U.S. Army Receives T901 Engines for UH-60 Black Hawk Flight Testing
The U.S Army recently received two T901 engines from a global aerospace propulsion, services, and systems provider. The engines have been slated for the Improved Turbine Engine Program’s UH-60 Black Hawk integration and testing.
The T901-GE-900 was developed by GE Aerospace in response to a need from the U.S. Army for increased power and reduced fuel consumption with a design that incorporates 3D-modeling, the use of ceramic matrix composites (CMCs), and 3D-printed (additive) parts. The use of CMCs and additive manufacturing enables the engine to produce more power with less weight.
Amy Gowder President & CEO Defense & Systems GE Aerospace Source: GE Aerospace
“This delivery represents the beginning of a new era and a pivotal moment in our ongoing work with the U.S. Army,” said Amy Gowder, president and CEO, Defense & Systems at GE Aerospace. “The T901 engine will ensure warfighters will have the performance, power, and reliability necessary to maintain a significant advantage on the battlefield.”
This transaction follows the first ever ground run of an aircraft powered by a T901 engine, which took place in April, when a T-901 engine powered Sikorsky’s Future Attack Reconnaissance Aircraft (FARA) prototype, Radar X, gathering data to support the engine’s integration into the service’s UH-60 Blackhawk and AH-64 Apache.
“Our team is immensely proud to announce the latest T901 deliveries to the U.S. Army,” said Tom Champion, director of GE Aerospace’s T901 program. “At every stage, these engines have demonstrated a level of performance that will undoubtedly help meet the demands of military missions for decades to come.”
Source: GE Aerospace
The next-generation rotorcraft engines were unboxed during a ceremony at Sikorsky’s facility in West Palm Beach, Florida.
Photo: GE Aerospace T901 engines unboxed during a ceremony at Sikorsky’s West Palm Beach facility. Source: GE Aerospace
The press release is available in its original form here.
An electrically heated drop bottom furnace with a traveling quench tank and a maintenance platform has been shipped to an aerospace company for the solution heat treatmentMike Grande Vice President of Sales Wisconsin Oven Corporation Source: Wisconsin Oven Corporationof aluminum parts.
Wisconsin Oven designed the drop bottom furnace with sufficient capacity to heat 600 pounds of aluminum per load and provide a quench delay that does not exceed 5 seconds. The system also includes a slow drop speed program to be used for heating applications that do not require a quench.
“This drop bottom furnace was designed with a 5 second quench delay, and a temperature uniformity of +/- 5°F at the set points 850°F and 1,100°F. In addition, the system was tested to be in compliance with AMS2750F, Class 1 furnaces and instrumentation Type C prior to shipment from our manufacturing facility,” said Mike Grande, vice president of sales at Wisconsin Oven.
The press release is available in its original form here.
NASA has selected Elementum 3D (a developer and supplier of metal additive manufacturing (AM) advanced materials, print parameters, and services) to be one of four companies that will produce and distribute GRX-810 material under a commercial co-exclusive license. This is a material that has undergone significant post-processing heat treat research.
The 3D printable high-temperature metal superalloy material has been noted as “breakthrough technology” and will be offered to original equipment manufacturers of airplanes and rockets as well as the entire supply chain.
NASA’s goal of the licensing agreement is to accelerate the adoption of GRX-810 to benefit U.S. technologies, industry, and space exploration. The 3D printer supplier notes that engineers are eager to print with a material capable of creating lighter and thinner engine parts, reducing fuel burn, lowering operating costs, increasing durability, and lowering the tolerance for failure for critical applications.
GRX-810 is an oxide dispersion strengthened (ODS) alloy that can endure higher temperatures and stress. Its strength is derived from the dispersion of tiny particles containing oxygen atoms. The breakthrough superalloy was specifically developed for the extreme temperatures and harsh conditions of aerospace applications, including liquid rocket engine injectors, combustors, turbines, and hot-section components, capable of enduring temperatures up to 1,100°C. Compared to other alloys, GRX-810 can endure higher temperatures and stress up to 2,500 times longer. It’s also 3.5 times better at flexing before breaking and twice as resistant to oxidation damage.
Jeremy Iten
Chief Technology Officer
Elementum 3D
Source: LinkedIn
Over the past nine years, Elementum 3D has gained extensive knowledge and experience in developing, commercializing, and distributing “impossible-to-print” dispersion-strengthened materials similar to GRX-810.
“We are excited to be working with Tim Smith and NASA to bring this exceptional new alloy to the commercial market,” said Jeremy Iten, chief technology officer at Elementum 3D.
NASA’s investment in developing GRX-810 demonstrates its dedication to advancing additive manufacturing. Elementum 3D and the other co-exclusive licensees now assume the responsibility of investing the time and resources to supply the industry with a stronger, more durable superalloy.
Precise heat treating is essential to enable components to withstand space exploration. In this Technical Tuesday, Mike Grande, vice president of Sales at Wisconsin Oven Corporation, discusses the role of aluminum solution treatment and aluminum aging in heat treating space exploration components.
This column was first released in Heat Treat Today March 2024 Aerospace Heat Treatprint edition.
Contact us with your Reader Feedback!
In space exploration, the various parts, electronic components, and materials used to make the rockets, crew capsules, rovers, and other equipment, are subjected to brutal extremes of temperature, vacuum, and radiation. In order to withstand these extreme environments without failure, the parts must be manufactured to very tight tolerances and precisely heat treated. Therefore, convection heat treatment emerges as a critical process in the manufacturing of space exploration components and materials, offering tight control over temperature profiles and the microstructure of materials.
Heat treatment involves heating a material to a specific temperature, holding it at that temperature for a certain duration, and then cooling it down at a controlled rate, which can be rapid or gradual, depending on the objective. The purpose of heat treatment is to improve the material’s mechanical properties, such as strength, ductility, and toughness. Probably the most common metal used in space exploration is aluminum. It is an excellent choice for spacecraft components because it is lightweight, durable, and has excellent thermal conductivity, which is necessary for components that need to dissipate heat.
The first stage of the Falcon 9, for example, utilizes four legs used during landing. They are manufactured from an extremely light, rigid, aluminum honeycomb material that also contains carbon fiber and has a very high strength to weight ratio. Another aluminum component common in space exploration is gas transfer tubes, used to transfer gases, such as methane, between chambers in the interior of rocket propulsion systems. Additionally, there are composite overwrapped pressure vessels (COPVs), which carry compressed fuels such as hydrogen and oxygen, among other gases. These are made of an aluminum tank covered with filament-wound, resin-impregnated composite material, which forms an extremely robust structure capable of withstanding the high pressures created by compressed gases and the rigors of high-speed propulsion. For aluminum to be useful in space applications, it must be heat treated to give it the strength and durability required.
Aluminum Solution Treatment
Since aluminum has such widespread use in space exploration, aluminum heat treatment plays a central role in this industry, with solution treatment and aging being the most common heat treatments utilized. All aluminum materials that require high strength are solution heat treated, then subsequently aged, in two separate heat treat processes. The purpose of solution heat treatment is to evenly dissolve the alloys contained in the aluminum, such as manganese, magnesium, copper, zinc, and silicon, and then rapidly quench it to retain the grain structure. The aluminum alloy is heated and held at a temperature of 800°F to 1000°F (420°C to 540°C), which is just below its melting point. The aluminum is then quenched in water or a water/glycol mixture quickly (within 7 to 15 seconds) to essentially “freeze” the microstructure before the alloying elements can redistribute themselves.
Aluminum Aging
After quenching, aluminum is precipitation hardened. Also known as artificial aging, this process involves heating the aluminum at a lower temperature, typically in the range of 200°F to 400°F (93°C to 204°C) for several hours. This final process dramatically increases the hardness, yield strength, and ultimate strength of the aluminum, making it suitable for use in space applications.
A solution treatment system for processing aluminum
The above is just a sample of the many types of heat treatments for materials used in space exploration. Other examples are annealing, tempering, normalizing, and hydrogen embrittlement relief, to name a few. In conclusion, heat treatment plays a critical role in the manufacturing of parts used in space exploration and is essential to the reliability and safety of space missions.
About the Author
Mike Grande,
Vice President
of Sales,
Wisconsin Oven
Corporation
Mike Grande has a 30+ year background in the heat processing industry, including ovens, furnaces, and infrared equipment. He has a BS in mechanical engineering from University of Wisconsin-Milwaukee and received his certification as an Energy Manager (CEM) from the Association of Energy Engineers in 2009. Mike is the vice president of Sales at Wisconsin Oven Corporation.
For more information: Contact sales@wisoven.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
EcoTitanium, a European plant for recycling and refining titanium alloys for critical applications, was opened in France in 2017. It was the first plant in Europe to melt titanium with a cold hearth furnace – a technology that allows users to recycle titanium reverts coming from forging and machining castings from the aerospace supply chain.
The SECO/WARWICK Group was chosen as the main supplier of advanced vacuum metallurgy technology for this strategic European project, securing the creation of an autonomous European titanium channel.
Sławomir Tomaszewski, director of the Vacuum Melting Furnaces Team in the SECO/WARWICK Group, comments, “The innovative VAR furnace will increase the Partner’s production capacity and can respond to the increased demand for titanium in Europe. EcoTitanium has created the first integrated titanium processing plants in Europe, which opens the door to European, ecological, and innovative solutions for the aerospace industry. We are glad that our Group is part of this strategic project and that Retech and SECO/WARWICK brand solutions constitute the core of the machine park.”
Earl Good Managing Director Retech Systems, LLC Source: Retech
“For EcoTitanium, we, as Retech and SECO/WARWICK, delivered two furnaces seven years ago: a plasma furnace (PAM) for consolidation and refining of titanium scrap using plasma torches operating in an inert gas atmosphere, and a VAR arc furnace for further refining of titanium ingots obtained from the PAM furnace. The current contract is a continuation of this project. We will deliver a second VAR furnace, which will significantly increase the Partner’s processing capabilities,” said Earl Good, managing director of Retech.
The new furnace’s advantage is its perfect fit into the customer’s existing infrastructure. For safe operation, VAR furnaces require complex construction work: a bunker, an explosive tunnel, as well as a dedicated control room located outside the furnace operating area.
This system is unique because current solutions in the field of furnace safety will be implemented at the design stage. These solutions result from both the experience gained by EcoTitanium and the SECO/WARWICK Group’s experience.
Source: SECO/WARWICK
“The delivery of this new VAR furnace will help us to secure our customer’s growing needs for producing titanium in the context of unprecedented production ramp-ups. We are pleased to open this new chapter of EcoTitanium’s history with our long-term partner SECO/WARWICK. SECO/WARWICK has indeed offered us best-in-class solutions in the field of vacuum metallurgy technology, in particular with its PAM systems from its Retech brand, which allows us to use around 75% of recycled materials and to divide by up to four the CO2 emissions created by titanium melting,” says Jean-François Juéry, president of EcoTitanium.
Titanium, a transition metal with unique properties, is valued for its strength-to-weight ratio. It has comparable durability to steel but is 50% lighter, making it an attractive choice for industries looking for strength without additional weight. The aerospace industry consumes over 30% of global demand, and the chemical sector another 40%. Additionally, titanium has found use in medicine, especially in joint replacement procedures, dental implants, and electronics.
This press release is available in its original form here.
The amazing materials that are produced through additive manufacturing (AM) and 3D machining often require post-processing heat treatments before these become final components that launch into space. What are the trends of AM/3D outside our planet, and what technical resources are available to you as you make one step into this field? This original content piece from the Heat Treat Today editors will help you understand where technology stands in 2024.
Why Does AM/3D Go to Space?
Contact us with your Reader Feedback!
A broad spectrum of industries have found the appeal of additively manufactured parts, industries ranging from mining to medical and automotive to space. Much of this has to do with complexity of components that new engineering techniques require, the desire to save on material costs, and the ability to condense lead time. For some, additive manufacturing is becoming essential to the space industry; as Tobias Brune, head of the Business Unit Additive Manufacturing at TRUMPF, has commented, “With our 3D printing technology, we are driving the commercialization of the space-travel industry. If you want to be successful in the space-travel industry today, you have to use additive manufacturing.”
When should you expect this transition? Now.
In January of this year (2024), the first metal 3D printer for space was launched to the Columbus module of the International Space Station (ISS). This is a very active, integrated sense of seeing AM in the aerospace industry, and test runs with this equipment will ensue.
Flight model of 3D Metal Printer Launched on NG-20 Source: ESA
The Exploration Company in Europe plans to use 3D printers from TRUMPF (laser specialist) to print core components in engines for spacecrafts. The intent: missions in Earth’s orbit and to the moon.
Heat Treat & thermal Processing Requirements of Post-ProcessingAM
If you are going to get involved in AM, it is essential to have the right equipment. One of the most talked about equipment is hot isostatic pressing (HIP) technology. Often, heat treat operations use HIP equipment for post-process heat treating in order to get the solid part they desire. For the most part, commercial heat treaters have positioned themselves to handle the R&D required to navigate the terrain of overcoming processing challenges of new/complex parts and creating standardizations. However, privateR&D facilities and departments are also building out their capabilities to handle AM in HIP.
However, so also have vacuum furnaces been a key leader in heat treating AM components. Here, commercial heat treaters have also made moves to expand their equipment/process offerings to accommodate AM parts.
So also do atmosphere considerations need to be considered, withgasses like H2 competing trying to capture the limelight.
Continue the Exploration: AM/3D Articles for Space
Looking for an introduction to the AM/3D topic for heat treaters? Begin with this article by Animesh Bose, an engineering pioneer: “The Role Of Heat Treat in Binder Jetting AM for Metals.” The article uncovers the history of one of the most important types of AM/3D manufacturing — binder jetting AM.
Then, take a step over for an industry focus on what “heat treatments for space” look like. Mike Grande eloquently summarized the current processes needed in space in this editorial from the March 2024 Aerospace print edition. Read “The Role of Heat Treatment in Space Exploration” in the digital edition of the magazine.
In-house or commercial? This article presents critical considerations of space components — with a particular emphasis on the importance of AM/3D — when considering how to grow your processing expertise and capabilities. Several examples from the frontlines of R&D are presented by Noel Brady in his article. Read the editorial, “Thermal Processing for Space and Additive Manufacturing,” for excellent illustrations.
Finally, hone in on the topic with a case study about developments in HIP technology for space component post-processing. This article begins with context confronting issues of structural integrity, especially of complex space components, with HIP. Andrew Cassese gets to the case study towards the end of his article, “High Pressure Prepares Parts for Space.”
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
IperionX Limited and Vegas Fastener Manufacturing, LLC (Vegas Fastener) have agreed to partner to develop and manufacture titanium alloy fasteners and precision components with IperionX’s advanced titanium products.
The commercial focus of this partnership is on developing and manufacturing titanium alloy fasteners and precision components for the U.S. Army Ground Vehicle Systems Center (GVSC), which is the United States Armed Forces’ research and development facility for advanced technology in ground systems. GSVC’s research and development includes robotics, autonomy, survivability, power, mobility, intelligent systems, maneuver support and sustainment.
Additionally, the partners will design, engineer and produce titanium fasteners for critical sectors such as the aerospace, naval, oil & gas, power generation, pulp & paper and chemical sectors. These sectors demand fasteners that provide not only high strength-to-weight ratios but also exceptional corrosion resistance for high-performance applications.
Vegas Fastener, headquartered in Las Vegas, Nevada, is a global leader in the development and manufacturing of high-performance fasteners and custom machined components. Together with its allied company, PowerGen Components, Vegas Fastener serves a diverse array of customers in the defense, marine, power generation, oil & gas, nuclear, chemical, and water infrastructure sectors. Vegas Fastener develops and manufactures precision high-performance fasteners using specialized alloys to meet demanding quality specifications.
IperionX’s leading titanium technology portfolio includes high-performance near-net shape titanium products, semi-finished titanium products, spherical titanium powder for additive manufacturing and metal injection molding, and angular titanium powder for a wide range of advanced manufacturing applications. These innovative patented technologies allow for sustainability and process energy efficiencies over the traditional Kroll titanium production process.
Image above: High-performance fasteners manufactured by Vegas Fastener
This press release is available in its original form here.
Solar Atmospheres, Inc. announced their most recent acquisition, Certified Metal Craft (CMC) located in El Cajon (an East County suburb of San Diego). With nearly 55 years of serving the Southern California region, CMC and the Wiederkehr Family have established themselves as a source for heat treating and brazing services. With the addition of CMC to the Solar Family of Companies, CMC establishes Solar’s 6th nationwide location and bolsters their West Coast presence.
Derek Dennis President Solar Atmospheres California
CMC has extensive capabilities to include vacuum, aluminum, atmospheric, endothermic, salt bath and cryogenic processing and currently employs 25 dedicated employees. Servicing the aerospace, medical, and commercial markets, CMC is Nadcap-accredited and holds a long list of customer and prime approvals. Tim Wiederkehr will immediately assume the role of V.P. of Operations and report to Derek Dennis, president of Solar Atmospheres of California, Inc.
Derek Dennis states “Solar is excited to welcome the dedicated CMC team into the growing nation of Solar companies.” He adds, “Together, we will continue to grow our west coast footprint while solidifying our industry leading approach of being the ‘go-to’ choice for all heat treating & brazing needs with an unwavering commitment to honesty and integrity in all relationships.”
This press release is available in its original form here.
Let’s discover new tricks and old tips on how to best heat treat, whatever your application.
In this Technical Tuesday, originally published in the March/April 2024 Aerospace Heat Treatprint edition, Heat Treat Today compiled top tips from experts around the industry to get the best results in your heat treat furnace by optimizing fixtures and fabrications.
#1 Welding Fabrications with Nickel Alloy
Contact us with your Reader Feedback!
“Heat resistant alloys used for heat treating fixtures, muffles, retorts, radiant tubes, and other parts are typically stainless steel or nickel-based austenitic alloys.
“Good welding practices for nickel alloys are centered on the need to remove heat as quickly as possible in order to minimize the time spent in the hot tearing range. The first consideration is to keep the heat input as low as possible to still get a full penetration weld. The actual input in kJ is dependent on the alloy being welded.”
Source: “Marc Glasser on the Tools and Trade Secrets of Heat Resistant Alloy Welding,” reprinted in Heat Treat Today, 2020.
#hottearingrange #austeniticalloys
#2 Consider Corrugated Inner Covers
Inner covers are a component of the batch annealing process in the steel industry. If your inner covers are vertically corrugated, consider horizontally corrugated inner covers instead. Horizontally corrugated inner covers are repairable and, for this reason, offer longer overall life and better value.
Source: Alloy Fabrications
#batchannealing #innercovers #maintenance
#3 Countermeasure To Combat CFC Failure
“It is important to consider the specific process conditions in advance so that unwanted reactions — from carburization to catastrophic melting of the workpieces — can be avoided. Effective countermeasures can be taken.”
Dr. Demmel gives the following countermeasures:
Ceramic oxide coatings such as aluminum oxide (Al2O3) or zirconium oxide (ZrO2) layers placed onto the CFC
Hybrid CFC fixtures having ceramics in key areas to avoid direct contact with metal workpieces
Alumina composite sheets
Boron nitride sprays
Special fixtures made of oxide ceramics
Source: Dr. Jorg Demmel, “CFC Fixture Advantages and Challenges, Part 2,” Aerospace Heat Treating (Heat Treat Today, March 2023).
#CFC #fixtures
#4 Allow for Thermal Expansion
When bringing furnaces to operating temperature, always be aware of thermal expansion of your alloy components. Muffles, retorts, and radiant tubes all expand with heat input. These components must be free to expand within the furnace or early failure may result.
Source: Alloy Fabrications
#thermalexpansion #heattreatfailure
#5 Batch Rotary Retorts — Stay Put and Stay Clean
Batch rotary retorts are positioned on furnace rollers at the front of the furnace. In time, these retorts expand until they no longer track on the rollers. Extend the life of your batch rotary retorts by using adjustable roller brackets (available from Alloy Engineering). And to keep the outlet tubes clean, use Alloy Engineering pigtails and augers to self-clean batch rotary retort outlet tubes.
Source: Alloy Fabrications
#thermalexpansion #heattreatfailure
#6 Corrosion at Every Corner
“[All] materials are chemically unstable in some environments and corrosive attacks will occur. It can often be predicted or modeled. . . In the real world, however, it is important to recognize the various forms of corrosion, namely:
Operating a hot isostatic press? The stages for HIP processing can become faster and more effective with gas detection technology. Learn about real-time leak detection analysis and continuous monitoring for outgassing.
ThisTechnical Tuesdayarticle byErik Cox, manager of New Business Development at Gencoa, was originally published inHeat Treat Today’sMarch/April 2024 Aerospaceprint edition.
The Problem in HIP
Hot isostatic pressing (HIP) is a widely employed method for densifying powders or cast and sintered parts. It involves subjecting materials to extreme conditions — high pressure (100–200 MPa) and high temperature (typically 1652°F–2282°F, or 900–1250°C) — in a specialized vessel.
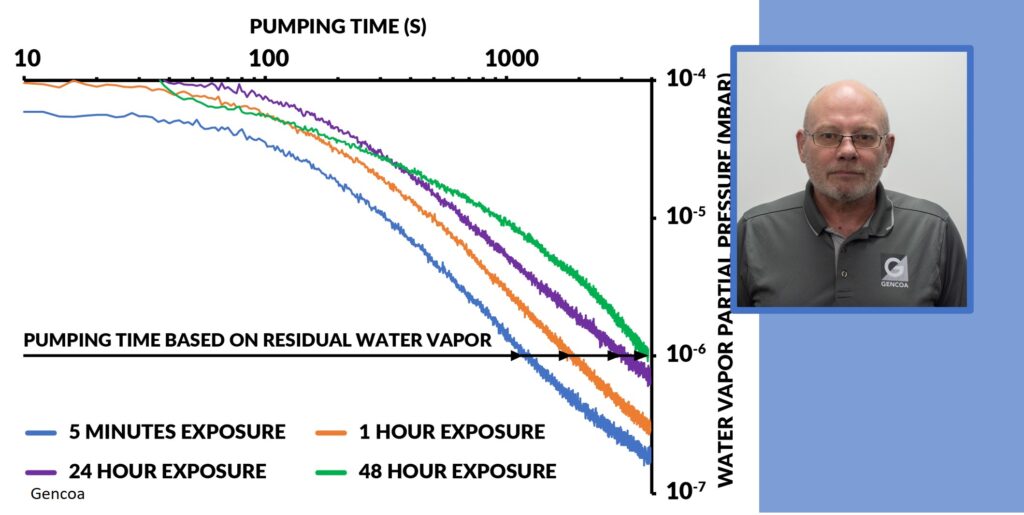
Contact us with your Reader Feedback!Figure 1. Pumping times based on residual water vapor
One aspect of HIP comes before introducing metal or ceramic powders to the vessel: Operators must test for any leaks in the canisters. This ensures that the proper HIP processing can be completed. Secondly, outgassing of the powder must be performed, and thirdly, outgassing the HIP chamber should be done. All three are essential steps that are typically time consuming and inefficient, but new gas detection technology can make this pre-processing stage faster and more effective.
Real-Time Analysis for Leak Detection
Leak detection is normally performed with a helium leak detector, which are expensive and require significant technical knowledge to operate. Some HIP processing providers simply forego leak checking of the canister, fill the HIP canister with powder, and perform the degas; but in this case, any leaks will be identified during the degas process, and powder must then be removed to repair the canister.
HIP users must look to technology that effectively detects leaks before they proceed to outgassing. One example of this is Gencoa’s Optix gas sensor: As the pumping procedure commences and pressure reaches 0.5 mbar (which typically occurs within 15–30 seconds), the device switches on and employs a sophisticated analysis of the nitrogen that enters the canister from the atmosphere to discern the leak rate of the canisters. When a leak is detected, argon gas can be sprayed around the canister to accurately detect the leak point and allow repair.
Outgassing: Traditional vs. Continuous Monitoring
Outgassing is a critical step in the preconditioning of powders for HIP processed components, involving the removal of adsorbed gases and water vapor from the metal powder through vacuum pumping. Traditionally, the endpoint for this process is not monitored, leading to an overly long vacuum pumping stage of up to several days to ensure that the powders are correctly prepared.
Th is challenge is addressed by providing continuous monitoring throughout the entire degassing process, reducing the time to degas through the ability of the Gencoa Optix gas sensor to precisely determine the degas endpoint.
Figure 2. Gencoa Optix
By offering real-time feedback and notifying users when degassing is complete, this sensor saves time and ensures the production of high-quality components with traceability. With the Optix, one user saw their degas times reduced from 24 hours to 4 hours. The sensor is capable of residual gas analysis, providing a comprehensive solution for improved productivity. Its wide-range pressure measurement capabilities, coupled with efficient leak checking of HIP processing enclosures, further enhance the overall operational efficiency.
Optix operates as a highly sensitive, stand-alone device that utilizes a small plasma (“light”) that detects the gas species present. This design ensures that the detector remains impervious to contamination or vacuum issues, maintaining continuous monitoring and avoiding potential damage. Because the device also eliminates the need for filament replacement or disassembly of components for maintenance, the design will perform at 100% operational uptime even in the harshest environments.
Indispensable Tools for HIP Processing
HIP operators need to maintain equipment efficiently and effectively, and technologies that integrate solutions not only enhance overall productivity, leak detection, and control of the degassing process, but are indispensable to improving the overall quality and traceability of components. Leveraging technologies that allow for early detection and increase uptime will only enhance the future HIP can offer to the AM-focused aerospace industry.
About the Author
Erik Cox, Manager of New Business Development, Gencoa
Dr. Erik Cox is a former research scientist with experience working in the U.S., Singapore, and Europe. Erik has a master’s degree in physics and a PhD from the University of Liverpool. As the manager of New Business Development at Gencoa, Erik plays a key role in identifying industry sectors outside of Gencoa’s traditional markets that can benefit from the company’s comprehensive portfolio of products and know-how.
For more information:
Contact Erik at sales@gencoa.com
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com