If you are considering making the leap to laser heat treat, buckle up. Nic Willis, metallurgist/heat treat supervisor of Emerson Professional Tools — RIDGID® TOOLS, and recipient of Heat TreatToday's 40 Under 40 recognition in 2020, shares how he led the company to look at laser hardening for some of their induction heat treated projects. It’s a fascinating story that includes the decision-making process, the transition itself, and the continued implementation of this technology.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: We’ve interviewed you before, and it’s good to have you back. You are one of our 40 Under 40 Class of 2020 winners. Give a brief history about yourself.
Class of 2020, 40 Under 40 Source: Heat Treat Today
Contact us with your Reader Feedback!
Nic Willis: I’ve been in the heat treat world for about 5 years now. I’m the metallurgist and heat treat supervisor at RIDGID® TOOLS in Elyria, Ohio. We have a captive heat treating department where we specialize in neutral hardening, carburizing, carbonitriding, salt tempering. We do some induction hardening, vacuum hardening, and flame hardening, as well. There are a lot of heat treating applications at RIDGID, and it’s pretty exciting.
The Project: Bringing Induction Hardening In-House (02:56)
Doug Glenn: RIDGID is a manufacturer with in-house heat treat. You do some outsourcing, but for the most part, you do your own heat treating.
Let’s talk a bit about your recent decision to change from one type of heat treating over to another type of heat treating.
Nic Willis: This particular project started when I was tasked with finding a way to bring an outsourced process in-house to our facility. That process was the induction hardening of a particular product line. I began by reaching out to different machine builders of induction hardening equipment.
One thing I noticed when I started to get some quotes was how much the tooling cost was going to be and what percentage of the project that was going to account for. Being somewhat new to induction hardening at the time, I was really taken aback.
We had also seen some quality issues with cracking of these components. I just happened to listen to an episode of Heat TreatRadio that had to do with laser hardening. After I got done listening to the podcast, I reached out to Laser Hard, Inc. We started a conversation about learning more about laser hardening and if it was a fit for this particular product line.
Did you consider any other possibilities besides bringing an induction process in or laser?
Nic Willis: It was pretty much between those two technologies. These components, like a lot of parts that are going to make use of either of these two technologies, have one area we want to keep ductile and then another (contact) area we want to have wear resistance. These particular components will get furnace-hardened first, and then they go out for the selective hardening process.
Induction vs. Laser Heat Treating (06:48)
Doug Glenn: What did the rest of the process look like? How long did it take, who was involved, what were some of the key questions that needed to be answered before a final decision could be made?
Nic Willis: For this particular application, it just so happened that the specifications that we required were a good fit for the laser process, namely case depth. One of the limitations of laser hardening versus induction is you’re not able to get as deep of a case with laser as you can with induction. For these components, that wasn’t really a factor. So, there was some initial vetting that went on.
After that, we sent some sample parts to Laser Hard that they would have processed. It took some testing on that end to get their parameters set up, and they cut up a lot of parts to check the case depth. Once we got that dialed in, the parts would’ve come back here to RIDGID where we did some life testing. We have a test apparatus that we use that basically cycles these parts to failure. From there, it turned out that these met or exceeded the life of the induction hardened components. At that point, we would have updated the drawings and approved laser hardening as a substitute process.
The Cost (08:34)
"[The project] needs to be somewhat, or at least, cost neutral." Source: Unsplash.com/Alexander MillsDoug Glenn: Do you have any sense or was there any calculation done of what you anticipated the cost savings would be?
Nic Willis: I can’t get into any specifics; but in order to get any type of substitution like this off the ground, it needs to be somewhat, or at least, cost neutral.
Doug Glenn: How about the maintenance of the equipment — laser versus induction?
Nic Willis: Like I mentioned before, the maintenance of the coils themselves is something that you don’t have to account for with laser. Any type of specialized tooling for laser is going to be on the work-holding end of the spectrum which can be adapted after the fact to improve cycle times and things like that.
Laser does not make use of a quenchant. The parts self-quench, meaning that the core material doesn’t get heated up and is cool enough to quench out the heated area. Anybody that’s familiar with induction knows that the quenching process can be kind of messy and needs to be contained.
The Winner: Laser Heat Treating (10:30)
Doug Glenn: Those are all good additional cost savings items. Laser won the day on this one. Have there been other parts that you’ve looked at potentially going to laser but decided to not do it?
Nic Willis: Yes. In Elyria, the parts that we make are our pressing tools to make our pipe wrenches and threading machines. With the threading machines, there is a lot of gearing. We’ve looked at some of our gears that we flame hardened, and they’re a lot bigger. It’s just not a good fit with laser. You would have to go tooth by tooth, which is going to really increase your cycle time. In those parts, you run into that issue with case step requirement.
Doug Glenn: Can you tell us what laser hardening is?
Nic Willis: It’s a form of selective hardening where you want some of the part to have a hard case for wear resistance. The rest of the part keeps its ductility. In this case, you’re using a laser — rather than an induction field or a flame — to heat up this specific area that you want to harden.
Doug Glenn: You mentioned “part holding.” I don’t want you to give away more than you can and want to respect all the propriety measures. Is this something where you’re spinning a part and laser, so you’re just actually lasering a specific area?
Nic Willis: Correct.
Doug Glenn: I know with flame hardening they’re actually spinning the part as it goes — or they can spin the part. Is laser something you can do that with?
Nic Willis: Yes, absolutely. But then you’re starting to talk about additional costs to build a specialized machine to do the hardening process. For me, I wanted something “off the shelf,” for lack of a better term. I didn’t want a super specialized piece of equipment.
Doug Glenn: In the decision-making process itself, did you and the team require to see laser hardening be done other places or did you work basically just with Laser Hard and make sure they could prove the process? How much of a pioneer were you willing to be? Were you willing to be one of the first people to ever do laser heat treating?
"[W]e sent some sample parts to Laser Hard that they would have processed." Source: Laser HardNic Willis: There is a company that is pretty close to Laser Hard, and some of their products are laser hardened (it’s not the same but it’s a similar application). I was aware of them. Laser hardening has been around for a long time. I think what’s made it more attractive nowadays is that the laser equipment itself has become more affordable. It’s not a new process, by any means. I would assume that it’s been around since lasers have been around.
Success with Laser Heat Treating for RIDGID® (16:40)
Doug Glenn: You’ve been through the decision-making process, and you’ve got it up and running. I assume you’re happy with what’s going on now. You’ve got it down now, and it’s a relatively smooth process?
Nic Willis: Absolutely. We’re looking at bringing the process in-house in the next few years. I’d like to say that it’s a dream of mine to see it done here on site in Elyria.
Doug Glenn: Looking back on the whole process of moving from wanting to bring it in-house, to deciding to go with laser — is there anything you would’ve done differently now, knowing what you know?
Nic Willis: That’s a good question. I think one thing that I really learned through the process was anytime you’re switching from a tried-and-true process to something new, whatever your reasons may be, it takes some time to get people on board. [blocktext align="left"]I think one thing that I really learned through the process was anytime you’re switching from a tried-and-true process to something new, whatever your reasons may be, it takes some time to get people on board.[/blocktext]
Like I mentioned earlier, we were setting the parameters with the laser, doing the metallurgical testing, doing the life testing — it wasn’t a bang, bang, bang type thing. More and more people were brought into the discussion. The commercial side has to be addressed, as well. There are always some question marks when you’re moving from one supplier to another, and that took some time.
I don’t know if I’d do anything different, but I’d tell myself to be a little more patient, given the opportunity.
Doug Glenn: That’s probably the great lesson, honestly. It does take patience and a little perseverance because you’ve got to prove the process. You’ve got to prove it, not only metallurgically, like you said, but you’ve got to prove it commercially.
Nic Willis: From the conceptual stage to when we actually were putting parts into the field, it was probably about two years.
Doug Glenn: When you first started, how long did you think it was going to take?
Nic Willis: I thought it would be relatively quick!
Doug Glenn: Right. A 6-month process turns into 2 years, easily, huh?
Nic Willis: Exactly.
Doug Glenn: Are there any other thoughts regarding the whole process of that transition or laser heat treating or anything that you’d like to share?
Nic Willis: A challenge that I’ve run into is you see success with one product line, and you want to see how far you can take it and expand it to these other product lines. We talked about how sometimes it’s not a good fit. I mentioned that with some of the gears and larger cylindrical-type components. I think induction definitely still has its place.
I’m working on some projects to bring some of our induction parts in-house. In these cases, based on case depth, part geometry, and things like that, induction, in some cases, is a better fit than laser. Although in this particular case, it made sense to switch from induction to laser, it’s not always a one-for-one type switch.
Doug Glenn: That’s excellent advice; you’ve got to take each part in its turn and figure out which is the best process for it.
About the expert:
Nicolas Willis is metallurgist/heat treat supervisor at Emerson Professional Tools — RIDGID® TOOLS. Nic is the metallurgical authority for all Emerson Professional Tool operations worldwide. He has been leading the modernization of the heat treatment department throughout the company, upgrading capital equipment and developing new processes to improve safety, increase throughput, and improve quality of RIDGID and Greenlee brand products. He was elected to the position of secretary of the Cleveland ASM chapter in 2020 and has served on the Research Committee of the Heat Treat Society.
We have the honor to speak with another Heat Treat Legend in our industry, John L. Becker, president and founder of Heat Treat Equipment. Doug Glenn, publisher of Heat TreatToday and host of this podcast, has been chatting with the legends walking among us who’ve been involved with the North American heat treat to get a sense of where they’ve been, what they’re doing, and what advice they would share with the current generation. “Tenacious” is the word that comes to mind from this conversation.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
A Summer at Ford Motor Company (01:20)
Doug Glenn: John, you were the founder and owner of the J.L. Becker Company which was recently purchased by Gasbarre Furnace Group. You’re no longer associated with that company, since you sold it. You are associated with Heat Treat Equipment, Inc., which you also started.
Contact us with your Reader Feedback!
How did you get started in the heat treat industry?
John Becker: It goes back to the summer of 1964 when I had been going to a junior college, and I started dating my wife. Her father was in the steel division at Ford Motor Company, and I needed a summer job in 1964. Through his contacts, I was able to get a job there. My position was very "prestigious." I had my own tool; it was called a broom! Through sweeping up, I was a first-class janitor. Then, I was able to move up to a helper’s position.
In working there for the summer, I saw a lot about the making of steel and the production processes. I used to hang around the lab, because in the summer, the lab was air conditioned; and I could pretend that I was interested in that area. By the end of the summer, they asked if I would consider going on co-op for metallurgy. I thought, “Well, that sounds easy. I can do that,” not realizing what I was in for.
"I received a BES in 1968" Source: Western Michigan University
I started in metallurgy, and worked for Ford and went to Western Michigan University where I received a BES (Bachelor of Engineering Science) in 1968. During that time of co-op, I worked and took classes. I used to take classes at Wayne State, Lawrence Tech, and other places where I could get some hours or get a class.
After I graduated, they put me in an area called the AADGO (Automotive Assembly Division General Office) where I was a fastener engineer. We were dealing with nuts, bolts, screws, and washers. I started visiting heat treat shops. At the same time, they put me on the MBA management program through the University of Michigan.
There were a lot of people in Rockford, IL, that made fasteners. One of the areas we were concerned with was heat treating. That thing called the Delta or appendix C, the Q101 (Quality 101 points) for Ford. I would go around inspecting plants, and I got to know several people in heat treating. I was a bit fascinated by it.
In 1970, Ford laid me off. I was still finishing up school, and I had a child. I actually started teaching school part time and did that for a while. I was a “the permanent substitute,” so I would work a lot of different days. That was quite enjoyable!
I started working for a company that sold high temperature materials: conveyer belts, etc. and was pretty successful. I looked at what I was getting paid. At this company, some reps were getting 10%. I was getting a salary and expenses, and I understood that it was a pretty good deal. But I still looked at reps and figured I made 10% of that value.
Starting a Business in a Basement (06:18)
I decided to really go on my own, and I started the J.L. Becker Company out of my house as a rep. I had four principals, and a few others in the industry. I didn’t represent these, but I could sell their products. Two examples were the wire mesh conveyer belt of Canada and I Squared R, which provides silicon carbide heating elements. We had a line of hearth plates, thermocouples. I became the Lockheed engineering rep. Because of that, I called on a lot of OEMs like Surface Combustion and Atmosphere Furnace and others.
"My dad gave me an old phone." Source: Unsplash.com/Nguyen Dang Hoang Nhu
We built it up. Everybody in Michigan had a basement. My dad had given me a used desk and, in those days, you had a phone that was wired to the wall. My dad had given me an old phone, so I started a company. In the basement of the house, I had a little cubby, about 4 ft by 7 ft, and that was my world headquarters.
After 6 months, I started to interview for a new job with salary and benefits, and all the things I didn’t have, because it wasn’t as great as I thought.
I had been calling on Monroe Auto Equipment in Monroe, Michigan. Monroe Auto Equipment has four plants that do powdered metallurgy; they make components for shock absorbers. I had become friends with a guy there, Fleming Pruitt. I still remember his name to this day.
He called me and asked for a particular product. I got a price for it, called him back, and he said, “I made a mistake. I didn’t want 20 pieces, I wanted 200.” I was going to make 10 bucks a piece or some number like that. All of a sudden, I was, like, “Whoa!” That started it.
Then I got another order, another order, and another order. Over time, I started thinking: “Why don’t I have some of my own products where I can control the price?” I could buy it for X and add my overhead to it.
Growing the Business (09:13)
In 1974, I moved to an office in Livonia, Michigan. It was in a multitenant-type building, and the fellow had rented two spots, and there was one empty office. I started there. I ended up hiring a gal by the name of Carol Campbell, right about then, for $90 a week and no benefits. She did an outstanding job for me. Around 1976, I hired Dave Peterson. Dave still, as you know, works with me today. I couldn’t chase him away. I tried and failed.
"I added another piece of the puzzle." Source: Unsplash.com/Nathalie Segato
From there, I added another piece of the puzzle. Each year we expanded. I got busy enough where I visited someone who I was selling different components to, and they had a piece of equipment they wanted to get rid of. I had visited someone else the day before who was looking for the same thing. I didn’t have to be that bright to understand that this guy wanted a dollar, and this guy was willing to pay two dollars. That worked out pretty well, and I did that a few times. But then the next time I did it, the person said, “You need to take it out.” So, I was able to; there was a group of guys and my office, at that time, was right behind Holcroft in Livonia. I got to know a lot of guys that worked there, and they would come and work for me on weekends. We would dismantle, move things, and ship them out.
Eventually, I got a little shop. I hired a fellow, whose name is Charlie Hatala, who now has Great Lakes Industrial Furnace. Charlie ran the shop, and then we started refurbishing equipment.
Then, in 1978 or 1979, BorgWarner Corporation in Michigan asked me if I could build a tempering furnace. I was doing maintenance for them installing components. I did a lot of brazing and sintering furnaces and some batch furnaces. They needed to do temper. I said yes, having never done it before.
Eventually, we figured it out.
I hired an engineer who worked for us part time for a while, and the shop became a busier situation. We started to build some equipment.
I hired an engineer, a fellow by the name of Don LaFore, who has now passed away. Don came in and helped shepherd us along to do design work. We started to build some belt-type furnaces for sintering and brazing. There were other people in the industry who had small operations to do refractory work or do electrical. We leaned on those individuals and started to build.
By 1980, I had two guys in engineering, Dave in sales, Carol in the office, and my wife, Eileen, was our CFO, as she still is today. It just went from there!
By 1983, we moved to another larger building.
In 1989 we moved again, and then in 2000, we moved to an even larger facility.
So, we had gone from about $700k–$800k to about $25 million in my last couple of years. In fact, we have equipment we built in the Ukraine for which my son, Matt, did the startup. We just looked at it in satellite, and it’s still standing and hasn’t blown up yet. That particular system, we duplicated twice for Russia.
Becker Goes International (14:16)
We built equipment in Israel, Dubai, Saudi Arabia, Thailand, and China. Korea was the first place, out of the country, where I sold a piece of equipment. That was right at the beginning, probably in the later part of the 1970’s, maybe very early 1980’s.
"We built equipment in Israel, Dubai, Saudi Arabia, Thailand, and China." Source: Unsplash.com/Lucas George Wendt
At Ford Motor Company, there was a research scientist; he was a Korean doctor. He had gone back to Korea to head a thing called KIMM (Korea Institute of Machinery and Materials) and he called me and ordered a furnace. We built the furnace, a research-type sintering furnace and endo generator, and I actually went to Korea and did the startup. That was one of the first international ones. We’ve shipped equipment to Canada, to Mexico, and to quite a few different places.
At 68 years old, in 2011, I sold the company to Gasbarre.
Becker’s Network in the Heat Treating Industry (16:02)
Doug Glenn: Give us a recap of some of the people with whom you’ve interacted.
John Becker: There was a startup company in around 1970/71 called Custom Electric Furnace, where Tim Mousseau worked as an engineer. Charlie Hatala was basically the president and shop manager. They had all come from a company called Alexander Engineering which goes way, way back.
I started repping them, and I sold a few furnaces for them.
Another guy that was repping around there was Jeff Smith; he worked for the which represented a company out of New York that made heat exchangers. Jeff came up with the idea of making his own heat exchangers, and that’s when they started SBS Corp.
During that same time period, I became friends with John Young. John’s father had Perfection Heat Treating Company, and his father, unexpectedly, died just before Christmas around 1976, I believe. John and I became friends. His wife’s name was Eileen, and my wife’s name was Eileen. We both had degrees in metallurgy; our backgrounds were very parallel to one another.
John and I ended up buying the heat treating company called Steel Improvement Company, and John ran that company successfully for about 10 years. Also, John and I got in on a few other companies too.
1984 and 1985 hurt the heat treat industry in Detroit, so we ended up liquidating both those companies.
Just like Jeff Smith, people from, refractory people, we interfaced with so many people here. In the metropolitan Detroit area, you have everything you can think of: Electrical supplies, wire, refractory, engineering help, machining, fabricating, steel suppliers. Everything is right at our fingertips. You have a real cornucopia of support-type people from lawyers to accountants to medical to whatever. It was a good place to nurture a company.
Like I said, we built the company up, and I was really motivated to sell.
In 2009, my oldest boy died. That hurt me personally, obviously. Then, in 2010, my younger son, Matt, who’s kind of a Mensa kid, announced he was going to leave to open a brewery. He has been extremely successful.
Then, Gasbarre approached me. My thoughts of passing the business on to my sons were trash, so I sold the company. After I sold it I consulted with them for a couple years; it was all part of the contract. I realized I really didn’t want to get out of it; I had pulled the trigger a little too quickly.
I’m 79, and I still work almost every day. I love the business, and I’ve come to know so many people in the business that I interface with. I’ve had some very, very strong supporters over the years for the equipment that we’ve built.
One guy that was probably the nicest guy — you couldn’t have asked for a better friend — was Jim Hendershot who had Carolina Commercial Heat Treat. Jim sold it to Gibraltar and on and on. Now, most of their plants are part of Bodycote.
John’s Supporters (22:32)
Doug Glenn: Are there two or three people who had a significant impact, people that encouraged you to carry on?
John Becker: You know, I really can’t point to anybody individually. Obviously, my wife was a supporter. She was burdened with the accounting side of the business.
"It was more people believing in me..." Source: Unsplash.com/Brett Jordan
I had a lot of different people. There was a buyer at Ford who was very supportive. Another guy at AC Spark Plug up in Flint; I did a lot of work for them and built several pieces of equipment. So, it was more people believing in me and believing that I could do the job and giving me the opportunity to do it.
My best friend just passed away a week ago (he was a Ford dealer). He would listen to me all the time and give me advice. He had built up a company where he was the number one Ford dealer for 1921 and 1922 in volume, worldwide, in the small little town of Livonia. It was very prestigious. He was a very well-liked individual. He gave me a lot of advice about not trying to micromanage, about giving up control and giving control to other people, hiring people and trusting them to let them do their job, and how to treat individuals. I think I learned a lot from that.
John’s Significant Accomplishments (25:20)
Doug Glenn: What are one or two your significant accomplishments?
John Becker: Dave Peterson worked with a company (and I won’t mention their name), and I joined him. This company had bought a used piece of equipment and did some converting on it to do a process. They had built one, and then we built their next one and “upgraded” it to the next phase.
We worked on the design and built and built and built it to where they had about 50 of these units. I think, between myself and Gasbarre, there may be 55 of them built. If you look at it, it’s roughly a million dollars apiece; they were very successful. They were using my son, Matt, who developed the software and automated all the controls to mass flow sensors, etc. This was early on before a lot of things that we have today. If you look back, this was all new technology at the time.
That was a “feather in our cap,” and that was a whole team. The engineering department did the engineering, the shop and the people in fabricating all had ideas and those were incorporated into it, and Matt redeveloped the software and the controls and developed all the programming. Before they had a lot of mechanical and timing issues where a bell would ring and an operator would have to do something, this was all automated. It took the operator out of what was a 30, 40, 50-hour process.
It’s very successful. That shows how the whole group pulled together and did it.
"I'm tenacious like a bulldog..." Source: Unsplash.com/MattODell
My success has been talking. Sales. I’ve been able to connect with people. I’m tenacious like a bulldog on an ankle; it’s hard to get me off. My middle initial is “L” and I tell everybody it’s for “Lucky.” I’ve been very fortunate to have a very loyal group of individuals. Like, we’re here now at Heat Treat Equipment. Bill Richardson started me in 1980 and was chief engineer and is with me now. Dave Peterson was my sales manager since 1976/77 and is with me now. The people in our shop, I did not solicit them. They came to me. When I had J.L. Becker, they were the ones that made the clock work.
I would go out, do the sales, contribute to them, and try to close the deal. I had more people — we had four or five gals, plus the CPA, plus my wife in the office, for insurance, employee benefits, payroll, paying the bills, etc. That worked very well, but that wasn’t my department. I looked at it macro work, but the micro work was done by all of them. They were very organized. The same was true for the shop and in engineering.
I really have to say they’re the ones that made the business keep moving. I would come in and say, “I’ve sold another standard piece of equipment except everything is different.”
Lessons Learned (30:43)
Doug Glenn: Over your work career, were there any disciplines that you developed? Were there any disciplines you developed you felt were beneficial for you and for your company?
John Becker: I can’t think of anything specifically. They always say, “Never quit. Never take ‘no’ for an answer.” So, I never quit. I used to tease some of the other guys because they would call on a customer for years, literally 4–10 years, and nothing would happen. Then, there was that lucky change in personnel. All of sudden, everything started to happen. We became “their guys.”
I was tenacious, and I listened. I do a lot of talking, but people don’t realize I do listen. Understanding, in sales, what does your customer want, what’s the expectation? I’m not going to pick on any other company, but some, more or less, “fell from the catalog.”
I always thought we were willing to change to try to modify or make our equipment fit our customer’s needs, not our customer needs fitting our equipment. We always went in and would change things. As I said, “Another standard piece except everything is different!”
I know when I sold the company, Gasbarre enjoyed quite a bit of repeat business from our customer base. I think our customer base was loyal; the loyalty came back from being loyal to them. We, like everyone else, had problems. My point was: We need to fix the problem, not fix blame. We didn’t worry about the cost. When it was done and resolved, then we could go back and look at it to find out if the problem arose from something we did, was it improper usage, etc.?
We never walked away from a problem and trust me, I had them over the years.
Doug Glenn: Did you ever lose any big money on them?
John Becker: Yes. More than once, and we lived to tell about it! The problem was sometimes I was quick on the draw. A guy that draws fast can shoot his foot off. The gun goes off a little too quick. Every time I would try to jam a square peg into a round hole — like I said, I was tenacious. I would fight and fight and fight for an order and get it and get creamed.
Work-Life Balance (34:55)
Doug Glenn: How did you handle work-life balance?
John Becker: It was never a struggle. I worked 6 days a week; when the kids were growing up, I coached baseball. I had a soccer team I coached in Northville for both my boys. We loved Florida because my grandparents were down there. My mother’s parents were down there, and my parents moved there. I had a brother and sister that lived there, etc.
We started going down to Florida very early in our lives in the 1970’s. We took vacations with the boys. There are plays and things they did at school; we did all that. We had a pretty good life.
Over the years, I’ve developed a lack of memory. When I walk out the door of work, my memory just falls off somewhere. I’m driving home and when I get home, I can’ remember things. Even though Eileen was involved in the business, I didn’t go home and talk about the business. I left it at work.
[blockquote author="" style="1"]One thing I’ve learned is that the work you didn’t do today will be there tomorrow. The work will be there.[/blockquote]One thing I’ve learned is that the work you didn’t do today will be there tomorrow. The work will be there. Early on, I did a few things. I missed a funeral for a friend that I still look back at, 30 years later, and say, “I could’ve cancelled or rescheduled those appointments, and I could’ve gone there.” I still think I should have gone to the funeral, and I didn’t and I’m sorry, today. The appointments that I went to never turned out to be anything.
I’ve always carried that around, that I should have been there for that person even though they had passed. You make decisions, and I think you’ve got to remember that a lot of these things will be there tomorrow that you don’t get to today.
Advice to Young Leaders in the Industry (37:48)
Doug Glenn: Were there one or two lessons you learned along the way, words of wisdom you would give?
John Becker: Send your resumes out somewhere else? Find a different career! I don’t mean that; the industry has been good to me.
I think that one of the things for younger people, especially in sales, is this: I would go work on a sale and I would think, “Boy, I’ve got this thing,” and find out I lost to a competitor, not realizing the purchasing guy’s brother-in-law was my competitor. So, understanding the politics of situations, the relationships. I’ve had people that I’ve been very, very close to and they would go out for bids, but I knew I was getting the work. Get to understand the relationship, who they’ve worked with in the past.
The other thing I think is important is technical society. I belong to ASM (ASM International, formerly known as the American Society for Metals). I used to belong to MPIF (Metal Powder Industries Foundation), the APMI (American Powder Metallurgy Institute).
I was one of the original associate members of MTI (Metal Treating Institute), but actually I was an MTI member back in the 70’s because we (John Young and I) owned the heat treat shop. John was the member, and I was the alternate. They were very, very down on a salesperson, like me, coming to those types of meetings. I did go to a couple. In fact, the very first or second meeting that Lance ever had, I met a guy who was from out in Oklahoma, by the name of John Hubbard. That was back in, probably, 1980, roughly, ’81 maybe; it was in that time.
Doug Glenn: So, for those who are listening that might not know, Lance Miller was the executive director of the Metal Treating Institute (not anymore, Tom Morrison is currently in that position). John Hubbard ended up being the CEO of Bodycote for years and years.
John Becker: I think in establishing relationships, try to be as honest as you can with your customers. There is a certain point that, I think, to maybe be a little guarded in your answers. Be as honest as you can without giving away your company secrets or whatever. Say you’ve had something in the background in your company that’s gone on and it’s affecting something. You don’t need to broadcast that, but you should maybe tell your customers you’ve had some issues that are going to delay or change things. That’s the best thing.
Just be yourself; don’t try to be somebody else. And you know what, if you don’t come home laughing and having a good time and enjoying yourself, you’re in the wrong business.
About the expert:
John Becker, president at Heat Treat Equipment: Founder and president of Heat Treat Equipment (est. 2011), has a long and distinguished career in the heat treat industry as the founder and long-time president of J. L. Becker Company, a manufacturer of new furnaces and heat treat equipment.
In a special Heat Treat Radio episode, three managing directors based in SECO/WARWICK Group’s North American companies speak with Doug Glenn, host of this podcast and Heat TreatToday founder and publisher, about the working synergy amongst heat treat and metallurgical market efforts. Watch, listen, and learn about how Earl Good, managing director at Retech; Marcus Lord, managing director at SECO/WARWICK; and Peter Zawistowski, managing director at SECO/VACUUM, lead the North American market with their heat treat solutions.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet the Managing Directors (01:20)
I want to start with Peter Zawistowski, managing director at SECO/VACUUM Technologies, one of the newer companies of the SECO/WARWICK GROUP. Then, we have Marcus Lord, managing director at SECO/WARWICK Corporation. Both of those companies are currently located in Meadville, western Pennsylvania. We also have Earl Good, managing director at Retech Systems, LLC, located in the Buffalo, NY, area.
Contact us with your Reader Feedback!
Earl Good Managing Director at Retech Systems, LLC Source: Retech
Earl Good: I’ve been with Retech 6 years in April. Time has flown by fast. There have been, certainly, some interesting developments with Retech over the years. We relocated the business from Ukiah, California to Buffalo, New York. We originally had an office on Main Street in Williamsville in 2018. We found a new facility here that allows us to do manufacturing and assembly as well as have office space. We have about 40,000 feet for manufacturing and assembly, 10,000 square feet of office space. We are actually looking for additional space because of the growth and development we’ve experienced over the last few years.
When I came into Retech, there were some issues and some challenges that the company was facing. We’ve overcome those, and we’ve certainly moved in a good direction.
Prior to Retech, I was with Metso Minerals. I worked with Metso Minerals for about 13 years. I was moved through various positions there. My last position, for the last 7 years, was the vice president of ETO (“engineer to order” group). I was responsible for four different divisions on a global basis and increased that business from about 150 million euros to about 250 million euros a year. It became the second most profitable division within Metso.
This opportunity came along, and it was a different challenge. That’s what piqued my interest here.
Marcus Lord Managing Director at SECO/WARWICK Corporation Source: SECO/WARWICK
Marcus Lord: I’ve been with SECO for 9 months now. I came on board at the end of June (2022), basically looking at reestablishing the SECO/WARWICK manufacturing footprint in Meadville. That’s a “work in process” right now, rebuilding the team. We have a considerable amount of folks that are looking at retirement and trying to pass on some of that legacy knowledge to new people to spur additional business growth.
Prior to SECO, I worked for Carpenter Technology Corporation for 3 years, metal manufacturing for specialty alloys. Prior to that, I did two greenfields, one for Oerlikon Metco and one for Wyman-Gordon PCC. Both of those were powder atomization materials, so a lot of “end use” more so than manufacturing of the equipment, which gives me a good understanding of what people want from equipment.
Peter Zawistowski Managing Director at SECO/VACUUM Technologies Source: SECO/VACUUM
Peter Zawistowski: I’m in Meadville, PA. It’s hard to say how long I have been with SECO/WARWICK. I’ve been there 20 years, officially, but to be honest, it’s been since as long as I can remember that I’ve been around vacuum furnaces. I was basically born inside a SECO/VACUUM furnace, so that’s how long I’ve been with the company.
I’ve gone through several different positions: service engineer, engineering, sales, and currently, managing SECO/VACUUM here in the U.S. We are responsible for our vacuum furnaces for North America.
Doug Glenn: For those who don’t know: the global headquarters for the SECO Group is in Poland. Peter actually comes from there. You agreed to relocate your family, and you’ve been in the States now for how long?
Peter Zawistowski: For quite some time; I think it’s 10 ½ years or 11.
Doug Glenn: Peter is the link back to Poland which we will talk briefly about.
Markets and Products (07:00)
Can you give a snapshot of the markets you serve and the products you supply?
Peter Zawistowski: 50% of our products are single chamber furnaces, standard from toolbar up to 25 bars of gas quench furnaces multigraphite.
The next would be vacuum oil quench furnaces in which we’ve developed a new design, I believe, 15 or 20 years ago. This is where, I think, we are leading the market. I believe the competition is 5 to 10 years behind us in this product.
We have a lot of new developments or new products like pit LPC, like 4D Quench, which is like a single piece quench. We are always looking for some custom projects. We like those; we are not afraid of those and we can do them.
Doug Glenn: In a nutshell, SECO/VACUUM Technologies is dealing primarily with vacuum heat treat furnaces and all things around that including any type of specials, customs, etc. That’s where your strengths are. Marcus, how about SECO/WARWICK Corp.?
Marcus Lord: SECO/WARWICK Corporation has a pretty big portfolio of equipment. Right now, I know a major view is on CAB lines. We’re seeing a lot of inquiries on the continuous or controlled aluminum brazing process as well as aluminum processing equipment for annealing large coils of aluminum or sheet and foil-type aluminum. Then, back to some of the roots as atmospheric-type furnaces, so roller hearths, mesh belt and things of those sort. Those are, basically, customized to the customer’s preference, so we have a huge catalog. Lately, we’ve sold some actual aluminum melting-type furnaces, so large tilt melting furnaces.
Doug Glenn: Earl, let’s go to you.
Earl Good: We supply vacuum melting equipment — melting of metals and alloys that have a high melting temperature. Our typical industry markets are aerospace, medical, defense, and energy storage. Our primary furnace types are the electron beam furnace, a PAM (plasma arc melting) furnace, and a VIM (vacuum induction melting in a bar). We also have powder atomization technology and our melt spinner technology.
R&D in melting is growing for us, because we have a couple different furnaces we can operate. We have a lot of customers who don’t have the need for an excessive amount of material. They don’t want to purchase a furnace, so they come to us asking us to melt a certain amount over the course of a month or a year.
We have a broad base of technologies that we can offer the market, which is good, because some of the aerospace work can be cyclical in nature; but the other furnaces and other options that we have make up for that.
We work with mostly titanium, nickel, and various alloys associated with aluminum and nickel.
Technological Niches (11:25)
Doug Glenn: Is there a specific technology that you feel is really your company’s strong suit? Something you really feel comfortable doing?
Earl Good: I’m going to highlight two different technologies: I think our PAM technology, or plasma melting technology, is the best on the market. We have more installations than anybody out there. All of our furnaces have, basically, satisfied their performance requirements.
PAM Furnace Source: Retech Systems, LLC
Another area I’d like to highlight is our powder technology. We’ve been a little bit behind some of our competitors in the market, but we’ve really developed some good things that are going to provide opportunities for us in the market. We have a number of customers coming to us to look at those opportunities now. I think those are probably the two most unique and best that we have to offer.
Peter Zawistowski: Our single chamber vacuum furnaces are one of the best in the world, currently. We also have some new products. We are trying to get to the market our 4D Quench furnace. It is a special system to vacuum carburize and then single piece quench. This is the unit we are implementing in the U.S. We are getting good references, and we are getting great results.
4D Quench Furnace Source: SECO/VACUUM
We are also focused on LPC, in general. All of our furnaces are equipped with LPC which, I think, the industry is moving to vacuum carburizing. That’s the big focus right now with SECO/VACUUM.
Doug Glenn: People are saying in many areas in heat treat, we ought to be focusing much more on quench than heating. Anybody can heat the thing up. The real key is, can you quench it? Especially when you’re talking about surface hardening and things of that sort.
Peter Zawistowski: Exactly. And in 4D Quench, this is where we can control the distortion to the level close to gas quenching; that’s the key to success.
Marcus Lord: I would say that our CAB (controlled atmosphere brazing) lines are probably the best in the world. We have a lot of competitors that we’re seeing pop up out of Asia, but I believe that we still hold the market share for that type of equipment. Like many of our other pieces of equipment, we are able to customize based upon what the customer really is needing to achieve.
I would say that with the big push to reduce carbon footprint of these manufacturers, SECO still has the technology for their bayonet electric heating processes. We’re not held up by somebody else supplying us with that type of product; we can build that in-house and supply a very efficient furnace when it comes to electric heating.
New Technologies (15:20)
Doug Glenn: Does SECO/WARWICK have anything to offer in the aluminum market?
Marcus Lord: In Poland, we are starting to offer the vortex 1 and 2.0, which is being developed. Those are options we are going to introduce along with predictive maintenance programs that have been developed out of Poland.
Doug Glenn: I want next ask about new technologies, things that either are currently commercialized, or soon to be, that you feel good about. Peter, why don’t we start with you? What do you think as far as vacuum technologies?
Peter Zawistowski: We have quite a few new technologies, but I think I will tell you more about LPC. As I said, all of our products are equipped with vacuum carburizing. I think that this is where the industry is going right now with the current trend of limiting the carbon footprint and sustainability. I know that in the U.S., it’s maybe not that common right now, but you are aware that most or all of the big European companies will have to report carbon footprint starting in 2024.
If any of the U.S. companies would like to do business with Europe, like with German automotive industrial airbuses of the world, you’ll have to do the same. To do that, you have to limit your carbon footprint.
"To do that [facilitate business in Europe], you have to limit your carbon footprint." Source: Unsplash.com/Matthias HeydeIn carburizing, you must switch technology. Right now, the most common carburizing technology or equipment is Integral Quench (IQ) furnaces, and you must do something with it. There is a need. It will happen that there will be a switch to low pressure carburizing; this is where we can help.Earl Good: A lot of our furnaces are customized. Through the R&D trials and toll melting we do, we are able to develop new technologies. There are two areas that I want to highlight.We put some time and effort into developing a small-scale atomizer that is more like a lab-type atomizer. Ours is a little bit more robust than our competitors’ units, and it has more capabilities. For example, you can melt different materials on it. We’re very eager to get that out into the market and make our first sale.
The second is our plasma gas atomizer. We do receive a lot of interest in this product right now. It’s different from what’s out there. Much of the market today, as far as powder and atomization, is batch process; the yields are not great. We believe that the plasma gas atomizer will increase yields. It allows ongoing melting which is going to provide a lot of options to customers who have the need for a more robust process, as far as their powder production.
We’re really excited about both of those and getting those out.
Doug Glenn: Is development of those products driven by the AM market 3D printing?
Earl Good: Yes, but you have universities and others who want to do things on a smaller scale, on the trial basis so as to not invest a significant amount of money. They want to see that the technology is going to work or see the products they’re developing. There is a real need for that, and I think there’s a need for something more robust than what’s on the market.
Marcus Lord: We have new technologies on aluminum processing.
The Vortex 2.0 is a new technology. I believe three Vortex 2.0 systems have been sold and are not yet fully commissioned. This will give us an upper hand on how we go about heating our materials on an efficiency standpoint, especially when we’re looking at the carbon footprint and how we are going about processing our materials.
Other than that, we have some technologies based on a customer preference, technologies that may not be a staple or standard on all our equipment.
Collaboration (22:53)
"Is it helpful that you’ve got the three separate companies working together?" Source: Unsplash.com/krakenimages
Doug Glenn: There are very few thermal processing technology companies that have the breadth of capabilities from everything from atomizing, arc melting, heat treating, vacuum heat treating, and air atmosphere heat treating. How do you cooperate to synergize these technologies? Do you find it beneficial, and/or is it helpful that you’ve got the three separate companies working together?
Earl Good: In my opinion, we haven’t worked great during my previous years here. We do get along. I think we have the opportunity to work together much more as we move forward. We started to do that in some different areas. We’re looking for a facility, right now, to spread our U.S. footprint for manufacturing and assembly. I think it will be a shared work facility.
Each of us brings a different set of skills and talents to the industry. We have the opportunity to leverage some of those to the benefit of the whole. Products are in demand that are made in the U.S., and I think we’re going to be in a good position to service that market. I think all of us are in positions where we’ve seen our businesses start to grow and improve, so I think it gives us a great opportunity to work together.
Marcus Lord: I think it is beneficial to have collaboration amongst all three of us and our different businesses. We’re able to support one another, especially from a technology aspect. If there are questions, you have an outreach program, and we are open to work with each other. Like Earl said, we’re all looking to expand. SECO Corp is looking at making an expansion and still retain the offices in Meadville, but we’re also looking for another location to be able to give us a little bit more bandwidth.
For my group, we’re looking at a lot of operations happening in Mexico. That’s something that we really need to look at from a support aspect. Being three businesses relatively close to one another, it is overall beneficial for all of us.
Peter Zawistowski: It’s not only beneficial for us, but I it is beneficial for our customers. For example: Earl is offering a furnace, and my equipment is like auxiliary equipment to his, so we can offer a full package to the customer. We have expertise across the three companies that we can support and provide all that is needed to customers. I think that is a big benefit.
Manufacturing in the United States: Present and Future (26:50)
Doug Glenn: How has manufacturing in the U.S. been in the past and what are the future plans?
Earl Good: I can throw a couple comments out. Our past manufacturing in the U.S. was done out in Ukiah, for Retech specifically. Ukiah is a great place for wineries and vineyards, but maybe not an industrial furnace manufacturer!
Originally, there was a desire for us to leave all manufacturing and assembly in the United States, by the past CEO, and then we found this facility here in Buffalo. The new CEO, Sławomir Woźniak, said, “Hey, could you guys do some manufacturing and assembly here?”
I said, “Yes!” I think my chin hit the floor, and I was drooling because I thought it was exactly what we needed.
We have the 40,000 square foot facility here that we’ve already filled. We have a customer base that wants more manufacturing and assembly. Having additional manufacturing and assembly, with what we have within Retech — in Poland, in some of the areas, China, and India — gives us a way to support all of our customers’ needs. Some customers are looking for low price options, some want things built here in the U.S. As we become maybe less globalized and more centralized as far as focus, I think we’re going to be able to support all of those different needs for our customers and do it well.
Peter Zawistowski: We are looking to start manufacturing and assembling vacuum furnaces here in the U.S. As Earl said, we had our facility in Ukiah; we had our facility in Meadville. We had two or three companies in the U.S., and we were doing it in different places. Now, we would like to consolidate and leverage the fact that we have three companies here in the U.S.
"It’s not only about manufacturing. We are also thinking about bringing some R&D activities here to the U.S." Source: Unsplash.com/Getty Image
It’s not only about manufacturing. We are also thinking about bringing some R&D activities here to the U.S. Currently, I think that more often we sell technology, not furnaces. We would like to be able to provide that service to our customers, as well, here in the U.S.
Marcus Lord: Manufacturing was part of the deal of me coming on to SECO. It was really to reestablish what was being done.
Whether or not it makes sense to do full-blown manufacturing (because that’s a huge capital expense upfront) is one thing, and then, of course, training people to be able to do the processes. It makes more sense for us to actually do subassemblies or manufacturing of maybe a smaller part of what we’re looking at, as far as the equipment, and being very specialized on what we do manufacture. That will leave the larger projects either internally or external. As you said, we can’t be really good at everything we do, so we’ll pick and choose what we’re really good at and just exploit it from that point and then grow.
Doug Glenn: There have been major supply chain disruptions over the last couple of years. Can you address supply chain issues for each of your businesses? Are you seeing any difficulties? How much is re-shoring driven by supply chain issues?
Marcus Lord: Part of the directive is to try to be able to control our supply chain and also have better control of when we’re able to deliver equipment — that’s key for most of the customers. They want lead time even more than price. Where we’re seeing the impact for our pieces of equipment is definitively PLC systems. Outside of that, we don’t see much of a disruption. Maybe with some high nickel product that we use in our bayonet heaters; outside of that, it’s restricted to those two items.
Peter Zawistowski: I think we can see the supply chain getting better. But it’s not only the supply chain, it’s also transport cost and time. Right now, we would like to ship the equipment from overseas; but it’s twice as much money and twice as much time. That’s another problem we would like to address.
Earl Good: I think the supply chain varies. What’s kind of unusual in the market right now is you have a project where part of the supply chain works well and the other part not so well. Then, with the next project, it’s the exact opposite. The feedback I get from a lot of suppliers and even some of our customers is that they still have a difficult time finding people, and when you don’t have the people it’s hard to deliver.
Generally, things are improving and hopefully they continue to go in that direction. In the electronic PLC control-type technology, that’s where we see the biggest delays, as Marcus has indicated. That’s an area that is not showing signs of getting better right now. I think, as some of these chip manufacturing facilities come online, you’ll see a big improvement there.
Doug Glenn: How would you categorize upper management in Poland and their vision and their support of what’s going on in North America?
Peter Zawistowski: Expansion in North America is one of the primary goals on the group level right now. All of us are getting a lot of support from the group management. [blocktext align="left"]Expansion in North America is one of the primary goals on the group level right now.[/blocktext]This is the philosophy of the company. We have companies in India; we have companies in China and in the U.S. That’s why we have companies in the local market because they understand the market the best. Our company, in my opinion, is very important.
Doug Glenn: Do you characterize the presence in Europe as being supporting but not micromanaging? They’re giving you freedom and giving some goals to hit and saying, “Go at it, team.”
Peter Zawistowski: There is a direction we all follow but, yes, we have a lot of freedom, ultimately, in the U.S.
Earl Good: I think the support has been great. I think we are given a lot of flexibility as far as how we go about our business and operating it. I think there is definitely a desire to see us grow in the U.S., and I think they’ll give us the tools, the technology, and the ability to do so.
Doug Glenn: Some people, in North America, will say that it’s going to be very difficult for SECO/WARWICK (any one of these three companies, not just SECO/WARWICK Corporation, but SECO/VACUUM or Retech), to survive in the North American market because they have a global headquarters in Europe. What do you say to people that would say that?
Marcus Lord: I would definitely tell them that’s untrue. This is actually the second company I’ve worked for that has most of their operations in Europe. Both of the companies have been very, very successful at going out and putting their footprint on the industry and the marketplace and actually providing equipment, depending on the technologies, that is far superior than what our competitors have.
As far as being able to go into North America: There are directives, there are things you have to follow, but that’s with all corporations. At that point, they might want others to believe we won’t be successful because we’re European-driven, but that’s very untrue.
As Peter has said, we have a lot of autonomy to run the business, we have objectives, we have KPIs that we have to hit. The major idealism is to be profitable and have quality product. With those, it’s easy to drive a business to be successful; it doesn’t matter where it’s managed from.
Peter Zawistowski: My competitor in vacuum heat treating has headquarters in Germany, and nobody seems to care. I think it’s normal. We have a big presence here in the U.S., and that’s all the better.
Earl Good: I think I would add that our competitors try to push that our headquarters are in Poland and maybe our products aren’t as good. I’m a firm believer that if you deliver a good product on time, if the product starts up well, and if you take care of your customer, it doesn’t matter where your headquarters are. Customers are going to find you. They’re going to enjoy the experience and come back to you. We’re seeing a lot of our customers come back to us for additional equipment. I think that our competitors can push that all they want. The reality of it is, if you deliver on your customer’s needs, you’re going to have success.
The Future of SECO/WARWICK in North America (37:53)
Doug Glenn: What are you optimistic about regarding the future of your specific company?
Earl Good: That’s a broad-based question, but we had a very good year in 2022. I think we’re headed to a very good year in 2023, and our focus is on continuing to grow, continuing to develop products that the market needs and wants. I think we have some good things that we’re working on in R&D, so I’m very optimistic about our future and about our direction. We’re on the right path and doing a lot of the right things.
Heat Treat Radio Source: Heat Treat Today
Marcus Lord: With SECO/WARWICK Corp., we closed the year out with a very large sale. That is continuing into 2023 where we have a growing backlog which is good. It shows we’re continuing to service the industry and also providing quality equipment. I don’t foresee that diminishing at all; I just see it growing. As we support one another, that’s the best way to continue our paths.
Peter Zawistowski: We will continue to grow. I see a big opportunity for us in the U.S. SECO/VACUUM is a fairly young company; it’s 5½ years old. I think we will get more market share by having satisfied customers.
Doug Glenn: What is most exciting about what you’re doing in the market right now?
Marcus Lord: I guess I’m a workaholic, so that really helps. I’m actually on vacation right now and here I am working. I’ve been doing emails and that’s just part of the business, right? For me, it’s putting the bridges back in place that should have always been there, that deteriorated just through the history of SECO Corp. along with SWSA, and really growing the label. All I’ve heard is negativity and what that negativity does to me is it actually drives me to make the business better. It’s more personal than it is a corporate thing because I like proving people wrong. That’s what drives me.
Earl Good: I think the energy comes from the fact that we’ve made tremendous progress over the last 5+ years. We’ve seen Retech change our image in the market; there were definitely issues and problems. The fact that we see customers coming back to us with repeat orders indicates that we are delivering to our customers, meeting their needs, and satisfying them.
I always say if you go above and beyond the customer’s expectations, everything else takes care of itself. That’s where I’d like to leave it. I think we’ve made great progress and I see good things in our future.
Peter Zawistowski: Personally, I like the fact that every day is different and every customer is different. One day I will talk to a heat treater because he needs a furnace to heat treat nuts and bolts. The next day we have to develop a new power train for a helicopter, or we have to set up a reactor for new fusion energy. I don’t think there is any other industry or anything else than heat treating that you can actually touch a number of different industries. That’s what I personally like and what drives me every day.
About the experts:
Earl Good, president and managing director at Retech Systems: He graduated from Penn State University, where obtained a Bachelor of Science Degree in Electrical Engineering. Eight years later, he received a Master of Business Administration Degree from Lebanon Valley College. Earl has spent a majority of his working career with three different companies, General Electric Environmental Services, Marsulex Environmental Technologies, and Metso Minerals. He has held roles of increasing responsibility throughout his career, including various management positions. Earl Good was appointed to the position of Member of the Management Board of SECO/WARWICK S.A. starting on January 2, 2019. Currently Vice President, Business Segment Vacuum Melting & Managing Director at Retech Systems LLC.
Marcus G. Lord, president and managing director at SECO/WARWICK USA: He earned his Business Administration BBA Executive Management degree at Cleary University. He has worldwide executive leadership experience in innovative manufacturing processes, operational excellence, sustainability initiatives in the supply chain, and operations management. Marcus has served in a multitude of roles, including Manager of new tooling and dies repair( at National Set Screw (PCC)), Director of operations( at Wyman-Gordon and Oerlikon – Metco), Executive Manager BMO (at Carpenter Technologies), General Manager – Manufacturing (at Carpenter Technologies). Currently President and Managing Director at SECO/WARWICK Corp.
Peter Zawistowski, Managing Director a SECO/VACUUM, USA: He graduated from Technical University of Czestochowa where he earned a Master’s Degree in Material Engineering. He also graduated from Executive Program in General Management (EPGM) from the Sloan School of Management at MIT (Massachusetts Institute of Technology) completing extensive training in a variety of business management courses. His work experience at SECO/WARWICK began in 2005 as melt team service manager. In 2009, he assumed director duties of the vacuum carburizing furnace group. In 2013, became Global Product Manager of the vacuum carburizing and vacuum oil quenching group and in 2014 ascended to the General Manager position for product management and sales at SECO/WARWICK Corp. in Meadville, Pennsylvania. Currently, he is Managing Director of SECO/VACUUM, North America’s newest vacuum furnace company.
Today’s Heat Treat Radio episode illuminates how Gary Sharp, founder and CEO of Advanced Heat Treat Corp, began the company. Heat Treat Radio host and Heat Treat Todaypublisher, Doug Glenn, will hear from Gary about the technical highlights and capabilities of ion nitriding, including: common applications, real-world benefits, and true limitations.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Contact us with your Reader Feedback
Advanced Heat Treat Corp.’s Beginnings with Ion Nitriding (01:20)
Doug Glenn: We’re going to be talking about nitriding, specifically, ion nitriding. Gary Sharp has a long history with the technical aspects of ion nitriding.
Tell us a little bit about yourself and Advanced Heat Treat.
Gary Sharp: I started with John Deere in the Chemistry department. I have a degree in Science Chemistry. Then I went into various other areas: production support and different management positions before I ended up ultimately leaving to start Advanced Heat Treat.
The way I became oriented and introduced to ion nitriding was a company who we had done work with wanted to sell John Deere some new technology. They came in for some meetings, and we had several meetings with top management. But in 1979/80, that was one of the first real downturns in the ag market. So, Deere wasn’t really interested in taking on a new technology at that time. While I was still interested, I talked to various management people. Ultimately, I got permission to invest and investigate, on my own, the ion nitriding process.
Doug Glenn: Even while you were still at Deere?
Doug Glenn (l) and Gary Sharp (r) Source: Heat TreatToday
Gary Sharp: While I was still at Deere, but I had to do it on my own. All of my vacations, my holidays, and things were spent doing market surveys, talking to various potential users and so forth, in the marketplace, to see if it had a “fit.” Because, obviously, when an equipment supplier comes in, everything is nice and rosy and so forth and the equipment works for everything. That’s not always the case, of course.
After discussion with the management, they gave us permission to continue our investigation. From 1979 to 1981, we did a lot of research. I took vacations and went and did market surveys with different potential customers and found out that ion nitriding still seemed to have a lot of the glitz and the shine from the company that came in to talk to us.
We went ahead and, after a period of time and evaluation, put together an investor base. We put together a building, equipment was purchased, and then we began to do ion nitriding. We started with a 25 KW lab unit and a 160 kW unit that we would transfer from development into production-sized lots.
Doug Glenn: You say “we,” so this was not Deere though — these were the people outside of Deere — yourself and some others, right?
Gary Sharp: Yes, myself and several others, at the time. Unfortunately, some things happened and partnerships are not always the easiest. That dissolved, and it was pretty much me and my wife and our employee base. That was the start anyway.
The trouble is, early on, the small lab unit worked fine, and we could do out development; but it didn’t transfer over to the larger production unit. We kept having power supply issues. This went on for months and months and months. Ultimately, I had to get legal involved. That churned around for over a year, probably. Here we’re trying to have a startup business and, at the same time, we’re fighting with everything else. The building came together, the lab we put in worked well, but we just had issues.
We weren’t aware of how many pieces of equipment had been sold in the marketplace by this company until we got into legal, and then we started having more serious discussions. They replaced the power supplies with a new source and solved the arc suppression problems and some of the things that were taking place. Basically, we would get into the range of an unstable arc discharge; and instead of heat treating we were melting the parts. Unfortunately, we couldn’t keep many customers doing that! That got resolved, we got additional equipment in the settlement, and then we took off.
Doug Glenn: When did you actually start the company?
Gary Sharp: 1981/82 timeframe.
From the market surveys, we knew there was considerable interest. Obviously, we went back to some of those folks and started doing some development work with them, particularly on applications where ion nitriding was a significant advantage over some other treatments. Where I was in Iowa, they were doing gas nitriding on cylinder liners. Again, with the market going south for a while, they weren’t interested in any new technologies; and they just continued to do the gas nitriding.
Doug Glenn: So, you ran through a little bit of legal issues. When would you say was the first time you felt you were up and running?
Gary Sharp: I think last week, maybe! It took a while.
In our investigation, we found out they had sold quite a few pieces of equipment; and they’d all been mothballed and put on the shelf. In a way, it was a bad deal, but it was good for us because we had the solutions to fix them.
I went around and purchased equipment, 10 cents on the dollar, and bought additional capacity. We would get up to around 70–80% capacity on one vessel, and then I’d go buy another. I’d get that up and established in our plant. It worked out quite well for us, being dumb and stupid, I guess.
Gary Sharp: It kind of evolved over time. We’ve got 50+ units now — ion nitriding as well as gas nitriding. The nitriding field has been our baby for many, many years. We’ve done a lot of development with other suppliers to make sure the applications they run are using the right process.
What Is Nitriding? (09:03)
Doug Glenn: Let’s talk a little bit about nitriding. Then I want to hone in a little bit more into ion nitriding. What is nitriding? How is it different from ion nitriding? What are we doing, and why do we do it?
Gary Sharp: Nitriding is a case hardening process. It is used on a variety of components to improve wear, abrasion resistance, fatigue strength, etc. It’s generally a lower temperature process (than, say, carburizing or anything like that), so you don’t have the resultant distortion and post machining requirements that you do with some of the existing treatments that are out there.
Nitriding is a case hardening process. It is used on a variety of components to improve wear, abrasion resistance, fatigue strength, etc.
As you mentioned, there is ion nitriding, there is gas nitriding, there is salt bath nitriding. All three do similar things, they just have different requirements. Obviously, there are materials and chemistry that are involved with each of those materials, but you can nitride almost anything, at least putting a compound zone or an outer layer on that’s very abrasion resistant. Where the process gets developed is when you have alloy (Chromalloy, malatium, aluminum); these are nitride formers which, combined with the nitrogen at and below the surface, give you a diffusion zone that has longevity and a very high hardness.
Doug Glenn: In the simplest terms, nitriding is in one sense hardening the surface of a metal by infusing nitrogen, basically. It’s done in a variety of ways, and that’s what I wanted to ask you a question about.
If the total universe of nitriding is 100%, what percent of that, do you think, is gas nitriding, salt nitriding and ion nitriding? Your best guess.
Gary Sharp: I’ve heard different numbers. Ion nitriding has grown significantly over the years. Up until that point, gas nitriding and salt bath nitriding were probably 70/80%, I would guess. Ion nitriding is quite visual — it has a purple glow. That’s why I’ve got this purple tie on.
Doug Glenn: I was going to ask why you have the purple tie on. I wondered why www.ahtcorp.com is purple.
The purple glow Source: Advanced Heat Treat Corp.
We won’t go into the details of gas nitriding or salt nitriding; that can be a topic for another day. Let’s talk a little bit about how ion nitriding gets the nitrogen into the surface of the metal. How does that happen? How does that differ from, if you will, gas and/or salt?
Ion Nitriding (13:40)
Gary Sharp: It’s a diffusion process. If you look at a piece of equipment, a hearth plate is a cathode in a DC circuit. The vessel wall is the anode, and the gas is your carrier.
Through the transfer of energy, you bombard the part with ions and neutral atoms. They transfer their kinetic energy, and that is what actually heats up the parts. In the early years, that was the only way you could heat the parts. Later came more developed equipment.
Now, you have auxiliary heating in the walls which adds some advantage, but it also adds a little more complexity in terms of keeping and maintaining a current density on the part adequate to diffuse into the metal itself. Sometimes you put it in a vessel, and you turn on the power supply. All the energy is coming from somewhere else, and you don’t actually diffuse or harden the part itself. It’s been solved, obviously, over the years.
Doug Glenn: Are you making a positively and negatively charged item?
Gary Sharp: The ions bombard the surface.
Doug Glenn: Right. The ions bombard it because they’re attracted magnetically?
Gary Sharp: Yep. And they transfer the kinetic energy. That’s what heated the workpiece up in the early equipment. Like I said, in later equipment, they had auxiliary heating, as well, in the chambers.
Applications of Ion Nitriding (15:17)
Doug Glenn: Typically, what are some of the more common applications? Is it mostly agriculture, like John Deere?
Gary Sharp: By no means. When I was still at Deere and left Deere, we made sure we didn’t have conflict of interest. I didn’t even solicit any Deere parts, and that went on for quite a few years. Since, we’ve done parts for them and so forth.
Anything that has high wear and abrasion. One of the advantages that we haven’t talked about is the ability to selectively harden and the ease of masking. “Ease of masking” means instead of using copper paints or stop-off materials, you can just interrupt the plasma from touching that surface. If you have some threads, you just put a nut on there. It blocks the plasma from touching the threads, and they won’t get hard. It is a physical block. And you have maybe an 8–10 thousandths/8–15 thousandths gap and you still don’t diffuse beyond the masking itself.
There are a lot of ways of masking parts with ion nitriding. Those are generally done on customers’ parts that are repeating, so you don’t have to paint them every time they come in. You let the copper paint dry and all of that. We would just use mechanical masking and just use them over and over. They basically last forever.
Doug Glenn: I’ve heard one of the other real advantages of ion nitriding is blind holes and areas like that where gas flow wouldn’t necessarily get. Even salt might have a little of bit of difficulty getting in there.
Gary Sharp: It is an advantage. There is an L/B ratio we must be aware of. You conform that plasma to go down in the hole, if it intersects itself with the other side (it’s called hollow cathoding). That is extremely hot and can melt the parts.
That’s what we learned early on, before we got some of the equipment issues resolved, is that we would get in that unstable arc discharge range. We’d basically melt the work piece. And the customers weren’t happy with that!
Doug Glenn: It’s a bad day when you open the furnace to a pool of metal. That is not a good day!
We’ve got certain benefits there. Any industry, you’re saying, can do it, anywhere where there’s high resistance. So, automotive parts, yes?
Gary Sharp: Automotive, aerospace. We did the submarine gear for the Seawolf-class submarine, 35,000 pounds, 160 inch diameter. That ran, probably, 400+ hours. Not because it was big, but because they had an extremely deep case requirement. The diffusion took longer, particularly at the lower temperatures that you run, versus other kinds of treatments.
Sea-wolf class submarine Source: Wikipedia.com/Defense.com News photo
Doug Glenn: With ion nitriding, you are typically below the temperature where distortion could occur, I believe. So, you shouldn’t have to do post hardening processes.
Gary Sharp: Yes. That is one of the big advantages, for sure. We found that one of the reasons a lot of our customers transition out of one process into ours was because we eliminated some subsequent operations which they typically had to have and reduced their cost. Even though it wasn’t a direct cost in nitriding, it definitely affected that.
Challenges with Ion Nitriding (
Doug Glenn: What are some possible challenges with ion nitriding?
Gary Sharp: Loading a chamber and the part spacing you need, depending on what level of backing they’re going to run at, will determine how wide the plasma is. That, in turn, affects then how close you can put parts together or close to each other so that you still get treatment on both products or both pieces. And it does allow you to do mixed loads of different types of things, depending on the level of vacuum and how wide the plasma that you’re conducting surrounds that part.
This is a concern, and that’s why we review all those. Generally, we even run some test samples for the customer. We let them compare our metallurgy with theirs before they commit even further production loads.
We had a steering torsion bar we probably ran 10,000 pieces in a load. We masked the bottom portion of that because it got cross-drilled in the assembly and, of course, they didn’t want to have to drill through a hardened piece of material. Consequently, it worked out really well for us; and we did that for 15/20 years.
Special Consideration: Parts Cleaning (22:17)
Doug Glenn: I have heard that when you’re ion nitriding, part cleanliness is a critical part. Can you address that?
Parts cleaning Source: Advanced Heat Treat Corp.
Gary Sharp: Yes. Of course, we clean everything before it goes in the chamber. Typically, it has been either with an alkaline wash or vapor degrease to get rid of any contaminants off the surface. The early part of the cycle, when you turn the DC power supply on, you begin to sputter. So, any oxides and things like that on the surface get sputtered away before you actually ramp up and start the diffusion phase of the cycle.
Cleaning is important. If you have plating, that often blocks out. If you have dirty parts, that will prevent nitriding. Or, an even worse case, it will sputter off and onto other parts and then you contaminate those as well. Cleaning is an important part of the equation.
Doug Glenn: Are there any other common misperceptions about ion nitriding that you would like to address?
Gary Sharp: I don’t know any more. Back then, when we first started, that’s how we learned some of the things we did, of course. The spacing is important, the gaps are important so that you don’t hollow cathode. And, as you touched on a little bit ago, the cleanliness; if it’s really dirty and contaminated, you’re going to have a void in that area and it won’t nitride. Even a fingerprint could cause an issue.
Cleaning parts it’s getting more difficult, right now, with the push to restrict the use of vapor degreasing and things like that. We have to come up with other cleaning methods that are suitable and still meet the end-product requirements.
Wear and abrasion are big benefits. Treating parts at a low enough temperature that you don’t have distortion. You don’t have to set up and post heat treat machine. Those are all key benefits from the process itself.
It’s repeatable. Over and over, we do thousands and thousands of parts and loads at our different locations. It’s been quite successful for us.
Ion Nitriding and FNC (26:07)
Doug Glenn: Can you put ion nitriding (or nitriding, generally) in perspective with things like ferritic nitrocarburizing, maybe carbonitriding? Where does it fall on the scale? What are the differences between those processes?
Gary Sharp: Ion nitriding is most effective when you have Chromalloy, malatium, aluminum, and those types of elements in your product. Of course, with carburizing, that’s not a requirement. With carbonitriding, typically, it isn’t a requirement. Both of those processes are done at considerably higher temperatures which then gets you back into the questions: Is the part going to distort, do we have to post heat machine?
Doug Glenn: I have one last question for you about people who, potentially, could use your services, but I want to dive a little bit deeper into your company before we wrap up. You’ve got three locations, now, correct?
Gary Sharp: We have four.
Doug Glenn: Four locations? Where are they?
Gary Sharp: Three of them do ion nitriding and the nitriding process. Here, in Waterloo, we have the corporate headquarters where we have the largest ion nitriders. As a matter of fact, we are installing one right now that will do parts upwards of about 30 feet. We have Waterloo, Iowa, and we have the two facilities here in essence where we started. It was risky enough, leaving John Deere, without going somewhere else.
Here, in Waterloo, we have the corporate headquarters where we have the largest ion nitriders. As a matter of fact, we are installing one right now that will do parts upwards of about 30 feet.
Then we added Michigan. Dr. Ed Rolinski was our key “go-to” guy up in Michigan. He lived with me for a year and half. Meanwhile, we were building the facility in Michigan; so he could go back to it.
Then we started a plant in Cullman, Alabama. We’ve got the central Midwest pretty well covered with all types of applications. We’re starting to add some other types of treatments: the black oxide treatment® to kind of subsidize the ion nitriding, if you will.
Doug Glenn: Let me wrap up with this question: Let’s say there is a company out there, a manufacturer, who currently is doing some sort of a case hardening process. They’re thinking, “I wonder if I should look into nitriding/ion nitriding.” What would be your guidance for them? What questions should they be asking themselves?
Gary Sharp: Companies have to go through the some of the same steps we did early on — testing, making sure the parts/the treatment they select is repeatable, and it fits their end-use.
It’s rather expensive equipment. Some equipment is in excess of $600,000–$700,000 apiece. Depending on the size, they can get even more expensive than that.
We do make some of our equipment, now. We have in the past, particularly, when there were things that weren’t available.
If you’re looking to outsource ion nitriding, you’d start first with the material chemistry and see what materials are used. It has to fit the requirements of the end application, as well. That’s probably the biggest thing.
Then, if it’s got alloy in it and you figure out your case steps and your diffusion requirements, next you would do some development testing on parts and see how it worked in the application and go from there.
Doug Glenn: And it’s probably best just to ask an expert! At least call and check it out.
Is there any part (or maybe there is more than one) that if you have this part, you shouldn’t even consider ion nitriding — it’s just not going to work?
Gary Sharp: In ion nitriding, a key thing to be cautious of — assuming the material is compatible with the nitriding reaction — is wide holes, or holes we can’t conform the plasma tight enough to reach. In those cases, you’d have hollow cathode and then you’d have a melting issue or damage to the parts.
Parts that have to be nitrided all over can also be problematic. Oftentimes, in those cases, you would nitride for half cycles and then flip them because where it’s sitting is actually getting masked, where it’s sitting on the hearth plate or on your fixture plate or something similar. So, those are the kinds of applications that you have to give more thought to.
Doug Glenn: We appreciate your time, Gary. You folks have been around a long time, and your reputation is one for doing great work. I hope people will get in touch with you.
About the expert: Gary Sharp founded Advanced Heat Treat Corp., “AHT” for short, in 1981. The company initially went to market with its UltraGlow® ion nitriding & ion nitrocarburizing services, but since then, has expanded its offerings to also include gas nitriding, gas nitrocarburizing and UltraOx® as well as more traditional heat treatments such as carburizing, induction hardening, carbonitriding, through hardening and more.
For more information: Contact with Gary or learn more about Advanced Heat Treat Corp. at www.ahtcorp.com, or call 319-232-5221.
To determine what safety standards are relevant in your heat treat operations and be prepared for the future, tune into this special Heat Treat Radio episode. We’ll walk through the OSHA.gov website with our guest and expert safety consultant, Rick Kaletsky. Rick will help you understand how to use the website and find relevant standards, definitions, explanations, and more to make sure your heat treat operations are in compliance. He will also bring these navigation skills together at the end with two case studies.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Contact us with your Reader Feedback
Rick Kaletsky with his book on prepping for and responding to OSHA inspections Source: Rick Kaletsky
Bethany Leone: Welcome everyone to another episode of Heat Treat Radio. We are sitting down with Rick Kaletsky. He has a lot of experience, as a consultant, with occupational safety. Rick, can you tell our listeners and viewers a little bit more about yourself, your background, and anything else you want?
Rick Kaletsky: Thank you. I’ve been in occupational safety for 50 years. I live in Connecticut, always have. The main parts of my career were 20 years with U.S. Department of Labor (OSHA) in Connecticut. As a compliance officer, I conducted hundreds of inspections. As assistant area director, I assigned and reviewed thousands, and held informal conferences. On many days, I acted as area director for the whole state, but still through the federal office.
Rick is an expert on Muhammad Ali. Source: Rick Kaletsky
I’ve been on my own as a self-employed safety consultant for 30 years. Although I’ve done a wealth of inspections in that situation, I’ve pretty much gotten into now, in almost all cases, working for attorneys. These very serious occupational injuries, and occasionally nonoccupational, like trips and falls in a mall, etc. I testified either by deposition or in court more than 60 times, and I’ll provide information about a book I wrote (see end of transcript, or purchase book here). Sidenote, the book I wrote about Muhammad Ali is even better than the OSHA book!
Bethany Leone: We’re here with Rick to specifically navigate osha.gov.
Rick Kaletsky: It is osha.gov. It’s important for everyone to know, please do not use .com, .net, or .edu. You’ll get something else.
United States Department of Labor Occupational Safety and Health Administration Source: OSHA
I have the screen in front of me now. This is United States Department of Labor Occupational Safety and Health Administration. You all should see a red banner across the top. It’s quite user friendly. You can use it for many, many purposes. It’s free — why not use it? You can use it to find OSHA standards. You can use it to find directives and interpretations which give you an idea of what are some special things about standards that do not appear in them:
For instance, an interpretation is generally when Johnny Smith from the ABC company in Nebraska writes to OSHA and wants to know, “Regarding this standard, am I in violation if . . . Or what are alternative means, etc.?” OSHA will answer. But those answers are not in the standard, so there are some special things there.
A directive is a similar thing that the national office of OSHA communicates to its people in the field, mainly for compliance officers who do inspections, on how to view certain situations, how to look at what might be a violation or what is not a violation.
You can also use this site for tutorials, for finding publications, downloading them, printing them, and certainly to find the records of companies. You will find, not their injury and illness record, but rather, when they were they cited by OSHA for allegations, and which particular standards.
In roughly half the states, the federal government enforces the standards. Now, there is a Nuclear Regulatory Commission; there is a railroad administration — there are a few things that aren’t covered and few people working absolutely alone.
Just figure: If you have an employer-employee relationship, barring some unusual exceptions, they’re covered by OSHA. If you figure we have a small family heat treating business of 6 people, yes, you’re in.
In about half the states, the federal government does the enforcing. In the other half, the state does the enforcing. A few states have even addressed standards and come up with rules (laws) that federal OSHA doesn’t cover, like ergonomics.
If you’re in a federal state, you are dealing with 29 CFR (Code of Federal Regulations, 1910 ). Some iterations of CFR 1910 refer to exits, some to powered industrial trucks or vehicles, some to lock out/tag out, some to personal protective equipment, some to ladders, etc.
Some of the states that do their own enforcing and use the exact same standards as OSHA. For the heat treating industry, it is going to be 1910 point. There are a few that begin with something like 1902 or 03, regulating injury/illness records and posters. Just about everything else is 1910. So, that tells you a lot about standards.
To find an OSHA office, click on “Find an OSHA office.” The offices are organized by state.
The offices are organized by state. Source: OSHA
In Maine, there’s a federal OSHA office in Augusta, Maine and in Bangor, Maine. You might have to figure out which one covers you if you have a question.
Now, every state has a consultation program. As a relatively small company, you can get the state to come in for free as long as you’re not in the middle of an enforcement inspection. You could say, “I don’t want to pay a private consultant.” The state comes in, and they tell you what they think is wrong. If you’re concerned that they’ll run back to federal OSHA — no, no; they know that that would freeze your interest.
They will tell you what needs to be done, where you may be breaking the law, and they give you a while to deal with it. There is no penalty. Will they run back to the enforcement people, whether it be the federal people or the state people? They will not . . . unless you steadfastly refuse to correct something even with extensions of time.
"Standards" and "Law and Regulations" Source: OSHA
We’re going over to “Standards," and you see the arrow that points down. When you hit that, you see “Law and Regulations." For now, let’s try that.
When we hit “Law and Regulations” on the left there should be a column where it says “General Industry." These are the federal numbers for standards, but they often apply to states anyway. Here we find specific standards. I’ll try to stop on a few.
On the left, you’ll see “Ladders” and that goes back into 1910 point 20. You’ve got to know whether you’re talking about a stepladder or an extension ladder or a fixed ladder.
“Walking/working surfaces” applies to anything to do with fall protection. In your industry, that could mean you may a mezzanine that doesn’t have perimeter protection or a tie-off to a person. And sometimes you have somebody working on top of a furnace, more than four feet high. If that person isn’t protected, there is a problem.
Where in these standards do I find heat treating? Source: OSHA
Where in these standards do I find heat treating?
Well, it’s possible those particular words are somewhere, but there is no particular section here just for heat treating. There are very, very few specific industries that have a section that is dedicated to them. But pretty much all of 1910 can apply whether you manufacture submarines or bowling balls, or you just have a store or a warehouse or an ice cream factory.
Let’s look at “133 Eye and Face Protection”. This is what I really wanted to show you. See it says “Standard Interpretations”?
"Here you're right in the standard." Source: OSHA
Now, there are other ways you could have done that by just the general OSHA search bar “Interpretations” or “Eye protection interpretations” perhaps. But here you’re right in the standard. So, when you hit “Standard interpretations”, we see “Request to provide” list of corrosive materials and concentrations requiring use of emergency eyewashes and showers. That actually applies to another standard also, it’s not just eye protection. It’s the fountains. Let’s hit “Request to provide”.
Here someone wrote to OSHA and said, “When do I need an eye fountain or eye protection or both?” And OSHA wrote back and said, “Well, there might be some twists, this isn’t all encompassing. This is where we try to answer your questions.”
Emergency eyewash station Source: Heat TreatToday
Many years ago, a heat treater comes to me and says their company got cited for a problem with dip tanks. Now, this standard has been changed since. Dip tanks are an example, when you read that standard, you should always see what the application and scope are.
Does this apply to me? But with dip tanks, it gets so specific that you’ve got to have this kind of substance, and this is only if dip tanks have so much volume or so much surface area, etc. Well, they got cited for a few things.
I said, “Let’s look at the standard. Not just the way it applied and is shown on the citation but the complete writeup of the standard.” Is your dip tank this size or bigger? Yes. Does it have this much stuff in it? Yes. Is it flammable? Yes. Well, they got you. You’re going to have to do what it says.
The heat treater said, “But, Rick, we’re not even concerned about this penalty, but to correct that is going to cost us well over $100,000 because of permits and outside location.” I said, “I don’t know what I can do for you.” They said, “Do something!”
So, I found an interpretation or directive which did not get added to the standard that indicated an alternative abatement to what I said. Not even all the compliance officers get to remember these things.
It said as long as you also have a written plan, and you have redundant extinguishing automatically, even though that, in itself, is not required by a standard. If you do these special things, don’t sweat the reservoir.
I went into the office with him, in Massachusetts, and even the assistant area director said, “What are you showing me? I’ll get back to you.” And he looked it up and said, “Well, the[blocktext align="left"]And according to this company, it saved them tens and tens and tens of thousands. So, you do need to know where that kind of thing is in the whole body of the standards.[/blocktext] citation stands, but abatement will be considered complied with if you just do this other thing which is a lot easier.”
And according to this company, it saved them tens and tens and tens of thousands. So, you do need to know where that kind of thing is in the whole body of the standards.
Now, before I go too much further on the standards, when I mentioned application and scope, don’t forget to look at definitions. Sometimes, very close to a particular standard, it will literally say definitions. Other times, at the beginning of a subpart, it has sets of standards, and this is not as complicated as you might think. You’ll see this when you go in. It might have the definitions up front. So, somebody might say, “Well, aren’t most things obvious?”
Just to give you an example: In the world of OSHA, “a hole” and “an opening” are not necessarily the same. So, sometimes whether you have to do something or whether you supposedly violated a standard, it has to do with the definitions.
Definitions help you follow the standards. Source: OSHA
You will also see exceptions sometimes. You’ve got to read carefully.
“Topics” is the next one. It has some, but not all, topics.
You can also use the “Search OSHA” option with key words. There is also an A-Z index.
“Help and Resources” and “News” are also available.
Under “News,” — on March 9, 2023 — we have an item about an auto parts seller. The point is, they got a bill for 1.2 million dollars. Are they going to argue that? Sure. I want you to know there are some serious penalties out there. The penalties went up again in January of 2022. That is the maximum allowable for OSHA to cite under different categories.
Now let’s look at the A-Z index.
A-Z Index Source: OSHA
There are publications under “P”. You don’t have to get them sent to you, and they print less. Now they want you to download them, or they’re in English or Spanish. They’re not all-encompassing. They might say that this is not a substitute for a standard. But there are other things under there.
There is something I really want to show everybody in the A-Z list. Look under says “Data and Statistics” and the “Establishment Search”. “Establishment Search” means a particular company and specifically where they are, where OSHA visited. It doesn’t matter if corporate was in another state.
Now look at “Search Inspections” by NAICS (North American Industry Classification System). It shows that near the bottom of this list. A SIC code is a standard industrial classification.
What does that mean?
Every company has given them a SIC number.
"What the federal government likes to use now is an NAICS number." Source: OSHA
What the federal government likes to use now is an NAICS number.
Metal treating is generally 332811. You can find that with key words on the left.
Now, everybody who makes pillows, let’s say, could be a 35062. Everybody who is primarily a septic tank service is a 17682, and every department store is a 48605.
When the government does that, it can start to get close to figuring out in what industries there are the most problems of certain sorts. And you can find here, where is says “Frequently Cited OSHA Standards”, what is most commonly found in your industry.
Here is a major caution in your particular business. There are certain kinds of factories that are all over the place, certain kinds of warehouses and stores. OSHA is shorthanded, and in the particular coding for metal treating and heat treating, the sampling for a year isn’t that large.
So, when you see these citations, they could be skewed. OSHA might have only gone into a few places, and they may find different things at your place.
Now, let’s go to “Establishment Search”. I went ahead on this so I could give you an example. See where it says “Establishment”? I’m not picking on anybody; as a matter of fact, I found a couple companies that don’t have a lot of stuff, and nobody should be embarrassed or anything like that.
Bethany Leone: We're typing the name of a company into the search engine and reviewing what other items one ought to refine when searching the company records.
Rick Kaletsky: You see where it says 2017–2022? I would not go back more than five years for this reason: This system has a problem with large bites.
So, for this example company, you’ll see the OSHA inspection started September 13th. It was a planned inspection. So, OSHA did not go in to just look at where something bad happened, or just look at a very particular area of concentration that OSHA was doing a priority on.
It gives that NAICS of 332811. It indicates three violations. It was mainly safety.
A safety person could find a little something with industrial hygiene or vice versa — that wasn’t their main reason why they were in. The safety person might have wondered about some hygiene stuff and did an intraoffice referral; a hygienist could come in later. There was a closing conference in October. The case closed in January of 2020.
Let’s look at the violation summary for this company. The only confusion here, is they group citations sometimes. You may wonder how can that say “3” or “1” but below it looks like you see more? I’ll explain how they group some items but overall make all that 1 item.
Originally, OSHA found what they allege to be 3 serious violations, but something happened where it was either contested or they made a deal with the OSHA office. They went in and said, “Look, we’ll be good. It’s a mistake. Here are the extra things that happened.” Or they said, “You’re wrong OSHA. Can we work it out that way? Can you fix this?” So, they had an informal settlement agreement. The initial penalty was $26,000, and it was cut to $7,000.
The way it stands now is this: OSHA doesn’t usually have that many “others”, it’s usually a lot of “serious”, but they made a deal with the company.
Violations chart Source: OSHA
The most important thing here is you don’t have “willful”, “failure to abate”, or “repeated”. Those have a stigma to them. And those dollar amounts could be things you don’t want to get involved in.
So, in the end, here’s what the IT people in DC should fix: Under standard — you see something that looks like, “What? What is that? Is that 19 million or 1 million 900 thousand?” No, no, no we should fix this. 1910.28(B)(3)(ii).
If a person doesn’t have experience with OSHA, they could say, “What is B03, etc.? What is 1 million 900?” It means 1910 point, not a dollar amount. It means the current penalty is nothing, even though the initial was more by informal settlement agreement, and it explains it.
They then group two things. Now what is the 28? We could look it up, but it has something to do with fall protection. 178? Two things to do with power industrial vehicles, probably meaning fork trucks or something similar. 219 has to do with power transmission equipment, belts, chains gears, etc.
That’s how this works. You can look up any company to see how your competitors are doing or to really find out what your history was with OSHA.
Bethany Leone: We are back to the “Establishment Search” and searching another company and scrolling through those results.
Rick Kaletsky: In this example, we’ve dates here. They had an initial penalty of $50,000 and a current penalty of $16,000 — that’s just on “Serious”. Then they had some other things change. The penalty went from $50,000 to $20,000.
I do not want to leave the impression that as you walk into an OSHA office in 2022 and you say, “We’re sorry, can you take $30,000 off?” Don’t bet on it.
You better have a darn good reason to say we really should have a break, you shouldn’t have cited us for it, or there were mitigating circumstances you didn’t know about, or we really would appreciate it if you didn’t call this a “repeat” but called this a “serious”. You’ve got to have something to say.
"OSHA completely took out that 132A." Source: OSHA
In one case here, you see “deleted” for number 2. So, OSHA completely took out that 132A that way. They left off this personal protection one. Now, sometimes they take one out, and they add one. So, this company was cited for 1910.28 and change, that is 28B1i, something to do with fall protection. 132A, that’s not there anymore though, personal protection 147 is lockout/tagout, 215 is abrasive wheel machinery (usually meaning a grinder), and 219 is power transmission equipment.
All this was dealt with by an informal settlement agreement. The company did not contest; it was done by a deal with the office.
CTRL+ F is a great tool for the OSHA website. You may not want to read 80 pages, and with this tip, you can get to these things in a hurry.
Bethany Leone: For heat treaters, this is really important. If you know you’re being cited for something, or if you’re interested to see what type of standards might be pertinent to you. For the heat treat industry, it’s not going to be that particular, but you might find that there are things that you do repeatedly that you need to know about. For example, working on top of a big furnace, this is how you navigate this site.
Rick Kaletsky: There are two things I want to say:
It’s one thing if you call me, we’re going to go on for an hour or so. Then, somewhere along the line I would tell you what I’m going to charge.
However, as kind of special to Heat Treat Today, if any of you want to call me and say, “Rick, this isn’t going to take too long, but I don’t know where find this, I don’t know where to navigate. What did you mean about this?” No charge! Just call me and ask me. If it’s not too long, done! We’ll take care of it right up front.
Bethany Leone: Nice. Thank you!
Is there an email address or a website that they could visit?
Rick Kaletsky: In the end, the most important thing is going to be the phone. There are times when I get an email, and they’ll say something like, “When’s a good time to talk next week?” If you call me now, I’d either say, “If you can’t talk now, let’s set it up right now.” I’m not going to send you an Excel sheet and tell you what blocks I have available. I can maybe give you the answer right now or if you want to do it tomorrow, we’ll have a conversation. To have a lot of back and forth and emails, no. If we’re on the phone, we take care of it. Efficiency.
Bethany Leone: If there’s anything I’ve learned about Rick in the past time that we’ve been able to talk is you like to get things done NOW. And you’re helpful. If anyone is listening -- please take advantage. This is really great of Rick to be offering this to us. Give him a call. He’s a great explainer and great teacher, but also has a wealth of knowledge.
Rick Kaletsky: I appreciate the opportunity to do this. I hope it’s helpful.
Get your own copy! Source: Rick Kaletsky
About the expert: Rick Kaletsky recently finished a book on how a company should prepare for an OSHA inspection and how to respond to the results of an OSHA inspection. This book addresses safety management for loss prevention and compliance. It also dives into practical and in-depth issues and examples that are geared towards maintaining a safer and more healthful work environment, and it delves into creative approaches on how to address occupational safety beyond the standard. If you found today’s episode helpful, go out and grab this third edition (published by the National Safety Council) for your heat treat operations so that you have an easy-to-access tool to mark up and bookmark. You can grab your edition here.
Where did the ±0.1°F AMS2750 requirement come from and how should heat treaters approach this specification, an important change that entails major buy-in? Andrew Bassett, president and owner of Aerospace Testing and Pyrometry, was at the AMS2750F meeting. He shares the inside scoop on this topic with Heat Treat Today and what he expects for the future of this standard.
Heat Treat Radio podcast host and Heat Treat Today publisher, Doug Glenn, has written a column on the topic, which you can find here; read it to understand some of the background, questions, and concerns that cloud this issue.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: Andrew Bassett, president and owner of Aerospace Testing and Pyrometry, Inc., somewhere in eastern Pennsylvania. We don’t know because you’re on the move! What is your new address, now, by the way?
Contact us with your Reader Feedback
Andrew Bassett: We are in Easton, Pennsylvania at 2020 Dayton Drive.
Doug Glenn: Andrew, we want to talk a bit about this ±0.1°F debate that is going on. It was actually precipitated by the column that I wrote that is in the February issue.
I just wanted to talk about that debate, and I know that you’ve been somewhat involved with it. So, if you don’t mind, could you give our listeners a quick background on what we are talking about, this ±0.1°F debate.
Andrew Bassett: To be honest with you, being part of the AMS2750 sub team, one of the questions came up for us during the Rev F rewrite was this 0.1°F readability — wanting to kind of fix this flaw that’s been in the standard ever since the day that AMS2750 came out. With instrumentation, for instance, you have ±2°F (the equivalent would be 1.1°C). At 1.1°C, the question became, If your instrumentation does not show this 0.1 of a degree readability, how can you show compliance to the standards?
Andrew Bassett President Aerospace Testing and Pyrometry Source: DELTA H
Then, it morphed into other issues that we’ve had in the previous revisions where we talk about precise temperature requirements, like for system accuracy testing: You’re allowed a hard number ±3° per Class 2 furnace or 0.3% of reading, whichever is greater. Now, we have this percentage. With anything over 1000°F, you're going to be able to use the percentage of reading to help bring your test into tolerance. In that example, 1100°F, you’re about 3.3 degrees. If your instrumentation doesn’t show this readability, how are you going to prove compliance?
That’s what it all morphed into. Originally, the first draft that we proposed in AMS2750F was that all instrumentation had to have 0.1°F readability. We got some feedback (I don’t know if I want to say “feedback” or "pitchforks and hammers") that this would be cost-prohibitive; most instrumentation doesn't have that readability, and it would be really costly to go out and try to do this. We understood that. But, at the end of the day, we said: The recording device is your permanent record, and so that’s what we’re going to lean on. But we still had a lot of pushback.
We ended up putting a poll out to AMEC and the heat treating industry to see what their opinions were. We said that with the 0.1 readability (when it came to a percentage reading), recording devices would read hard tolerances. So, for instance, an SAT read at 3° would be just that, not "or .3% of reading."
There was a third option that we had put out to the community at large, and it came back as the 0.1° readability for digital recorders, so that’s where we ran with the 0.1° readability.
When it was that big of an issue, we didn’t make the decisions ourselves; we wanted to put it out to the rest of the community. My guess is not everyone really thought the whole thing through yet. Now people are like, ok, well now I need to get this 0.1° readability.
Again, during the meetings, we heard the issues. Is 0.1° going to really make a difference to metal? If you have a load thermocouple that goes in your furnace and it reads 0.1° over the tolerance, does it fail the load? Well, no, metallurgically, we all know that’s not going to happen, but there’s got to be a line in the sand somewhere, so it was drawn at that.
"...that hard line in the sand had to be drawn somewhere..." Source: Unsplash.com/Willian Justen de Vasconcellos
That’s a little bit of the background of the 0.1° readability.
Doug Glenn: So, basically, we’re in a situation, now, where people are, in fact (and correct me if I’m wrong here), potentially going to fail SATs or tests on their system because of a 0.1° reading, correct? I mean, it is possible, correct?
Andrew Bassett: Yes. So, when the 0.1° readability came out in Rev F, we gave it a two-year moratorium that with that requirement, you still had two more years. Then, when Rev G came out, exactly two years to the date, we still had a lot of customers coming to us, or a lot of suppliers coming back to us, and saying, “Hey, look, there’s a supply shortage on these types of recorders. We need to buy some time on this.” It ranged from another year to 10 years, and we’re like — whoa, whoa, whoa! You told us, coming down the pike before, maybe you pushed it down the road, whatever, probably Covid put a damper on a lot of people, so we added another year.
So, as of June 30th of 2023, that requirement is going to come into full play now. Like it or not, that’s where the standard sits.
Doug Glenn: So, you’re saying June 30th, 2023?
Andrew Bassett: Yes.
Doug Glenn Alright, that’s good background.
I guess there were several issues that I raised. First off, you’ve already hit on one. I understand the ability to be precise, but in most heat treatment applications, one degree is not going to make a difference, right? So, why do we push for a 0.1° when 1° isn’t even going to make a difference?
Andrew Bassett: We know that, and it’s been discussed that way. But, again, that hard line in the sand had to be drawn somewhere, and that was the direction the community wanted to go with, so we went with that. Yes, we understand that in some metals, 10 degrees is not going to make a difference, but we need to have some sort of line in the sand and that's what was drawn.
Doug Glenn: So, a Class 1. I was thinking the lower number was a tighter furnace. So, a Class 1 (±5), and you’re saying, that’s all the furnace is classified for, right, ±5? So, if you get a reading of 1000°, it could be 1005° or it could be 995°. Then, you’re putting on top of that the whole idea that your temperature reading has got to be down to 0.1°. There just seems to be some disconnect there.
So, that was the first one. You also mentioned the instrumentation. It’s been pointed out to me, by some of the instrumentation people, that their instruments are actually only reading four digits. So up to 99.9 you actually have a point, but if it goes to 1000°, you’re out of digits; you can’t even read that. I mean, they can’t even read that down to a point.
"So, if you get a reading of 1000°, it could be 1005° or it could be 995°." Source: Unsplash.com/Getty Images
Andrew Bassett: Correct. On the recording side of things, we went away from analog instrumentation. The old chart papers, that’s all gone, and we required the digital recorders with that 0.1° readability, as of June 30th of this year.
Again, the first draft was all instrumentation. That would be your controllers, your overtemps, and we know that limitation. But everyone does have to be aware of it. We still allow for this calibration of ±2 or 0.2%. If you’re doing a calibration, let’s say, on a temperature control on a calibration point at 1600° and the instrument only reads whole numbers, you can use the percentage, but you would have to round it inward. Let’s use 1800°, that would be an easier way to do it. So, I’m allowed ±2 or 3.6° if I’m using the percentage of reading, but if the instrument does not read in decimal points for a controller or overtemp, you would have to round that down to ±3°.
Doug Glenn: ±3, right; the 0.6° is out the window.
Andrew Bassett: Correct. I shouldn’t say we like to bury things in footnotes, but this was an afterthought. In one of the footnotes, in one of the tables, it talks about instrumentation calibration that people need to be aware of.
Doug Glenn: Let’s just do this because I think we’ve got a good sense of what the situation is, currently. Would you care to prognosticate about the future? Do you think this is going to stand? Do you think it will be changed? What do you think? I realize you’re speaking for yourself, here.
Andrew Bassett: I’m conflicted on both sides. I want to help the supply base with this issue but I’m also on the standards committee that writes the standard. I think because we’re so far down the road, right now — this requirement has been out there since June 2022 — I don’t see anything being rolled back on it, at this point. I think if we did roll it back, we have to look at it both ways.
If we did roll this back and say alright, let’s just do away with this 0.1° readability issue, we still have to worry about the people processing in Celsius. Remember, we’re pretty much the only country in the world that processes in Fahrenheit. The rest of the world has been, probably, following these lines all along. If we rolled this back, just think about all the people that made that investment and moved forward on the 0.1° readability and they come back and say, “Wait a minute. We just spent a $100,000 on upgrading our systems and now you’re rolling it back, that’s not fair to us.”
At this point, with the ball already rolling, it would be very interesting to see when Nadcap starts publishing out the audit findings when it comes to the pyrometry and this 0.1° readability to see how many suppliers are being hit on this requirement and that would give us a good indication. If there are a lot of yeses on it then, obviously, a lot of suppliers haven’t gone down this road. My guess is, for the most part, anybody that’s Nadcap accredited in heat treating — and this goes across chemical processing, coatings, and a few other commodities — I think has caught up to this.
Personally, I don’t think this is going to go away; it’s not going to disappear. It’s going to keep going down this road. Maybe, if people are still struggling with getting the types of devices that can have that 0.1° readability, then maybe another year extension on it, but I don’t know where that is right now. I haven’t gotten enough feedback from aerospace customers that say, "Hey, I can’t get the recorder." I mean,
Doug Glenn: I just don’t understand, Andrew, how it’s even physically possible that companies can record something as accurately as 0.1° if the assembly or thermocouple wire is rated at ±2°? How is that even possible that you can want somebody to be accurate down to ±0.1° when the thing is only accurate up to ±2°?
Andrew Bassett: Right, I get that. We can even go a lot further with that and start talking about budgets of uncertainty. If you look at any reputable thermocouple manufacturer or instrument calibration reports that are ISO 17025, they have to list out their measurements of uncertainty, and that gives you only the 98% competence you’re going to be within that accuracy statement.
Yes, I get the whole issue of this .1° readability. There were good intentions were to fix a flaw, and it spiraled. We’ve seen where PLCs and some of these high logic controllers now can show the .1° readability, but they automatically round up at .5°. Are you now violating the other requirements of rounding to E29? Now, I think we’ve closed out the poll in the standard, but you’re right. We were trying to do the right thing. Personally, I don’t think we gave it all that much further thought on that except hey, let’s just make recorders this way and this should be okay.
Doug Glenn: Right. No, that’s good. Let me be clear, and I think most everybody that was involved with the standards are excellent people and they’re trying to do the right thing. There is no dissing on anybody that was doing it. I’m not a furnace guy, right, I’m a publisher — but when I look at it, I’m going: okay, you’re asking somebody to be as accurate as 0.1° on equipment that can only do ±2°. That’s a 4° swing and you’re asking them to be within 0.1°, basically.
Andrew, this has been helpful. It’s been good hearing from you because you’re on the frontline here. You’ve got one foot firmly planted in both camps.
Andrew Bassett: I’m doing my best to stay neutral with it all.
Doug Glenn: Anyhow, I appreciate it, Andrew. You’re a gentleman. Thanks for taking some time with us.
Andrew Bassett: Thanks, Doug. Appreciate it.
About the expert: Andrew Bassett has more than 25 years of experience in the field of calibrations, temperature uniformity surveys, system accuracy testing, as well an expertise in pressure, humidity, and vacuum measurement calibration. Prior to founding Aerospace Testing & Pyrometry, Andrew previously held positions as Vice President of Pyrometry Services and Director of Pyrometry Services for a large commercial heat treater and Vice President and Quality Control Manager for a small family owned business.
At the front of some major developments in heat treat technologies is Slawomir Wozniak, CEO of SECO/WARWICK. Join him and Heat TreatRadiohost and Heat Treat Today publisher, Doug Glenn, as he talks about the latest trends in heat treat, especially the new technologies his company is pursuing and the effect of the War in Ukraine. Read a recent press release with information about the group here.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: The last time we spoke in an interview was in 2019. We were in Germany at Thermprocess, and you were just getting into the CEO position. We’re coming up on 4 years. How has it been? For you personally and for the company?
Sławomir Woźniak CEO SECO/WARWICK Source: secowarwick.com
Slawomir Wozniak: A good question. Yes, it was a very nice time.
Contact us with your Reader Feedback
I was not expecting so many challenges, especially since I took over in 2019, in June. We started to work on a new strategy for the company, for the group, and then Covid came. That changed everything. We had to implement a lot of changes to the company and cope with the challenges. It was a good time, absolutely. Many positive things happened to the company, and we grew up with the business.
We reorganized our companies successfully, especially in China and in the U.S. I have had a great, supportive team ever since I started with the company for more than twenty years. I know all the people very well, and they cooperate and support me every day. It was a very good time for me, and I’m looking forward to another couple of years running the business.
Doug Glenn: Compared to 2020, will this year be a normal year?
Slawomir Wozniak: It looks like it. We still feel, however, the impact of the war in Ukraine and the supply chain deterioration caused by both COVID and the war in Europe. We also reorganized the way we do things in the company.
But you’re right, the business is good today. Although we see some recession on the horizon, this year is extremely good. It’s extremely good in the U.S. but also in Asia and Europe. Pretty much all the markets are growing.
New products were implemented on the market in the last couple of years, so we see a good future.
Doug Glenn: Tell us a little about the 60th anniversary coming up.
Slawomir Wozniak: There is an anniversary coming for RETECH. The company was established in 1963, so next year (2023) we would like to celebrate the 60th anniversary in Buffalo, NY. This is something which energizes the U.S. market.
We would also like to highlight our footprint on the U.S. market because we have three companies. We have RETECH, SECO/VACUUM Technologies, and SECO/WARWICK Corporation. We like to see the companies working together, and we see a big interest from U.S. customers to get equipment made in America. RETECH produces vacuumatological equipment (vacuum melting equipment) in the United States. We would also like to build vacuum furnaces in the U.S. SECO/WARWICK Corporation has been in business for many years, and we would like to continue with production of atmospheric furnaces and aluminum process furnaces. We are also thinking about aluminum brazing equipment we build in U.S.
Doug Glenn: I want to talk about SECO/WARWICK group and strategies. I know you manufacture equipment, but the emphasis has always been on technology.
What can our readers be looking forward to in terms of technology?
Slawomir Wozniak: We are a typical technology, an engineering company which provides technological solutions for our customers. We not only provide equipment, but we provide complete solutions for our customers.
What we see on the market is a deep interest in what we call “green technologies.” These are all the technologies that are in line with reducing the carbon footprint. Our technologies can provide solutions for our customers, like low pressure carburizing (LPC), zero-flow nitriding, and all the other technologies which also reduce the time for the process and energy consumption. We see a big boom because the carbon footprint needs to be reported by our customers.
Interest in "Green Technologies" Source: Unsplash.com/ShubhamDhage
We have to provide a report of what the carbon footprint generated during production of our equipment was. We also must provide a report of what the equipment would produce during a process. We have some solutions which significantly reduce the emission of carbon dioxide. This is what our customers are looking for.
We see a big interest in conversion of heating systems from gas to electric. Customers can buy green electrical energy, but they cannot buy the “green gas” right?
Doug Glenn: Not unless you do hydrogen which isn’t quite ready yet.
Slawomir Wozniak: Right. All these technologies are very much in the interest of our customers. So, this is why we are forcing also, the new development of our solutions to replace all technologies like gas carburizing by low pressure carburizing. This is what we see on the horizon.
Car manufacturers are declaring that by 2035 they will not be producing any more combustion engines in cars. We have a great product for brazing of battery coolers for electrical vehicles, an aluminum brazing process. This equipment is produced in Europe and in China, and we provide the solutions for global OEMs. Also, we see booming technology. With the growth of immobility we also see a growth of our business.
Doug Glenn: Have you seen much of the growth in the green movement? Have you seen it as much in North America as you’re seeing in other regions of the world?
Slawomir Wozniak: We see some interest from the customers. It is not as big as it is in Europe. With the global supply chain, even our U.S. customers, when they produce certain components, they also need to be in line with the global strategy. The end-user is the user of the components which are heat treated in our equipment. The end-user will ask for the certification of the carbon footprint. This is why it is still not on the level as we see in Europe, but we see more and more customers/companies asking for green solutions because they need to also be in line with the trend.
Doug Glenn: It seems the North American market tends to be a little slow on the uptake on these green things.
What light can you shed on the plans for SECO group in North America over the next five/ten years?
Slawomir Wozniak: This is the right time because we are working on the strategy now for the entire group, particularly for the U.S. market. We have three companies in the U.S., and we would like to build more equipment. This is in line with the interest of our customers.
[blocktext align="left"]There is a trend of reshoring and moving business back to North America, particularly to the U.S., but also to Mexico, to better serve the market and provide quicker solutions. We would like to build more equipment in the U.S. A lot of businesses are moving their production from southeast Asia (particularly from China) back to the U.S.[/blocktext]
We can provide the solutions to help our customers to run the day-to-day productions in a cost-effective way with these green technologies, but also with technologies which can reduce the cost of the production, the cost of heat treatment processes, and metallurgical processes. This is why we would like to build more equipment here.
RETECH, our company which provides metallurgical vacuumatology solutions, is very busy with the new locations. We have a lot of projects which are fully made in the U.S. We are now analyzing how to cope with the challenge of the U.S. market to build vacuum furnaces in the U.S.
Today, we only import vacuum furnaces from Poland. In Europe, in general, the lead time of some components is growing. Energy and labor costs are also growing, so we’d like to build vacuum furnaces also in the U.S. to better serve our customers. This would be the main focus for the next few years — to reinforce our operation processes here in the U.S. and also to organize how to serve the U.S. market by local manufacturing.
Doug Glenn: I think it would be helpful to delineate the three companies that you’re talking about, the North American companies.
Slawomir Wozniak: RETECH. We moved from California to Buffalo, NY, roughly three years ago. We have a nice facility. We are quite busy there with production and assembly of vacuumatological equipment.
Doug Glenn: Which is, basically, vacuum melting equipment.
Slawomir Wozniak: Right. Things like plasma equipment, electron beam equipment. We would like to even look for more space because we have so many projects. We still have our office in California, because we still have some good employees who contribute to the performance of the company. We would like to maintain this office in California.
With SECO/VACUUM Technologies, LLC, we would like to start building equipment for the North American market. We have a new setup, a new office, and a new facility with some floorspace where we can assemble the furnaces. We would like to start from assembly and eventually, double up the processes and completely build the equipment here in the U.S.
SECO/WARWICK Corporation — we just hired a new managing director in June of this year, Marcus Lord. His main focus is to grow our business in the U.S. particularly for our aluminum process equipment and also for thermal equipment.
Our goal is to build equipment in the U.S., maybe not in-house fabrication, but use our subcontractors, and then to do the assembly in the facility. We are also looking forward to set up a facility in the U.S.
Doug Glenn: RETECH has moved manufacturing to Buffalo, NY. SECO/VACUUM Technologies is still located in Meadville, Pennsylvania, but not in the previous building. They do have some manufacturing capabilities, although there is not really any manufacturing going on there except for spare parts, I assume.
Slawomir Wozniak: Spare parts and retrofits.
Doug Glenn: The last company was SECO/WARWICK Corporation, which is big in aluminum and general line thermal equipment.
Slawomir Wozniak: We would like to continue with this business and build equipment in the U.S.
Sławomir Woźniak and Doug Glenn Source: Heat TreatToday
Doug Glenn: That gives us a sense of the direction over the next five years or so.
Poland (your headquarters’ location) has been in the news quite a bit because of the war between Russia and Ukraine. How has that impacted your company and maybe individuals in your company. Has it impacted your ability to manufacture in Poland?
Slawomir Wozniak: It was a big shock for everyone at the end of February of 2022 when the invasion of Russia happened to Ukraine. For our company, the main heat was linked with the supply chain of some materials, especially commodities like steel, which were supplied for many, many years from either Ukraine or Russia.
Then, the prices of energy, like gas and electricity, also increased significantly. We also had some businesses in Russia; we have a SECO/WARWICK company in Russia to provide services and sales, but we stopped, pretty much, all activities there. We have just completed all the contracts, and we are not promoting our equipment there. We are not providing any quotes to Russian customers; we stopped our activities there.
It was not a big impact on our business because the volume of the business in Russia was not so big.
However, since the war started, we have realized that a lot of customers linked Poland with Ukraine as a country which is very close and, anytime, can be in the conflict.
So, many customers were worried about the situation, and they started to ask us, “Is our project safe? Can you still deliver our project?” So, we had to guarantee and confirm, “Okay, everything is fine. We can run the projects.”
There was a time, especially in the second quarter, when the delivery time of some materials were extended because of the situation. It has improved, and today we do not see much impact on it. Obviously, from the job market perspective, it was also significant, in part, because many migrants moved from Ukraine to Poland.
Doug Glenn: I think Poland was the number one country to receive immigrants.
Slawomir Wozniak: Exactly. We organized a lot of support, as a company and as individuals, with private activity to support the Ukrainian immigrants.
From our side, we have seen some shock and some impact on our from the other side. A lot of companies also started to think differently. For them, it was the first shock three years ago that impacted the global supply chain — many, many materials and then goods. This war was a second wave of impact on the businesses. We see that some companies decided to move their businesses to change their supply chain and, I can say, we even benefited from that because we see some growing business because of the situation.
In the end, I would not say the war is a good thing, obviously, but it is also positive thing for businesses.
We also have some solutions for the defense industry. We see growing interest — not only in Europe, but globally — in investment in capital equipment for increasing the production of some defense equipment.
Doug Glenn: Over your first four years in office, as the CEO, you’ve had to deal with the pandemic and you’ve had the war breaking out. I know there are some other issues, such as labor shortages and supply chain issues.
What is keeping you up at night worrying? As you’re looking forward, what are the things you’re concerned about?
Slawomir Wozniak: One, you just mentioned, about the labor market. We know that the demographic factors are very, very bad for many, many countries, including China. Today, it’s okay, but if you look long-term, the demographic doesn’t look good. We are focusing, now, on how to replace the human factor by automation, how to simplify the processes, how to implement the solutions which don’t require a lot of labor. So, automation is one thing and simplification of some processes, standardization of some solutions. We’ve focused on vacuum equipment especially. How can we reduce the manpower required to build the furnaces?
The second area is definitely the geopolitical situation, especially the tensions on the line between the U.S. and China. We have a lot of businesses in China, today. We also export from China, and to other countries. This is something which we have to look very carefully at how to recoup and handle if there were escalation from sanctions or limitations on the business and possibly to export our equipment.
[blockquote author="" style="1"]This is why we would like to focus more, in coming years, on the Indian market. We would like to set up production capacity in India to produce more equipment. Then, particularly how we can serve the Indian market which is growing. We see a lot of potential in India, but also later to use our capacity there to export some equipment to serve other markets. This is our focus for the next few years.[/blockquote]
I think the geopolitical situation is the thing which is out of our control, for everybody. Even the job market, as I said, we can cope some. How? We can attract our employees, and we can attract potential employees to join our company. With the geopolitical situation, we can do nothing.
Doug Glenn: We’re at the mercy of the leaders, which is always a scary thing.
You’ve talked a lot about green technologies. Is it safe for us to say that SECO is still in the business of the more conventional gas-fired type equipment around the globe? Or are you moving away from that?
Slawomir Wozniak: We do less and less gas-fired equipment. Gas-fired equipment was, in general, an atmospheric type of equipment. We changed the strategy for this product line. We have just narrowed our portfolio to a few types of equipment only. For some solutions, obviously, we still offer gas-fired heating systems, but we see more and more interest in using electrical heating systems. There are some developmental projects to use the combination of hydrogen and natural gas. This is the direction which we see from supplies of heating systems partners, and our customers are looking to get solutions which we call “the green solutions.”
I would say that, in the long term, we will not provide combustion systems in the equipment, but, currently, we still have them in our portfolio. I don’t really see that this will maintain for a long time, especially, as I said, since we changed our strategy for general products and for thermal product line. We do not use many of the solutions for combustion processes.
Doug Glenn: Here in the U.S., you are going to transition many non-vacuum lines from gas to electric?
Slawomir Wozniak: Yes. But, for some solutions, you cannot. We must have combustion and we obviously offer melting equipment and also some processing products. But we are very flexible and we can offer various solutions for our customers. We always try to adjust our proposal to the customer specifications and customer expectations.
Doug Glenn: It is probably safe to say that, within the next 5–10 years, you’re still going to be doing some combustion-related stuff, especially in North America. It’s going to be demanded. As most of the rest of the world knows, we’ve got relatively cheap energy.
Slawomir Wozniak: Less definitely than Europe, especially with the current situation with the supply of natural gas.
Alan Gladish (r), Praxis Communications, Inc., and Katarzyna Sawka(c), Vice President Marketing at SECO/WARWICK, were present at the interview with Doug Glenn(l). Source: SECO/WARWICK
Doug Glenn: Alright, last question: You’re obviously enjoying your work. You enjoy your team. The company is doing well. What excites you, personally, about the next 2, 3, 4 years at SECO/WARWICK?
Slawomir Wozniak: As I said, I have a great team which supports me every day in all of the challenges that we are facing, like every company. I love my job. I’ve bonded with the company. I grew up with the company. I would like to see the company develop and grow with new technologies, with market requests and new solutions.
We have great R&D teams — one in U.S., one in Poland — and we work on new solutions. I see that we can change a lot of industries with our solutions. This keeps me really energized every day, to discuss new technologies, new solutions, and how we can impact the development of various industries like aerospace, the energy sector, and the automotive industry. I’m proud to see some cars with our components.
Doug Glenn: It keeps you energized!
It’s good to enjoy your work, and it’s good to have passion for the future. I think that trickles down to your organization; you certainly have.
About the expert: Slawomir Wozniak started his professional career at SECO/WARWICK in 1994 initially as a service engineer and then as a deputy manager of CAB. Later he was posted to SECO/WARWICK Retech in China before an appointment of managing director at SECO/WARWICK Allied in India and chief operating officer of SECO/WARWICK Group. Later he was appointed managing director (Asia) and member of the management board at SECO/WARWICK SA. In 2018 he became vice president of the SECO/WARWICK SA Management Board, chief operating officer of the SECO/WARWICK Group, and he is the current president of the SECO/WARWICK Group.
Aniket Maske, chief metallurgist and laboratory manager at Automatic Spring Products Corporation, brings new life to the world of heat treat and metallurgy in this special “Metallurgical Posterchild” podcast episode with Doug Glenn, publisher and founder of Heat Treat Today. Enjoy this personal interest piece about Aniket as we learn about his background, how he became a part of the metallurgical industry, and several exciting interests that fuel his days.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: Welcome everyone, to a renewed episode series: the metallurgical poster child.
I want to introduce you all to Aniket Maske, who is a one of Heat TreatToday’s 40 Under 40 Class of 2022 award recipients. Congratulations, Aniket, on that award.
Contact us with your Reader Feedback
Aniket Maske Source: LinkedIn
Aniket Maske: Thank you. Thank you so much. It’s a privilege and it’s an honor.
Doug Glenn: You’re welcome. It’s our privilege to do it. I actually have sitting right here beside me our magazine open to your page. I see that you have a book published by Springer Publications.
Aniket Maske: Yes!
Doug Glenn: Thermal Electrics: Fundamentals, Material Selection, Properties and Performance. There are not many people we talk to who can say they’re an author of a book. Congratulations on that too!
Aniket Maske: It’s an honor.
Source: Amazon.com
Doug Glenn: We want to get a sense of the person you are but also what attracted you into metallurgy, heat treating and that type of stuff.
Aniket Maske: I’d like to thank you and Heat TreatToday for this opportunity to share my background, work experience, and something about myself.
My name is Aniket Maske. I was born in Ratnagiri which is a coastal area in Maharashtra in India. I was raised in Aurangabad, which is a very historic city because the world-famous Ajanta Ellora caves, a replica of Taj Mahal and one of the Panchakki which is like a turning wheel with respect to the water. So, I come from that kind of background from the city where I was raised. I love that.
Doug Glenn: Interesting. You went to high school and undergraduate in India? Tell us about that, briefly.
Aniket Maske: I went to high school at Little Flower High School in Aurangabad.
I did my Bachelors in College of Engineering, Pune, which was established in 1854. It is the second oldest engineering college in India and third in Asia. A couple of renowned personalities are from that school like Mokshagundam Visvesvaraya, who is the first civil engineer in India. For his honor, September 15th is called Engineer’s Day back in India, Sri Lanka, and Tanzania. Mr. C. Kumar Patel, the inventor of CO2 laser and a National Medal of Science honoree in 1996, also comes from the same school.
Little Flower School Source: Facebook.com
Doug Glenn: Very interesting. How about graduate school?
Aniket Maske: I went to graduate school in 2013 at New Jersey Institute of Technology on the east coast. I did my research over there for thermal electrics and tried to understand the different characterizations.
Doug Glenn: Before we started recording, you were mentioning to us that you had a group of guys with whom you were in the same undergraduate school in India.
Aniket Maske: They were my very good friends: Shlok and Vishal. They are from the College of Engineering, Pune. Me and Vishal are from New Jersey Institute of Technology, so we share that bond.
Doug Glenn: Very nice! So, you’ve got friends here. You’ve been in the States since 2013.
Aniket Maske: Yes.
Doug Glenn: I’m always curious about this: what it is that first attracted you to metallurgy and/or heat treating? At one point in time, you probably didn’t even know what metallurgy was, right? What was it that brought you into the industry?
Aniket Maske: I would say curiosity.
[blockquote author="" style="2"]In the early 2000’s we went to Delhi, the capital of India, and I saw the Iron Pillar. I didn’t even know the meaning of rust at that moment in time. I only knew what my parents used to say, “If something is red on the metal, don’t touch it, because it might be itchy.”[/blockquote] We went to the Iron Pillar. It was tall, and the Iron Pillar doesn’t even rust. It was built around 480 AD, which is about 1600 years ago. It is around 13,000 pounds, roughly 24 feet by 16 inches in diameter, and it doesn’t rust! That was my first interaction with respect to metals.
Another curiosity is (and it might sound really different) but: why are cars made of metal and not with plastic? I used to call it plastic, not polymer, in that time. That was really interesting: why is everything made differently?
One of the major things I remember is 20 years ago on February 1, 2003, the Columbia space shuttle disaster occurred. And the first Indian-born astronaut, Kalpana Chawla (the first woman) was on the shuttle.
I heard about the disaster on the radio, and then I started reading: What is the thermal soaking, what is the protective layer, what is the thermal protection system, how is it 3000°F outside but the steam temperature inside should be 350°F? That curiosity got me into the metal industry.
Doug Glenn: When was it, specifically, that you decided to go into metallurgy?
Aniket Maske: Yes. I did my engineering specifically in metallurgical engineering.
Doug Glenn: You’re one of the few and the proud. Way to go! That’s excellent. We’ve talked to a variety of people in the United States who say now the more common thing to study material science. There are very, very few schools that use just metallurgy.
What did your family think when you decided to study metallurgy? Did they ask, “What are you doing, Aniket?”
Aniket Maske: We don’t want to go there because I’m the black sheep of my family.
I’ll say why: I’m the only engineer in all of my family. The rest of them are all doctors. That’s why I call myself the black sheep of the family. They really see me differently. My mom and dad are doctors. My wife is a doctor, Dr. Sonal Mandale. She also has a master’s degree and is just now graduating in public health and epidemiology.
Doug Glenn: Epidemiology, that’s a hot topic, these days.
Aniket Maske: Oh, yes. And she graduated right during Covid. But my family was really supportive. One of my uncles, a professor, Dr. Vilas Kharat , is a renowned mathematician. He helped me to explore my curiosity. My family helped me a lot too, “Okay, you want to do it? You give it a try.”
Doug Glenn: A supportive family makes such a difference!
When you got to graduate school in New Jersey, what was your focus of study there?
Aniket Maske: When I came over here, I was focused on how the world is facing a major problem with respect to green energy. We needed to find an alternative source. Energy consumption was increasing, and we wanted to protect the environment at the same time.
I was working with my professor, and we talked about something called “thermal electrics.” What is thermal electrics? What is the Baker-Nathan effect, what is the Seebeck effect? This word sounds very big, but the simple definition is: if something is converting from electrical energy into temperature (or thermal energy to a temperature gradient into electricity).
You’ve got thermal electric models. It is a newer kind of concept with respect to silicon-germanium, but it is also used in radioisotope thermal generators for space. Even in the Mars Rover, it was used in the RDP. That got to me, with what I need to do with respect to the research and everything in my grad school.
Doug Glenn: Who is your current employer?
Aniket Maske: Automatic Springs Products Corp.
Source: Automatic Spring Products Corporation
Doug Glenn: What are you doing at Automatic Springs Products Corp., metallurgically-wise?
Aniket Maske: I just want to give a brief introduction about the company: Automatic Springs Products is a tier 1 and tier 2 automotive company shipping to 33 countries on six continents. The company was founded in 1950. Automatic Springs is technology focused, high-volume manufacturing for customers for the compression, extension, and torsion spring, as the name says. But we also do wire form, flat ring stamping, Belleville washers, and washers and assembly.
We are vertically integrated and have full spectrum providers of superior quality metal products. We do assemblies, we have a tooling department, we do heat treating in-house, and we have four austemper lines which were installed in the 1980’s. We have done heat treatments since 1960, we have 52 inline stress relieving ovens, we do coating (parts coating), and all that sort of thing in-house, and we also do manual heat set. We are one of the pioneers. We have a COBOT which does a heat set on each individual part to make a Belleville washer and only we do it.
There is a lot of heat treatment going on around here, and I am a resident expert for the automotive heat treatment and coating management for CQI-9 and CQI-12. That is a key requirement for the heat treat supplier. Currently, I am the director of quality and the chief metallurgist for the company. Ironically, the president of the company is also a metallurgist.
Doug Glenn: That is a little unusual, yes! He’ll know what you say when you mention austenite or martensite or whatever.
Aniket Maske: That’s a relief, having that kind of experience. He was the president of Spring Manufacturing Institute, so he had tremendous knowledge about the process.
We do all the kind of different processing, and we have a lot of heat treatment in-house.
Doug Glenn: All good. We’ve got a good sense of where you came from, why you got into the industry and what you’re doing now.
I want to ask you something that’s just a little bit more personal: When you think about your current work now and your grad work, what is the most enjoyable? What really puts a smile on your face about your work?
Aniket Maske: Working together as a team. We say to serve and bless our customer, team members, community, and a suppliers. [blockquote author="" style="1"]The problem solving is the key for me. I love problem solving.[/blockquote] That is one of the key aspects for me. If I don’t have problem solving to do, I shouldn’t be saying this, but sometimes I’ll get bored. Problem solving is the spice in my life.
Doug Glenn: That’s good! You’re looking for a challenge. Unfortunately, to be a problem solver, you’ve got to have problems.
Aniket Maske: We’ve got a lot of those.
Doug Glenn: I find it fascinating, as much as we know about metallurgy and things of that sort, there is still so much we don’t know.
Aniket Maske: I think we only know, I’ll say, a very minimum amount of metallurgy, right now. There are so many aspects which are still undefined.
Doug Glenn: Yes. With big data, cloud computing, and things of that sort, we are going to see some amazing changes over the next decades. Right now, we’re on a kind of slow growth.
You’re out of school now, but you seem like the type of guy that’s going to keep himself well informed. Do you have any recommendations to other people in the industry about resources to keep current on metallurgy knowledge?
Aniket Maske: I definitely use ASM. Doug, I really want to thank you and Heat Treat Today for the information in the magazines. They keeps us on the edge, they give us information. Even Heat Treat Daily is really good!
I look into Industrial Heating, and I keep in touch through LinkedIn, but Heat Treat Todayhelps me a lot. I’ve been following it for a long time.
Doug Glenn: Thank you, I appreciate that! Consistently across the board, people also speak very highly of ASM, so I want to give them a plug, as well. They’ve got some excellent courses.
Now for the “rapid round”. Are you a MAC or a PC guy?
Aniket Maske: 100% PC.
"100% PC. . . I like to be a PC person" Source: Pexels.com/Max DeRoin
Doug Glenn: I’m not even going to ask why on that one!
Aniket Maske: I can answer that. It’s because I like to be a PC person. MAC is too cosmetic for me and too aesthetic for me. That’s why I stuck to PC.
Doug Glenn: When you consume your media: digital or print?
Aniket Maske: I would say I like it to be printed because I have a habit of writing notes on it, marking it all the time. But, at the same time, I like to keep an electronic copy with me. You can just glance it through and read it. It’s easily accessible. But I prefer both print and digital copies.
Doug Glenn: It’s not an unusual answer. There are advantages to each.
I think you’re happy in your work . If you had to change jobs, would you be looking for a job that was very flexible as far as work schedule, or would you go for high pay?
Aniket Maske: I will always go for the flexible job. Keeping that balance in life with respect to getting things done, being productive. I think a flexible work schedule is really good, because you need to balance your professional and personal life. If you have skill and you have a flexible work schedule, I think pay will follow. It’s the kind of industry and the kind of world that we’re living in. Flexible schedules work.
Doug Glenn: Good! Three more quick questions: Dream job? I’m sure the people at Automatic Spring know that you’re happy in your work, but let’s say you didn’t have to worry about money. What would you do? What would be your dream job?
Aniket Maske: I would like to get into innovating a better future for our next generation. And that’s something we do in our day to day lives, even with the small things like looking at the environment.
That’s what I want to do. I want to encourage people. That might be in the teaching field. I like to interact with the kids. I used to teach in the IT world. I want to ask the kids in physics: Why does the water look so blue? That’s what I love. I do the same thing in my company.
Doug Glenn: So, you might be a teacher. I mean, maybe that’s what you’d love to do.
Aniket Maske: Yes. An academic person with industrial experience.
Doug Glenn: What do you do with your free time? When you’re not working, what’s your favorite thing?
Aniket Maske: I like to spend time with my wife. We go on long drives. And my Zen moment is when I cook food. The best thing is, I like to read. And it’s not just about technical things. I can pick up any newspaper and start reading. I love reading; it’s my peace.
Doug Glenn: What is a recent book you’ve read?
Aniket Maske: Harvard Business School just published a book. I follow the Harvard Business Journal because I did Organizational Leadership from them. They had a book which has 100 influential articles from the last century all published there.
So, I’m reading through that to see how the goals are being achieved. A goal is one thing, and getting into the right trend is another thing.
Source: store.hbr.org
Doug Glenn: Tell me your favorite app, movie, or magazine. (And Heat Treat Today can’t be the answer!)
Aniket Maske: Well, that was my first choice, so now I need to think!
I like movies a lot. Lakshya is one of my favorite movies. Lakshya is a movie which is very good in India. It is a motivational movie about a person that goes into the army when all his fellow friends of his feel like he is not a goal-oriented person. He’s very much focused to achieve it. He’s saying, “If you decide, you’ll achieve it.”
Source: Imbd.com
With respect to apps, I like to read the newspaper apps all the time — The Wall Street Journal and I try to stay connected with Times of India, too.
As for magazines, I glance through technical magazines or sometimes I go around at the airport and find something interesting. If it’s a gossipy kind of thing, I will read that too. I’m not that critical.
Doug Glenn: You’re a reader, I can tell.
Doug Glenn: Aniket, thank you so much. It was really good to get to know you a little bit.
Aniket Maske: Once again, it’s a privilege and honor to be here.
About the expert: Aniket Maske is chief metallurgist and laboratory manager at Automatic Spring Products Corporation. He previously worked as a manager running eight in-line double temper ovens for a blade manufacturing company in New Jersey. A leader with an expansive knowledge, Aniket is able to train team members to become more knowledgeable in the heat treat processes and to gain a basic understanding of machine operation.
Get ready to watch, listen, and learn about the three most underrated heat treat processes in today’s episode. This conversation marks the continuation of Lunch & Learn, aHeat Treat Radio podcast series where an expert in the industry breaks down a heat treat fundamental with Doug Glenn, publisher of Heat Treat Today and host of the podcast, and the Heat Treat Today team.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: There are some underdog heat treat processes out here. I’d like to get to three today. What do you think is number one?
Michael Mouilleseaux: Let’s start with stress relieving. All ferrous materials, all steels, during the course of manufacturing or processing, have some residual stress that is left in them. A common thought about stress relieving is you have a weldment, and you stress relieve it so that the weldment stays.
Contact us with your Reader Feedback!
There is a mechanical action in the material during any cold working operation (cold forging, stamping, fine planking, etc.) because it's done at ambient temperature. Those all impart stress on the part.
Machining, turning, grinding. . . all of those things impart stress into a part. How is that relieved? It can be done thermally, or it can also be done mechanically. Thermally is the most common of them.
What I would like to talk about is not so much stress relieving weldments, it is stress relieving manufactured components. If you’re going to have a comprehensive analysis of the heat treat operation that needs to be performed on a manufactured component, a gear, a shaft, something of that nature, they need to take into consideration what are the prior existing stresses in the part. Then what effect is that going to have on the part?
Many times during the course of my career, I’ve had a customer come to me and say, “The part I gave you was correct, and you’ve given it back to me and then fill-in-the-blank. It’s warped, it’s changed size, it’s shrunk, all of those things.” What have you done in your heat-treating process? You have to back up all the way to the beginning of how this part was manufactured and deal with all of those component steps in order to answer that question properly.
Stress relieving is one of the answers. It’s not the answer. It’s not the only answer, but it is one of them that has to be considered.
"Stress Relieving Tips from Heat TreatToday"
Doug Glenn: For those of us who might not know what a “stress” is in a part, can you simply explain? For example: a coat hanger. If I bend it, is that inducing stress? Is that what’s causing stress? What makes stress in a part?
Michael Mouilleseaux: You’ve cold-worked the part. In the cold working, you’ve passed the yield strength. You’ve bent it, and it’s not going to snap back. You’ve cold-worked it enough that you’ve actually got plastic deformation, and there is stress.
Doug Glenn: That’s one way we get stress. That’s the mechanical way of getting stress.
Michael Mouilleseaux: Right. Now, consider stamping. Even though a stamping is flat (because the die has come down in the perimeter of that and maybe internal holes and things), where you’ve sheared the material, you’ve imparted stress there.
If you harden it or case harden it or whatever you might do with that stamping, you have to take into consideration how much stress is there. If I don’t relieve it, is it going to do that at some point in the part’s future that’s going to be detrimental to the part?
Doug Glenn: When you get a stress in a part, that’s the area that’s a weak spot, right? It potentially could break before other parts?
Michael Mouilleseaux: At the absolute extreme, that could happen, yes. More often than not, what you have is an area that’s been cold worked, and it’s been deformed. When it stresses, it’s going to somewhat relieve itself. It may not relieve itself 100% all the way, but it will somewhat relieve itself. Whatever shape of form you’ve put that part into; it’s not going to hold that form forever.
Alyssa Bootsma: You mentioned that stress relieving is not the only way to alleviate the problems. What would be some alternatives to stress relieving?
Michael Mouilleseaux: Thermal stress relieving is, by far, the most common. There is a process that’s called vibratory stress relieving. In order to relieve the stresses in a part, you have to impart some energy in it. Something between 800 and 1200 Fahrenheit is typically used in stress relieving. That thermal energy goes into the part and relieves the stresses.
You could also do that mechanically by a high frequency vibration. It’s not as common. I believe that it’s actually a propriety process, if not patented. It would be for something that you did not want to subject to 800-1000 degrees Fahrenheit because that doesn’t come for free. Obviously, in a ferrous material at that temperature, you’re going to have some oxide forming on the part. You may or may not be able to utilize the part in its final function with that oxide on it.
Those are typically the two ways to do it. Can it occur naturally over time? Yes, but none of us have that kind of time.
Alyssa Bootsma: You did mention how it doesn’t necessarily mean that it’s more likely to break if that part is not relieved, but what parts would suffer the most if this process was done incorrectly?
Michael Mouilleseaux: Probably weldments. The detrimental effects of not having stress relieved of weldment would be the most significant. In welding there is a whole range of temperatures proximate to the weld — everything from room temperature to maybe 3000 degrees. That whole range of things changes the structure of the steel.
Leaving it in that condition makes it susceptible to any number of things — embrittlement, accelerated corrosion, and others. There is every reason to stress relieve something like that and almost no reason not to.
Doug Glenn: That’s weldment. Do they do a stress relieve after a braze as well, or is that not as common?
Michael Mouilleseaux: Typically not. The reason for that is, in brazing, the entire assembly is brought up to the same temperature. Then it’s cooled at the same rate.
Bethany Leone: I have two brief questions: 1. How long does stress relieving typically take? 2. Would we see the effects of incorrect stress relieving, or failure to, once something goes to quench?
Michael Mouilleseaux: The first question — would you necessarily see a failure? Those would be extremes. I’m more familiar with stress relieving fabricated components that are machined. Take a gear. They forge a blank and maybe machine out the center of the gear, machine the exterior of the gear, cut the teeth in a shaping operation (a hobbing operation or skiving or other ways of generating teeth).
"You have this part, and it needs to be heat treated. To assume that all of those machining operations would have no effect upon that whatsoever is not a good thought."
Then comes a comprehensive program of evaluating how best to heat treat a part. It doesn’t matter if it’s out of a medium carbon alloy steel or it’s a low alloy steel and we’re going to carburize it, what’s critical is that it’s going to get heated. The material is going to transform into austenite and cool rapidly or quench it. That’s what’s going to cause the hardening operation on the part.
In doing that, there are going to be changes in size. In hardening a part, you get a volumetric expansion. Thin sections are not going to expand as much as larger sections. A misnomer is, “You shrunk the hole.” You haven’t shrunk the hole! The material around the hole has expanded, the exterior portion of that area has increased, and the interior portion of that has decreased.
If you have a spline in that hole, now you’re on for something else because their teeth form in that spline. If it’s in a long section, then how uniform it’s been hardened has to do with whether or not it goes out of round or their taper. There are any number of things there. Those are all critical to the operation of this gear.
But what we have to take into consideration is the broaching operation. We drill a hole, and we put a broach bar through it and cut all of these teeth. All of that has imparted stress in the part.
One of the preliminary things that needs to be done is you stress relieve the part and give it back to the manufacturer. They measure it and say, “Oh, oh, it changed!” That change is not something the heat treater can do anything about. That’s the physics of what happens when you work-harden a part. This all has to be taken into consideration and addressed before we talk about what’s the heat treat distortion.
Bethany Leone: And the other question I had: How long does it take to stress relieve?
Michael Mouilleseaux: Typically, if it’s held at an hour or two at temperature, it’s thought that 1000 degrees for an hour at temperature will relieve most stresses.
Now, in a component part, we’re going to go higher in temperature. Although we’re not going to go high enough to austenitize the part, we’re going to go high enough in temperature that we know we’re going to relieve it.
Michael Mouilleseaux: They’re cousins. Stress relieving, the implication is that you are doing that simply to relieve prior existing stresses. In annealing, the implication is that you are going to reduce the hardness of the microstructure for the purposes of machining or forming. In annealing, there’s subcritical and supercritical and a hundred different flavors of that.
Doug Glenn: I’m trying to get a sense of what percentage of heat treating is stress relieving. Is it super popular? It seems to me it would be very common.
Michael Mouilleseaux: Interestingly enough, I’m going to say that the majority of the gearing product that we do, we incorporate a stress relief in the initial stages of heat treating. By putting the part in and raising the temperature to a stress relieving temperature and then taking it up into the austenitizing temperature, you’re not shocking the part. You’re not just taking it from room temperature to carburizing temperature or hardening temperature, and thereby you’re reducing the thermal stresses. So, you’re not imparting any more.
Doug Glenn: Stress relieving may often be done as a part of another process?
Michael Mouilleseaux: It can be, definitely.
Doug Glenn: Let’s move on to the second forgotten heat treatment.
Michael Mouilleseaux: I don’t know about forgotten. I’m going to say that it’s getting short shrift, and that is conventional atmosphere carburizing. What’s sexy in heat treating? It’s low pressure carburizing and gas quenching. It’s growing very rapidly and it’s being used in a lot of applications.
We’re subject to the same ills that Mark Twain identified years ago, and that is, “To a man with a hammer, every problem looks like a nail.” Low pressure carburizing and gas quenching, they can save every distortion issue that’s ever been known to man in heat treating, and they don’t. They are other tools in the box, applicable to a lot of application. They are great processes, very targeted and specific. You know, sometimes you need a screwdriver instead of a hammer.
Conventional carburizing: It’s been around for a hundred years. What’s different today than what it ever was? Certainly it has everything to do with the control systems that are being used to control it. It’s eminently more controllable now than it has ever been. It is a precision operation, and it has many applications. By the way, it’s far more cost effective than carburizing would be. In vacuum carburizing, the cost is multiple; is it two, three or four times more expensive? It depends on how you calculate cost of capital and all of those things. But it’s a multiple, more expensive than conventional carburizing.
Doug Glenn: To do vacuum carburizing?
Michael Mouilleseaux: To do vacuum carburizing, yes. Should it be used in every application? I’m going to say no. Are there definite applications? Definitely.
Doug Glenn: Conventional carburizing, atmosphere carburizing is another area largely forgotten. I know it’s quite popular, but it’s not getting a lot of discussion these days.
Michael Mouilleseaux: Right. Any time there is an issue with a carburized part, everyone knows to ask the question, “Why don’t you vacuum carburize it?” The answer to that is, “Let’s solve the problem before we decide what it is that we need to do.”
Karen Gantzer: Mike: At a very basic level, can you explain why do heat treaters use endothermic gas?
Michael Mouilleseaux: In atmosphere carburizing, we need a method of conveying carbon to the part so that we can enrich it; that’s what carburizing is. The carburizing portion of the atmosphere in endothermic gas is carbon monoxide. Carbon monoxide — that’s the reaction at the surface of the part — the carbon diffuses into the part. That’s how you generate a case in the part.
It’s a relatively inexpensive form of carburizing. You use natural gas and air in what we call a “generator”, and that’s how endothermic gas is generated. Then, it’s put into the furnace. There’s almost no air in a furnace. People think you’re going to look in a furnace, and you’re going to see flame. You never do because the amount of oxygen in the furnace is measured in parts per million. You put additional natural gas to boost the carburizing potential of the atmosphere, and that’s what allows you to diffuse carbon into the part. That is the case hardening process.
Doug Glenn: Conventional carburizing is done in a protective atmosphere, typically as an endothermic atmosphere which is rich in carbon monoxide.
Michael Mouilleseaux: Yes.
Doug Glenn: A lot of times we’re worried about oxygen in the process because of potential oxidation. Why is it that we use a gas that has oxygen in it to infuse carbon? I know it’s got carbon, but it’s also one C and one O, right? Don’t we run into problems of potential oxidation?
"Comparative Study of Carburizing vs. Induction Hardening of Gears"
Michael Mouilleseaux: In endothermic gas there is hydrogen, nitrogen and carbon monoxide, and there are fractional percentages of carbon dioxide and some other things. The hydrogen is what scrubs the part; that’s what kind of takes care of all of the excess oxygen. The nitrogen is just a carrier portion of it, and the carbon monoxide is what is the active ingredient, if you will, in the carburizing process.
The carbon diffuses into the part. If there is an oxygen, it’s going to combine with the hydrogen. Preferentially, you’re not going to have any free oxygen in the furnace, but you can have a little water vapor. One of the ways of measuring the carbon potential in the furnace is a dewpoint meter. The dewpoint meter is measuring the temperature at which the gas precipitates out, and that’s a monitor or a measure of the carbon potential.
Doug Glenn: A dewpoint analyzer helps you know what the carbon potential is.
Michael Mouilleseaux: Yes. It’s not as good as an oxygen analyzer.
Doug Glenn: An oxygen probe.
Michael Mouilleseaux: The oxygen probe is in the furnace, measuring constantly. You get a picture; you have continuous information. It’s not that there aren’t continuous dewpoint analyzers, but you have to take a sample from the furnace. It has to be taken to an analyzer wherein it is then tested. Best case scenario is you have both of them and you compare the two of them. That gives you a really great picture of what the atmosphere conditions are in the furnace.
Alyssa Bootsma: For a bit of background knowledge: What is the difference between endothermic gas and exothermic gas?
Michael Mouilleseaux: Endothermic gas has 40% hydrogen and 20% carbon monoxide. 60% of it is what you would call a reducing atmosphere. The way that you make endothermic atmosphere is 2.7 parts of natural gas and one part of air. You heat it up to 1900 degrees, and it’s put through a nickel catalyst. You strip off the hydrogens. The gas dissociates, and that’s what results.
Exothermic gas is six parts of air in one part of natural gas. You only have 10 or 15% hydrogen. Although it’s not an oxidizing atmosphere, it’s very mildly reducing.
It can be used in annealing, clean annealing. If you’re annealing at 12-1300 degrees or more or in that ballpark, that kind of an atmosphere is going to keep the work clean. If you did it in air, it would scale.
Bethany Leone: Is there an industry (automotive, aerospace, energy) that it would be most helpful for those parts to be typically atmosphere carburized, and/or is it just generally helpful for all types of industries?
Michael Mouilleseaux: First of all, the transportation industry is the lion’s share of heat treating — automotive, truck, aircraft. Atmosphere carburizing is extremely popular and commonplace in those industries.
If we said that we were going to have a seminar and I’m going to talk about atmosphere carburizing. Somebody else is going to talk about low pressure carburizing in a vacuum furnace. Everybody’s going to go over to the other room. Folks feel they already know what this is all about, and they know what all the problems are. They think that the vacuum carburizing is going to solve all of them.
When you work with the proper kinds of controls, the proper kinds of furnace conditions, the right way of fixturing parts and cleaning them ahead of time, you can have extremely consistent results. You can have extremely clean parts, and you can have very good performance from these things.
What the Europeans call “serial production”: we run millions of gears per year, and we have very consistent case steps in hardnesses as a result of good practice. All of these things need to be monitored and controlled and taken care of. But the results are also very consistent and very predictable.
Doug Glenn: Interesting. And it’s more cost-effective, I’m guessing. Conventional atmosphere carburizing, on a per part basis, is going to be substantially less expensive.
Michael Mouilleseaux: We’ve looked at it. Is it two times, is it three times, is it four times more expensive to vacuum carburize a part? The answer is yes. The question is, does that component justify that? There are any number of them where it does.
Doug Glenn: Where it does justify it?
Michael Mouilleseaux: Yes, absolutely.
Doug Glenn: Let’s go on to #3, the third underdog in heat treating.
Michael Mouilleseaux: Number three is marquenching. Marquenching, martempering, and hot oil quenching are in the family that describes this process.
Martempering is different than just quenching in oil, quenching in regular fast oil. Regular oil is going to be 100 vis, and it’s going to be from 90 degrees to 150 degrees. All kinds of low hardenability, or parts that don’t have a lot of adherent alloy in them, you utilize that so that they can be fully hardened. But components that are distortion-critical, quenched in that manner in regular oil, there is going to be a high degree of distortion. How is that addressed? It’s addressed in marquenching.
Let’s take an example of a carburized gear. A carburized case is heated to 16-1700 degrees and carburized. Best practice would say that I’m going to reduce the temperature before I quench it, and then I’m going to quench it in oil. Do I understand that: I have to have loading that spaces the part; and the parts need to be fixtured in such a way that, physically, they don’t impede on each other; and I get full flow of oil, and all of those things? The answer is yes, yes, and yes.
The martensite starts to form in the case at, let’s say, 450 and it’s plus or minus 25 or 30 degrees or so. Take that part and put it into the range where the martensite starts to form, and hold it at that temperature and let the entire part cool down to that 450 degrees where the martensite is starting to form. Then we remove the part from the furnace and allow it to cool in air to room temperature. At that point, the cooling rate is much lower than it it’s going to be where you’re conducting that in a liquid medium. Because of that, the stresses are going to be less, the distortion is going to be less. That is a strategy for reducing distortion.
You ask, “Why do you need to do that.?” Again, the man with the hammer: I’m going to gas quench this part because I have the opportunity to gas quench it, and the gas quenching doesn’t come for free. The shadowing effects of a gas flow has to be taken into consideration, orientation of the parts. There are a number of things that need to be taken into consideration.[blocktext align="left"]There are a number of applications where in marquenching a part, the distortion can be controlled. We process a lot of gears, and we maintain 20/30 microns of total distortion in ID bores on gears. It is a viable way of controlling distortion.[/blocktext]
Doug Glenn: We say marquenching.
Mike Mouilleseaux: Or martempering or hot oil quenching.
Doug Glenn: The “mar” part of that comes from martensite? I want have you explain what exactly martensite is. But is that where it comes from?
Mike Mouilleseaux: Yes. We’re getting right into the start of the martensite transformation.
Doug Glenn: There are different microstructures in metals. Austenite is pretty much the highest temperature, and it’s where the molecules are almost “free floating.” They’re not liquid, but they can move around. (This is very layman’s terms.) That’s austenite.
What causes distortion is when you’re cooling from austenite down to the point where that thing is, kind of, locked in; that can cause distortion in there because the molecules are still free to move. Some areas cool faster than others, and when you have that, you can get twists and turns or bulges. Once it gets down to the martensite temperature, that’s when things are, locked in. Is that fair?
Michael Mouilleseaux: The other thing that happens is you’re going from a cubic structure to a tetragonal structure. You’re asking, “Why are we there?” That’s where the expansion comes. The close-packed tetragonal structure takes up more volume than the austenitic or cubic structure. That’s where the volumetric expansion takes place.
Doug Glenn: At a higher temperature, the molecules are arranged in such a way that they take up more space; there’s more space between them.
In the cooling process with marquenching, if you bring it down just to the point where it’s, what Mike referred to as, the ‘martensite start temperature,’ that’s the temperature where things are just locking in. But it’s not so drastic that you’re dropping way down in temperature so that there are larger temperature differentials and things are really starting to get torqued out of contortion because of the difference in the cooling rates in the part.
Michael Mouilleseaux: The other part of that is that the formation of martensite is not time dependent. It’s not like you would have to hold it at 400 degrees for a longer period of time than you would at 200 degrees to get martensite. At 400 degrees, you’ve got some percentage of transformation. Say, it’s 30%. The transformation is temperature dependent. Because it’s temperature dependent, you can take it out and slow down the cooling rate. Then, as the transformation takes place, there is less stress, and if there’s less stress, then there is less distortion.
Again, it’s typically going to be distortion-sensitive parts.
The simplest geometric shape is a sphere. There aren’t any changes in section size in a sphere. It can be rotated, and you’ve got the same section size. You don’t have the kind of thing where one area is cooling more rapidly than another.
A major source of distortion is varying mass. Like a hole in a block: one portion of the block is two inches wide, and another portion is an inch wide. To think that that hole is going to stay straight all by itself, that won’t happen because there’s more mass around one end. By marquenching it and slowing down the transformation, you’re giving yourself an opportunity to reduce the amount of stress that’s generated. It’s the volumetric expansion in the thicker section than in the thinner section. Your opportunity to maintain that hole so that it stays round and it stays straight is much better. Otherwise, the thin section is going to completely transform before the thicker section does.
Doug Glenn: Transform to martensite or whatever, yes.
Michael Mouilleseaux: The extreme case in that is if that happens rapidly enough, and there’s a large enough differential in section size, the part cracks.
Doug Glenn: That’s the nightmare for the heat treater.
Guest Michael Mouilleseaux with the Heat TreatToday team
Bethany Leone: Are there any instances where it’s definite that another way to manage distortion would be better than marquenching?
Michael Mouilleseaux: Sure. Again, what’s currently sexy in this industry is gas quenching things. I’m going to say that cylindrical parts that have a thin wall, when properly gas quenched, will give you better distortion control, better size control than it would if you’d quench them in a liquid medium such as oil. We don’t want to forget that marquenching can be performed in salt, as well.
If we were going to talk about a fourth one, it might be salt quenching because that’s one of those things that’s not commonly utilized. There is some real opportunity with it.
Doug Glenn: Mike, thanks for ‘dumbing this down’ for us. We appreciate it! It’s sometimes a struggle to state things simply, but you did a great job.
Are there any closing thoughts you’d like to leave with us regarding the nearly-forgotten, popular heat treat processes, or anything else?
Michael Mouilleseaux: How about the combination of all three that I just spoke about?
Doug Glenn: Okay. Well, how about that?
Michael Mouilleseaux: I’ve got a distortion sensitive gear, and we’ve figured out that there is some stress in the part as a result of the final machining operation. We stress relieve the part, we carburize it conventionally, and then we marquench it. Those gears that I spoke about where we’ve got 20 or 30 microns of ID bore distortion — that’s exactly what’s done there.
Doug Glenn: Okay. Stress relieve first, conventional carburize, and then marquench. A combination of three.
Mike, thank you very much. This has been really helpful and it’s been good to learn a little bit on our Lunch &Learn. We’ll hope to have you back sometime to make other things understandable for us.
About the expert: Michael Mouilleseaux is general manager at Erie Steel LTD. Mike has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY and as the Director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Having graduated from the University of Michigan with a degree in Metallurgical Engineering, Mike has proved his expertise in the field of heat treat, co-presenting at the 2019 Heat Treat show and currently serving on the Board of Trustees at the Metal Treating Institute.
While this Heat Treat Radio episode about the advances in work flow planning software will be more interesting to our commercial heat treating friends, we think this topic is a fascinating one that speaks to Industry 4.0 and IIoT questions. The question: How are data and human machine interfacing technologies advancing to make the heat treat experience more efficient?
Watch, listen, or read about it in this Heat Treat Radio conversation between host and Heat Treat Today publisher, Doug Glenn, and Jeffrey Halonen, CEO of Steelhead Technologies.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: We’re looking forward to talking to you today about what is a growing interest, I think, to a lot of people in this industry, primarily because of the growing of technology and data and things of that sort. I know your company is heavily invested in job shop, plant-wide, organization-wide operating systems. That’s basically what we’re going to talk about today.
Contact us with your Reader Feedback!
The first question I wanted to ask you is, what do you think are, for job shop-type businesses, the two or three main reasons that makes them less profitable than they might otherwise be?
Jeff Halonen Co-founder & CEO Steelhead Technologies
Jeff Halonen: Great question. A job shop is a unique business. They don’t have the luxury of centralized planning, or planning in advance and architecting a plant, like they might do if they are making Chevy Tahoes where an immense amount of engineering goes into build a highly efficient operation so it’s highly predictable.
A job shop, on the other hand, is the opposite of predictability. Down to what parts, what hour, what time of day, how many customers, by week, by month. . . everything changes constantly. That buys a lot of inefficiency, not because what they do is overly complicated; it’s the complexity that grows both with a high quantity of customers and a high quantity of specifications they need to build to. Then, obviously, being at the end of the end-customer’s production cycle, the lead-times are often very high pressure because you have to make up time for all of previous mistakes and missed deadlines. You’re the last step before it gets on a plane or a train or goes straight to the customer.
We’ve seen room to improve these operations from a profitability and a data standpoint. Data is not something you’re going to be able to sell out in the market. In your plant itself, it is not very valuable, but it’s the decisions you can make with that data. Specifically, this is the case when it comes to profitability. For example, if you have five to twenty different processes or lines, which one is more profitable than the other? That should be something that you understand. This is what your business does: different types of business, even different part numbers, different customers, different lead times that you offer for customers, what’s your cost versus return on that.
The other opportunity, aside from analyzing the commercial side of all of your work, is your production. If you’re a job shop, generally you are parts in and parts out, go, go, go. It’s more of a service business than a slow moving, very technical manufacture.
So, basically, every time a job comes through your shop, you should be studying — what does it take to make that job go? Anything from the quote, to closing the sale, to receiving the order, to the physical paperwork, to notifying the floor, to building a schedule, to scheduling capacity, to executing production, providing instruction information, how you collect that data, even something as simple as how do you notify customers. Are you notifying customers on the phone or an email? You do twenty to thirty orders a day, 100 orders a day — it adds up quickly.
Invoicing — how do you generate your reports? Aggregate data — that’s the other thing that we see in job shops very frequently. The actual cost of executing an order on a marginal basis can be extremely high if you have many systems; or it’s paper-based; or it’s not streamlined.
Doug Glenn: Not just the processing of the part, in the sense of thermally processing the part, but you’re talking all the way from preparing the quote all the way through to shipping and anything at the end.
Jeff Halonen: Absolutely, Doug. In our experience, the job shop manufacturers are pros at what they do — the actual process. They’ve been doing it for years or sometimes decades. They have it absolutely dialed. In the physical processing of the part, sometimes there is room for improvement; but a lot of times that is a fine-tuned machine. Generally, it’s the business systems that surround it.
One thing that we like to point to is the very heavy investments that the industry makes in physical, tangible goods: natural gas, land, equipment, people, automation systems (physical automation systems). Where we see a huge opportunity is all the things you can’t actually touch and feel. It’s the digital operating system that your plant runs on, all the systems and processes that makes your business tick.
Doug Glenn: You’re talking about data in, from the very beginning of the process, all the way through. I don’t know too many companies, especially job shops, that are actually gathering that type of data. Is it possible? What are the costs involved, let’s say, of starting to gather that data from that point all the way through? It seems like that would be expensive and difficult to do.
Jeff Halonen: Absolutely, Doug. It feels like an asymptotic target. You can try really hard, and you can make progress; but that rate at which you make progress drops off really quickly. It’s what we see as a balance of cost of data and value of the data.
It’s not that manufacturers don’t value the data; they often do make an investments to get the data. They realize quickly that, with help with the proper tools, cost ramps up really quick. They essentially hit that floor or that asymptote, if you will, really quickly. They say, “OK, we are clearly extending more effort than it’s worth; so we’re going to dial it back. We’re going to go right here. That’s where we’re setting the knob, and we’re going to run our plant.”
"They are rudimentary data systems, and the cost is very low." Source: Unsplash
Unfortunately, with the tools available, that setting or their status quo tends to be paper, Excel, systems like that. If you have no system at all, not even paper, it’s very obvious that we need something. We write on paper, we highlight, we put it here, we do this, we do that, we have a whiteboard for scheduling, and you see a lot of yield from essentially those data systems.
They are rudimentary data systems, and the cost is very low. You spend a week or two, and you deploy it. You make it, run it, and get the value. Then you say, “Now, I want to track what part was in what oven at what exact time and exactly what went through. Now I want to see all the parts that went through this or that type of process. We’ve run that part number forty times — I want to see its performance every single time from a commercial standpoint. All of a sudden, the cost of obtaining that data — now you just have a wish list. You look out and say, “That’s going to be impossible. That’s way too much time to get that data.”
That’s really where deploying a centralized platform that takes in everything from the business — anything from inventory, to quoting, to operator instructions, to timing each process, to part numbers, to shippers, to invoicing — it all really is intertwined. When you can track every single movement of every single part going through the entire process, the cost of that data drops precipitously. Especially if you have reporting integrated. Now you can generate reports that will passively collect data as your operations go on. Whatever you look at on a daily, weekly, monthly basis to essentially run your plant.
We like to say, “Digitize, automate, optimize.” To us, these are three core steps to reducing the cost of data. First, digital. If you have no system, or you have paper, it’s very difficult to obtain actual data and actual insights from your plant. Even if you do digitize successfully, but you just have a mass of huge databases, that’s very low usability because now you need to be essentially a data scientist to go in and make it useful.
Next is automation. We need to automatically tailor the data to present profit margin. We need to automatically tailor the data to track reworks. That’s the next step because that gets us to actionable data information.
Then, the last is optimization. The optimization itself often actually happens at the plant level where the management team is now in, what I would say is, a luxurious position of having a lot of their systems digitized then automated as well.
They have the data. They have the time to address it. Now they’re in the position of optimizing their facility. That could mean focusing on marketing; that could mean pursuing a new industry — developing a new process, training your operators. It could mean anything in the world — getting a new permit from the city, for example. These are things that optimize your plant to provide as much value as possible to the world. You have the ability to do that because you’ve done your homework to get your plant into a position to action that data and have the time available as well.
Doug Glenn: Right. You’re collecting the data that you need to make those types of decisions. I find it interesting some of the scope of the types of decisions you just mentioned, that job shops could make based on the data. That’s pretty interesting.
Let me ask you this, Jeff: do you have any examples in the heat treat world? Or where, for example, in the heat treat world do you envision there being some real business efficiencies here? Let me preface this one other way, too: a lot of the people that listen to this podcast are not necessarily job shops; they are what we call “captive heat treaters” who run high volume/low variability. But there are some who actually run high variability — a lot of different parts, maybe not exceptionally high volumes, or at least smaller volumes than our captive heat treaters. I guess, addressing those guys, or even the guys that run low variability - what are the business efficiencies we could see?
Jeff Halonen: It’s going to be different from plant to plant as far as the value you’re going to have because everyone has different proficiencies and profiles like you just mentioned. If you’re in a situation where you have a very high degree of mix, one of the huge inefficiencies that we’ve seen is they want to keep a really tight lead time; but they don’t have the ability to quickly and easily schedule efficiently. They keep all of their equipment at maximum capacity, so they keep as much throughput in the plant as possible. The inefficiency essentially shows itself in the quantity of ovens - they just simply invested in more equipment and just keep more ovens hot. They essentially overcapacitize which is both acap efficiency and an opex efficiency because you have to heat, maintain and run that much more equipment. That’s an environment where you have a lot of complexity, and the scheduling required or the inability to schedule efficiently is leading to capital inefficiency.
If you’re in a position where you’re on the other end of that spectrum, as you mentioned, Doug, where you have lower variability by part number higher volume; some of the inefficiencies there can definitely be more on the data systems — the data processes. Again, scheduling — if it’s a very simple schedule, you can schedule it very quickly and easily and very efficiently because you don’t have a lot of change. It is tracking that information — where are all the parts, for example.
A lot of times it’s the administrative time. People are walking out, still trying to find where the parts are. Simple things like order status or we ran this part with this lot number or purchase order or shipper number or whatever identifier you have — we ran this six months ago, what happened to that part? Often times, something as simple as that can turn into a 20, 30, 40-minute exercise instead of just quickly finding that information.
Doug Glenn: How about equipment inefficiencies? How can a system like yours that’s gathering all the data - how can it help us increase efficiency, just of the equipment that we have?
Jeff Halonen: The first step, as they say, to addressing an issue is knowing you have a problem. The first step is measuring what actually happens in the real world. You can walk out into any shop and just open your eyes and things are happening, right? But your knowledge of what’s happening is almost just instantaneous. As soon as you go to the ball game later, you’ve forgotten all about that pile of parts or that empty oven that you saw. If you have a situation where at the end of the day, week, month, quarter, you have the raw numbers - we know it can do X amount of parts or racks or pounds or whatever the metric is - and it did Y and that’s X percentage below that number, the numbers speak for themselves.
Jeff Halonen and Doug Glenn Source: Heat Treat Today
As far as what the team can do to address the problem, that could be any number of things from a plant management standpoint. That’s where it really gets into the optimization side. Although one thing might be scheduling efficiency. If we find that turnovers or essentially thermal profiles or run speeds or whatever it may be, if we have an opportunity to batch production, increase density which might be a scheduling exercise, we might explore that.
That could also come back into business strategy — it’s all very related. For example, you might offer to expedite fees — fast turnaround at a higher price — but then lower price for long turnaround time because that now gives you the privilege of organizing your work in a more efficient way and providing the same value at a lower price. If that end customer has the time in their schedule, they can say — hey, I want to save money and have my job done in a week or so instead of 24 hours where I’m ready to pay a huge premium. That cost multiple can be dramatic and for good reason.
Doug Glenn: I have two more questions for you. One is a little bit hypothetical. I want you to kind of take a guess about the rate at which software and digitization, of the sort that you’re talking about, is coming into job shops. That’s the first thing. The second and last thing I want to ask is for you to just kind of take us on a walk through, to the best that you know, a heat treat business. How might a system like yours look?
A lot of people say, “Listen, I’ve got my system in hand, I’m okay the way I am.” First, is it coming? Do you think people are going to have to get to this digitalization sooner or later?
Jeff Halonen: I believe so, yes. I understand you can definitely run a shop on paper. You can run it on Excel. As far as macrotrends out in the world, consider first the technology available. The team at Steelhead is obviously very competent with a lot of really great software engineers, but the tools available have progressed dramatically over the last couple of years. We’ve run into heat treating shops that are using a system they may have installed in the ‘90s. It does functionally work, but we do see a lot of symptoms, essentially adverse symptoms, to the business by choosing to use a less effective system. That usually comes in less actionable data. It does facilitate the physical paperwork needed to run your plant, but it’s not a competitive advantage. It just is kind of there, and it’s just kind of barely acceptable. The employee morale is not great - people don’t love using systems where they have to reenter data. They can’t work from home. There are so many different currents that are coming in there.
The other one is the end customers often like more and more visibility and more and more traceability into plants. Transparency, visibility, traceability. I don’t think it’s a situation where it’s going to become unviable to run a shop without really advanced technology. I do think, over time, it will be a situation where the competitive profile is one where there are clear advantages to the shops that embrace the wholistic business advantages that come with that.
Think about your customers — they’re buyers just like anyone else. Everyone loves shopping on Amazon or their favorite website. They get the notifications; they can track everything. You order a pizza at Dominos, and you can see them rolling out the dough and putting on the sauce. The predictability and the visibility is something that is really important.
I think, over time, it is certainly something that the end manufacturer is really going to continue to drive (even automotive, traceability and everything like that). As the requirements of data go up, and the competitive landscape starts to adopt more and more of this technology, it’s going to be more and more of a disadvantage in the competitive landscape to be not at the cutting edge of that technology.
Doug Glenn: Pretty soon it’s not going to be cutting edge, is my thinking. As more and more people are adopting it, it’s going to become easier to adopt. I’m assuming it’s going to be easier to install, easier to launch into any business.
Take us through that, as a job shop. Any of either our captive heat treaters that have a high variability of products or a lot of our commercial heat treat shops which have high variability of products — how would it look? Start us as early as you can in the process and walk us through it.
Jeff Halonen: Starting at the beginning of the process, if you say, “I’m interested. I need a system. I can just feel it. I can see it. I know there is opportunity to improve our business.” Or, “We feel like we really optimized everything about our business, but we still feel like we have restrictions on growth.” This could be — it takes a lot of energy from the management team, the ownership team that are involved. One question I like to ask is: if the business going through your business or business unit doubles, do your headaches double? Do the amount of hours you work double? To me, that’s symptomatic of room for system improvement.
Early on in the process it starts with some level of interest, some level of intrigue. I think this is something we can improve on; our plant manager is complaining that they can’t work from home. Whatever all these issues are that manifest themselves; or you’re losing jobs in quoting, and you’re not sure if you’re a high price or a low price or margins might be unclear; you’re not satisfied with the level of data. Basically, that’s generally where we start our conversations with plants.
We really take an approach of both informing about what’s possible on the tool and what’s impossible on a modern platform. Then we also do a value assessment. How do you do this? How do you do that? That kind of third party provides a great, almost, sounding board to say, “Okay, here’s an itemized list of room for improvement.”
Honestly, that’s what really makes it compelling. When we can sit down with a potential partner and identify how we can actually improve the business in very real and definitive terms, not just insights that you can use to drive your business. Also here’s how much time you spent here, how much time you spent there. It’s a combination of calculating hard costs and hard opportunities and then the upside with the actionable insights from the system.
From there are the deployments at Steelhead. [blocktext align="center"]We do direct-to-direct service, so no third parties. A Steelhead team member will essentially go through a lot of meetings and plant walks, in some cases, and essentially reverse engineer your plant.[/blocktext] Where do parts come in the building, and then what? Then they go here? Do they always go there? Sometimes. Can they be run together? We will ask a million questions to essentially reverse engineer the flow of your plant, and then we design the system to reflect your current operations. Not - here’s a software, now bend your plant over backwards to match the software. Whether it’s quoting, workflow automation, or reporting or any of the other parts of the system, we’re going to want to ask as many questions as possible to configure the system to match your plant.
Doug, you mentioned the cost is going to go down, over time, of technology. Absolutely. Because one thing we can do very quickly since our platform is essentially kind of like a build-your-own; it’s almost like Excel except it’s Excel that is highly, highly engineered to work for this specific industry. One thing we can do is we can prove it out really quickly. So, in just a few hours or a couple of days, we can essentially build your plant, or a part of your plant, and then run your work through your plant and say, “Okay, pick up a quote and let’s write this quote. Here’s a purchase order, let’s do the purchase order. Let’s take this tablet and go out to your plant and step it through your exact operator interfaces. Let’s collect that data. Let’s track it; let’s sit down in the conference room. Let’s pull up the reports, the inventory.
That’s one thing that we really like to do early on — whether it’s in the late sale cycle or evaluation or sale cycle or early on in deployments — is prove it works. Because one of the things we’ve seen time and time again are the horror stories with plant operating software: we’ve tried for 18 months and we put in tens or hundreds of thousands of dollars, and we pulled the plug. We went back to whatever we were using before. So, proof of concept really quick.
The other thing is the actual deployment going fast. We like to go hot and heavy, kind of rip the Band-aid off, not drag it out over months. We like to go 2-4 weeks, training the team, iterate, iterate, iterate, test, test, test, test, test, because everyone says how it should work. We build it, and we test it and then there are always a couple of tweaks.
From there, we have a customer success team, as well. Whether it’s a phone call, email, zoom call, or training, we like to have someone available to answer the phone. Our philosophy is that your digital infrastructure isn’t something that should be optimized for low cost because we feel that the service that comes along with it — including a team of experts — is critical. Like a wiring harness for your automobile, it runs your entire plant. When your plant changes and you have changing requirements, to have “pros on your bench” to make adaptations real time in your plant is highly valuable.
Our approach is full service. We kind of own the functionality of the system in your plant — anything from the deployment to ongoing support. We’re always one degree away from engineering, as well. Occasionally when there is a bog or something is not working properly, our engineers are right there on calls with customers to make sure everything is working properly.
Doug Glenn: They can jump into the system and reprogram, as necessary.
Jeff Halonen: Absolutely.
Doug Glenn: Run us through this one then, if you would: Let’s say there’s a company — and you’re going to have to take a very generic-type job shop — that has your system already. It’s fully integrated and everything is working well. What does it look like? The reason I ask this is question, is I think a lot of people have trouble envisioning what it would look like and how it would be different than what I’m doing now.
So, a company that has your system, they go to do a quote for a job, and they receive an inquiry. Is the process they follow any different than what they would have done before your system was there? Let’s just take that first step, process and RFQ: how is that going to change from if they didn’t have your system?
Jeff Halonen: Something like quoting can be a fairly dramatic change, depending on what the current system is. Current systems can be Microsoft Word and Microsoft Outlook and maybe an Excel sheet to track the quotes. A lot of time to administer them and then there is pretty limited visibility. The transaction that we’d see there with Steelhead is that you can actually build a fully automated quote so you can define the algorithm: all of your flow charts, your Excel sheets, square root functions, looking at the mass of the part, specific gravity, material, etc. We can even reference the current price of natural gas. So, you can build models to reflect how your business runs and reference the past performance of that job.
What that looks like for quoting is that you’re able to build the quote all in one system. You might have multiple people involved in the quote: one person is working with the customer to verify requirements, verify inputs, ask questions, gather more data, and then it lands in someone else’s inbox. Now, a streamlined workflow allows the owner or the plant manager or sales manager can now approve that quote and then sending it to the customer instead of sending it through email and downloading and moving things around, we can send it right out of the platform, attach a file. We can track and see when the end customer is opening the quote. Also, your sales team has a lot of tools. They can say, “Hey, what quotes have never been opened? Hey, we should probably make a phone call. We put a lot of effort into those quotes, why don’t we call them and see what’s going on?” There are a lot more analytics but also just speed.
Another thing we’ve heard a lot is that a customer calls, they send a purchase order that references a quote to go, and find that quote can be a challenge because it’s in someone’s inbox, unread. Instead, they can have one platform to grab the quote, convert it to an order, and now you’re running production! It’s all the same data, it’s your plant. You’re not going to start quoting using different laws of physics. It’s about streamlining what you do today and replicating what you do today, but improving the customer experience, improving your team’s experience, and quoting faster, which leads to more jobs.
Everyone wants the thing quickly. If you can go from two days to two hours or from five hours to five minutes, that can have a dramatic impact on winning deals. For example, I’m in Chicago on vacation, and a customer calls, asking, “Where are my parts?” or “What happened to these parts?” Option A is you’re making phone calls back to homebase, someone is rummaging around looking for the information, and it’s not very enjoyable for you, your team, or your customer. But, it could be you put that customer even on speakerphone or mute, look for 30 seconds, and just text them the file right off your phone in real time! It’s the speed of accessing data, customer service, and actual insights, but a lot of it is workplace satisfaction.
We’ve literally been in shops where people are threatening to quit saying, “Our system is so bad” right in front of the president of the company. . . “I’ve been saying for years, we need a new system. I’m at my wit’s end because what I have to do is so painful and repetitive every day just to make the plant go.” It can manifest in a lot of different ways.
Doug Glenn: Give me a quick history on Steelhead.
Jeff Halonen: Steelhead Technologies was founded early in 2021 by a team of software engineers, mechanical engineers and manufacturing engineers. We started with the need of a single customer who talked about their pain. This particular customer was running on paper; whether it was contacting customers, instructing operators, tracking information, finding information, even something as simple as a customer calling with a phone call asking for information on a job, all were huge disruptions in their day. It took half an hour and they had to physically go find people and paper. Everything was in a huge storage room at the end. What the Steelhead team heard was a high degree of pain and essentially a plea for a solution. So, we founded Steelhead Technologies to address that need.
Source: Steelhead Technologies
The team has grown really quickly, and we’ve raised 2.5 million dollars in investment capital here in 2022. The team went from an original team of about 6 to up to 16 now. As I mentioned, everything is kind of the direct service model. Whether it’s sales, deployments or customer success, it’s all team Steelhead across the board. Everyone is an expert in the platform, and everyone is one degree backed up by our team of engineers. We have six engineers that work fulltime on Steelhead making it the best that we can.
Our customers are amazing. Everything that we work on is driven by a customer request, someone out in the field, using the tool and saying, “Hey, what if. . . ?” or “Hey, this could be better” or “This extra effort. . .” or “We would really like to know this. We are trying to achieve this business objective, but we need that.” That’s really where the Steelhead team excels is taking essentially what we view as requirements and building a platform to meet those requirements.
It's really exciting. What we found is that [we can really help] the job shop industry, specifically, and also the high throughput — or even the high-mixed captive shops as you mentioned — where there is no build materials, no engineering team, no design release, and no supply chain. It’s go, go, go. The assumptions change by the day, hour, or minute, and everything is fast paced. We’ve seen a huge lack of automation and data in the space. With high quality, purpose-built technology for this fast-paced, almost, service type of manufacturing, with specifically built tools, we’re able to achieve minimal effort to achieve each job. To minimize all of the administrative effort, but also aggregate extremely detailed data down to operators, part numbers, and equipment, without driving up costs or sacrificing ease of use. That’s our core strategy.
Our customers are incredible, and a lot of our recent success has been just keeping up with our customers since they’re always pitching for a new tool or feature. We roll out a couple thousand lines of code to address this and they’re like, “This is good, but it needs that.” That’s the other thing — software is a service, so we’ve long accepted that we are never going to build the software and just ship it: it’s a continual living beast, whether it’s cybersecurity, speed, everything. So much of it is service because this type of software [requires] pros to extract the maximum value from it.
Doug Glenn: All right, last question. This is your challenge question for the session here. You, personally: What do you find most interesting and exciting about it? When you look into the future, what are you excited about?
Jeff Halonen: What excites me the most is the transition that shops can see by adopting technology and systems whether it’s impact to the bottom line — which we’ve seen in some shops, where it’s really stunning — or something else. A marginal labor cost where one customer’s job takes three minutes and another takes nine minutes. . . The manufacturer can now address that 3X marginal labor cost with the data where, before, they were just eating it. “This customer is not profitable; we’re not doing that; we are no longer accepting batch sizes below X, because we’re armed with the data.”
What really excites me personally is the journey that each of these plants are able to go on. I also get really passionate about when I’m able to see a difference between the way things are and the way they could be. That’s what every single interaction with our partners is: we see the way that they are and we work really hard to build the best one possible. So, it’s like, hey, look at this difference? Look what we can do? It’s that sense of accomplishment on a customer basis to really get as much as is possible out of their time, resources, people and their entire enterprise.
Doug Glenn: It’s kind of nice seeing the smile on your customer’s face, I think, right? When things go well, to be able to say, “Man, that was good!”
Well, Jeff, thanks. I really appreciate it. It’s very exciting. It sounds like you guys have got a lot of interesting things going on and, hopefully, some of our readers/listeners/viewers will be able to give you a call but thanks for joining us.
Jeff Halonen: Thank you, Doug. Thank you very much.
About the expert: Jeff Halonen is a co-founder and the CEO of Steelhead Technologies, a plant operating system provider serving job shop manufacturing plants in the USA. Jeff is a Mechanical Engineer by training and spent several years at General Motors before starting in technical sales and manufacturing software. Jeff most enjoys the personal impact that he can have on customers when they discover exciting new ways to run their business. Residing in South East Michigan, Jeff enjoys time with friends and family, being outdoors, and playing hockey.





 If you are considering making the leap to laser heat treat, buckle up. Nic Willis, metallurgist/heat treat supervisor of Emerson Professional Tools — RIDGID® TOOLS, and recipient of Heat Treat Today's 40 Under 40 recognition in 2020, shares how he led the company to look at laser hardening for some of their induction heat treated projects. It’s a fascinating story that includes the decision-making process, the transition itself, and the continued implementation of this technology.
If you are considering making the leap to laser heat treat, buckle up. Nic Willis, metallurgist/heat treat supervisor of Emerson Professional Tools — RIDGID® TOOLS, and recipient of Heat Treat Today's 40 Under 40 recognition in 2020, shares how he led the company to look at laser hardening for some of their induction heat treated projects. It’s a fascinating story that includes the decision-making process, the transition itself, and the continued implementation of this technology.







































 We would also like to highlight our footprint on the U.S. market because we have three companies. We have RETECH, SECO/VACUUM Technologies, and SECO/WARWICK Corporation. We like to see the companies working together, and we see a big interest from U.S. customers to get equipment made in America. RETECH produces vacuumatological equipment (vacuum melting equipment) in the United States. We would also like to build vacuum furnaces in the U.S. SECO/WARWICK Corporation has been in business for many years, and we would like to continue with production of atmospheric furnaces and aluminum process furnaces. We are also thinking about aluminum brazing equipment we build in U.S.
We would also like to highlight our footprint on the U.S. market because we have three companies. We have RETECH, SECO/VACUUM Technologies, and SECO/WARWICK Corporation. We like to see the companies working together, and we see a big interest from U.S. customers to get equipment made in America. RETECH produces vacuumatological equipment (vacuum melting equipment) in the United States. We would also like to build vacuum furnaces in the U.S. SECO/WARWICK Corporation has been in business for many years, and we would like to continue with production of atmospheric furnaces and aluminum process furnaces. We are also thinking about aluminum brazing equipment we build in U.S.









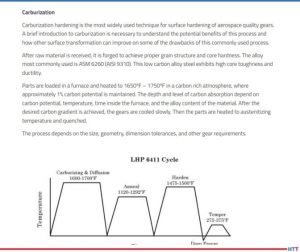




 Next is automation. We need to automatically tailor the data to present profit margin. We need to automatically tailor the data to track reworks. That’s the next step because that gets us to actionable data information.
Next is automation. We need to automatically tailor the data to present profit margin. We need to automatically tailor the data to track reworks. That’s the next step because that gets us to actionable data information.
