As 2022 comes to an end, we’re taking this episode to look forward to what North American heat treaters can expect in the largest trade show for heat treaters anywhere: THERMPROCESS 2023. Doug Glenn, publisher of Heat Treat Today and Timo Würz, managing director at VDMA Metallurgy and General Secretary of The European Committee of Industrial Furnace, Heating and Metallurgical Equipment Associations (CECOF) talk about what attendees and exhibitors should expect and several of the hot topics in manufacturing that will be guiding this event.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
Heat Treat Today is cancelling the North American Exhibitor Group. Please disregard the comments in podcast above or transcript below referencing this.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Welcome to another episode of Heat Treat Radio.
Contact us with your Reader Feedback!
DG: Let’s talk about this. I know you are involved, in your capacity, with VDMA and CECOF and things of that sort with the THERMPROCESS event which is coming up in June. For people who might not know what THERMPROCESS is, can you give us a 30,000-foot view of the event?
Timo Würz Managing Director at VDMA Metallurgy General Secretary of CECOF Source: LinkedIn
Timo Würz (TW): THERMPROCESS is the world-leading tradeshow for the thermal processing industries. And it’s not just one show -- THERMPROCESS is part of a tradeshow quartet. It’s four shows, and they are all about metallurgical equipment, metallurgical processes, thermal processing, foundry equipment, foundry applications. All of these topics are very much connected one to the other, and that makes it a really big show. It’s not just this little part of industrial furnaces and burners, but it’s imbedded in a huge metallurgical environment. That’s the reason they call this exhibition “the bright world of metals.” You’ll find there any kind of thermal applications. If you want to process glass or ceramics, you'll find the respective equipment there. This is the larger context of this show.
It's really huge. The 2019 edition that was more than 73,000 visitors in Düsseldorf, more than 2,300-something exhibitors on all the four tradeshows. For the THERMPROCESS alone I think it was about 340-350 exhibitors and about 6,000 visitors only for the show, not taking into account all the others coming from GIFA show or the METEC show which are the other shows. So, there are a lot of symmetries between these shows, and you see really everything that has something to do with thermal processing -- with equipment, with applications- it’s really a big thing.
DG: You and I both have probably been to the THERMPROCESS since early on, maybe its beginning. I’m not sure when the first show was, but I know the first one I attended was in 1999. It was quite an event, even then.
I want to give our listeners and viewers a sense of the enormity of it. You’ve been to some of the North American shows. I don’t know if you’ve been to one of the larger shows in Chicago like the IMTS. It’s probably one of the larger metal shows in the United States. My contention is, and I wonder if you’d agree with this -- McCormick Place, where the IMTS is held, the campus on which the quartet of shows, as you say, is being held, is probably four to five times the size of an IMTS show. I don’t know if you’ve got that comparison or not, but it’s much larger than any other North American show I know of.
TW: I know IMTS quite well because I’ve been there many years ago when I was working for the machine/tool industry. That is really a big show in the United States. I think the FABTECH is about the same size or even a little bit bigger than IMTS. I would say, maybe THERMPROCESS and the other three tradeshows are even a little bigger. I don’t know if your readers know the exhibition crowds in Düsseldorf, but they are quite huge. I think it’s the second or third largest exhibition area in Germany. The four trade shows, they really occupy all halls at the exhibition center. So, 73,000 square meters -- that is about 150,000 cross square meters, so 33,000 is only the net square meters. If you take all of the other areas together, it’s really a huge exhibition area. Still, the comparison is not too bad -- it compares to the big shows in the United States in other industries.
DG: Yes, I think so. I tell people, when I try to give them a sense of the size of the campus that the Düsseldorf Messe. If you were to start on one end and just walk at a normal rate, it would probably take you 15-20 minutes to walk from one side to the other which, fortunately, we don’t have to do too much.
The dates of the show?
TW: It’s June 12-16, 2023, in Düsseldorf.
Düsseldorf, Germany Source: Unsplash.com
DG: Which is a great time of year in Düsseldorf. It’s a lovely, lovely place, so I would encourage people to go.
Let’s talk about some of the trends, the international trends in thermal processing. From your perspective, what are some of those international trends, international things that are happening now that people will be able to learn about and hear about if they do come to THERMPROCESS?
TW: There are a lot of things going on at the moment: there is the whole sustainability greenhouse gas reduction discussion going on. That is certainly going to be reflected at the show. There is digitization which is a very important issue for all industries but also for the metallurgical industries and the thermal processing industries. It gives you some new benefits you can offer to your customers, or you can benefit from in your product development. So, that’s a huge topic.
There is additive manufacturing that gives you completely new opportunities on how to produce certain parts for your equipment or how to replace a traditional technology. Think about replacing a casting by a part that is produced with additive manufacturing. Finally, the part is the same but the production process is completely different. There is a very interesting competition now between different production technologies coming out. That will be shown there and many, many others.
We could go into very specific details like new types of communication between machines and management systems or between different kinds of machines, and really a lot of interesting developments -- artificial intelligence, machine learning -- that all helps to optimize your process and your equipment, so that’s really an amazing development going on.
DG: I’ve got a question for you: I know you are kind of on the inside track with the whole Bright World Metals and Messe Düsseldorf, the organization that puts this on. Do you think that some day in the future they will add a fifth show on 3-D printing? There are a lot of metals going on here, right?
TW: That is a very good question. I don’t know because there are still other exhibitions for 3-D printing and additive manufacturing. Maybe not necessarily a new show, but it is certainly becoming a permanent part of the existing show. One or the other place will really highlight that additive manufacturing maybe without having a fifth show to do it.
DG: I think it would be interesting! We’d have to figure out instead of being a quartet, it would have to be a quintet, or something.
Let’s talk a little bit about the electrification. Let’s dig a little bit deeper into the electrification. What are you seeing there? I know, right now, you’re sitting in Florida, with tropical storm Nicole in your background. Is that the name?
TW: It’s Nicole.
DG: You’re sitting there in Florida, but I know you’re typically out of Germany. What are you seeing, Timo, there in Germany, regarding electrification and the move away from greenhouse gas, let’s say?
Source: Unsplash.com
TW: That is a good question but difficult to answer question. Electrification is not really new. There are well-established processes which are already electrified. Think about induction heating or melting or electric arc furnace. That is all electrified heating equipment, so that is not really new.
The important question is, how many other processes could be replaced by electrified processes? Now, I mean such processes where you burn fossil fuel, for example, natural gas. That is really the point when it comes to greenhouse gas mitigation -- you want to get rid of greenhouse gases, and usually they are emitted when you burn something. From a physics point of view or an engineering point of view, electrification is great because it has a very high efficiency. Turning electricity into heat has a very high efficiency, much better than burning something and generating heat from burning fossil fuels.
The problem is -- think of a reheating furnace in a steelworks. In terms of energy consumption, which has to be called a monster because a reheating furnace in a steelworks consumes per hour as much energy as a jumbo-jet flying from Europe to the U.S., each hour. And now, try to imagine how to electrify such an application. At the moment it’s hardly conceivable that you can really replace that existing equipment by something that is electrified. You have the same energy density that is needed to get the process done. That is very difficult. You really come to technological limits.
I don’t say you can’t overcome them in the future; but at the moment, it is just not possible. But you have to see which processes are possible, and those which possible should be electrified. And for others, you have to accept maybe you need a hybrid concept -- electrical heating and conventional burner, or you have to accept that you have to burn something. In the future, maybe that will be green hydrogen. So, there are different roots.
Finally, green hydrogen is another form of electrification because you need electricity to produce green hydrogen. When you bring that all down to one point, it’s only a question of -- are you able to generate a sufficient amount of renewable energy? It’s not a question about the thermprocess aspect, it’s more or less a question about the generation of enough renewable energy so that it’s about wind energy, it’s about solar power, etc. If there’s enough renewable energy, I would say everything can be electrified or everything could be supplied with green hydrogen. That is not the main problem. The main problem is the availability of enough renewable energy.
DG: I think our listeners would be interested in your perspective just on this one little issue: I know one of the drivers in Germany for electrification is the fact that you’re getting your gas supply cut off by friends to the East. I’m curious, how is it there in Germany with the lines being cut? The pipes being cut?
TW: It’s really challenging. To be honest, we were used to having a cheap energy supply from Russia, cheap gas from Russia that was the fuel for a lot of parts of our life -- for industry, for private heating, and everything. So, that’s gone now. Now, we have a completely different situation. At the moment, fortunately, all our gas storage is full so we were able to fill them very quickly at very high cost because we had to buy all the gas, wherever we got it, and had to pay really insane prices.
So, maybe that might not really push electrification because, at the moment, a good part of our electrification strategy was based on burning natural gas as a kind of transition technology. Now that’s gone and we have to reactivate all the power plants which are already phased out. Now we reactivate the coal-fired power plants in order to have enough electricity. So, we have a big discussion about nuclear power because we phased out already most of our nuclear power plants. There are only three running. How long they can run to maybe support energy production?
On the other hand, we’ve seen friends that more than 50% of their nuclear power plants, at the moment, are not working either because they have technical problems or because the French rivers don’t have enough water due to the drought. You need the cooling water for the nuclear power plant. At the moment, we have to export electricity to France; usually it’s the other way around.
DG: That is very interesting. I didn’t realize that. I knew there was quite the drought, but I didn’t realize that that had an impact on their nuclear power production.
TW: Yes. At least in France, it is very bad. The whole situation is somewhat strange, at the moment. My personal opinion is that it will help us to transform our energy system much faster than we already tried to do. That is really something pushing us in a completely new direction. I think the renewable power generation will really get a boost because we don’t have that many alternatives. We have to rely on I don’t know how many ships from the U.S. bringing LNG or from Qatar or some of these places. It is a challenging situation but I think it will help to transform the whole system much faster.
DG: We have a saying, and you may have something similar in Germany, but they say, “necessity is the mother of invention,” meaning, if you’ve got to do something, you figure out how to do it, right? You invent something to be able to do it. Such is the case with the power situation there in western Europe, for sure.
Well, we wish you luck on that.
Let’s talk a bit about digitization or the internet of things and things of that sort. Tell me what people will possibly see, if they go to THERMPROCESS in regard to digitization and IIoT.
Source: Thermprocess-online.com
TW: I think digitization is not a trend anymore. It’s a reality and it’s a necessity for all companies. You can’t do any business without thinking about how to digitize certain aspects of your business. It helps on different levels. First of all, it is, of course, a great help to optimize processes. Think of using, for example, machine learning or artificial intelligence or whatever you might want to call it. You can generate optimized furnace recipes for heat treating processes, for example, which were then based on the knowledge of people, in the past. And they were quite good, but now you reach new levels of optimization just using these digital solutions or the transformation of data communication. You get a complete new level of transparency of what is going on in your system because every part has an IP address and can tell you what its stage is, what it’s doing, and what is maybe a problem. So, you have a complete new transparency of your processes of your equipment that you can transfer easily to management systems. You can base decisions on such data which then becomes information and that is something that really improves the overall equipment efficiency very much. That is a really big benefit for the customers.
Digitization is also the way towards new business models. So, having all your equipment, all your processes as a part of, let’s say, a digital or data ecosystem, it allows you to offer completely new products. For example, apps that help your customer to do the scheduling of the production or to allow you to have paper production concept or maybe helps you to do predictive maintenance and all those things. I think you will see all of this at the THERMPROCESS and the other three trade shows next year because, I would say, most of the companies, be it small or be it big, they have such digital solutions now and they will show it in all different aspects and types of application.
DG: Along that line, shifting gears just a little bit on this, one of the issues that we’re experiencing here in the United States is labor shortages and things of that sort. I don’t know if that’s exactly the same in Germany, but let’s assume that it is. How about automization and the use of robotics? Are you seeing anything along that line there, and do you anticipate that people would see some solutions or some ideas along that line if they were to come to THERMPROCESS?
Source: Unsplash.com
TW: Yes, we do have the very same problem. Finding young people, finding skilled people who are able to do their jobs in a highly sophisticated, industrial environment is terribly difficult. We have many, many jobs where we can’t find people for. Not the low wages jobs, but highly qualified jobs that require a lot of training. It’s exactly the same problem you have in the United States. And automization is maybe one aspect of overcoming that problem. Of course, a lot of companies do invest in automization, they do invest in robotics. Maybe not in the thermal processing industry. Robotics there is maybe different from what we maybe think of when we hear robotics like in automotive assembly, when you see maybe 2,000 robots working in a coordinated way, assembling a car structure. But any kind of automization that helps to overcome labor shortages being manipulating heavy pieces.
DG: I think of fixturing and racking, right? I mean, that’s a heavily labor-intensive process, even if it’s small parts? Taking 100 parts and putting them in a rack so that they can be heat treated -- I think automization.
TW: Yes. So, if you don’t find the people to do that, you certainly will have automization. You find all the big robotic companies and the automization suppliers on the four trade shows, especially in the foundry environment -- there is a lot of robotics. So, robotics manufacturers like KUKA, ABP and Fanuc, they are all there. They will show their special applications for the metallurgical sector. There is certainly a lot to see at the THERMPROCESS and the other three shows.
DG: So, you and I both know that at THERMPROCESS and GIFA and METEC and NEWCAST, that it’s not all business. There is a little bit of enjoyment beyond business that goes on there. It’s also a little bit of fun on the show floor, but I would like your personal opinion: What do you enjoy about Düsseldorf? What is there for those people who would want to come over and do more than just work? What is there to see?
TW: First of all, it’s taking place in summer and usually, at least the last two or three editions, we had really nice weather. That helps a lot to get people in a good mood. Düsseldorf is a particularly nice city. It has an old part, Düsseldorf Altstadt, where you’ll find these typical restaurants and these typical Düsseldorf pubs where you get this special beer. That is really a place where people just meet and have fun. So, after the show you can go there and just have fun. You can talk business of course, if you like, but you can just have fun, drink a beer, sit at the banks of the Rhine river. The people are nice people. The people from the Rhineland, they are known as nice people. They have a good sense of humor so it is really a good place to come, do business, but also do anything else but business. It is a good place to be in June. There is plenty to do, and it’s a good place to have a lot of fun.
DG: And it’s easy to get around, I must say. At the Messe or the fairgrounds, where the show is, the trains pull right in. They’re more like trolley trains, not necessarily subway trains, but it’s kind of what we think of in the United States as subway cars- they pull right into the Messe there. It’s easy to get on, it’s easy to get off. It’s 10-15 minutes to downtown. There is some great shopping for any of you ladies, or men if you’re a shopper, that you can easily take a walk down Königsallee which is a beautiful shopping place there and the Altstadt as you mentioned- all pretty much, which I think is nice, depending on where you stay in Düsseldorf . If you’re in the downtown area, it’s all relatively, if you’re in decent shape, in walking distance. You can walk it. I walked from the Bahnhof all the way over to Altstadt. You can do it; it’s not undoable.
TW: That is all within walking distance, yes. And, if not, you can take the tram or the subway and it takes you 15-20 minutes, and you’re right in the center. Even if you want to go a little further- all the other large cities around are very well connected by this public transportation system. Never use a car in this area -- that is bad. In terms of traffic, if you are in a car, it’s a mess. Use the public transportation, and it’s wonderful because it connects all cities. You can easily go to Cologne, you can go to all the other cities around. It’s very easy.
DG: In the past, they’ve had a bit of a technical program associated. Are they having that this time?
TW: Yes, of course.
DG: If you don’t mind, tell us a bit about what you know about that technical program.
Be a Part of the Show! Source: Unsplash.com
TW: At THERMPROCESS, there is going to be the THERMPROCESS forum -- what was the THERMPROCESS symposium, in the past. It’s a kind of 2-day presentation program right in, I think, Exhibition Hall #9, so where the THERMPROCESS really is, where we have a two days with program presentations from exhibiting companies showing their innovations or showing new solutions, new applications.
We’re going to have at the first day, a special program that will try to dive a little bit deeper into the energy transition -- how the energy system will transform in the future. That is more from a scientific point of view, a political point of view, but nevertheless very interesting. Then we have the company presentations, and we are going to have the ‘tech talks.’ On Thursday, we are going to have the ‘tech talks.’ Originally, it was an online forum, but there we transfer it to the exhibition. So, three companies are giving presentations in a frame of a specific topic. They all build thematically on the other presentations so you see a whole picture of one specific topic. That is going to happen.
And there will be, of course, the foundry related events. There is going to be the ESTA that is the European steel technology application day. That is a very big event with seven hundred sessions over the whole exhibition. That is for the metallurgical people, so for the steel producers.
DG: Good. That’s great. I thought that was going on but I wasn’t sure and I just wanted to confirm.
Timo, I thank you very much. I appreciate you taking the time to help us understand what might be going on at THERMPROCESS. Thanks very much for joining us.
Heat TreatRadiohost and Heat TreatTodaypublisher, Doug Glenn, is bringing us to the world of salt bath heat treating. To take on what this is and why heat treaters should consider this method, Doug is joined by three gentlemen with Kolene Corporation: Dennis McCardle, Ken Minoletti, and Jay Mistry.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Well, welcome everyone to another episode of Heat TreatRadio. I’m really excited today to be talking about salt bath heat treating with the good people at Kolene Corporation. Let me introduce the folks and then we’ll get rolling.
Contact us with your Reader Feedback!
First off, gentlemen, welcome to Heat TreatRadio, I’m really glad to have you. The first person I would like to introduce is Ken Minoletti who is vice president of Thermal Processing at Upton Industry, now a Kolene Corporation company. Ken has 45 years of experience in all areas of the company operations relating to the design and manufacture of salt bath furnace systems and other thermal processing systems. When Kolene purchased Upton in 2021, retaining Ken was a critical part of the terms of the sale. He’s an expert in the field and well respected in the industry. I have known Ken for many, many years. Ken, it’s really good to be visiting with you today.
Kenneth Minoletti VP of Thermal Processing Upton Industries, Inc. - a Kolene Company
Ken Minoletti (KM): Thank you for the invitation, Doug.
DG: The next person is Dennis McCardle. He is the executive VP of Kolene Corporation and has 34 years of experience at Kolene in all aspects of salt bath manufacturing and operation. As executive VP, he is very well respected and considered an expert in salt bath technologies for industry, serving hundreds of customers. Dennis, welcome, it’s really good to see you. I’ve known you for many years as well.
Dennis McCardle (DM): Thank you, Doug.
DG: And finally, last but not least by any stretch: Jay Mistry, senior sales representative of heat-treating chemicals at Kolene and Upton. Jay came to Kolene in 2001, as well, with 33 years of experience at Park Thermal International as their former CEO. Jay is a high-energy, forward thinker, which I can attest. He cultivates and maintains strong industry relationships as the head of Kolene’s heat treat chemical sales. Jay is a wealth of important historical information and ideas.
So, there you go. Gentlemen, you sound good to me already!
We were talking before we hit the record button that when I read these bios, I said, “Boy, we sound good.” Fortunately, we can say, those are true. It’s really good to have you guys.
We want to talk about salt bath heat treat a bit. Just for the listeners, I want to lay out a bit of an outline. What we’re going to do is we’re going to talk a bit about Kolene Corporation first because there’s been some pretty significant activity at Kolene. We’re going to talk to Dennis about that for a minute. Then, we’re going to talk about the equipment -- salt bath equipment; we’re going to talk to Ken mostly about that. Then, we’re going to talk about materials.
I want to talk to you a bit about Kolene. There is a lot of activity over there.
DM: There’s a lot of activity. We’re very excited.
DG: Tell us a bit about the history, first, very briefly.
Dennis McCardle Executive Vice President Kolene Corporation
DM: Sure, my pleasure. Kolene Corporation was founded in 1939. We’re a privately held, small business in Detroit. We’re a single-source supplier of process equipment, process chemistries, technical service and support, R & D, development, lab support services, engineering design capabilities -- I mean, we’ve got basically the whole gamut of supply chain.
Our processes are used in a wide variety of industries, Doug, so it’s really hard to go into them all. But typically, the difficult metal cleaning applications is where we’ve made our bones.
Then, when you look at it in 2021, we entered the heat treat marketplace with the acquisition of Upton Industries. It is a renowned name in the heat-treating industry, of both supplier of equipment but also technologies. We also, at the same time, took on the industry-proven chemistries of Park Thermal International. Those chemistries are really the lifeblood of what we’re going to be doing in the heat treat industry.
We’re very excited about the future and what we see coming along. When you think about it, both Ken and I were talking, and now, with the combined companies, we have 170 years of salt bath experience. It’s unbelievable synergy that we bring to our company now. It’s really exciting.
DG: That is exciting. I want to be clear on before the acquisition of Upton and things of that sort. What were the core markets that you guys were serving? You mentioned it was metal cleaning?
DM: Metal cleaning, yes. When you look at it traditionally, when we were initially founded, we were doing cast iron cleaning for the navy. We still do that process that was developed in the forties. When you look at it, steel, of course, to scaling, is the largest portion of our business. We also are in the engine remanufacturing sector, the aerospace sector. We’ve got a great deal of breadth, if you will, of the different industries that we supply our cleaning technologies too.
DG: The company has been around a long time. You mentioned Upton as being a well-established name. I have been in the industry a long time; I’ve heard of Kolene for quite a long time, even in the thermal processing industry, heat treat industry, if you will. You guys have been around.
DM: We have, yes.
DG: Before we move on to Ken and ask him some questions about the equipment, specifically, I’m curious -- and I’m sure many people out there would like to know -- What is driving this? You’ve acquired two companies, basically. What’s behind it? It sounds like you’re on a growth mode.
DM: We are. We’re a family-held company. We’re in our fourth generation now. We have always looked at that sector, the heat treat sector, as an opportunity. Obviously, when we were doing the salt bath nitriding, we touched on it a bit, but we really didn’t get into it as we wanted to see and experience. When we looked at it, it was always in the back of our minds, should we enter that marketplace?, It was one of the owner’s sons, Tim Shoemaker, who really started making the inroads of -- Why don’t we go after this? Why don’t we look at this more seriously? He was the driving influence along with his brother, Peter, to move into this. The opportunity arose. Everything fell together just beautifully at the right time, place, and it just worked out fantastic.
DG: Let me transition over to Ken because I want to just kind of piggyback on that. Dennis, thank you very much. I want to talk to Ken just a minute about the whole acquisition -- Upton becoming a part of Kolene. Can you give us a quick overview of how that happened?
Peter Shoemaker Vice President of Purchasing Kolene Source: PRNewsWire
KM: Sure. Obviously, everybody looks to continue the longevity of the corporation as we proceed. We’re all not getting any younger! Upton was started in 1937, so we were two years ahead of Kolene Corporation. It had always appeared, in my opinion, to be a very good fit. They are parallel lines of salt bath treatment. We actually competed against Kolene for a number of years, primarily, but we found our mainstay to be in the heat treat industry when it came to thermal processing. The passing of the president of our company opened up the potential for the merger or acquisition, and it worked out very well. We worked with the Shoemaker family and came to an agreement back in October. So, we’re really completing our first year from October of 2021. We’re one year into our leadership as a Kolene company. But they said they understand the importance of the brand name of Upton and, obviously, that will not be going away.
DM: It is a key point. That name is really very important to us in the branding. It’s something we don’t ever want to lose.
DG: Both those companies are very good names in the industry -- Park Thermal International and Upton.
So, Ken, Upton has been located where?
KM: We’re in suburban Detroit in Roseville. We’re probably about a half hour drive door-to-door with the Detroit campus.
DG: Is that location going to stay, or are you going to consolidate?
KM: We’re going to stay, yes.
DG: Let’s talk about the salt bath equipment. A lot of the people who listen to this are manufacturers who have their own in-house heat treat. I’m guessing a large portion of them have stuff that’s not salt bath, although I’m quite sure there are some that do. Talk to those people who don’t have salt baths at this point. Why should they be considering salt bath equipment?
KM: Some of the big advantages, number one is temperature uniformity (+/-5 degrees Fahrenheit), being a conductive liquid, meeting the spec of AMS2750. Plus, its variables -- you can really run multiple differing grades of materials through the furnace merely buying limited by the operating temperature range of the salts. You run carbon steels, alloys. It’s a simple operation -- there are no generators, there is no carbon balancing for an atmosphere, so you don’t decarb. You rectify the bath to maintain pH, and that will prevent decarburization.
DG: How about the different processes that can be run? In a salt bath, what are the different processes that can be run?
KM: Our core business is neutral hardening. Austempering, marquenching and tempering, be it in salt or oil, aluminum solution treating for the aircraft industry, and also aluminum dip brazing. We’re becoming the worldwide leader in the supply of dip brazing equipment. and we have really opened up in the international markets. Again, it’s that temperature uniformity aspect of the equipment.
One sector that’s been taking off is the processing of Nitinol material for the medical industry. Again, uniformity. Molten salt heat transfer systems where the salt bath is generating, obviously, going to discharge into other equipment for heating practices.
A final one that’s unique is ion-exchange glass hardening. Cellphones. It provides for the transfer in the atomic structure of the potassium element into the glass, Gorilla Glass. We’ve talked over the years with quite a few manufacturers. It’s a little bit of a niche market, but it is beginning to expand.
Jeep® introduces Corning® Gorilla® Glass option for Wrangler and Gladiator windshields Source: CORNING
DG: That’s interesting! I’ve heard a lot about the processing of Gorilla Glass. I didn’t realize that some of that is done in salt.
KM: Along with aircraft windshields and a whole myriad of glass products that can be done in a molten salt bath furnace.
That’s kind of our core industry of what thermal processes we utilize.
DG: I want to come back to the dip braze, for a second. In dip braze, typically what type of materials are we brazing together? Is it a copper braze? How does it work?
KM: It’s strictly aluminum. A furnace that will run within the salt range, I believe it’s about 1170-1200 Fahrenheit. It’s 61-grade of aluminum. It goes through extensive cleaning practice. You’ll preheat gradually for no distortion. You’ll have your fillermetals in place; it’s textured on the product. They’ll dip braze usually within 45 seconds. The filler metal melts. It’s removed; it’s either air-cooled, fog or immersion quenched.
DG: Is that the type of brazing that takes place, like with clad material? Are you talking about heat exchangers and things of that sort?
KM: I’m talking about heat exchangers. We’re talking about wave guides, antenna, any number of products, primarily into the communications, satellite, aerospace industries.
DG: Typically, those braze processes, the temperature tolerances have got to be within 5 degrees because otherwise you start melting down either your base or your fins or whatever.
KM: Yes. The criticality of brazing in the aerospace industry is definitely one advantage that molten salts have.
DG: One last question for you, Ken, well actually two. The materials that you’re processing -- did we hit on that already?
KM: In neutral hardening, it can be medium to high-grade carbon steels, alloys. Obviously, the aluminum, the Nitinol materials, stainless steels somewhat. Again, you’re really only limited by the temperature operating range of the bath. You can run tool steels to 150 degrees.
DG: One last question I’ve got for you on this is: In your experience, you’ve probably seen ebbs and flows as far as interest in salt bath heat treating. Where are we on that spectrum right now? Are we at the peak, are we growing, where are we?
KM: I think we’re still growing. Again, one of the avenues is the aerospace -- aluminum dip brazing. Neutral hardening, the advantage of the conductive heating in a liquid, you can heat material up. Kind of a rule of thumb is 3-4 times faster than you can in an atmosphere furnace. If you’re able to heat up more quickly, it will reduce the size of the equipment. Plant floor spaces are always at a high commodity opposed to a potential continuous atmosphere line. It can be run by a single operator, delivering a rack of lawnmower blades every 8 minutes. You’ll offload 120 lawnmower blades. It is very, very high-volume production.
DG: Jay, I want to jump over to you with a few questions. Materials in salts and things of that sort, I’m probably going to ask you the most difficult questions. When we deal with salts, I know immediately most peoples’ minds go to -- “Uh oh, salts, I’ve got to be careful.” Let’s talk about that for just a little bit. Are there any types of new materials, if you will, new media out there that people should know about, new salts or things of that sort?
Jay Mistry Senior Sales Representative - Heat Treat Chemicals Kolene Corporation /Upton Industries, Inc.
Jay Mistry (JM): The salt products have not really changed very much over the years. You have your standard neutral salts and the quench salts. They haven’t changed a whole lot over the decades. That is good for all the customers using the product because they want that continuity.
The most difficult sell to a customer is when you start changing salts. That seems to create some problems because the specs have already been established for what type of salts to use. When you start playing with the formulations and things like that, that discourages a lot of customers from trying new things. A lot of them are aerospace-based, automotive-based, and they need to get the approvals from those sources before they make any of those changes. So, you tend to maintain those salts with very little changes.
DG: And I assume, the reason they’re given those specs -- let’s say they’re aerospace specs or whatever -- is because they want to be sure that the salts are cleaned off, that the salts have the same properties during the thermal process, that they’re able to be cleaned off as well, is that right? Is there anything else that is of concern?
JM: 100%. Salt maintenance in the salt bath, desludging in the case of brazing salts, sheeting -- all of those things are crucial to maintaining a good salt bath system, achieving temperature uniformity, and getting excellent results. All of those things go hand in hand, for sure.
DG: The other question I’ve got for you is a supply chain question. We’re recording this the last day of September (2022) and supply chains are messed up, let’s just say.
DG: How about on salts, Jay -- are we having any supply chain issues?
JM: We still have challenges and so on in terms of raw materials but Pete Shoemaker and his group have done a fantastic job making sure that our needs are met. Deliveries sometimes alter based on deliveries of raw materials, but we still continue.
Costs are difficult to hold at any given time; they are everchanging. We spend a lot of time with our customers to try and explain the changes in costs. Salt products have generally been very stable, but today’s world has changed everything. As opposed to holding pricing for 3 months to 6 months, now you’re literally changing from an order to an order, and that’s difficult for a lot of our customers.
DG: You and I were talking, about customers who might want to change suppliers. Let’s say somebody is having a supply chain issue with their current supplier and they want to come over and talk to Jay Mistry about buying salts from Kolene/Park Thermal International.
We discussed a little bit about the concern about mixing salts. Can you address that a little bit? Are there any concerns there we need to worry about?
JM: Going back earlier when I mentioned that not much has changed in the salt products, per se, and that’s in line with in keeping with the salt supplies that we have with the current customers.
To answer your question, the formulations are essentially the same from one product to the other, and so customers really have nothing to worry about blending one salt to the other. In fact, it’s to their advantage to have a secondary source or alternate sources because of supply chain issues. But a lot of them have concerns. They don’t have a chemical background, so there is always the hesitation changing formulations and so on. But we can match any salt product that’s out there, and our clients would be able to use it without any interruption.
DG: Even if there was a question and they’d like validation, I assume you guys could probably do some sort of chemical analysis of their salts and verify that there’s going to be no problem, if necessary.
JM: Absolutely. We have a full lab here that we could do salt analysis. In fact, we provide a service for quarterly analysis and maintenance and so on.
DG: Salts are hazardous, Jay. How do you address that? When I hear of salts, I automatically think, “Oh, boy, the EPA is going to be knocking at my door.”
JM: There is no doubt -- they are a hazardous product. One has to be aware of proper handling, disposal issues, and so on. But I think with Ken’s group, our group at Kolene, we can educate the customer and help them through all of the regulatory processes and make them aware.
Handling the products, as Ken mentioned, is not very labor-intensive. Typically, one guy can run a salt line, type of thing. From a worker exposure, it’s minimized. The continuous lines that Ken’s facility provides, it’s always an enclosed system with the proper exhaust system. So, all of those effluents and emissions are taken care of and handled. We just spend extra time with new customers to make them feel comfortable with using salt products. Once they get the hang of it, I think most of them would say that their worries were unfounded.
DG: Ken, do you agree? I mean, this is the handling of salts. Does the cost/benefit analysis of going to a salt line far outweigh the downside?
KM: I think so. As Jay was talking about the discretional areas (maybe east coast/west coast as far as remediation), strict remediation is going to vary from locale to locale what your discharge requirements are. Out of the automated systems, we build strictly vent to atmosphere; there is no wet scrubber or any type of remediation on the fume. You will have metallic oxides in the disposal media from the bottom of the high heat pot; that always needs to be analyzed to determine what is the proper disposal method. Nitrate salts, any thermal process equipment company is going to be quenching in nitrates. We’re austempering, they’re austempering. It’s the common challenge of the industry, because it is the same equipment, same process.
DG: Dennis, how about you? Any comments on this whole concept of the hazards of salts? I mean, you guys have been doing this for decades, right?
DM: We’ve been doing it for decades, Doug, and we’ve, over time, optimized our systems and our processes to minimize any hazards or any potential risk. I mean, we take a great deal of pride in building a properly designed system that minimizes exposure, minimizes anything that could come along in the way of hazard. So, we’ve learned through the years how to do it, and we’ve gotten very good at doing it.
KM: This also opens up an avenue for our Roseville campus -- we can rely on Detroit on given situations where we need to take a more critical look at remediation.
DG: Focusing more on the heat treat side of things -- any interesting case studies that you can tell us about where somebody has either purchased equipment, purchased salts or whatever, that has just really been helpful to them?
KM: With regard to processing salt -- repeatability. Your quench transfer, quench delay -- that is all PLC controlled. We use encoders, variable speed drives. Our Dan Murphy has done an excellent job in that capacity over the years. Again, it’s just everything can program into a PLC, everything is brought in by ethernet communication. We actually have a module that Dan uses which allows him onto their plant floor from our engineering department in Roseville. He can debug issues if programs are a problem.
DG: A little Industry 4.0 or whatever we’re calling it.
JM: One of the things to remember in the salt, when we talk about heat treat, and Ken mentioned Nitinol medical sources, we, at Park, went through a scenario with a customer that was having issues with his salt bath. We managed to help him clean the bath out and recharge it. But the interesting point with this customer was that he was producing the glass capsules that go into an EpiPen which is crucial for a lot of people out there. With the recent pandemic, all of the syringes, the billions of syringes used, that’s all heat treated in connection with what Ken was saying with glass tempering. And that’s a salt process that’s actually right out there for everybody to experience. Without the heat treating, the glass tempering, we wouldn’t be able to produce needles, EpiPens and things of that nature.
DG: One last question: You guys know your customers very well, much better than I do. If there was a single message you would want to throw out there to your customers/potential customers, what would it be? Dennis, if you don’t mind, we’ll start with you. What’s the message you want to leave with them here about salt bath?
DM: I think salt baths, as you said, they can oftentimes bring a bit of trepidation in regards to whether I want to put a salt bath into my facility. But I think when you really set foot and talk with us about what we’re doing today, about the systems that we design today, I think you are really going to be put in a comfort zone when you see the efforts that we go through from a design and engineering standpoint, and all aspects of it. I mean, we take a great deal of pride in bringing not only the best system as is available, technology wise, but also in keeping people’s comfort levels at a good position through training. When we go and put a system in, we train people on how to operate it, how to work it safely. We take it very seriously when we put a system in making sure everyone fully understands the operation and fully understands that they can come to us at any time. We’re there 24/7 to take their questions and to help them and provide assistance. We try to be a one stop source for all of that.
DG: I assume, also, Dennis, that if anyone out there has a question and just isn’t quite sure if they want to do salt, I assume there are probably places you can take them to show them some installed lines.
DM: Absolutely. And that’s the sort of relationship that we have with our customers. Depending on the process, we can almost always get them to see a facility that’s operating a system today.
DG: It’s always good when your customers let you back into the plant -- that’s a good sign!
Jay, how about you? Any last message? Then, Ken, we’ll finish up with you.
JM: Just to follow-up on what Dennis said: I think the biggest advantage all of our customers, or potential customers, would have is that we are the single source for anything related to equipment to process to operation to pump outs -- from start to finish. You make one phone call and we’re here to answer all of it. You don’t need to go to many various people. So, it truly is a one stop shop where you can get all your answers with one phone call.
DG: Ken, how about you?
KM: I agree 100% with Dennis and Jay. The only thing I would add is being allowed the opportunity to communicate with customers. Don’t dismiss something at face value just because the rumor mill is saying it’s nasty, you’re going to have hazardous waste and everything else. Allow us to present the advantages of the equipment. I think a lot of times that opens a lot of eyes. Everybody thinks of the old salt pot furnace with salt over the floor. That’s not the issue anymore. They’re automated, enclosed, they’re ventilated, and limited operator access. There are advantages.
DG: Gotcha. So, basically don’t believe the questions I was asking about the nastiness of salts. I threw that out there just as devil’s advocate. I do think that’s probably a great point to conclude on is that, listen, if you have thoughts from the past, ideas and perceptions from the past of salt bath, let’s not limit to that. At least give it a shot.
DM: Come and see us. Come and ask us. Let us show you what we’re doing today. It’s a remarkable advancement from what we had 80 years ago.
KM: As Dennis said, we can use a referral to a customer, we can do site visits. Upton Roseville has always been the advantage we have a very good customer base. We always had the dialogue to be able to bring potential Upton customers in to take a look.
DG: Well, it sounds to me, gentlemen, like Kolene/Upton/Park Thermal is on the upswing. I congratulate you. I congratulate you guys and look forward to talking with you again. Thanks for your time, today, I really appreciate it.
What does cybersecurity look like in a heat treat shop? In this episode, Doug Glenn, publisher of Heat TreatToday and host of Heat TreatRadio, will be speaking with four industry experts about this challenge: Heather Falcone, CEO of Thermal-Vac Technology, Inc.; Brian Flynn, plant manager at Erie Steel Ltd.; Mike Löpke, head of software & digitalization at Nitrex Metal; and Don Marteeny, VP of Engineering at SECO/VACUUM Technologies LLC. Watch, listen, and learn all about the risks, preventions, practical steps, and future outlook that this panel has to share.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Welcome to another episode of Heat Treat Radio. We’re going to talk about a relatively serious issue today. I hope to have a little bit of enjoyable time doing it. I’m really happy to have these four people on the call with us. We’re going to talk about cybersecurity -- probably one of the most pressing issues. Obviously, it’s not heat treat specific, but we’re hoping to take some of the specific issues that deal with cybersecurity and, if possible, drill them down into the heat treat industry, as best we can.
So, I’d like to introduce our prestigious crowd here today. They’re going to talk a little bit about it.
Contact us with your Reader Feedback
Heather Falcone CEO Thermal-Vac Technology, Inc.
First, I’d like to introduce Heather Falcone who is the CEO of Thermal-Vac Technology, Inc. out of California. Heather is the CEO, as I mentioned, and currently serves as a member on the board of directors of the Metal Treating Institute. She is a recognized trainer, writer, public speaker on a variety of topics such as leadership, business, and heat treat equipment. At her company, she has led them to be fully compliant in missed 800-171 and DFAR 252.204-7012 -- that’s important, I’m sure -- cybersecurity program as well as EOS system. Heather is, in fact, a member of Heat TreatToday's 40 Under 40 Class of 2019. And I, also -- I don’t know if they’re going to be able to see this; I’ll put it up on the screen if not -- there’s Heather’s picture in a really nice magazine that we got about leadership. Anyway, I am glad to have you here, Heather.
Brian Flynn plant manager Erie Steel Ltd.
Next is Brian Flynn from Erie Steel, Ltd. Brian is a third-generation heat treater. He attended the University of Cincinnati earning a Bachelor of Science and Chemical Engineering degree with a minor in Material Science. He’s also completed an executive MBA from the University of Toledo. As a plant manager, he has close familiarity with technology development, people skills, customer service, and management of technical services. He is also a member of Heat TreatToday's 40 Under 40 Class of 2021. We’ve asked Brian to get involved here because I think he’s probably got a good perspective on implementing some of this cybersecurity stuff. I appreciate you being here, Brian, thank you.
Mike Löpke head of software and digitalization Nitrex Metal
Next on our list we have an international entry -- Mike Löpke from Nitrex, actually. He’s working out of Germany, right now, but let me read what we’ve got here. Mike has been with Nitrex going on two years and is leading the creation, implementation and marketing of new digital platform for the Nitrex group. He has a background in mathematics and physics as well as substantial knowledge in R&D and metallurgical modeling and is currently in charge of Nitrex software and digitalization department. His expertise in AI (artificial intelligence) and process prediction led Nitrex to develop the very first IIoT-based platform called QMULUS. His thirst for knowledge enables him to remain ahead of evolving technologies. As I mentioned, he’s working out of Germany and he was, and maybe still is, a professional wind surfer. I did enjoy the videos, by the way, Mike. It was very, very good.
Mike Löpke (ML): Thank you very much!
DG: It’s interesting and it looks exciting. You certainly went to some nice places there.
Don Marteeny VP of Engineering SECO/VACUUM Technologies LLC
Finally, I would like to introduce Don Marteeny (DM) who I’ve had the pleasure of working with in the past. Don, it’s always good to see you. Don is the VP of engineering at SECO/VACUUM Technologies for over 5 years. During his career, Don has fulfilled many roles including 3 years as a project engineer, 2 years project manager and 2 years as the engineering team leader. He’s a licensed professional engineer. Don led the implementation of a 3-D modeling tool at SECO/WARWICK, when he is not busy being a Cub Scout den leader, which is great, Don presents papers on state-of-the-art heat-treating technologies. Don is also a Heat TreatToday's 40 Under 40 Class of 2021 recipient; congratulations on that. And Don’s just a heck of a nice guy all around, which I’m sure all of you are!
It's good to have you all.
Let’s jump in, guys. This is a relatively serious topic that we’ve got going on here but let me just throw out some questions to you. Heather, maybe I’ll start with you, if you don’t mind.
When we look at the risk potential in the heat treat market, I guess the first question that comes to my mind is: Okay, who should really be worried about this? Who are some of the people? Brian, maybe I’ll jump to you after Heather is done with some input on that, as well. Go ahead, Heather.
Heather Falcone (HF): Well, the short answer is literally everybody. Literally every person in the United States is subject to being a target for a nation-state level adversary such as China, Russia, Iran, North Korea. No one is safe, no one should assume they are safe, and every single person in this country, regardless of whether you’re a businessperson or not, should protect the data that keeps us safe.
DG: Do we have a sense, Brian, maybe over to you on this -- and again, as I mentioned before we started, if somebody doesn’t have a comment on this, just pass on it -- but are there people or organizations or systems in the heat treat industry, specifically, that are at a higher risk? What do you think as far as risk?
Brian Flynn (BF): In terms of age group demographics the Baby Boomers as well as Gen Z and younger are considered the most vulnerable for cyberattacks. Baby Boomers didn’t have great exposure to today’s brand of cyberattacks nor did they grow up with the internet and computers as we know them today. Gen Z and younger, there is a certain carelessness in terms of sharing personal information they’re too trusting. On top of that, Covid created new types of uncertainty in conjunction with the influx of new users going online since 2020.
But more from a business perspective, I guess it depends. Healthcare, government and financial-like institutions pose the highest potential reward but also the highest risk. In terms of frequencies, small businesses, like myself as a commercial heat treater, are the number one target as they typically lack resources and capital expenditures in order to invest in the infrastructure. And it might just be a pipeline where they’re going through the small businesses to get to my bigger Fortune 500 customers, but it’s really mainly phishing emails that are infected with malware. Over the past 12-18 months, it’s been crazy how many have made it through our firewall.
DG: Over to our equipment guys. I should mention -- Heather and Brian are both commercial heat treaters, Mike and Don are really both kind of equipment guys, although Nitrex also does some commercial heat treating, as well. Don, why don’t we start with you. The same question: Who’s at risk here? And then, Mike, we’ll end with you, please.
Don Marteeny (DM): Well, in addition to what Brian said, which I found interesting on some of the demographics, it’s important to realize, too, that it’s not just people, it’s also equipment. The equipment is becoming more and more interconnected, especially with the IIoT capabilities that most of them have now and all the unique features that that brings, but what that means is -- in order for that technology to function as it intended, it has to be connected to the internet which opens up more doors for access to sensitive data. And it’s not just data that you receive, it’s data that you generate, right? And that’s the important thing, I think, that everybody’s got to realize is that once you’re in that chain of subcontracts, shall we say, and you’re working with those folks that are contracting to the government -- handling sensitive data, you’re in that, too. It’s important to recognize that it’s not just you and your users but also your equipment and how it’s interconnected to the network.
DG: I’m reading a book right now -- I’ll give a plug to this guy -- Mark Mills, who we’ve interviewed before, on this show actually -- it’s called The Cloud Revolution and he’s been talking a little bit about this. The amount of data that is out there, because we’re able to get data off of machines and things like that now and are doing more and more, is just skyrocketing. It’s that data that’s going to be an issue.
Mike, over to you; I just want to wrap up as far as risk assessment, here. Who are the people, organizations, equipment or whatever that is most at risk?
ML: From our perspective, there’s not that much to add. We covered already the topic so we have this human factor which plays a really, really big role in terms of cybersecurity, how people are really sloppy and do not have the right mindset to treat data as they should. We have also, a lot of times, not the right policy in place, we do not have the education needed and so on. There is always this human factor.
But also, with heat treatment as a really old industry and steel manufacturing, as well, we have a lot of facilities with outdated infrastructure. This is also a also big topic. Outdated infrastructure, old, dated network designs firmware which we do not need to talk about it’s 20 years old and older so nobody knew about the potential risks that arise during the last decade and during the last years. This is also a really important factor. That’s it, from my perspective. Everyone, as said, is at a high risk, so, summing it up -- it’s literally everyone and everywhere.
DG: If you think you’re safe, you’re not, right? I think when Heather first started talking, I thought, “Boy, this is going to be a horror show.” If you think you’re safe, you’re not; you’re most at risk.
Let’s talk about data and data storage. Those types of things are really at the core of this, I think. Where are we going to store of all our data? How do we do it safely? When it comes to data storage, what problems have you witnessed or are you aware of, and how about solutions for data storage?
Don let’s start with you on this one then we’ll go to Mike. I know a lot of companies say, “Well, I just want to keep my data in-house.” Is that the answer? What are we doing with data?
DM: That varies. From my observations, it varies from customer to customer, industry to industry. There is a sense to move it to the Cloud, just because it’s easier to manage there, but with that brings risks. I think everybody’s got to be aware of that when they make that decision. On one hand, do I maintain my own servers, do I hire the people to man those servers, etc., or do I pay somebody else to do that in the Cloud? Do I take that risk of the data being someplace I don’t know and I rely on the Fortune 500 company who I’m contracting to maintain the Cloud to secure it, or do I do it myself? Especially for small businesses, these are not easy questions to answer. Like I say, I’ve seen both. And, again, with the invent of Industry 4.0 and IIoT, the pressure to move to the Cloud is pretty high, so, if you want to take advantage of those technologies.
DG: Mike, how about you? What do you think as far as data storage and things of that sort?
ML: I think Don mentioned already the two options we have. We could take of all the data storages ourselves, having big data service on premises, having people responsible for it, managing everything, keeping it running, no creation of redundancy, call it like this, having back-up systems -- all of these things you would need to manage by yourself. And the requirements are getting tougher. If you think of having data for the aerospace stored, you’re talking about decades of years, so that’s it.
The alternative is to put everything to the Cloud so then you’d just say, “Ok, I need more data” and more data storage space is available. You can also make use of all the security measures created, for example, by the big Cloud infrastructure providers like AWS in Asia. They are professionals in this. If they say your data is secure because we are using the latest technologies, I think you can be sure that it is. We, at Nitrex, rely fully on this. We say we could not do it better. There are thousands of people working every day on Cloud security, on infrastructure security, and so on and so on. I think our facilities could not be safer.
DG: Brian, let’s go to you on this one and then, last, to Heather. Data security -- if you want to make comments on that and maybe even, if I can put a little sharper point on the pencil on this -- just because a person keeps data in-house, does that make them safe from cyberattacks? General question, or if you want to answer that specific one, Brian.
BF: In today’s climate, the security of the data storage remains at the top of our lists. Knock on wood, very fortunately, we haven’t been on the receiving end of any of those types of cyberattacks, likely because we have a good firewall in place. More relevant to Erie Steel, the problems we face are data storage limits, length of data retention and scalability, and also accessibility -- whether it be video records, furnace records, quality records, shipping records, the list goes on, as far as how long do we want to retain that data and how accessible does it need to be? We utilize surveillance cameras, not spying on employees but really more proof of key operations, proof of start, proof of completion. The cardinal sin of heat-treating is don’t ship a green part back to the customer, so what better way to prove that other than by surveillance systems.
But that poses an issue -- we make sensitive cameras, increase the sensitivity, length of retention goes down. It’s a nice balance between form and function as well as retention, whether we use IP high-definition cameras or low-definition cameras. But that’s on its own internal server, on-site.
A lot of our continuous furnace trending software is continuously recorded -- that’s on its own separate dedicated server with off-site back-ups. Then we have all of our PLC data -- that could fill up a server in a matter of weeks if we really wanted it to. At times, we were recording every second; we don’t need to do that for most operations. Every minute, make the data accessible for a month and then, after that, we send it off to the Cloud.
For our ERP system and our quality management system, we utilize Bluestreak which is a web-based platform. We used to have on-site grid-based platform and that frees up a tremendous amount of space for the server so we can A. keep it 70% or less for capacity reasons. The only issue then, of course, is if we have a power outage, we lose internet -- but those are risks, at this point, that we’re willing to take.
DG: Heather, how about you? Data storage, generally speaking, what’s the situation?
HF: I think whether you’re deciding to store locally or in the Cloud, there are a couple things to consider: your digital rights management and your data loss prevention. If you’re working in-house, that means isolating assets on the land to make sure that, if there is an infection, it stops immediately. That’s one of the basic controls in, what is now, level 1. You have to have some of that in place so that if someone does get into your system, and we’re not talking a brute force attacker, we’re talking a person with the password of 1 2 3 4. We’re talking about the person that has not changed their password in 23 years and they’re still working on a DOS-based system. All those legacy systems that are not yet updated, that’s where the real risk comes from -- storing data locally. It’s really user behavior oriented that’s backed up by the solid digital rights management and data loss protection, as far as storing locally. One thing to be very careful about when moving to Cloud solutions, most commercially off the shelf available Cloud solutions are not compliant within the 800-171. If you’re talking about just Office 365, you have to move to the government version. Now we’re on zoom.gov instead of regular zoom, Doug, I don’t know.
DG: We are not, so be careful what you say.
HF: The problem with that is when you move to those Cloud solutions, they are inherently user prohibitive. They’re awful to work with, and they’re extremely expensive. You are kind of in a rock and a hard place: do we store locally and take on more risk and more in-house compliance cost or do we trust these big guys who have a billion-dollar backing them up who seems to know what he’s doing but also humans are humans and it’s still an inherent broken system? We all have to be careful and take our ownership of the programs that we’re putting in place -- that we have working knowledge where our data is going, how it’s being backed up, how it’s being stored or retained.
DG: Just a quick round-robin question, just kind of a yes or a no, and if you want to elaborate a little bit, feel free: Do you think, in today’s day and age, that it’s just as safe to store things in the Cloud as it is locally? Mike, what do you think?
ML: Yes. But you have to respect the requirements.
DG: Don, what do you think?
DM: Yes, for the most part. Like we said, the larger companies have teams of people working on this every day, so not only can they react, they can be more proactive in staying out in front of it than the rest of us can because they the resources. So, in theory, yes.
DG: Heather, what do you think? Just as safe to store in the Cloud as local?
HF: I believe that it has the potential to be more safe because you can rely on a group of resources that you don’t have to actively manage yourself. However, it takes a lot of oversight and research. It might be easier for a smaller company to create a very small locus of control as opposed to moving to a large collect Cloud solution during their migration to CMMC.
DG: Brian, how about you? Just as safe?
BF: I think the short answer is yes but, you know, it depends on which Cloud are we talking about and what does your internal infrastructure look like as well as what are your internal policies. Then it gets into more of a convenience discussion. How do you need that data? How frequent do you access it? But, I think, there’s the potential to be as safe or potentially more safe.
DG: I want to take a brief break and ask Heather a question. If you can just do a 30-second/60-second explanation of CMMC for us, and then we want to ask some questions about that. But I want to make sure that those who are listening who might not know what that is -- what is that? CMMC -- it’s important.
HF: It’s the Cybersecurity Maturity Model Certification. The government, in all of their perpetual wisdom, decided that they’re really tired of getting attacked by all the bad guys. To protect the state of the defense infrastructure and, I guess, maybe protect themselves because they have to do it too, they designed this system. Now, for today’s talk, I want to make sure that we understand that I’m personally going to be vacillating between CMMC 1.0 and CMMC 2.0. They are drastically different -- CMMC 2.0 is in rulemaking, but it’s got a lot of exciting, better things, potentially, in it versus CMMC 1.0. The point is, CMMC 1.0 is the law of the land and has been since 2019, so, it’s up to everyone who deals with the federal government to ensure that they are up to the minimum standard requirements for CMMC 1.0 which is just, basically, a self-assessment and some basic controls.
The government really wants to put in place the supply chain that is not full of holes for the enemy to take our most trusted and effective data.
DG: I’m curious, when it comes to CMMC then, implementation, best strategies for implementation, how do we find out about it more? Heather, I’ll stick with you on this one and then maybe we’ll move down to Mike and Don and then over to Brian.
CMMC -- what are some good strategies for implementing this?
HF: The first thing is to identify what you’re going to attack. If your whole company does not deal with CUI or FCI (control of unclassified information or federal contract information), then you don’t need to be talking about CMMC. The first step is to get your senior leadership team together and start with a block of information that’s manageable, either by location, by area, by contract, by project. Start at that top level and read the flow-downs to find out if you even have to do this, then decide a plan of action. I strongly recommend a phased integration approach over a period of about 18 months. If you’re trying to jam this into a 6-month process, it likely will be unsuccessful, strictly because that’s not enough time to even get the written policies and procedures in place. Plan for this to take about 18 months to 2 years and plan for it to cost you about $180,000; it’s about 60 grand a year. This is what the government, the Department of Defense says it will cost.
"The first thing is to identify what you’re going to attack. If your whole company does not deal with CUI or FCI (control of unclassified information or federal contract information), then you don’t need to be talking about CMMC. The first step is to get your senior leadership team together and start with a block of information that’s manageable, either by location, by area, by contract, by project. Start at that top level and read the flow-downs to find out if you even have to do this, then decide a plan of action." - Heather Falcone, Thermal-Vac Technology, Inc.
DG: Alright. You’re speaking from experience though, yes? You guys have done this?
HF: Absolutely, yes. It took us closer to 2 ½ years but, luckily, we started early enough to where that phased approach was okay.
DG: Mike, how about to you -- CMMC. Are some of your customers needing to do it? Are you guys needing to do it? What do you think?
ML: Nitrex is a solution provider so we are not only having commercial heat treatment, but we are also creating furnaces, we are building furnaces. We are also creating this control software and lately we released our QMULUS IIoT platform. We are really involved with this topic because we need to make sure that our customers are getting a solution which is CMMC compliant in the end. One thing which I really would like to mention here is that it does not only stop with the software. It’s not only software, it’s also controllers, it’s a hardware on the controllers, it’s even the network. Let’s say, a component on your controller which has to be CMMC compliant, in the end, which makes it really hard for small companies to take care of it. I suggest that you outsource a lot of these things. You can make your suppliers responsible for it, for sure. This would come with rising prices and so on, but for small heat treatment shops, it’s not maintainable, I guess. Maybe with the new approach of the CMMC release, which is relaxing a lot of things, it might be better, but we still do not know.
DG: Your suggestion is to outsource a lot of these, whether it be components or whatever.
ML: I would just like to add -- because we spend a lot of time to figure out what it really means (the CMMC things) and, as Heather already said, it will take you months to understand everything and if you’re not a professional in cybersecurity and maybe created these policies, you are lost.
DG: Don, how about you?
DM: I think I would echo a lot of what Mike is saying. As the whole industry goes more towards the IIoT implementing things, CMMC will be more and more difficult and you need help. Bottom line, unless you’ve got enough resources internally that can address the needs and understand, first off, as Heather mentioned, understanding the law (the regulations), in and of itself is usually enough to keep someone occupied for quite some time. But, even after that, then knowing what it means in implementing it, getting the right person on it, would certainly help the process.
DG: Brian?
BF: I think Heather really hit the nail on the head. The first step is to make sure it matches your strategic plan and your business plan. Currently, this is not a certification that Erie Steel possesses. It’s on our business plan as a threat under SWAT analysis but based on our current and forecasted customer base, this isn’t something that we plan on moving forward on here in the near future.
DG: Heather, you had mentioned about the control of unclassified information. Can you just expound on that a little bit? If I remember what you were saying, you were saying that it’s important to know whether you’re in that category, right? Because if you are, you need to do certain things; if you’re not, you don’t need to do certain things.
HF: Yes, if you handle CUI at your company or if you create CUI, then you’re likely going to be subject to the DFAR’s requirements when they’re flowed down to you. If you’re a federal contractor, it’s likely you don’t have a choice in this; it’s going to be in your contract flow-downs.
If you want to know more about control of unclassified information, there is an ongoing and everchanging list that’s available to you on the National Archives’ website which is archives.gov. If you go in there and you search controlled, unclassified information, it has a subsection list by industry. If all you do is firearms, cool, click on firearms and it’s going to tell you which CUI you have. If you only work defense, ok cool, here’s a nice little chart. It’s an invaluable resource on picking out key terms of your parts of your business to see if it matches up with the CUI.
But also, FCI, which is the Federal Contract Information, grand jury data is protected. Now, do we all deal with that? No. But financial transactions and general data information that you might not think is protected is protected. Spend some time in the National Archives -- it’s not boring, I promise, it’s actually pretty easy reading. It has nice charts and hyperlinks.
DG: It sounds boring, if I may just say so. Being the National Archives doesn’t sound like a place I want to spend my Friday afternoon.
HF: Well, call me, I’ll make it more exciting for you.
"Lately, we started with education because, we said it already multiple times in this discussion here, that the human factor is the most important part. We need to sensitize people about all the risks and all the things the internet brings. That’s why we started to have these security trainings, web-based and so on, which really help, also, to make people aware of these things."
DG: I want to deviate a little bit from the questions that we sent and maybe wrap up with two questions. We’ll deal with them individually but I’ll get you thinking about it just a little bit. Because we want to make this fairly practical for people, question one will be: Can you tell us what your company has done, thus far, to address cybersecurity? Again, it’s going to be a range of things; some have done a lot, some have done a little. Then, the second question I want to ask you which we will wrap up with is: If you could put on your prognostication hat here and you’re looking into the future -- what do you see being some of the major movements that we’re going to have to be dealing with as far as cybersecurity? It’s a little bit of fun looking into the future and seeing what we’re going to have to deal with in the heat treat industry.
Mike, if you don’t mind, we’ll start with you with Nitrex. What have you had to do so far to really deal with the whole cybersecurity threat?
ML: In the past, we started with the human factor. Until 6 years before, everyone had administrator rights on his local PC and everyone was installing everything -- malware, spyware and even things which were ‘unsuspicious.’ But a lot of things happen in the background without even noticing and these actions are opening doors for cybersecurity things. That’s why we installed something like MS LAPS which is a local admin password solution so that we can make really sure that people are only installing things which have been approved and so on. This was one of the things. Then, we also introduced something like MS Defender as an antivirus solution which is hosted in the Cloud which is making use of AI-identifying things before they get really serious. This for all internal IT infrastructure, making use of the latest approaches and software solutions we can get.
Lately, we started with education because, we said it already multiple times in this discussion here, that the human factor is the most important part. We need to sensitize people about all the risks and all the things the internet brings. That’s why we started to have these security trainings, web-based and so on, which really help
In terms of our solutions which we are offering, we planned accordingly a roadmap on how to make it CMMC compliant. All our hardware, we have to rework our whole controller infrastructure which we are offering to make our furnace CMMC compliant. The same for our MES software which we are having on premise for QMULUS, as well, which is our IIoT solution which is hosted in AWS. Here, it really depends on our customers if you’re hosting it in the Cloud or in the usual, let’s say, public Cloud. That’s what we are doing. We’re investigating our needs and to the needs of our industry.
DG: Good. And we will get to what do you plan on doing in the future, too.
Brian, why don’t we jump up to you on this. So far, what is Erie Steel been up to?
BF: As I stated during the risk assessment portion of management review, cybersecurity is regularly listed as a consistent internal and external threat. Historically, it’s been less relevant than it is today so little action was done. Now, over the past few years, we’ve really focused in this area and targeted internally on internal infrastructure. With that, we always try to keep a focus on understanding current environmental trends in cybersecurity, but with anything, any policy, any initiative, it should start and end with a strategic plan. Plans need to be well thought out, employee expectations clearly communicated prior to rollout, and feedback welcomed throughout these transitions.
Here, we practice self-audits and realize that server capacity as well as the life expectancy of our server was a great concern. We met with IT several times and came up with the plan to replace and upgrade our existing server and came up with it in four separate phases -- phase 1 being clean up the current system, phase 2 being change the system over, phase 3 being the new file structure for day-to-day operations, and phase 4 is to implement our new cybersecurity policy. Right now, we’re approaching the end of phase 3; so we’ll be sitting down again and reviewing the cybersecurity policy. Like I said, though, if you have doubts, self-audit, or you can always have a third-party auditor come in and share their two cents.
Some other things we’ve done are antivirus, antispyware software -- those should be givens. When individuals need to access the servers remotely, make use of VPN’s, utilize firewall security, ensure management has a firm understanding on the server capacity and requirements, regularly back-up the critical data, have redundant back-ups in different locations, of course make sure your Wi-Fi is secure, passwords should regularly change, same for all the usernames. You’ll see this with a lot of larger companies -- you really want to limit access to data and limit authority to make changes.
One thing we have done is our PLCs are operating locally on our own internal internet in case there is a server storm, in case there is a power outage. Well, a power outage wouldn’t help us in that situation but in case there is a server storm or internet outage, we can still operate locally, we just don’t have all the trending software to support it like day-to-day operations.
DG: That, just by itself, sounds like a huge task. Just switching over a server sounds like a lot of work. I think a lot of companies are going to be listening to this, especially some of the smaller captive heat treaters. Where to start? I think self-audit is a good idea and good advice.
Don let’s go to you then we’ll finish up this question with Heather then we'll move into thinking about the future.
DM: From our perspective, we’re focusing on the human factor. We’re trying to increase training and then once it’s out there, we test it. Once in a while, you’ll get forewarned that sometime within the next 24 hours you’re going to get a phishing email and what do you do with it? Sometimes they won’t tell us and all of a sudden, it’s, “Oo, what’s that?” I’m not going to click on that link. But honestly, those are the doors that are easier to close that we need to.
Some other activities have been like adding multifactor authentication where it’s necessary. Yes, it takes longer, yes, it’s a pain, but it’s necessary to make sure it is you and not somebody else. And then, as everybody else has mentioned, the usual firewalls, protecting Wi-Fi data networks, etc.
I did want to touch a little bit more on the equipment side, for just a minute. In my experiences with customers, sometimes an easier way to deal with this, especially because the interconnectivity to the equipment is becoming more and more prevalent, it’s just basically have a separate service, a separate internet connection that you control. And it’s basically if you need help, if you need to connect that piece of equipment to the internet, you physically plug it in, if not, you take it out. And when it’s out, you are in control. On your network, you’re passing data where you need to and that’s it. It’s back under that umbrella. Then, when you physically plug it in, you’re doing so making that decision consciously to say, “Okay, for this period of time, I need it to be connected.” But at least, then, you have some direct control. Is it rudimentary? Yes. Is it maybe not the most convenient? Yes. But, until you’re to the point where you can research all the needed data and regulations, they can get you to the point where, at least, you have some control.
DG: Right. Nothing like a physical line to plug in and unplug to help you feel safe.
Heather, how about you? What has Thermal Technology been doing?
HF: We started with an assessment that we paid people to do -- an expert that came in and evaluated our system against the CMMC requirements. That was very scary and expensive and it felt like someone was speaking Greek to me and, frankly, I got bored within the first 30 minutes of him giving me the report. But that’s where you start. And don’t be afraid if you get a negative score on the darn test because you’ve got to pick a place and you’ve got to get the baseline.
The nice thing about CMMC is it’s progressive; it’s meant to be transitional. You’re not going straight to level 3 and your whole life is going to change. You go from that assessment and then you work your way into phase 1. The CMMC level 1 is meaning we’re doing this stuff; we just can’t repeat it and we don’t have any documentation. And then level 2 -- okay, now we’re doing stuff and now we’re going to make it repeatable by documenting it. Then phase 3 is now we’re going to make machines manage the processes that are documented so we can repeat them and do them. It builds upon itself. So, embrace the stages. That’s what we’ve done and we started all the way back when we were a .79.
DG: Out of what?
HF: Out of the level 1 – 3. We were .79. Now, I’ve seen people who are minus numbers (-2, etc.) and that’s okay. Everyone starts somewhere, and if you haven’t had to look at infrastructure as related to information technology in 20 years, then why would you have ever looked at it? Take it in the phased approach. That’s what we did and we baby-stepped our way in and took all the painful points and broke them down into 1,000 substeps and that was the best thing we could have done.
DG: We’re going to go backwards in order, if I can, and let’s talk about the future. I guess, what I want to get a sense from you guys, to wrap up, is 1.What do you see as being the greatest risks to your companies, and, I think, especially with our equipment guys with Nitrex and with Mike and Don, if you’re able to address from your customer’s perspective, 2.What are the issues with new equipment going in? What are the biggest risks that you’re seeing, if there are any, and what do you see us doing in the future differently than what we’re doing now as far as mitigating any of those risks?
Heather, back to you on this one?
HF: The biggest risk is complacency or denial. This will come to you and it already has. If you take the viewpoint of, “Well, I’ll do it when my customer makes me,” you will be so far behind the ball, it’s going to be painful. The absolute worst risk you could possibly take is not looking at it or denying that you’re involved in it. If you’re in heat treating, it is 90% likely that this is going to apply to you in some way. Now, the great news is CMMC 2.0 -- over 60% of the industrial supply base is only going have to be a level 1 -- that’s a self-report annually. That’s not that big a deal. Anybody can do that. And there are great resources that are being developed to help people that want to get that basic level of CMMC compliance.
So, don’t wait, don’t deny it, get your customers to pay for it, put it in your RFPs. It is an allowable cost for reimbursement; don’t let anyone tell you otherwise. If you need more help on that, let me know.
"On the note of chaos, when it sets in, communication is key. If you’re the responsible party, designate primary and secondary points of contact for cybersecurity support. Have performance incentives in place for the responsible managers. If you’re rolling out a new policy, based on the successful rollout of that policy, put some incentives in place. Maintain open lines of communication and welcome feedback."
DG: That’s one of the questions we didn’t get to and that was how to make your customers pay for it which sounds like a very intriguing question, but yes, you mentioned it there.
Don, how about you? We’ll go over to you on this one.
DM: I think, moving forward, a couple of things are happening: The labor market is changing; it’s changing to a demographic that’s more familiar with this technology, which is a good thing. Although, as we said, I think it was Brian that said earlier on, some of those generations may not be as sensitive as they need to be. But what that means is that the older days when we relied heavily on operators to know what’s going on, now we’re switching more towards the technology managing the equipment from the equipment’s point of view. What that means is there will be fewer people managing more equipment from fewer places. So, if you’re looking at a multilocation operation that’s managing data from a central location, that becomes pretty complex pretty quick; but it’s becoming more commonplace in the industry than it used to be. Obviously, that opens up a lot of doors for cybersecurity risk and that’s got to be carefully managed, in the light of CMMC and others as far as cybersecurity goes.
I think the future is -- the technology is there, it’s available, but it has to be implemented carefully and it has to be well thought out by people who know what they’re doing.
DG: Brian, I think we go to you and then we end with Mike.
BF: When chaos sets in, the one standing by your side, without flinching, can be considered your family. When chaos sets in manufacturing, managers must remain flexible, patient and understanding which leads to the difference between a leader and a manager. A good manager is not always a leader, and good leaders are always managers. Managers have people work for them while leaders have people follow them. On the note of chaos, when it sets in, communication is key. If you’re the responsible party, designate primary and secondary points of contact for cybersecurity support. Have performance incentives in place for the responsible managers. If you’re rolling out a new policy, based on the successful rollout of that policy, put some incentives in place. Maintain open lines of communication and welcome feedback. Make sure that training materials are available. Something that I’ve come to realize is that employees often shy away from asking for help. Instead, try to get the help at their fingertips and ask specific, strategic questions to prove they’re understanding.
Really, at the end of the day, conduct your risk assessments. You don’t know what you don’t know, and that’s 95% of what is knowledge today. Be cognizant of what’s out there. Let’s face it -- cyberwarfare, cyberterrorism are very real, very selective, quick and cheap attacks from the hacker’s perspective, and they remain anonymous.
DG: And devastating for the companies that are on the receiving end, potentially.
BF: On the microscale, it’s real, especially for small businesses.
DG: You’ve hit on an interesting thing, Brian, and obviously we can’t spend time talking about everything but, it’s just the way you address this from a personnel perspective inside your company -- are you having someone there that’s the point person for cybersecurity? This shows my ignorance, but that’s okay, it’s easy to do. Do they have a chief security officer, a CSO, now, I assume, adding to the ‘C-suite’?
But yes, I think that’s a good point.
Let’s go over to Mike. What do you see as being the future threats and how are we going to be mitigating them?
ML: I think there is not that much to add here. We talked about the human factor, as I said, is the most important thing. Education and also more of education is needed here. Also, with the people on the shop floor, they are often working still with pen and paper -- they are not really used to going with the digital mediums and components and so on. So, really, we have to be sensible there, as well. You mentioned that the management has to take care that they are not "steamrolled" by all these approaches. This is really important.
The other thing, I already mentioned as well, is to outsource as much as possible, if it’s possible. Talking about the hardware, the software components and solutions and so on -- if you can get a solution which is CMMC compliant and the vendor is stating it, get it, because it’s taking a lot of work from you.
DG: The last thing we’ll do, and you may or may not have anything for this -- any final thought you want to leave with the people that might be listening to this, watching this? These are basically going to be people who are manufacturers who have their own in-house heat treat shops, commercial heat treaters, suppliers to the industry. Are there any last comments that you want to leave?
Don, anything?
DM: The only thing I’d add is just to be proactive. That always helps in these cases. And what that means is up to you but be proactive to address it.
DG: I was thinking the same thing: Don’t stick your head in the sand. Or, if it is there, get it out. Get it out of wherever it is and pay attention. Be proactive.
Heather, how about you?
HF: That’s exactly right. And some of us have larger egos that prevent us from reaching out for help. Understand that the literal federal government wants to help you, and there are so many resources out there that can be a nightmare to navigate but start with the people on this call. Reach out, talk to someone, get outside your circle and start figuring out how to make it work for you.
DG: Mike, how about you and then we’ll end with Brian, if you have any other comments. Again, if you don’t, no problem.
ML: That statement of Heather’s, I think, of being proactive, ask for help, don’t be shy. Invest the money. It will be worth it to invest.
DG: Brian, how about you?
BF: I think, find what works best for your organization and remain flexible. Solutions to cybersecurity should not be a one size fits all approach, so plan for the worst and strive for the best.
DG: Guys, thanks very much. I appreciate it. This is a huge, huge topic. I know we’ve just skimmed across the top.
Today's episode delves into the term "austempering". What is it? Why do heat treaters need to use it? For what applications is it necessary? Join Doug Glenn, publisher of Heat Treat Today and host of this podcast, as he talks with "The Heat Treat Doctor", Dan Herring, about all things austempering.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Earlier Episode of Lunch & Learn
Doug Glenn (DG): Alright, welcome everyone. We’re here with another Lunch & Learn with Dan Herring. Today, we’re going to be talking about the principles of austempering. We do these Lunch & Learns really for the benefit of our Heat TreatToday team and we knew that learning from Dan would also be educational for the entire industry. We are just really happy to be able to have Dan Herring with us once again to educate us a bit. We’re going to try to spend about 30 minutes or so learning about some of the very basic principles of austempering. So, the ball is over the fence to you, Dan.
Dan Herring (DH): Well, welcome everyone. It’s my pleasure to discuss the heat treat topic that we call austempering. One of the things we’re going to do today is we’re going to recall from a previous Lunch & Learn the definition of heat treating. We called it the controlled application of time, temperature, and atmosphere to produce a predictable change in the internal structure of what metallurgists call the microstructure of a material. So, we’re going to introduce various words that are related to different types of microstructures today or these internal structures.
But before we do, I’ve put on the screen a brief definition of austempering. It’s certainly a heat treat process. It’s used in medium to high carbon, both plain and alloy steels, as well as cast irons (an example being ductile iron) and we’re trying to produce a microstructure called bainite which is probably a foreign word to most of you and I’ll endeavor to explain it in a moment.
But to give you just a view from about 30,000-feet, you might be asking yourself, “Well, what types of products are austempered and why?” So, I put a couple of examples here. I’ve put an example of a lawnmower blade, seat belt components like the tongue and receptacle, and some tractor parts, as well.
A good example of this might be the seatbelt components. We’ve learned to put on seatbelts (in my day, we didn’t have them, but now we do) and we all learned to buckle up. And, if you get into an accident, you discover why your seatbelt is really your friend. We want something that’s strong, that if we get into an accident, it will not shatter and break. But, at the same time, we want something that’s tough and slightly ductile so it will bend and not break.
Austempering is a process that’s used to produce all seatbelt components, that I’m aware of. Similarly, with lawnmower blades- we don’t want a blade, if it hits a rock as we’re mowing the lawn, (I don’t expect most of the people on the call to have mowed the lawn), but if we hit a rock or a hard object as we’re mowing the lawn, we might want that lawnmower blade to get a ding in it, but we don’t want it to shatter. So, those are some typical examples.
You might ask yourself, why do you austemper? What we’re seeing here is that if you need increased ductility, toughness, and strength at a given hardness level, austempering is right for you. We’re typically talking about parts that are in the range of, maybe, 35-55 Rockwell C. We are developing, as I said, a bainitic structure as opposed to a martensitic structure, which is what’s produced when we harden a steel and quench into something like oil or water.
So, we get improved toughness. And we get some superior properties related to that, as well. And some of the properties don’t change very much but they’re equal to what we get when we harden the steel, when we get this martensitic structure.
The bottom line is we typically get less distortion, we get better wear resistance, we don’t suffer from cracking as some of the high carbon steels are prone to do, and, interestingly enough, with cast irons, we get some, what are called "improved dampening characteristics" -- noise and vibration. So, wire is an important like, for example, in an automotive engine to have dampening characteristics because we want the engine to run quietly.
What types of materials can be austempered? This is just a partial list, but mostly it’s medium carbon steels. That’s carbon steels with anywhere from .5 carbon to .95 carbon or, in other words, an AISI 1050 to 1095 grade. We can also do medium alloy steels -- the 4130’s, the 4140’s, the 5140’s, the 5160’s, etc. Certain stainless steels can be austempered although not many of them. And, as I said, cast irons, the example being ductile iron, can also be austempered.
And I wanted to give you some idea of the mechanical and different properties of steel. We talked in an earlier Lunch & Learn about the fact that steel is an alloy of iron and carbon and manganese. And we add other elements to the mix in order to get various either mechanical properties, chemical properties, electrical or magnetic properties, and certain other advantages.
So, an example of mechanical properties that we’re typically interested in is hardness and strength, brittleness, ductility, elongation, wear, and shock resistance. Now, strength is measured a number of ways. There are things called "fatigue strength" and "flexure" and "impact strength" and "sheer strength" and "tensile strength" and "torsion strength" and "yield strength."
This is a metallurgist’s rendition of a teeter totter in a schoolyard. Now, don’t laugh. This is what defines the difference between a metallurgist and a mechanical engineer. For all the mechanical engineers out there, metallurgists draw cartoons -- that’s the easiest way to say it. Howsoever, at one point in all of our lives, we’ve probably been on a teeter totter. We know that, in this particular teeter totter, we have strength properties on one side of the teeter totter and ductility properties on the other. We know that as the strength goes up, the ductility will go down and as the ductility will go up, the strength will go down. As a result of this, we decide what we want for properties and we realize that there’s a compromise going on. If we make them extremely strong, they’ll be brittle because they’ll have very, very low ductility. If we make them extremely ductile, they’ll have very low strength. So, this balancing act is what we’re trying to do when we look at the properties we’re trying to achieve. And, if you remember, the microstructure is what gives us these properties.
Now, this is something that is not intended to confuse, but I thought I’d add a little metallurgy into the mix because we are going to talk about several microstructures. This is what metallurgists call a "time temperature transformation" or "TTT diagram." This is really an artist’s rendition of one. There is a lot more information typically contained in one of these diagrams. But for our purposes, it isn’t too important. We can use this artist’s rendition to get the essence of what we’re trying to do.
We start off by heating steel to austenitizing temperature. And that’s above the dotted line shown in this particular diagram, so, at the very top of those turquoise lines and temperature. And then what we do is we make sure that the component part is uniformly up to temperature and now we get ready to harden it. We get ready to quench it. What we’re dealing with is we’re rapidly cooling, and under normal hardening, you’ll notice that there are two lines there- one called MS and one called MF. MS is the martensite start line and MF is the martensite finish line.
Typically, in hardening, our goal is to produce martensite. In order to do so, we want to cool rapidly enough to miss what we call "the nose of the curve" because if you look at this type of diagram, you’ll see that it, on profile, looks like somebody’s nose and the turquoise lines are missing the "nose" of the curve. As a result of that, we’re cooling rapidly. But the difference between hardening and austempering is that we don’t cross the MS point, we don’t cross into the martensite range. We don’t transform to martensite, instead what we do is we put the brakes on, we stop, and then we introduce a long soak or hold period and we cross into the banitic range of the curve.
And, so, austempering is typically performed about 25-50 degrees Fahrenheit above the martensite start temperature of steel. Now, there are some exceptions, but that’s a very typical range. If we’re not controlling the process properly, we might get a microstructure that’s both bainite and martensite. But if we do our job right, we’ll get a fully bainitic structure, which is often what we desire.
Read More in Dan Herring's Books
Now (and I realize this has words that some people may be unfamiliar with) but we’ve heated the part up until we’re austenitic- we’re in the austenite range, and there are three various methods of cooling that can be employed. On the far righthand side, if we rapidly quench a part into oil or into water, we might produce a microstructure that’s called martensite. It’s a body-centered tetragonal microstructure. We get something that’s very hard, but brittle. That’s why we have to reheat it and perform a process called ‘tempering’ in order to take some of the brittleness away and add some ductility back in.
Now, on the far lefthand side, we may slow cool the part rather than rapidly quench it and we produce a microstructure that is both ferrite and pearlite, the result of slow cooling. So, instead of getting something that’s very hard, we get something that is very soft. You might say, “My gosh, why do we want to do that?” Well, we like to do that sometimes because we like to take a steel and, for example, machine it into a final form before we go back in and reharden it. So, as a result of that, we form a ferrite/pearlite microstructure, we’re able to machine the part, then we can go back in and reharden it.
So, slow cooling gives us a ferrite/pearlite microstructure, rapid quenching gives us a martensitic microstructure, and a moderate cooling rate (the one shown in the center) gives us a bainitic microstructure. Bainite is a mixture of ferrite and cementite. Again, words that you’re perhaps not familiar with. But the way I like to say it is martensite gives us a microstructure that is not as hard as martensite but tougher, in general, than martensite, and we’ll explain that as we move forward.
But I thought before we do, you might want to see some typical type of heat-treating equipment that is used to austemper parts. A lot of parts are done in a mesh belt conveyer line. The one that is shown on the left, where parts are loaded onto a table, sent through the furnace, and dropped at the end of the furnace into a salt quench which is located in the floor, in this particular drawing. Salt is the primary medium that we quench parts that will be austempered in because salt gives us the temperature-range we need to be above the martensite start point.
Now, a number of people have asked me in the past: Can I use oil rather than molten salt to perform this operation? There are certain oils that can be used at extremely high temperature, but there are fire hazards and other hazards associated with them so the typical answer is ‘no’; molten salt is typically used to perform the quenching.
So, you have a mesh belt conveyer system for high volume, shown on the left. On the right, you’re showing a typical Shaker Hearth furnace where what happens is you load parts onto a pan that vibrates and the parts are moved down the length of the furnace and then drop into a salt quench at the back end.
I thought you might want to see some pictures of some stampings and things that are going into one of these mesh belt conveyer furnaces. You see the endothermic gas in this particular picture burning out the front of the furnace and the stampings moving on a conveyor belt, a mesh belt, in through the furnace. All sorts of different types, shapes, and sizes of stampings. One thing you’ll notice is that these parts are, typically, not single layer loaded; they’re loaded, perhaps, one to three to five parts thick, somewhere between anywhere from a half inch to about two or three inches thick as they’re moving through this conveyor belt.
And to complete the metallurgy aspect of it, you might say, “Hey, what type of microstructure am I actually seeing?” The picture on the left is a primarily bainitic microstructure with some martensite and its hardness is 44 Rockwell C. The microstructure on the righthand side is a combination of bainite and ferrite. The ferrite in this microstructure shows up as white or very light in color, exactly. This hardness, because you have ferrite present, is about 36 HRC. So, depending on the hardness you’re trying to achieve, you will get different types of microstructures- that’s the purpose of this slide.
Now, as far as molten salt goes, a typical austempering bath consists of either a sodium nitrate or a potassium nitrate salt, typically in a 50/50 mixture, and this salt is operating somewhere between 300 degrees Fahrenheit and 650 degrees Fahrenheit, depending on, again, the desired, not only the composition in the salt, but the desired temperature that we would want to hold to.
Let me back up for a second, Doug. So, to kind of summarize this: What we’re trying to put the brakes on as we’re rapidly cooling down, missing the nose of the transformation curve, we want to fall into this bainitic region and, in order to do so, we need to stay above that martensite start temperature which for many steels is in the 400–450-degree Fahrenheit range. So, our molten salts will typically run at 475, 500, even 550 degrees, all the way up to 650 degrees. So, we pick our salt temperature, not only depending on the salt, but also depending on the temperature that we want to hold the bath in.
Some of the reasons for selecting a salt quench are that the temperature of the salt bath dictates the ultimate hardness that we’re going to achieve. You might find this interesting: If I didn’t mention it in a previous Lunch & Learn, but I did, it’s that when we quench into the martensite range or field, martensite is the instantaneous sheer transformation. It really progresses at the speed of sound. So, martensite forms almost instantaneously, but bainite requires time for the transformation to take place.
So, a typical time in the salt is somewhere in the range of 18-20 minutes. I’ve seen parts held in salt for as short as 10 or 12 minutes and for as long as 30 minutes, but it depends on the thickness of the part, the material and, ultimately, the desired hardness we are going to reach. Now, interestingly enough, as opposed to a part that we harden to martensite and have to retemper or temper to balance the teeter totter, so to speak, with an austempering process, we do not need to temper afterwork because the parts are effectively tempered, so to speak, in the salt. So, we have a hardening operation that results in a banitic structure but we don’t need to temper. So, that’s one of the differences between hardening and austempering.
Again, the time in the salt will decrease as the transformation temperature increases and the time in the salt is similarly associated with the carbon content in the steel.
Let me give you a couple of examples: I mentioned in an earlier slide that SAE 1050, 1055, 1075 steel are typical steels that are austempered. Again, your austempering goes to put the hardness typically in the range of 40-45 Rockwell C, not nearly as hard as if we harden and quench them into oil or water, but certainly hard enough to give you a properly austempered part, giving you this part that is a combination of good hardness and yet a lot of ductility.
This, in a nutshell, is a brief summary of austempering. We’ve kind of said what it is -- it’s a process that’s going to get us a bainitic microstructure. We’ve looked at a little of the metallurgy of what we’re dealing with here and we’ve seen that it’s a different type of microstructure than is something like annealing or normalizing which gives you a primarily ferritic and pearlitic microstructure. And it’s different than hardening that gives you primarily a martensitic or tempered martensitic structure.
So, for those parts that require not only hardness but toughness, austempering is a process that should be considered by heat treaters.
Doug, that’s really the end of the presentation that I’ve prepared. We can certainly discuss it a little bit more if anyone has any questions.
DG: At the beginning, you were talking about pearlite and all that stuff, did we talk about austenite?
DH: Well, we talked about austenite because, again, that’s the temperature to which we heat the parts up to at the very beginning. In other words, to start the process, we heat the parts up to the austenite field, if you will. In other words, the parts are essentially red hot. They are above the proper transformation point that they turn into austenite.
DG: So, I assume that’s here, if you guys can still see the images: That’s austenite. The austenitic temperature is up above this dash line, right?
DH: That’s correct.
DG: And as you bring it down, you come through, perhaps, other, there’s a lot of different "ites" in heat treating, right? There’s austenite, pearlite, ferrite, bainite, martensite, you know, it sounds like a stalagmite and whatever those other things are in the caves, but all of those things basically are telling us about the orientation of the molecules inside the metal.
DH: Well, think of it this way, Doug: When we have a steel, its microstructure, if it isn’t hardened, its microstructure is typically body-centered cubic, which means the atoms are all lined up in a certain structure. Now, what we do when we heat it up is -- when it gets above the transformation temperature (that dotted line, for simplicity, in this example) the atoms will realign themselves from body-centered cubic to face-centered cubic and a face-centered cubic structure is called austenite. Then, when we quench it, until we move into the nose of the curve or past those red lines, we still maintain an austenitic crystal structure as we’re cooling. The ferrite, the pearlite and things occur when we cross over into those reddish lines in that area there.
I think you can do this- if we start off as austenite, and we slow, slow cool.
Slow, slow cool. We go all the way down like that. Keep going down, down, down, down, down. Okay, if we do something like that, (and I’ve got some pictures to show it better), but the idea being the fact that because we’ve fallen into the nose of the curve, we form a microstructure that is typically ferrite and pearlite. The first line you’ve drawn is indicative of an annealing process where we’re slow cooling inside the furnace. The second line you’ve drawn is more indicative of a normalizing process where we’ve cooled at a faster rate but still, in this case, we’ve fallen into the nose of the curve because it’s not that quick.
And to give everyone a perspective of the time element involved here, and I haven’t shown numbers, but the time element is for plain carbon steels, you may only have a few seconds to reach the nose of the curve. So, as a result of that, you have to move very rapidly where those turquoise lines are shown; you’re cooling at a very, very, very rapid rate to try to miss the nose of that transformation curve.
The secret with austempering is that you have to put the brakes on before you form martensite, and that’s not as easy as you might think it is. But that’s one of the reasons why molten salt is an excellent medium to quench into.
Don’t mix up crystal structures with microstructures. The ferrite, the pearlite, the bainite, the martensite are microstructures whereas the crystallographic structures -- body-centered cubic, face-centered cubic, body-centered tetragonal- represent how the atoms realign themselves.
DG: Does anybody have questions for Dan?
Bethany Leone (BL): I was thinking about asking you, Dan, but you have already essentially answered it: How difficult is it to have that rapid cooling and then control it to remain quite stable for a long period of time? You hit on the first part of the question which is the salt quench does a good job in this instance. But how does a heat treater maintain that stability of temperature for such a long time?
DH: That’s a great question because one of the interesting properties of salt, molten salt, is the fact that it is a bath that’s extremely uniform in temperature. So, when, for example, the parts, the stampings, and other parts are conveyed through a furnace, they then drop off into a quench and there is a conveyer belt in the quench, under the salt, that the parts drop on to this conveyor belt and then move through the salt. So, if I want 20 minutes in the salt bath, I have to run the speed of the conveyor slow enough to allow that time to take place.
Now, not to confuse everyone, but there are other ways you can austemper: You can heat in molten salt and then quench in the molten salt. So, there is a molten salt you can actually preheat in molten salt, have a high heat in molten salt and then a quench in molten salt. A lot of people don’t use that for high volume production work, but they still use that.
But, yes, you need time in the salt for that transformation to fully take place.
DG: Any other questions?
Let me do a couple other things and, again, we can probably put this up on the screen, but we just recently, I believe, already released this -- the Heat Treat Radio interview we did with Bill Disler regarding salt quenching. That may be of interest to people who have an interest in what about salt quenching? You might want to reference that sometime so, feel free to look into that. You also can just search our website for "bainite" or "austempering" and you may come up with some additional articles.
So, that’s it. Dan, thank you very much. I appreciate it. Unless anybody else another question, I think we’ll sign off at this point.
Today’s episode revolves around gun parts: How are they heat treated? How many gun component manufacturers are there in the U.S.? Doug Glenn, publisher ofHeat Treat Today and host of this podcast, and Steve Kowalski, president at Kowalski Heat Treating, dive into this topic and what it takes to heat treat gun parts.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Well, welcome to another episode of Heat Treat Radio. I have the immense pleasure of being able to sit down today with Steve Kowalski of Kowalski Heat Treating. Steve, you know, it’s nice to finally sit down with you. We’ve been talking for quite some time about doing this, so first off, welcome to Heat Treat Radio.
Contact us with your Reader Feedback!
Steve Kowalski (SK): Well, good morning, Glenn. Thank you very much for having me today.
DG: You are very, very welcome. Now, we have to start, as I told you before hit the record button, over your left shoulder there is an interesting ball. You need to tell us about that real quick.
SK: Can you see it?
DG: Yes, yes, we can see it.
SK: For you and folks at home, this is a rubber band ball. For perspective, how’s that? It’s twenty-two plus years in the making.
"For you and folks at home, this is a rubber band ball. For perspective, how’s that? It’s twenty-two plus years in the making." -Steve Kowalski
DG: For those of you who are on the audio only version, it’s about the size of a basketball. Steve was telling us that you guys [Kowalski Heat Treating] have been using only the stuff that comes in the U.S. mail. It’s very impressive. It has nothing, absolutely nothing, to do with heat treating, but I did want to say that it’s pretty interesting.
Anyhow, Steve, we’re going to talk a little bit today about the heat treatment of guns, ammo, and that type of stuff. That’s just to whet the appetite of those who are listening and watching; that’s what we’re going to be talking about a bit, your organization does it.
But I’d like to have you take a minute just to talk about your background, very briefly. I know that it’s a long, long background . . . . ~chuckle~
SK: Careful, careful!
DG: Yes, I know! Trust me, you and I graduated from college the same year, so I know. So, it has been a long background. But briefly, tell the listeners/viewers about you, about the company, and then we’ll jump in with some questions about firearms.
SK: Wonderful. I’m second generation. My dad started the business back in 1975, so I was underage working, yes. Those of us in the commercial heat treat, a lot of us have grown up in businesses where we were the underaged employees. The transition took place about 15 years ago. We started off with one building, roughly 3,000 square feet, to process tools and dyes. Back in the day, Cleveland was one of the tool and dye capitals of the world- we had tons of tool and dye makers. Well, that business has evolved away.
Since 1975, we’ve grown the business to now having nine facilities on our campus, roughly 80,000 square feet, and those of you who know Kowalski Heat Treat, we specialize in those PIA jobs — it’s what we do. If it’s a problem, it’s pretty sure that it’s going to be coming to our facility.
We started in salt bath. Over the years we added high pressure quench vacuum processing, plasma nitriding, plasma nitrocarburizing, heat pyrogenics. One of our divisions specializes in nothing but keeping parts flat- round and flat. You can go to our website at KHTE.com and check out the various divisions and what we do. Basically, in our world today, we rack or assemble 95-97% of everything that comes through this door — it’s specially handled.
DG: The PIA, the “pain in the ass” ones is what you’re talking about. Do you guys have, therefore metallurgists and things of that sort on staff, as well, I assume?
SK: We have 48 people, we have 8 engineers on staff — anything from chemical to mechanical to electrical. We do not have any metallurgists on staff. We have access to great metallurgists in the area.
DG: Cleveland has them.
SK: Oh, my gosh, we actually are blessed here in Cleveland. If you need something — one phone call and we can find it.
You’re from Pittsburgh, aren’t you?
DG: Yes, just north of Pittsburgh. Don’t hold that against me.
SK: No, no, it’s okay — you’ve done remarkably well. ~chuckle~
DG: All things considered, there you go. I appreciate that. How very gracious of you, Steve!
SK: Oh, my pleasure.
Kowalski Heat Treating is a family company. Source: Kowalski Heat Treating
DG: You’re right, though. Cleveland, I think, especially. Ohio, in general, but Cleveland, in general, are kind of like the forging center of the world. There’s just a lot that goes on there. But heat treat, in between Detroit and Cleveland, it’s kind of “heat treat central.”
Well, listen, that’s great. You’ve obviously been very successful. You’re good at what you do. I know it’s still a family business --- you’ve got you and your sister, at least, involved, right?
SK: Sisters, yes, correct. Two sisters are involved: one in the back office and Peggy Andrews is inside sales customer service. You’ve met Peggy.
DG: We’ve met Peggy; we know Peggy. Peggy is wonderful.
SK: And for all of you listening — I’m the quiet one in comparison.
DG: I believe that, now. I’ve met Peggy and she’s great.
Also, you’ve been a little bit humble because you were the president of the Heat Treat Society not too long ago, were you not?
SK: Yes.
DG: Which is quite an honor.
SK: Before me was Roger Jones and after me was Jim Oakes.
DG: Let’s talk firearms for a second. You know, it’s kind of interesting, because when you talk firearms, it’s always a little bit controversial. Obviously, there’s a political side to this conversation. We don’t really want to go down that road too much because we’re just going to talk about heat treatment. But I do want to ask you, which could be slightly bumping up against the political side: Have you seen, recently or in the recent past, any increase in that business that Kowalski is doing as far as firearms go?
"Well, in our firearms business (and I know we’ll be talking about the who, what, where, when, why of firearms and how processing is incredibly important), we work with the DOD (Department of Defense) and very unique programs, we work across the spectrum in the firearms from long guns to handguns and there seems to be a huge misconception in the world on firearms. ATF controls that world from the registration standpoint."
SK: Well, in our firearms business (and I know we’ll be talking about the who, what, where, when, why of firearms and how processing is incredibly important), we work with the DOD (Department of Defense) and very unique programs, we work across the spectrum in the firearms from long guns to handguns and there seems to be a huge misconception in the world on firearms. ATF controls that world from the registration standpoint. Every firearm has a serial number (certain components of it) so it is tracked. Our systems have evolved over the years — we’ve developed specific systems that are very sophisticated to be able to track the product that we process. The key components that require serialization or a serial number — we track them. We do hundreds of thousands of units a year, and they’re all tracked so that you and I can go across the political side. We’re really very, very proud of the fine work that my team does in the firearms industry. Most of our first responders, law enforcement, defense — they require and depend on what we do. I can make it very dramatic, but in reality, if we don’t do our jobs correctly, they can’t do their jobs correctly.
DG: Yes. And it’s somewhat of a life and death thing, too. I mean, if you’ve got malfunction because of a defective heat treat, or for any reason, it can be an issue.
SK: Our business has definitely grown in the last seven years. We’ve built a very good reputation in this industry. If you have a problem, chances are we’re going to be working with you to help you solve your problem. Firearms are extremely highly engineered with very tight tolerances.
DG: It’s kind of interesting, here, because you’re talking about serialization of parts and things of that sort that come in; you’re not getting fully assembled guns — you’re getting parts and pieces. So, you’re able to track— I’m curious, is that tracking a barcode, is it optical — how do you do it?
SK: The answer is “yes” to all of the above. It depends on the customer. If you have a sales agent, you have a serial number or you have a code and, in some cases, some of our customers are moving toward QR codes. So, if you receive in 10,000 units, whatever they may be, well that’s 0 to 10,000 and you need to ship 0 to 10,000 back. If you do not, ATF is notified.
DG: That’s interesting. Types of furnaces: Are you guys running batch furnaces or are you running continuous furnaces?
SK: We do batch. The majority of what we process for the gun world, for the firearms world, would be either salt to salt rack austempering or marquenching, vacuum and actually plasma processing, whether it’s FNC or nitriding. Those three areas, we’re involved with the gun world.
DG: Yes, I was curious, because you hear a lot about, especially. It’s a different market, but in the faster world, you hear fallout. If you’re going through a mesh belt furnace, you know, “Oh well, you lost a few fasteners down on the bottom of the furnace.” That would not work in your . . . .
SK: I can make light and we joke a little bit about it, but you do not want folks with three letters on the back of their coat coming in.
DG: Exactly. If that happened, probably the next interview we’d do with you, you’d be wearing an orange suit and maybe you’d have a roommate.
SK: And I just don’t look good in orange.
DG: So, now, as far as the firearms industry, there are a lot of different metals and materials of that sort, but there are two basic things — I mean, I always talk about it and we talked about this a little bit before we hit the record button: There is ammunition and then there are gun components. You guys do not do ammo, correct?
SK: Correct. That is not a world we’re in. We are in the gun side — all of the components for guns. On any given firearm, you may have, in our particular case, we may be processing 12–15 different components for a handgun — anything from a barrel to a slide to a receiver to a firing pin, ejectors, extractors, triggers, trigger guard — the list goes on. It tends to be a different material; there are different properties that they develop that they need a firing pin versus a trigger guard versus a slot.
DG: Just a quick example if you don’t mind. It’s important for the heat treater to know what they’re doing, obviously, right? Why is that? Can you give us an example of why it is?
On any given firearm, you may have, in our particular case, we may be processing 12–15 different components for a handgun — anything from a barrel to a slide to a receiver to a firing pin, ejectors, extractors, triggers, trigger guard — the list goes on. It tends to be a different material; there are different properties that they develop that they need a firing pin versus a trigger guard versus a slot.
SK: Well, when you say “a barrel” is true. If a barrel is not “true,” straight, no distortion. We’ve all seen various TV shows where the person swings the gun around and the bullet shoots around the corner. No. Doesn’t happen. So, if the barrel isn’t true and hasn’t been processed appropriately and correctly, it’s not going to function the way it was designed.
A firing pin, which is a very distortion-sensitive component- if it’s bent, it doesn’t work. The gun will not fire. We could go on: slides and receivers. If they’re distorted, they’re not going to work. It’s not going to function. So, each component must be processed to achieve dimensional tolerance control. And then metallurgically, the structure: A gun has a very aggressive action.
DG: Mini explosions, basically.
SK: Literally. And so, it’s been designed to support all of that.
DG: The different components that I think about are the firing pin you were mentioning, right? It’s going to have a lot of impact on the shell casing on the firing pin.
SK: In that particular case (and we’re not giving any IP away), but those are austempered for structure. Doug, are you a metallurgist?
DG: No, I am not, actually.
SK: Nor am I. I’m a marketing guy, folks, with experience.
DG: Same here, same here.
SK: The design — if that pin chips, cracks, breaks, it doesn’t fire.
DG: Exactly. So, you’ve got the high impact parts like the firing pin, you’ve got barrels where you want good wear resistance and things of that sort and, obviously, they need to be true and straight. You’ve got springs in a lot of guns, especially your Ruger style where the receiver’s back — those things have to be heat treated appropriately.
Steve, what type of alloys typically are we talking about in some of these different parts?
SK: They range from high carbon materials (1050, 1060, 1070) up to high temp stainlesses, whether it’s 400 series, whether it’s a precipitation hardened series, mid to high alloy materials (4340, 4150) and then, as we get into the specials, the engineering world is continually trying to make a better product- a longer acting product, a more robust product- so we’re starting to see materials that, historically, weren’t used in this area. Plus, things that we don’t deal with, there are many components that are carburized using 8620, 9310, carburized and hardened, for the same purpose: wear and performance.
DG: Being in the Cleveland area, you are kind of in another hub and that’s where a lot of this 3D printing, additive manufacturing; I mean, there’s a lot that goes on there. I think there’s an organization in Youngstown, or in that area, that’s kind of a central hub there. Are you guys seeing any of that, whether it be in firearms or not? Have you had any experience with any of the AM?
SK: The answer is yes. AM is absolutely taking place; it’s incredible. The technology — what you can do today that you couldn’t do two or three years ago and then you have to effectively engineer backward forward, make it, and then make it right, then produce it, thermally process it (maybe); so, it’s one of those.
DG: It’s an interesting and evolving technology.
As a heat treater of gun components, not that you want to help any competitors or anything of that sort….
SK: Heck no, we love all of our competitors who are not working against us, how’s that?
DG: That’s fair enough, that’s fair enough.
As a heat treater, what are the things that jump into your mind that you have to be careful about when heat treating gun components? And if it helps, pick a specific component, whether it be a pin, a barrel or whatever. What do we need to be careful of?
SK: I’m looking up over your head (which is beautiful, by the way) at the sky here in Cleveland, Ohio. The way I’m going to answer this is this: You are dealing with a component that, if we take guns out of it and, say, use medical devices. We’ll use medical devices in lieu of saying guns so people can appreciate where I’m going with this. You have bad players out there — people who are trying to circumvent the system. With medical devices, you need to have approvals — you need to have FDA. It’s very similar in the gun world- you need approvals, you need make sure that they’re making components that comply with, whether it’s the OEMs’ specification or ATF specification being sterilization (making sure things are marked appropriately). Internally, here, we have secure quarantined areas where we do all of this work. Your personnel — I have to be approved to be able to process these parts. My background has to be checked.
This company, my company, approves those people who can touch these components. Internally, we have secure, bonded areas. Parts are bonded in and they are bonded out. Use the terminology you like, but basically, you’re securing from our floor to an area because it is that important. If we’re dealing with the aerospace world or nuclear world, you are going to make sure your systems and processes and procedures are all locked down.
DG: So that’s a procedural, operational uniqueness, let’s say, to handing guns. How about technically? Like in the aerospace industry, you’ve got NADCAP, in automotive you’ve got, you know, in aerospace still you’ve got AMS for pyrometry, CQI-9 and things of that sort. The medical industry, which you mentioned, Steve, has MedAccred and things of that sort. Any such beast in the firearms? I haven’t heard that there is.
SK: Basically, we have overlapped between our guns and gun industry as a whole with the DOD work that we do, so we go back and forth. What you mentioned here, most of those requirements and procedures are already in place. It makes it easier if you’re doing CQI-9 relevant work, you’re not going to start and stop. So, the equipment is already covered in those areas. The procedures — you build them so that you’re not building fourteen different procedural systems. It’s difficult to control.
DG: You’ve already kind of answered this but let me just ask it straightforward just in case there’s something else, and if there’s nothing else, that’s fine. For the people in your company and for you guys, generally speaking, is there any specific training or knowledge or experience that you have to have to be heat treating gun components?
SK: Yes. And those are: one, experience is an incredible teacher and often times. For Kowalski Heat Treat (I can’t speak for competitors, I’ll speak for us), normally, if a product hits our floor, hits our dock, hits my inbox, historically, somebody has had a problem with processing that component — whether it’s distortion, whether it’s metallurgically the properties they’re achieving, whether it’s actually out in the field — you’re my favorite, you’re my test. You’re going to call and say, “Hey, Steve, I got this thing and I’m not happy with its performance and I need to improve its performance. What can we do?” Then you start the entire investigatory process of what have you done, what have you achieved, did you actually test or are you just feeling that what you’re telling me is you’d like to have something better but you don’t know what? So, we have a design team here that will work very closely with your folks to help design a better process, a more robust process. If we’re talking to the general industry, as we are right now, I think we can all agree that the quality and consistency of the materials that we are receiving in today are dramatically different than they were five years ago, eight years ago, ten years ago.
SK: Worse. Worse being not as consistent as they were. Yes, we all have that grade A and four of us will process grade A today and we will get result B. Next week you’re going to get B-, B+, possibly an A, maybe a C.
We’re joking internally, but the first thing most heat treaters do — because, quite frankly, we’re paranoid; the entire world is out to get us and it’s always the heat treaters fault. . . . It’s always our fault. So, the first thing we do when enter into a relationship is we say, “Doug, hi, I’m Steve. I’m sorry.”
DG: Get that out of the way, start out that way.
SK: Then we move forward from there. But that has been a serious challenge on the consistency of the materials coming to us.
DG: So, you guys test all incoming material?
SK: Yes. And don’t use the word “all.” But yes, we have an inspection and we work closely with customers. As you get your material in, send it to us. Before you start making a product, send us something that we will process and validate for you so that you know that what you’ve got will respond the way you thought it’s supposed to respond. Then, we can move forward being more efficient with that.
DG: You’ve hit on this before, too, but I just wanted to see if there are any other comments that you want to make on this and that is the type of equipment that is necessary for doing the heat treating of these gun components. I know you mentioned salt, so you’re in a salt bath, right?
SK: Salt neutral hardening, salt hardening, and then marquenching or austempering, depending on the component. It’s critical. There are a significant number of parts that respond extremely well to rack austemper, rack marquenching. Extremely well. And we’d probably say that our team here, they’re spectacular. I get to talk about it which is really pretty cool. Hey, I’ve got these great people with me that do this great work, and they do! Their job is to make me look good. As you know, your support staff, yes, don’t even say it, I know it’s a fulltime job, it’s never done . . . . ~chuckle~
DG: You took the words out of my mouth! ~chuckle~
SK: So, salt is critical in this industry. Vacuum processing.
DG: Why did you go vacuum, by the way?
SK: With stainlesses and the various materials that we’re currently using, having high pressure quench vacuums/high pressure quench, it allows for a significant amount of flexibility. We can finetune a recipe, or cycle, to achieve properties that the customer needs where it makes it repeatable.
DG: And you’ve got, what, how high pressure? What bar are we? Ten bar quench?
SK: Yes.
DG: So, you’ve got salt to salt, you’ve got high pressure gas quenching coming off of a vacuum heat treat. Anything else?
SK: And then we do plasma nitriding. I will say that we have the technology we have utilized to optimize processing. Is ours the best for everything? Absolutely not. No question about it. And when it’s not, we’re going to say, “Hey, Billy, I need you to call Doug and I need you to tell Doug that Steve said to call him and ask the following three questions. Doug’s got the answer for you.” And your equipment for his application is better than mine; it works best. So, I think anyone in the heat treat world can recall the scars on our backs from the days that we thought we could give you exactly what you need [indiscernable]. It’s not the best answer.
DG: Do you do much heat treating of gun components in straight atmosphere or air furnaces?
SK: We don’t have them.
DG: You don’t have them at all. And do you do induction?
SK: No, not yet. No oil quenching here whatsoever. We’re here in Cleveland in a residential area and we are zero quantity generator of hazardous waste.
DG: Nice. I’m sure your neighbors appreciate that.
SK: Oh, they absolutely do.
DG: If they know.
SK: Oh, they do.
We know what we’re really good at and that’s our work.
DG: A couple more questions on this. We talked about the uniqueness of heat treating gun components because of the traceability and the serialization and all that stuff. Is there anything else technically unique about the heat treatment of any of these gun parts that kind of make them interesting or more of a challenge?
SK: Yes. Have you met my wife?
DG: I don’t believe that I have.
SK: There is a comment that she tells me all the time: Everything that goes through my mind doesn’t have to come out my mouth. She’s incredibly wise and way smarter than I am!
In the heat treating world of gun components, one of the areas that would be critical is it is not a bulk processing world. It’s not about running more and more and more parts at one time. You will not get optimum results. It’s a sensitive process. We’re heat treaters and we’re very sensitive with what we do.
But distortion is critical. The way the parts have been designed, you cannot effectively, in my humble opinion, put them into a 2436 or 3648 basket and max load it — you will not get optimal results. It’s not going to happen. So, there is a tremendous amount of racking.
"In the heat treating world of gun components, one of the areas that would be critical is it is not a bulk processing world. It’s not about running more and more and more parts at one time. You will not get optimum results. It’s a sensitive process. We’re heat treaters and we’re very sensitive with what we do." - Steve Kowalski, Kowalski Heat Treating
DG: That, actually, was my question: Not that you would know this number right off the top of your head or anything, but the percentage of time spend racking, I assume, is higher.
SK: It’s 2:1, 3:1, 4:1, 5:1.
And, for those of your listeners who understand salt processing, we can rack for two days and process for an hour/two hours.
DG: Let’s say it’s just manually intensive, then.
SK: We have an incredible team of individuals here who do things that, if you watch, you’re just like…. In some cases, it’s truly awe-inspiring because they create for us success. They help us learn new ways of processing. It’s not, hey, you’re going to do it the way Steve says. Critical process control, but they provide us the answers on making things better.
DG: I’ve got two other quickie questions for you. We may have already covered them. One was just if there is any common mistakes? I know you guys don’t make mistakes, but . . . .
SK: Heat treaters do not make mistakes!
Source: Kowalski Heat Treating
DG: That’s correct. But is there any common mistakes with the heat treatment of gun components? Because, if you guys really are, as you say, the people that are taking care of the PIA jobs, it’s usually coming from people who have made a mistake.
SK: Yes. It’s when to say no. You and I have talked and we’ve talked to our peers — they’re brilliant people. We tend to all lament, usually, the same thing. Something comes in and it’s not quite right or correct and we don’t say, “Stop. Doug, you did not make this correctly. We can’t do what you want us to do because of you’ve provided to us.” Or the next step would be folks who assume.
But the rest of it is process control. Once you develop, you rock the process and when you do that, the only real big issue we’ve run into anymore is consistency of material coming in.
DG: I’ve heard, and I want to be careful, and we may have to edit this out, but you mentioned incoming material specs being an issue, the consistency of the material coming in. I have heard that a lot of times the inconsistency in that material is coming in from overseas, let’s just put it that way, and not necessarily Europe.
SK:Far overseas.
DG:Far overseas. Let’s just say far to the East overseas. I guess my question is: Is that still the source of it or are you seeing less issues with that?
SK: Because of what we’ve run and because of the customers that we’ve worked with, historically, that hasn’t been a big problem — not in this market. Although there is high volume, it’s not a tremendous amount of weight. It’s more of the chemistries, the supply chain. We’re hearing it. Part of it is frustrating stop saying supply chain when your guy just didn’t show up and do his job. But, as heat treaters, we will say, we have to be very diligent in contract review. There is mentoring of our younger employees, customers mentoring their younger employees who don’t have the knowledgebase, yet, to understand what they’re actually working with. It’s not a disparaging comment — you learn from making mistakes. You absolutely learn, and that’s experience. So, we’ve seen a talent drain in the last few years. And that is exacerbating the problem.
DG: Right now, you’re doing heat treatment of gun components. Obviously, I’m not going to ask you company names because that wouldn’t be the right thing to do, although it would be fun to do, but it wouldn’t be the right thing to do. But are you pulling in business, let’s say, from pretty much nationwide?
SK: Yes. We don’t get a significant business from overseas. This is due to transportation challenges. Plus, it’s part of our continuous supply chain worth being manufactured, let’s just say, in England, and then ship it to the states to do X, Y and Z, and it ends up being assembled in some state in this country. But as far as countrywide, continent-wide: yes, we’re all over the country.
DG: Do you think the normal guy, like myself (I’m going to classify myself as a normal guy, in this case), would be surprised at the number of gun component manufacturers in this country?
SK: Yes.
DG: Because when I think of gun manufacturers, I’m thinking there are maybe a half dozen to a dozen at most.
SK: Try a different number.
DG: Try a different number — maybe add or multiply that. See, I don’t know!
SK: We’ve been very fortunate that we’ve attended and been at the SHOT show; it’s been held in Las Vegas for the last number of years. You get a better perspective attending that. Now, you have to be approved to attend it, and those who have understand where I’m going with this. There are a number of manufacturers in this country. And we’re not talking about folks who . . . . I’m a family business — we are a family business; we have 45–48 people. We are a small business. I’m talking about companies with hundreds of employees that you’ve never heard of that make components and guns and support that industry.
It’s a significant industry and, by and large, without getting into the politics of this, some of the nicest people we have ever met — truly just generous. I’m talking about even purchasing agents! (For those of you who have dealt with purchasing agents in industries that we will not discuss that have four wheels and an engine!) They’re basically decent people. It’s fascinating.
DG: It kind of rocks your world when a purchasing agent is a real person. It’s like, Oh really, they have heart.
Well, listen Steve, congratulations. It sounds like you guys are doing great work there. I know that you guys do more than guns. Do you care to share, just briefly, what else you do?
Rolls, slitter blades racked, and SS valve seats for vacuum processing Source: Kowalski Heat Treating
SK: Those that know the company, when we say PIA stuff: if it’s a problem, it’s coming to us. Distortion sensitive. We have a significant market in power transmission, clutch plates, brake discs, big round flat things, visually, from three inch in diameter to 50 inches in diameter — that’s our world. You name the market: power transmission, auto . . . . We don’t do much in the aerospace industry; it’s just not something that my people and I want to deal with. Other than that area, medical, nuclear, Department of Defense. We do a significant amount of research and development where folks like you say, “Hey! I have an idea! Can you help us?” and we assist them on the metallurgical heat treat side on building processes. Outdoor power equipment. Basically, if you have a problem, I’ve got 10 guys for you who are incredible at what they do. We just like having problems. I’m telling you how we work: If I can solve your problem, if our team can solve your problem, are you going anywhere else?
DG: Exactly right. Nope, not going to do it.
SK: And we like to try and have fun doing it.
DG: Yes, that’s right. Get the work done and enjoy it if you can.
Steve, listen, I really appreciate you being here, I appreciate you talking to us a little bit about guns and ammo, I guess mostly gun parts. And, again, congratulations, it sounds like you guys are doing well. We appreciate your insights.
SK: It’s a pleasure, an absolute pleasure. Thanks, Doug.
Doug Glenn, publisher of Heat Treat Today, returns to the question on the future of hydrogen for heat treaters as he moderates a panel of five industry experts. What are the technological developments since last year and how do heat treaters need to prepare for these developments?
The experts who will give their take on the issue include Joe Wuenning, WS Thermal; Jeff Rafter, Selas Heat Technologies; Justin Dzik, Fives North American Combustion; John Clarke, Helios Electric Corporation; and Perry Stephens, EPRI.
Below, you can watch the video or listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Well, we’d like to welcome everybody to a second round of Hydrogen Combustion. We’re going to have a discussion about hydrogen combustion here on Heat Treat Radio which is now really a Heat Treat Radio (and video). We’re welcoming back some of the same folks that talked with us from about one year ago.
Contact us with your Reader Feedback!
I want to do some introductions, reintroductions in most cases, and we’ve got one new participant on the panel this year. So, let’s start with the introductions and then we’re going to jump in. We’ve got about six questions to cover; hopefully we’ll be about 30–45 minutes of discussion on this.
Let’s first introduce John Clarke (if you want to raise your hand just to let everybody know who you are there). This is John Clarke. He is the technical director and owner of Helios Electric Corporation, a Fort Wayne, Indiana-based company that specializes in energy and combustion technologies. John is also a regular columnist for Heat TreatToday, which we appreciate, by the way, and has written 12 articles with our publication in a series called Combustion Corner. So, John, I want to thank you, and welcome.
Next is Justin. Justin is our “newbie” on this one, but not a newbie to the industry — of course! — but to this panel. Justin Dzik from Fives North American Combustion, Inc. is the manager of business development at Fives North America with a special focus in combustion engineering. Justin has written technical articles about Ultra Low NOx combustion technology for the steel industry and is closely involved with spearheading the advent of a thermal process combustion tuning solution that leverages industrial internet of things (IIOT) and Industry 4.0 technology. So, Justin, welcome, glad to have you with us this time.
Next is Jeff Rafter from Selas. Jeff is the VP of sales and marketing for Selas Heat Technology Co., the company being out of Streetsboro, Ohio; Jeff being out of somewhere in the lovely state of Wisconsin. Jeff has a rich history in the combustion industry including many years with Maxon Corporation, 29 years of industry experience in sales, research and development, and marketing, combustion application expertise in process heating, metals, refining and power generation. He also has 11 years of service on the NFPA 86 committee and holds patents for Ultra Low NOx burner design and is an IHEA member, as well.
Next is Perry Stephens. Perry is the principal technical leader for the Electric Power Research Institute (called EPRI) and, among other things, currently leads the End-Use Technical Subcommittee of the Low Carbon Resource Initiative, which is a collaborative effort with GTI Energy, formerly known as Gas Technology Institute and nearly 50 sponsor companies and organizations which is aiming and advancing low carbon fuel pathways on an economywide basis, hopefully towards the achievement of decarbonization. Perry is also an active member of the Industrial Heating Equipment Association (IHEA).
Jeff Rafter Selas Heat Technology Company, LLC
We wanted to bring someone in, as we did last time — Joe Wuenning (Joachim Wuenning) — from Europe. Joe is the president and owner and CEO of WS Thermprocess Technic Gmbh [WS Wärmeprozesstechnik GmbH] in Germany and also WS Thermal Process Technology, Inc., in Elyria, Ohio, here in the States. Joe’s company has been on the cutting edge when it comes to hydrogen combustion, and Joe’s company is also an IHEA member company.
Gentlemen, welcome. Thanks a lot. Let’s just start off.
Jeff Rafter, I’m going to start with you, if you don’t mind. It’s been about a year since we spoke last, so the question is (and I’ll address this to all of you, but I’ll throw this one out to Jeff first): What has changed? In the last 12 months, have we seen any major changes in hydrogen combustion technology application?
Jeff Rafter (JR): I think I would say, probably, that the dominant change over the last 12 months has just been general interest in momentum. We’re now seeing inquiries and interest from a variety of different industries. A lot of people are preparing for the future and starting to think about decarbonization in a bigger sense, and then watching that interest be amplified by geopolitical events, I think, is obviously a later discussion question that we’ll talk about, but we’re now getting to a place where parts of the world sincerely have more motivations. It’s now not just an environmental protection motivation, but we’re also seeing, really, a need to continue operations as fuel supplies, in some parts of the world, have now become called into question.
Dr.-Ing. Joachim G. Wünning President WS Wärmeprozesstechnik GmbH
DG: Let’s go to Joe next and then after Joe we’ll jump over to Perry. Joe, what do you think? Any major changes in the last 12 months?
Joe Wuenning (JW): Of course. Here, we are closer to Ukraine Russian war. Germany is directly, very much dependent on Russian gas and the real fear here for companies is that they have to shut down in the Fall because of gas shortages. So, that intensified, of course, the thinking about the future. One issue which became less important is the price. At the moment, the people think- do we even get gas and don’t think what it costs for it. Before, it was a big discussion if prices would go up by 5% or 10%; now, everybody is happy if they will get it and so, basically, we have no more jobs within Europe where that is not a point of discussion.
What can we do? Some people think about electrifying, of course, but we still produce electricity from gas, so that is not really the solution alone, and we don’t know what the electricity grid will do in the future, so flexibility has become a major player also besides. So, not only hydrogen but can we also go ammonia? Can we do other things? What are the options which keep us independent and doesn’t make us dependent so much on one source as it is now, at the moment?
Perry Stephens Electric Power Research Institute (EPRI)
DG: Let’s go to Perry and then over to Justin and then, John, we’ll finish up with you. Perry, what do you think — the last 12 months?
Perry Stephens (PS): I would echo what Jeff said. I think we’re seeing not only sort of a general greater interest but the leadership of Fortune 500 companies which are global in nature and seeing all of these geopolitical situations occur, wanting to think through stabilizing their future energy supplies and understanding that the impacts of climate are beginning to really push down to their suppliers a desire to decarbonize all of their final energy pathways. So, they’re beginning to make inquiries in terms of how they can change over equipment and what needs to be done.
From a technology standpoint, we’re beginning to understand a bit more what elements of hydrogen combustion or blended hydrogen with natural gas, for example, have impacts on what parts of overall systems and what areas may have significant costs or performance impacts for which we may need to do a bit of additional research, so we’re beginning to understand where those impacts may be, as well. I think, finally, we’re beginning to see some results of research that sort of tells us, on an economy-wide basis, the drivers for demand for hydrogen and sort of under various scenarios how much hydrogen might be needed for various economic sectors including the industrial sector.
Justin Dzik Manager of Business Development Fives North American Combustion Source: Fives North American Combustion
DG: Justin, how about you? Now, you weren’t with us a year ago but if you can take your imagination back to about a year ago, what have you seen change on the hydrogen combustion side of things?
Justin Dzik (JD): Honestly, what we’ve seen is just the growing acceptance across not only just industry but government and society that we need to transition from where we are with natural gas or conventional fuels to lower or zero carbon intensity. So, obviously, depending on where you are in the world, the exact timeline varies, but there is increasing focus on how we get from where we are to where we’ve got to go. Obviously, hydrogen is the purer, noncarbon footprint fuel so that’s obviously the ideal state. We’ve also received an increased amount of inquiries and interest in hydrogen, specifically on combustion equipment, and not only just from industry but from utility companies even here in the states talking about blending fuel and putting hydrogen in the natural gas lines and what effect that has on industry as well as some of the residential implications it might have, going forward, for their users.
DG: John, how about you?
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electrical Corporation
John Clarke (JC): I believe we’re kind of living through that old Chinese curse — “May we live in interesting times!” — because we have seen disruptions, both on our energy supplies and our energy costs. In the U.S., we were tracking Henry Hub prices approaching $10 and now, all of a sudden then, we had a fire in pre-port and the price of natural gas fell 30%. But I think the long-term trend (and the trends are being recognized by everybody), is that we are in an international market, not only for oil, but for natural gas, as well. I think we’ve seen the effect really come home.
The other thing that’s going on, too, is the price of gasoline and transportation in the U.S. has skyrocketed and we’re now experiencing the kind of prices that Europe has lived with for years and years and years. I think all these factors, these externalities, are going to drive interest in any alternative. Hydrogen, for combustion, but hydrogen also for fuel cells and for automobiles. We’re kind of entering a period where I think our technological focus needs to be “all of the above” and I think there’s an acceptance throughout industry and industry leaders that that’s the path we have to be on to protect our businesses going forward.
DG: So, it seems like the consensus, is, from a year ago, the interest — and to a certain extent some of the technologies is advancing, but at least the interest — is very much being advanced. So, it’s becoming more and more of an issue.
Let’s talk specifically and, Perry, I’m going to address this one to you first if you don’t mind: Have we seen in the last 12 months actually any new applications and/or industries that are aggressively adopting it? There is one that pops to my mind that’s been very obvious.
PS: Probably the one you’re thinking about is the steel industry that has a specific nuance of steel production that huge amounts of fossil fuels, natural gas, cooking coal, are involved in the production of raw steel and so that reduction reaction, hydrogen can serve as a chemical-reducing agent. So, it not only introduces thermal inputs but also serves as a thermochemical-reducing agent to actually remove the oxides from the ore that allow you to liberate pure iron content that eventually becomes steel. Plus, a significant amount of process-related emissions that come from steel production make it a target industry, so they’ve been fairly aggressive, particularly in Europe, with a couple projects where hydrogen is involved. And the fact that, as we grow the use of steel, high-strength steel, and a lot of applications, globally, there will be a need to add new iron units into the system. A lot of steel is now recovered scrap steel that is melted through electric arc furnaces, but we need to add additional iron content. So, direct reduced iron processes are beginning to take a close look at hydrogen as a reducing agent and also for thermal inputs.
Quickly, beyond that, in most industrial settings, there is a lot of mobile equipment, and that mobile equipment uses a variety of diesel, compressed gas, propane and so forth, and those applications have a particularly easily converted to hydrogen type applications because they’re relatively small size and captive space; they compete with electric equipment in that space and so those two technologies will come forward.
"That is a little bit more challenging, but we see no real major problems towards that because, of course, we will not have hydrogen as a cheap fuel tomorrow, but we have to introduce it slowly if we have excess electricity converted to hydrogen and then get into the grid but therefore the burner systems have to be able to handle that — the change in compositions; not only switching but also the change in compositions." - Joe Wuenning, WS Thermal Process Technology
As far as other industries, the petrochemical industry uses a lot of hydrogen — they’re used to it. They’ll continue to look at both liberated hydrogen from process and other sources of hydrogen for their end-product production for process heating as well as inputs into the production of various synthetic fuels and other synthetic products that they make in the petrochemical industry.
So, those are the two — steel and petrochemical — in my view, probably most aggressively looking at hydrogen. Others may have other experience, as well.
DG: Justin, let’s jump over to you next on that question; then, Joe, we’ll go to you after that. So, Justin, new applications? Is there anything of that sort you’ve seen?
JD: Yes, absolutely. To echo what Perry said, obviously, the steel industry with their green steel initiative is really pushing forward. From our experience, a lot of interest is coming from the aluminum industry, as well. We play heavily in the aluminum industry, specifically on the melting side, and some major companies are interested in adopting hydrogen firing, especially the ones coming out of Europe and their interest really comes from what happens when you fire hydrogen fuel, and it interacts with the molten bath. There are a lot of material concerns with hydrogen, right? Not just in aluminum, but in titanium firing, as well. Those types of metals tend to have an affinity for hydrogen which could, obviously, have a detrimental effect on the final product. So, really there’s pilot scale tests, full scale tests, all kind of undertaking right now. Obviously, the focus is in Europe but a lot of European companies have plants in the U.S., so we’re seeing a lot of that kind of drift into our territory here and, obviously, being focused out of the European headquarters.
DG: Joe, how about you?
JW: We see a lot of projects right now are running now in the last 12 months. We have various customers which told us they want to try out, out of whatever their furnace with a hundred burners, so two of them run with hydrogen and see what happens — see what the emissions are, see what the burner life is, do they have varying parts? That is a part we do with many customers. It’s quite inexpensive to just try and see what happens. And then, we have two big research projects where we can do it in a more thorough manner, together with university, really also not only switch to hydrogen but also to see what happens if we switch back and forth. So, if we have hydrogen coming in, it goes to hydrogen, it should automatically adjust without human interference. That is a little bit more challenging, but we see no real major problems towards that because, of course, we will not have hydrogen as a cheap fuel tomorrow, but we have to introduce it slowly if we have excess electricity converted to hydrogen and then get into the grid but therefore the burner systems have to be able to handle that — the change in compositions; not only switching but also the change in compositions.
On the other hand, we are using hydrogen now in our lab for quite some time and the people in the lab, really, they get more and more used to it. I think they think it’s more and more rather the better fuel than natural gas, cleaner fuel the more they work with it, and I think not really too many people are concerned now that it could be a replacement if the hydrogen would be easily available.
"But what we’ve seen in the last 12 months is now a general interest shift and we’re starting to field inquiries and take on demonstration projects and things that we would traditionally consider low-temperature heating: baking applications, foods production, metal finishing. And it tells me that, again, momentum is building." - Jeff Rafter, Selas Heat Technologies
DG: Yes, being easily available is an issue, I’m sure. We’ll talk about that a little bit more.
John, how about you? Any new applications, new industries that are adopting?
JC: The thing I have seen is a little off the core of your question, but I’ve seen a couple of municipalities dealing with some of their distribution challenges, and that I’ve seen in the last year where they recognize that hydrogen is a potential opportunity to save on carbon emissions but what would it take and at what percentages can you introduce what kind of impact will it have on common appliances? That is a trend, too, and I think the middle between the production and the utilization is going to be a serious challenge for us in the U.S. and it’s an impediment if we’re trying to advance the front. You know, we have to advance on all three fronts simultaneously if we’re going to achieve an effective market. I’ve seen some very encouraging work now being considered at the local distribution level.
DG: Yes, I think we talked last time. Maybe it was Jeff Rafter, I can’t remember if you brought it up, about some of the distribution snags that we might see in New England with type of old pipe or something like that- wood pipes or something, I forget what it is.
It’s your shot, Jeff, so you go ahead. Any advances? And you can comment on that if you like.
JR: I guess I would say what’s different is that the dominant pattern over the last couple of years that we’ve seen is primarily most of the interest came from industries that were highly energy intensive which usually travels with a high temperature process. So, it goes without saying that many of the early adopters were glass, steel, other metals. But what we’ve seen in the last 12 months is now a general interest shift and we’re starting to field inquiries and take on demonstration projects and things that we would traditionally consider low-temperature heating: baking applications, foods production, metal finishing. And it tells me that, again, momentum is building.
I think, in general, industries beginning to be comfortable with the concept of decarbonization and low carbon fuels, whether it’s ammonia, whether it's hydrogen, but, again, the recognition is that we’re only going to get so far until we see some more significant advancements in the generation of hydrogen and the distribution of hydrogen. Again, I think that remains probably the largest hill that we have to crest before we really get through some significant decarbonization impacts.
DG: It seem that everybody really loves the concept; it’s just the matter of producing it and getting it where it needs to be.
"[Heat] treaters use a lot of hydrogen as an atmosphere, and they use it chemically rather than as an energy source. So, I think when the price comes down, they will jump very quickly on the use of hydrogen or hydrogen blends for furnace atmospheres to replace endo or nitromethanol atmospheres."
Just a quick question to follow-up on this one before we move on to the next question which, John, I’ll address to you first. But, just real quick, a lightening round here: Has anybody seen any significant application of hydrogen, specifically in heat treat, whether it be a commercial heat treat or a captive heat treat? Jeff, have you seen anything? I don’t know that I have the answer, so I’m just curious — have you seen anything, Jeff?
JR: Nothing specific, and I think I’ll take an attempt at explaining why. I think it’s because so much of the heat treat application is really dominated by commercial heat treaters. I think they all do the bulk of most of the capacity. Where end-use companies do indeed have internal or vertically integrated heat treat, we have some interest but nothing yet in terms of meaningful commercial activity where we’ve seen commitment to projects. A couple of major industrial manufacturers have brought forward projects and studies, but nothing on-line that I’m aware of, at least in our space.
DG: Joe, how about you? Anything in the heat treat specific, just briefly?
JW: In the heat treat industry, like I said, single burners, of course. No complete heat treat shop will switch to hydrogen --- it’s simply too expensive. But we don’t need to switch/convert all operations; we can take one or two burners and see that it works.
DG: Justin, how about you? Anything specifically in heat treat?
JD: No, we haven’t had anything in heat treat, mainly for the reasons, I think, John has already highlighted.
DG: John, how about you? Anything specific you’ve seen in heat treat?
JC: No, but I would like to also point out that our heat treaters use a lot of hydrogen as an atmosphere, and they use it chemically rather than as an energy source. So, I think when the price comes down, they will jump very quickly on the use of hydrogen or hydrogen blends for furnace atmospheres to replace endo or nitromethanol atmospheres.
DG: Joe, did you want to add something?
JW: Just a comment: That makes it of course easier since many of the heat treaters have the hydrogen tank available, making tests is not really getting the hydrogen. It’s more expensive for a little while, but they can run the tests for a week or so and that’s done then pretty easily.
DG: Perry, anything specific in heat treat?
PS: The short answer is no; we’ve not seen or heard of anyone, primarily because of that. There are a lot of inquiries around direct electrification as an alternative but that doesn’t work in every case. There are a number of scenarios where that’s not a viable decarbonization pathway and so we need to continue to pursue this as aggressively as we can, but at this point, that, the market price of hydrogen and, I’ll add, the sort of working out of a reliable supply chain of hydrogen because, right now, tube trucks is probably the only way you could really deliver hydrogen reliably to a remote heat treat shop so there is a supply issue there, as well.
DG: And just to unduly poke fun at Perry, you’re the only guy on here that is allowed to mention electricity and get away with it, okay? The rest of us don’t even like that topic. ~chuckle~
John, I’m going to jump over to you on this question. It may or may not apply to you in this case, but your company: What have you specifically been doing developing, let’s say encouraging, over the last 12 months? This is kind of a time when you can tell people what your company is doing.
JC: As far as technology, nothing like my colleagues on this roundtable. We have spent and spend a good deal of time running economic simulations for major users but we still act as consultants. I wouldn’t say we’re laying the groundwork, but when the economic data can be put in, we’ll be in a position to better and more rapidly provide people good, accurate feedback as to cost of switching and cost of implementation.
DG: I think you and Perry kind of are maybe a little bit more on the consulting side, so it will be interesting to see what Perry has to say. But let’s go to Joe next. Joe, what has your company been doing? Then, Justin, we’ll jump over to you after Joe.
JW: At the moment, we are doing two things: one is installing a bigger ammonia tank because we want to get into using ammonia as a form of indirect hydrogen combustion. Do we need to crack it first? Can we use it directly? How far have to purify it? These are questions we want to resolve and do in-house. That is one thing. And then also to improve our hydrogen supply, we will install an electrolyzer. We have a lot of solar on our roofs. It’s not directly our business to produce hydrogen, but we want to have the knowledge to tell our solar customers- does it make sense to produce your own hydrogen on site or should it come from the pipeline? What are the options here? We want to be prepared for that.
DG: Justin, over to you, and then Perry, then we’ll finish up with Jeff.
"[So] we’ll really be focusing on not only the burners ability to run hydrogen . . . but also we’re going to try to really look at the material impacts that hydrogen has on heating and as well as metallurgy to try to help some of these end-users because obviously this is a huge shift going from natural gas to hydrogen." - Justin Dzik, Fives North American Combustion
JD: As of about two months ago, we just fired hydrogen on our regenerative burners. This was in an effort to supply data for our talk at AISTech in Pittsburgh, back in May, where we sat on a panel about decarb. From that, we are actually in the process of breaking ground on installing a permanent hydrogen facility to supply our lab with hydrogen fuel for all our test furnaces.
From what I’ve been told, we’re looking in aiming at about 10 million BTU an hour as the max capacity, so we’ll really be focusing on not only the burners ability to run hydrogen --- we’ll focus on the markets, obviously steel and aluminum first because those have shown the greatest interest, what burners actually go on those, testing the burners ability to run hydrogen; but also we’re going to try to really look at the material impacts that hydrogen has on heating and as well as metallurgy to try to help some of these end-users because obviously this is a huge shift going from natural gas to hydrogen. So, over the next year, we hope to make significant headway in, obviously, our hydrogen studies in our conventional burners here.
DG: Perry, how about you? What are you seeing?
PS: From a purely industrial perspective, we have a handful of projects that we’re working on now. They are essentially down-selecting the most viable pathways for industrial process heating through alternate energy carriers, whatever those might be. We have sister groups within our low carbon resources initiative that are looking at the production and transportation storage of hydrogen, whether that is the electrolysis of hydrogen from water, whether that happens to be the use of steam methane reformation with a carbon captured scenario associated with that, and we’re looking at the cost and performance of all of those particular pathways.
And looking at that for a couple of different sizes of steam boilers as well as direct combustion which is, I think, the primary focus here, and a variety of different types of furnaces, ovens, heaters and a variety of different types of burner configurations in order to assess cost and performance of those, and then begin to do the technoeconomic analysis to determine where these technologies might compete as we project the cost and delivering storage costs of hydrogen into these locations regionally where these industries may be located. So, we’re doing all of that work to basically circle wagons around the most important research that we need to do going forward.
We’re also involved in an oxy firing project with GTI Energy which is looking at, right now, natural gas but also evaluating oxy firing. Of course, if you electrolyze hydrogen, you liberate a lot of oxygen from water and that oxygen is valuable and can be a very important constituent in oxy firing combustion which has a variety of advantages, whether you do carbon capture at the source or just trying to improve the overall thermal efficiency of the process. Those are some areas that we’re working on right now.
DG: Jeff, how about Selas? What’s been going on the last 12 months or so?
JR: Well, I think the last year has really just been a continued pattern of counseling customers on applications and, in specific, what particular burner styles are appropriate for utilizing hydrogen in different processes. But I will say, the other topic that is starting to garner some of our attention and efforts is thinking forward about codes and standards as an enabler for more of industry to get interested in decarbonization and, realistically, while burning hydrogen is relatively easy, the handling and distribution of hydrogen has yet to really permeate the codes and standards that we use on a daily basis to govern design of products and processes. Again, it’s not unknown; it’s used in other industries for other purposes like heat treating, like refining, but we need to bring that knowledge into our codes and standards and really kind of be the highway for industries and customers to be able to convert without a significant amount of “white sheet of paper” engineering.
"I think the work that the steel industry is doing is interesting from a couple of perspectives. One is: How do you supply huge amounts of hydrogen, at scale, at a cost that is reasonably competitive? So, they’re really challenging that outer envelope in terms of how much hydrogen, and in what manner, it needs to be produced, whether blue hydrogen or green hydrogen, and really pushing forward to ultimately, hopefully, drive the price of hydrogen down, green hydrogen."
DG: Are you still at all involved with the NFPA? Is that the type of standards you’re talking about, like the 86’s and things of that sort?
JR: NFPA 86, obviously 85 you could drive into the boiler’s world, 87 if you go into process heaters.
DG: Are you still involved with that? I know it says you have done that in the past.
JR: No, I am not currently on the committee.
DG: But you’d know enough about what’s going on in those, so that’s good.
A quick question. I don’t know that we need to spend a lot of time of this. Justin, I’m going to start with you on this one. We talked about it earlier, about the steel industry and the fact that they seem to be with steel and/or aluminum, but steel specifically, I guess; they seem to be one of the early adopters, or at least attempting to adopt it. The specific question here is: Do you see what they are doing in the steel industry as having any impact beneficial (and/or otherwise) on the heat treat industry, at all? Is there any obvious connection between what they’re doing and how it might apply to a captive heat treater or potentially a commercial heat treater?
JD: Yes. Obviously you have to a crystal ball to know what the future is, but obviously, I think, as the demand for 100% green steel increases and the green steel producers can push their will down on scope 1, 2, 3 suppliers, you’re going to see all processing steps will need to be decarbonized. That’s the future goal, that’s the future state. So, obviously if you go down far enough in the scopes, obviously that includes processes for heat treatments of steel. Who knows how long that will take, but for sure, that is probably the future path in the next quarter century or so.
DG: John, how about you? Do you see any benefit or any impact in what’s going on in the steel industry on the heat treat? After John, we’ll go to Jeff.
JC: Specifically, in the short-term, no, but it’s like with any technological initiative, often there are unforeseen breakthroughs, unforeseen bits of technology that are developed that are very beneficial. Again, it’s the “known unknown” in technological development — we don’t know what it will be but, from experience, we know it’s there. So, I’m optimistic that something will benefit them, but I can’t tell you what it is.
DG: Jeff, how about you?
JR: Well, I’ll take a little bit of a projective throw at this one and that is I think that experiences in the steel industry will help some types of heat treating, in particular, direct-fired applications like annealing. When we move to atmosphere furnaces, I think you get to a position where the application becomes so unique that the experiences in steel probably don’t translate. So, I think there are a couple of different bodies of transferability, so to say; when we look at what happens in steel or other industries, I think it’s going to application specific.
DG: Perry, what about you? Then we’ll finish up with Joe.
PS: I think the work that the steel industry is doing is interesting from a couple of perspectives. One is: How do you supply huge amounts of hydrogen, at scale, at a cost that is reasonably competitive? So, they’re really challenging that outer envelope in terms of how much hydrogen, and in what manner, it needs to be produced, whether blue hydrogen or green hydrogen, and really pushing forward to ultimately, hopefully, drive the price of hydrogen down, green hydrogen.
They are also, I think, helping us to evaluate what we need to understand about valve trains, other supply components and materials, whether that’s seals, and at pressure, obviously, hydrogen has a little quirk of wanting to embrittle carbon steels that may be used for storage or transport. So, work around how to really pardon the systems such that those risks can be mitigated and understanding what it’s going to cost to convert when we go to higher and higher concentrations of hydrogen, up to 100% hydrogen, as a fuel or reducing agent. So, they’re pushing the envelope; the rest of us will be able to take advantage of what they learn.
DG: So, Joe, I think in Europe, the steel industry is probably a little bit more aggressive than the rest of the world. What are you thinking about what they’re doing there and how it might benefit heat treaters specifically?
JW: I’m very happy about that — that they are moving forward and being proactive. I think it used to be a dirty, complaining, dying industry (the steel industry), and now suddenly they are on the forefront of really changing themselves and really wanting to do that. I think we will, absolutely, also profit from that. We see students coming to apply for work from us because they think that’s the future: to work in that business and, I think, that’s true, but that was different twenty years ago when everybody thought maybe we will have no steel industry in twenty years. It might sound stupid that we will have steel industry, but the steel industry presented themselves as being “go to Gary, Indiana or whatever,” if you don’t think that’s a future industry, but that is changing at the moment, and I am very happy about that.
DG: I would like to start with Joe, actually, we’ll just start with you; let’s reverse the course on this one. Let’s talk about obstacles. Whether it be production of hydrogen, distribution of hydrogen, or other technologies, what do you see being the main obstacles for adoption? And again, if you can tailor comments specifically into heat treat, fine, but I think, to a certain extent, where we see it being done in steel and aluminum then, probably, the obstacles will be very similar for the heat treat market.
Joe, what do you think?
JW: I think, at the moment, of course, it’s uncertainty. The people are a little bit sometimes wait-and-see because nobody knows. Will it be electricity? Will it be widely available for affordable prices? Will it be energy carriers? So, I think, and in general, at the moment, of course, there is a lot of uncertainty. What will happen with China? What will happen here? So, it’s very different. Some people just now are sitting there like a little rabbit and doing nothing; other companies are still active and say and see what their options are. I think we will see a lot of changes into the next decade compared to the past and it will be interesting times.
JW: I think the uncertainty, that is, of course, there is no clear pathway to go; everybody has to make their own decisions.
DG: Perry, how about you? Main obstacles for the adoption of hydrogen?
PS: It’s the big elephant in the room: the price. It has to come down in price at the burner tip to be competitive or else, globally, there has to be some agreement which is very difficult to obtain in terms of, sort of, regional competitiveness and globally economic competitiveness of industries. And so, something has to be done.
We have to continue to pursue how we’re going to produce hydrogen, transport and store it and have it become cost effective at the end-use. There are a number of strategies around how to do that but, obviously, if you’re going to electrolyze it, there’s a lot of work looking at how that could be improved in terms of its overall, final efficiency. That’s the biggest challenge. I think, the other transport and storage attributes can be overcome technically; I think we kind of know how to do that.
There is a big decision, I think, with regard to whether we produce hydrogen centrally and then move it around the world in various modes of transport including pipelines, which is generally the most cost-effective way, or in some cases, do you produce that in situ and then the question of whether or not you use steam methane reformation of a fossil fuel and carbon capture — that’s a policy matter.
I will say this: our first round of studies and sort of bookend scenarios that we’ve looked at for hydrogen production and use economywide suggests that policy matters a lot and whether or now we allow carbon capture and sequestration will make a huge difference in the degree to which hydrogen penetrates economically, markets beyond the very big ones that we’ve talked about. So, if we get into heat treat shops, other end-use applications, economically and transport and buildings, a lot depends on where we end up with carbon policy.
DG: Jeff, how about you? Obstacles?
JR: Well, very similar comments to what Perry had said — it has a lot to do with economics, distribution, and availability. Obviously, the last 12 months has not been a typical economic environment for what we’ve enjoyed for fuel security in the last 40 or 50 years, and I think, at this point, nobody has a crystal ball to determine what the relative price of fuel alternatives is going to look like going forward. Obviously, the hydrogen play is still reasonably new from the perspective that we need better ways to generate hydrogen, ones that could put the fuel on par or near natural gas, and as a real-world example of that is we’ve actually seen a resurgence in interest for firing liquid fuels as an alternative to a nonsecure natural gas supply and why? For the simple reason that they’re transportable without a pipeline. So, it will be interesting, but I think it’s that juncture of economics, supply and distribution that’s really going to be the determinate on where we land 10 or 15 years from now.
DG: John, how about you? Obstacles?
JC: For the heat treat area, I think the transportation. Heat treats, unlike steel mills, unlike petrochemical facilities, tend not to be collocated. The commercial heat treat and the captive heat treat tend to be distributed and they’re used to being able to obtain natural gas from a pipe on the road. So, until we have a means to run more pipe, which is a challenge, it’s a very real challenge, especially if you’re trying to obtain a new right-of-way in the U.S., that’s an extremely lengthy period of time. So, assuming, and I’ll assume for one minute that the cost of production, that issue can be dealt with. I think distribution, very likely, will be a longer-term impediment for heat treat in the U.S., maybe not so much for steel or other applications.
DG: Justin, how about you? Last one here on the obstacles.
JD: Yes, obviously, to just echo everyone else — it’s cost and availability, right? So, cost is like ten times what natural gas is right now so, in availability, like John said, do we have a pipeline that goes around the United States with it, that’s quite difficult, or do we produce at site? And then we have to consider the manufacturing capacity of the electrolyzers and the device if we’re going to do it on site; can that keep up with the demand?
Operationally, the cost. You know, thermal efficiency and process integration — really those things will help bring down the cost of hydrogen. The other industries like steel and aluminum are advocates of heat recovery right now — they employ it with recuperative technology or regenerative. Heat treaters don’t really do that and, I think, that is kind of a need when you’re switching to hydrogen to try to bring the cost close. It’s never going to be equal, but to bring it closer to natural gas, heat recovery is almost a must.
DG: Production and distribution, yes, as somebody said, “it’s cost at the nozzle,” how much is it costing?
If anybody wants to comment on this, fine, otherwise we’ll gloss over it and move on to the last question, but somebody commented and said, “I don’t know if you’ve noticed or not, but three-quarters of the earth is made up of water with two hydrogen and one oxygen, right? I don’t know if you noticed, but the bond between those two things is very, very strong.” It’s very difficult to break the hydrogen away from the oxygen. So, almost anything we do to produce it from that, the most abundant source, it seems like, would be water, would be very, very expensive. Does anybody want to comment on that?
JR: Just one additional thought is that in addition to water being widely available, the other challenge you have to have is you’re typically looking for a relatively clean source of water to run through an electrolyzer, and if you think about just what you see on the news every night, we already have a challenge where many parts of the world are having difficulty coming up with adequate supplies of clean, fresh water. So, desalinization definitely has a play in there, but the abundance of water, or hydrogen being the most abundant element in the universe, really doesn’t solve our problems. There are still a lot of developmental challenges around the generation of hydrogen.
DG: Anyone else care to comment on that before we move on? Joe, go ahead.
JW: Regarding the price, of course, that’s a little relative. We fear the moment the natural gas prices triple and quadrupling, it’s also the hydrogen price has to come down. But if the net/gas price goes up steeply, that will then make them also equal, just at another level, not that it’s what the people want but that could well make it much more attractive sooner natural price gas go up.
DG: It’s all the relative price, you’re correct. Any other comments? I think it’s a good segue into our last question and that is: the disruptions that we’ve seen, geopolitical situations and what impact that’s having on the advancement of hydrogen.
Justin, why don’t we start with you on this one. Any comment on the geopolitical situation, how that’s helping or hurting the current move to hydrogen?
JD: Yes, obviously every day it’s changing, so every day it’s making a different effect. But with the increased upward pressure on fossil fuels due to the geopolitical environment, there are potential cost penalties for changing from fossil fuel to carbon-neutral fuels like hydrogen that may be decreased, obviously. So, the desire to maintain the production capability in the face of fossil fuel shortage may further drive switching to hydrogen — hopefully, it will — or other carbon neutral fuels and obviously or ways to achieve the thermal input needed for the processing steps for all these customers.
DG: Perry, how about you? Any comment on the geopolitical situation?
PS: It’s unpredictable. I think the volatility of fossil fuels is an issue. The attraction that we have, at the moment, for hydrogen is that, ultimately, if we look at the production of green hydrogen, it would come from some renewable source.
Now, that could be biofuels that are hydrocarbon-based that are produced in natural avenues that are carbon-fixing so they’re renewable, but when you look at the green pathway for hydrogen through electrolysis, you’ve got to use electricity and so the attractiveness to that right now is that there are periods of time where we have a lot of excess power and we need to store that; batteries are not a good option for the volumes and timeframes that we want to store that power and so production and storage of hydrogen so that we then can reuse it either directly as combustible fuel somewhere or otherwise. That helps the whole energy system work a little better in terms of periods of higher and lower demand and so, I think, to me, that’s going to be sort of near-term more likely to drive things.
I think the geopolitical situations create a lot of interest and realization that we’ve got to do something, but the changes that are going to have to happen, I don’t think they’re going to happen fast enough to respond to those kinds of shock scenarios. So, this is going to take some time for us to deliver an integrated energy system takes advantages of low-cost power to produce hydrogen pulls together production distribution systems that end up working on a fairly seamless and effective final energy distribution system. So, this is not a quick fix.
DG: John, how about you? Geopolitical situation.
JC: Speaking as an American, our geopolitical concerns differ greatly with our European friends. We produce and export 10% of the natural gas — or attempt to export 10% of the natural gas we produce, so we are actually awash with natural gas while our European friends are not. Even if the instability in Ukraine is settled tomorrow, the question comes up: Can Europe trust Russia, long-term, to be a critical supplier and, arguably, I think you can’t. So, I think there’s going to be a divergence.
But even in the U.S., we have a significant political risk that we have to recognize and that is forming a consensus to put in place the necessary rules and put in place the necessary legislation to enable this transformation because we have yet to form a solid consensus in the U.S. that decarbonization is necessary. There are a lot of, again, I’ll use the term “externalities” at play and in the U.S. we, ourselves, even with all our resources are not yet in a position to form any sort of coherent plan to tackle this initiative. So, I caution people from the political side to keep working on the technology and keep writing your congressman.
DG: Two fronts there. So, Joe, give us the unique perspective from Europe on this. Geopolitically, you’re going to have a little different perspective here.
JW: John already mentioned, of course, we are in a different position because we don’t have our own energy sources and now, I think, we are hurt pretty badly by relying on cheap, Russian natural gas supply. We thought that we would get that forever and very reliably and that’s not the case. So, I think we have to diversify, we have to get more of our own resources, we have to conserve energy, use less, because otherwise we are just dependent — we are not free in our political possibilities if we have to rely on that cheap energy. Of course, to a degree, maybe, that is a little different in the U.S. but being dependent if everybody goes out on the street if the electricity shuts off and the air conditioning cuts down is also a kind of dependency on certain things so no telling for the future. So, I think that dependency on cheap energy is dangerous everywhere. And we should work on that to be here more conservative in using it — using less, using on-site; you can have local tank and there have your own air condition on every roof and not depend on the grid and everything. I think that would be good. We learn the hard way right now, but I think sort of which it wouldn’t hurt for the U.S. to do certain things the same way.
DG: Learn by watching rather than learn by doing, you know?
Jeff, how about you?
JR: Well, I think the current geopolitical situation is a reminder that although we’ve enjoyed five decades of really stable, inexpensive energy supply, it’s never guaranteed. It’s been quite a while since we had this type of market disruption around fuel supplies, but it’s a reminder that fuel supplies and energy really are a worldwide market that are deeply interlinked region to region. So, as we look at potential changes and what’s coming forward, I think we have to give a significant amount of focus to where we can make the most impact and decarbonization, and manufacturing really represents, at least in the United States, about a third of all the natural gas consumption. That means that two-thirds of it is power generation residential building and heat and from that perspective it kind of echoes Joe’s comments that it’s multiple technological advancements and market changes at the same time that are going to drive the initiative forward; it can’t just be heat treating or manufacturing, it has to be a union of multiple technological changes and adoptions at the same time for heat, power, electricity and industrial heating.
DG: That wraps up the initial questions that you all knew about ahead of time, so I’m just going to throw out one more: If there was something we were talking about here and you said, “You know, this is really something important that ought to be said.” Did anything like that jump to your mind? Is there anything that you would say kind of as a concluding or also a “Hey, let’s not forget about this?” Anything come to mind?
PS: I’ll jump in, Doug, just tagging on to what Jeff just said. Just a reminder that our energy systems, our supply of binary energy where the energy comes from and the final end-use systems are interconnected by very complex markets and delivery and storage systems, whether you’re talking about power, natural gas, fossil fuels, other liquid fuels and so forth. Those sources, whether you’re looking at bio sources, have limitations in terms of land use or whether you’re looking at hydrolysis of water, whether that be the cost or the impact on water resources and availability or whether you’re looking at wind and solar- all of them have their positives and their negatives. In the end, the marketplace, with all of these various end uses, there are a lot of societal decisions we’re going to have to make around who gets access to which sources. As an example, aviation fuel is a very difficult one to replace in terms of the liquid fuel because of energy density needed and the need to carry it along with you. How do we ensure that aviation gets the type of fuel at a cost that we can all withstand?
So, whether a lot of competition — not just within our industry that we’re talking about here, but amongst all aspects of the economywide uses of these various fuels, including hydrogen — there will be competitive forces that ultimately will create challenges for where and how we use hydrogen and how we produce it and where the best end-uses of hydrogen, specifically, would be, or other fuels like Joe mentioned- ammonia has its interesting potential areas where it could be applied as a combustible fuel and so forth. We just need to understand that there are complex economics involved in determining to what degree hydrogen may end up being a fuel for industrial furnaces.
DG: Anyone else? Something that needs to be mentioned you might’ve forgot?
JR: I would throw in one other comment. Knowing that the audience, for most of this presentation, is going to be in heat treating, I think perhaps one word of advice would be: hedge your bets. Design in and plan for flexibility. Being linked to one energy source is probably not economically advisable for any manufacturing business at least until markets and geopolitical events settle down.
DG: That’s a good point.
Gentlemen, thanks a lot, I appreciate the update in 12 months. Justin, thank you for joining us this time, I appreciate that.
Heat Treat Radio host, Doug Glenn, and several otherHeat Treat Today team members sit down with long-time industry expert Dan Herring, The Heat Treat Doctor® of the HERRING GROUP, to finish the conversation about mill processes and production. Enjoy this third informative Lunch & Learn with Heat Treat Today.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Dan Herring (DH): When it comes to heat treating, the mill will do what we typically call ‘basic operations.’ They will anneal the material and, if you’ll recall, annealing is a softening operation (it does other things, but we will consider it, for the purpose of this discussion, a softening operation) so that the steel you order from the mill will be in a form that you can then manufacture a product from. You can machine it, you can drill it, you can bend it and things of this nature.
Contact us with your Reader Feedback!
There are various forms and various types of steel that can be ordered directly from the mill. So, the mill typically does annealing operations and normalizing operations. The difference between annealing and normalizing is that annealing has a slower cooling rate than normalizing does.
In the aluminum industry, we don’t talk about normalizing but talk about homogenizing. Homogenizing is to aluminum what normalizing is to steel; it’s a crude analogy, but it’s true. The mill can do other processes; they can do other heat treatments, they can do specialized rolling and things of this nature to give you enhanced mechanical properties. In today’s world, there is a lot of what we call “custom” or “specialty mills” that can manufacture very specialized products. There are mills that primarily make pipe and tube, there are mills that make primarily wire, there are mills that make primarily strip. There are some very customer-specialized mills out there. In general, a mill will produce most of the type of products that we see or use in industry (or the steel for those products), and they will make it in a form that is usable for the end user and heat treated to a condition where the end user can make a product with it. Now, obviously, once you make a product, you may then have to further heat treat that product, for example, to harden it or to give it certain characteristics that you need. We’ll talk about those things in later discussions about this.
What I did want to talk about is the types of steel that are produced by the mills. I’ll do this, hopefully, in a very, very broad context, but I think it will make sense to everybody. Again, metallurgists aren’t known too much for their creativity, so we start out with something called carbon steel. Very original. There is low carbon steel, medium carbon steel and high carbon steel. Low carbon steel has low carbon, medium carbon steel has medium carbon, and a high carbon steel has high carbon.
Now, to be more serious, a low carbon steel typically has less than or equal to 0.3% carbon, or less than 0.3% carbon. A medium carbon steel has between .3% carbon and .6% carbon, and a high carbon steel is greater than .6% carbon. An example of a medium carbon steel might be a 1050 or 1055 grade of steel. Those are commonly used for stampings, for example. So, all of your seatbelt, both the tongue and the receptacle are made of a 1050/1055 steel and they’re austempered to give them both strength and toughness so that in an accident, the buckle won’t shatter because it’s hard but brittle and it won’t bend abnormally and therefore release because it has inherent toughness.
So, there are various things you do with these carbon steels in the heat treat mill to enhance their properties. Carbon steels are used because they’re low cost and they’re produced in tremendous quantities. If you went to a hardware store and bought a piece of steel, it is very likely it will be a simple carbon steel.
On the other hand, we also make alloy steels and, interestingly enough, there are low alloy steels, medium alloy steels, and guess what, high alloy steels. Again, metallurgists are very creative with their names. But idea here is you get higher strength than a carbon steel, a little better wear resistance and toughness, you get a little better corrosion resistance, for example, you might even get some specialized electrical properties and things like this.
But low carbon steel, just to go back to that for a minute, as I said, is produced in huge quantities. Examples are steel for buildings, steel for bridges, steel for ships. We learned our lesson, by the way, with the Titanic; we got the steel right this time. The problem with that steel, by the way, was high in sulfur which embrittled it, interestingly enough, in cold water. So, when it hit the iceberg, the steel shattered because it was brittle because it had too much sulfur. But we learned our lesson.
Titanic, 1912 Source: Wikipedia
There are also various construction materials; anything from a wire that’s used in fencing to automotive bodies to storage tanks to different devices.
When you get into medium carbon steels, because they have a little better strength and a little better wear resistance, you can use them for forgings, you can use them for high strength castings. So, in other words, if you’re producing gears or axles or crank shafts, you might want to consider a medium carbon steel, or seatbelt components as we talked about.
Then there is the family of high carbon steels. Again, they can be heat treated to give you extremely high hardness and strength. Now, they’re obviously more expensive than medium carbon or low carbon steels, but when you’re making knives and cutlery components, (knives and scissors, for example), when you’re making springs, when you’re making tools and dyes. Railroad wheels are another example of something that might be made out of a high carbon steel. As a result of this, the type of product that your company is producing, means that you’re going to order a certain type of steel that you can use to make your product and give it the longevity or the life that your customers are expecting.
One of the things about steel that differentiates it from aluminum: Aluminum has a very good strength to weight ratio. But so again does steel, but obviously the strength to weight ratio, the weight is specifically much more, from that standpoint. But we can take steels that we produce from the mill, and we can do processes like quench and temper them. If we do that, we can make things like pressure vessels, we can make the bodies of submarines, for example, we can make various pressurized containers and things.
Stainless steel pots Source-Justus Menke at Unsplash.com
There are a lot of different things we can do with steels to enhance the products that we’re producing. Besides just low carbon steel or carbon steels and alloy steels, we then can go into the family of stainless steels, for example. Most people think of stainless steels as being corrosion resistant. I’ll warn you that not all stainless steels, however, are corrosion resistant; some of them can corrode in certain medias or chemicals, if you will. But with stainless steels, a good example of that is food processing containers or piping or things that will hold food or food products, and again, we can make with stainless steels a variety of different products. We can make different components for buildings, for example, or for trim components and things.
Besides stainless steels, of course, we can make tool steels. Now, tool steels represents a very, very high alloy steel. The alloying content of tool steels is typically 30 to maybe 50% alloying elements: molybdenum and vanadium and chromium and these types of materials. As a result, we can make a lot of dyes and we can make a lot of cutting tools, we can make taps and other devices that are used to machine other metals, if you will. So, tool steels have a lot of application.
But there are a lot of specialty steels that are made by the mills, as well. One example of that, that I like to talk about or think about, is spring steels because you can make various things like knives and scraper blades, putty knives, for example, besides cutlery knives. You can make reeds for musical instruments, the vibrating instruments in the orchestra, if you will. You can make springs and you can make tape measures, tapes and rules and things of this nature out of these various spring steels, if you will.
Depending on what your end-use application is, the bottom line here is that whatever your end-use application is, there is a particular type of steel that you should be using and there is a form of that steel that you can use. Again, those steels can be produced by a variety of different processes; they can be forged, they can be rolled, hot and cold rolled, again. And when I’m talking about hot rolling, I’m talking about temperatures in typically the 1800-degree Fahrenheit to 2200/2300-degree Fahrenheit range. When I talk about hot rolling, the metal is, indeed, hot, if you will.
By the way, roughly, iron will melt at around 2800 degrees Fahrenheit, just to give you a perspective on that, if you will.
The key to all this is that the form that is produced by the mill meets the needs of their customers and their customers’ applications. If you need a plate, for example, they will produce plate in various sizes and thicknesses.
Rolling direction Source: Barnshaws Group
By the way, just a quick note, and this is for all the heat treaters out there: Be careful of the rolling direction in which the plate was produced. We have found that if you stamp or cut component parts out of a plate with the rolling direction, or transverse or across the rolling direction, you can get vastly different properties out of the products. It’s amazing that you can get tremendous distortion differences from heat treated products depending on the rolling direction. If you’re stamping or forming out of a plate, you’re transverse or in line with the rolling direction. Most people don’t even think of that. They take the plate, they move it into the stamping machine, and they could care less about the rolling direction. Then, when the poor heat treater does his heat treating and distorts all the parts, the man comes back and says, “What’s wrong?”
By the way, that little example took only nine years of my life to solve. We had some, what are called, "springs" that are the backing on a knife. When you open a knife blade, there is a member that it’s attached to called a spring. Those springs were distorting horribly after being oil-quenched in an interval quench furnace. It happened to be a conversation around the coffee machine where one of the guys made the comment that, “You know, it’s really funny, we never had problems with distortion until we got that new stamping machine in.” Low and behold, in investigating it, the old machine took the plate in one direction, the new machine had to take the plate in a different direction and it rotated. . . . End result.
So, I guess for everybody listening, the key to this is that no matter what the material is that’s being produced, we need to use it sometimes in its cast form, we need to use it sometimes in its finished forms, which again can be bar and sheet and plate and wire and tube and things of this nature. And to get those shapes, we need to do things like hot and cold rolling, we need to do forging, we need to do operations like piercing to actually produce rings and things of this nature. So, although I didn’t go all the details about that, there is a lot of information out there about it. I wanted to set the stage for it to say that it’s the end-use application by the customer that fuels the type of steel being produced and fuels the form in which the steel is produced.
Perhaps as a last comment, on my end anyway, at this point, is the fact that a mill is a business just like anyone else’s business. We’re always looking for ways to cut costs, (not cut corners, but reduce cost), and mills have found that in the old days — and the old days weren’t necessarily the “good old days” — a mill made everything; they made all types of steel, they made all types of shapes and forms. But today, a lot of mills are saying it’s not economical to produce that particular type of steel or that particular form of steel, so we’ll leave that steel production to someone else, and we’ll only concentrate on high volume production.
You know, it’s very producing steel, a typical heated steel (and people will probably correct me on this), is somewhere in the order to 330,000 pounds of steel. So, if you’re a small manufacturer and don’t happen to need 330,000 pounds of steel, you have to go to a distributor and, more or less, maybe compromise a little bit to get the steel that you need. But the mills are producing large quantities of steel and very specialty steel grades, in general, today.
Doug Glenn (DG): It’s essentially specialization of labor so it helps keep each individual mill’s cost down, but it doesn’t have the variety it used to.
Let’s open up for questions, really quick. I’ve got one if nobody has one, but I hope somebody else has one. So, fire away if you’ve got one.
Carbon steel gate valve Source: Matmatch
Bethany Leone (BL): When you said that, Doug, my question jumped out of my head. I had 3 questions though but the ones I remember aren’t that important. One is — I recently visited an old blast furnace in Pittsburgh, Carrie Blast Furnaces; everybody should go, if you’re in the Pittsburgh area), so some of this sounds familiar. The second thing I was wondering is just how high can the carbon percentages go in carbon steels, .6%+, right?
DH: Yes, greater than .6%, and it’s not uncommon for carbon in various types of steels to go over 1%. It typically can go in certain tool steels and things higher than that. But one of the things that differentiates a steel from a cast iron is the percentage of carbon in the material. And carbon over 2% is considered a cast iron as opposed to a steel. Steel has a carbon percentage from .008 all the way up to 2%. That’s a great question and something to be aware of. When you buy a cast iron skillet, for example, you’re getting a material that has greater than 2% carbon in it.
BL: The other question I had is sort of more on the business end, if you know any of this, is- with the high energy that it takes to process iron, I imagine there have been efforts to try to reduce costs to produce energy that’s used to be a technology and innovation and especially right now with many people concerned with sustainability in those practices, are there ways that maybe even clients have influenced how businesses iron manufacturers in the iron manufacturing world have been trying to keep those environmental loads down, do you know?
DH: That’s a very intriguing question. I don’t have all the facts and information on it, but I’ll share a few things. As opposed to the production of aluminum, which is primarily using electricity, steel production uses typically natural gas. There were, in the old days, oil-fired equipment and things of this nature but today it’s typically gas-fired furnaces and things of this nature. Now, I have to be careful when I say that because some of the steel refining methods, (for example, the vacuum arc remelting furnaces and things of this nature), again, use carbon electrodes and use electricity, if you will, in the process. But essentially, what they’re trying to do is they’re trying to, for example, capture waste heat and reuse it to preheat different materials and processes and things of this nature, and they’re using methods that are trying to make the overall equipment more energy-friendly; if you will, better insulations, better fit of components than the old days when they didn’t care too much about if we got heat pouring out into the shop, we don’t care. Today, we really care about those things.
But steelmaking, again — for a different reason than aluminum — is a very energy intensive process; it uses a lot of energy to produce steel.
I’ll make a quick comment also, and I’m not saying this especially from anyone internationally who happens to be listening in to this: I’m not saying this is an “America only” comment, if you will, but in 1900, the largest industry, the largest company in the U.S. was U.S. Steel. United States Steel was the number one most profitable company in the country. If you think about it, throughout what would be the 20th century, steel and steel production has fueled, if you will, the American economy. We’ve since transitioned to other more angelic materials, if I can use that phrase; I won’t define it. However, who do you think produces over 50% of the world’s steel today? Anyone want to guess?
DG: The U.S.?
DH: No! China. And where is the manufacturing growth taking place? So, the production of aluminum, the production of steel, fuels manufacturing is my message here.
Yes, there are environmental consequences, but I often use the phrase and, again, this is not intended to be insultive to any one country, but for all the recycling, for all the energy saving, for all the environmental progress we can make in the United States, if we could reduce coal consumption in China (and India, of course), it would have major, major impact on the environment. And that’s not having 100-year-old steel mills, like we have here in the U.S., will go a long way, if you will.
DG: I’m going to give you 30 seconds, Dan, to answer one more question, okay? Here’s the question: Aluminum doesn’t rust, most steels do. Why is that?
DH: In simple terms, because aluminum reforms an aluminum oxide on the surface and that oxide is impenetrable, virtually, to further oxidation, whereas iron produces an iron oxide on the surface in the form of rust, it flakes off and you can reoxidize the surface. Now, there are steels — core10 is an example — self-rusting steels, that once they rust, they don’t reoxidize, but that’s the basic difference, Doug, between them.
DG: Perfect, perfect.
Alright guys. Thank you very much, Dan. I appreciate it. We’re going to get you on deck for another one here pretty soon on another topic, but we appreciate your expertise.
DH: Always a pleasure and, as I’ve said, I’ve reduced 3,000 pages into 30 minutes so hopefully people that are interested will read up more on these processes.
Heat Treat Radio host andHeat Treat Today publisher, Doug Glenn, sits down with Dr. D. Scott MacKenzie, the senior research scientist and metallurgist at Quaker Houghton, for a deep dive into quenching in the automotive heat treat industry. We’re talking the implications of electric vehicles (EV), aluminum and automotive manufacturing, simulation, and training in quench and heat treat.
This automotive industry-focused episode about quenching comes on the heels ofHeat Treat Today's August 2022 Automotiveprint edition.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We’re here today with Dr. D. Scott MacKenzie from Quaker Houghton. We’re going to talk a little bit about quenching. Scott, first off, welcome to Heat Treat Radio.
Scott Mackenzie: Thank you. And I just go by “Scott.”
Contact us with your Reader Feedback!
DG: Very good. You and I have known each other long enough, I can probably do that and get away with it, so that’s okay.
SM: Everybody calls me Scott. I don’t like being called doctor.
DG: Let me give the folks a bit of an intro and then I’m going kind of highlight some of the stuff we’re going to be covering today. We’re going to be talking quenching because Scott is obviously the “quench king” here. We’re going to talk about EV (electric vehicles) a little bit. We’re going to talk about aluminum in the automotive industry, modeling and simulation and, briefly, we’re going to talk about a product that Quaker Houghton came out with not too terribly long ago called GREENLIGHT. We’re also going to talk about training for captive and/or commercial heat treaters in regard to quenching. So, that’s stuff to look forward to.
First, let me just mention that Scott is presently the senior research scientist and metallurgist for Quaker Houghton (formerly Houghton International) in Conshohocken, PA. He joined Houghton International in 2001 as a technical specialist heat treating marketing and moved into the heat treat laboratory, to the supervisor position, in 2007. Prior to joining Houghton, he worked as an associate technical Fellow in failure analysis, at the company actually, for six years and manufacturing engineer for the steel and aluminum heat treating departments for twelve years. He was past president of IFHTSE (International Federation for Heat Treatment and Surface Engineering) from 2018 to 2020. He is an active member of ASM and served on a lot of committees at ASM as well as member or chairman. You’ve authored, Scott, several books and over one hundred peer-reviewed papers.
So, I expect to see an increase in induction hardening or, at least, stay the same, but more atmosphere, traditional atmosphere, endothermic atmosphere and quenching and quenching in a quenchant — that’s going to be drastically hit in the next five to ten years.
Scott got his BS in metallurgical engineering from Ohio State University and got his MS and PhD from the University of Missouri Rolla. Bottom line, Scott is well qualified to talk about quenching and that’s what we want to do.
Scott, before we jump in and ask the first question, is there anything else you’d like to share with us about your background: where you’ve been, some of your more interesting experiences, or things that would be of interest?
SM: One, I got my PhD late in life. I started on my PhD when I was 45. So, I already had practically 15 years of experience on the shop floor, mostly doing heat treat with doing all the landing gear for the F/A-18, the F15, the AV-8B Harrier, wing skins for aircrafts like MD-80, DC-9, DC-10, MD-11 and then later when I was at Boeing, some of the 737 wing skins and all that sort of stuff. A lot of manufacturing on the shop floor.
DG: It’s a real advantage going to school late in life, too, because you come there with a real different perspective. You’re not green, you know the questions to ask, you know what’s BS and what’s not BS.
SM: Well, the trouble with that is twofold: One, you’re not willing to take any BS from the professors, right? And also, you are more willing to challenge them. In that, from a teacher’s perspective, you’re a much more difficult student because you question more. But, by the same token, you’re also easier to teach because you’re more motivated — you’re not just there because mommy is paying the bill.
"Well, there’s a big thing about EV that is going to drastically impact heat treating and the heat treating industry, as well as quenchants." -- Scott MacKenzie
DG: Yes, absolutely. I taught school a little bit, not college level, but I’d much rather have students that are engaged.
Let’s talk about electric vehicles. It’s a transition that seems to be coming on. Let’s talk about it in terms of heat treating, in general, and quenching, in particular. What do you think about this EV thing? How is it going to impact heat treat?
SM: Well, there’s a big thing about EV that is going to drastically impact heat treating and the heat treating industry, as well as quenchants. Presently, approximately 50% of the heat treaters, (at least in the U.S. and probably globally), are related to heat treating of gears. . . transmission gears, etc. Then we have doing other suspension components, like the tulips with the drive shaft, etc. But should the complete EV — and I’m not talking hybrids, I’m talking about a complete EV . . . EV’s drive by, you put your foot on the accelerator, it goes through, like, a potentiometer computer and that will control the four motors at each wheel, or just two. There’s no transmission involved. So, since there’s no transmission involved, there is no requirement for gears and since there is no requirement for the gears, there is no requirement for heat treat. And so, if we get a full implementation of electric vehicles, we’ll have roughly 50% excess capacity in the heat treat industry, which means the grid people won’t be selling as many grids and the quenchant people won’t be selling as much quenchant.
Even in the racing world — why, even Formula 1 is going to electric, they have Formula E which is all electric. You look at even the super cars. Aston Martin just announced a fully electric vehicle. Pagami just came out with a [indiscernible] last night. (I’m a big fan of Aston Martin.) You have the Lamborghini, Ferrari – they’re all coming out with electric vehicles, either hybrid or fully electric. Volvo is committed to 100% electric by 2025. So, we need to pay attention to where the industry is going.
Now, you will still the suspension components, for instance the tulips, the drive shaft where the motor attaches to the wheel, and back shafting. But that will be predominantly not by traditional atmospheric quench, it’s going to be done by induction hardening. So, I expect to see an increase in induction hardening or, at least, stay the same, but more atmosphere, traditional atmosphere, endothermic atmosphere and quenching and quenching in a quenchant — that’s going to be drastically hit in the next five to ten years.
DG: So, gears, I assume, cam shafts — we’re not going to see that? Drive shafts to a certain extent, not the same type of drive shafts that you’ve got now, but they’ll be a different type — there will be four independent ones, I suppose. Does the move to EV add anything? Are we doing heat treating of armatures or anything in the motors, motor laminations or anything of that sort? Does it add to the heat treat load?
SM: Certainly, the motor laminations- that requires a special thermal process. It’s not quite heat treating because the thermal lamination is going to require different materials (right, silicon steels). You are also going to see much more, leading into your other question about aluminum heat treating, because the structures are going to be moving in either much higher strength steels or bodies to meet crash tests. You’re either going into aluminum because of lighter weight or for very high performance, you’re going to go into carbon fiber. Carbon fiber will require the resins and the pre-peg will require thermal processing. But that’s more like in an autoclave, like airframers do.
Aluminum will require a different mindset. This will require, and it’s already starting to happen where automotive manufacturers are starting to do aluminum heat treating, and a lot of them are adopting a lot of the aerospace specifications, for good or bad, by AMS 2770 or heat treating recipes. It eliminates a lot of research and development on their part.
DG: Right, you’ve got to stick the AMS 2770.
SM: Or, you can do like the Japanese have done, in many cases. They’re not going to aluminum. What they’re doing is higher strength steel and just making it thinner and they’re going to add using special design steels, much more highly refined grain, you’ve got other stuff in there, you’ve got other stuff, to get the high hardness. Then, what they’re doing is, for instance, they’re forging it at a high temperature, and the Germans are also doing this, too, as part of Audi and Mercedes, is they forge the sheet, they take the forge sheet, they put into a pour compress, they heat it up to the forging temperature, then what they do is then they stamp it into the sheet, into the form, the very complicated form, and then what they do is they quench it while it’s in plaque. In other words, they have all kinds of pulls in the dye and so it’s actually acting like the quench press, in this case, by quench press. So, then they have a fully heat-treated part as it exits the forging press.
DG: And that was steel or aluminum?
SM: Steel.
DG: Steel, ok. High strength steel, specially designed, let’s say, “designer steels,” or whatever. Okay.
SM: So, all it does is once it gets out of the forge press, it’s stamped and goes out. It goes directly into the tempering process. Sometimes it goes directly out without tempering, it gets painted and then puts into a [indiscernable] and that does the tempering operation.
DG: As far as the quenching part, obviously you’re quenching through the dye, as you mentioned, so that’s changing. Is any impact the same type of polymer quenching, I assume?
SM: No, it’s just the mass of the dye. They may use air and the mass of the dye. You know, when you think of it, a dye has to buried large compared to my sheet metal; it’s a thermal mass. So, they’re using the thermal mass of the dye to quench the part.
DG: Which they’re obviously cooling that dye because it’s going to be warming up. Okay, very interesting.
SM: One of the problems is cooling the dye and cooling the dye quick enough, so they have to use all kinds of very special panels, high velocities of water, etc.
DG: Just a quick editorial comment about this: There is a debate out there — maybe you can comment on this if you’d like, Scott — in the “green” world regarding the use of aluminum panels versus steel in the automotive industry with body and white type of panels for cars. Those who are “green” seem to say, “We need to push for aluminum.” But the fact of the matter is aluminum takes a lot more energy and actually has a higher carbon footprint to produce than most steels do when the steels are created. So, it’s an interesting thing that the Japanese and the Germans are moving towards custom design, high strength steels as opposed to potentially aluminum. What do you think?
SM: Well, if you look at aluminum, and it depends on at what point in the process you look at it. If you look at just the overall of aluminum, because of the high degree of recycling of aluminum, we’re not mining anything, we’re not mining bauxite, so all of it goes in and then it’s all ready. All you have to do is melt it and alloy it but grade the alloy.
So, instead of making it with the high energy cost of the bauxite process — which is interesting, some of the cheapest is up in Iceland. It’s just tremendous because of the cost of electricity. It’s really interesting seeing those in Iceland. Anyway, that’s neither here nor there. If you look at the whole process from a cradle to grave aspect, aluminum is very attractive. Steel, on the other hand, while we’re doing a lot more recycling and we’re putting it in instead of the old process where you take the taconite and you make a series of blast furnaces and then you put it into a mixer and then you put it into the open hearth or BOF cast and ingot, etc., now we’re running scrap nearly 100% scrap in an electric arc furnace, put into a caster and out.
So, from electricity required to melt it, it obviously doesn’t take as much electricity to melt the aluminum as it does steel just because the temperature is different. You’re looking at 2700 versus 1200 for aluminum. So, in terms of an environmental impact, you have to look at all the numbers. Aluminum would come out the winner because you don’t have to mine it.
DG: Our next topic I want to talk about with you is simulation and modeling. We’ve talked a bit about that offline, and the developments there. As far as quenching goes, what can you tell us in the quenching world, as far as simulation and modeling? What is happening?
SM: It can be done, and it can be done accurately. But part of that is dependent upon the quality of your materials data. That’s the part. We need to know how that will respond as a function of the constituent of equations within the part. For instance, if I put a stress on it or put a strain on it, what’s the plasticity of the part? How will it perform?
The next thing you have to understand is the quenchant itself. You have to understand the physical properties. Let me share something if I may. Can you see the screen?
DG: Yes, I can actually.
SM: We have to look at the heat transfer. We have to look at the temperature, we have to look at the thermal conductivity, thermal detectivity as well as the position and space (X, Y, Z), as well as time, because you know, obviously it’s a time function. So, we have to understand that within the part.
Now, we also have to do the same sort of thing on the quenchant, but now it’s a function of space on the surface of the part. Now we have to look at velocity, we have to look at surface temperature, velocity, thermal conductivity as well as X, Y, Z, and time.
That’s why there’s been so much modeling and good effect with, for instance, high pressure gas quenching. Because the properties of the gases used are well known, well documented. You just look them up in a table someplace. Quenchants, on the other hand, the quenchant suppliers have done a lousy job of documenting the thermal properties. That’s starting to change. So, that’s one of the problems that you see is that the thermal properties of the quenchant are not well established.
The second thing is, is looking at the boundary conditions of the part is that changes as a function of position and agitation — the agitation rates can change around a part. If I look a part, the quench rates change as a function of velocity. Well, the suppliers have not done a real good job of characterizing their quenchants as a function of velocity. That’s a problem, which is getting worked on.
In terms of the simulation, it can be done if you’ve got good boundary conditions. The boundary conditions being the stuff on the outside of the part and the stuff inside the part. Once you do that, and you can do this with either using something like computational flow dynamics and then applying that as whatever velocity heat transfer coefficient that you get out of that and apply to the boundary of the part, then you can use a variety of different software programs, such as Dante or SIMHEAT — both of those are good, just a difference in their material databases. Each will give similar results but it’s a function — garbage in, garbage out. You have to have good material properties and good boundary conditions. If you have those, then you can get a reasonable result. But, if you don’t, you’ll just get garbage results.
DG: As far as simulation goes, obviously it’s something that can be done. Do you see the use of it growing significantly over the next 5-10 years and, if so, any particular areas do you see it growing? I’m assuming it’s going to be in high value parts, right? You’re probably going to see it more there than in your nuts and bolts.
SM: I see it more in the higher value parts. And also, induction hardening. Let me explain: One, in the high value parts because they want to be able to characterize the parts. Either as, “Oops, I sent this part out and it cracked, what happened” as an analysis tool to prevent or to explain why something broke. I see this occurring more in the automotive world at the OEM level. You see some of it in the second-tier aerospace where they’re trying to understand to reduce residual stresses, reduce distortion. At the commercial heat treat? No. They just get paid to quench the part and shove it out the door.
DG: Is it genuinely accessible today? You mentioned Dante and things of that sort. I know Quaker Houghton probably is, but are most of the quench companies working with modeling or is it not that commonplace?
SM: It’s not that common. Part of it is because, you know, the quenchant business is a very competitive business. It just is. A lot of people look at it as strictly a commodity. Quite frankly, we’ve lost sales, I’ve lost sales, over a penny a gallon. And so, one of the things that’s very difficult, and it’s more difficult for the salespeople is to look at the value ad and that value ad can either be we’re not the cheapest quenchant out there. We’re the Cadillac, we’re not the Chevy. So, to justify that higher price (and my salary), we have to sell the value ad, and that value ad can be help with making sure that when I quench my parts in it, I’m going to make properties.
For instance, most quenchant suppliers do not have a metallurgist. One, metallurgists are hard to find anyway, so they’ll get a materials science person which may or may not be exposed to heat treating. So, they have to help them understand whether or not they’re going to make parts. In other words, to mitigate the risk in changing to another quenchant. The value ad is the back-up support from the metallurgical point of view. That’s help understanding, not only just the chemistry of the quenchant and what it does, but what happens to the part. Why is my part stained? Why did my part crack? Or why did my part work this way as opposed to that way? How can I approve the residual stress state in that part? How can I reduce distortion? How can I achieve better properties? Those are the things that we can help with.
Some of the other suppliers can also do it, but they’re not doing using modeling or using computational flow dynamics or using the modeling program, they’re doing it based on their experience. It’s something I do too, but I can do that with the modeling and my experience to get it even closer.
Did that answer your question?
DG: Yes. Basically, I was just trying to get a sense from our listeners, many of them are going to be manufacturers with heat treat in-house, “captive heat treaters,” as we call them. I’m just curious how accessible it is. Is it something they can call today and say, “Can you help me with this, and can we model it?” It sounds like, “yes” but not with all quench suppliers, but it is possible.
SM: There are also consultants out there that can do it.
DG: Speaking of green, speaking of money, Quaker Houghton, several years ago, probably three or four years ago. . .
SM: Three years, next month.
GREENLIGHTTM
DG: . . . came out with this product called Greenlight Unit and I’ve been wanting to talk to somebody over there about that. From a 30,000-foot view, what is it, why does it work, why should people care about it?
SM: What the GREENLIGHT unit is, at it’s very simplest — you’re measuring something and that measuring something could be, for instance, polymer concentration using [indiscernible]. You’d be measuring ph. You could be measuring some other physical property. You tell the unit — these are the ranges that I want to use. You can use it to computer interface or PLC interface, and I set this box on, for instance, my induction hardener which is very common. I have a concentration range for the polymer quenchant. If I go below that it puts a big red flag. If everything is good, it waves a green flag. If it’s either too high or too low, it waves a red flag and says, “pay attention.” Now, that red flag can be either I could add water or add polymer and I could tell either a person to do that, you know, “Operator, come and do this for me” or it can tell a PLC to actuate a pump — either add water or to add polymer. All automated, don’t have to pay attention to it.
DG: And that works, not just on induction equipment, just to be clear. You can do this on quench coolant tank or whatever.
SM: Yes, absolutely, anywhere. I can put it on polymer quenchant, for example. Most commonly, it is being used on induction. In fact, it’s standard on some of the induction hardening equipment.
DG: So basically, just a simple human-machine interface or human-quench fluid interface is going to tell you whether it’s within spec or not and if it’s not in spec, the green light goes out and the red light comes on.
SM: And some alarm comes on and some enunciation, whether it’s visual or audible or both.
DG: And you either fix it manually or you’ve got it programed so that a PLC can make whatever adjustments.
SM: You can contact those so that you can tell a PLC to do some action.
Training for quench and heat treat knowledge is available, and the next generation of metallurgists and engineers need it: "As far as training goes, the fact of the matter is, if you don’t have in-house resources to help you understand heat treating and/or the quenching aspect of it, I think, point being, there are consultants out there that can do it, there are quench companies like Quaker Houghton, for example." - Doug Glenn
DG: Let’s hit one other main topic before we wrap up today. You’ve already kind of hinted at it, but I think that it’s something that’s important. We’ve talked a lot about “brain drain” in the industry and the fact that, and you and I actually spoke off-line not too long ago about, metallurgy programs versus material science programs and the fact that sometimes material science graduates don’t necessarily have a full grasp on what metallurgy is and how it works. . . .
When companies that are manufacturers with their own in-house heat treat are needing help, how are they going to get training? Where can, in fact, they go to get questions answered and things of that sort. And how bad is that problem?
SM: One, it’s a global issue. Metallurgy is kind of like a forgotten science. I was one of the last at Ohio State to actually graduate with a metallurgy degree, metallurgical engineering. After that they changed to material science.
The reason is because one of our illustrious funding [parameters] for grant-funding says: We already know everything there is to know about heat treatment metallurgy; we need to be focusing our energies on nano-this or green-this or additive manufacturing or whateverkind of buzz word. In other words, I’ll send something in, toss in those buzz words and you can get a grant. In other words, it’s because the universities are chasing the government cheese when, really, what the industry needs is people who have a strong grasp of the metallurgy of something. For instance, when I went to school, back in the dark ages (about 1980), back when we still used slide rules (I still have mine), we actually had whole courses, multiple semesters on heat treating. How does a steel react when I change the quench rate? We have the different microstructures you get. Looking at the microstructure, what do we get?
Now, with a material science degree, what we were exposed to in multiple semesters, they may get mentioned in a single lecture.
DG: And spend the rest of the time talking about plastics, polymers, composites and high-faulting new stuff, which is important, but. . . .
SM: Just to give you an idea: I had a customer, and they were having, roughly, 95% cracking. They asked me to help. They’re using our quenchant. What they were doing is that they were taking the parts and they were putting them into the high temperature in the austenizing furnace. They would then quench them into our polymer quenchant, and these were parts like 4340, big parts. They only had one furnace. So, what they would do is after they quenched it, they’d take up the parts then they would put them outside in the snow so they could let the furnace cool down so they could then temper them. Usually, it would take overnight. But when they would come around the next morning, all these big, expensive, large — and we’re talking several hundred-pound parts — were sitting there in multiple pieces because of quench cracking. They wanted to understand why this was happening. So, I go in there and I meet and talk to their metallurgist, and I said, “Ok, the problem you’re having is an issue with quench cracking which is due to transformation martensite, and you need to get rid of the residual stresses by putting in to temper immediately. The metallurgist looked at me and asked me, “What’s martensite?” I had to control my . . . yeah. And I asked her, “Where did you go to school?” She went to Carnegie Mellon.
DG: Not that it’s not a good school; your point being they’re not covering the metallurgy that they need.
SM: I looked at her and I said, “I know a lot of the professors there. In fact, I flunked out of Carnegie Mellon.” You know, I got lousy grades, I flunked out of Carnegie Mello. I was accepted and then flunked out, so I know! I mean, Metallurgical and Materials Transactions A is by Dave Laughlin who is at Carnegie Mellon. He is a wonderful person; I think he may have retired now. He was a wonderful professor, and he gave me my first metallurgy program. He was also very supportive of me throughout my career. But I looked at him and said, “As I recall, we were taught these courses, I had. . . I mean we were taught these courses.” I mean we had Massalski, Laughlin, I had a whole bunch of people that were well up in the [field]. She looked at me and said, “Well, it was a material science degree, and I took the ceramic option.” So, anyway, we had to go through and do all the training, what’s required and all that stuff. We got it and so we understood what was going on, we understood the ramifications of different quench rates and got that all resolved.
Then I talked to this When I was working on my. . . . Afterwards, I talked to one of my professors who has since passed away at University of Missouri Rolla (or now known as Missouri Institute of Science & Technology), and he said that’s unfortunately truth. If you want somebody that’s knowledgeable in heat treatment, don’t hire a material science person, hire a mechanical engineer because at least they will be exposed to it.
DG: That’s a good point. It’s possible that the mechanical engineers are going to have more exposure to, at least, the effects of heat treat and understand heat treat more than maybe materials engineers do who may have one course. You mentioned before, Scott, that there are only a couple of schools in the U.S. now that still maintain an actual metallurgy degree. Do you recall who they are?
SM: Yes. I believe the University of Missouri Rolla (Missouri Institute of Science & Technology) in beautiful and scenic Rolla, Missouri. There is the University of Arizona, but I believe they are focused strictly on, mostly, mining. . .
DG: Yes, because there’s a heavy metallurgy emphasis in mining, as well.
SM: . . . There is the University of South Dakota and maybe the University of Idaho, but I’m not sure on that one.
DG: The Colorado School of Mines? I think they, at least, used to.
SM: Yes, they still do. But that’s four colleges.
DG: I guess an application here is for companies who are looking to hire people to help them with metallurgy because what we’re talking about here is training and getting the brain-drain, is to be very careful who you’re hiring and where they came from. Not to say that all materials engineers are not worth their salt, because that is not the case, but you need to ask the question: “How much exposure, what has been your experience in metallurgy, specifically?” I think that’s the point.
Click to read about Sergio Gallegos Cantu
SM: And I’ll tell you what. The industry right now is a bunch of old guys. We’re retiring. I’m going to be retiring probably in the next up to three years. But if you look at other people in the world, we’re all getting up there, and the young people to replace us will have to be knowledgeable, otherwise we’re going to repeat all the same mistakes all over again.
DG: Well, I want you know, there are a lot of young people coming up in the industry, right there, 40 Under 40. There are some good, good people. It’s amazing. But your point is very well taken.
SM: And one of those 40 Under 40 has been brought along. Sergio.
DG: Sergio, wonderful, wonderful.
SM: That said, somebody that is very knowledgeable in heat treatment, is still going to be needed —whether you’re doing for production of gears, not necessarily for transmissions, but gears or wind turbines. Heat treatment of turbine blades, heat treatment of . . . whatever. Somebody who’s knowledgeable in heat treatment, a young person, will be able to write their own ticket.
DG: I agree with you!
SM: One of the beauties of heat treatment that I’ve had is I’ve never had to worry about losing my job, I’ve never had to be worried about being laid off, and I’ve been through some ugly layoffs. When I was at McDonnell Douglas, we had 64,000 people at one time; the next morning we had 30,000. In one day, they laid off 35,000 in one location. So, I’ve never had to worry about being laid off. I’ve never had to worry about — if something happens, will I be able to find a job? I’ve never had that issue.
DG: It’s never been an issue for you. That’s great.
SM: And I think that that will be true of any young person in heat treating. You’ll always be able to find a position.
DG: That’s great, Scott. I appreciate it. Just to wrap this one little segment up as far as training goes, the fact of the matter is, if you don’t have in-house resources to help you understand heat treating and/or the quenching aspect of it, I think, point being, there are consultants out there that can do it, there are quench companies like Quaker Houghton, for example.
SM: And there are heat treating societies, for instance, ASM heat treat society. Since this is global, all of the heat treating societies, whether it is the Chinese heat treating association, the Chinese heat-treating society (there are two of them), ASMET which is the Austrian, IWT which is the German, the Italian heat treat society, the Czechoslovakian, Indian heat treat society (which is actually part of ASM) — all those societies have their own training programs and they’re good. I taught some of them and other people have taught. Take advantage of your local heat treating society. And do the training of your own people. Or you can use consultants.
DG: Right. And I was going to say to anybody listening, if they need help finding those resources, you can feel free to call us. I’m sure that Bethany will put some information in this podcast about how you can get ahold of us to help. If nothing else, we can put people in touch with you, Scott, which leads me to the final question: How much information are you willing to give away as far as people contacting you. And don’t worry, you’re probably not really allowed to retire, so even if you do, these people will find you. How can they contact you?
SM: Well, you have my email address — scott.mackenzie@quakerhouton.com. Right now, I’m not taking any consulting positions. I get asked routinely. Part of that is because it’s a conflict of interest with my existing job. If you’re using our quenchants, I can help you. Or, if you’re looking to use our quenchants, I can help you. And that isn’t just choosing a quenchant. Obviously, I can help you select a quenchant if you’re unhappy with your existing product. But I can also help you minimize distortion, better reproduce better properties, whether that’s now we do do a company can come to us and ask for CFP modeling of a quench tank — we can do that. Or we can do that as part of the modeling of the part, we can do that. And we can do it and tie them together, as best we can, depending on the position of the quench tank, and we can do that on as-needed basis. So, I can help you in that fashion. But there are also other people out there — Andy Banka at Airflow Sciences, which can do CFP work; Dante Technologies; TRANSVALOR in Europe and in the U.S. can also do stuff. We happen to work with TRANSCALOR. They can all do that, and they can do it for a consulting fee.
So, it can be done. When I figure out when I’m going to retire, then I’m going to try and figure out what I’m going to do after that.
DG: We’ll find you, don’t worry; you won’t be able to hide.
SM: That’s what I’m afraid of.
DG: Exactly. Very good, Scott. I appreciate it. Are there any closing comments you’d like to make? Is there anything we missed that you’d want to include? I think we’ve hit on most of the major stuff we were thinking about.
SM: I think probably the biggest thing is encourage your young people to go to conferences, and I’m not just talking about where they’re laying out a whole bunch of equipment. Not just an exhibition so you can look at equipment. They need to go to the events so one, they can meet other experts, so they can be educated, and I’m not just talking about taking an ASM course; I’m talking about going to the conference, being able to ask questions of other experts as well as talk to their peers. What are the problems their peers are having? The point is, it’s likely the same sort of problem. And be able to expand the horizon by seeing the conference, the conference proceedings, etc. Encourage them to go to those sorts of things. And also submit papers, etc. because that’s the only way they’ll grow. And that’s what you want, you want the people to grow within the organization, and encourage them to grow within the organization so they become more of a value to that organization.
DG: Yes. There’s no better way to learn than to teach. Once you decide you’ve got to teach, you’ve got to learn the stuff.
Well, you’ve done a great job of that over the years, Scott. I know there’s many, many people in the industry who have appreciated your expertise and we certainly appreciate you being with us here today. Thank you very much for your time and we’ll look forward to talking with you again. Don’t retire too soon — we’ll need you here, so stick around!
Heat TreatTodaypublisher andHeat TreatRadiohost, Doug Glenn, meets anotherHeat TreatLegend, Suresh Jhawar. In this third installment of theHeat TreatLegendseries, you’ll hear how Suresh became the president of G-M Enterprises, what he believes are the key skills of leaders, and what words of advice he has for budding leaders.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Well, welcome everyone. This is Doug Glenn, once again, with Heat TreatToday speaking with the great honor of talking with another Heat TreatLegend. Today, we’re going to meet with Mr. Suresh Jhawar who was very instrumental in the founding of a vacuum heat treating company, and other experiences. I’ll let him tell some of that story. But, first off, Suresh, thank you so much, it’s really, really nice to have you with us.
Contact us with your Reader Feedback!
Suresh Jhawar (SJ): Thank you and you are welcome.
DG: I want to have you spend a little bit of time telling people about some of your work background: Where did you start? How did you get in this industry? Where you went and what did you ended up doing?
SJ: I came to the United States in 1962 and attended Marquette University in Milwaukee. I graduated with Master of Science in mechanical engineering and an MBA in marketing. After that, in 1970, I started at Ipsen Industries as a senior project engineer for the vacuum furnaces. Within a year, I was promoted to the position of manager of engineering services. Soon after that, I was promoted to the director of heavy equipment division, handling large and complex projects.
Mr. Wesley Gable, who was a senior vice president of Ipsen Industries, inspired me and was really helpful in my career growth. He appreciated that I was hardworking and talented in performing well to challenges and did all that was possible for meeting difficult deadlines. When my car had a problem, he even loaned me his Cadillac to go back and forth to work.
So, that is, briefly, how I got into the vacuum furnace business.
Check out more episodes from the Heat Treat Legend series!
DG: So that was with Ipsen. You started with Ipsen in roughly what year?
SJ: 1970, and I left them in 1982.
DG: Where was Ipsen at that time?
SJ: Rockford, Illinois and they are still.
DG: So, where after Ipsen did you go?
SJ: Well, I was very happy there. We had almost 400 people in Rockford and there were about 300 in Germany. I was doing good. There were two vice presidents and a president and then after that, I was part of that management team. I was in the top five people at Ipsen and driving the company in cost savings, improving products, and customer relations. I was very happy.
But I was contacted and recruited by Abar, and I was not interested. Still, I thought, “Let’s go and see.” I had close to five interviews with them, up to the chairman of [indiscernible] and they offered me the job. I always wanted a position where I could run the entire operation. Ipsen was also considering that kind of a growth for me, but they said that it would take three to five years, and I was not patient at all. When the Abar position came, it doubled my compensation. So, I took that challenge, and I ran to Abar.
My boss [at Abar], John Henry, when he stepped into my office, I said, “John, you guys screwed me.” He said, “What do you mean?” I said, “You know, I came from a nice company, and you have such a bad company here. But I’m very excited now because any idiot can improve upon this thing.”
DG: I’m sure you made him feel really good about that!
SJ: I was asked by John Henry, then the president of Abar, to write a justification. I was in Monterey in L.A., California, attending a management seminar on how to be an effective manager. They don’t let you get any phone calls, but there was an emergency and John Henry was calling. He said, “I met with Ipsen people. Can you write why it makes sense for Ipsen and Abar to join together?” In the night, (I had a nice room with a fireplace), I opened a wine bottle, and I wrote thirty pages in all caps, handwritten. The next morning, I overnighted that to John Henry and that is where it all started.
During the merger, John Henry — who was a Harvard MBA — was not happy where he was, so he was looking for jobs. I know he had resumes out, but he couldn’t find one. When this situation came, I was supposed to take over; when this opportunity [the merger] came, then I was the odd man.
DG: Ok, ok. You wrote the justification and then you got booted.
SJ: Yes. So, for a year and a half, I did a few projects. I worked in Germany, then I went with Sauder in Houston. Every weekend, I used to fly back and forth — I had an apartment. At Sauder, in less than a year, we sold three vacuum furnaces. But I was not happy. They were doing 5 million and losing a million dollars. It did not fit my objective.
Then, a customer, Continental Heat Treat, their president put me in contact with Keith Grier [founder of G-M Enterprises], so that’s how we met. In the beginning, I wanted $110,000/year; they offered me $55,000. Initially, I said no, and I went away. Later, when things did not go well at Sauder (or I didn’t like the company), Veena pushed me, and I took it. So, I came down and joined them and they said, “How much?” I said, “Your number.”
DG: I want to interject because I want to get a few names straight for people. You and I know who these people are, but others might not. First off you mentioned Keith Grier. Was Keith, at that time, one of the owners of GM? G-M existed at that time, yes?
SJ: Yes. And he had a partner, Mac McGuire.
DG: So, that’s the ‘G’ and the ‘M’ of G-M Enterprises. And you mentioned Veena, which you and I know who that is, you especially, but that’s your wife. You said Veena was pushing you to go ahead and take the job.
And you decided to take the position at GM?
SJ: Yes, as a partner with a 15% interest. Later, I bought McGuire out within a year. He was then out, so then Keith and I were the partners.
DG: What year was that?
SJ: 1987.
DG: So, in 1987, you entered in and basically started taking ownership, or took a portion of ownership, with GM.
SJ: You know, Keith was a nice guy and a good friend. He was very good with customers, and he was a good service tech. So, I helped in developing the product line. However, Keith wanted orders, and we could not make money, and we were kind of a break-even company. I was tired and so I went to Keith, and I said, “You buy me out.” He said, “No. I have a first right, you buy me out.” We talked and he wanted too much money which I could not afford. For six months, I dragged my feet, and I was losing interest. I went back and I said, “Okay, I accept.” In 2005, I took total ownership and changed the name from Greer Jhawar Industries to Jhawar Industries doing business as GM.
DG: Ah, okay! I had not heard that official business name.
That’s enough to let us know at least where you are. People should know right off that Suresh was the owner of G-M Enterprises; it is no longer owned by Suresh and is actually owned, now, by Nitrex.
I want to move on to the next question: In your years, as you were starting to either get involved with the industry or when you were in the industry, can you think of one or two people that had a significant impact on you, that maybe encouraged you in the industry?
SJ: Yes. One was Wesley Gable, who was a senior vice president [of Ipsen]; another the president of Ipsen, Les Senet, and then the next president (I’m trying to remember his name), he was very supportive of me — Lu Clay.
DG: And these guys all were just an encouragement to you in the sense of “Hey, get out there, and do it”, or how were they encouraging?
SJ: They liked the way I approached people, the business, customers, I was hardworking, meeting goals; so, I was number one choice for them.
DG: When you look back, Suresh, over your career, can you think, in your mind, what might have been the top two or three major accomplishments that you’ve done?
SJ: At Ipsen, I became, technically, the assistant to the president and traveled with him extensively to Poland and Armenia. Ten times I visited Poland in less than two years, every other month.
DG: Just curious, but why Poland? What was there?
SJ: The steel mill and annealing of silicon steel coils for the transformer steel. At Ipsen, we sold eight furnaces to Armco Steel in Middletown, Ohio. So, there was a large project of ten furnaces. Remember, at that time, Ipsen was doing only 12 or 13 million and that project was like a 6- or 7-million-dollar project.
The president and vice president were handling the commercial aspect, but before that, you have to convince the technical people that you have the right product and the right solution. That was my task. Ipsen was then successful in the booking the order for ten large car bottom furnaces. They were 84 inches wide x 45 inches high x 32 feet long. Furnaces were made in four sections, bolted. At the same time, Ipsen was also working on the license agreement with Elterma, which later became SECO/WARWICK. So, I was assisting the president and the vice president on the technical side of this license agreement and that was also signed.
I also brought Wessman Engineering from Kolkata, India, as a sales agent for Ipsen. Later, after I left, it became a joint venture and, eventually, Ipsen established a manufacturing base in India wholly owned by Ipsen. So, it was started with me by bringing Wessman Engineering into the position.
Mrs. Veena Jhawar, G-M Enterprises COO; Mr. Jean-François Cloutier, Nitrex CEO; Mr. Suresh Jhawar, G-M Enterprises President
Under my leadership with a period of three years, Abar grew and had a very, very good profit, and that’s when Abar and Ipsen came to a merger.
DG: That’s interesting. To me, there are a couple of good things there. One is one of your major accomplishments was that merger between Abar and Ipsen, which was great. But you should mention the success you’ve had with G-M Enterprises, as well; that’s got to be one of your top accomplishments.
SJ: In 1987, I joined G-M as a minority partner. At that time, G-M Enterprises was doing about 1.8 million annually and was a break-even company. In 2005, I acquired total ownership of G-M and brought in Veena Jhawar as director of supply chain and the oversee man of the operation while I was concentrating on developing customer base and innovating state of the art vacuum furnaces with superior designs and construction.
By 2018, G-M became a leading supplier to GE all over the world from Singapore to Japan and to Brazil. Pratt Whitney, Rolls Royce, Bodycote France, Precision Castparts, PCC, U.S. Airforce, and DLA, to name a few.
I was also instrumental in developing the MIM furnace, and proud to say that I developed a strong relationship with the founder and the chairman of INDO-MIM. At that time, they had only five people in their group; today they have over 3500 people.
DG: What was the name of the company again?
SJ: INDO-MIM, Inc.
Then, about five years back, they established the U.S. division because it became that customers in the U.S. wanted U.S.-made things. So, they took the space from Kelly Airforce base in San Antonio — I don’t remember how many square feet it was, maybe a 40,000 square foot building — and ordered two furnaces for their U.S. plant. By then we had already put thirteen furnaces in India. Last year, G-M got orders for three more furnaces, and before I left and when I was working as a consultant, sold two furnaces and then wrote a multi-year contract and on that basis, they bought three more. So, they have well over twenty furnaces in India and about five furnaces in the U.S. These are good-sized. They are 36 x 30 x 84 inches long. In the MIM industry, I believe, these are the biggest furnaces.
Now, INDO-MIM is the world’s largest supplier. Before, Advanced Forming Technology – AFT in Denver, CO — that’s the company with whom Indo-MIM signed a license agreement/joint venture — and then they separated.
DG: I want to talk about G-M just a little bit and speculate a little bit. G-M Enterprises, obviously, is one of your great accomplishments, if you ask me. What do you think it was that made G-M as successful as it was? If you were to look back on it now, what do you think were the keys to making it so successful?
SJ: During my career, I learned that in order to have a satisfied customer base, it is very important to have a talented, dedicated and happy staff. What I believe is “happy, happy, happy”: happy employee, happy customer, happy bottom line. In any business, it’s very important to listen to the customers’ requirements rather than just throw what you have in your basket and offer innovative solutions and then listen. It’s very important that customers feel that they were a critical part of the solution.
"The other very important aspect of business is after-market customer service. G-M built up a high level of customer support in family business." -Suresh Jhawar
The other very important aspect of business is after-market customer service. G-M built up a high level of customer support in family business. In other places, if a customer has a warranty problem or has a problem, they call the home office and the first thing that people say is give [indiscernible]. But listen, at General Electric and Pratt Whitney, these guys cannot [indiscernible]. So, we used to jump on a plane, and we’d go and take care as GM. After solving the problem, we’d say, “Hey, customer, you screwed this thing up. You’ve got to pay us.” I would say, half the customers would pay the full charge, 25-30% of the people would spread the cost, and 10-15% would say, “screw you.” So, it was a good average. That was one of the key defenses between us and other furnace suppliers.
DG: So, your point is, you just immediately responded. Let’s get out and fix the problem, then we can talk about terms later.
SJ: Just imagine: For $5000, half a million-dollar or three-quarter million-dollar equipment is down. It’s not good! So, you go and take care. That’s how you develop a good customer loyalty — they can depend on you.
I’m pretty sure that we had the highest bottom-line in the industry. We had the highest at Ipsen when I was there, it was the highest at Abar, and then at GM.
DG: Well, I’m starting to see a trend here, Suresh. Every place you’ve gone, if you weren’t making a happy bottom-line, it was an issue. You like the happy bottom-line.
SJ: I say, “Happy, happy, happy.” Then, I had a song. In Muslim religion, they raise their hand up, they say, “Allahu Akbar.” I used to say, “Bye GM, bye GM, bye GM.”
"What I believe is “happy, happy, happy”: happy employee, happy customer, happy bottom line. In any business, it’s very important to listen to the customers’ requirements rather than just throw what you have in your basket and offer innovative solutions and then listen. It’s very important that customers feel that they were a critical part of the solution." -Suresh Jhawar
DG: ~chuckles~ That’s a good mantra, right there! How many years would you say you’ve been in the industry?
SJ: Over 50.
DG: So, looking back on your 50 years, given your experience, what is the top one or two lessons that you’ve learned? What do you wish you would’ve known when you first started that you know now?
SJ: What I know now, that’s what we practice: respecting employees and rewarding them for their contribution is the fundamental recipe for success. We always treated our employees as a family member and gave them due respect for their contribution. With the right and dedicated employees, it’s very easy to provide quality and timely support to customers. Customers felt very comfortable when they call, even after 10 years, that they were talking to the same highly loyal staff, and business continuity is very important. Customers have said that when they called our competition, every two or three years, they were talking to new people. So, that was very important.
DG: So, maintaining good people basically is the point here, right? For consistency. It certainly helps with efficiency internally, but on the customer facing thing, it’s very good.
SJ: Very comfortable, yes. I used to go late in the morning, 10 o’clock or so, to work and then I’d stay until 6 or 7 o'clock. Many days, the guy in Parts [Department] was still working! And you didn’t have to ask them.
DG: Well, you know, if they find a good work environment, they’re happy to stay and they’re happy to work, which is good.
Let me ask you this question: Were there any disciplines in your life, things that you did/developed, (again, this doesn’t have to be work-related, so much, although it probably has a positive impact on your work), that were very helpful to you in advancing your career, your life, your happiness?
SJ: One was to meet deadlines. We used to have production control meetings. I was given a task, by the president, to design and manufacture a tube and shell heat exchanger. You could buy them outside, but he was bent on making in-house, and so I was given the project. And, like today being Wednesday, at 8 o’clock we were having a production control meeting and I did not do anything, and all the drawings were due tomorrow. In the production control meeting, people were laughing at me because they were looking at throwing darts at me. In a way, they were saying, in a calm voice, “Son of bitch, he puts pressure on us, but he doesn’t do his own job.”
Do you know, I never went home? And the next day I was supposed to go on a trip — I had a 10 o’clock flight from O’Hare. I worked through the night and at 7:30am when the engineering crew came in, I gave them all the drawings, bill of material, left for O’Hare, and took a nap on the plane.
What I’m trying to convey is: Meeting deadlines and commitment, to me, is always number one. No excuses.
DG: Get it done and get it done when you say you’re going to get it done.
SJ: That helps you to expect from other people, when they see you, that you do that, so they follow.
DG: They know you’ve got a platform to stand on when you’re talking to them about doing the same thing.
So, you just talked about a very interesting situation where you worked through the night to get something done. This kind of sets up for the next question, and that is: How did you, Suresh Jhawar, handle the work/life balance? Or was there no work/life balance, was it all work?
SJ: You know, it was difficult when I was at Abar, because I took a big responsibility, and I was traveling internationally quite often. So, I missed a lot of family functions of children in their school and then, finally, when Andy [son of Suresh] was getting an award at his high school, I was coming from Europe, either Poland or some place, and the plane comes to Chicago, and I have to change. And the flight was late, so I missed my connection. Now it became difficult as to how to get to Philadelphia to attend that awards ceremony for my son. I called Veena and said, “You guys go ahead. I don’t know whether I’ll make it or not.” I went from one airline to another. I got on a plane, reached Philadelphia airport at the time when the program started, but I was at the school at the right moment when Andy’s name was called. I was there!
DG: That is great! Well, you do what you can, you know? You’ve got to get there. And you’ve got what, two children, correct?
SJ: Yes, Andy and Sheri.
DG: Looking back on your career, what was one of the most memorable things that happened to you?
SJ: At GM, it was easy, because Veena and I worked together. It was pretty balanced; we were both colleagues and had the same goals. It was much easier compared to other places.
"My parents didn’t support me, but I went and got my passport, got visa and I was determined. I landed in 1962 to the U.S. That is the most memorable, yes." -Suresh Jhawar
Coming back to that: I was an average student in India, a B student, or so. My parents didn’t want me to leave India. But I was interested. I researched UK, Germany and U.S. I found that in the UK and Germany, it would take me 4-5 years to get a Bachelor or Science degree in Engineering. The cost was half of the USA. But, in the U.S., I could do it in 2 years, and the reason was because I already had a Bachelor of Science degree from India, so they were giving me advanced credit, so I started as a sophomore. I did my undergraduate in 2 years here and the 2-year cost was the same as 4 or 5 years in UK than U.S. I used to go the U.S. library, do this. My parents didn’t support me, but I went and got my passport, got visa and I was determined. I landed in 1962 to the U.S..
That is the most memorable, yes.
DG: Coming to the U.S. And achieving it even though your parents weren’t necessarily fully on board.
SJ: The other thing to highlight is: Before marriage, when Veena and I met many times, Veena had rejected over 20 people. She even told me no. But she said, “You have to tell it to my father because I cannot say that I’m rejecting you, because they are tired of you.” She was surprised when I said, “Okay, I will.” And the other boys, they would not leave her. So, that brought us together.
By the way, in front of my father, I was a very shy guy. I didn’t speak much, just, “Yes, sir. Yes, sir. Yes, sir.” She thought, up to marriage, “What kind of a guy is this? So timid!” Anyway, then we got on a plane, and I ordered two scotch, and she saw me entirely different! That was another highlight.
DG: Last question for you, Suresh: If you were to give some of the young people in the industry a little advice, what would you give them? I can say this as a fellow ‘old-timer’ in the industry, what would you say to them?
SJ: The most important thing is to treat your employees like you treat yourself. When I worked at GM, out of any of the other places, I didn’t work as being “the boss” or on a high platform; I worked shoulder to shoulder with them. That gained their trust. I trusted them, they trusted me. That is very important. Business cannot succeed unless you have people — the right people and dedicated people.
DG: Well, Suresh, thank you very much. I appreciate the time that you spent with us. I know, personally, you’re one of the guys who is always very positive and very encouraging to me. . . . Even though you insulted me a lot! ~chuckle~
SJ: That was in a friendly manner! I don’t stop anybody on the street and insult them. Only between friends. ~chuckle~
DG: On a more serious note, I have appreciated your encouragement over the years. You’re a good friend and a person who has always been encouraging. I appreciate that.
In thisHeat TreatRadioepisode, host andHeat TreatTodaypublisher Doug Glenn learns about a never-before-seen combustion system tuning technology from Justin Dzik, manager of business development, and Ben Witoff, manager of data engineering, at Fives North American Combustion, Inc. Hear from the experts themselves how this system will save time, money, and personnel and can be adapted to virtually any furnace system.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): This is kind of a new technology that I haven’t seen before in the market. We’re going to be talking about combustion system tuning. We have here with us today Justin Dzik from North American Combustion and also Ben Witoff. Justin is the manager of business development there in Cleveland and Ben is the manager of data engineering. We’re going to hit on, I think, what is a pretty interesting new product that you guys are developing. When I first saw and heard about it, I thought, “ I have not heard of anything like this before.” I think our listeners and viewers will find it of interest.
Contact us with your Reader Feedback!
The name of the product is called CertiFire™. Before we get too far into it, Justin, if you don’t mind, can you give us just a brief background about you? And why don’t we have you, if you don’t mind, just give us a thirty second blurb on Fives North American Combustion, as well, please.
Justin Dzik (JD): As Doug already said, I’m the manager of business development and I’ve worked at Fives for 15 years now in various different roles, primarily focused on the forging and heat treat markets doing uniformity tests, and that’s really why this product is so close to us.
Fives North American is a company that has been around for about one hundred years; it’s located in Cleveland, Ohio. We produce combustion equipment, but we also do turnkey systems, we do furnaces, direct-fired furnaces for the forge heat treat but we also supply combustion equipment for pretty much every industry that needs heat, which is quite a bit.
DG: I would like to mention also for those of you who are old-timers, somewhat like me, Fives North American Combustion should be recognizable. The old company name was just North American Manufacturing. They are in the Taj Mahal on Grant Street just south of downtown Cleveland.
Ben, how about you? If you don’t mind, give us a quick blurb about yourself and your role there.
Ben Witoff (BW): I’ve been here just about 10 years; my 10-year anniversary is going to be next year. I’ve worked in various R&D roles since I’ve been here. I started as a burner designer, worked with FEA CFD modeling, moved into thermal processing engineering, and then, just a few years ago, I started the data engineering department here so that we could try to augment our combustion and industrial equipment with sensors, with IoT, with data, with smart engineering, and just to try to take a step further.
DG: Industry 4.0, IoT and all of that stuff is very, very interesting. That’s what caught my attention on this thing.
Justin, without going into any great detail, if someone only watched the first two minutes of this podcast, from a 30,000-foot view, what is CertiFire™, and why should people care about it?
JD: The CertiFire™ is, as you already stated, an automated tuning device for temperature uniformity certifications. I think pretty much everybody that’s going to watch this podcast is probably going to know that they can be extremely time consuming to do, they take a lot of time and a lot of intelligence to actually tune the process. This device takes all of that and does it all itself. It does all the automated burner tuning, all the valve adjustments, it locks it all in and tunes it for whatever class uniformity you need.
DG: I did want to hit on that, too, because we’re talking about trying to tune the combustion system on a furnace so that that furnace is running, first off, optimally (not wasting energy), but also, we’re talking about trying to make that system uniform, trying to make the work zone uniform, inside that furnace. So, again, most people will already now this, but it’s always good to hit on some basics here, because there may be people listening that don’t know some of the basics: why is this work zone uniformity, the area inside the furnace, why is it important that it be uniform? And then, if you can, maybe hit on what we mean when we say, “furnace classifications.”
JD: Obviously, it’s important because the parts that are going into these furnaces can be used for a variety of applications, like everybody knows, aerospace being a primary part class that’s going in. Because of that, and the metallurgy required, everything needs to be within a certain temperature band in order to get the same metallurgical properties, after they forge it, or heat treat it or whatever. So, it’s extremely important to make that work zone as tight as possible and as consistent as possible, and as we can all imagine, having a work zone about 3 or 4 feet away from essentially a live fire coming out of a burner, is extremely difficult.
As you said already, there are classifications, there are different codes that govern the work zone classifications like AMS2750 Revision F is the most recent one, Rolls Royce has their own, and pretty much all of the aerospace suppliers have theirs. So, the classifications really govern how tight the uniformity band has to be in that work zone.
There is class 1 which is basically ±5 degrees Fahrenheit anywhere in that work zone and it goes all the way up to class 6 which is ±50 degrees, so much more lenient. Obviously, class 1 is the hardest, probably all heat treat stuff; class 6 is probably some heavy forgings.
DG: As we move up the furnace classifications, as we move up from going ±5 to ±50, the lower classifications are where it’s really critical that any type of heating source, whether it be electric heating elements or combustion, be well tuned because you want the whole entire work zone to be uniform.
But we’re talking specifically about combustion tuning. Justin, I’ll address this with you and then Ben- I’m coming to you with the next question: How have combustion systems typically been tuned in the past — in fact, I would say probably 99% of them are still tuned even now — and what are some of the major issues that we run into in the way we’re currently doing it?
JD: Obviously, there is a variety of complexity of systems out there. There are furnaces still in operation that we put in in 1960. The number of valves they have on there, they’re probably more manual valves so there’s a lot of manual tweaking of things going on right at the burner. The more advanced systems out today have automated valves, but you’re still doing manual adjustments in a PLC, probably, that you’re trying to tweak. Everybody knows, and I think Ben really likes to use this statement: it’s a game of whack-a-mole. You adjust a burner here and it goes out of compliance over here and so you run over there. I’ve been on hundreds of surveys where I’m running around the furnace trying to watch my temperature map that I have in my hand. It can get very tedious, and it takes a lot of know-how and a lot of experience, I believe, to tune these furnaces.
DG: So, there is, I believe to a certain extent, an art to it now, very much dependent, I’m guessing, on your specific furnace, your specific burner, your specific burner configuration, and what mode of combustion you’re using, whether it’s pulse fire or whatever, right? All of those things are “the art of combustion.” It kind of takes us back to that black art that heat treaters are trying to avoid, where you’ve got to figure it out, each one individually. CertiFire™ is basically going to help us eliminate that.
Ben, if you don’t mind, how does CertiFire™ work, why is it better, and what kind of results do you think we can get in the sense of amount of time spent trying to tune a system and uniformity?
BW: As Justin mentioned, I love using that term “whack-a-mole.” I think it’s a great way to describe it, it’s a great way for people to understand. You bop down one of those thermocouples, you get it into the right temperature, and then the next one popped right back out. And the reason that happens is because these furnaces are nonlinear systems.
When you look at the inputs and you look at the outputs and you try to model it just from a purely physics or mathematical perspective, it’s not something that can be tuned linearly, you can’t just adjust a valve and then adjust the second valve and expect all of the adjustments from the first one to carry over. You’re constantly throwing one thing out of whack when you bring another thing in.
You also touched on this with your other question: there are so many other factors that affect the uniformity of the furnace. If we built five identical furnaces in our factory and got all of the burners set up identical and we shipped then out to five different locations, they’d all be different — completely different — because it’s the humidity on that day, it’s the temperature, it’s the elevation that it’s installed, it’s whether or not the facility is indoors or if they have their garage doors up- there are so many different factors that affect it. It’s the humidity when we mix the refractory on that day that affects it.
So, you can’t just tune it, forget about it, and ship it off. It needs to be done on site. And today, it’s kind of that “art” — it’s someone that is highly trained, they have years of experience to do it. They’re the “furnace whisperer,” they can figure out exactly how they get those systems into tune.
So, what we did is we took a step back and we said- how can we try to approach this mathematically? The first thing that we identified is we cannot be adjusting one at a time. You don’t adjust burner one and then look at the temperature readout and then adjust burner two. We can’t do it that way. So, we said we have to figure out how we can model that 3D space, those inputs and those outputs and that relationship between them, and that’s the fundamental nature of what the CertiFire™ does.
Photo Credit: Fives North American Combustion, Inc
We use this phrase “response matrix” and this is the way that we’ve created this virtual map of the furnace. It maps all the inputs — those burners, those heat sources — to all the outputs — those thermocouples in the work zone, that temperature measurement point.
And what we do is we go through this training phase for every furnace where we modulate our burners, we change the firing rate in a known way for all of the burners and then we measure exactly how those temperatures of those thermocouples in the work zone change. And the way that they change, the speed at which they react, the amount of time it takes to heat up and cool down, and the exact 3-D map of where those thermocouples are and how they react to each burner and where those burners are, is what this response matrix is.
The beautiful thing about the math behind it is you can solve the equation forwards or backwards. So, it’s easy to modulate a burner; it’s an independent variable. You can tell exactly where to be. You don’t know where the temperature is going to be, but you can measure it once you modulate that burner. So, that’s our equation.
We build the forward equation, and the beauty of CertiFire™ is we just flip it backwards. We solve it the other way. We say, “Where are all our thermocouples today? What’s our survey temperature?” All right, well, this one is 5 degrees hot, this one is 20 degrees cold, so you have all of your ΔT’s and then you say- well this if is my array of delta T’s, then divide by their response matrix. What’s my array of delta burner adjustments?
So, it solves for all the burners simultaneously, it takes all the adjustments into account, it gets rid of that whole whack-a-mole game, and it tells you burners 1 through however many you have need to be adjusted x% up, x% down, you do the adjustments, it looks at it and says, “Is it good enough?”, and if not, make another adjustment.
DG: Very interesting. So, this is all done through algorithms and things of that sort, I assume, the “secret sauce.”
BW: Right, exactly. It’s some fairly simple math but it’s this matrix math where we’re trying to model multiple inputs and multiple outputs, and we’re trying to map N-inputs to M-outputs. It’s not necessarily linear still but we’re making these linear approximations for a nonlinear system.
DG: I’m going to create a fictitious persona here and ask you about the capabilities: I’m a guy who owns a furnace that is a class 4, class 5, class 6 — let’s say it’s not super-precise as far as temperature uniformity (±15 or upwards). It’s an older system. I’ve got old burners on there, and I’ve got old valving on there. In order to use the CertiFire™, do I need to update those burners and/or valving so that it can be precisely tuned, or does the CertiFire™ work on any type of current combustion system?
BW: I guess I would say yes and no. I’ll get into the details on that because it can be kind of a confusing or irritating answer. I’ll start with yes, because the fundamental algorithm really doesn’t care that it’s a furnace at all, it doesn’t care that it’s a cube, it doesn’t care that it’s X number of burners or whatever dimension. The fundamental algorithm is simply that you map inputs to outputs, and they can be any different size, they don’t have to be the same size, and then it allows you to solve it backwards. The fundamental algorithm, the piece that is the heart of the CertiFire™ can absolutely work on that furnace.
The reason I said no is because the first piece of technology we’re trying to tackle with the CertiFire™ is a more advance PLC controlled system. The way that we do tuning today is we use actuated bleed valves per burner on our furnaces so that we can make that fine tuning automatically through a PLC adjustment. Because the PLC can control those actuated bleed valves per burner, it’s really simple for a device to just simply plug in with the data cable and then immediately take over the furnace and make these adjustments automatically at the push of a button.
That’s the first tier of furnace technology that we’re trying to tackle, that we’re trying to release a product for. What we’re working on after that tier, our lower tiers, are furnaces where customers are wanting to retrofit to a bleed valve system and then, finally, after that, are customers who are unwilling or don’t want to upgrade to that retrofit system.
Because no matter how you make that adjustment, the easiest way is a bleed valve if you already have it. But no matter how you make it, if it’s eliminating orifice valve and it’s a technician with a screwdriver in his hand, it’s the same algorithm. The only difference would be the CertiFire™ HMI may print out a sheet of paper that the guy can walk around the furnace with or he’s carrying an iPad and it says “Burner 1, quarter turn right, burner 2, eighth turn left.” He can make them one after the other in series because the solution itself is still a parallel solution.
DG: Obviously, it’s going to take more time and there’s more manual interaction there with that latter example you were giving.
BW: Right. But it’s certainly not more manual than they would tune it without the CertiFire™. It doesn’t take that furnace whisperer technician to get that done — anyone can use that sheet and make the adjustments that it tells them to make.
DG: It sounds like, with yours, even if you’re doing the adjustments manually, let’s say, in your latter example, you’re going to go out and you’re going to make an adjustment to all 12 burners on your furnace and come back and see how that goes. Whereas if you’re the whack-a-mole furnace whisperer, he’s going to go out, adjust one, come back, see how it goes, go back out and adjust another one. So, that makes some sense.
Photo Credit: Fives North American Combustion, Inc.
How about installation of this thing? You mentioned data cables and things of that sort. How complicated is this thing to install, and how much time to install?
BW: Starting with the first tier of customer that we’re trying to talk about here, if there is an existing furnace, if it has the panel that we built for this customer, if they have these bleed valves with actuators on them talking to the PLC today. If we were to walk into that facility, we would have a box that is literally plug-and-play. It needs power, it needs data, and then your HMI has a green “go” button on it. It’s something that we would preconfigure because we’d understand the tags inside of the PLC and how to communicate to all of the valves. It would actually be that simple.
If it was built by somebody else or it was an older panel or we didn’t know how the PLC worked, it would probably take some time for us to understand it from the controls perspective so that we could get all of the tags coded properly, but that’s not anytime where the customer is not running. They’re still running, we’re just in the background reading some PLC information.
And then, finally, if this is a customer that wants to add that equipment, if they’re looking to upgrade if their equipment is older, or maybe their class 5 today but they really want to be class 3 or maybe even class 2, we would probably suggest, with or without CertiFire™, to upgrade to those bleed valves per burner. We think we can get better control with that and in that case, maybe the customer has to shut down the furnace for a week while we do the installation and then once it’s installed again, it would really be that simple as a plug-and-play device with a data cable.
DG: Justin, I’ve got a question for you, now: I can imagine that some of the viewers/listeners are wondering, “Yes, I’ve got a combustion furnace I’d like to do this. Does it make sense for my furnace?” Are there any systems out there that you can think of, any furnaces with combustion, where the CertiFire™ would not make sense? Are there any applications or anything along that line?
JD: Honestly, I think that if you need to comply or certify your furnace to any uniformity standard, The CertiFire™ could definitely help. As Ben stated, there are different tiers of the product and how it would actually be from the customer experience. From a totally automated state to one where CertiFire™ is like the assistant to the person performing the tuning. But there are no configurations — step fire, pulse fire, excess air modulated, everything under the sun — the CertiFire™ can help solve those problems for them.
DG: So, I assume the aluminum industry, steel industry, heat treat industry, generally speaking, have no problem firing into radiant tubes?
JD: So, obviously, we’re at the beginning of the launch of this product, so where we’ve focused on is direct-fired heat treat furnaces and torch furnaces, and we’re looking to branch out into other things. We’ve even had discussions internally of using this on resistive heaters for electric heaters because we know “the green wave” is coming. The product itself has been, I think, stated pretty well.
The algorithm has no idea that it’s even a furnace. It could be applied to pretty much everything. I think this is going to be one of those products where we made it for this — we do this all the time with our burners — and then we find all these other ancillary uses for it because it’s such a revolutionary kind of idea.
DG: As you were talking there, I was thinking to myself, “Yes, you know, if you designed it so far for direct-fired, to a certain extent, radiant tube applications might add a little more complexity to it because you’ve got heat transfer rates through a tube, but, I suppose, still, it’s going to do the job because it doesn’t know.
JD: Yes. There is a thermocouple having a response and then there is this burner input. The way the heat transfer happens is going to change, but you’re going to have to modulate the radiant tube to get where you’re going to need to go.
Photo Credit: Fives North American Combustion, Inc.
DG: So, it’s “heat source agnostic,” we’ll call it.
Does this system have any type of reporting? I guess you did say, Ben, that after you do the first test and establish the response matrix, there is some sort of a report, I assume, when you want to tune it, but what is the reporting, what’s it look like? What are people going to get from this thing? And I guess I want to ask about the platform that it’s on, I guess it’s just PLC-based, right?
BW: The tuning is done through the PLC because it’s communicating with those actuated bleed belts. The actual box itself is essentially a computer, so it’s running our own custom code and it’s executing that to communicate with the PLC. We’ve tried very hard to make it PLC agnostic so it can communicate with the most common things we see in the market today. It can communicate over common protocols like Modbus, it can communicate with Rockwell’s EtherNet/IP or Viessmann F7. So, that is essentially just a computer — it’s a Linux box that can talk all of those languages at once, so it can just plug-and-play with the PLC.
The reporting we’ve tried to make look similar to what people are used to. People are used to looking at chart recorders to see temperature, so we have essentially a more advanced display of live data, chart recording for temperatures for valves that you can see exactly where it is with historical data easily available at a click and drag so you can see where it was and where it is today.
As far as an output of the report, we’ve also tried to make that look, as much as possible, like what people are used to seeing. With the AMS certification, there are guidelines about what data needs to be stored, what needs to be reported, and while we’re not doing the certification, that type of time-stamped temperature by furnace ID, by who ran the test — all of that information is generated in these reports every time that you do this response matrix as training creation, and then every time that you solve that and do this tuning of the combustion system.
DG: I can see some people wondering about this: Is it Cloud-based at all or is it all on site?
BW: It’s entirely on site. There is certainly the option. I know some customers (although it’s rare but it is growing today) want their information to be more accessible than it is today. But if a customer doesn’t want that, if they want everything restricted to plant, if they want it restricted off of the plant network and even adjust on the box itself. We can do that as well. Today, we don’t have Cloud connectivity built into the base box. We wanted to make it simple, we wanted to make it easy for customer compliance. It’s an option, it’s something we can do, but it’s not something we wanted to pursue in the first release.
DG: You’re avoiding a lot of potential internet cybersecurity issues with that.
I have a forward-looking question for you. By the way, I should mention, I’m sure by the time people listen to this, the AISTech Show will be over because it’s scheduled for next week (we’re recording this on the 10th of May and it’s scheduled for the 17–19th). I know that you guys are giving a presentation there so perhaps we can reference that on this podcast and give a link for it. . . CLICK HERE.
I know you’re just launching it. Actually, when did you launch it? Has it been weeks, months, or a year?
JD: I think it’s been about a month.
DG: So, it’s relatively new. As I say, we’re doing this on May 10th, so let’s say, April or late March you launched this thing. Have you put any thought into the future? Do you have dreams and hopes, and, if so, what might they be?
JD: Absolutely, we have some plans. Some immediate plans are we’ve talked about the tiers and how we’re going to keep pushing forward with making this a product that is for all furnaces for all direct-fired furnaces, to start, with manual valves and automated valves, so we’ll get to the tier 1, 2, 3.
Then, a big trend we’re hearing as we’re talking to customers is more gear towards predictive maintenance. Obviously, we need to tune the furnace, but the customers don’t want you tuning the furnace every time they need to certify because that calls into question their parts from the last quarter or half year that they’ve been doing.
So really you tune once and then you probably go a year; hopefully on our furnaces we go many, many years without drifting. But the box can also be used for some predictive maintenance. Use the thermocouple inputs that we have to measure the box shell temperature, see if the fiber is degrading, see if you’re up for a realign, see if your flows need to be readjusted. So, there’s a more predictive nature to the retuning process rather than a reactive nature. That’s really going to be the next step.
Then we’ll look forward to see if there’s other type of heating — like you said, radiant tubes or resistive heating. I think that’s a little bit further in the future, mostly because we’re, obviously, a gas combustion company so we’re focusing on what we know first and then we’ll build out from there.
DG: So, you’re saying some of that stuff that you’re hoping for the future is not really even combustion related, you’re going to be doing condition of the furnace.
JD: Right, like a furnace health monitor. I think everybody wants to know they’re running that furnace pretty hard (especially in a forge environment, you’re beating the hearth pretty good). To have a one-month out warning, “Hey, you might need to shut down, rather than a catastrophic failure.” We’ve gone into furnaces too much where there’s been a hole in the roof, because the fiber fell out or they just didn’t know about it. We’re trying to help customers out before something like that happens.
DG: Right now, I know almost all of the burners (the stuff you’re currently doing) are all hardwired, correct? Is there any thought about making them wireless? Is that even a reasonable thing to think about or not?
JD: From the burner standpoint or from the CertiFire™ standpoint?
DG: From the CertiFire™, in the sense of controlling and getting the data in and out. Maybe it’s a silly question, but I was just wondering. Right now, you’re just hardwiring all this stuff.
JD: That’s correct. Generally, that’s currently the way furnaces are configured. They’re all hardwired to a local PLC. Ben could probably speak a little bit more about it. I think we’ve talked about ways to wirelessly link devices more as diagnostic devices, not controlling wirelessly. You can’t really control them wirelessly because of the response time, but diagnostic components could be wireless.
BW: One of the first things that we did when the CertiFire™ was in prerelease was we were designing this box to essentially plug and be installed on that furnace. Then we took a step back and we tried to consider who’s going to be using this, how do they want to use it, what do their facilities look like?
A lot of people have multiple furnaces — maybe as little as two but sometimes upwards of twenty furnaces. Maybe you don’t want to install it permanently, maybe you want to be able to move it around, or maybe if you have a plantwide network and intranet there, you can plug this in your control tower and you can sit in an airconditioned room with one CertiFire™ and talk to every furnace at once.
That’s something that we put into that release from a month ago so the release CertiFire™ can communicate with all of your plant network at once (if you have the plant network), or just with that one furnace if you want to plug it into that one isolated furnace. We should be able to essentially it fields wirelessly you can communicate to whatever is on the network at once.
JD: Like you said already, we’ll be AISTech next week, (it will probably lapse this podcast). Then, I’ll also be presenting at the IFC (International ForgeMasters Congress) in June and with future engagements at Furnaces North America. This is our roadshow this year.
DG: You’ve got a lot to talk about! Like I said, I don’t know about you, and I know the answer to this question but I’m going to ask it anyhow.
BW: Nothing that I’ve seen.
DG: I don’t think anybody else has anything like this, as best I know. If they did, they’d be foolish to say so. But I haven’t seen it. I don’t know. Maybe they are and I’m going to catch grief for saying that.
It’s an interesting new product and I wish you guys well. I hope you’re very successful.
Good to have you with us, guys. Thanks very much for joining us.





 As 2022 comes to an end, we’re taking this episode to look forward to what North American heat treaters can expect in the largest trade show for heat treaters anywhere: THERMPROCESS 2023. Doug Glenn, publisher of Heat Treat Today and Timo Würz, managing director at VDMA Metallurgy and General Secretary of The European Committee of Industrial Furnace, Heating and Metallurgical Equipment Associations (CECOF) talk about what attendees and exhibitors should expect and several of the hot topics in manufacturing that will be guiding this event.
As 2022 comes to an end, we’re taking this episode to look forward to what North American heat treaters can expect in the largest trade show for heat treaters anywhere: THERMPROCESS 2023. Doug Glenn, publisher of Heat Treat Today and Timo Würz, managing director at VDMA Metallurgy and General Secretary of The European Committee of Industrial Furnace, Heating and Metallurgical Equipment Associations (CECOF) talk about what attendees and exhibitors should expect and several of the hot topics in manufacturing that will be guiding this event.















 JM: There is no doubt -- they are a hazardous product. One has to be aware of proper handling, disposal issues, and so on. But I think with Ken’s group, our group at Kolene, we can educate the customer and help them through all of the regulatory processes and make them aware.
JM: There is no doubt -- they are a hazardous product. One has to be aware of proper handling, disposal issues, and so on. But I think with Ken’s group, our group at Kolene, we can educate the customer and help them through all of the regulatory processes and make them aware.







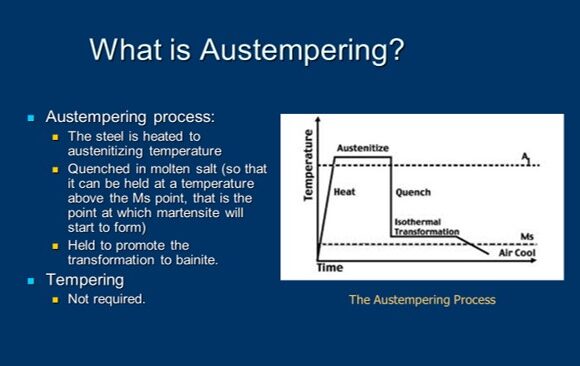 But before we do, I’ve put on the screen a brief definition of austempering. It’s certainly a heat treat process. It’s used in medium to high carbon, both plain and alloy steels, as well as cast irons (an example being ductile iron) and we’re trying to produce a microstructure called bainite which is probably a foreign word to most of you and I’ll endeavor to explain it in a moment.
But before we do, I’ve put on the screen a brief definition of austempering. It’s certainly a heat treat process. It’s used in medium to high carbon, both plain and alloy steels, as well as cast irons (an example being ductile iron) and we’re trying to produce a microstructure called bainite which is probably a foreign word to most of you and I’ll endeavor to explain it in a moment.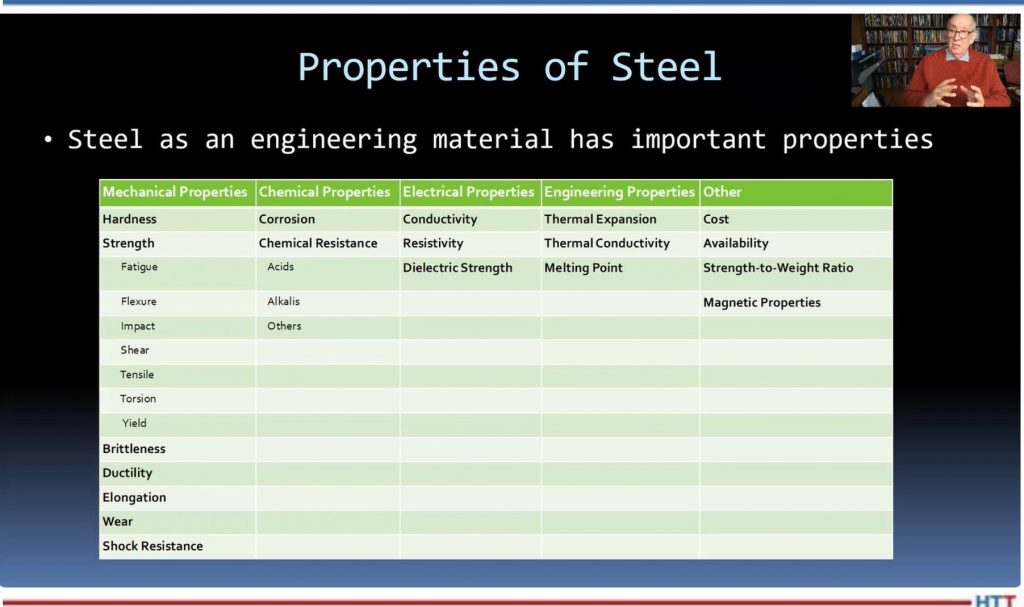

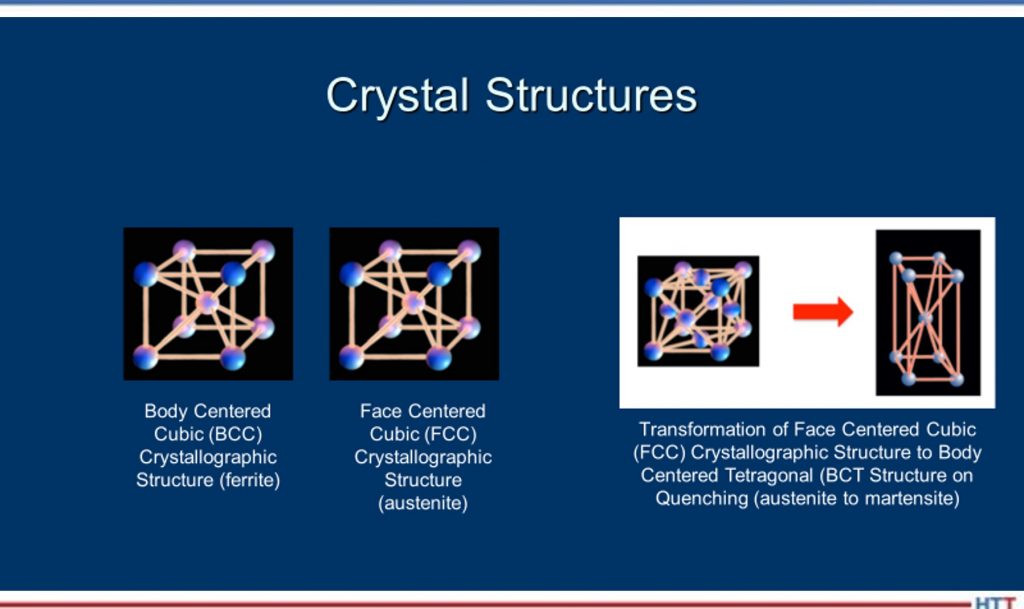 DH: Well, think of it this way, Doug: When we have a steel, its microstructure, if it isn’t hardened, its microstructure is typically body-centered cubic, which means the atoms are all lined up in a certain structure. Now, what we do when we heat it up is -- when it gets above the transformation temperature (that dotted line, for simplicity, in this example) the atoms will realign themselves from body-centered cubic to face-centered cubic and a face-centered cubic structure is called austenite. Then, when we quench it, until we move into the nose of the curve or past those red lines, we still maintain an austenitic crystal structure as we’re cooling. The ferrite, the pearlite and things occur when we cross over into those reddish lines in that area there.
DH: Well, think of it this way, Doug: When we have a steel, its microstructure, if it isn’t hardened, its microstructure is typically body-centered cubic, which means the atoms are all lined up in a certain structure. Now, what we do when we heat it up is -- when it gets above the transformation temperature (that dotted line, for simplicity, in this example) the atoms will realign themselves from body-centered cubic to face-centered cubic and a face-centered cubic structure is called austenite. Then, when we quench it, until we move into the nose of the curve or past those red lines, we still maintain an austenitic crystal structure as we’re cooling. The ferrite, the pearlite and things occur when we cross over into those reddish lines in that area there.




 Next is Justin. Justin is our “newbie” on this one, but not a newbie to the industry — of course! — but to this panel. Justin Dzik from Fives North American Combustion, Inc. is the manager of business development at Fives North America with a special focus in combustion engineering. Justin has written technical articles about Ultra Low NOx combustion technology for the steel industry and is closely involved with spearheading the advent of a thermal process combustion tuning solution that leverages industrial internet of things (IIOT) and Industry 4.0 technology. So, Justin, welcome, glad to have you with us this time.
Next is Justin. Justin is our “newbie” on this one, but not a newbie to the industry — of course! — but to this panel. Justin Dzik from Fives North American Combustion, Inc. is the manager of business development at Fives North America with a special focus in combustion engineering. Justin has written technical articles about Ultra Low NOx combustion technology for the steel industry and is closely involved with spearheading the advent of a thermal process combustion tuning solution that leverages industrial internet of things (IIOT) and Industry 4.0 technology. So, Justin, welcome, glad to have you with us this time.






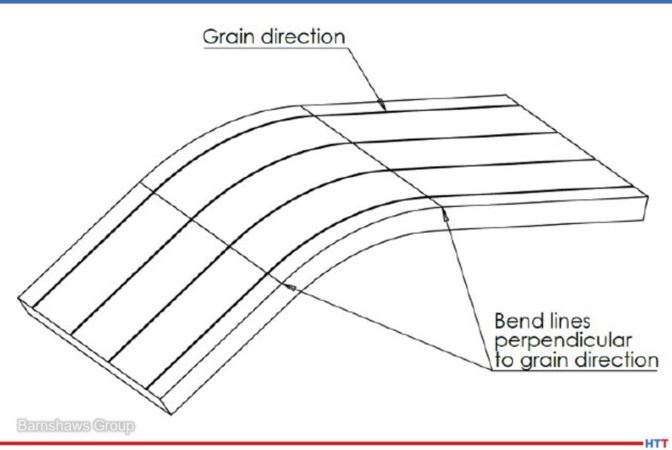



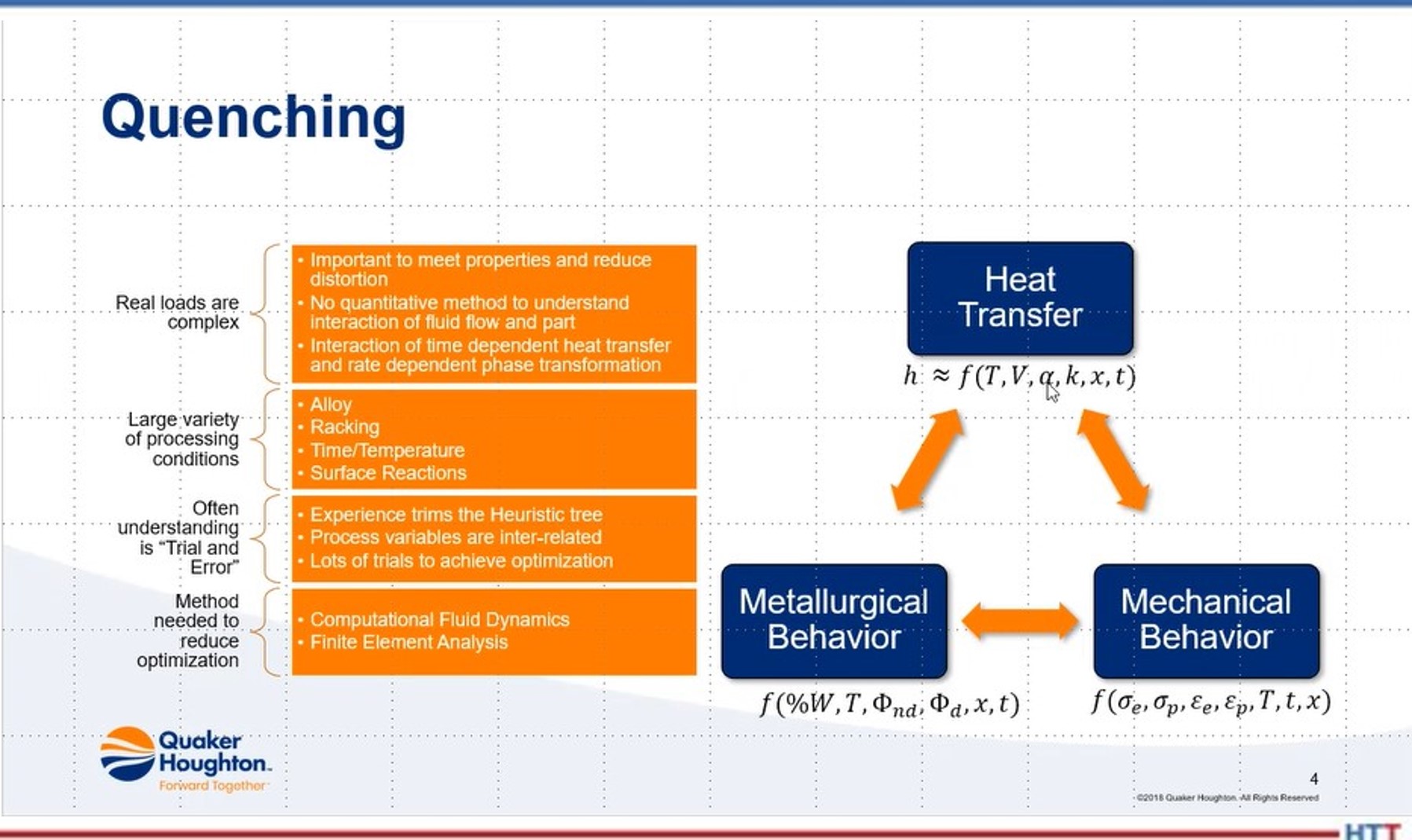 DG: Our next topic I want to talk about with you is simulation and modeling. We’ve talked a bit about that offline, and the developments there. As far as quenching goes, what can you tell us in the quenching world, as far as simulation and modeling? What is happening?
DG: Our next topic I want to talk about with you is simulation and modeling. We’ve talked a bit about that offline, and the developments there. As far as quenching goes, what can you tell us in the quenching world, as far as simulation and modeling? What is happening?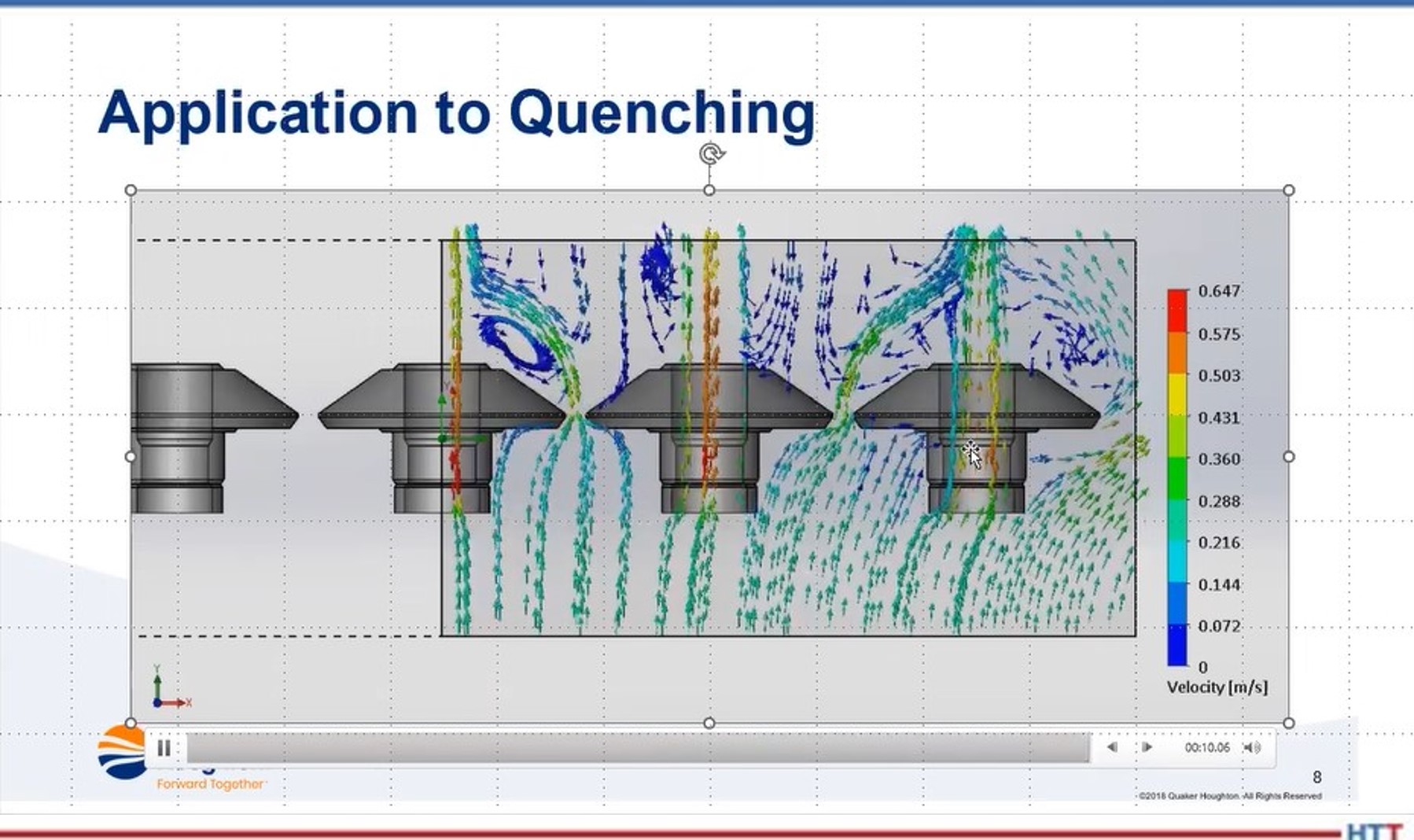 In terms of the simulation, it can be done if you’ve got good boundary conditions. The boundary conditions being the stuff on the outside of the part and the stuff inside the part. Once you do that, and you can do this with either using something like computational flow dynamics and then applying that as whatever velocity heat transfer coefficient that you get out of that and apply to the boundary of the part, then you can use a variety of different software programs, such as Dante or SIMHEAT — both of those are good, just a difference in their material databases. Each will give similar results but it’s a function — garbage in, garbage out. You have to have good material properties and good boundary conditions. If you have those, then you can get a reasonable result. But, if you don’t, you’ll just get garbage results.
In terms of the simulation, it can be done if you’ve got good boundary conditions. The boundary conditions being the stuff on the outside of the part and the stuff inside the part. Once you do that, and you can do this with either using something like computational flow dynamics and then applying that as whatever velocity heat transfer coefficient that you get out of that and apply to the boundary of the part, then you can use a variety of different software programs, such as Dante or SIMHEAT — both of those are good, just a difference in their material databases. Each will give similar results but it’s a function — garbage in, garbage out. You have to have good material properties and good boundary conditions. If you have those, then you can get a reasonable result. But, if you don’t, you’ll just get garbage results.