In this article, explore the importance of alternative advanced manufacturing processes and the effects of post-process heat treating of DMLS titanium alloy parts. In a recent study, a team at Worcester Polytechnic Institute (WPI) evaluated the effects of these processes. Read along to see what they found.
This Technical Tuesday article was first published in Heat Treat Today's December 2022 Medical and Energy print edition.
Contact us with your Reader Feedback!
Jianyu Liang Professor of Mechanical and Materials Engineering at Worchester Polytechnic Institute Source: WPI
According to Markets and Markets reports, the metal implants and medical alloys market 1 will reach $17.64 billion by 2024, at a CAGR of 9.4%, with titanium metal implants and medical alloys accounting for the largest share of the market. Since it was first reported in the 1940s that titanium had excellent compatibility with human bones, titanium has been used in a wide range of biomedical applications, including arthroplasty and bone replacement, prostheses, craniofacial, maxillofacial, and dental implants, as well as surgical instruments and healthcare goods. 2,3
Although Ti-6Al-4V alloy was originally developed for aerospace applications, its many attractive properties — such as high strength-to-weight ratio, satisfactory biocompatibility, and good corrosion resistance — resulted in it being one of the most widely used biomedical alloys. 4
However, Ti-6Al-4V alloy is very difficult to machine. Traditional Ti-6Al-4V manufacturing processes include casting, wrought (forging/milling from ingots), and powder metallurgy (P/M), with wrought products accounting for 70% of the titanium and titanium alloy market. 5
In recent decades, additive manufacturing (AM) processes have been rigorously
Richard Sisson Key Heat Treat Researcher and Lecturer at Worchester Polytechnic Institute Source: WPI
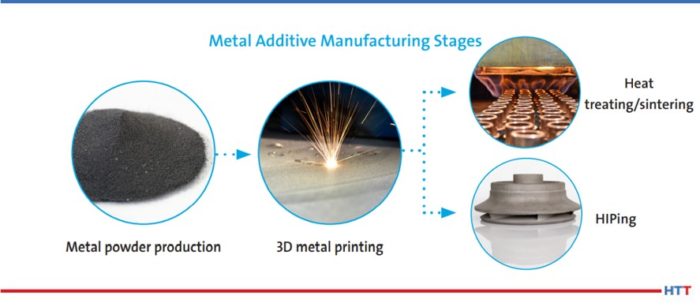
developed as an alternative advanced manufacturing process for Ti-6Al-4V, especially in personalized biomedical applications. Alternate processes, including powder-bed fusion (PBF), directed energy deposition (DED), and sheet lamination (SL) have been applied in AM processing of titanium and its alloys. 6 Direct metal laser sintering (DMLS), a PBF technology, was the first commercial rapid prototyping method to produce metal parts in a single process and is one of the most widely used AM technologies to manufacture Ti-6Al-4V parts. 7 However, even with the protective oxide film (mainly TiO2), titanium alloys still suffer from pitting and crevice corrosion. Localized breakdown of the protective film leads to the formation of pits. These pits can grow and propagate into macroscopic cracks, which lead to catastrophic failure in orthopedic applications. 8,9
It was reported that post-heat treatment of Ti-6Al-4V parts fabricated by AM techniques could improve its mechanical properties, especially increasing ductility and fatigue strength.
Yangzi Xu Yield & Module Process Engineer at Intel Corporation Source: WPI
However, the changes in corrosion behavior with various post-heat treatments of Ti-6Al- 4V parts fabricated by AM techniques have not been fully understood. In a recent study, a team at Worcester Polytechnic Institute (WPI) evaluated the effects of various post-process heat treatments (including solution treatment and aging, annealing, stress relief, and hot isostatic pressing (HIP)), on the corrosion behavior of Ti-6Al-4V parts manufactured by DMLS. The researchers then proposed a desirable posttreatment procedure that can obtain a good combination of mechanical properties and corrosion behavior of as-printed parts in a simulated body environment. 10,11,12
Ti-6Al-4V dumbbell-shaped tensile testing bars were fabricated by DMLS, according to ASTM standards. The microstructure, phase fraction, porosity, and residual stress of as-printed parts were examined and compared to those of the commercial Grade 5 alloy. It was found that the as-printed samples, mainly composed of acicular α’ martensite phase with a small amount of nano-scaled β precipitates, dispersed in the α’ matrix due to rapid cooling during laser processing, whereas the Grade 5 alloy has an α + β two phase with an equiaxed microstructure. The β phase fractions in the as-printed and Grade 5 alloy were 1.6% and 20%, respectively, based on the results of x-ray diffraction refinement. Furthermore, porosity and defects due to lack of fusion or entrapped gas were observed in the DMLS samples. The rapid cooling rate also resulted in residual tensile stress in the as-printed parts.
The microstructure and phase changes due to different heat-treatment processes were examined and compared to those of the commercial Grade 5 alloy. The corrosion behavior of the heat-treated DMLS parts was studied in simulated body fluid by well-established electrochemical methods.
Microstructure: coarsening of the α lath thickness, more spherical β precipitates. Phase identification: narrowed α characteristic peaks (reduced compressive residual stress) Source: WPI
Transformation from α’ to α phase, coarsening of the α lath microstructure, and the development of β phase were observed in samples after heat treatments. The greatest fraction of β phase was obtained in the high temperature annealed sample. Enhanced corrosion resistance was found in all heat-treated samples. The reasons for improved corrosion resistance after heat treatments include: 1) a passive layer that was developed on the sample surface after heat-treatments; 2) increased β phase fraction and size after heat treatments that led to the reduction of the corrosion susceptible sites. Furthermore, only a single passive layer has been observed in the as-printed sample, whereas double passive layers have been observed in samples after heat treatments at temperature higher than 550°C. However, this second layer, which was largely composed of Al2O3 and V2O5, had very low corrosion resistance compared to that of the primary passive layer that was primarily TiO2.
Microstructure: coarsening of the α lath, and grain boundary can be observed Phase identification: narrowing of α characteristic peaks (reduced microstrain, increased grain size) and evolution of β phase Source: WPI
It was also found that the surface roughness had an exponential effect on the corrosion current density and calculated corrosion rate. A rough surface led to a higher corrosion rate, but a rough surface is known to enhance osteointegration. Therefore, surface roughness needs to be adjusted, based on specific applications.
Microstructure: no significant change in the α lath thickness Phase identification: narrowing of α characteristic peaks (reduced microstrain), evolution of β phase Source: WPI
The effect of porosity was analyzed by using a crevice corrosion test. After a one-month immersion in Ringer’s solution at body temperature, pits were found on the Ti-6Al-4V sample surface near the pores in the as-printed samples, which was due to the formation of localized O2 concentration cells near the pore. Porosity in the as-printed parts was confirmed to impair crevice corrosion resistance. To reduce porosity, HIP was applied at three different temperatures. Based on polarization tests and electrochemical impedance spectroscopy tests, different degrees of reduction in porosity and corrosion-current density were observed in samples after HIP; this reduction was most significant after high-temperature HIP at 799°C (1470°F).
In summary, it was found that high temperature heat-treatment enhanced the corrosion resistance of DMLS Ti-6Al-4V parts. HIP was effective in reducing porosity and improving corrosion resistance. HIP below the annealing temperature (799°C, 1470°F) was recommended as a post-treatment for DMLSprintedTi-6Al-4V, to achieve a good corrosion resistance.
References
[1] “Metal Implants and Medical Alloys Market – Global Forecast to 2024,” 2019. https://www.marketsandmarkets.com/Market- Reports/metal-implant-medical-alloy-market-256117768.html.
[2] R. Bothe, et al., “Reaction of bone to multiple metallic implants.” Surgery, Gynecology and Obstetrics, 1940, 71:598–602.
[3] M. Sarraf, E. Rezvani Ghomi, S. Alipour, et al., “A state-of-the-art review of the fabrication and characteristics of titanium and its alloys for biomedical applications,” Bio-des. Manuf., 2022, 5, 371–395. https://doi.org/10.1007/s42242-021-00170-3.
[4] L.-C. Zhang and L.-Y. Chen, “A Review on Biomedical Titanium Alloys: Recent Progress and Prospect,” Adv. Eng. Mater., 2019, 21: 1801215. https://doi.org/10.1002/adem.201801215.
[5] L. E. Murr, S. A. Quinones, et al., “Microstructure and mechanical behavior of Ti–6Al–4V produced by rapid-layer manufacturing, for biomedical applications,” Journal of the mechanical behavior of biomedical materials, 2009, 2(1), 20-32. https://doi. org/10.1016/j.jmbbm.2008.05.004.
[6] A. Hung Dang Nguyen, A. K. Pramanik, Y. Basak, C. Dong, S. Prakash, S. Debnath, I. S. Shankar, Saurav Dixit Jawahir, and Budhi Dharam, “A critical review on additive manufacturing of Ti-6Al- 4V alloy: microstructure and mechanical properties,” Journal of Materials Research and Technology, 2022, 18: 4641-4661. https://doi.org/10.1016/j.jmrt.2022.04.055.
[7] “Direct Metal Laser Sintering (DMLS) Technology,” Additive News. https://additivenews.com/direct-metal-laser-sintering-dmlstechnology/.
[8] O. Cissé, O. Savadogo, M. Wu, and L’H Yahia, “Effect of surface treatment of NiTi alloy on its corrosion behavior in Hanks’ solution.” Journal of Biomedical Materials Research, 2002, 61/ 3 :
339-345. https://doi.org/10.1002/jbm.10114
[9] Sara A. Atwood, Eli W. Patten, Kevin J. Bozic, Lisa A. Pruitt, and Michael D. Ries,”Corrosion-induced fracture of a double-modular hip prosthesis,” The Journal of Bone & Joint Surgery, 2010, 92/ 6: 1522-1525.
[10] Y. Xu, Y. Lu, K.L. Sundberg, et al., “Eff ect of Annealing Treatments on the Microstructure, Mechanical Properties and Corrosion Behavior of Direct Metal Laser Sintered Ti-6Al-4V,” J. of Material Eng and Perform, 2017, 26: 2572–2582. https://doi.org/10.1007/ s11665-017-2710-y
[11] Ibid.
[12] Z. Yang, Y. Xu, R. D. Sisson, & J. Liang, “Factors Influencing the Corrosion Behavior of Direct Metal Laser Sintered Ti-6Al-4V for Biomedical Applications,” Journal of Materials Engineering and Performance, 2020, 29/6: 3831-3839.
About the Authors
Professor Richard Sisson is a key heat treat researcher and lecturer at Worchester Polytechnic Institute. His main research interest is the application of diffusion and thermodynamics to the solution of materials problems. Currently, he is working on modeling the surface treatment of steels and the postprocessing of AM ceramics and metals. His research endeavors have resulted in over 300 publications and over 300 technical presentations.
Dr. Yangzi Xu is currently working at Intel Corporation as a Yield & Module Process Engineer. She received her PhD at Worcester Polytechnic Institute (WPI) and focuses her research on understanding the mechanical and electrochemical properties of AM Ti alloys with different types of heat treatments, and their corrosion performance in biofluid for potential orthopedic applications. Her background includes research in polymer and food science and engineering.
Professor Jianyu Liang is a Professor of Mechanical and Materials Engineering at Worchester Polytechnic Institute, with affiliated appointments in the departments of Civil and Environmental Engineering, Chemical Engineering, and Fire Protection Engineering. Her research work on nanomaterials, AM, agile manufacturing, machine learning for materials science and manufacturing engineering, and sustainability has been funded by NSF, NASA, DoD, ED, and industry. Her work has resulted in over 300 research papers and technical presentations. As an educator, Liang strives to equip students with the confidence, enthusiasm, knowledge, and skills to allow them to enjoy learning throughout their lives.
For more information
Department of Mechanical and Materials Engineering Worcester Polytechnic Institute, 100 Institute Road, Worcester, MA 01609 Or email jianyul@wpi.edu and sisson@wpi.edu
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Hot isostatic pressing. . . What is it? How is HIPing benefiting the medical industry? What is its place in additive manufacturing? In today's Technical Tuesday, Heat TreatToday is doing a deep dive into HIPing and its benefits. Check out these resources for some hot takes on HIPing.
What exactly is HIPing? It's taking over the additive manufacturing world. In this article, written in 2020 by Derek Denlinger, corporate lead metallurgist at Paulo, find out the answer and also discover the applications, materials, and advantages of HIPing.
"HIP was initially developed as a diffusion bonding technique. In diffusion bonding, high heat and pressure work together to weld similar or dissimilar metal surfaces without filler materials."
Product efficiency, reduced environmental impact, and improved process reliability are becoming more and more important everyday. HIPing's future has never been brighter. It's about to see a renaissance. To explore HIPing in depth, read this free ebook from Heat TreatToday and Quintus Technologies.
"Modern HIP machinery is an extremely good fit with the traditional heat treatment market, offering the opportunity to further adjust material properties through tailored HIP cycles."
Check out what Chad Beamer and Magnus Ahlfors at Quintus Technologies had to say about HIPing. Shrinkage, gas porosity, and lack of fusion between layers are all things that do not belong in medical implants. Implants manufactured with metal injection molding and casting often still contain defects, but HIPing eliminates those defects and produces a 100% dense material. HIPing is widely used across the medical industry to reduce the occurrence of these issues.
"The elimination of defects results in improved fatigue properties, ductility, and fracture toughness. For this reason, HIP is widely used for orthopaedic implants like hip, knee, spine, ankle, wrist as well as dental implants to ensure quality and performance and prevent early failure of the implant inside the patient."
High temperatures, high pressures. That's HIPing. Cliff Orcutt of American Isostatic Presses, Inc. describes HIPing as "pressurize sintering." Because of the high pressure, HIPing is faster and leads to less part deformation. In this episode of Heat Treat Radio, learn the many applications of HIPing (including ceramics) and learn if outsourcing is right for you.
"In HIP, since you’re starting with powders that are solid, you can blend things like graphite powder and steel. You couldn’t blend them very well in a molten state, but in here, you can. And, you can squeeze it to solid, you can get interlocking and bonding and diffusion bonding materials that you couldn’t otherwise. So, you can make things you couldn’t make any other way."
Over the past year, we’ve seen numerous new technologies in the way of research, new partnerships, and conversations throughout the industry. So in honor of today being #NationalTechnologyDay, we’re sharing an original content article about just several of these new technologies that are changing the work of heat treaters across North America.
Research
Using HIP to Advance Oregon Manufacturing Innovation Center Programming– “‘Today’s globally competitive manufacturing industry demands rapid innovations in advanced manufacturing technologies to produce complex, high-performance products at low cost,’ observes Dr. Mostafa Saber, associate professor of Manufacturing & Mechanical Engineering Technology at Oregon Tech.”
College Students Implement a NEW Heat Treat Solution with Induction? – “‘We were in shock,’ Dennis admitted, ‘because we didn’t expect it to [work].’ The expectation, Dennis continued, was that something would go wrong, like the lid would not be able to clamp down, or the container would leak.”
The Age of Robotics with Penna Flame Industries – “The computerized robotic surface hardening systems have revolutionized the surface hardening industry. These advanced robots, coupled with programmable index tables, provide an automation system that helps decrease production time while maintaining the highest quality in precision surface hardening.”
Heat Treat Radio: Five experts (plus Doug Glenn) discuss hydrogen combustion in this episode. An easily digestible excerpt of the transcript circulated by Furnaces Internationalhere and is available to watch/listen/read in full for free here.
Heat Treat Radio: Get on-the-ground projections of what technologies Piotr Zawistowski believes will be bringing in the future. Watch/listen/read in full here
Heat Treat Radio: HIP. The Revolution of Manufacturing, that is, according to Cliff Orcutt. Watch/listen/read in full here
Heat Treat Radio: Will indentation plastometry find its way into North America? If you’ve been listening to James Dean, it seems like it already has. Watch/listen/read in full here
Heat Treat Radio: Fluxless inert atmosphere induction brazing. That’s a mouthful! But what is it? Watch/listen/read in full here
Welcome to another Technical Tuesday for 18 hard-hitting resources to use at your heat treat shop. These include quick tables, data sets, and videos/downloadable reports covering a range of heat treat topics from case hardening and thermocouples to HIPing and powder metallurgy.
Defining Terms: Tables and Lists
Table #3 Suggested Tests and Frequencies for a Polymer Quench Solution (in article here)
Case Hardening Process Equipment Considerations (bottom of the article here)
Two simulations of a moving billet through heating systems (in article here)
Fourier’s Law of Heat Conduction (in article here)
Webinar on Parts Washing (link to full webinar at the top of the review article here)
Materials 101 Series from Mega Mechatronics, Part 4, Heat Treatment/Hardening here
Heat Treat TV: Press-and-Sinter Powder Metallurgy here
BONUS: 39 Top Heat Treat Resources
Heat Treat Today is always on the hunt for cutting-edge heat treat technology, trends, and resources that will help our audience become better informed. To find the top resources being used in the industry, we asked your colleagues. Discover their go-to resources that help them to hone their skills in the 39 Top Heat Treat Resources on this page of the September print magazine.
Creation requires endurance and continued hard work. Find out what creative applications and research services your colleagues are committed to bringing from across the heat treat industry.
These innovations could bring the next level of innovation to your industrial plants. Enjoy!
Novel Mechanical Testing Systems Powered By Finite-Element Analysis, Optimization Algorithms, and Machine Learning
- An excerpt from a Heat TreatRadioepisode with James Dean -
Doug Glenn: You may have already stated this a little bit, but briefly: indentation plastometry is basically taking an indentation to be able to test, not just hardness or not even necessarily hardness, but the deformation or the strain of material. Do you have to know the microstructure of the material when you’re doing these tests?
James Dean: That’s a good question. In principle, no. If we were to dig deep into the mechanics of what’s going on within our system and our software package, you’d come to recognize that it’s, from a mathematical point of view at least, insensitive to microstructural features. There is a numerical method underlying this – a finite-element analysis – therefore, treating this as a continuum system doesn’t take account explicitly of the microstructure.
When you’re doing the test, it’s actually helpful to know something about the microstructure simply because our technology is all about extracting bulk mechanical behavior engineering properties. Therefore, when we do our indentation test, it is important that we are indenting a representative volume of the material.
It is important that we are capturing all of the microstructural features that give rise to the behavior you would measure in a microscopic stress strain test. Otherwise, you can’t pull out those bulk, core engineering properties, and therefore, the scale on which you do the indent is important. Your indenter has to be large relative to the scale of the microstructure. So, it’s only at that level that you need to understand or know anything about the microstructure.
DG: This test is a nondestructive test, right? You said you can actually test live materials, correct?
JD: Yes.
DG: You don’t have to destroy them, you don’t have to machine them, you don’t have to make them into something you can rip apart, right?
Bert demonstrates the benefits of working with a collaborative robot to induction harden steel parts. The robot gives the operator the ability to work directly next to it, as opposed to conventional robot arms where fencing and distance is required.
The computerized robotic surface hardening systems have revolutionized the surface hardening industry. These advanced robots, coupled with programmable index tables, provide an automation system that helps decrease production time while maintaining the highest quality in precision surface hardening.
A few benefits of this service are:
Increased wear resistance
Higher hardness and longer life
Less processing time
Higher efficiency and productivity
Maintain tensile strength
Quick turnaround of the project
Consistent, repeatable process
Less distortion when compared to furnace treatment
High Pressure Break Through For Additive Manufacturing
- An excerpt from a Heat TreatRadioepisode with Johan Hjärne -
DG: Doing it all- stress relief, HIP, age, or whatever. Just for clarity sake, you’ve got a typical HIP process, you’re going to heat it up, put it under very high pressure, then, normally, if you didn’t have the high pressure heat treatment capabilities, you would have to cool that part down which is typically cooled quite slowly in a conventional HIP unit, taking more time and whatnot. It then comes down to ambient, or close to ambient, where it can be held, you take it out, you put it back in another furnace (a normal furnace, not a HIP furnace), take the temperature back up, get it to the point where you want it, quick cool it, quench it, to a certain extent, to get the characteristics that you’re looking for, and you’re done. What we’re talking about here is the combination of those two processes plus potential other things like stress relief, and all that, in a single unit, correct?
JH: Yes. This has very beneficial effects on time. Many of the HIP vendors do not have HIP and heat treatment in the same facility. Now we have sold a couple of units to some new HIP vendors that have this capacity, but, historically, the HIP vendors didn’t have both HIP and heat treatment. First, the customer had to send it to a service provider for HIPing, they got the part back, they had to send it to somebody that could do the heat treat step, and then got the part back, and so on. The time, and specifically for additive manufacturing, is important. Keep in mind they can do a part pretty fast, anywhere between a day to two days, worst case a week, but then having to wait week after week after week to get the part back for the HIPing or for the heat treating.
DG: So there’s a substantial, potential time savings, for sure; not just process savings in between furnaces, but the fact that you can buy one furnace and do both of those things.
Let’s talk for just a second about what types of products are most effectively HIPed and/or, if we can, high pressure heat treated.
JH: As I said before, we really started to realize the potential with this technology with the additive manufacturing world. That is were we started to realized that we can actually make a difference here. Not only does it have a beneficial effect for the total time, but having the components under elevated temperature for a shorter period of time is actually beneficial for the microstructure; the grain doesn’t grow as much.
Recent improvements include a new cooling tower, chiller system, enhanced duct work, LED lighting in the plant, a renovated breakroom for the associates, a quality room for the engineering staff, a new HVAC system for the front offices, and upgrades in technology systems.
The updated technology is not only used for improving efficiency and data analysis, but also for communication. It has been key to improving operations and has had a significant impact on relationships with clients. Franklin’s ability to effectively communicate enhances collaboration, which allows FBMT’s clients to more efficiently manage their supply chains, reduce the cost of rework and scrap, and better serve their clients.
Heat Treat Radio host Doug Glenn sits down to talk with Johan Hjärne about high pressure heat treating and an e-book recently published by Heat Treat Today in cooperation with Quintus Technologies. Learn more about high pressure heat treating in this informative interview.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn(DG): For this edition of Heat Treat Radio, I have the great pleasure of sitting down with Johan Hjärne (JH) from Quintus Technologies. Let's give the listeners a sense of who you are, how long you've been in the industry and your experience with HIPing. If you don't mind, please introduce yourself.
JH: Absolutely, thank you so much, Doug, for that introduction. My name is Johan Hjärne and I work for Quintus Technologies. I've been with the company for around 10 years now. I started up where we have our head office, which is in Västerås, Sweden, 10 years ago as an R&D manager there. Later, I had other roles like product manager for our hot isostatic presses. I also worked as a global business development manager, responsible for the strategies for a couple of years, and since four years ago, I'm now the business unit director for Quintus Technologies here in the American region. I am responsible for our hot and cold isostatic presses and also our other business unit which is called Sheet Metal Forming Presses. Before I joined Quintus, I worked within the aerospace industry for 10 years.
DG: I've been to your office, but I want everyone else to know: You guys are located just north of Columbus, Ohio.
To learn more about HIPing, download this free ebook.
JH: That's absolutely correct. It is a little suburb of Columbus called Lewis Center just north of Columbus.
DG: The reason we decided to get together on this podcast was because you and I and our respective teams have just successfully completed the publication of an eBook, which basically we've entitled “High Pressure Heat Treatment.” It deals with HIPing and some other things. So, that's the occasion for this meeting. I want to ask you to discuss, briefly, with us about high pressure heat treating. What is it and why did we decide to do this eBook on it?
JH: A very good question. As I indicated before, I have a background in the aerospace industry and when I worked there we were responsible for some components in a jet engine. We had big castings and we typically 'HIPed and shipped' these castings. HIPing, to at least us in the aerospace where I worked at the time, was like a black box. We really didn't know. We knew that the results were better if we HIPed, we could use less material, the material got stronger, etc, etc. So, when I started at Quintus, at the same time we had made some progress with increasing the cooling rate in our HIP system.
A HIP system basically works in a way where you apply a high temperature and high pressure and then you cool down, and during this process you take away the pores. We had realized that the cooling part of this cycle could be shortened drastically with some updates of the equipment. At the same time, additive manufacturing started to grow. They started, after awhile, to understand and realize that even though the process of additive manufacturing is a brilliant process, (you can do fantastic things in a short period of time), many times they ended up with porosity in the parts.
The aerospace industry, the medical implant industry, and others required that these pores be taken away. So, they reached out to us and wondered what we could do about this. When we said that the HIP cycle is perfect, you can remove the porosity from your part, they started to ask questions like, “Why do I need to heat treat it afterwards? Why do I need to do something else afterwards? Isn't this enough without gas to remove the porosity?” That is where we started to add one and one together to see, well, the cooling rates we can apply in our modern HIP system might actually be good enough to do this heat treat section. So, for materials that were suitable for this, we started to elaborate, and that is how we started to work with this and development it more and more.
DG: Let's talk about the difference, then, between traditionally HIPing and what this high pressure heat treatment is. Process-wise, what is the difference?
JH: Process-wise, as I explained a little bit briefly before, the HIP process is basically increasing the temperature in the furnace, or in the pressure vessel, and then we apply a high pressure. After the material has been under these conditions, we need to cool the pressure vessel to be able to take out these parts. The next step, in many cases, is a similar heat treat process, but without any pressure. So, basically, after the HIP step, you take out the parts from the HIP and you redo almost the same cycle, without pressure, just to be able to cool it faster and get the correct material properties. When we realized that this cooling step was high enough and that we can do it already in the HIP system, then we could basically remove that subsequent solutionizing step. Basically, it is applying the same cooling rate, as they had in the solutionized step, directly in the HIP unit. Combining these two is what we call high pressure heat treatment.
The systems we have are also capable of running pressure and temperature independently. If we take an additive part which is being printed on a build plate, you can, in principle, take that build plate, put it in one of our HIP systems, you can run a stress relief cycle to begin with where you only use an elevated temperature without any pressure whatsoever, you can increase the pressure and the temperature when you want to go into the HIP cycle, you can quench it down to do the solutionizing step and you can even, if you find it reasonable, do an aging step. This whole process could, in principle, remove four different steps. It is always a question of do you want to take the whole build plate and do that, or do you want to remove the parts from the build plate before you HIP and heat treat it, and so on and so forth. That is always up to the customers. The machines we provide are capable of taking care of the whole process, of doing it all.
DG: Doing it all- stress relief, HIP, age, or whatever. Just for clarity sake, you've got a typical HIP process, you're going to heat it up, put it under very high pressure, then, normally, if you didn't have the high pressure heat treatment capabilities, you would have to cool that part down which is typically cooled quite slowly in a conventional HIP unit, taking more time and whatnot. It then comes down to ambient, or close to ambient, where it can be held, you take it out, you put it back in another furnace (a normal furnace, not a HIP furnace), take the temperature back up, get it to the point where you want it, quick cool it, quench it, to a certain extent, to get the characteristics that you're looking for, and you're done. What we're talking about here is the combination of those two processes plus potential other things like stress relief, and all that, in a single unit, correct?
JH: Yes. This has very beneficial effects on time. Many of the HIP vendors do not have HIP and heat treatment in the same facility. Now we have sold a couple of units to some new HIP vendors that have this capacity, but, historically, the HIP vendors didn't have both HIP and heat treatment. First, the customer had to send it to a service provider for HIPing, they got the part back, they had to send it to somebody that could do the heat treat step, and then got the part back, and so on. The time, and specifically for additive manufacturing, is important. Keep in mind they can do a part pretty fast, anywhere between a day to two days, worst case a week, but then having to wait week after week after week to get the part back for the HIPing or for the heat treating.
DG: So there's a substantial, potential time savings, for sure; not just process savings in between furnaces, but the fact that you can buy one furnace and do both of those things.
Let's talk for just a second about what types of products are most effectively HIPed and/or, if we can, high pressure heat treated.
JH: As I said before, we really started to realize the potential with this technology with the additive manufacturing world. That is were we started to realized that we can actually make a difference here. Not only does it have a beneficial effect for the total time, but having the components under elevated temperature for a shorter period of time is actually beneficial for the microstructure; the grain doesn't grow as much. You can take the example, again, with the first HIP cycle with having that at a certain temperature, you cool it down slowly then you heat it up again to the same high temperature for a period of time before you quench it down. Well, then you exaggerate the component for high temperature under a much longer period. If you can do that in just one step, the component doesn't have to be in as high a temperature for such a long period of time which means that the grains don't grow as much which gives you a better microstructure and better material properties. That is one effect.
Another effect that we have realized is very beneficial is that when you're dealing with additive manufacturing, you end up, specifically if it's laser powder bed fusion, you end up with Argon in the pores and Argon cannot be dissolved into the material. With a HIPing process, the Argon pores are basically eliminated, in a way. However, if you heat it up again, these pores start to grow and they can grow back again and be bigger. So, if you remove that heat treat step afterwards, you don't have to be afraid of this pore growth again. That's another beneficial effect, from a metallurgical standpoint, that we have realized.
Additive manufacturing is very well suited for this. With that said, now we see a more increasing interest from the casting side, as well. With these new modern HIP units we have, we can cool with velocities of several thousand degrees per minute, a little dependent on what size, etc., but this has a very good effect on the microstructures on suitable materials like nickel-base super alloys and titanium aluminides, etc. The casting side is now starting to get very, very interested in this technology, as well, because basically it didn't exist before. We see a huge potential and we have seen an immense growth of requests for this technology the last couple of years.
DG: How about just straight powder metal? I know you're talking 3-D, but how about just straight powder metal manufacturing, because those parts tend to be a bit more porous than your normal wrought products, and things of that sort?
JH: If you talk about powder metallurgy and HIP, you typically need to have everything canned, in a way. Powder metallurgy, we call it near-net shape, for example, where you weld structures to a certain shape or form, you fill that with powder and then you HIP it and out comes a part which basically has a perfect microstructure. We haven't come so far yet to start to evaluate how that will be with this high pressure heat treat, but what we have seen with the interest of this is that a lot of the HIP cycles were developed many, many years ago. At the time, they didn't have the cooling capacity we have today and they ended up with cycles which were good, they took away the porosity. However, with the capability to modify both the temperature and the pressure, you can come to the same fully dense part. I'm over exaggerating a little bit, but if you have a high temperature, you can have a lower pressure. If you have a lower temperature, you can increase the pressure. So, we have also focused on having a very high pressure on all of our equipment because then you have this flexibility to get to the fully dense part in the best way. This is something I'm absolutely convinced that the powder metallurgy industry would be interested in and evaluating more, as well.
DG: For the people who might be interested in testing a part, or something like that, are there size restraints? Typically, what type of workzone are we talking about in a standard Quintus HIP unit?
JH: If we talk about today, what we have on the market for relatively high cooling rates, if we're talking cooling rates in the 200-300 C/minute or 400-500, almost 600 F/minute, the production units are at 2 feet diameter, give or take (660 mm), and around 6 feet high. But this is something that the next generation we are developing right now, we are approaching a meter and more than that, as well. So, it's just a matter of time to grow this. We've seen that there is the highest interest on the additive manufacturing market, which is why we have focused on that to begin with, now we're doing higher and I do not see any limitations in going up in diametrical size for this.
DG: But it is exponentially more difficult as you get wider, yes?
JH: Yes. It's a good comment you make. You have a much higher volume that you need to cool down. But, for the cooling rates, we see, at least today, most applicable where we talk about these, as I said, 200-300 C/minute, we definitely see possibilities to go over a meter in diameter and then we have large production sized HIP units. We do HIP units that are much bigger than that but if you start to get over 1 ½ meter and even bigger, then you're absolutely correct, then the cooling rates are drastically lower.
DG: Could you describe, for those who may not have ever seen or understand a HIP unit, and most specifically, a high pressure heat treatment HIP unit, what does it look like?
JH: I can start with a pressure vessel, basically. It's basically a cylinder where you put a furnace in and in this cylinder you can increase the pressure and in the furnace you can increase the temperature so you create a pressure vessel with high pressure and high temperature.
DG: And Johan, we're talking, typically, a vertical cylinder?
JH: Correct.
DG: And this high pressure vessel has a wall thickness of ….. ?
JH: That is a good question, Doug. Depending on size, of course, the wall thickness can be anywhere from a couple of inches to maybe the biggest wall thickness we have now is up to 200 millimeters, or something like that. Don't hold me to these numbers. But, the important thing is that you can do a pressure vessel design in two ways: Either you can use a very thick-walled cylinder to contain the high pressure, or you can do a thin-walled pressure vessel, and that is where the big difference is. At Quintus Technologies, we use a thin-walled pressure vessel and we apply a wire winding technology. So we pre stress this cylinder with a wire, but we can also apply cooling next to or in direct contact with this pressure vessel. What we do is create a heat exchanger with our whole system. We also apply cooling in the lower closures and in the upper closures so what you have is a water controlled pressure vessel with a furnace in and then we can actively control how fast we would like to cool the unit with controlling the cooling of the pressure vessel.
DG: I'm imaging, right away, thermal shock written all over this thing. You've got a high pressure, a vessel that's at high temperature and all of a sudden you guys slam in there because you want to drop temperatures 300-400 C, 400-500 F/minute, I'm seeing a lot of thermal shock going on. How do you deal with that?
JH: The gas that we are working with is Argon. Argon has an extremely good thermal conductivity. At high temperature it, sort of, takes care of the densification process in a very good way because it takes the heat from the gas into the material. What we then use is the colder gas in the lower region and we basically force that cold gas up into the furnace. But we don't do that with any specific high velocity. The velocities in pressure vessels are pretty moderate and continuous. And, of course, we have requirements on the pressure vessel wall. The pressure vessel walls are strictly monitored and controlled so they can never exceed certain temperatures. That's where we have our, sort of, safety function and control function.
We don't see any challenges with thermal shock. The alternative of having a thick-walled cylinder might have bigger challenges when you cool from one side. Then, you can end up with other challenges like thermal cracks, etc. But using a thin-walled solution as we do, we don't see any issues with this.
DG: The other major issue I would think you'd have with thick walls is you probably wouldn't be able to reach the cooling rates that you're talking about because you've got a huge heat sink sucking up all of that cold air.
A company that might be thinking about bringing this HIPing thing in-house and do high pressure heat treatment in-house, are they going to have to have any operational expertise? In other words, do you need to hire a PhD from Harvard, or someone like that, to operate this unit?
JH: No. Operating a HIP unit like this is not, according to Quintus, more difficult than operating other heat treat furnaces in any way. Of course you need a touch and feel for the unit, how it works, etc. This is taken care of during training when we deliver the systems. You don't have to have any PhD from Harvard to run and operate these units.
Doug, you've been in our Lewis Center office, and we have an application lab there. If someone is interested, we are more than wiling to take on customers or somebody that just wants to know more about the technology and take a look at it. They're more than welcome to contact me or Quintus and come and visit us.
The market is starting to get these machines out for operation. If you are a customer that would like to try these out and have a part that is bigger than our small lab furnaces can do, there are service providers out there on the market that can do this. We have companies like Accurate Grazing in Greenville, SC that have a couple of these units. We have Paulo up in Cleveland, OH and on the west coast we have Stack Metallurgical in Portland, OR. Even Canada has their first really fast unit now with Burloak and also Mexico has a company called HT-MX. For the bigger companies that decide to outsource, or any company that decides to outsource, this is a technology that is out there on the market.
DG: Your lab there in Lewis Center will help process or 'part validate', I assume, if somebody is interested in that? They can bring an idea, a problem or a part in development to you and you'll say, “Yes, here's what we can do and we can prove it by running it.”
JH: Absolutely. We have the thought that if somebody wants to evaluate this and are willing to work a little bit with us and maybe we can get some information back, we have this as a service for free. We are not a service provider in the sense that we compete with our customers, but if someone wants to evaluate the technology and are willing to talk with us and listen to us, this is a service we do for free.
DG: I'm going to ask you about giving out additional information where people can go to get more information, but I would like to let the listeners know that if you go to heattreattoday.com and in the search box just type in 'HIP' or 'HIPing' or 'hot isostatic pressing', you'll see a pretty healthy list of articles that appear there that aren't necessarily specific to high pressure heat treatment, just HIPing generally, but certainly there are articles there about high pressure heat treating, as well, from Quintus. You can also type Quintus into the search box and you would come up with quite a few things because you guys have provided us with some good content.
That's one place you can go if you want to find out more information. Johan, where can they go, what are you comfortable giving out as far as contact information for you and/or Quintus?
JH: Regarding information, they can go to our homepage, of course, Quintustechnologies.com. And don't forget the eBook, Doug. That's a very good description of HIPing. If you want to know more, download the eBook. That has a good description of not only high pressure heat treatment, but also HIPing and a little bit of history of HIPing.
Otherwise, you can contact me by going to the Quintus homepage and find contact information for me. We also have the application lab in Lewis Center. If it has to do with HIPing, it will end up in my in-box, sooner or later.
DG: You've got a good team there, by the way. We know some of your other folks who you work with that are very good people. If you're a listener and you're interested, you want to go to the Quintustechnologies.com homepage. You can search for Johan Hjärne on the Quintus homepage and you'll get Johan's contact information.
And yes, you make a very good point, don't forget the eBook on Heat TreatToday's site. You can get there simply by typing into your browser- heattreattoday.com/ebook and you'll go to our eBook homepage which has two eBooks on there right now, the most recent being the one from Quintus.
JH: I would also like to add something. We talked an awful lot about the U.S., but if there are any listeners from the rest of the world, we have an application lab where we have our head office in Västerås, Sweden, as well. That lab is even a little bit better equipped that our lab is, so that's a fantastic opportunity if you're not situated here in North America. We also have connections in China and Japan, but you can find more information about that on our homepage.
DG: Johan, thank you so much. Great to talk with you, thanks for your time.
Heat TreatToday publisher Doug Glenn discusses hot isostatic pressing with Cliff Orcutt of American Isostatic Presses, Inc. Learn about the revolution that is occurring in the heat treat industry and how it is being used across various manufacturing industries
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): First off, Cliff, I want to just welcome you to Heat Treat Radio. Welcome!
Cliff Orcutt (CO): Thank you.
DG: If you don't mind, let's give our listeners just a brief background about you.
CO: It's been 43 quick years in the industry. I, actually, did start as a child. My father was one of the original people at Battelle where it was patented in the '50s, so, I grew up under that. Right out of school, I went to work for his company, after he and another gentleman left Battelle, Mike Conaway, and they formed Conaway Pressure Systems. By the time I was 20, I had already installed 10 HIP units around the world and helped design and build the Mini Hipper.
I was involved in 1978 in moving the world's largest HIP unit from Battelle to Crucible Steel in Pittsburgh, which is now ATI. Also, in 1979/80, we installed the very large system for Babcock and Wilcox at the Naval Nuclear Fuel Division in Lynchburg, VA. Both of those units, 40 years later, are still running.
I'm also past president of the Advanced Materials Powder Association, part of MPIF, and I was also a director of their Isostatic Pressing Association. I am currently the chairman of the International HIP Committee. We put on the triennial HIP conference every 3 years.
DG: Is that part of APMI?
CO: It's actually its own group. It was formed by all of the people in HIP around the world, in Europe and Japan and the United States back in, maybe, 1983 or so.
DG: What's the name of the organization?
CO: It's called the International HIP Committee. It's kind of a loose organization which the only thing that we do is put on this conference and we bring in speakers from around the world and promote HIP technology, basically. Our last one was in Sydney, Australia in 2017. We were supposed to have one in October 2020 and now it's pushed until September of 2021.
DG: Where will that be?
CO: It's going to be in Columbus, Ohio because that was the original founding city. Every other conference, we move to the United States, Europe or Japan. So, it's coming back to the US. I'm in charge of it. We have some other good people on the board, including Mike Conaway, who was one of the original Battelle people. Victor Samarov is on the board helping us with the meeting, programming and so forth. People can visit www.hip2020.org to see information on that.
DG: I got you a little distracted on that. Keep going with your background.
CO: Personally, in these 43 years, I've installed over 200 units, hands on. I've flown about 5 million miles, I've been to 38 countries; you name it, I've been there, good ones and bad ones. In my early years, when my father started this company, they pulled about 6 people out of Battelle and they were, basically, my teachers. So, instead of going to educational school, I went to HIP school. We had some of the top people: Roger Pinney, Hugh Hanes, Don Woesner, Gary Felton and another gentleman, Bob Tavnner, all came out of there.
In 1979, my father passed away, and his company then sold to ASEA who then became ABB who then became ABB Flow and then they became Quintus now. That's how they have a location in Columbus, as well.
A couple of people, including Bob Tavnner, left and formed International Pressure Service. That was in 1983. They hired me as operations manager, and we grew to be a force to be reckoned with and the Japanese then bought us. At that time, Rajendra Persaud, or Reggie we call him, left and formed AIP (American Isostatic Presses) and I said, “Hey, Reggie, let's have a two person company again rather than two one-person companies.” That was 1992 and so, 28 years later, now we're a force to be reckoned with again.
DG: Tell us a little about AIP.
CO: American Isostatic Presses, when the Japanese bought us, we had a lot of technology and a lot of good people. Then they hired a new CEO and he decided he didn't want to continue building HIP units, he wanted to do something else. So, Reggie formed AIP and I joined him and we pulled 5 other people back from ITS. We sold our first big job in 1994 to Horus in Singapore, a multimillion dollar job, and took off from there and haven't looked back. We started on a shoestring, no venture capitalists, no dollars, and now we have 4 buildings and locations around the globe.
"We're just a high tech blacksmith, that's all it is. Instead of hitting something with a hammer, we're using gas pressure to squeeze on it."
DG: How many units do you think you guys have installed since 1994?
CO: As AIP, around 150. It's snowballing. In the last 5 years, we've sold 5 big units. Up until that time we were mainly mid and small. We had orders for some big ones but, unfortunately, we couldn't get export licenses for them. The technology that grew out of Battelle was based on nuclear fuel rods for the submarines. Admiral Rickover wanted to extend the life of the sub, so it was protected for quite some time. And then they also had missile nose cone technologies it was used for and that's still what they're protecting it for is missile nose cones.
We had some orders in the late '90s early 2000 through China for large equipment and we were denied. Then we were denied in India, so we kind of just got stuck with the smaller to mid-size units. Here recently, it's starting to expand. Things are loosening up a little bit.
DG: AIP today is selling not only in North America, obviously, but you're pretty much selling around the world, anywhere where it is legal to sell, you'll do it.
CO: Yes, if we can get an export license, we will put it in. Some of the rules have relaxed a little bit, and, with some countries, we're more friendly with them now.
DG: I think a lot of our listeners are probably not going to be as familiar with HIPing, hot isostatic pressing, as other more common “heat treat operations” like carburizing, hardening, annealing and that type of thing. Take us back, class 101: What is HIPing?
CO: We're just a high tech blacksmith, that's all it is. Instead of hitting something with a hammer, we're using gas pressure to squeeze on it. We heat it up hot, we put pressure on it, and we're basically densifying it, making it more dense, and getting rid of imperfections in the metal.
A lot of what's done is castings. When you have a casting, the metal is hot, so it's expanded. When it cools, it cools from the outside in, so it freezes on the outside first and then the center starts to shrink. It creates internal porosity. Most of that porosity is thermal shrinking which is a void. So, you put it back in our heat treatment, apply pressure to it and you get rid of the voids that are left. You make the casting dense and better grain structure and more homogenous. It increases fatigue in property strength. That's the number one use of it right now.
Second is probably powder metallurgy where you take powder metals and you can blend powders and you can start with different grain sizes and different materials. You put them in a container because the gas would go through the container if you didn't have something around it. So, you squeeze on the container and it densifies whatever is inside of it and you make a solid part. For example, a lot of powder metallurgy billets which are then used for extruding into other products or rolls and different things. We do a lot of pump bodies and valves for deep sea work, extruder barrels, you can bond things; there are a whole lot of applications.
DG: The two things I understand with HIPing are high temperature and high pressure. Give us a sense of high temperature. What does that mean? Is it hotter than a typical heat treat operation? And. how about the pressures? Give us a sense of what the pressures are looking like.
CO: A lot of people are familiar with sintering. That's where you just take the metal up, you sinter it and the grains merge together by melding and attractive forces. What we're doing is: we're not taking it up to those high temperatures to where the part actually is molten or melting, we're taking them up below that and applying pressure. Because of the pressure, we're basically pressurize sintering; we're adding force to make it sinter faster or better or at lower temperatures.
Usually, it's about 150 C degree less than sintering temperature. Again, it depends on the process of what we're trying to do with it. Typically, most parts are done around 15,000, some parts 30,000. Here, at AIP, we actually have test units up to 60,000 PSI and we've actually built 100,000 PSI HIP units. You're above the yield strength of some of the metals you're using. Most of the majority, again, in like castings, titaniums around 970, steels around 1225, but we go up to 2200 C for some things, even higher for like half-in carbide with people pushing it to 2300. It's pretty hot, a lot of pressure. Unfortunately, high temperature and high pressure costs money. You want to use the lowest pressure and the lowest temperature you can get by with, but sometimes you can't.
DG: It's harder, I would imagine. The way I've always heard it said is that the hotter it is, the more difficult it is to keep, let's say, that cylinder container that you're talking about. If it becomes hotter, it's harder to keep it together. I would guess you're right, when you've got higher temperatures, things tend to blow apart easier?
CO: Not so much. The temperature is contained in the middle of the pressure vessel, so you've got plenty of insulation around it and you keep your container cool. The goal there, in a HIP unit, because it's the expensive piece of item, you want maximize your work zone, that's where you have to have good engineering to make sure you do keep the container cool.
DG: Are most of those units water cooled jackets, or are they cold wall?
CO: They're almost all hot wall, but some of them are cooled internally and some of them are cooled externally. You still have loss to the metal, whether it's internal or external cooled, but internal gives you faster cooling than the external.
The big advantage of HIPing is, like with some materials like titanium, you can eliminate a lot of machining. Making chip that you can't really reuse real easy makes a lot of economic sense. Titanium is a very high melting temperature, so you can't take those chips and melt them cheaply. Aluminum, you can. A lot of aluminum, people can't afford to HIP it because you can just recast it.
HIP is an expense process. The equipment is expense. It uses argon gas. Swinging a hammer is cheap, but using gas pressure, it's so compressible, that you have to put a lot in. You can reclaim some, but the cost is still high. You're talking medical, aerospace and military, basically. Forty years ago, I thought every car would have HIP pistons. It's just not going to happen. They can't afford it. I do see Edelbrock and Trickflow both have HIPed aluminum race heads, though. If you get into where you have the economy of doing something like that, you can apply it. You're definitely going to get a better product, it's just price versus performance.
Watch an "oldie but goodie" on what HIP is.
DG: As far as why people want to do the HIPing, I guess, primarily, it's an elimination of, let's say, defects or inclusions or whatever, either cast parts or powder metal parts, you're increasing fatigue strength, and things of that sort.
Are there any other major reasons why people want to HIP?
CO: Well, there are some things you can't make other ways. In other words, it's like water and oil, you can't mix them very well and some metals you can't melt them and just make a molten bucket and pour it. In HIP, since you're starting with powders that are solid, you can blend things like graphite powder and steel. You couldn't blend them very well in a molten state, but in here, you can. And, you can squeeze it to solid, you can get interlocking and bonding and diffusion bonding materials that you couldn't otherwise. So, you can make things you couldn't make any other way.
Also, you can eliminate machining. For instance, you're making a titanium fitting that has a lot of holes on the inside, it might even be curved and really hard to drill, but you can lay it up and do powder metallurgy around it and make shapes that you couldn't make otherwise. A lot of parts are pressed and sintered for years, for instance, for transmissions. Something like that is real easy because it's a small disc and it's not very long. But, if you're trying to make a real long part that is a strange shape, you can't just press and sinter it. You can do it from HIPing. You can do big shapes that you couldn't get enough force on or you can't fit into a press dye. You can do big shapes that you couldn't get enough force on or you can't fit into a press dye. It opens up a lot of options. A missile nose cone, for instance. There is just almost no way to press and sinter a cone, but with HIPing you can make that shape and you can make it very uniform. There's really no other way to do it.
DG: I think that is one of the benefits of HIPing, from what I understand, it is absolutely equal pressure on all parts when you increase the pressure. It's not like you're only pushing on one part, like with a forge press, or something like that – equal pressure all round.
CO: Yes. And it gives you uniform density throughout the part, which is very difficult.
DG: HIPing is primarily used on castings, powder metal and things of that sort, helps us get a very clean part, if you will, to eliminate inclusions, and minimize the porosity.
You may have mentioned this before, but the actual history of HIPing. It started at Battelle?
CO: It started at Battelle [Memorial Institute], I think in '55 or '56. Again, for the nuclear fuel rods for cladding of the fuel rod. Four people were involved in the patent, two of them, Ed Hodge and Stan Paprocki, "the two others on the patent were Henry Saller and Russell Dayton" I worked for both of them over my years. It grew out of Battelle and then in 1975 is when my father and Mike Conaway left and formed Conaway Pressure Systems. That was kind of like the beginning of the commercialization of it. There were some other companies, like Autoclave Engineers, that were building high pressure equipment, but they weren't really offering packaged HIP units. Conaway Pressure, CPSI we called it, was really the origination of commercial HIPs as we know it.
DG: You hit on this a little bit, but I want to make sure that we're clear on it. You mentioned the industries that are using it, but let's just review that real quickly, and maybe if you can give any example of parts. You said, they've got to be higher value parts because the process is expensive, so we're looking at aerospace, medical and that type of thing. What primarily, at least in those two industries, and other industries if you want to list, are the parts being run?
We’re seeing a lot of application now in ceramics. We see pump plungers and ceramic bearings. Here, at AIP, we do a lot of military work for armor, boron carbides, spinell (21:03), things that are really hard, ceramics. . . You want them perfect because if they have a defect in it, that’s a starting point for a crack. A lot of brakes for jets and fighter jets.
CO: A lot of extruder barrels. What happens is you can use a solid steel chunk of metal for the barrel portion but then you can HIP or diffusion-bond powders on the inside of that barrel that might be very expensive. If you're doing something like a crane or something where the teeth are outside, you can weld on. A lot of times they'll weld on hard brittle materials that help you dig things with a digger. But on an extruder barrel, it's on the inside, it's internal; it's very hard to coat down on the inside. So, we can actually bond those powders to the inside of extruder barrels.
Another big application is sputtering targets. I don't know if you're familiar with sputtering targets, but they're basically sacrificial material that you plate onto other materials. The target is just something that is being hit with an electron beam inside a vacuum furnace. It creates a vapor and by charging the different particles you can attract them and plate things out. All of your mirrored windows, all of your hard drives, all of your CDs and DVDs, when you see that mirrored finish on there, that is a sputtered coating and those coatings come from these things we call targets. What happens is, if say, you're doing a chromium target, at the end, if you try to molten cast it, if you had a bath or a melt of chromium, it would get oxides in it and be terrible. But, you can make very pure powders. That's one of the good things about HIPing is they can make very pure powders by blowing argon through a stream and it makes nice pure powder. Then, we can put it in and squeeze it into a solid billet and make a target which then can be evaporated in the vacuum chamber for coating.
We're seeing a lot of application now in ceramics. We see pump plungers and ceramic bearings. Here, at AIP, we do a lot of military work for armor, boron carbides, spinell (21:03), things that are really hard, ceramics. . . You want them perfect because if they have a defect in it, that's a starting point for a crack. A lot of brakes for jets and fighter jets.
We have a process inside the HIP that we call carbon-carbon impregnation. We take pressure and we push the carbon into the 3D woven graphite fibers and make brakes and nose cones. Other materials like beryllium, it's very hard to make beryllium and machine it because it's kind of dangerous, and so forth. Again, they take powders and the HIP the beryllium to make things like space mirrors and other jet parts.
Now, we've got into more things like teeth and braces are being done with ceramics- new transparent braces made out of aluminum and different materials, zirconia caps for your teeth. Again, if you don't HIP them and they've got a defect in it, it will be like a plate when you drop it. But, if you get rid of that defect, now you've got something harder than steel. On the other end we're doing jewelry such as gold and platinum rings. The benefit there is you don't have porosity. If you have porosity, it's like trying to sand a sponge and you can never find a nice perfect surface. But if you've got rid of that and the sponge is now hard, then you can polish it and you're not taking off any material.
It hasn't really happened too much, but we're seeing rumblings on phone cases. A lot of those have been metal in the past, but now they want to do the magnetic charging and it doesn't work real well.
DG: It's got to be glass of some sort, right?
CO: Yes. We're competing with Gorilla Glass. Some companies are looking at transferring that to zirconia. The iPhone watch, or iWatch, they were making it in zirconia, and that's one of the applications and things like that. Ceramic rings, ceramic knives, ceramic scissors – they're all being HIPed.
On the diffusion front, like the vacuum plates for the fusion reactor, like ITER, they can bond copper to tungsten and different things. You couldn't really weld them, because if you try to weld tungsten, it gets real brittle and cracks, but you can diffusion bond materials and you can do things you couldn't do otherwise.
DG: Those are great examples, and I think that gives folks enough. Are there any other examples that jump to your mind that you think people ought to know about, or is that it?
CO: The big one right now is 3-D printing. There is a lot of interest in 3-D body parts, titanium, stents, spines, implants for teeth and screws. Just about anything you can put in 3-D, they're trying to print. The problem with 3-D is, it's not perfect yet. Maybe in 10 years it will be perfect, but they're making imperfect parts when they print them. If you put them in the HIP and squeeze on it, not you've got a pretty much perfect dense part that's bonded better, stronger, improved properties.
It also allows you to print faster, so maybe you'll want to print an imperfect part, but you can just print twice as fast, so you increase the range between the particle and speed up your process. Again, price versus performance. You look at what the benefits of the two ways are.
DG: I've got a question. In heat treating, a lot of times after heating, you have to worry about dimensional change of the part, right? So, I'm thinking to myself, you've got a cast part with some innate porosity and you put it in a HIPing unit. Do you have to compensate, or do you have to be careful about dimensional change, most notably, I would think, with pressure shrinkage of the part?
CO: Very little because it's isostatic and we're talking about micro macro small porosity. If you had a 1 inch hole in the center and you were squeezing that out, you might give it up, but microscopic particle size is really not that much. Now, in the powder metallurgy, we say it's isostatic but then you do have some of the stresses in the container that you put around it. You might see some distortion at the corners where you welded a container, and so forth. But, there's good software out there, there's good programming and things and a lot of empirical data. People can pretty much design to shape within a couple millimeters.
DG: You mentioned this earlier, but the gas that's used is predominantly argon, because it's a heavy gas?
CO: The reason we use argon is the furnaces we use can't run in air or oxygen. We have a choice of nitrogen or argon, the two commercial grade gases. Nitrogen also embrittles materials like molybdenum. It tears up our furnaces, so argon is the preferred choice. Also, it has poor thermal conductivity which is good for the insulating portion of the HIP unit and when you get it dense enough then it does conduct good enough that it works for the part. It's the all around cleanest, best gas but it's an inexpensive gas. We do use nitrogen on some things. A lot of ceramics like silicon nitride we'll use nitrogen, for different reasons.
One of the biggest issues right now is we see a lot of interest in oxide ceramics. I've got many customers that want us to build a real high temperature oxygen furnace and we're real close to issuing that. What it will allow is to actually sinter in the HIP unit at high temperatures under partial oxygen which hasn't been done yet.
DG: Let's change gears just a little bit. You actually have two sister companies. I want to ask you two questions and you can incorporate information about those sister companies with this: One, why would a company want to outsource a HIPing process? And, two, on the flip side of that, why would a company want to purchase their own HIPing equipment and do it in-house? Maybe you can address both of those, because you've got experience on both sides, based on your sister companies.
CO: The outsourcing is really easy. If you've only got one part to HIP, you're not going to buy a HIPing unit. It's quantity versus can you support the operation of the HIP unit. And, you've got to do it profitably. You've got to do everything profitably or you're not going to do anything. You've got to look at the capital equipment cost and the space. Maybe you don't have space in your building or you don't want to build a new building, or, maybe you just don't have the people that have the knowledge in HIPing and you don't want to hire and train a maintenance crew, and so forth. Even some big companies like Pratt &Whitney and Wyam-Gordon both owned massive HIP units at one time and they decided it was cheaper to sell the HIP unit to Bodycote and then outsource it.
Sometimes economics may play in there, but sometimes maybe you want to have in-house sourcing. Maybe your part is so heavy, you can't afford to ship it. Then, you look at that and say you might want to have your own HIP for that reason, or you've got so many parts, you just can't afford to box them all, ship them out and bring them back. So, there are reasons why you'd want to own your own HIP unit.
DG: You've got sister companies that do the service, right? AIP, American Isostatic Presses, the company that you're with specifically, they build the units. But you've got sister company that actually does the service. Tell us about them a little bit.
CO: When we started out, we were just going to build HIP units and we were selling to a lot of the toll companies and we still do. But, around 2004, after the economic downturn of 2001, we decided we would get into building our own pressure vessels. We hired an engineer, Dan Taylor from Hydropack, and started building pressure vessels because we thought we could do it better. Then we were looking at toll. A lot of people would come to use and say they were not happy with turnaround or other things and they asked if we could help them toll HIP? We kind of got drug into it. We didn't, again, want to step on our customer's toes, so we came out with a different name and sort of hid behind that a little bit and didn't really even market it for a long time. But then again we kept getting dragged in, so we opened another plant and now, this last year, we opened another one. I've never seen a toll HIP company go out of business yet or lose money. Equipment building is up and down, you're riding the waves. It helped us flatten the curve a little bit. It flattened out the cash flow curve and it helped us a lot. Our competitors weren't doing it. They still aren't really doing it like we're doing it. The original name was Isostatic Pressing Services (IPS), then when we did our plant in Oregon, we called it ITS, Isostatic Toll Services. The family wanted to have different names and different people involved and there are different investors. It's AIP, basically, but there are other family members in the Persaud family. In Spain, the big one we opened last year, it kept the ITS name, but there are five players in that one, so we're one of the players.
DG: So, the sister companies have Toll Services, I know one in Oregon. And one in Ohio?
CO: The other is in Mississippi and then one in Spain. The Ohio one is under the AIP name. Basically, what we do in Ohio is we do more research. We, again, are expanding here in Columbus. We are getting ready to build again and we'll start heading a little more into the production toll. We've got a couple customers that are, again, pulling us that way. But, right now, Columbus has 5 HIP units, up to abut 500 mm in diameter. Most of it is high temperature. In Columbus, we concentrate on 2000 C. All of our other plants are doing production work which is medical implants and turbine type parts and those are all 1225 C roughly.
DG: Let's talk about some of the more latest advances, some of the newer things that are coming onto the scene. You mentioned one, I know, and that was the ceramic oxides. Let's talk about that a little bit more, and also, are there any other advances in the HIPing world that we should know about.
CO: I've been in it from almost day one, and it hasn't changed much. If you look at HIP from 40 years ago and today, they'd look the same. We still use the same valves and fittings. The big thing that has changed is computer control. AIP was one of the very first, I won't say the first because, again, back at Battelle in 1973, they had a Foxboro PDP that was in the whole room and had tape reels in it. I remember seeing it run a HIP unit, you'd type in STOP and START. It was like a movie.
Around '93 or '94, AIP branched into computer control pretty hard and we've kind of led since then. It allows us to do a lot of things, number one is that we can run it remotely. So, in Mississippi, we actually run our plant from Columbus. They load it and we take it over here. Our guys here in Columbus, they run our units all night by staying at home and watching them. Computers really help us there. As for service, we were able to get on the computer and look at a piece of gear in Singapore and fix it. That's the thing that really helped us.
"Where we're advancing things is in furnace technology for high temperatures, getting these furnaces to last longer, making them more reliable. . . We're trying to hit the everyday guy and make him profitable, get parts in and parts out."
Where we're advancing things is in furnace technology for high temperatures, getting these furnaces to last longer, making them more reliable. That's kind of one of the keys because, again, with costs and the economics of HIP is you want not to have to be repairing it and replacing things all the time. That's what we concentrate on. We don't try to push the edge. I think some of our competitors really try to push the edge and do things that may or may not be beneficial or even needed, but they're just trying to push the edge of things. We're not. We're trying to hit the everyday guy and make him profitable, get parts in and parts out.
As far as the oxygen, that's because ceramics has been coming for a long time and it's still coming. It's just never really taken off yet, but sooner or later it has to because they're higher temperature, stronger materials in steels, it's just we are competing against forgings and we re competing against casting companies. That's kind of the whole thing with all the HIP companies. There are basically only four main players in the world. We are all kind of small. We all kind of try to work together as much as we can and we all make good equipment to try to advance HIPing technology. More than beating up on each other, we try to beat up on the forging companies and the casting companies. We want to take their business.
In the research here, a lot of what we're doing is trying to work on the higher temperatures and higher pressures. If you can go to higher pressure, you can drop the temperature which then minimizes grain growth. In many materials, that improves either clarity of the material, if it's a transparent ceramic, or it can improve the strength of a steel because you have better interlocking between small particles. We're trying to do a lot more in high pressure, high temperature than some of the other companies. A lot of the companies are just in the metals only; they really focus on that. We're doing some really odd things here. We do stuff that nobody else wants to fool with.
DG: And you have fun while you do it! I'm curious, just from my own purposes. I envision these things as kind of like bell furnaces, a cylinder. Is that true? And, how big, on average, is a HIP unit? What's the work zone dimensions, let's say?
CO: They start with our smallest one which is about the size of a desk and it has a work zone of about 3 inches x 4 inches. We can build a little bit smaller, but economy-wise, we just built that one small model and that is the smallest that anyone uses. It's the size you need for a tensile bar. Just about every university and lab has an AIP small unit. Then, they can go up to massive units. The large one in Japan that Quintus built is 82 inch hot zone. That's a big diameter. They're talking about a 100 inch or 110 inch hot zone.
DG: That's diameter. How tall was it?
CO: 3 meters. Some people are looking at 4 meters or even longer. I've been told that the Army said if you can put a whole tank in one, they'd do it. One of the drivers there is turbine blades. As the blades get bigger, like on jet engines, your turbo fan is the outer blades and so forth, those big shrouds as they get bigger, the gas economy gets better, so they would like to build massive engines and they would like some of those parts HIPed. They want really big HIP units. Another one is in nuclear reactors for small modular nuclear power. They'd like to replace some forgings and if they could do it with powder metallurgy lids, and so forth, and those need a 3mm diameter HIP unit. The majority of the work is in the 1 meter range.
Pulse plasma nitriding systems deliver uniform case-hardening and increased speed of processing when treating high wear parts.
Did you think purple was just a fashion statement? Explore the advantages, applications, and future of advanced pulse plasma nitriding in this Technical Tuesday.Heat TreatTodayhopes you enjoy this original content piece by technical writer Jeff Elliott in cooperation with PVA TePla.
Jeff Elliott Technical Writer Source: Jeff Elliott
When case-hardening the surface of steel, or steel alloy parts, commonly used in the transportation industry, such as gears, crank pins, dies, camshafts, the options have traditionally included one-of-three processes: carburizing, salt-bath nitrocarburizing and gas nitriding. Each process has advantages and disadvantages, but those seeking more precise control of the diffusion layer formation, depth of case hardening, and preservation of component dimensions are increasingly turning to plasma nitriding.
Although pulse plasma has been utilized for decades, advanced pulse plasma nitriding offers absolute control of the DC (direct current) pulsing signal. In addition, improved chamber design and construction allow for more precise temperature control and uniform distribution of the heat zone throughout the hot-wall chamber. The result is extremely consistent and uniform nitriding batch-to-batch and part-to-part, with less gas consumption.
“The benefits are more precise control of the diffusion layers, and its broader appeal to heat treat more diverse materials, beyond steel, that include titanium, stainless steel, and even aluminum,” says Thomas Palamides, senior product and sales manager at PVA TePla America.
In addition, commercial heat treat shops and high-volume part producers can now select from multiple system configurations that offer flexibility, efficiency, repeatability, and throughput optimization. As a result, global manufacturers in machined parts, tool design, die forming, die cutting, medical device manufacturing, additive manufacturing, electric vehicles, trains, electric generators, and land-based power systems are now leveraging these systems to run a cleaner, more efficient operation.
Pulse Plasma Nitriding Advantages
For steel and steel alloys, case-hardening can be achieved by carburizing, nitriding, cyaniding, or carbonitriding. Although carburizing is a traditional approach, the part has to be raised above the A3 temperature (727°C or 1341°F) on the Iron-Carbon diagram, usually in the temperature range of 900-930°C (1652-1706°F) or higher. Since the solubility of carbon is higher in the austenitic state, than the ferritic state, a fully austenitic state is required for carburizing.
Along with the high temperatures and time-at-temperature associated with carburizing, parts can be distorted. Depending on the part, and its geometric tolerances, limited machining may also be required.
An alternative to carburizing is nitriding, a lower-temperature, time-dependent, thermo-chemical process used to diffuse nitrogen into the surface of metal.
Superior controls for the DC pulsing signal and improved chamber design allow for more precise temperature control. Source: Jeff Elliott
One method is salt bath nitriding. In this process, liquid immersion is required, and is typically conducted at 550 to 570°C (1022 to 1058°F). The source of nitrogen is a nitrogen-containing salt, such as sodium cyanide, often greater than 50% in concentration. However, with salt bath nitriding, post-bath cleaning is required to remove the residual cyanide-based treatment. In addition, there are disposal costs for salt and washing , also known as sodium hydroxide, environmental handling costs, as well as safety and operational liabilities.
Gas nitriding (500oC or 932°F) and gas nitrocarburizing (540-580oC or 1004-1076°F) are universally accepted procedures, and typically require a high concentration of ammonia (NH3), and a high amount of carrier gas flow (normal pressure process) compared with pulse plasma nitriding. The elemental nitrogen gas constituent diffuses into iron and forms hard nitrides. Because of the reduced temperature compared to carburizing, no quenching is necessary, and therefore the chance for distortion and cracking are lower.
Several disadvantages of gas nitriding are that it requires the use of flammable gases like ammonia, and high gas consumption compared to pulse plasma. Gas nitriding is also not able to treat rust- and acid-resistant steels (i.e. stainless steels with greater than 12% Cr content) due to the impenetrable layer of the protective surface oxide layer. Where as the energized pulsed plasma signal, during heat up, allows for the dissolution, or breakdown, of this thin protective layer, in effect cleaning the surface, allowing atomic nitrogen to penetrate.
With recent advancements in pulse plasma nitriding, however, a new level of precision and control is possible which results in uniform and consistent case hardening. Together with the advantages of using environmentally friendly gases only – in contrast to the use of ammonia in gas nitriding – plasma-based nitriding has become a focal point for additional innovations and a requirement for those that seek a more environmentally and safe solution.
In pulse plasma nitriding, parts are loaded into a heated vacuum chamber. After evacuating the chamber to a working pressure of 50 to 400 Pa, on a supporting fixture, to be covered by a bell chamber. The chamber is evacuated to below 10 Pa (7.5 x 10-2 Torr) prior to heating and a pulsating DC voltage of several hundred volts is applied between the charge (cathode) and the chamber wall (anode). The process gas in the chamber is then ionized and becomes electrically conducting. For this type of process, nitrogen and hydrogen gas mixtures and gases with carbon additions, like methane are often utilized.
Depending on treatment time and temperature, nitrogen atoms diffuse into the outer zone of components and form a diffusion zone. This can be is atomic nitrogen, dissolved in the iron lattice, as well as in the form of included nitrate deposition.
With recent advancements in pulse plasma nitriding, a new level of precision and control is possible. Source: Jeff Elliott
Adding further precision, innovators in advanced pulse plasma have discovered methods to optimize the process through better control of the pulses. In the PulsPlasma® process developed by PVA TePla AG Industrial Vacuum Systems, for example, a precision regulated gas mixture of nitrogen, hydrogen, and carbon-based methane is used. A pulsating DC voltage signal of several hundred volts is delivered in less than 10 microseconds per pulse to ionize the gas. This serves to maximize the time between pulses for superior temperature control throughout the chamber.
“If you have a temperature variance of plus-minus 10 degrees within a batch, you will get completely different treatment results,” says Dietmar Voigtländer, sales manager at PlaTeG – Product Group with PVA Industry Vacuum Systems (IVS), Wettenberg, Germany, the manufacturer of PulsPlasma nitriding systems. “However, by controlling the pulse current by means of an exact pulse on and off time management, the overall temperature can be precisely managed with a uniform distribution, from top to bottom, throughout the hot wall chamber.”
A unique feature with this approach is that the system can be switched on to a stable glow discharge at room temperature. Most systems cannot do this because the generators do not supply stable plasma. To compensate, those systems must first be heated to 300-350°C (572-662°F) before plasma can be applied, adding time to the process.
[blocktext align="left"]“The benefits are more precise control of the diffusion layers, and its broader appeal to heat treat more diverse materials, beyond steel, that include titanium, stainless steel, and even aluminum." -Thomas Palamides, PVA TePla America.[/blocktext]Even the materials of construction used to manufacture the nitriding systems furnace itself have been optimized. In all systems, PlaTeG uses insulative materials developed in the aerospace industry to create a furnace wall as thin as 40 millimeters, compared to the industry standard of 150 millimeters. With less wall mass, the furnace requires less energy and time to heat, while still protecting workers that may accidentally touch the outside of the chamber.
With better overall control, advanced pulse nitriding furnaces offer multiple heating and cooling zones with each controlled by its own thermocouple. “This will create a very uniform temperature distribution within plus or minus 5 degrees Celsius (9 degrees Fahrenheit) from the bottom to the top of the furnace,” said Voigtländer.
Uniformity of temperature within a chamber pays a dividend beyond the consistency of nitriding results. With an even temperature throughout the chamber, the entire space is available for loading components which effectively increases the chamber’s capacity.
Stainless Steel – a Softer Steel
One of the key advantages of pulse plasma nitriding is that it is more suited to heat treating of high alloy materials such as stainless steel. When working with steels that have a higher chromium content, liquid nitriding can react with chromium and other elements, resulting in a loss of corrosion resistance.
Stainless steel has a natural passivation layer of chromium oxide, which inhibits corrosion. To bring nitrogen into the material, the chromium oxide layer must first be removed. With gas nitriding, removal of the passivation layer requires the application of a special gas chemistry, stainless steels can also be nitrided in salt baths, but only with a sacrifice of some level of corrosion resistance.
In the case of PulsPlasma nitriding, the treatment is applied directly through controlled ionic bombardment of the surface. By choosing a nitriding temperature below 450°C (or 842°F), and with exact control of the gas mixture, the material surface can be treated without reducing the corrosion resistance of the material.
Dies, Stamping & Injection Molds – a Harder Steel
Today, various molds and dies are used to shape everything from plastic bottles, to automobile quarter panels, to extruded wire, to metal injection molded (MIM) parts. Depending on the intricacy of the mold and die, it can cost a customer hundreds of thousands of dollars to fabricate. Customers require die longevity, while maintaining part tolerance, throughout the life of the die to ensure return-on-investment (ROI).
Despite being made of hardened steel, however, injecting melted resins at high temperatures and pressure into cavities over thousands of cycles begins to wear away and erode die edges, cavities, and moving components. Even the thermoplastic material can be abrasive, acting like sandpaper or leaving residue that wears down the surface. With the ever-increasing utilization of even more abrasive material, in the form of long glass and composite fibers, the amount of abrasion and friction within molds is increasing.
According to Voigtländer, pulse plasma nitriding is an ideal solution both to protect molds against damage and corrosion, but also because the diffusion of nitrogen increases the lubricity of the surface, facilitating quick removal of parts. “The diffusion of the nitrogen into the mold surface," he explains, "increases the fatigue strength of the material. In doing so, you can protect the surface against scratches… and increase the lifetime of the mold or die."
Sintered Parts
Pulse plasma nitriding also represents a strong option for sintered, or sinter hot isostatic pressing (HIP) components manufactured though additive manufacturing.
Salt baths have historically been used to nitride sintered components. However, the process of immersing components in molten salt makes it very difficult to remove the salt from open surface porosity. When gas nitriding is used, the nitriding atmosphere permeates all open pores resulting in the entire component, the surface, and the core, being completely nitrided.
“With pulse plasma nitriding, the atmosphere goes through the pores and only the surface area is affected, leaving the core or base material soft,” said PVA’s Voigtländer. “Most designers prefer having a wear-resistant surface with a soft, elastic core.”
Increased Production Throughput
Nitriding is a batch process. Innovation in furnace design, through an optimized mechanical operation, can increase efficiency and increase production capacity. While the actual time for nitriding does not change, efficient loading and unloading scenarios plays an important part. The PlaTeG plant design can use any one of a Mono, Shuttle or Tandem footprint, to manage throughput, resources, and operations costs.
As a batch process, nitriding typically requires waiting for the prior batch to be treated, cooled, and unloaded before a new batch can be started. Shuttle and tandem extensions are now available to streamline the batch process.
Multiple system configurations can offer flexibility, efficiency, repeatability, and throughput optimization. Source: Jeff Elliott
With a shuttle extension, an additional vacuum chamber bottom may be added to a furnace. During a running nitriding process, the unloading of an earlier batch and the loading/preparing of a subsequent batch on the second vacuum chamber is possible. The cycle time therefore for two consecutive batches is reduced because of the overlapping of the time for unloading/loading of a vacuum chamber with the treatment time of the running process.
With a tandem extension there are two complete vacuum chambers which are operated alternately by the vacuum pumps, the process gas supply, the plasma generator and the control unit of the system. In situations such as unmanned weekend operations, an automatic process can be started and controlled for both batches in succession. With this type of operational structure, “it is possible to increase overall nitriding capacity by 30-60% annually,” according to Voigtländer.
Because plasma nitriding uses environmentally friendly nitrogen and hydrogen, the furnaces can be collocated with the machining of components without requiring a separate room. Moreover, the pulse plasma nitriding systems produce no polluting gases. This makes nitriding more efficient as part of an overall manufacturing process as an operator can locate the furnaces beside their drilling machines.
Pulse plasma offers significantly more precision in nitriding through the control of the mixture of gases, the controllability of glow discharge intervals, the design of the Pulsed signal, and the use of a highly insulated hot wall nitride furnace. Together with innovations in the design of the furnaces to streamline batch management in nitriding operations, manufacturers who depend on nitriding components can benefit from greater uniformity of results, better-protected materials, and increased throughput.
About the Author: Jeff Elliott is a Torrance, California-based technical writer. He has researched and written about industrial technologies and issues for the past 20 years. He wrote this article in cooperation with PVA TePla.
Heat Treat Todayis excited to bring you a NEW and FREE ebook this Technical Tuesday!
In an ever-changing world where production efficiency, reduced environmental impact, and improved process reliability are in focus, some well-known technologies are seeing a renaissance.
Hot isostatic pressing (HIP), is one such technology, which until now has been an essential process to densify porosity and improve the mechanical properties of materials for components. The outlook for HIP technology has never been brighter, helped by technology shifts that are accelerated by recent global events.
In this book written with the expert insights of Quintus Technologies, explore high pressure heat treating through the many facets of hot isostatic pressing.
Curious about proper gas atmospheres needed to meet high-tolerance standards for additive manufactured parts before, during, and after the heat treating process?
Learn about them in this detailed original content article from Heat TreatToday’sAerospace 2021 print magazine. The author, Lisa Mercando, Ph.D., is the marketing manager of strategic marketing & development at Air Products. You can access the other articles in our digital edition here. Enjoy the Technical Tuesday!
Lisa Mercando, Ph.D. Marketing Manager, Strategic Marketing & Development Air Products
In a world of rapid prototyping and production of metal components, it is imperative to have the proper gas atmosphere to produce quality parts. Argon, nitrogen, and helium are commonly used to create inert atmospheres in order to meet the high-tolerance standards required for additive manufactured (AM) aerospace parts. Industrial gases are used every step of the way from powder production to various additive manufacturing techniques to finishing processes that include heat treating and hot isostatic pressing (HIPing).
Inert gas atomization is the best method to obtain dense, spherical particles, which are best for AM applications where the desired particle size is usually less than 100 microns. Additionally, inert gas atomization greatly reduces risk for oxidation, providing a high level of powder purity and quality. Helium provides the best results when its superior heat transfer capabilities are needed. This process achieves the following properties: dense and spherical particles; high quality and purity metal powders; and narrow particle size distribution. We can provide high pressure gases for powder atomization and hydrogen-based atmospheres for powder reduction and annealing.
Image demonstrating metal additive manufacturing
To meet the high-tolerance standards required in additive manufacturing–particularly for aerospace–nitrogen and argon are commonly used to provide inert atmospheres. The use of helium, with its high thermal conductivity, offers an interesting option for minimizing the thermal distortion of elongated parts during printing. An inert atmosphere provides numerous benefits on a printed part by:
reducing oxidation of printed parts by lowering the oxygen concentration in the build chamber
improving safety through the inerting of combustible dust during powder handling and sieving
creating a stable printing environment by maintaining constant pressure in the print chamber
mitigating powder clumping in the feed tube
preventing part deformation by controlling thermal stress through effective cooling
Gas requirements differ based on the process being used and the material being printed.
Often, AM aerospace parts require additional processing to achieve the desired final properties. This is done mainly in the form of heat treating, sintering, or HIPing. All three processes have industrial gas requirements for preventing oxidation. Heat treating with argon, nitrogen, hydrogen, or a nitrogen/hydrogen blend can relieve internal stresses and enhance part properties such as strength, ductility, and hardness. In sintering applications, nitrogen/hydrogen blends or argon/hydrogen blends are important in producing near-net shape parts with increased strength and uniformity. High pressure argon is used in HIPing applications to provide fully dense parts with increased strength and reliability.
Image of a furnace heating metal parts
In addition to providing the bulk industrial gases required, the company has developed state-of-the-art process intelligence systems. These systems monitor atmosphere composition parameters to ensure the process is running with the desired gas atmospheres and provide alerts for any needed maintenance or adjustments. Decades of metals processing experience in gas supply, applications, process knowledge, and safety are applied to help improve heat treating efficiency and part quality.
Remote tank monitoring is one example of the company’s Process Intelligence™. Operators increasingly rely on data to closely track critical process parameters, such as the use and inventory of vital industrial gases. This tank monitoring system enables operators to remotely check their supply levels and monitor usage from a touch screen in the plant, on their laptop, or on their mobile device. Customized daily reports are a common way to stay current on their industrial gas supply.
For heat treatment operations using a furnace atmosphere that is flammable or potentially flammable, an inert purge gas – typically nitrogen – is utilized to help ensure safe operation. This system alerts operators to the condition of the liquid nitrogen supply and helps them remotely track their supply and usage of gases. Optional system alarms allow operators to safely initiate a controlled purge shutdown, enabling compliance with NFPA 86 by confirming they have adequate liquid storage levels, or ensuring their nitrogen piping temperature remains at a safe level. Typically installed near the furnace operation, the remote touch screen on the base station displays conditions of all bulk gas storage tanks and can use both audible and visual alarms to warn the operator of a potentially critical situation.
Tank Monitoring
In addition to using inert gases, such as nitrogen and argon for the 3D printing processes, GE Additive Manufacturing, located in Cincinnati, OH and a major manufacturing center for additive manufacturing, also performs post processing heat treatment/sintering on the metal parts to enhance part quality. Their capabilities allow for the production of quick, precise parts with high levels of accuracy, even on intricate shapes and geometries across multiple applications.
Conclusion
If you are prototyping and producing metal components, be sure to consider the importance of achieving the optimum gas atmosphere to efficiently make quality parts. The heat treat postprocessing of AM metal parts is often required to produce the high-quality parts specified for the aerospace industry.
About the Author: Dr. Lisa Mercando is the marketing manager, Strategic Marketing & Development, for Air Products’ metals processing industry. She has worked at Air Products for 28 years in a variety of roles and responsibilities and is the author of several patents and technical articles.







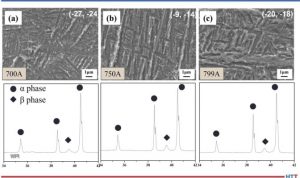
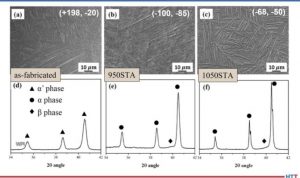
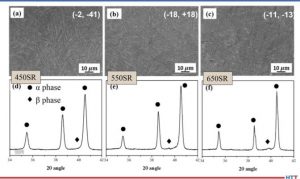
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com








 Heat Treat
Heat Treat