Why Induction Heating Is a Green Technology
![]() It seems like the world is going green! Induction heating is in the game with its green technology. It does not consume fossil fuels, nor does it produce any hazardous emissions or carbon dioxide (CO2). When compared to gas heating, induction offers a safer, cleaner, and more comfortable work environment. In this comprehensive article by Girish Dahake, Ph.D., senior vice president of Global Applications at Ambrell Corporation, discover more green benefits of induction heating that could make a difference for your business.
It seems like the world is going green! Induction heating is in the game with its green technology. It does not consume fossil fuels, nor does it produce any hazardous emissions or carbon dioxide (CO2). When compared to gas heating, induction offers a safer, cleaner, and more comfortable work environment. In this comprehensive article by Girish Dahake, Ph.D., senior vice president of Global Applications at Ambrell Corporation, discover more green benefits of induction heating that could make a difference for your business.
This Technical Tuesday article first appeared in Heat Treat Today’s May 2022 Induction Heating print edition.

Senior Vice President, Global Applications
Ambrell Corporation
What Is Induction Heating?
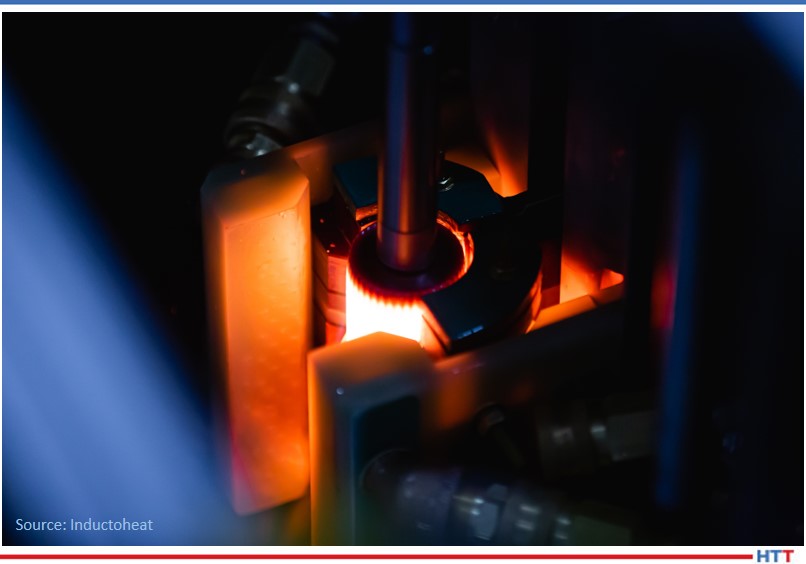
Induction heating is a fast, efficient, precise, repeatable, non-contact method for heating metals or other electrically conductive materials.
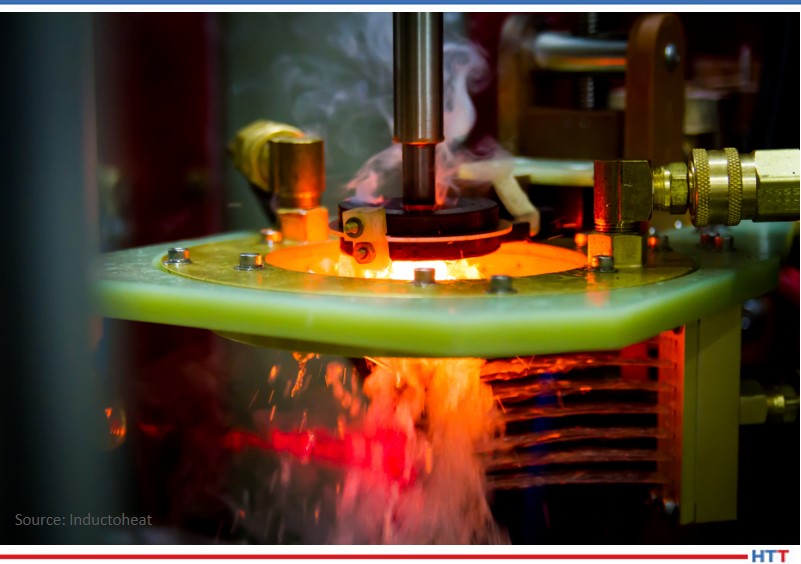
An induction heating system includes a power supply which converts line power to an alternating current. This current is delivered to a workhead and work coil creating an electromagnetic field within the coil. The workpiece is placed in the coil where this field induces a current, generating heat in the workpiece. The water-cooled coil is cool to the touch and is placed around or adjacent to the work piece. It does not touch the workpiece and heat is generated by the induced current flowing in the workpiece.
The workpiece can be a metal such as steel, copper, aluminum or brass, or a semiconductor such as carbon, graphite, or silicon carbide. Nonconductive materials such as plastics or glass are inductively heated using an electrically conductive susceptor, typically graphite.

Photo Source: Ambrell Corporation
What Makes Induction Heating Green?
Along with the many environmental benefits, induction heating offers numerous benefits to employees and the organization using the technology. It eliminates smoke, waste heat, noxious emissions, and loud noise.
Many processes that produce emissions can be converted to induction heating including:
- Flame preheating
- Flame brazing
- Flame melting
- Flame hardening
- Flame shrink fitting
- Gas fired oven heating
- Welding torches (for joining)
Along with improved air quality, there are several other safety benefits. They include:
- Reduction in risk of contact burns: Since induction heats only a zone of the workpiece, there are limited hot areas which lessens the risk of employee contact. This significantly reduces the risk of contact burns when compared to the outside of gas-heated ovens or exhaust systems.
- Zero explosive gases: Induction uses electricity for the energy source. This eliminates the handling of high-pressure explosive gases. Often these gases are transported in a hot crowded environment which increases the risk of catastrophic failure
- No ultraviolet (UV) exposure: Unlike flame heating, induction releases no UV into the environment. This eliminates the risk of UV damage that can occur to the skin and eyes of employees from flame heating sources.
Of course, with induction heating there are safety considerations. Proper installation, signage, employee training, personal protective equipment, and lockout procedures can help mitigate risk.
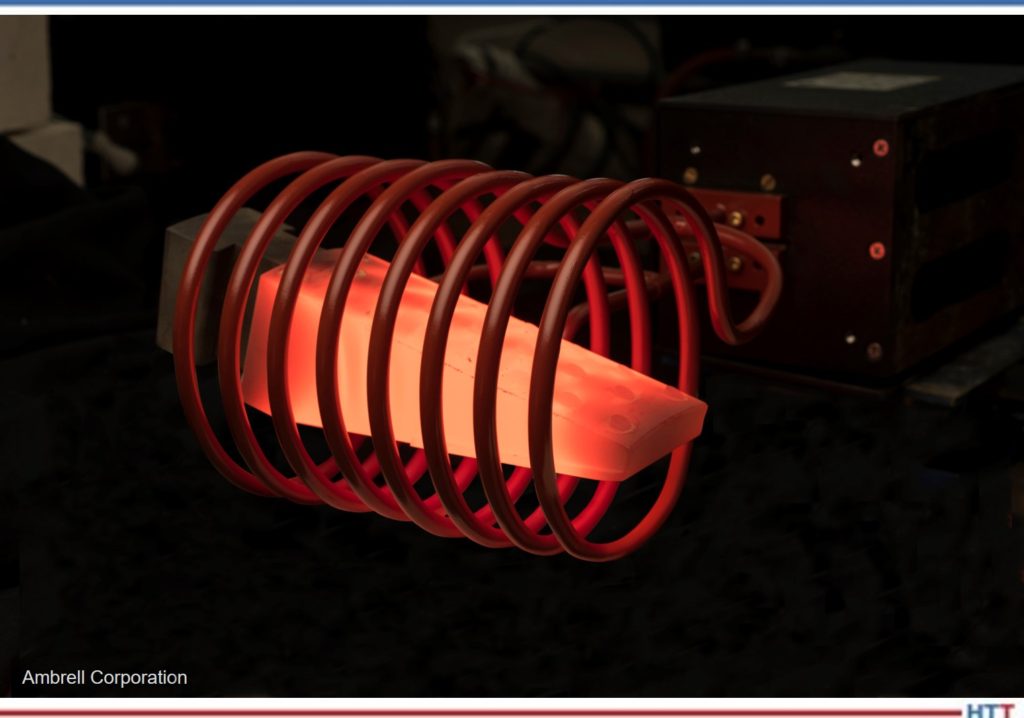
Photo Source: Ambrell Corporation
Induction Heating Is More Efficient
Induction is a uniquely energy-efficient heating process that converts 70–90% of the energy consumed into useful heat. When compared to electrical ovens, which are generally only 45% energy efficient, induction heating has two times the overall efficiency. Gas oven efficiency is typically only 25–30% energy efficient, indicating induction can be up to three times as efficient. Since induction requires no warm-up or cooldown cycle, startup and shutdown heat losses are eliminated. The repeatability and consistency of the induction heating process make it highly synergistic with energy-efficient automated systems.
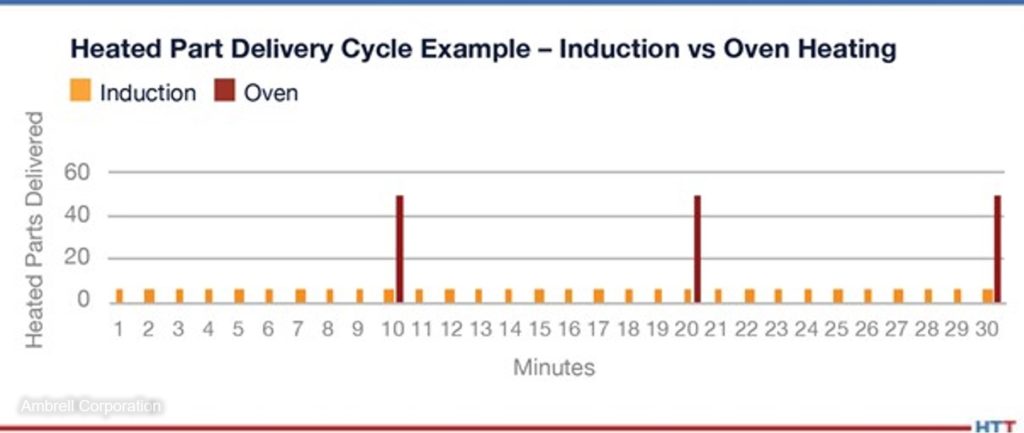
Induction Supplies More Consistent Output Than Oven Heating
The use of constant flow induction heating results in significantly higher efficiency than batch oven heating. Losses in both energy and time due to oven loading and unloading are eliminated with induction heating. Induction enables a consistent flow of parts which is even more critical if onward steps in the manufacturing process require heated parts. This reduces the heat loss from the part when it reaches the next step, thus increasing the overall efficiency of the cycle. This overall savings is not only realized in production efficiency but also results in the better use of heating energy.
Induction Can Be More Cost Effective Than an Oven
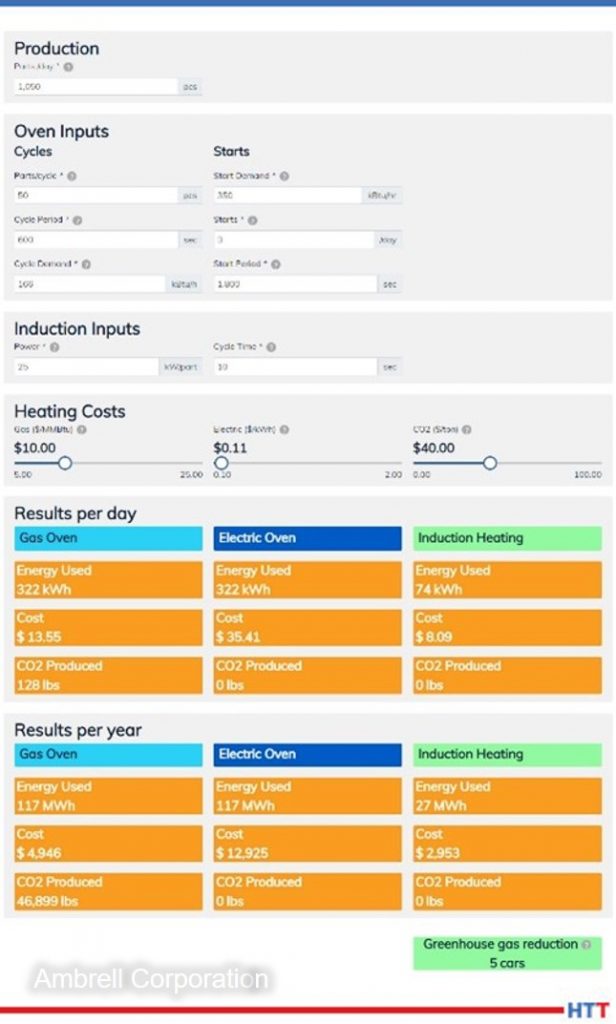
Photo Source: Ambrell Corporation
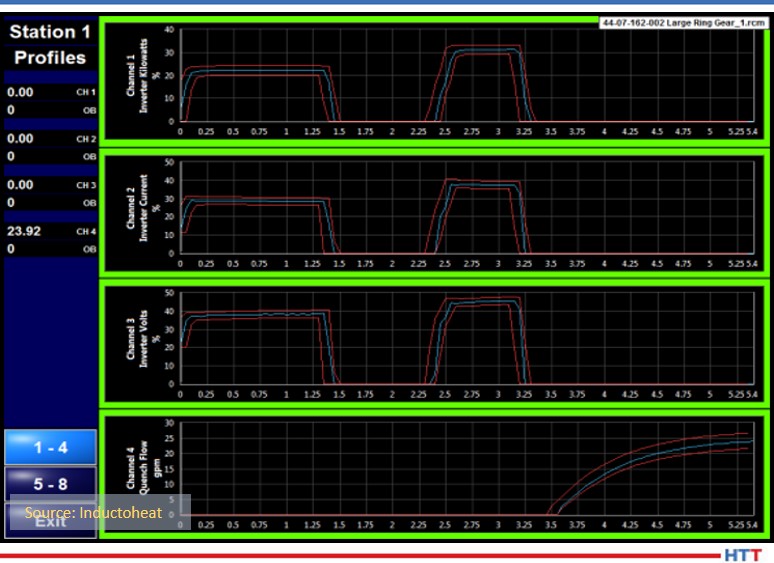
In this scenario (Figure 1), a client using an oven switches to induction. The environmental benefits are considerable. Given the inputs you see in the image, induction heating saves 128 lbs. of CO2 per day and over 46,899 lbs. per year. This is the equivalent of removing five internal combustion engine cars from the road.
The cost savings of induction heating compared to a gas oven are often considerable too, and the difference compared to an electric oven is typically even more significant. The cost variables depend on local rates, so we recommend using an energy calculator to apply your current rates. We have created one that is available at http://green-energy.ambrell.com.
Induction heating wastes little heat due to the direct transfer of energy to the workpiece, resulting in significant energy savings.
Is Induction Right for My Process?
Now that you have learned about the environmental benefits of induction heating that can result in utility savings, the question becomes: is induction right for your process? Induction is particularly ideal when you have a high-volume process that requires consistent part quality. That said, there are many scenarios where induction can be optimal. Induction manufacturers often offer complimentary feasibility testing. That is a great place to begin when determining if induction is the right fit for your process.
About the Author: Dr. Girish Dahake, senior vice president, Global Applications for Ambrell Corporation, has over 25 years of induction experience and leads a worldwide team of induction application experts. He holds multiple industry-related patents, has authored numerous papers, and frequently presents at professional conferences on topics such as induction heating, nanoparticle heating, and heat staking. He holds a Ph.D., in Mechanical and Aerospace Engineering from the University of Rochester.
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com

Why Induction Heating Is a Green Technology Read More »