Rolls Royce has granted approval to Solar Atmospheres of Western Pennsylvania to conduct certain commercial aerospace heat treat processes. Rolls Royce requires strict specification requirements, strict process execution, and a daily commitment to quality processing from its suppliers in order for this to be granted.
Susan Generalovich, Quality Manager said: “The successful certification of our western Pennsylvania facility is a testament to our commitment to continual improvement, and to growing our business within the aerospace industry. We are excited about the opportunities this certification will allow and the added confidence it provides to our customers.”
More information about Solar Atmosphere’s Quality Certifications: click here.
A recently article in Crain’s Cleveland Business news (click here for full article) featured Component Repair Technologies (CRT), an aerospace heat treating company that performs a wide variety of in-house aircraft engine repair processes including machining, flame spray applications, welding, heat treat, chrome and nickel plating, shot peening, nondestructive testing, visual and dimensional inspection, and acid and alkaline cleaning . The company works on a wide variety of parts from several different engine models.
The Crain’s article featured a photo of a large vertical vacuum furnace manufactured by Solar Manufacturing, Inc. The furnace was designed and built specifically to CRT requirements.
The furnace is critical for CRT’s daily operations and has logged more than four thousand cycles since being commissioned over five years ago. The unit is in use virtually 24 hours a day, seven days a week. The furnace pictured has a working hot zone 84″ in diameter by 60″ high and will operate to 2400ºF in high vacuum conditions. The furnace has a hearth capacity of 5,000 lbs. and includes a 300 HP motor fan and heat exchanger for rapid argon gas quenching at up to two atmospheres overpressure. Under heating and in the vacuum mode, the furnace operates to the mid-10-5 Torr vacuum range — approximately the same vacuum level found on the surface of the moon.
(Photo courtesy: Component Repair Technologies, Inc. ) Elevator hearth vacuum furnace at Component Repair Technologies, Mentor, Ohio
Triumph Group, Inc. is proud to join forces with VAS Aero Services, LLC to provide airline operators with PW4168 nacelles for the A330. The comprehensive supply program will be supported out of Triumph’s Hot Springs, Arkansas, or Chonburi, Thailand, facility.
The alliance will assist Triumph in providing best-quality, timely maintenance services for PW4168 nacelles for its airline customers. The cooperation helps facilitate exchanges or leases that guarantee availability of spares to Triumph’s customers while their components are undergoing maintenance.
“We are excited about this opportunity to work with VAS Aero Services, one of the premier aftermarket service providers in the aviation industry,” said Mike Abram, executive vice president of Triumph Product Support. “Together we think we can bring unique value to the A330/PW4168 operators.”
“VAS has enjoyed a close relationship with Triumph, and we are delighted to expand on that with this new program,” said Tommy Hughes, CEO of VAS Aero Services.
VAS Aero Services, LLC is a provider of aftermarket services in the aviation industry. VAS Aero Services sources, warehouses, and markets aftermarket components across a broad range of aircraft and engine platforms and provides related services to airlines, leasing companies, and MRO providers around the world.
Triumph Group, Inc., headquartered in Berwyn, Pennsylvania, designs, engineers, manufactures, repairs and overhauls a broad portfolio of aircraft structures, components, accessories, subassemblies and systems. The company serves a broad, worldwide spectrum of the aviation industry, including original equipment manufacturers of commercial, regional, business and military aircraft and aircraft components, as well as commercial and regional airlines and air cargo carriers.
A new manufacturing technology – the Very Thick Plate Stretcher developed by Arconic– is complete. The Stretcher produces highly-differentiated aerospace and industrial plate. The investment in the Stretcher is backed by customer contracts, including one with Airbus, valued at approximately $1 billion. The project was completed on time with an investment of approximately $150 million, approximately $40 million under budget.
Located at the company’s facility in Davenport, Iowa, the Stretcher improves the performance of thick aluminum and aluminum-lithium plate in aerospace and industrial applications. The stretching process reduces stress introduced into the plate as part of the manufacturing process, resulting in a part that is more easily machined and processed by customers.
In aerospace, the Stretcher will not only enable Arconic to service the existing plate market, but also allow airframe builders to make large wing ribs, fuselage frames and bulkheads in new sizes and thickness. For example, one of the challenges composite wings face as they get larger is strength and stiffness, and the aluminum plate from this Stretcher will allow aircraft manufacturers to make aluminum wing ribs to address that issue. In the industrial market, plate from the Stretcher can be used in manufacturing molds and chambers for applications such as semiconductors.
“This investment was made to expand Arconic’s leadership in the aerospace market and create profitable growth in attractive industrial markets,” said Arconic Chairman and Chief Executive Officer Klaus Kleinfeld. “The Stretcher allows Arconic to offer a variety of new products: in aerospace, we can now help aircraft engineers push the boundaries of design and performance. In other industrial applications, such as semiconductors and consumer electronics, Stretcher material helps increase productivity and reduce cost. In both cases, Arconic will help create demand that we are uniquely positioned to meet. And making all of this possible is our team in Davenport, who delivered this massive project on time and $40 million under budget.”
Arconic’s Davenport facility is currently commissioning the Stretcher, and has begun qualifying material for its customers.
Aerospace Applications
In aerospace, the Stretcher material offers Arconic customers more design freedom and increased productivity. In addition to enabling the production of the largest high-strength monolithic wing ribs in the industry, the material from the Stretcher will also allow aerospace engineers to design aircraft in new ways, because plate of this size and scale is currently not available on the market. For example, Arconic’s Stretcher material allows airframers to create single-piece parts, which eliminates the need to join multiple pieces together, resulting in better production efficiency and lower weight.
Product shipments to aerospace customers are expected to begin in the fourth quarter of 2017.
Airbus was the first aerospace customer to include material from the new Stretcher in the $1 billion contract announced last year. Stretcher material is also a part of an agreement Arconic has with AMI Metals to support their contract with Lockheed Martin for production of the Joint Strike Fighter.
Industrial Applications
The Stretcher can be used to make some of the thickest, longest and widest plate for plastics manufacturing molds and on manufacturing chambers for the consumer electronics and semiconductor industries. For example, semiconductor manufacturers can use the thicker plate to increase the size of their manufacturing chambers, allowing them to make larger and/or more chips in the same amount of time, increasing productivity and saving cost.
Product shipments to industrial customers are expected to begin in the second quarter of 2017.
A North American based aerospace manufacturer is replacing two integral quench batch furnaces with an integrated vacuum furnace heat treat system. In addition to running low pressure carburizing (LPC), the vacuum heat treat furnace is also capable of austenitizing, brazing, gas quenching, cryogenic treating and tempering. The SyncroTherm(r) system, provided by ALD Vacuum Systems, Inc. a wholly owned subsidiary of Advanced Metallurgical Group N.V., is believed to be the first of its type to be installed west of the Mississippi. This is the third unit being installed in the aerospace industry capable of performing processes compliant with Nadcap (National Aerospace and Defense Contractors Accreditation Program). The vacuum heat treat furnace will have five independently controlled hot zones each rated for load sizes of 24″ x 20″ x 9″ high and up to 110 lbs. The complete systems will be a “lights-out,” fully-automated system with individual part tracking and complete process history retention along with a consistent process cadence.
This is the third in a series of articles by AMS 2750 expert, Jason Schulze. Please submit your AMS 2750 questions for Jason to Doug@HeatTreatToday.com.
Introduction
Of all the changes made to AMS2750 through the years, the Alternate Systems Accuracy Test (ALT SAT) is arguably the one that has had the largest impact within the heat treat industry. The requirements for the ALT SAT, as presented in AMS2750E, make up just 0.008% of the specification as a whole; yet these requirements account for an inordinate amount of time spent on discussion and debate.
Below, we’ll discuss the requirements of the ALT SAT as they are presented in both AMS2750E, and in the Nadcap Pyrometry Guide.
ALT SAT Applicability
Prior to revision E of AMS2750, a load thermocouple that was single-use, or which was replaced more often than the applicable SAT frequency, did not require an SAT of any kind. During the time period when Revision D was in effect, the Alternate SAT did not exist. This meant that if you used a load thermocouple and had a documented single-use statement or replacement schedule, which ensured the usage did not exceed the applicable SAT frequency within your internal procedures, that particular load sensor was not subject to the SAT requirements of AMS2750D.
AMS2750D page 14, paragraph 3.4.1.2
3.4.1.2 An SAT is not required for sensors whose only function is over-temperature control, load sensors that are limited to a single use (one furnace load/cycle), sensors not used for acceptance as part of production heat treatment, or load sensors whose replacement frequency is shorter than the SAT frequency. See 3.1.8.4 and 3.1.8.5.
When AMS2750E replaced AMS2750D, the ALT SAT was introduced. In addition to the ALT SAT, paragraphs 3.4.4 through 3.4.4.3 were also inserted:
AMS2750E pg 19, para 3.4.4
3.4.4 The SAT can be accomplished using any one of 3 methods:
3.4.4.1 Perform an SAT following the requirments in 3.4.5
3.4.4.2 Alternate SAT process defined in 3.4.6
3.4.4.3 SAT Waiver process, as described in 3.4.7
By stating that the SAT “…can be accomplished using any one of 3 methods”, this section has often been misinterpreted to mean that a supplier may simply choose which type of SAT they wish to implement. This is not the case.
An ALT SAT must be performed on any thermocouple that is either
single use, or
replaced more often that the applicable SAT frequency.
Throughout the industry, these two items typically apply to load thermocouples. As an example, let’s assume that a non-expendable load thermocouple is used in a furnace that is designated as a Type A, Class 5 furnace. This would put the standard SAT frequency at quarterly (no SAT extension & parts-furnace). If the non-expendable load thermocouple that was used had a documented replacement frequency of monthly, the ALT SAT requirements would apply to this particular load thermocouple.
In the example above, a supplier could not accomplish the SAT “…using any one of the 3 methods” – the ALT SAT requirements would be required for that particular load thermocouple system and would need to be accounted for in the supplier’s internal pyrometry procedure.
ALT SAT Requirements
The ALT SAT requirements can be split up into a single main requirement and two sub-requirements which suppliers may choose to implement. The main requirement is:
Calibration of instruments at the point at which the sensor is connected.
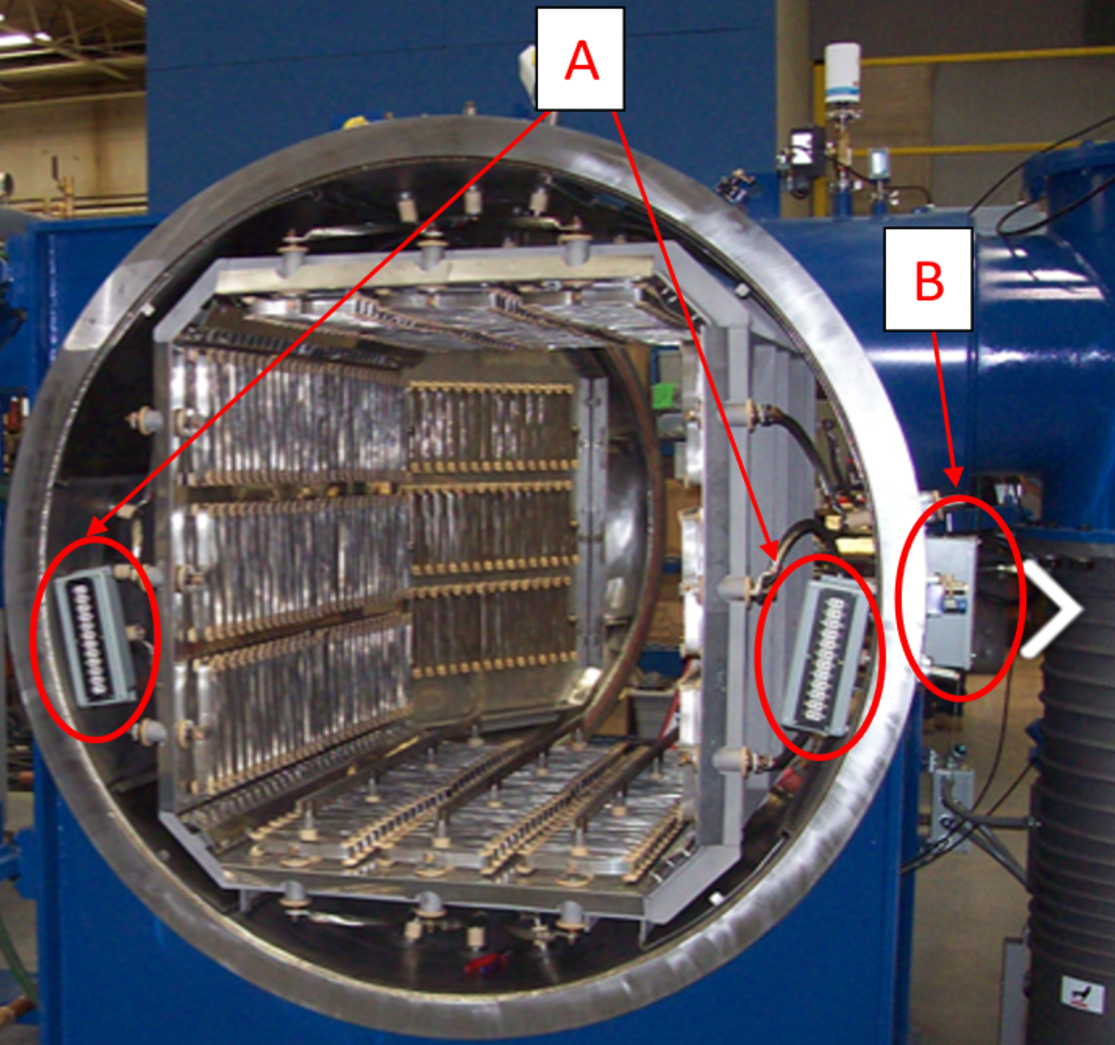
This means that, wherever the thermocouple is connected directly, instrument calibration must take place at this point. Let’s look at a vacuum furnace as an example.
Vacuum Furnace showing Location A and Location B for an Alternate SAT (photo courtesy: PVT Inc.)
Location A indicates where load thermocouples will be plugged in directly. Location B is where the extension wire from inside the furnace travels to the outside of the furnace and then on to the recording instruments. Location A is where the calibration of the recording instrument must take place per the ALT SAT requirements. This requirement in no way changes the standard requirements for instrument calibrations as they are presented in AMS2750E; it only specifies exactly where the instrument calibration must take place within the furnace sensor system. Your internal pyrometry procedure must state that this is a requirement.
The next paragraphs, 3.4.6.1.1 & 3.4.6.1.2, are where the supplier must read and understand both paragraphs in order to make a choice regarding which option best suits their furnace set-up and production. Let’s break both paragraphs down.
Option Number 1
3.4.6.1.1 - Establish appropriate calibration limits for sensors which when combined with the calibration of the instrument/lead wire and connector, will meet the SAT requirements of Table 6 or 7, as appropriate.
There are several ways to go about conforming to this paragraph. Keep in mind, that when choosing an option you are dealing with 2 variables; the error of the instrument which records the thermocouples in question and the error of the thermocouples themselves.
a) This option relieves you of one of the variables stated above. When calibrating your instruments which the thermocouples are plugged in to, ensure there is absolutely no error at all. Adjustments (offsets) may need to be made to accomplish this. This means that, if you do not permit offsets currently, you will either need to account for them in your procedures or choose option “b” below. Once you’ve established that your instrument has no error, you restrict the error of the thermocouples you purchase not to exceed the appropriate SAT difference stated in Table 6 or 7.
As an example, let’s assume you have a vacuum furnace that uses 2 load thermocouples which are single use only. The furnace is classified as a Type A, Class 2 furnace – this means the Maximum SAT difference is ±3°F or 0.3% of the reading. You would ensure that the recording instrument for those 2 channels recording the load temperature have no error. Then, order load thermocouples which have an error of ±3°F or 0.3% of the reading, or less.
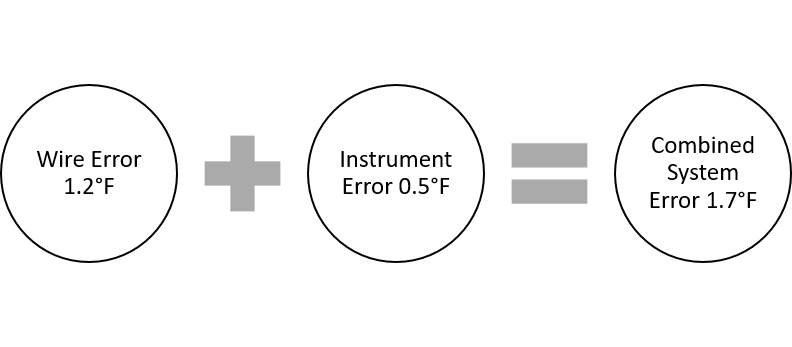
b) This option is most attractive to those who do not wish to allow offsets within their heat treat operation. To accomplish this, you compare the error of the specific channels of the instrument the thermocouples in question plug into, to the error of the thermocouples themselves. The resulting value cannot exceed the maximum error permitted for the appropriate furnace class. Internal pyrometry procedures specifically state how thermocouple wire will be received and the ALT SAT calculation accomplished prior to releasing the thermocouple wire to production. There are two variables that must be verified in this option. Anytime one of these two variables change, the calculation must be obtained. The Nadcap Pyrometry Reference Guide requires that this calculation be evaluated at the instrument (chart recorder) calibration points (min, max & middle 1/3rd.)
Overview of a Calculation – Single Temperature
For Your Consideration
There has been some confusion in the industry that the ALT SAT process, specifically Option B above, must be accomplished at the furnace. This misunderstanding includes suppliers using a Field Test Instrument to simulate the min, max and middle 1/3rd of the instrument calibration temperatures in an effort to obtain the error of the instrument channels in question. This amounts to nothing more than an additional instrument calibration; one could simply obtain the error from the current instrument calibration instead of performing extra work at the furnace.
Option A and B above would be performed as a desk operation; none of the tasks would be performed at the actual furnace.
Conclusion
The ALT SAT process has been successfully implemented by many suppliers in the Aerospace Industry; both Nadcap approved and non-Nadcap. As with any AMS2750E process, detailed procedures and training are key to executing the ALT SAT process.
Submit Your Questions
Please feel free to submit your questions and I will answer appropriately in future articles. Submit your questions by sending an email to doug@heattreattoday.com.
Triumph Group, Inc. was selected by Harbin Hafei Airbus Composite Manufacturing Centre Company Ltd. to supply composite parts for the Airbus A350 XWB aircraft. Triumph Precision Components’ Composites Center of Excellence site in Thailand will produce the composite details for the rudder, which will be assembled at HHACMC in Harbin, China.
The contract, valued at approximately $26M, covers the delivery of 700 shipsets of rudder component kits over the next 5–7 years for the A350 XWB program. Triumph leveraged recent investments in its Thailand facility to increase capability and expand capacity to position itself to win and execute this new agreement.
“We are pleased to enter into a new customer relationship with HHACMC,” said Ronald Vuz, president of Composites Center of Excellence site in Thailand. “Our focus on performance, coupled with our demonstrated ability to obtain the necessary qualifications and transfer work on schedule, provided us with this opportunity to further demonstrate our capability to produce complex composite aerostructures.”
This agreement allows Triumph to help meet the strong demand for services in the burgeoning Asian aerospace market. The Asia-Pacific region is expected to lead the market for new aircraft over the next 20 years.
Pratt & Whitney, a division of United Technologies Corp., announced today that it will invest approximately $386 million in its Columbus, Georgia, facility to increase the production of parts and maintenance services and to reduce costs for new and existing engine programs. The investments will go toward the purchase of automated machinery and equipment upgrades and construction of two new buildings on the property.
The building construction will include a 200,000-square-foot facility to overhaul GTF engines. A 20,000-square-foot specialized manufacturing facility and related infrastructure will also be built to house a new isothermal forge press that will be used to manufacture turbine disks and compressor rotors for Pratt & Whitney engines. Other upgrades to equipment and machinery are also planned.
“We’re investing heavily in our Columbus facility to support the increased production and services planned for our F135 and GTF engines,” said Chris Calio, president, Pratt & Whitney Commercial Engines. “This investment will help ensure that we have the appropriate infrastructure, tooling and trained workforce in place to provide the best products and services to our customers worldwide. The tremendous support we receive from the community and state have contributed to our success in Georgia.”
“Pratt & Whitney has maintained a presence in Muscogee County since 1984 and this latest expansion speaks to Georgia’s support for our robust aerospace industry,” said Georgia Gov. Nathan Deal. “Georgia’s pro-business structural framework and deep talent pool help to retain industry leaders such as Pratt & Whitney. By adding these new high-quality manufacturing jobs, Pratt & Whitney is making a significant investment in the Columbus community and we look forward to strengthening this longstanding partnership as the company continues to grow.”
Pratt & Whitney has also expanded its relationship with Columbus Technical College to provide new and existing employees with robust training programs. The school will offer four- to nine-week programs focused on aerospace mechanics and advanced manufacturing technologies to better support the company’s growth. This is one of several skills development programs the company has in place with community colleges and technical schools throughout the U.S.
“This announcement from Pratt & Whitney is the latest example of the hard work put forth every day by our economic development team locally and the professionals at the Georgia Department of Economic Development,” said Brian Anderson, president and CEO of the Greater Columbus Georgia Chamber of Commerce. “The project would not have happened without the tremendous relationships we have with the local Pratt & Whitney leadership team here in Columbus as well as those at both Pratt & Whitney and United Technologies Corporation in Connecticut.”
The Columbus Engine Center maintains PW1100G-JM, V2500, PW2000, F117 and F100 engines. Columbus Forge produces compressor airfoils and nickel and titanium forgings, which are machined into critical rotating components for Pratt & Whitney’s military and commercial engines. Both facilities are located on one campus about 90 miles south of Atlanta.
One hundred Boeing 737 planes are scheduled to be delivered from the first overseas factory in China beginning in 2018. China is expected to become the world’s first trillion-dollar aviation market within 20 years. Read more to find out what needs to be developed in order to support this new manufacturing.
VSMPO-AVISMA Corporation from Yekaterinburg (Russia) has granted SMS group the final acceptance certificate for the supplied ring rolling plant. The new plant produces jet engine rings made of titanium alloys.
With the new ring rolling plant, consisting of a PL 8000-V3 ring blank press, RAW 400/200-3500/800 DM radial-axial ring rolling machine and two RKP 500 and RKP 1350 ring expanders, the Russian company is extending its product portfolio for the aerospace industry, at the same time increasing its competitiveness with this newly built production line. VSMPO is one of the world’s largest producers of forgings made of titanium alloys and a strategic partner of leading aircraft manufacturers such as Boeing and Airbus.
A special feature of the ring rolling line at VSMPO is the combination of the forging and the ring rolling process. With this technology developed by SMS group, VSMPO is able to produce rings with extremely complex inside and outside profiles. Furthermore, the material input is far lower than with the conventional forging process that the company has employed to date. With this new production line, VSMPO can manufacture titanium rings with a diameter of up to 3,500 millimeters and a height of up to 800 millimeters.