We would like to think it’s in the thermal processes area. When we start talking about their Scope 1, Scope 2, and Scope 3 emissions, some of their Scope 2 and Scope 3 emissions are a much larger percentage of their carbon footprint than what their thermal processes are.
Carbon neutrality goals apply to big steel, and bigger industries in general. Some of these really high users with higher thermal loads (like cement) are going to be the industries that are looking to switch over first to some kind of carbon neutrality or something to reduce that carbon output. They’re going to be some of the main focuses, not “Bob and Tim’s Heat Treat” in Skokie, IL, and things of that nature.
Those are some of the things we’ll see, but, in the meantime, this isn’t going away. In my almost 30 years, we’ve heard all kinds of stuff — methanol, ethanol, which is sometime going to come back into the fold because of being a renewable-type energy source. This was hot and heavy in discussions, but it was always in the background. The more we continue to legislate and see other things happen around the world, the more we approach that being carbon neutral. [blocktext align="left"]Carbon neutral doesn’t mean you’re producing zero CO2, but you’re offsetting it somehow and seeking to benefit the planet in how you proceed with your business.[/blocktext]
Doug Glenn: Right. Bob or Joe, any speculation on reliable hydrogen supply, even to regional areas?
Bob Sanderson: I think for both, necessities are going to drive a lot of this investment happening. Currently, the major manufacturing of hydrogen is along the Gulf Coast and up through the upper Midwest where there is a bunch of oil industry and steel industry, and hydrogen is highly used in those areas. Because it’s readily available, I think that the large users will be through those vicinities first.
But to get out to the outer coasts to service Los Angeles and the East Coast areas, they need more out there available. They will have to develop newer technologies, and it’s going to come. There are a variety of people working on it. The first need isn’t necessarily going to be for the large users, but it’s going to be to supply the utilities because they’re going to have to find a way to blend hydrogen into the fuel lines right now and help bring those down. They’ve got to get a reliable source on that.
I know that there are people working on fusion technology right now, where they’re able to take a variety of materials, put it in, and break it down to more of the atomic levels. It’s not just hydrogen they’re getting out; it’s the whole range of all of the gases and the materials that come out. So, they’ve got a lot of reactors that are working with that. It just needs scaling and time to rev that up but it’s going to come.
"If you look back to when the auto motor first came around, gasoline was big in use for those vehicles because it was a byproduct of manufacturing kerosene."
It’s not exactly the same, but if you look back to when the auto motor first came around, gasoline was big in use for those vehicles because it was a byproduct of manufacturing kerosene; so, it was cheap, it was affordable, but gas stations weren’t around and the pipelines weren’t around to transport it. That didn’t hinder the automotive industry from coming around, and it will be the same way with this industry. It’s going to come, but it’s probably going to come in a way that we haven’t envisioned here or are talking about, just yet.
Joe Wuenning: I think with the technology there, we can have it. It’s a question of, are we willing to spend the money and accept the changes and whatever to do it. Many people think it’s the right thing, other people think it’s a waste of money. We will have to see how it comes about. Five to ten years might be a realistic horizon for me. I think in Europe, they’re starting in former northern Germany, Rotterdam, so, they will have their first access. How fast this will happen, we will see.
Doug Glenn: I appreciate that. It’s an interesting perspective. I think the supply issue is probably one of the biggest obstacles that we have for adoption, right?
Obstacles to Adoption: Supply, Price, People, and More (29:40)
Let me ask you this: Besides supply, what do you see as the biggest obstacle for companies adopting hydrogen?
Mark Hannum: There are only two real challenges, I think, and that’s supply and price. So, if you’re going to take supply off the table, then price will be the other one. I think that’s been a theme running along here.
One thing I will say about something Bob mentioned in the last question is that yes, there is lots of hydrogen production in the Gulf Coast and up through the central to Midwest, but it’s all SMR (steam methane reforming)-based. For us to really put a dent in CO2, you’ve either got to sequester all the CO2 off those steam methane reformers or you’ve got to move to electrolysis or something. You’ve got to come up with a green process which is established, and just scaling up is the real key, to get to, sort of, this gigawatt scale to where people are trying to get to.
I think I saw a slide a few months ago that the biggest electrolysis plant is only 100 kilowatts or 200 kilowatts or something like that (maybe it’s a megawatt). It’s nothing compared to what the industry needs. So, scale-up is the big challenge: How do you get to gigawatt scale?
Doug Glenn: Bob, how about you? Biggest obstacle besides supply, and maybe I ought to throw price in there?
Bob Sanderson: Yes, you took the easy two off the table.
Doug Glenn: Well, nobody said this was going to be easy, you know.
Bob Sanderson: It’s going to be a little bit of a learning curve on the logistics of the handling, the safety, and the management of it. It’s just a little bit of a new technology that people have to get familiar with in order to understand how to bring things in and manage it.
Just in terms of running the utilities through the building: If you have a little bit of a leak, people are used to looking for that sulfur odor right now — that’s not going to be quite the same. If it’s a leak, the leak is going to be up in the trusses and gone. If there is an odorizer added, it’s not going to be where the gas is.
So, there’s just a little bit of a learning or knowledge to get through there, and a lot of the code committees are working hard on this. As it becomes increasingly predominant, they’ll have to stay ahead of the safety issues. It’s a common phrase that, “Codes are written in blood.” I don’t want to have codes that take that kind of a learning experience with hydrogen; we want to stay ahead of it.
[blocktext align="left"]It’s a common phrase that, “Codes are written in blood.” I don’t want to have codes that take that kind of a learning experience with hydrogen; we want to stay ahead of it.[/blocktext]
Brian Kelly: Besides price and supply, that’s certainly one of the major points because that goes to bottom dollar, the cost of my unit. I agree with what everybody else has said.
A lot of these systems that are in place now in heat treat shops have premix systems, right? Premix and hydrogen don’t play well together because of the flame sweep. This issue is also true with older equipment — some of this stuff isn’t up to date.
What every burner manufacturer has been working on is: What can I do? Does my product work on gas and hydrogen now? What do I need to modify to work on one or the other? What we work towards is — hey, can it operate on both? Sometimes that’s not possible. So, there’s going to be some capital investment on this, too, to upgrade furnaces, to upgrade thermal processes, or whatever it is. This being Heat Treat Today (with an audience of in-house heat treaters), we’re talking higher temperature, but the same goes for any thermal process.
Some of these technologies and a lot of the lower temperature-type methods we use to reduce NOx emissions don’t really work with hydrogen. So, how do we figure out, on the lower end of it, that almost every process — even in a heat treat shop, where some people have solution tanks and make up their heaters or whatever it may be — some of it is going to be planning for that capital investment.
They’re going to have some time until they get that price and the supply. So, it’s like — hey, start planning new systems when you have to upgrade something, let’s plan on this to be viable for hydrogen or something in the future.
It’s hard enough to get some of these shops to keep spare ignitors on the shelf, let alone start talking about the burner upgrade in the next ten years.
Doug Glenn: Right, right, exactly. Joe, how about you? What do you see as a major obstacle?
Joe Wuenning: The major obstacle is that people are unwilling to change, I think. They have done something for the last 50 years. People have a hard time quitting smoking, even if they see that it’s not good for them. So, they’re going to keep running fossil fuels even if they understand or accept that it’s not good for them. I think that will be the hardest thing to change is people’s minds if they have to do something.
Doug Glenn: Good point. A good selection of answers, there, that’s great.
Contributions and Detractions from Geopolitical Pressures (34:50)
"[People] have done something for the last 50 years. People have a hard time quitting smoking, even if they see that it’s not good for them."All right, the next question has to do with geopolitical situations around the world: Is it helping us or hurting us? Is there anything specific you guys can comment on there?Brian Kelly: I think, certainly, the whole sustainability/decarbonization has helped. We’ve seen emissions levels — which were requested to be guaranteed out of our equipment and our systems — have certainly come down. And that’s worldwide, where for certain countries, you kind of got the feeling that they don’t really care. Now, with this advent of being greener and reducing CO2 and even NOx, we’ve certainly seen the NOx levels or the emissions levels requested out of our equipment have come down worldwide in the last three or four years. To me, that’s a good thing. It’s good for business, but it’s also good for the environment.When we start talking CO2, the CO2 we produce here doesn’t just stay in North America, it travels all over the world. If one country is doing all they can to reduce it and the five others aren’t, as a dreamer, it would be nice to have that worldwide coalition to say, “Here’s what we have to do as a planet to accomplish this in the next 50 years.” It’s not going to happen in five. But I think it’s been a positive thing.Doug Glenn: Bob, how about you? Any geopolitical situations around the world that have helped us or hurt us, here?
Bob Sanderson: Coincidental with this, and Joe may have more input on this, there was a change in the fuel market throughout Europe with pipelines changing and fuel embargos. There has been a huge sea change in the demands for alternate fuels to Europe so it’s a lot of shipping from this end to get things over there for alternate fuels as well as how to process those fuels. There’s been quite a bit of work, not necessarily in hydrogen, but in a lot of alternate fuels for vaporizers and different processes to deal with CNG, LNG, and different fuels to make up for shortages. I think that has helped keep people’s minds thinking about different fuels, different sources of energy, and trying to drive efficiency factors.
With that, I would kindly push that over to Joe; he’s probably seen that more firsthand from his side of the ocean.
Joe Wuenning: Yes, I see that also. Besides the environmental issues, of course, the supply situation is different in Europe than here (the U.S.). I think, energy wise, the U.S. is pretty much independent. Of course, with electronic parts or whatever, you have the same situation — you want to become more independent. For you, it’s mainly all industrial products; for us, energy is a vital thing. We also have the picture in front of the Nord Stream 2 explosion. That was the end of a major energy supply to Germany and Europe, and now we can bring it in with ships, but it will be an issue for the future. It will not only be the environmental things, but it will also be pressure where we may be dependent on other people.
Like I said, it’s chips; Intel makes a big factory here, but it’s energy and all kinds of things.
"We can bring [hydrogen] in with ships, but it will be an issue for the future."Doug Glenn: Mark, how about you? Are you seeing anything geopolitically?
Mark Hannum: Yes, for sure. What’s been mentioned already and what I mentioned earlier was that there is a lot of government support that I think has really come in geopolitically and not just in the EU and in the United States, but I know that China is really having a large deployment of green electric production which could eventually lead to green hydrogen production. I know India is really working on some planning and work for what their green and hydrogen strategy is, and Australia; all of these places are really heading, in a really aggressive way, I think, towards trying to find ways that they can all participate in whatever marketplace there’s going to be for hydrogen or other green fuels in the future.
Reasons for the Push: Is It CO2 or Something Else? (39:23)
Doug Glenn: Okay, guys, I want to ask you a question, here, a little bit off the path, basically going back to the very fundamental reason why we’re doing this, and it’s been mentioned multiple times. This question probably won’t be a surprise to you. Whether or not you want to answer it is completely up to you, and that is the assumption that CO2 is a bad thing, and it will be harmful to the world. I think that’s basically why a lot of the moves to alternate fuels and things of that sort.
So, I’m reading the paper Sunday morning, and I get this article that says, “Princeton MIT Scientists Say EPA Climate Regulations Based on a Hoax.” The article is basically about two professors — William Happer, professor emeritus in physics at Princeton University, and Richard Lindzen, professor emeritus of atmospheric science at MIT. I just want to read one little part of this and get your comments, if you’re willing.
The guys say that the assumption about CO2 maybe isn’t as dire. In fact, they are saying it is not dire, at all: “Current concentrations of CO2 are around 400 parts per million. . . . But if you could double the amount of CO2 from 400 to 800, and that will take a long time, the amount that you’d decrease radiation to space is only 1%. Very few people realize how hard it is for the addition of carbon dioxide to make a difference to the radiation to space. That’s what’s called the saturation, and it’s been well known for centuries.”
It's just one example. Joe, you’ve mentioned it before, that there are some people who believe it’s an issue and there are some people who don’t. Any comments about whether we see people moving in one direction or another? I mean, I feel like I am hearing more people drawing a big question mark about whether CO2 is really bad or not.
Joe Wuenning: Let me give an example: 45 years ago, I was skiing down a glacier in the Alps, right down to the bus stop. I did that ten years ago. I had to walk for four or five miles because the glacier was no longer there. People think global warming, and whether it’s related to weather extremes or storms (you can argue whether that has something to do with global warming) . . . . But if a real big, big ice block melts, I think that’s a long-term indication that our world is getting warmer and warmer, and I think there’s no doubt about it. If you look at the ice in Antarctica or Greenland, I think that you will see that we have a problem.
I believe it and I think I understand the physics behind it — why the CO2 emissions into the atmosphere makes it gets warmer — and I think it’s severe. I really think all the changes we have to make now are much less than the changes which would be forced onto us by nature.
Are changes directly made from climate, or also from wars or conflicts or from whatever?
We adopted to changes during the corona virus, and with that we had no change. And it was not so difficult. Now, if we have to choose to do this or that, it might be more difficult. I absolutely think we have to do it.
"45 years ago, I was skiing down a glacier in the Alps, right down to the bus stop. I did that ten years ago. I had to walk for four or five miles because the glacier was no longer there."
Doug Glenn: Yes. Anybody else care to comment on CO2?
Mark Hannum: I’m game. What I would say is — whenever you talk about reducing CO2, you’re also inherently, in a lot of ways, looking at thermal efficiency. Switching fuels is fine, but if you can work on an energy saving project before you switch fuel, then you’ll fire less fuel. And with conservation, there is never a time when you’re like, I’d like to be more wasteful with the things that I do.
Every conservation project will pay off. A switch to hydrogen won’t necessarily pay off economically, but if you do some energy saving projects before you switch to hydrogen, all those projects will have a positive payback. If that’s the least that we get out of it, that’s great.
Doug Glenn: Yes, that’s a plus!
Mark Hannum: If you make a full-sale switch to other fuels that are non-CO2 generating, at some point there won’t be fossil fuel left on the earth anymore. I think we’re a long way away from that, but at some point, you have to make a change, so let’s start now; let’s get going, let’s figure it out, and try to make sensible choices.
Doug Glenn: Fair enough.
Brian Kelly: All I know is, since moving down to Houston, it’s freaking hot down here! I think it’s not going to hit 100 today, which we were on our 25th straight day of over 100, and it’s usually hot and humid. There is no doubt in my mind (and I’m 56 years old), it’s hotter than it used to be, all over the world. Something is causing that. It’s certainly not just CO2; it’s other greenhouse gases that are causing some of this — your hydrofluorocarbons and things of that nature, and even NOx. CO2 just happens to be the biggest volumetric.
Doug Glenn: Fair. Water vapor is a big contributor too. I think, significantly more contributing that CO2.
Brian Kelly: To me, like what Mark said, it can’t hurt the earth or any of us to look at alternate sources that are more friendly to the environment.
Doug Glenn: Agree. Bob, do you care to chime in?
Bob Sanderson: I was going to say that there is certainly more than just CO2 that comes out of the processes when we’re burning any of the fossil fuels. Although we’re constantly making improvements in emissions, those other emissions will continue to climb into the atmosphere. Say you do want to double the CO2 levels from 400 to 800, there may be a minor change in radiation, but what are the other impacts that are not being reviewed in that, such as acid rain and other problems and offsets like the acidic gases that you can have with them? There is a whole host of other sources.
With any conversation, there are always a couple sides open for the debate. I don’t want to drive into that too much but there are certainly a lot of opinions on the sources of global warming.
Doug Glenn: Which I appreciate — the fact that you’re willing to give opinions on that; I think that it’s important for everyone to listen to each side and draw some conclusions. Obviously, you guys are well informed on these things, so it’s good to get your opinions on those.
Effect on Heat Treaters (47:15)
Okay, last thing: Is there any question that you would like me to ask that I have not yet asked? Something very basic that you think in-house heat treaters — manufacturers with in-house heat treat — would want to know about hydrogen, or did we cover everything?
Brian Kelly: I think, to them, it’s going to come down to, how does this affect me and how does it affect my business? Right now, it’s not going to.
I’ve had several conversations at MTI, and I’m like, “What are you guys hearing about hydrogen?” Some people are like, “What? Not a thing.” Some of them, in different areas of the U.S., are heating things with electricity because it’s more financially viable (and in greater supply) for them versus natural gas, and vice versa, all over the place. I think, as we go on, it’s not going to be just hydrogen, it’s going to be all these technologies that can reduce your carbon footprint.
"It can’t hurt the earth or any of us to look at alternate sources that are more friendly to the environment."
We’ve all got them in our product lines: there are firing techniques and different fuels — do they look at the electrification? Because sometimes you hear, I’m just the plug, I’m zero carbon, and I’m like — at that power plant, you might be higher carbon, dude.[blocktext align="left"]Really, our message to a lot of the people we talk to is: Just be informed so when you hear about it, you don’t panic.[/blocktext]
It’s all those conversations to get in line. As we keep progressing down the sustainability road, all those things are going to grow and you’re going to have resources for them. Really, our message to a lot of the people we talk to is: Just be informed so when you hear about it, you don’t panic.
Doug Glenn: Yes, exactly.
All right, gentlemen. Joe, thank you. Mark, thank you. Bob, thanks. Brian, thanks. I appreciate you guys being with us. It’s been very informative.
About the experts:
Mark Hannum, manager of Innovation and Combustion Laboratory at Fives North American Combustion, Inc., is a combustion engineer with a broad range of application experience, particularly with ultra low emissions technologies. His largest focus has been on lean premix and lean premix with fuel staging. Flameless combustion is also an area of interest. He has a lot of experiencing achieving ultra-low emissions targets while providing improved thermal efficiency and system performance.
Brian Kelly is the manager of Applications Engineering for Honeywell Smart Energy and Thermal Solutions (SETS) and current president of the Industrial Heating Equipment Association (IHEA). He has almost 30 years of experience in the field of combustion with a focus on combustion system design across a variety of high and low temperature applications. This is his second time speaking on the future of hydrogen combustion.
Robert (Bob) Sanderson is the director of Business Development at Rockford Combustion. Throughout Bob’s 32+ experience in the combustion field, he has worked in automotive, abatement-oxidation, aerospace, agriculture, food and beverage, HVAC, heat treating, power generation, and more. Bob brings systems integration and the application experience of how systems interact in various environments to his current role at Rockford Combustion. Bob is a member of the NFPA-86 technical committee.
Joachim (Joe) Wuenning is the president, owner, and CEO of WS Warmeprozesstechnik GmbH in Germany and also WS Thermal Process Technology Inc. in the Elyria, OH. Joe’s company has been on the cutting edge when it comes to hydrogen combustion. Joe spoke at THERMPROCESS in Dusseldorf, Germany, givng the keynote address regarding the advent and development of hydrogen combustion. Joe is a member of IHEA.
Contact Joe at j.g.wuenning@flox.com and flox.com/en
Keeping your heat treat equipment cool is as critical as it is an oxymoron.
If you have old cooling systems or are looking to purchase new ones, hear from Matt Reed, director of Sales and Technologies at Dry Coolers, as he shares purchasing considerations, maintenance, and latest technologies with Heat Treat Radio host, Doug Glenn.
Attend a digital field trip, as Matt Reed gives a tour of some equipment in action. Finally, listen in as we reflect on 100 episodes of Heat Treat Radio!
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Contact us with your Reader Feedback!
Doug Glenn: Well, welcome everyone. We’re back to another episode of Heat Treat Radio. This is going to be a “cool” episode — pardon the pun! We’re going to be talking about furnace cooling systems.
When everybody thinks of furnaces, they think of heat. Probably one of the even more important things is keeping the equipment cool, as well as potentially cooling parts. That’s not so much what we’ll talk about today (part cooling), but it’s keeping equipment cool.
With us today is a cooling expert out of the North American heat treat market, Matt Reed from Dry Coolers, Inc.
Matt, first off, welcome to Heat Treat Radio.
Matt Reed: Thank you for the opportunity.
Doug Glenn: I’m really looking forward to talking with you!
I want to cover some basics, just to give our listeners a sense of where we’re going. Let me just run down through what I’m hoping that we’ll cover today: First, we’re going to talk just a little bit about you, Matt, and your company so people know who you are and how long you’ve been in the industry.
We’re going to do a very high level look at: What are cooling systems and why do we need them? It’s a very fundamental thing, but there may be some people that need to know that information.
Then, we’re going to talk about: If we need to purchase a cooling system, what are the questions we should be asking?
Next, the ever pervasive and always a thorn in our flesh: maintenance issues. These things are not maintenance-free. Briefly, what are some of the signs that maintenance needs to be done, etc.?
Finally, if we have time: we will explore some of the newer developments in cooling systems.
Meet Matt Reed (02:12)
Matt Reed
Director of Sales and Technology
Dry Coolers
Source: Dry Coolers
Doug Glenn: Matt, again, welcome. Could you give our listeners a sense of who you are, how long you’ve been in the industry, and why you’re qualified to talk about cooling systems?
Matt Reed: Thank you, Doug. I have been at Dry Coolers for 28 years, and when you invited me to speak about this, I really had to think about it. It’s been 28 years! By default, I have so much experience that I never knew that I had!
Doug Glenn: Exactly. It’s amazing how quickly it goes.
Matt Reed: Eight years before coming to Dry Coolers, I was at another corporation. But I’ve been in heat transfer and design and thermodynamics and dealing with that side of the engineering forever. I love it. I love working with the customers.
Doug Glenn: What is your role at Dry Coolers, right now?
Matt Reed: I am the director of Sales and Technology which is a title. Really, I’m overseeing a lot of the engineering, the design. The best part of my job is talking to customers and sorting through what works for them, how we can solve their problems.
I thoroughly enjoy it. And Brian and Margy Russell, the owners of Dry Coolers, allow me to do that.
The Basics of Dry Cooling Systems (03:37)
Doug Glenn: Let’s talk just a bit, on a very elemental level, cooling systems. What are they, and why do we need them?
Matt Reed: Right. When you started this interview, you said, “Cooling, you know, it’s cool, or whatever.” It’s funny because Dry Coolers has a logo that we love, “Dry Coolers. Keeping it cool for 30 years.”
Furnaces are our core market as well as our first love. Brian saw an opportunity, saw a problem in the industry and said, “Hey, I can solve this.”
Vacuum furnaces, around the 1960s and 1970s, when they were being developed, focused on heat treating materials. Cooling is required because you’ve got these inner walled jackets in the furnace, jackets in the heads, you’ve got diffusion pumps, mechanical pumps — all these ancillary pieces of equipment that require cooling.
Originally, you could use city water and flow city water right through the furnace. Customers soon find out that that’s a lot of water consumption, so the next step was to look at an evaporative cooling tower. You start recirculating evaporative cooling tower water directly through the furnaces.
Evaporative Cooling Tower: cooling is done by evaporation
Source: Dry Coolers
For those of you that don’t know what an evaporative cooling tower is — not to get into too much of the detail here — but cooling is done by the process of evaporation. Water circulates through this tower on a roof or outside, and a small portion of that water is evaporated to produce cooling.
Let’s say you’re flowing 100 gallons a minute through a furnace. 100 gallons a minute goes through that cooling tower, and one gallon a minute is evaporated to reject heat. Now you’ve got 99 gallons a minute coming back. Now you’ve got to make up 1 gallon of water from the city water. You keep recirculating. As water evaporates, it’s just like boiling a pot on a stove — you keep boiling that pot, filling it back up and you’re going to end up with calcium and you’re going to have scaling on the inside. This is what’s happened to furnaces. It runs great for a couple of years, and then you start getting hotspots.
A lot of the old furnaces that are out there have had a rough early history because of open tower water. You had to be really diligent with your water treatment, bleeding water off from the system, adding water treatment chemicals to keep the jackets clean, and things like this. Brian saw that as an opportunity in 1985 and said, “Hey, let’s close it up. Let’s take these open water systems and recirculate them in a closed loop to protect these furnaces and stop all the scaling, all the buildup, and all this kind of stuff.
Our primary job has been trying to guide customers into what would be an appropriate closed-loop system for them whether for old furnaces or new furnaces.
Doug Glenn: Let me ask you this question: What parts, primarily, on the furnace, are we worried about cooling? I know in a vacuum furnace, we’re talking about essentially the entire shell, assuming it’s a cold-wall furnace, meaning it’s being cooled. What other things are typically cooled?
Matt Reed: They are all very important, but the shell is a big user. If you were to put 100 gallons a minute into a furnace, a large portion of that water is going to circulate through the jacket. The furnace has an inner wall and an outer wall; it’s a big annulus. Imagine you’ve got two cylinders inside of each other. That annulus is full of water, and it constantly circulates.
The other pieces of that furnace could be a diffusion pump. The diffusion pump is especially sensitive. It likes to run cool; it has small passages. If there are any flow issues or particles or debris in the system, boy, that’s one of the first places customers have trouble with plugging. Feedthroughs, mechanical pumps — these are all other ancillary.
Another big user is the quench coil or the fan. In a vacuum furnace, you’ve got a fan mounted on the back or alongside the furnace, and there is a heat exchanger inside the furnace that allows that furnace to quick-cool. We specialize in looking at the size load in a furnace and the period of time the load needs to be cooled in order to create the material property. We can guide the customer in selecting a system that would work.
Fan helps the furnace to quick cool
Source: Dry Coolers
Doug Glenn: Right. We’re talking about high pressure gas quenching there.
Matt Reed: Yes.
Doug Glenn: I’m assuming you guys do more than vacuum furnaces. I know in a lot of atmosphere furnaces, let’s say, or air furnaces, there are potential cooling opportunities: door seals, fans, cooling jackets for continuous furnaces, etc.
Questions To Ask When Considering a Cooling System (09:33)
DougGlenn: I’m sure you’ve got a lot of people calling you and asking you for systems. Let’s just talk about some basics. What are some of the questions that you need answered from a customer who would call in and say, “Listen, I need a cooling system” or “I think I need a cooling system.”? What do you need to know about the system in order to size the thing, or what type, even, to purchase?
Matt Reed: Flow is the first thing that we need to know. Through the furnace supplier or some other means there would be some information on what that flow requirement is, and we have a lot of that information here at Dry Coolers.
We also look at location. Somebody in Tulsa will need a different cooling system than somebody in Vermont. We know that in certain parts of the U.S., (LA, for instance), there might be water requirements. The cooling requirements in one location are very much different from another.
Some environmental regulations restrict water usage. You can’t discharge water; you can’t have a cooling tower because you’re going to have to haul your water away if you have to discharge anything. We look at the options. Very often, we go with a dry cooler.
That’s our namesake which, I really haven’t talked about. “Dry cooling” is essentially our version of an air-cooled heat exchanger with fans and a radiator that exchange heat directly with the ambient air. There’s no water usage; we fill it with glycol for freeze protection. Our happiest customers use this kind of a product because it just protects their furnace forever.
Doug Glenn: Let’s talk about Dry Coolers. What is the namesake? Why do we call it that?
Saguaro cactus, the "perfect brand label for Dry Coolers"
Source: Unsplash/dborisoff
Matt Reed: It’s funny because Dry Coolers is a cactus, right? If you’ve ever seen Dry Cooler’s logos at the shows or anything, we’ve got this cactus. Brian can tell this story, but there was a period of time he lived down in Arizona and realized that the saguaro cactus was a perfect brand label for Dry Coolers. Our office is not in Arizona, it’s north of Detroit, but it is a cactus logo!
I want to say half of our business, or more, in terms of heat treating, is cooling using air-cooled heat exchangers directly cooling the furnaces using glycol water.
Imagine your car radiator filled with glycol. You just don’t have to worry about the interior of that engine anymore because it’s cooled. That is what we’re doing with vacuum furnaces.
Now, we have to be careful about temperatures. If you’re in southern Texas (or it could be Alaska, these days), temperatures get extremely high. Your water temperature, your glycol temperature, is going to go up. We need to address sensitive parts on the furnace — the diffusion pump or feedthroughs or whatever — and make sure the solution that we have for this furnace is going to be appropriate.
We are very pleased with the development of our air coolers.
Maintenance Issues and Solutions (13:18)
Doug Glenn: Let’s talk a little bit about maintenance of these systems because that is always a sticking point. What are the signs that your system is probably going to be needing some sort of maintenance?
Matt Reed: I want to talk about two different types of cooling systems. These are the main types of systems that we build. One is a closed-loop evaporative system where we’ve got the open tower which originally everybody used, but now we’ve put a plate heat exchanger in between. Now we’ve got one loop that’s for the furnace that is closed, and then we’ve got another loop that’s outside for the cooling tower water. That’s one.
The other system I want to talk about is our air-cooled system, but let’s do the ugly one first. The ugly one is the evaporative system. The first signs of issues are hotspots on a furnace. An operator knows: My water temperature is getting high. Feel the bottom of your furnace, feel the upper side of the jackets. If you’re starting to get heat down below, that means you’re getting sediment built up in that furnace. This is a very early sign of water troubles in a lot of vacuum furnaces. In older furnaces, you’ll see cutouts in the jackets where it has been cut out, so they can get in there and rod it out, clean it out, and then weld it back together.
For an evaporative tower system, with a closed loop, you’re generally well protected on the furnace side. Essentially, you have a clean loop side for the furnace that circulates water, and you have treated water in that side. For the most part, once it’s treated and started and running — it’s good. There is very little maintenance needed on that side of the furnace. The furnace is protected.
The cooling tower, however, is exposed to the outside air. It’s always scouring the air for any dust/debris, so the plate heat exchanger gets clogged up. You start losing temperature. It could be every year, every few years, but that heat exchanger must be cleaned. A customer calls because they’re not getting enough cooling; they’re getting too warm. More than likely, the plate heat exchanger is losing flow and needs to be cleaned.
Doug Glenn and Matt Reed discuss cooling
Source: Heat Treat Today
Now, with the other side of the cooling tower, 1% of the water usage (as a rule of thumb) is evaporated in the process of evaporation. You’re always making up water. To keep that water in balance — without going into too much detail on water treatment — what happens is you have to bleed water off of that loop and then make up water in order to keep the solid’s concentrations at a level that they don’t plate out on your heat exchangers.
This was always a balancing act with the furnaces. You have a water treatment supplier that you really need to monitor this stuff. The problem here, that we found, is that maintenance crews are becoming less and less available, experienced, or knowledgeable. You’ve got a lot of attrition and then, all of a sudden, people see, “How come we’re bleeding water off this? This is just wasting money, over here, just shut that valve!” and think everything is fine.
Imagine you’re evaporating one gallon out of every hundred gallons a minute. After an hour, you’ve just evaporated 60 gallons. It really adds up. Now you look at it and say, “Oh my gosh, I’ve evaporated the entire volume of water in that cooling tower, twice a day, in order to keep up with the heat cooling requirement.” Do you know what I’m saying? Boy, you really must be on it.
In a matter of a few days of turning off that valve, you will start scaling up. You’re going to start seeing crud on the cooling tower and, unfortunately, that all accumulates in the hotspots in the system. Your plate heat exchangers will get fouled up — that’s where most of the minerals will drop out is on hot surfaces, warmer surfaces. The worst case would be if you’re circulating this water directly through a furnace, those hotspots are on the jackets, and that’s why we see that.
Cooling towers are kind of necessary for large water systems. Our internal guide is if you’ve got 300–500 gallons a minute of cooling required or above, you probably need a cooling tower just because of the amount of cooling that’s required. Anything below that, you really should be looking at air-cooled. It’s usually more cost effective, has a smaller footprint, it’s excellent for winter use and summer use, it’s just the way to go.
As far as maintenance with an air-cooled system, there is only one thing you must do — clean the fins.
Doug Glenn: Because of things that may be coming from the air that may be clogging it up?
Cottonwood fluff from trees can clog the system.
Source: Unsplash/nionila
Matt Reed: Yes. It could be cottonwood fluff or bags or whatever is in the area that wants to get sucked underneath it. We need to either add filters, or we need to periodically clean those air coolers.
With an air-cooled system, usually the comment is, “I’m getting hot.” That usually means the air cooler needs to be cleaned.
Doug Glenn: Is the closed-loop portion of the air-cooled systems glycol?
Matt Reed: Yes.
Doug Glenn: So, glycol is in the furnace, running around cooling the furnace, and comes out and goes through the inside of the air fin where the air is being pulled in or pushed over (whichever way the air is going) it cools the glycol, and then back. I know with water systems — especially open loop, but probably even with closed loop water systems, if there is such a thing — you’ve got to monitor the water. With glycol, are there any concerns? I mean, how long does the glycol last, or is it “ad infinitum”?
Matt Reed: You know, how often do you check the coolant in your car?
Doug Glenn: Not very often.
Matt Reed: I would like to say, “Oh, yes, you need to regularly check this,” but you kind of don’t! The glycol, now that you’ve purchased, will have inhibitors in it. You can, periodically, take a sample and have it checked to make sure that it still has the proper amount of inhibitors. Essentially, if you had to add more inhibitor, it’s a matter of adding more of this chemical to the existing glycol. You don’t have to pull the glycol all out, right? It’s a pretty minor thing.
Let’s say a company gets sold, or a furnace gets sold. The furnace shows up at a new location, and it is pristine. That was a glycol system. There was glycol in that furnace. You look in there and say, “Oh my gosh, this is clean,” like the day it was first bought. That’s the beauty of the air-cooled system.
The other thing is, air coolers are often put on roofs, and they’re kind of forgotten. A lot of times it’s the last thing to be maintained, and that’s okay because they really are simple devices. The fact that they get forgotten about sometimes suggests that they don’t need a lot of attention. Our happiest customers — honestly, and I’m not selling you the business here — have air-cooled systems. We like it for that reason too. It’s very robust.
Doug Glenn: If you’re needing 300–500 gallons per minute or over that, you’re going to tend towards an evaporative system. When we’re talking about the air-cooled stuff, completely closed loop — as far as the liquid goes — that’s going to be less than 500 gallons per minute, less than 300 gallons per minute?
Matt Reed: To be clear, we have customers that have 1000 GPM systems, and they are air cooled. Those customers have 10 air coolers in a bank. We have customers that say, “Oh, no no, they are strictly air cooled. We’ll take those 10 air coolers because they are zero maintenance, and they’re very energy efficient.”
One of the big motivating factors is electricity. In some locations in the United States, it is very expensive. All of our air coolers have variable speed fans. In the wintertime or when it’s 40 degrees outside, you might have 24 fans, but only four of them are running. They ramp up and down to regulate temperature. You’re directly cooling that glycol with the ambient air, so when it’s cool outside, boy, you’re just as energy efficient as you can be. It’s terrific!
On the flip side, if you have an evaporative cooling tower, in the winter, you’re always running water outside. It’s splashing down, and you get a little bit of mist coming out that creates icicles. Now you’re getting either rooftops or parking lots with ice on them — this is not uncommon. The cooling tower that you use needs to have very low drift and things. We deal with them.
Doug Glenn: There are more considerations.
Matt Reed: Yes. If you’re 300 GPM or less, even if you’re in Mississippi — some place hot or muggy — we’re going to look at it. We’re seeing more and more customers, further south, using our air-cooled heat exchangers, in these applications, just to get away from water usage.
Doug Glenn: For manufacturers who are doing their own in-house heat treat, who have maybe a variety of different furnaces, do you tend to find that they are using one system per furnace, or are we typically combining systems and have a building-wide cooling system? What are the considerations there, Matt?
Matt Reed: Usually it doesn’t start out that way. A customer buys one furnace and then another one or two more, and so you end up with — oh, we’ve got one here, we’ve got one here and we’ve got one here. We have had customers with 10 furnaces and 10 water systems, and it takes up so much floor space. There is some regret on the part of the customers for having to maintain 10 different cooling systems.
Yes, in an ideal world, we would definitely be looking at a central system where you would have your built-in redundancy, and you would only use as many cooling systems or fans as needed.
Whether a furnace is running or not, oftentimes the water system is let run. An operator will just let it run. Even if it’s out of cycle, while it might not be fully cooled, the water is just left running. All of these systems could be running, but they are not producing. That’s really wasting energy. A central system allows you to take the entire plant load up and down more efficiently. Ideally, we would want to look at central systems.
Doug Glenn: And you can control the output of that central system just the same as you can for an individual system, always keeping the outlet glycol at a certain temperature, I assume?
Matt Reed: Yes. In fact, I think, even a little bit better. If you’ve got 10 furnaces, operators can’t load all 10 furnaces at the same time, so they’re never in cycle at the same time. You get this diversity. You might have one furnace going into quench, for example. A large system really kind of evens that all out; it runs pretty efficiently.
Latest Developments in Cooling Systems (26:48)
Doug Glenn: Before we wrap up, some questions about some of the latest developments. We have talked about some considerations when we want to buy new equipment. We have talked about some of the maintenance and some basic maintenance things. What are you seeing as far as new developments in this area? Are there new products, processes, materials that are being used to design these systems, or how they’re used?
Matt Reed: We’re seeing more and more air-cooled systems being installed. When I started 28 years ago, a lot of them were evaporative cooling towers and a little bit of air coolers. It was a little bit of both and a little bit more cut and dry. Now we are seeing more and more customers requiring variable speed drives per pump. Now, our default is variable speed drives on all fans. If you buy an air cooler from us, it will have drives that will just ramp up and down to match your load; it’s really efficient.
We’re seeing a lot more requests for adiabatic air cooling, where you’re using an air cooler but you’re providing a little bit of a mist assist on a hot day to knock the edge off of that. When there is a 100-degree day, turn the misting on. We are precooling the air before it goes through the air cooler.
Doug Glenn: I’m assuming you can only do that in some geographies because that doesn’t work so well wherever it’s humid.
Matt Reed: That’s right.
Those are the big areas. A lot of facilities have less and less maintenance people. There is a lot of attrition, and we’re losing a lot of experience, unfortunately, in maintaining these facilities.
In the past five years, we’ve been on this development kick on our ABI series air coolers that led to the variable speed fans, leaning more and more towards maintenance. The main area where we see our air coolers needing assistance is those climates/locations where you’ve got cottonwoods. You need filters for the air coolers, and how do you clean them easily? We’ve made some developments on our air cooler that allow us to slide our fan out of the way. A wand gets down in there to clean out, to spray in some foam detergent to clean out the units. There are some features that we’re adding to these units to make it easier to maintain. They’re pretty easy, really.
Doug Glenn: Has the focus on sustainability and green technologies affected you guys, at all? I’m thinking, primarily, are we seeing more companies moving to vacuum furnaces and therefore that affects the number of units you guys are putting out? Are you seeing anything in the sustainability area that is impacting your business?
Matt Reed: I think Dry Coolers has been perfectly positioned for that. I think we’ve been environmentally friendly and focused on the environment right out of the gate. The whole closed loop idea with air coolers falls right in line with minimal emissions, minimum discharge to your water, to your environment, storm drains, etc. I think that we’re in a good position there.
From a trend standpoint, this is something that Brian and I have discussed many times. Brian is convinced, and it’s true, that people really want to move away from cooling towers. The choice is going to be: Do you get an air cooler or a chiller? It’s all closed loop; there is no evaporation, there is no water treatment and there is no discharge and all that. These two pieces — a refrigerant chiller and an air cooler — are the two main selections. We’re seeing a lot more chillers being purchased, at the expense of electricity, because chillers consume a lot more electricity. Air coolers are much more favorable from an energy usage standpoint and therefore for the environment.
We’re seeing combinations where we use a chiller in the summer during the heat, but we’ll use an air cooler the rest of the year. We call it a hybrid system where a customer really must have 85 degrees, but they only want to use a closed loop air cooled system with glycol. Okay, air cooler 90% of the air and here’s the chiller, for a small portion of the year, to take the edge off the heat — zero water discharge.
We’re able to be creative like that and work with the customer’s footprint, their location, etc.
Doug Glenn: Are you seeing any, let’s say, closed-loop monitoring of equipment? For example, on your fans — fan vibration on your air cooling systems — are you seeing any of that going on, as far as helping with maintenance?
Matt Reed: I will tell you, we’re seeing a lot of requests for link-IO. I know that’s a very specific term, but this is where we take our instrumentation off our cooling system and we tie it into this central link or ethernet hub. There is no PLC, there is no HMI, but now we’ve got temperatures, pressures, flow, level — whatever critical measurements a customer wants — and boom, here it is. Now, they can take it directly back to their building management system.
I’m floored by how many customers want that, and they just buy it. That’s a much easier solution for us to provide than a full-blown PLC or custom PLC for every customer. Every customer is a little different — this building management system is Siemens, this one’s CompactLogix, or whatever — you’re dealing with all these different networks and things.
I’m fortunate enough to not have to get into that nitty-gritty. Dry Coolers has an awesome team. I didn’t mention it, but we’ve got 65 employees now. When I started, there were five of us. I’ve got nine engineers, I’ve got so many designers and electricians, and it’s just fun. It really is. I’ve got so many experts in all these different spots that are liking what they do — it just makes the day go by.
Doug Glenn: That’s great!
Thanks for being with us, Matt.
Matt Reed: Thanks for the opportunity. This was fun.
Supplemental "Field Trip" for Tips on Air Coolers (36:05)
Join Matt as he gives some live-action tips on how to check air coolers to ensure they are plug free and working properly.
Matt Reed: I wanted to show you our air-cooled heat exchanger. These are very helpful tips for your commercial heat treaters. If they’re walking around the unit, trying to find out if it’s clean, how it’s working, there are some easy things that they can do.
Here’s what I would like to share with your audience: If the fans are working well, that air is coming straight up and out. If it’s dirty, if the fin surface is dirty and it’s having a hard time moving air, that air is going to want to push out to the side.
This fan does not get as much of the out-blowing as you do on our legacy unit. We have a lot of customers with a different style fan. Boy, that air will really push out to the side, if your coil is dirty.
Now, it’s not easy to crawl underneath there and check your fins. And it might look like the fins are clean and your guy might have said, “Yes, it’s clean. I just cleaned the air cooler.” I’m telling you, if your air is pushing out the side like this, it’s still dirty.
Matt Reed gives tips on air cooler maintenance and checks.
Source: Dry Coolers
So, what do you do if it’s dirty? We have a bulletin that we can send to you, but here is the short version of it: For this air cooler, you would unbolt these bolts on this fan and you would prop it up with a 4x4 or something so that you can get underneath it. You can blow out with air or a gentle spray of water or you can use a there are different refrigerant or evaporator foaming solutions you can spray with a wand in there and the foam will push out any dust and debris, cottonwoods or whatever has been sucked into it. It makes a huge difference.
You want the air cooler to run as close to ambient as you can. If it’s dirty, you’re wasting energy. It’s way better for your process to run as cool as possible.
Let’s check one other thing: That’s the air cooler. Compared to a cooling tower, that’s like nothing. There is very little maintenance. These are usually sitting on a roof and you kind of forget that they’re up there and running. But they do get dirty and they have to be checked.
Here’s the other thing: These are the inlets. Now, this is a new unit, and of course this would all be hooked up to your process. So, your inlet is on the top going in, and your outlet is on the bottom. You should be able to put your hands on here and feel a difference. It should be warm coming in and cool coming out. The thing you want to look at is if you’re 60 degrees outside, you should be able to make 70 degrees coming out of this process. If it’s really warm, that’s another indicator that you’ve got a dirty heat exchanger coil.
We usually size these or design these so that you can get within five to 10 degrees of whatever the ambient is. Again, it’s 90 degrees outside, you should be getting 95 – 100 degrees feeding your equipment.
Heat Treat Radio's 100th Episode! (38:47)
Milestone 100th episode. Thank you for all the support!
Source: Heat TreatToday
Celebrate this 100th episode with us and listen to Doug reflect on his past seven years of Heat Treat Radio leadership….
About the expert:
Matt Reed (P.E.), director of sales and technology at Dry Coolers, Inc., graduated Michigan Tech in 1987 where he met his wife, Carol. They moved to Ohio to work for B&W/McDermott for 8 years. He started working with Brian Russell at Dry Coolers, Inc. in 1995 building closed-loop cooling systems for furnaces. Back then, the company had about 5 employees. Today they have 65 employees and build cooling equipment for a wide range of industries. Matt thoroughly enjoys working with customers and colleagues in the heat treat industry and is happy to share his experience with our readers and listeners.
You’ve built your vacuum furnace maintenance program, but still looking for maintenance tips for common issues?
Don Marteeny and Caleb Johnson at SECO/VACUUM Technologies lay out their expert advice to assess your vacuum furnace maintenance issues from all angles. Thanks to Doug Glenn, publisher ofHeat TreatToday, for hosting this interview.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: With us today is Don Marteeny. Don is from SECO/VACUUM Technologies LLC and is the VP of engineering. Don has a lot of experience in this industry, so his input will be valuable.
Don Marteeny
VP of engineering
SECO/VACUUM Technologies
Also with us is Caleb Johnson who is the field service manager, also for SECO/VACUUM Technologies. Gentlemen, we appreciate you joining us.
We’re just going to jump right in. We’re talking about top vacuum furnace maintenance concerns.
Trouble Reaching Vacuum Levels (01:35)
Doug Glenn: Probably the most dire concerns is: “Dang it, I can’t get this doggone vacuum furnace down to the vacuum levels that I want.” Where do we go? What do we do?
Caleb Johnson: Yes, that is probably one of the more critical problems on a vacuum furnace. There are a lot of issues that would stem from that.
Caleb Johnson
Field Service Manager
SECO/VACUUM Technologies
Source: LinkedIn
One of the first checks I would ask to look at is the vacuum gauge itself. Does the trending look okay? Do we think the gauge is still functioning properly? What does your scaling look like? Since those are electronic items, they do have a life on them. It’s an easy one to rule out, right off the bat.
The next place to check would be your vacuum pumps. Are they functioning okay? Has the oil been changed recently? Is the pump still working well? Just going through some of the basic checks like this can tell us how the furnace is doing.
Doug Glenn: Is it typical that the vacuum gauge will fail slowly over time? Does it start to get off target? Maybe it immediate: “Boom. This thing is just gone.”
Caleb Johnson: I think it can be either way. On the one hand, it could just not read. On our furnaces, they usually fail high. It will just say it’s at atmosphere even though you’re under vacuum. On the other hand, the low level on the vacuum gauge won’t reach as good a vacuum. Maybe the furnace is there, but the gauge doesn’t register that. The gauge itself just starts drifting. So, yes, either way — they are both common.
Check the gauge
Source: Unsplash/Justus Menke
Doug Glenn: Alright. So, the gauge first and then the pump. Was there anything else?
Caleb Johnson: For the pump, I think you could look at the amp draw on it and make sure the motor is still functioning properly — that’s a big one.
Doug Glenn: Yes, good.
Don Marteeny: Another thing that I’ve seen commonly is that a customer is running a process that may, in some way, present some contamination to the furnace. Usually, one of the questions that I ask after that process is, “How long has it been since you have done a cleaning cycle?” By that I mean, having the furnace run a hundred degrees over the process temperature for 8 hours just to basically bake everything out of the insulation.
A further question to ask: Was the furnace open over the weekend? Did somebody accidentally leave it open, didn’t pump it back down, and there’s moisture.
I would expect the first run that there would be problems reaching vacuum. There’s an easy answer to that. Yes, you might not get through the production that day, but you’ve got to put it through a cleaning cycle first. Let it run over night then start back in the morning and see where you are.
Furthermore, this can also apply to the gauge. Sometimes it’s not necessarily that the gauge has failed, but there is some contamination. There are ways to prevent that, like the installation of what we call “a clarifier” — basically a copper tube that allows anything that might be in the environment to condense before it reaches the vacuum gauge.
There are several remedies for these common issues, and we have to go through the list of all of them when this comes up.
Caleb Johnson: I would say, too, that cleaning cycle gives us a baseline because all our vacuum leak checks are specified in a clean, dry, empty furnace. After a burnout, you try to get rid of all that contamination. When the door hasn’t been opened yet, that’s the best time to do a leak-up check and say, “Is any air getting into the furnace?”
A lot of times, you’ll see discoloration on your load or the furnace itself — if you’re getting air or moisture in there — some blue or green colors that allude to that. Now, if the load is off-gassing, maybe that’s a common color that you’re getting, but specifically, if you’re getting air in the furnace, you may see the discoloration. The leak check would show that.
A lot of times we’re specified at 10 microns an hour, and, over time, furnaces might not meet that spec. As you get further and further from that spec, then it’s time to come back and do a helium leak check. Sometimes they’re called “using the mass spectrometer” — we call it a leak detector — but that’s a surefire way to find out exactly where any air might be getting in the furnace.
Doug Glenn: That was my next question on this, before we get off the topic of not being able to reach the vacuum level: Let’s say it’s not the gauge, let’s say it’s not the pump. What are the common areas? The one that jumps to my mind: Did you check the door seal? Is that valid? Are there other places that we can be checking right off if we’re failing the leak-up test? What are the most common places where we’re going to see failure to hit the vacuum levels?
Caleb Johnson: Door seals, obviously, are the number one issue because that’s constantly opened and closed. They might dry out. The seal needs to be constantly cleaned and greased. Dirt could fall in there. That’s definitely one. Also, the furnace is going through heating cycles, so the power feedthroughs, they’ll get hot. As they expand with the heat and contract with the cold, it creates a potential for a leak because those seals are constantly shifting a little bit.
Really, any penetration that goes from outside the furnace into it is a potential for a leak. Looking at what’s going to see the heat; what’s going to move a little bit; and like the door seal — what’s been opened or even if maintenance was done and some valve was replaced or a seal was touched — that’s usually the first thing to go for.
Doug Glenn: That was the other common sense point worth mentioning: If something was replaced in the furnace, especially anything that penetrates the shell, and you weren’t having troubles before that, obviously you want to go check that stuff out.
Don Marteeny: More to that point, we’ve come across a couple times where a valve was replaced, and that valve was, say, on the incoming gas line, maybe nitrogen or argon. All of a sudden, we have a leak, but we can’t find it. We’ve leak checked the entire furnace multiple times and still can’t find a leak.
Well, the next place to look — and it seems illogical — but the next place to look is that valve because that did change. Maybe there’s no outward appearance of any oxidation, but low and behold, there is some nitrogen or argon leaking into the furnace through a valve seep that we didn’t expect. It doesn’t happen all the time, but it does happen. That one is especially frustrating to find because it’s the last place you’ll ever look.
Waterflow alarm (08:49)
Doug Glenn: Let’s say you’ve got a waterflow alarm. What’s the first thing we are looking for?
Don Marteeny: I’ll jump in on that one, Doug. It’s not just a cold-wall furnace because certainly there are atmosphere-style furnaces out there that have water-cooled flanges that do require some water cooling. Many of those passages that feed those flanges or, like we talked about, power feedthroughs are very small.
All of a sudden you look down and say, “Oh, there’s an alarm on one of the power feedthroughs that’s not getting enough water; the temperature is too hot.” Okay, chances are good that there could have been some contamination that was somewhere in the system that is now blocking one of those small holes — and I’m talking a half inch or a quarter inch hole — and we just don’t have the flow that’s expected.
The natural first step is: How long has it been since you’ve cleaned the system? How long has it been since the system has been flushed? Again, it’s going to be something that you don’t typically think of, don’t do that often, but if, for some reason, there has been some exposure to air in the system (and exposure to air will develop and typically promote the growth of bacteria which can cause issues in the system) or just from natural deterioration.
A lot of those systems are steel pipe, and they develop some scale. That scale goes somewhere, and the first place you’ll see it is on the small passages because it blocks the passage.
There are a couple biodegradable descalers, at least, that I’m aware of, available on the market. If you’ve got glycol, that glycol can be pumped out of the system, screened, filtered, and put back in. At the same time, you can purchase a descaler which typically can be mixed with city water, and you basically flush the system. After maybe one or two flushes, you can be fairly confident that you’ve removed a lot of that scale and reintroduced the glycol if you need to or reintroduced the water coolant.
The important thing is that you’ve replaced the rust inhibitor or any other chemical treatments that you think are necessary or you’ve been told are necessary by the equipment manufacturer.
Doug Glenn: On this water-cooling system, what percentage of vacuum furnaces out there have closed-loop cooling systems, as opposed to somebody just running city water through a furnace for cooling?
Caleb Johnson: I think the majority of our customers do have closed-loop, but it also depends on how much equipment they’re cooling. If it’s a single furnace, the best scenario is usually just a closed-loop, small system. But when you have multiple furnaces in a room, then you’re on a much larger system. It takes more cooling power, and it may not be city water they’re running through. It might be an open-looped system or just multifaceted with their stations.
Doug Glenn: It’s been quite a while, and I don’t know if it still happens that you’ve got somebody that’s running a cold-wall vacuum furnace and they’re running city water through it. Soon all you’ve got is just a bunch of sludge and stuff, and you’re not a cold-wall anymore — you’re basically just heating sludge.
Don Marteeny: Yes. City water can be especially challenging, unlike having a glycol mixture with DI water (deionized water) or DI water that you input into the system initially. That city water can be hard, so it has a lot of dissolved solids. It can have organics that can end up causing issues if there’s a certain section of the vessel that doesn’t get the right circulation. All of a sudden you get a settlement of those sediments in the water. There are lots of different challenges that are brought on by using city water.
Caleb Johnson: And heat is an activator, as well, right? So, as it’s trying to pull that heat off, now that’s activating some of the stuff — that’s what causes some of the scale buildup or the bacteria. Making sure that the size of the system is adequate is necessary, as well.
Doug Glenn: On modern-day vacuum furnaces, do they have regular flow monitoring of water? Do you know if water is going through and can you tell, over time, “Hey, my flow is slowing down” — can you see it coming?
[blocktext align="right"]I would recommend if you do a routine check-out of the furnace for maintenance, maybe in the summertime, that’s the time to do it. Flushing the furnace, removing the coolant, etc., is quite an undertaking.[/blocktext]Caleb Johnson: In our furnaces, we use digital indicators. Some furnaces actually show a flow rate, but a majority of them are just like a dial indicator with LEDs. We start with max flow and, over time, those LEDs drop out and show that you’re losing flow. Then, when it drops below the set point, that’s when you get an alarm.
Doug Glenn: You get an alarm and then you’ve got to do all your cleaning out?
Caleb Johnson: Those are on individual circuits, so you can tell, pretty much, which part of the equipment needs washed out.
Doug Glenn: Before we move on to the third one, any rule of thumb on how frequently you think a vacuum furnace should be descaled or flushed out? Let’s say, even if you’re not experiencing trouble, is there a best practice time frame?
Don Marteeny: Typically, Doug, this is a not a two-hour process, right? I would recommend if you do a routine check-out of the furnace for maintenance, maybe in the summertime, that’s the time to do it. Flushing the furnace, removing the coolant, etc., is quite an undertaking.
It also depends on the type of cooling system you have. If it’s truly closed-loop, and like a lot of the systems we work with today, they actually have a nitrogen blanket so there’s very little oxygen in the system. They typically don’t require flushes as frequently. But if the water that’s going through the furnace can be exposed to oxygen, then we should probably think about more frequent flushes because then you’re introducing the potential for oxidation and organic material that can cause issues.
Overtemperature Alarm (15:40)
"Too hot in here"
Source: Unsplash/siora 18
Doug Glenn: Let’s move on to another alarm issue that’s overtemperature. It’s getting too hot here — what do we do?
Caleb Johnson: The overtemperature is a big issue because it’s a critical part of your process, especially when it’s your control thermocouple. Thermocouples have a life, and they can fail in different ways. I think the hope would be that the reading just drops out and shuts everything down. But sometimes it shorts against the jacket, and you have a small break or it’s an erratic reading.
An erratic reading can cause bigger issues because now, maybe, the furnace is running hotter than you think or colder, and you don’t really know there’s an issue. Eventually, it will breach the max temperature and shut things down. If everything’s looking okay on the screen, you don’t really know what’s going on.
Watch your trending, make sure the temperature isn’t erratic (it should be stable), and also measure against your overtemperature controller. We usually have two thermocouples, whether it’s a dual element or two individual ones. You will have some redundancy there, but you can compare numbers to make sure they’re within a few degrees and reading accurately.
Don Marteeny: Aerospace requires more frequent temperature uniformity surveys and system accuracy tests to be Nadcap certified. If you’re outside that realm and don’t have that audited requirement, we recommend at least an annual temperature uniformity survey and SAT.
There are two schools of thought: I can replace the thermocouple before it fails and just do it and say it’s part of doing business, or I will run it until it breaks and deal with the consequences. It’s totally up to you. Some customers do it one way, others will choose the opposite.
Both ways work, it’s just you’ve got to be, as Caleb mentioned, watching it closely. As we all know, with vacuum furnaces, we can’t see what’s going on in the furnaces, so we must rely on instrumentation. If the instrumentation is lying to you, that can cause more grief.
Doug Glenn: Whether you’re replacing those thermocouples in advance as a precautionary step or if you’re waiting, I would assume it has a lot to do with the value of the product that you’re running in the furnace. The higher the value, I assume you’re going to say, “You know what, if I miss this and mess up the product, it’s better to replace that thermocouple.”
Don Marteeny: Right. And how much are you running the furnace? If it’s a 24/7 operation, obviously, if you can get to the 3-month period and you’re starting to see issues, maybe you just say, “from now on, I’m just going to replace it every 3 months.”
Or, if you’re running two to three cycles a week because that’s what you need the furnace for and that satisfies your production, you might get a year out of it and it’s no big deal. But you’re right, if it’s a $1,000 thermocouple and the load in the furnace is $15,000, you really must consider that.
Caleb Johnson: Another thing to check is just visual inspection. The control thermocouples are usually just hanging out there in the air, so if you’re running larger loads, it’s really easy to bump it. Even if you’re running a survey for aims full size of the working area, make sure that it hasn’t gotten bent or even the tip chipped off. If it does get bumped, then maybe you pay extra attention, or replace it as a precautionary measure.
Doug Glenn: It’s safe to say: “Don’t ignore it!”
Caleb Johnson: When it comes to alarms, yes, and don’t power through it either.
Doug Glenn: That could be catastrophic. You don’t want to open the furnace up and have a nice pool of metal!
Furnace Software (21:04)
Doug Glenn: Let’s go on to another issue. This is probably a pretty big category because the question deals with software and software issues. Let’s say you’re having issues with the furnace software. What are some good techniques here?
Don Marteeny: Indeed, software is quite a broad topic. The first thing that we typically look at is, is it operational, meaning is it a controller issue or is it a display issue? A lot of times, we’ll have a customer call to say, “The furnace stopped in cycle, and it won’t finish the cycle and we can’t get it to end cycle.” It turns out, usually when you start investigating, it’s not really a software issue — although it may appear to be — the software is actually doing its job. There is some underlying mechanical issue that we have to find.
As I mentioned earlier, we can’t see in the vacuum furnace when it’s running, so you have to really dig deeply sometimes to figure out what is actually happening. I think a lot of times we tend to blame the software, but that isn’t always the case.
That being said, let’s take a step back to the aforementioned display. These are Windows machines, quite frequently, and that’s a good thing because that means we can communicate with the rest of our network in any facility.
However, we all know, too, that Microsoft comes with its own set of frustrations, at times. Those obviously aren’t exempt from the display. Whether or not to update the host computer is a topic that I would highly recommend you discuss with the manufacturer. Updates can sometimes cause headaches because Microsoft is changing things in the background.
Maybe you have another manufacturer’s computer that’s not Windows-based. I would definitely talk to that manufacturer at that point. From my experience, most are typically Windows-based, and the interplay between Microsoft and the manufacturer is very important. The manufacturer of the equipment should be telling you how to handle that process.
Be careful. Most furnaces now have a LAN or local area network, so all the components are communicating via ethernet or PROFINET. Often, customers want to extract data from the equipment, which is fine, but make sure that you discuss how to do that with the equipment manufacturer. We don’t want to interfere with the addressing in that LAN. That will cause issues immediately if the equipment isn’t communicating, within that network, to each other.
Back to the beginning, it is always well-advised to look at what the equipment is telling you, what the alarms are, what the software is telling you. Then take a step back and say, “Ok, what else is going on in the furnace?”
Again, the goal, at least to the equipment manufacturer, is that we’re designing the software to help diagnose. Is it always spot-on? No. It’s still a machine. It still can have irregularities, or maybe we just didn’t think of all the scenarios. We do our best, but we don’t always catch everything.
It’s a matter of stepping back and looking at the situation. Of course, if you can’t find it, that’s when we, or any other manufacturer, can step in and say, “Hey, in this scenario, you need to go look at these items.”
Caleb Johnson: Don was touching on software glitches, but the other thing is maybe you’re losing data. It may be a hardware issue with the computer, as well. A lot of these industrial PCs are pretty robust, and they outlive the Windows operating system. You need to check if it’s still supported by Windows, or if your hard drive is full. Because we collect trend data on our computer, there are files that will start to fill up the hard drive. Once it’s out of space, then the computer doesn’t know where to put stuff. It will start glitching and having issues. That’s another thing to check.
Doug Glenn: Alright guys, thanks. That was the top four. What I want to do now is go into the “rapid fire round.” I’m going to give you probably four to five additional items. We don’t want to go into a lot of depth on these, and we’ll see how quickly we can run down through these.
Hot Zone Replacement (26:04)
Doug Glenn: The first one is this: When do I know that it’s time to reline and/or replace my hot zone?
Caleb Johnson: I think the quick answer would be a uniformity survey. Are you still uniform within your working area? Are you within the calibration, or do you have hot spots and cold spots? Another thing to check would be the energy usage for the hot zone for the heating elements. Are you pulling more power because you’re losing more heat? As the insulation erodes away, then the heat starts escaping out the hot zone area.
Doug Glenn: Any validity just to looking at it?
Caleb Johnson: I’d say you can see the erosion quickly. A lot of the seams where the insulation meets each other will start to become a crevice.
Discolored Parts (27:02)
"Severe discoloration of stainless steel parts and fixturing discolored by a water leak."
Source: Dan Herring, "The Heat Treat Doctor"
Doug Glenn: This is fairly typical. We mentioned it here earlier: I’m getting discolored parts. What am I looking for?
Don Marteeny: Discolored parts are a common complaint. “Hey, I was fine last week and now, all of a sudden, it’s coming out looking like a rainbow.” It typically depends on the material being treated, but colors such as rainbow are oxidation of some sort. In a short answer — it’s a leak check. Have you done a leak test lately? What is the leak-up rate? Has it changed? That’s the first place to start.
Doug Glenn: I have also heard: If you’re running a variety of different parts or different items/materials through your furnace, you’ve got to be careful that the previous load may have deposited some sort of material on a cold spot in the furnace. Then, when you heat it back up again, it can react with the current load. Is there validity to that one?
Caleb Johnson: Yes, if you’re running parts that have coolant or cut-in oil or something, then that’s stuff that off-gases. If you run a high specialty metal that needs pure air, and maybe it’s a higher temperature too, then all of that is off-gassing. Normally if you’re running a special load like that, you should look at running a cleaning cycle beforehand to ensure that there is nothing in an off-gas from the previous load.
Door Seals (28:36)
Doug Glenn: We talked about replacing the hot zone. How about replacement of door seals?
Caleb Johnson: If it hasn’t been greased regularly or if it’s old, it will start to crack and split. Just look at the condition of the door seal and the seam, too, because a lot of times they’re glued together at a seam. If that seam starts splitting apart, that can introduce a leak. It’s time to get it replaced.
Doug Glenn: Basically perform a mechanical inspection, unless you’re getting leak-up. Then if you can isolate that the door seal is the issue, then obviously it’s got to be replaced.
This is probably “Vacuum Furnace 101”: Every time you’re closing it, you should be wiping down the seal and the main, right? Is that a good practice?
Caleb Johnson: Yes. And you don’t always have to clean it, clean it, but even just wiping it to make sure that the grease didn’t catch a lot of dirt in there and is still lubricating the seal.
Doug Glenn: Two more: Let’s say you’re getting the strange black spots or black marks on the inside of the furnace, typically around heating elements and/or feedthroughs and things of that sort. What causes that?
Don Marteeny: Back to that watching the power consumption. Some of the newer furnaces are equipped with gauges that monitor power, current, etc. If you go back and look at the trends and see a lot of current spikes, that’s a surefire indication of arcing. If you open the furnace and see black marks, what’s happening is that that carbon graphite insulation is being destroyed from an electrical arc.
The next thing to ask after that is are the insulators still in place? Have they been contaminated with something that is now preventing them from being a good electrical insulator? The other thing that comes up once in a while is what is the environment like in the furnace? Are you introducing a gas that could be creating a short, a path to ground for the electricity passing through the heating elements? Those are all some things to consider.
Doug Glenn: If you’ve got black marks in the furnace, more than likely you’re having an arc party in there when the door is closed.
Caleb Johnson: Yes. Make sure your heating element hardware is tight because they expand with the heat, so they will start to loosen up. You want to do periodic inspections to make sure that all the hardware is still tight.
High Velocity Fans (31:19)
"We're pushing those fan motors pretty hard during quench."
Source: LinkedIn/Daniel Dudar
Doug Glenn: A lot of vacuum furnaces have high pressure gas quenching. There are some pretty big fans in there. Is there an A-#1 thing we need to be thinking about when we talk about high velocity fans and things of that sort? What are our concerns there?
Don Marteeny: There are a couple different things to be aware of: Number one, when they’re in operation, most of the equipment has a failsafe to keep it from, say, drawing too much current for too long a time and overheating.
We’re pushing those fan motors pretty hard during quench, so the wear during that period is very high. Over time, of course, things like bearings are going to be a concern because they don’t always run for that long. When they are running, they’re running at 100/110%. We’ve got to keep that in mind.
The next thing to consider is how they’re cooled. It depends on the manufacturer. Some are still a fan-cooled motor inside, so they are still relying on gas cooling. It’s got to be kept clean, so that the cooling rate is correct. In our case, we’re water cooling them. We just have to maintain water flow, so we’re back to that conversation. But those, I think, would be a couple of the key things.
Maybe Caleb can expand on some of the erosion that can happen in the hot zone as a result of high velocity/high pressure quench.
Caleb Johnson: As it erodes especially, and creates air leaks, then that air forges its path through there and makes it worse and worse. If you start to see erosion to the point where you think air is getting through, you’re going to want to try and remedy that whether by replacing the insulation or even a short-term patch until you get a new hot zone.
Doug Glenn: You’re talking about erosion and you’re talking about where the high-pressure gas is actually eroding the, let’s say, graphite or whatever, so that now you’re exposing the shell of the furnace.
Caleb Johnson: The rollup for the hot zone, yes.
Another thing you mentioned is high pressure. We put a lot of pressure in there, and it’s high velocity. If you have small parts, depending on the direction of flow, you want to make sure smaller parts fix nice because if they blow off your fixturing, they can cause damage within the hot zone.
Don Marteeny: One other point to that, too, is the heat exchanger. We typically don’t think about the heat exchanger, but it’s actually doing a lot of the work in that process. Over time, typically there are rather densely packed fins in those heat exchangers to achieve the amount of heat transfer that’s required for the process, and they can get contaminated, as well. Periodically, it’s not a bad idea — certainly if you’re replacing a hot zone — to clean that heat exchanger.
Doug Glenn: Clean and/or replace. Excellent.
Guys, thanks so much. I really appreciate your expertise. Thanks very much for being with us and sharing your expert knowledge and field experience.
Caleb Johnson: Thank you, Doug.
Don Marteeny: Thank you, Doug.
About the experts:
Don Marteeny has been vice president of Engineering for SECO/VACUUM for over five years. He is a licensed professional engineer and has been a leader at the company over the last several years filling project management and engineering leadership responsibilities. Don is a member of Heat Treat Today's 40 Under 40 Class of 2021.
Caleb Johnson has worked as a field service engineer for SECO/VACUUM for several years before transitioning to field service manager. He now puts his knowledge of vacuum furnaces to good use by directing and assisting the Field Service Team, as well as by providing technical support to customers.
If you’d like to get in contact with Don or Caleb, go to www.secovacusa.com.
Sasha Tupalo, the manager of Thermatool Labs at Thermatool Corp., was recognized in 2019 as a 40 Under 40 rising star, and she has more than lived up to this award; she answers the call of leadership through educating others and managing a variety of projects. In this Heat TreatNextGen series (formerly called “Metallurgical Posterchild”), we join Doug Glenn, publisher of Heat TreatToday and host of this podcast, to learn what brought her to metallurgy, her training and leadership initiatives, and more.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet Sasha Tupalo (01:08)
Doug Glenn: Welcome. I’m looking forward to the conversation.
Contact us with your Reader Feedback!
Sasha Tupalo: Thank you so much for having me, Doug. It’s a great honor and pleasure.
Doug Glenn: Yes, great. And we should start off by mentioning that Sasha was in the 2019 class of Heat TreatToday’s 40 Under 40! Congratulations on that.
Sasha Tupalo: Thank you. That was a huge honor, as well.
Sasha Tupalo Manager of Thermatool Labs Thermatool Corp. Source: LinkedIn
Doug Glenn: I want to get a little bit more about your background; we’re just getting to know you a little bit better because you’re one of the younger, rising leaders in the industry.
Where do you work right now? What’s your title, and what do you do?
Sasha Tupalo: I work at Thermatool Corporation, located in East Haven, Connecticut. We manufacture high frequency welders, heat treating equipment, as well as cutting equipment for the pipe and tube industry.
Doug Glenn: You guys are part of the Inductotherm Group of companies, correct?
Sasha Tupalo: Correct. Inductotherm Group consists of over 40 companies.
We have different divisions for melting and heat treating.
Doug Glenn: For those in the heat treating industry, we might be a little more familiar with companies like Inductoheat Inc., Radyne Corporation, Lepel … there are a number of them.
You are the manager of the lab?
Sasha Tupalo: Yes. My current title is manager of Thermatool Labs. Thermatool Labs is a characterization laboratory here at Thermatool where we do studies from heat treating, weld sample analysis, any R&D projects involving welding of new materials (perhaps with high frequency welding), creating heat treating recipes for our customers for post weld heat treating of seams or full body, annealing and heat treating. I have the most fun here!
Thermatool Corporation located in East Haven, Connecticut. Source: Thermatool Corp.
Doug Glenn: Yes, good — every day is exciting!
Sasha, I want to go, very briefly, through your upbringing, from where you were born, where you were raised, what your education was. Can you give us the, “I was born in _____” and up through college?
Sasha Tupalo: Absolutely. I was born and raised in Ukraine in the town of Dnipro. It’s kind of centrally located, right on the river. I went to high school there, and went to undergraduate school in my hometown, as well. Then I moved to the U.S. to pursue my master’s degree. Both my undergraduate degree and my master’s degree were in Material Science and Engineering.
Doug Glenn: And your undergraduate degree was from Ukraine, or did you get it here in the States?
Sasha Tupalo: It was from the Ukraine, my bachelor’s degree.
Doug Glenn: What year was it that you came to the U.S. for your master’s?
Sasha Tupalo: It was 2014. I had a gap year, actually. I got my bachelor’s degree in 2013, and then I had a gap year. When I was studying in undergrad school, I’d had an opportunity to come to the U.S. for two summers. There used to be an exchange student program, so I participated in that. After I received my bachelor's degree, I thought it would be really neat to get my education somewhere overseas.
Doug Glenn: So, where did you go for your master’s degree?
"I thought it would be really neat to get my education somewhere overseas." Source: Worcester Polytechnic Institute
Sasha Tupalo: For my master’s, I went to Worcester Polytech Institute in Worcester, Massachusetts.
Doug Glenn: At WPI with Richard Sisson and that crew.
Sasha Tupalo: We collaborate on things, but he will always be Professor Sisson to me.
Doug Glenn: It’s difficult, once you know someone by their title, to call them by their first name.
Since you’re from Ukraine, it’s incumbent upon me to ask: Are your family and others all okay, that you know of?
Sasha Tupalo: That I know of, yes. My mom’s been fortunate enough to be staying with me for a little while. The rest of my family is still over there. Thankfully, they are okay. I mean, you know, it’s war, but it is difficult.
Doug Glenn: Well, as you know, a lot of people in the United States have our thoughts and prayers with the folks of Ukraine. They’re certainly taking it on the chin.
Sasha Tupalo: I would like to say, from the all the Ukrainian people I know, a lot of people are very, very grateful for your support.
Beginnings in Materials Science (06:10)
Doug Glenn: Thank you; I appreciate that.
Let’s talk about how you got interested in metallurgy. Here you are, a young high school student or so — what intrigued you with materials and metallurgy?
Sasha Tupalo: This is kind of funny, but it’s true: It was pure curiosity. I was graduating high school, and I was 16 at the time. I really had no clue what I wanted to do with my life, so I started going through majors. I had a list of things I knew I wasn’t as interested in — I knew I didn’t want to go into the medical field. My grandma was a doctor, but that’s just not for me. Law, also, was not for me.
My dad is an engineer. I was always good at math and sciences, so I considered engineering. I just didn’t know which kind of engineering. I started looking through lists of majors, and looking through different leaflets, and I found something that was called “materials engineering.” I was like, “Hmm, I’m curious.”
As I’m reading what it’s about, in a leaflet from the undergrad school where I went to, the first sentence was: “Just look around you. Everything that you see is made out of materials and this is what we study.” I thought, “Wow, that’s fascinating!” I started reading more, and I leaned more into metals — that was my choice of materials.
Doug Glenn: Any reason why metals?
Sasha Tupalo: No, not really. It’s just what fascinated me. As I started reading more and getting more into it, I said, “Wow, I want to study this. This is very, very interesting and unique.”
Doug Glenn: It’s an interesting and healthy perspective: you look around and you see, like you said, everything is all materials! So many people today want to go into computer sciences and similar things, stuff that you really have a hard time getting your hands on. But there is a real world out there made up of real things!
You mentioned that your grandmother was a doctor, and your father was an engineer. And your mother?
Sasha Tupalo: She is an English teacher, actually.
Doug Glenn: What did your family think when you said, “You know what? I think I’m going to go this materials/metals route.” Were they supportive, or did they say, “What were you thinking?”
Sasha Tupalo: My dad was very excited. He was, like, “Oh, another engineer in the family, that’s great!” He actually went to the same undergrad school as I did. For him, that was a very proud moment. My mom was supportive, but she was kind of scratching her head. She was, like, “If that’s what you want to do, just do it well. You’ll succeed.”
"At WPI, we actually had a pretty diverse group for our master's degree." Source: Unsplash.com/thisisengineering
My grandma, she’s older, and she expressed, “I don’t think girls do engineering.” That was kind of the mindset. My grandma is 82 now, so, at the time, she just thought, “That’s an odd choice.” And really, when I went to school, there weren’t a whole lot of girls, especially in materials engineering.
Doug Glenn: It’s still relatively true.
Sasha Tupalo: Yes, it’s still true. At WPI, we actually had a pretty diverse group for our master’s degree; but once you get into metallurgy and the heat treating industry, it’s still predominantly a male industry.
Doug Glenn: The very first interview of this type that we did, in fact, the very first podcast that Heat TreatToday did, was with a female graduate from WPI. Her name was Hayley Sandgren (now Hayley Sandgren-Fox), and she was the very first podcast that we ever did.
Sasha Tupalo: That’s amazing!
Doug Glenn: It is. Years ago we did a survey of the thermal processing market. It was basically 98% male and 2% female. That was quite a few years ago, but I doubt that it’s changed significantly. If it’s 10–15% women, I would be surprised.
Sasha Tupalo: I think the latest research from the census bureau, that I’ve seen — in the workforce and STEM careers, it’s around 27–28% women.
Doug Glenn: Is that right?
Sasha Tupalo: Yes, something like that. And then, they have further distinguished between computer science and engineering; and the engineering numbers are quite low.
Sasha’s Experience in Heat Treating (10:55)
Doug Glenn: When you got to WPI, what did you study, specifically? What was your master’s thesis?
Sasha Tupalo: I had a master’s independent project. It was actually about heat treating: It was the microstructural and grain growth kinetics of 8620. It was a pretty neat project. It was very hands-on, which a lot of people who go to WPI will tell you that we really appreciate the projects the students have. They’re very involved; they’re hands-on. It gives you a better perspective of how to actually take what you’ve learned and bring it to the real world or to your job.
Doug Glenn: So, what is the application? I mean, is there a practical application of what you studied, or is it more theoretical?
Sasha Tupalo: It was pretty applicable just to the heat treating industry — austenitizing, quenching and tempering — grain growth kinetics, hardness variations, microstructural evolution. It’s actually all of the things I do now, so that was really helpful!
Doug Glenn: Workwise, specifically, what are some of the projects with which you’re involved?
Sasha Tupalo: I am very heavily involved on the high frequency induction welding side. That was something new to me, as I was graduating. I did a lot of continuing education in terms of welding, welding metallurgy, and now I’m the expert of high frequency induction welding.
Now, as far as the heat treating side goes, I am now involved in and looking into new 2-step, post-weld heat treating for high frequency induction welds to improve their toughness performance, especially for pipelines. Low temperature pipelines seem to be the trend these days, so we’re trying to help our customers to improve their Charpy properties.
Doug Glenn: Did you enjoy WPI?
Sasha Tupalo: Yes, absolutely. I had a really good experience.
Doug Glenn: What did you enjoy most? Was it the technical part, was it something outside of school, what was it?
Sasha Tupalo: Just the school itself, the campus. There’s a real sense of community at WPI. I had very good classmates and had a lot of, as I mentioned before, hands-on stuff, and practical training and seminars. It was very involved. It was nice to be in that atmosphere — where everybody is striving to do their best and learn something new.
Doug Glenn: After you got out, have you enjoyed the industry?
Sasha Tupalo: Yes. I enjoy industry very much so! There is something about putting your knowledge to actual, practical solutions that I really enjoy.
Doug Glenn: Do you get to go out into the field much? I know that you do R&D, but are you out in the field?
Sasha Tupalo: I do.
Doug Glenn: Tell us about that a little bit.
Sasha Tupalo: When I started at Thermatool, my first title was applications engineer, so I was traveling quite a bit. I would mostly visit our pipe and tube mills of our customers. They don’t differ much from steel mills.
Doug Glenn: You started as application engineer, and you are now lab manager? What was the progression there?
Sasha Tupalo: Applications engineer, materials engineer, senior materials engineer, and now lab manager.
Doug Glenn: You’ve been “climbing the corporate ladder.”
Industry Tips (15:50)
A couple other questions here: You mentioned that you continue to grow in your knowledge. If you were to recommend one helpful tool, for people similar to you in the industry, some sort of metallurgical resource or materials resource — do you have anything that’s a favorite?
Sasha Tupalo: I’d have to go with ASM. They have vast knowledge; they have classes and webinars; they publish books. There is just pretty much anything you might need, and you can find it. I have taken a couple of the classes myself because they were very niche; that’s not something you learn in school. I think if someone was looking for some resource, that’s a great resource.
Doug Glenn: Is there anything you would say, in way of encouragement, to younger people (I don’t know that many young people will be listening to this that aren’t in the industry already) but would there be anything you could say that would encourage people to say, “You know, you really ought to look into this industry”?
Heat Treat Today's 40 Under 40 Award Source: Heat Treat Today
Sasha Tupalo: Yes. There are a lot of opportunities — and I’m sure you’ve heard it from other people too — we’re having a really hard time finding new workforce, especially younger people. There are lots of opportunities for growth. It’s fun. It’s a really fun industry — for me, it is, at least. If it’s something that interests you, I say go for it!
Rapid Fire Round (17:38)
Doug Glenn: Very good. This has been great, Sasha, we appreciate it. I want to wrap this up with maybe some stuff a little bit more away from business and education; just kind of some fun things to show people that, you know what, materials engineers are people too.
I’m going to give you a couple quick questions and you can give me a one-word answer, or you can give me an embellished answer. This is the “rapid fire round.”
Doug Glenn: Are you a MAC or a PC user?
Sasha Tupalo: I would have to go with PC. I’ve been a PC user since elementary school.
Doug Glenn: When you consume media (any type of media), what do you prefer — print or digital, both?
Sasha Tupalo: I would say both. I really enjoy getting email digests, either weekly or daily or whatever they are, but there is something about reading through an actual magazine, in print, that I prefer much better.
Doug Glenn: Very interesting. That’s great.
Which do you value more — I’m going to give you two options? Flexible work schedule or high pay? If you had to give up one or the other? Would you rather be paid high and have a rigid work schedule, or do you like the flexibility and maybe you’ll take a little pay cut for the flexibility?
Sasha Tupalo: I would probably say flexible schedule. It’s a tough one but . . . . I wonder if you would ask me that maybe 5 years from now if my answer would change. But, as of right now, it would be flexible schedule.
Doug Glenn: I ask that question because I’m a “baby boomer”; I was born in 1961, so I’m one of the old-timers, supposedly. I don’t feel like it, but they tell me I am. The stereotype is that we tend to be out for the higher paying jobs, but that the younger generation tends to be, “You know, money is not that important. I’m more interested in flexibility.” It has been interesting: Almost everybody, all of the younger people that we interview, most of them do say they’d rather have the flexibility. It’s not that money is not important.
Sasha Tupalo: Right. But if you have to choose one . . .
Doug Glenn: Yes, right, one or the other. It’s kind of an unfair question, but that’s okay; nobody said the questions were going to be fair.
The people at Thermatool, I’m sure, know that you love your job and that you’re not going anywhere. But, if money were no object whatsoever, what would be your dream job? If you didn’t have to worry about money, and you just did something you really enjoyed doing, what would you do?
Sasha Tupalo: I’ve never thought about it because I enjoy what I’m doing.
Doug Glenn: Yes, it could be that this is it!
Sasha Tupalo: Yes, this might be it for me!
Doug Glenn: So, nothing else? You’ve never thought, “You know, if I could just do this, that would be really interesting.”
Sasha Tupalo: No, I really haven’t, to be honest with you. I really enjoy being an engineer, working on solutions and being challenged.
Doug Glenn: Good for you. It’s good to be content.
So, outside of work, what occupies your time? Are you an outdoor person, or what do you do?
"[M]y husband and I are trying to visit all the national parks in the U.S." Source: Unsplash.com/Jeremy Bishop Sasha Tupalo: Yes, I am. I really like hiking and camping. In fact, my husband and I are trying to visit all the national parks in the U.S. We’ve got a ways to go, but when we first started, there was 59 or 60 of them and now it’s up to 63. But we’ve got 20 on our list, so far.
Doug Glenn: That you have been to? You’ve been to 20 so far? What’s a highlight? What’s the best one (or two), so far?
Sasha Tupalo: The most recent trip was actually last year — we went to Utah — Zion National Park and Arches National Park. It was absolutely gorgeous.
Doug Glenn: I’ve never been there, but I’ve heard it’s outstanding.
Sasha Tupalo: If you get a chance to go, I would highly recommend it.I like being grounded, being next to nature; that’s how I relax and enjoy the outdoors.
Doug Glenn: What does your husband do? What is his work?
Sasha Tupalo: He is actually also an engineer. He is a chief engineer at a hotel — more of maintenance and building engineering.
Doug Glenn: That makes for interesting dinner conversations, I’m sure. “So, dear, what kind of calculation do we want to do tonight?”Last question, Sasha. It’s been really enjoyable talking with you.
Again, this doesn’t have to be technical, but can you tell us your favorite app, phone app, movie or magazine? Or you can give us one of each, if you’d like.
Sasha Tupalo: Favorite app? I guess I would go with the one that I use pretty much daily: I use Audible a lot lately.
"I've found that audiobooks work for me . . . ." Source: Unsplash.com/distingue
Doug Glenn: For audio books?
Sasha Tupalo: Correct, yes. I do so much reading for work, so when I do get a chance sometimes, I’ll do that. A lot of people do podcasts, and I do listen to some podcasts, as well, but I’ve found that audiobooks work for me too. And I can combine it if it’s commute or if I’m working out, I can do both.
Doug Glenn: So, how long is your commute?
Sasha Tupalo: Mine is actually not that long.
Doug Glenn: And what types of books are you listening to?
Sasha Tupalo: You know, same thing. I’m trying to be intriguing. I read a lot for work. I’m trying to go somewhere in a different direction. I’m working my way through the Game of Thrones series. I’m a little late to the party, but you know . . .
Doug Glenn: Very good, Sasha. It’s really been very much a pleasure to meet you and talk with you a bit. Congratulations, again, on the 40 Under 40 award.
Sasha Tupalo: It’s been a pleasure talking to you and thank you so much for having me.
Doug Glenn: You’re welcome.
About the expert: Sasha Tupalo began her career as a materials engineer at Thermatool Corp. in 2016 after finishing her master’s degree in Materials Science and Engineering at Worcester Polytechnic Institute. She has been very active supporting the Fabricators and Manufacturer’s Association educational programs, as well as ASM Heat Treat events. She provides process troubleshooting support for tube, pipe, and closed roll formed shape producers. She routinely evaluates weld samples and heat treat specimens as part of this process. Sasha delivers training both in-house at Thermatool and at customers’ sites and leads continuing education classes such as “Weldability of Advanced Steels, Stainless Steels and Aluminum” (delivered 2018 at LeTourneau University, Longview, TX), and “Oilfield Metallurgy” (an ASM Continuing Education Class) in 2017. She has written several papers and delivered presentations in her field just since 2016. Sasha is an active member of numerous scientific and technical committees such as ASM, ASTM (A01, E04 and E28), TMS, AIST and WAG (Welding Advisory Group) at AISI.
For more information:contact Sasha through the company website www.thermatool.com
Are you trying to figure out what heat treat equipment investments you need to make in-house and what is better being outsourced? This conversation marks the continuation of Lunch & Learn, aHeat TreatRadio podcast series where an expert in the industry breaks down a heat treat fundamental with Doug Glenn, publisher ofHeat TreatTodayand host of the podcast, and theHeat TreatTodayteam. This conversation with Dan Herring, The Heat Treat Doctor®, zeros in on heat treat ovens versus atmosphere furnaces.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Contact us with your Reader Feedback!
Doug Glenn: Welcome everybody. This is another Lunch & Learn event with the staff of Heat Treat Today and the illustrious Dan Herring, The Heat Treat Doctor®. Dan, we’re always very happy to spend some time with you.
We are here to learn a little bit about some basics about heat treat equipment, mostly ovens, air and atmosphere furnaces, and possibly vacuum furnaces.
Dan Herring: It’s always a pleasure, Doug, and hello everybody.
It is an exciting topic for me because I happen to love heat treat equipment. Let’s start with industrial ovens.
All About Ovens (01:42)
Years ago, industrial ovens were very easy to differentiate from furnaces. I’m going to give you my understanding of the differences between ovens and furnaces, and then talk a little bit about some general characteristics of all types of heat-treating equipment.
Ovens are typically designed for low-temperature operation. When I talk about low-temperature operation, years ago the definition was “under 1,000° F.” That definition has changed over the years. We now usually say either under 1250°F or under 1400°F. All of that being said, there are some ovens that run all the way up to 1750°F. But what we’re going to concentrate on are, what I call, “the classic temperature designations for ovens.”
Universal oven from Grieve Source: Grieve
First of all, ovens are typically rated at 500°F, 750°F, 1000°F, or 1250°F. If you see a heat treat operation that’s running — certainly under 1450°F — but even under 1250°F, it may be being done in either an oven or a furnace.
Let’s talk about some of the distinguishing characteristics of ovens, so everyone gets a feel for it.
Ovens always have a circulating fan. If you see a piece of equipment without a circulating fan, it can’t be an oven. At these low temperatures, the heat transfer — in other words, how you heat a part — is done with hot air or circulating hot air. So, ovens always have fans.
In most cases — and years ago in all cases, but today in most cases — ovens are metal lined. If you were to open the door of an oven and look in, and you see a metal-lined chamber, that would typically be an oven.
The fan and the type of insulation or lining that’s used is very characteristic for distinguishing features of ovens.
Today, however, there are ovens that use fiber insulation and even some ovens that have refractory-insulated firebricks, refractory in them. The lines are a little bit blurred, but typically you can distinguish them by the fact that they have fans and are metal lined.
Ovens come in either “batch” or “continuous” styles. If the workload inside the unit, the piece of equipment, is not moving, we call that a batch style furnace. If the workload is somehow being transferred through the unit, we call that a continuous furnace. Ovens and furnaces can be both batch and continuous.
Ovens and furnaces can both be either electrically heated or gas fired.
One of the distinguishing characteristics of ovens is that if they are gas fired, they are, what we call, “indirectly heated.” This means your burner, your combustion burner, is firing into a closed-ended tube, a radiant tube, as we call it, so that the products of combustion do not “intermix.” They do not create an atmosphere that’s used inside the oven. In fact, the majority of ovens run with an air atmosphere – that’s another distinguishing feature.
However, there are ovens that can run inert gases. Those ovens typically have continuously welded shells. Again, that’s an exception rather than a rule, but there are ovens of that type.
There are also vacuum ovens out there. We actually have an oven chamber on which we can pull a vacuum. They are less common than their cousins, the air ovens, but they are out there in industry.
We have the method of heating and type of movement of the hearth or movement of the load that typically is consistent between ovens and furnaces.
What I’d like to do is just show everybody a couple of pictures of some very typical, what I’m going to call, “batch ovens.”
Doug Glenn: Because ovens are typically low temperature, you’re able to have metal on the inside, right? If it was higher temperature, you’d start experiencing warping. Is that the primary reason why you tend to see metal in an oven and not in a furnace?
Dan Herring: That’s correct, Doug.
"Metal lined oven" Source: Dan Herring
The lining can be made of steel: it can be made of “aluminized’ steel,” it can be made of zinc-gripped steel (those are just coatings), it can be just steel, and they can be made of stainless steel (a 300 series stainless steel). That’s why you have the different temperature ratings and the different types of materials that this metal interior can be made from.
If you open the door of a metal-lined oven or an oven that had a metal lining, you would typically see what’s pictured here.
"Double door shelf oven" Source: Dan Herring
Ovens can be very small or they can be very, very large. What you’re seeing on the screen is a “double door shelf” oven.
It is very similar to your ovens at home. You open the door, there are shelves, and you can put trays on the various shelves. These can be small, to the point where, sometimes, they can sit on a benchtop. Sometimes they can be very, very large and be floor-mounted, as this one is.
This is an example of a batch oven, something that you would load, and the load stays stationary within the oven. Then, when you’re ready, you unload it.
Ovens can come in slightly larger sizes.
"A larger horizontal oven . . . . a fan system sitting at back" Source: Dan Herring
That’s a picture of a larger, horizontal oven. The door on this particular oven is closed shut, but you can see the fan system — that’s that yellow arrangement that’s sitting in back of this particular oven.
There is another style of oven.
"Walk in oven" Source: Dan Herring
We call this a “walk-in” oven — very creative, because you can walk into it. I’ve seen batch ovens that are very, very small and very, very large — ones that will fit on a benchtop and ones that are a hundred feet long.
You can see the heat source on the right hand side. Remember, whether it’s electrically heated with sheathed elements or if it’s gas-fired with, typically, an atmospheric-type burner, again, you have circulating air past either the electric elements or circulating air past the tube into which the burner is firing. You’re relying on convection — or moving hot air — to transfer that heat energy to your load.
These are just some different styles of different types of ovens, so everyone can see them. I don’t want to take too long, but I’ll show you another picture of one.
"Industrial oven . . . . typical oven in typical heat treat shop" Source: Dan Herring
This is an industrial oven. You can see the fan; it has a yellow safety cover on it. You can see the fan mounted on top, and this is a typical oven that you’d find at a typical heat treat shop.
Ovens have the characteristics that I pointed out. I’ll bring up one more picture which you might find interesting.
"Monorail conveyor oven . . . . with u-shaped radiant tubes" Source: Dan Herring
Since there are a variety of oven shapes and sizes, this happens to be a monorail conveyer oven. What you’re looking at is the inside of the oven. You’ll notice that in the ceiling there are hooks. The loads are actually placed on the hooks and sent through or pulled through the oven. This happens to be a gas-fired unit, and you can see that it has U-shaped radiant tubes into which you’re firing.
This oven is fiber-lined and not metallic-lined. You’ll also notice that because you see different colors of the tubes, this particular shot was taken and you destroyed the uniformity of temperature within the oven. Usually, they’re very tight.
Ovens are typically in the ±10°F range for temperature uniformity, sometimes in the ±5°F range.
Those are basically some pictures of ovens, whether they be batch or continuous, for everyone to see and think about, from that standpoint.
Q&A on Ovens (16:58)
Bethany Leone: What is the reason for the increase in temperature range for what classifies an oven?
Dan Herring: The main reason is the materials of construction have gotten better, so we’re able to withstand higher temperatures. But going to some of these temperature ratings, one of the things that heat treaters look at is if I have a process that runs at 1,000°F or 970°F (let’s take an aluminum heat treat example where a process is running at 970°F), I could run that in an oven rated at 1,000°F but I’m right at the upper limit of my temperature.
It's much better to buy an oven rated at 1250°F and then run a process such as 970°F where I have a margin of safety of the construction of the oven, so the oven will last longer.
However, industrial ovens tend to last forever. I’m the only person on this call old enough to have seen some of these ovens retired. It’s not unusual that an oven lasts 40 or 50, or sometimes 60 years.
Ovens are used in the heat treating industry for processes such as tempering, stress relief, for aluminum solution heat treatment, aluminum aging operations, and to do some precipitation hardening operations that run in these temperature ranges. Ovens are also commonly found in plating houses where you’re doing a hydrogen bake-out operation after plating. You also do various curing of epoxies and rubbers and things of this nature in ovens.
There are a variety of applications. Ovens are used also for drying of components. Ovens are used for drying of workloads, these days, prior to putting in your heat treating furnace. Many times, our washers are inefficient when it comes to drying. You take a wet load out of a washer and put it into a low-temperature oven, maybe running between 300°F and 750°F. Consequently, you both dry the washing solution off the parts and you even preheat the load prior to putting it into the furnace.
Heat Treat Today team enjoying a Lunch & Learn session
Doug Glenn: One of the things I’ve always distinguished ovens by is the term “panel construction” opposed to “beam construction.”
If you can imagine a sheet of metal, some insulation, and another sheet of metal – that’s a panel. It’s got enough insulation in it because the temperatures are not excessively high, but you really only need those three layers. You take those panels, you put them in a square or whatever, put a lid on it, put a bottom on it, and you basically have an oven, right?
Where furnaces are not typically constructed that way; they are constructed more where you have a support structure on the outside and then a heavy metal plate and then you build insulation on the inside of that. It doesn’t even need to have metal on the inside — it can be brick or another type of insulation.
Many people claim — and I’m sure there are some very strong ovens — that the oven construction is not as hardy, not as rugged. That’s one other minor distinction, but the main distinction is ovens tend to be lower temperature.
Dan Herring: Yes, that’s very correct, Doug. In panel-type construction, there is typically mineral wool insulation in between the two panel sheets; and it’s rated for obviously very low temperature.
There are, what we call, “light duty” and “heavy duty” ovens. Heavy duty ovens have that plate and support structure — those I-beams or channels — supporting the external structure.
Doug Glenn: You reminded me of something, Dan: We talk about ratings – oven ratings, furnace ratings, and that type of stuff. That’s pretty important and we haven’t really discussed that much. But if a furnace is rated at a certain temperature, you do not want to take that furnace beyond that temperature because there are real safety issues here.
There was one picture that Dan showed where you could see the metal interior, and there was like a gasket, if you will, around the whole opening. That gasket is only rated to go up so high in temperature. If you go over that temperature, you’d end up deteriorating that gasket, if you will. It could cause a fire, it could cause a leak, it could cause all kinds of issues. And that’s only one example.
One other one he mentioned was fans. There is almost always a fan in an oven, and if you take the temperature of that oven over its rated temperature, all of sudden the bearings in that fan start . . . well, who knows what’s going to happen.
You always want to know the rating of your oven and furnace, and don’t push the rating.
Dan Herring: Yes, if you exceed temperature in an oven, typically the fan starts to make a lot of noise and you know you’re in trouble. You only do that once. But those are excellent points, Doug, absolutely.
So, the world of ovens -- although it’s they’re an integral part of heat treating -- are a “beast unto themselves,” as I like to say. Construction is a factor, and other things.
All About Atmosphere Furnaces (24:50)
Furnaces, interestingly enough, can be rated both to very, very low temperatures all the way up to very, very high temperatures. In other words, you can see industrial furnaces running at 250° or 300°F or 500°F or 1000°F, — at typical temperatures that you would associate with oven construction — but you can also see furnaces running at 1700°F, 1800°F, 2400, 2500, 3200°F. There are some very interesting furnaces out there.
But furnaces, although they can run in air — and there are a number of furnaces that do — they typically run some type of either inert or combustible atmosphere inside them. Furnaces typically have an atmosphere, and they do not always have a fan. The rule is the higher you go up in temperature, the more any moving part inside your furnace becomes a maintenance issue. Many times, furnaces do not have fans in them.
They can be electrically heated. They could also be gas-fired. In this particular case, they can either be direct-fired or the burners are actually firing into the chamber; and the products of combustion become your atmosphere. They could be indirect-fired — like we discussed with ovens — into a radiant tube as a source of heat or energy.
Furnaces typically have plate construction. It’s typically continuous welded, they have channels or I-beams surrounding the structure to make it rigid, insulation is put on the inside. Traditionally it’s been insulating firebrick, but in what I’ll call recent years (20 years or so) fiber insulations have come about, and they perform very, very well.
Fiber insulations reduce the overall weight. They have advantages and disadvantages. A refractory-lined unit can have a great thermal mass due to the storage of heat inside the insulation, so when you put a cold load into a brick-lined furnace, the heat from the lining will help heat the load up quickly.
You don’t have quite the same heat storage in a fiber insulation. At the same time, when you go to cool a furnace, a fiber-lined furnace will cool very quickly as opposed to a refractory furnace which cools a lot slower.
Again, furnaces can be batch style, they can be continuous style, they can be fairly small in size. The smallest ones that I’ve seen, typically, are about the size of a loaf of bread. Conversely, you have furnaces that are so large you can drive several vehicles or other things inside of them.
A 14-foot long car bottom furnace Source: Solar Atmospheres of Western PA
As a result of that, what distinguishes them are typically their temperature rating and the fact that they use an atmosphere. Some of the atmospheres are: air, nitrogen, argon. I’ve seen them run endothermic gas and exothermic gas which are combustible atmospheres, or methanol or nitrogen-methanol which are also combustible atmospheres; they can run steam as an atmosphere. I’ve seen furnaces running sulfur dioxide or carbon monoxide or carbon dioxide as atmospheres. The type of atmosphere that is used in an industrial furnace can be quite varied.
We have several different furnace categories that typically are talked about: Batch style furnaces are configured as box furnaces. They are very similar in shape to the ovens that we looked at. Pit style furnaces are where you have a cylindrical furnace that actually is quite tall and fits down, usually, into a pit that’s dug in the factory floor.
You also have mechanized box furnaces. Those, typically, today, would be called integral quench furnaces or sometimes batch quench furnaces or “IQs.” There are belt style furnaces, gantry, tip-up, and car-bottom furnaces. There is a wide variety of batch style furnaces, all of which have the characteristic that once you put the load into the chamber, it sits there until it’s been processed and until it's time for you to remove it.
The exception is in an integral quench furnace. You push the load typically either directly into the heating chamber or into a quench vestibule and then into a heating chamber; you heat it in one chamber, you transfer it out, and you quench it into another chamber.
Those are some of the distinguishing features of batch style equipment. I’ve got a couple of pictures here that you might find interesting.
"A box furnace . . . . sometimes difficult by sight alone to tell an oven or box furnace" Source: Dan Herring
Here is a “box furnace.” You might say, “Oh, my gosh, it looks like an oven!” I see a fan on top, and it’s a box style. From the outside, it’s hard to tell whether it’s an oven or a furnace.
When you look at this unit, you might see that it’s made of plate construction. It would be difficult to tell if this unit were a heavy-duty oven or furnace unless you, of course, opened the door and looked inside. You would typically see either fiber insulation or insulating firebrick in these types of units.
Sometimes, just by sight alone, it’s very difficult to tell if it’s an oven or a furnace. But there are other telltale signs.
"A box furnace with retort" Source: Dan Herring
Now, this is a box furnace with a retort inside it. The workload is placed, in this case, into a metal container that’s physically moved on a dolly into the furnace itself. This is what we call a box furnace with a retort.
The process takes place inside the retort. You’ll notice that there’s a flow-meter panel there, of different gases, that are introduced directly into the retort. This style of furnace is very interesting because the furnace itself, outside the retort, is simply heated in air. It’s a relatively inexpensive construction. Also, when the time comes that the process is finished, usually you can remove the retort and introduce or put a second retort into the furnace while the first retort is cooling outside the furnace. It lends to increased production, from that standpoint.
But this is typically a box furnace; it looks like a big box. The shell does not have to be continuously welded because the process takes place inside the retort. You might be able to see, just past the dolly, there is a dark color and that is the blackish retort that’s actually being put in.
Doug Glenn: I think the reasoning of the retort is to protect the airtight atmosphere, right?
Dan Herring: That’s correct, Doug. The idea is the fact that it’s an effective use of your atmosphere.
The other thing you can do with a box furnace with a retort is you can pull a vacuum on the retort. As a result of this, you can actually have a “hot wall” vacuum furnace. That is what is defined as a hot wall vacuum.
The next type of atmosphere furnace we’re going to look at is pretty distinct or pretty unique: This is a pit style furnace.
"A pit style furnace . . . . there is probably 4X as much furnace below the floor" Source: Dan Herring
What you’re seeing here is only that portion of the furnace that is above the floor. There is probably four times as much furnace below the floor as there is above. OSHA has certain requirements: there must be 42 inches above the floor not to have a railing or a security system around the pit furnace, because you don’t want to accidentally trip and fall into a furnace at 1800°F. We don’t want to say, “Doug was a great guy, but the last time I saw him . . .”
In this particular case, there is a fan which is mounted in the cover of this pit style furnace. Most pit furnaces are cylindrical in design; however, I have seen them rectangular in design. Some of them have a retort inside them; unlike the picture of the box furnace with the retort, the retort is typically not removable, in this case. Of course, there are exceptions. There are nitriding furnaces that have removable retorts.
I think this is a very distinctive design. If you walked into a heat treat shop, you’d say, “You know, that’s either a box furnace or an oven.” Or, if you looked at this style of furnace, you can clearly see it’s a pit furnace, or what we call a pit furnace.
Two other examples, one of which is just to give you an idea of what we call an “integral quench furnace.” I think this is a good example of one:
"An integral quench furnace, an in-out furnace" Source: Dan Herring
They’re made by a number of manufacturers. The integral quench furnace is probably one of the more common furnaces you’re able to see. It has, in this case, an oil quench tank in front and a heating chamber behind.
This would be an “in-out” furnace; the workload goes in the front door and comes out the front door. But once the workload is loaded into an area over the quench tank (which we call the vestibule), an inner door will open. The load will transfer into the heating chamber in back. That inner door will close, the workload will be heated and either brought up to austenitizing temperature, carburized or carbonitrided, the inner door will then open, the load will be transferred onto an elevator and either lowered down into a quench tank (typically oil) or, if the unit is equipped with a top cool, the load is brought up into the top cool chamber to slowly cool.
These styles of furnaces do processes like hardening, carburizing, carbonitriding, annealing, and normalizing. You typically don’t do stress relief in them, but I’m sure people have. These furnaces have a wide variety of uses and are quite popular. Again, the style is very distinctive.
They typically run a combustible atmosphere, and you can see some of that atmosphere burning out at the front door area.
There are also, what we call, continuous furnaces or continuous atmosphere furnaces. They are furnaces where you have a workload and somehow the workload is moving through the furnace. A good example of that is a mesh belt conveyor furnace.
There are also what we call incline conveyor, or humpback-style furnaces. The mesh belts are sometimes replaced, if the loads are very heavy, with a cast belt: a cast link belt furnace. The furnaces can sometimes look like a donut, or cylindrical, where the hearth rotates around. We put the workload in, it rotates around, and either comes out the same door or comes out a second door.
A lot of times, rotary hearth furnaces have a press quench associated with them. You’re heating a part, or reheating a part in some cases, getting it up to temperature, removing it, and putting it into a press that comes down and tries to quench it by holding it so that you reduce the distortion.
There are other styles of furnaces typical of the “faster” industry which are rotary drums. Those furnaces you would load parts into, and you have an incline drum (typically, they’re inclined) with flights inside it. The parts tumble from flight to flight as they go through the furnace, and then usually dump at the end of the furnace into a quench tank.
For very heavy loads, there are what we call walking beam furnaces where you put a workload into the furnace. A beam lifts it, moves it forward, and drops it back down. Walking beam furnaces can handle tremendous weights; 10,000 to 100,000 lbs in a walking beam is not unusual. Any of the other furnaces we’re looking at wouldn’t have nearly that type of capacity.
There are some other fun furnaces: shaker furnaces. How would you like to work in a plant where the furnace floor is continuously vibrating, usually with a pneumatic cylinder so it makes a tremendous rattle, all 8 or 10 hours of your shift? That and a bottle of Excedrin will help you in the evening.
As a last example, the monorail type furnaces where we saw that you hang parts on hooks. The hooks go through the furnace and heat the parts.
I’ll show you just a couple of examples of those. These are not designed to cover all the styles of furnaces but this one you might find interesting.
"A humpback style furnace" Source: Dan Herring
This is a typical continuous furnace. This would be a humpback style furnace where the parts actually go up an incline to a horizontal chamber and then go down the other side and come out the other end. These furnaces typically use atmospheres like hydrogen, which is lighter than air and takes advantage of the fact that hydrogen will stay up inside the chamber and not migrate (or at least not a lot of it) to floor level.
Atmosphere Furnaces Q&A (47:30)
Evelyn Thompson: Are the inclined sections of the furnace heated? Why do the parts need to go up an incline? Just to get to the heated part of the furnace?
Dan Herring: If you’re using an atmosphere such as hydrogen, it’s much lighter than air. If you had a horizontal furnace just at, let’s say, 42 inches in height running through horizontally, the hydrogen inside the furnace would tend to wind up being at the top of the chamber or the top of the furnace, whereas the parts are running beneath it! So, the benefit of hydrogen is lost because the parts are down here, and the hydrogen tends to be up here.
By using an incline conveyor, once you go up the incline, the hydrogen covers the entire chamber and therefore the parts are exposed to the atmosphere.
I did a study a few years ago: About 5–6% of the types of mesh belt furnaces in industry are actually this incline conveyor type.
Another good example is the fact that people like to run stainless steel cookware. I’ve seen pots, pans, sinks, etc. Sometimes you need a door opening of 20 or 24 inches high to allow a sink body to pass into it. Well, if that were a conventional, horizontal furnace, you’re limited to, perhaps, 9 to maybe, at most, 12 inches of height.
Typically you never want to go that high, if you can help it. 4–6 inches would be typical. So, there would be a tremendous safety hazard, among other things, to try to run a door opening that’s 24 inches high. But in an incline furnace, the height of the door can be 20, 24, 36 inches high. The chamber is at an 11° angle, and you must get up to the heat zone, but they run very safely at that.
Karen Gantzer: Could you explain what a retort is?
Dan Herring: Think of a retort — there are two types — but think of one as a sealed can, a can with a lid you can open, put parts in and then put the lid back on. The retort we saw in that box style furnace is that type. It is a sealed container. We typically call that a retort.
Now, in that pit furnace we saw, there could be a retort inside that one and they could be sealed containers, but typically they’re just open sides, that are made of alloy. Sometimes we call those “retorts” as opposed to “muffles” or “shrouds,” in another case. Muffles don’t have to be a sealed container, but they typically are. That’s the way to think of them.
Karen Gantzer: Thank you, Dan, I appreciate that.
Bethany Leone: Dan, thank you for joining us. It was really a valuable time.
If you are considering making the leap to laser heat treat, buckle up. Nic Willis, metallurgist/heat treat supervisor of Emerson Professional Tools — RIDGID® TOOLS, and recipient of Heat TreatToday's 40 Under 40 recognition in 2020, shares how he led the company to look at laser hardening for some of their induction heat treated projects. It’s a fascinating story that includes the decision-making process, the transition itself, and the continued implementation of this technology.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: We’ve interviewed you before, and it’s good to have you back. You are one of our 40 Under 40 Class of 2020 winners. Give a brief history about yourself.
Class of 2020, 40 Under 40 Source: Heat Treat Today
Contact us with your Reader Feedback!
Nic Willis: I’ve been in the heat treat world for about 5 years now. I’m the metallurgist and heat treat supervisor at RIDGID® TOOLS in Elyria, Ohio. We have a captive heat treating department where we specialize in neutral hardening, carburizing, carbonitriding, salt tempering. We do some induction hardening, vacuum hardening, and flame hardening, as well. There are a lot of heat treating applications at RIDGID, and it’s pretty exciting.
The Project: Bringing Induction Hardening In-House (02:56)
Doug Glenn: RIDGID is a manufacturer with in-house heat treat. You do some outsourcing, but for the most part, you do your own heat treating.
Let’s talk a bit about your recent decision to change from one type of heat treating over to another type of heat treating.
Nic Willis: This particular project started when I was tasked with finding a way to bring an outsourced process in-house to our facility. That process was the induction hardening of a particular product line. I began by reaching out to different machine builders of induction hardening equipment.
One thing I noticed when I started to get some quotes was how much the tooling cost was going to be and what percentage of the project that was going to account for. Being somewhat new to induction hardening at the time, I was really taken aback.
We had also seen some quality issues with cracking of these components. I just happened to listen to an episode of Heat TreatRadio that had to do with laser hardening. After I got done listening to the podcast, I reached out to Laser Hard, Inc. We started a conversation about learning more about laser hardening and if it was a fit for this particular product line.
Did you consider any other possibilities besides bringing an induction process in or laser?
Nic Willis: It was pretty much between those two technologies. These components, like a lot of parts that are going to make use of either of these two technologies, have one area we want to keep ductile and then another (contact) area we want to have wear resistance. These particular components will get furnace-hardened first, and then they go out for the selective hardening process.
Induction vs. Laser Heat Treating (06:48)
Doug Glenn: What did the rest of the process look like? How long did it take, who was involved, what were some of the key questions that needed to be answered before a final decision could be made?
Nic Willis: For this particular application, it just so happened that the specifications that we required were a good fit for the laser process, namely case depth. One of the limitations of laser hardening versus induction is you’re not able to get as deep of a case with laser as you can with induction. For these components, that wasn’t really a factor. So, there was some initial vetting that went on.
After that, we sent some sample parts to Laser Hard that they would have processed. It took some testing on that end to get their parameters set up, and they cut up a lot of parts to check the case depth. Once we got that dialed in, the parts would’ve come back here to RIDGID where we did some life testing. We have a test apparatus that we use that basically cycles these parts to failure. From there, it turned out that these met or exceeded the life of the induction hardened components. At that point, we would have updated the drawings and approved laser hardening as a substitute process.
The Cost (08:34)
"[The project] needs to be somewhat, or at least, cost neutral." Source: Unsplash.com/Alexander MillsDoug Glenn: Do you have any sense or was there any calculation done of what you anticipated the cost savings would be?
Nic Willis: I can’t get into any specifics; but in order to get any type of substitution like this off the ground, it needs to be somewhat, or at least, cost neutral.
Doug Glenn: How about the maintenance of the equipment — laser versus induction?
Nic Willis: Like I mentioned before, the maintenance of the coils themselves is something that you don’t have to account for with laser. Any type of specialized tooling for laser is going to be on the work-holding end of the spectrum which can be adapted after the fact to improve cycle times and things like that.
Laser does not make use of a quenchant. The parts self-quench, meaning that the core material doesn’t get heated up and is cool enough to quench out the heated area. Anybody that’s familiar with induction knows that the quenching process can be kind of messy and needs to be contained.
The Winner: Laser Heat Treating (10:30)
Doug Glenn: Those are all good additional cost savings items. Laser won the day on this one. Have there been other parts that you’ve looked at potentially going to laser but decided to not do it?
Nic Willis: Yes. In Elyria, the parts that we make are our pressing tools to make our pipe wrenches and threading machines. With the threading machines, there is a lot of gearing. We’ve looked at some of our gears that we flame hardened, and they’re a lot bigger. It’s just not a good fit with laser. You would have to go tooth by tooth, which is going to really increase your cycle time. In those parts, you run into that issue with case step requirement.
Doug Glenn: Can you tell us what laser hardening is?
Nic Willis: It’s a form of selective hardening where you want some of the part to have a hard case for wear resistance. The rest of the part keeps its ductility. In this case, you’re using a laser — rather than an induction field or a flame — to heat up this specific area that you want to harden.
Doug Glenn: You mentioned “part holding.” I don’t want you to give away more than you can and want to respect all the propriety measures. Is this something where you’re spinning a part and laser, so you’re just actually lasering a specific area?
Nic Willis: Correct.
Doug Glenn: I know with flame hardening they’re actually spinning the part as it goes — or they can spin the part. Is laser something you can do that with?
Nic Willis: Yes, absolutely. But then you’re starting to talk about additional costs to build a specialized machine to do the hardening process. For me, I wanted something “off the shelf,” for lack of a better term. I didn’t want a super specialized piece of equipment.
Doug Glenn: In the decision-making process itself, did you and the team require to see laser hardening be done other places or did you work basically just with Laser Hard and make sure they could prove the process? How much of a pioneer were you willing to be? Were you willing to be one of the first people to ever do laser heat treating?
"[W]e sent some sample parts to Laser Hard that they would have processed." Source: Laser HardNic Willis: There is a company that is pretty close to Laser Hard, and some of their products are laser hardened (it’s not the same but it’s a similar application). I was aware of them. Laser hardening has been around for a long time. I think what’s made it more attractive nowadays is that the laser equipment itself has become more affordable. It’s not a new process, by any means. I would assume that it’s been around since lasers have been around.
Success with Laser Heat Treating for RIDGID® (16:40)
Doug Glenn: You’ve been through the decision-making process, and you’ve got it up and running. I assume you’re happy with what’s going on now. You’ve got it down now, and it’s a relatively smooth process?
Nic Willis: Absolutely. We’re looking at bringing the process in-house in the next few years. I’d like to say that it’s a dream of mine to see it done here on site in Elyria.
Doug Glenn: Looking back on the whole process of moving from wanting to bring it in-house, to deciding to go with laser — is there anything you would’ve done differently now, knowing what you know?
Nic Willis: That’s a good question. I think one thing that I really learned through the process was anytime you’re switching from a tried-and-true process to something new, whatever your reasons may be, it takes some time to get people on board. [blocktext align="left"]I think one thing that I really learned through the process was anytime you’re switching from a tried-and-true process to something new, whatever your reasons may be, it takes some time to get people on board.[/blocktext]
Like I mentioned earlier, we were setting the parameters with the laser, doing the metallurgical testing, doing the life testing — it wasn’t a bang, bang, bang type thing. More and more people were brought into the discussion. The commercial side has to be addressed, as well. There are always some question marks when you’re moving from one supplier to another, and that took some time.
I don’t know if I’d do anything different, but I’d tell myself to be a little more patient, given the opportunity.
Doug Glenn: That’s probably the great lesson, honestly. It does take patience and a little perseverance because you’ve got to prove the process. You’ve got to prove it, not only metallurgically, like you said, but you’ve got to prove it commercially.
Nic Willis: From the conceptual stage to when we actually were putting parts into the field, it was probably about two years.
Doug Glenn: When you first started, how long did you think it was going to take?
Nic Willis: I thought it would be relatively quick!
Doug Glenn: Right. A 6-month process turns into 2 years, easily, huh?
Nic Willis: Exactly.
Doug Glenn: Are there any other thoughts regarding the whole process of that transition or laser heat treating or anything that you’d like to share?
Nic Willis: A challenge that I’ve run into is you see success with one product line, and you want to see how far you can take it and expand it to these other product lines. We talked about how sometimes it’s not a good fit. I mentioned that with some of the gears and larger cylindrical-type components. I think induction definitely still has its place.
I’m working on some projects to bring some of our induction parts in-house. In these cases, based on case depth, part geometry, and things like that, induction, in some cases, is a better fit than laser. Although in this particular case, it made sense to switch from induction to laser, it’s not always a one-for-one type switch.
Doug Glenn: That’s excellent advice; you’ve got to take each part in its turn and figure out which is the best process for it.
About the expert:
Nicolas Willis is metallurgist/heat treat supervisor at Emerson Professional Tools — RIDGID® TOOLS. Nic is the metallurgical authority for all Emerson Professional Tool operations worldwide. He has been leading the modernization of the heat treatment department throughout the company, upgrading capital equipment and developing new processes to improve safety, increase throughput, and improve quality of RIDGID and Greenlee brand products. He was elected to the position of secretary of the Cleveland ASM chapter in 2020 and has served on the Research Committee of the Heat Treat Society.









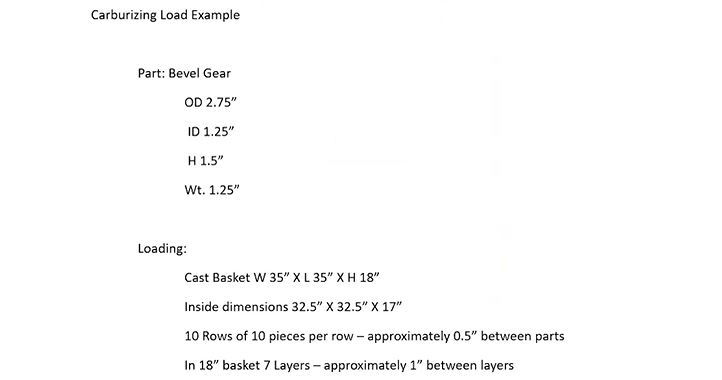


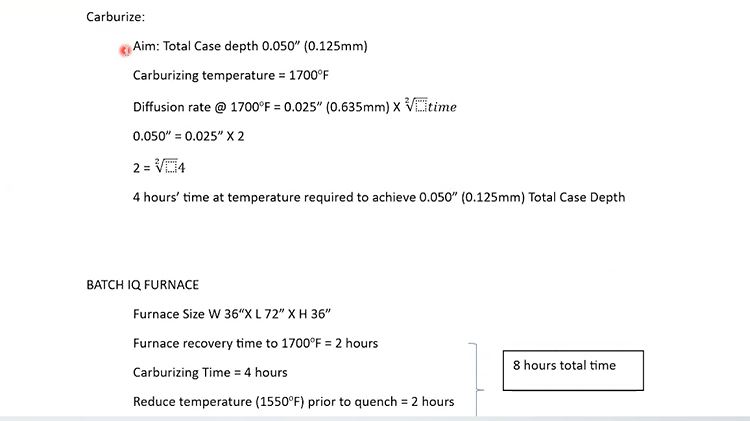
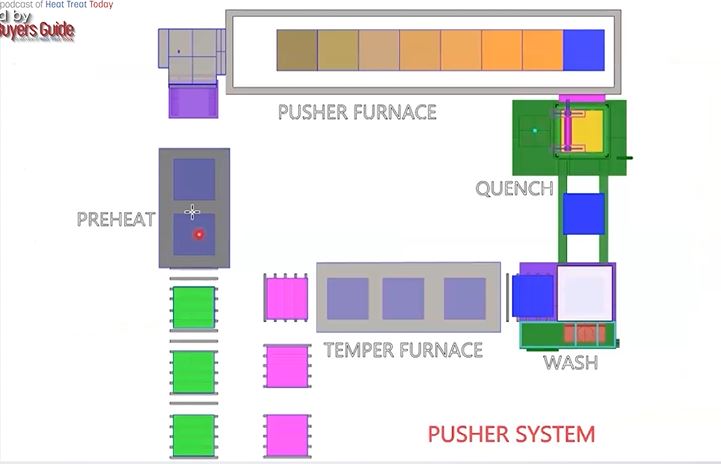
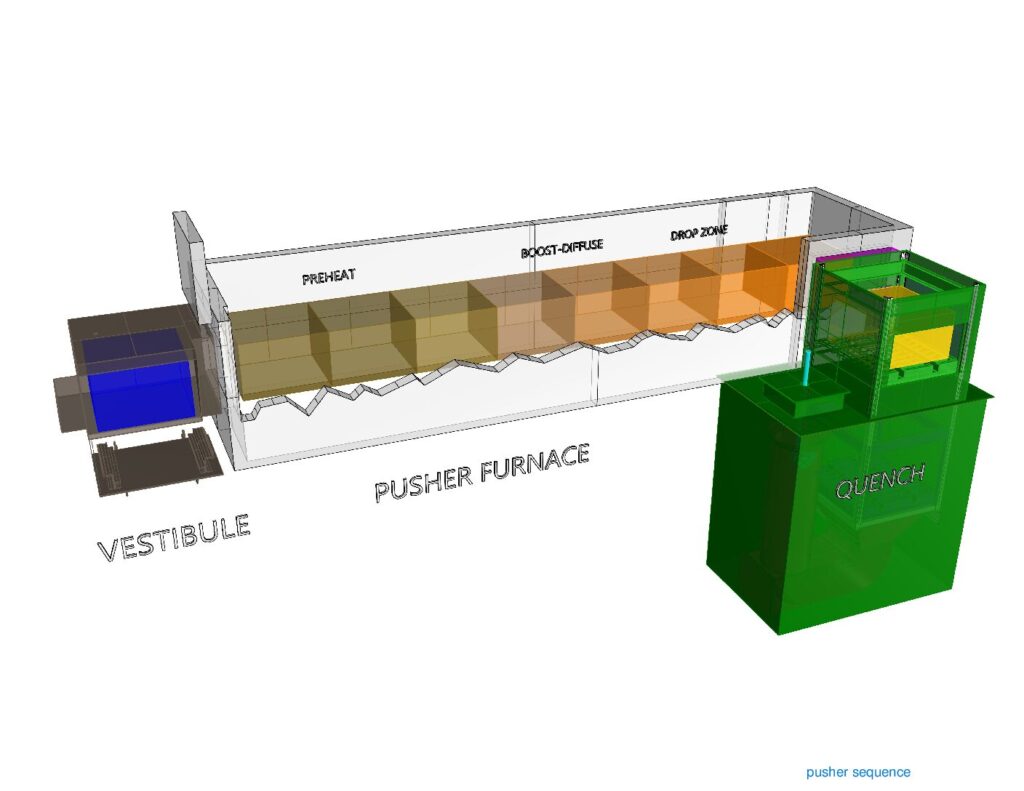
















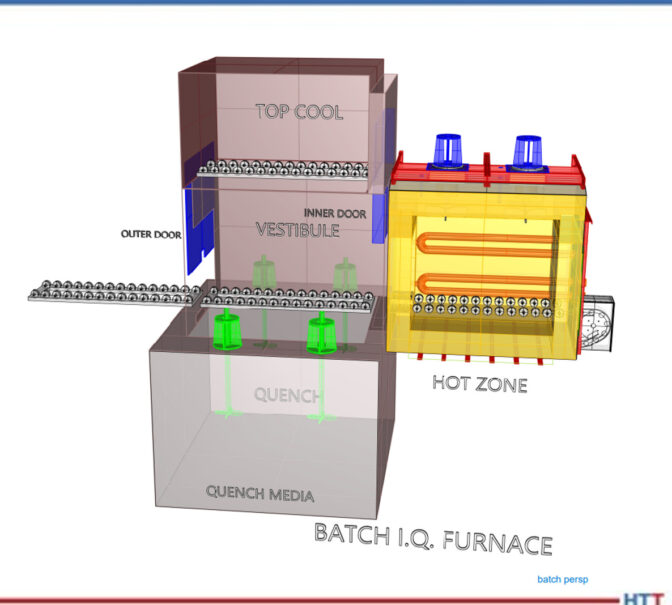
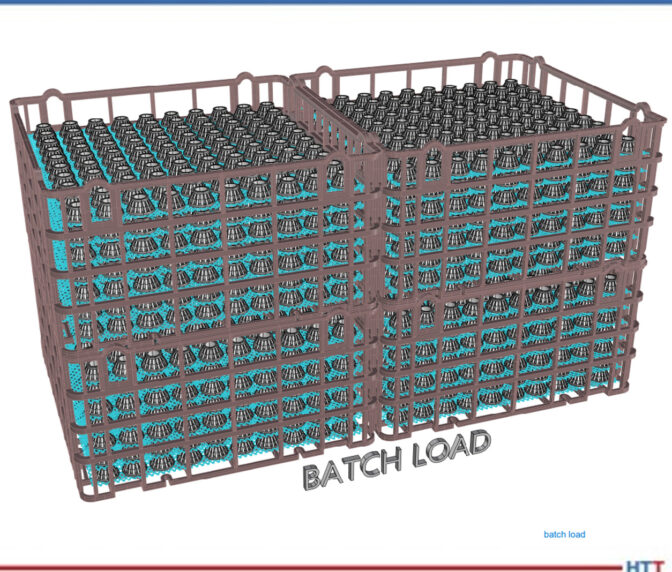
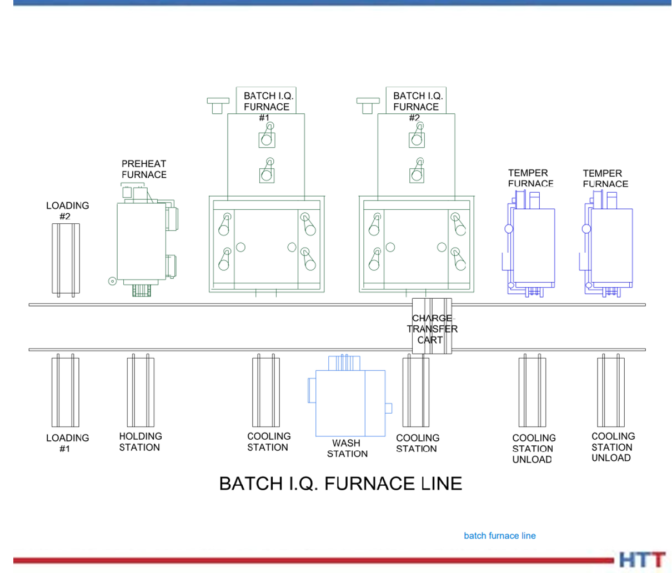
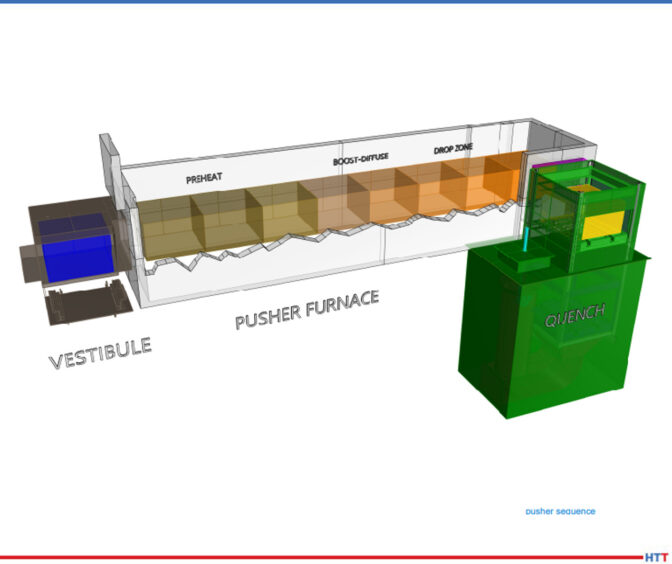
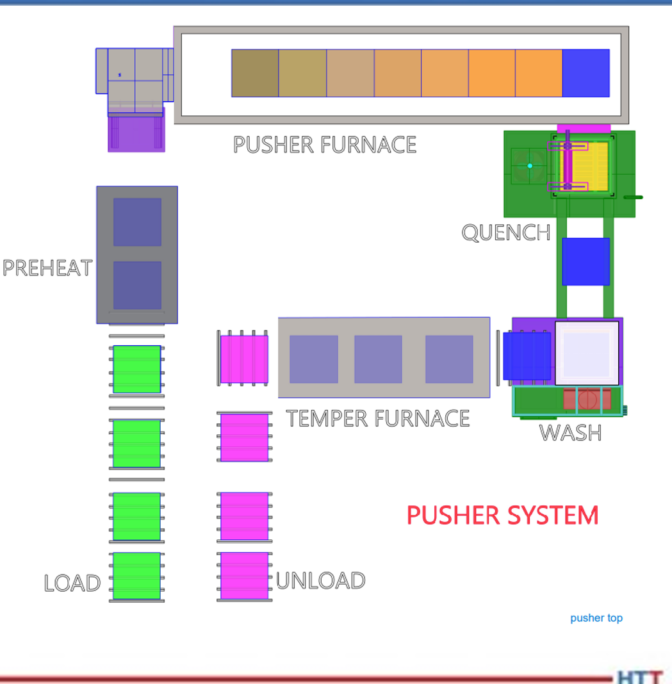



































 Sasha Tupalo, the manager of Thermatool Labs at Thermatool Corp., was recognized in 2019 as a 40 Under 40 rising star, and she has more than lived up to this award; she answers the call of leadership through educating others and managing a variety of projects. In this
Sasha Tupalo, the manager of Thermatool Labs at Thermatool Corp., was recognized in 2019 as a 40 Under 40 rising star, and she has more than lived up to this award; she answers the call of leadership through educating others and managing a variety of projects. In this