Shane Eddy President Pratt & Whitney Source: LinkedIn
Pratt & Whitney staged a ribbon-cutting event for its new turbine airfoil plant in Asheville, NC. The plant forecasts 800 new jobs at the foundry location through 2027.
Described as an “advanced casting foundry,” the plant will have casting capability for airfoil structures for turbofan and high-pressure jet engines. Production of specialty alloy parts with directionally solidified and single-crystal oriented structures will take place along with onsite machining, coating, and finishing capabilities. The new airfoil operation in North Carolina will start in Q2 2023, casting airfoil structures for commercial and military jet engines.
“Pratt & Whitney’s new Asheville facility . . . will support growing demand for GTF engine-powered aircraft and for the F135 engine, which powers the F-35 Lightning II,” stated Shane Eddy, president of Pratt & Whitney.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The most recent launch of NASA’s Artemis 1 Mission included a large titanium manifold housing designed to rapidly propel astronauts away from the main rocket in case of a catastrophic explosion or any other unexpected event. This critical part was vacuum heat treated by Solar Atmospheres of Western PA.
Titanium manifold weldment after vacuum heat treatment and shown on the Artemis 1 Orion Spacecraft Source: NASAMichael Johnson Sales Manager Solar Atmospheres of Western PA
On Wednesday, November 16, 2022, NASA’s unmanned Orion spacecraft launched successfully from Cape Canaveral at 1:47 am for a six-week test flight around the moon and back. This launch marks the first iteration of NASA’s moon-to-Mars Artemis 1 program. For the 2014 Orion launch, NASA introduced the Launch Abort System (LAS). Once fired, the LAS will accelerate the astronauts away from the main rocket at forces up to 10 to 15 times normal gravity (“G’s”).
“Before the mighty Artemis rocket left Earth’s atmosphere with 8.8 million pounds of thrust, many of the components and support hardware had already experienced a lunar-like atmosphere here in western Pennsylvania,” commented Michael Johnson, sales director at Solar Atmospheres. “Many of the [6AL-4V] titanium and Inconel components were processed well below 1×10-5 Torr throughout thermal processing. Although our crew here on Earth were wearing nitrile gloves, it’s overwhelming to know we had a hand in heat treating these critical parts.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Trevor Jones President Solar Manufacturing, Inc. Source: Solar Manufacturing, Inc.
A vacuum furnace manufacturer in North America has acquired purchase orders for ten vacuum furnaces this 3rd quarter. The furnaces will be shipped to companies in the following market sectors: aerospace, commercial heat treating, and additive manufacturing.
Solar Manufacturing Inc. is based out of Pennsylvania, and the new systems will be sent to locations throughout North America. The various types of new furnace orders ranged in size from the compact Mentor® and Mentor® Pro series to a large production furnace with a work zone of up to 72” in length.
“[S]trong quotation activity levels seem to indicate customers are optimistic to expand after the pandemic ramifications continue to ease," commented Trevor Jones, President of Solar Manufacturing.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A heat treat system for use in the aerospace and defense industry was recently delivered to Tinker AFB, OK - USAF. The system is certified to AMS2750G and will be used to heat treat aluminum as well as other metals for use on military aircraft.
Richard B. Conway Founder/Director/ CTO DELTA H® Technologies, LLC Source: DELTA H
DELTA H® and Phillips Federal delivered the furnace to Tinker AFB, which will be used for for heat treating aviation grade aluminum for military purposes. Third party services for calibration and qualification were performed by Andrew Bassett, president of Aerospace Testing and Pyrometry. The certifications for instrumentation, temperature uniformity surveys, and system accuracy testing were completed through ATP’s new Aerospace Compliance Software (ASC) to AMS2750G.
The Dual Chamber Aerospace Heat Treat (DCAHT ®) system has a certified TUS volume of 24” wide, 16" high, 72" long. In addition to aluminum, the system can be used for PH stainless steel aging, as well as titanium and ferrous alloy processes. Training was provided to several operators, QC personnel, and two “Trainers” qualified to train other operators.
“As an USAF veteran," commented Richard B. Conway, founder, director, and CTO of DELTA H. "[I]t is a deep honor to do all we possibly can to assure that our Warfighters have the finest heat treating equipment available for defending our nation."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Readers are checking out recent AMS2750 Rev. G changes and want some more information from Heat Treat Today about a specific clarification. Read the correspondence about the implications of AMS2750 Rev. G paragraph 3.1.1.5 about how to measure junction construction.
Douglas Shuler, lead auditor at Pyro Consulting, has written numerous articles with Heat Treat Today about AMS2750 standards. Check them out by searching "Doug Shuler" at www.heattreattoday.com.
READER QUESTION: After combing the new AMS2750 Rev. G, I found that paragraph 3.1.1.5 no longer allows thermocouples to be tack welded directly to parts, OR to representative dummy parts. This has been standard practice for decades. So I dug into it further with the folks from PRI and it turns out to be true. They’re now expecting load thermocouples to be either placed inside of a part (ends twisted and inserted), or inside the hole of a dummy block.
I’d done some searching online and there isn’t a single source talking about this major change. This could lead to a lot of failed upcoming Nadcap audits.
Doug Shuler Lead Auditor Pyro Consulting
Douglas (Doug) Shuler (Pyro Consulting) for Heat Treat Today: Historically (i.e. prior to Rev. F), AMS2750 was silent on measuring junction construction. In Rev. F, the construction of the measuring junction was as follows:
Measuring junctions shall be made by any combination of twisting and/or welding the thermal elements provided there is no addition of filler metal.
This raised concerns about both the use of quick tips and spot welding to make the measuring junction. The AMEC AMS2750 revision team engaged with Cleveland Electric Laboratories to perform testing on these measuring junctions as compared to the twisting/welding combinations.
The conclusion of the tests were that both quick tips and spot welding to a part/heat sink became unstable at temperatures above 2000°F. The quick tip crimping point and the spot welds showed rapid oxidation and increased errors in a short period of time. Based on the results of these tests the AMEC AMS2750 revision team put forth the following update in Rev. G:
Measuring junctions shall be made by either of the following methods:
Any combination of twisting and/or welding the thermoelements provided there is no addition of filler metal (including ungrounded and grounded MIMS).
Spot welding the thermoelements directly to a part, simulated part, or heat sink is permitted for temperatures ≤2000°F or 1100°C.
This allows spot welding measuring junctions for process temperatures at or lower than 2000°F. The team and AMEC members decided that quick tips were to unstable to permit their use going forward.
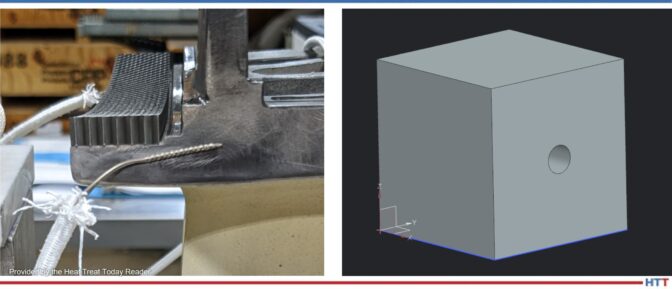
READER FOLLOW-UP: Our current method that we’re using is to twist the thermocouple using a set of Twister Pliers, then tack-weld that twist onto the part (first photo below). We’ve been doing this for parts up through brazing temperatures (~2150°F) without issue. We recently ran a furnace run around 2100°F with parts tack-welded as I’ve described AND had T/Cs that were just twisted with no tack weld. We noticed there was no significant difference in the temperature the TCs were reading. This was also our technique that we used at my previous company.
The way I read AMS2750 Rev. G was: You may twist and weld thermocouples to a part, but only for temperatures less than or equal to 2000°F.
To comply with Rev. G, we have gone ahead and made heatsink blocks to make sure we’re in compliance. Our new method of temperature measurement is twisting the wires and sticking the twisted end down inside of a block of solid metal (like the one I’ve shown below).
Source: Heat TreatToday Reader
We welcome your inquiries to and feedback on Heat Treat Today articles. Submit your questions/comments to editor@heattreattoday.com.
American titanium producer Perryman Company, in Houston, PA, has placed an order for the supply of two forging machines: a high-speed open-die forging press in the pull-down design and a hydraulic radial forging machine with two forging manipulators as well as the order and production control system for the entire forging line. The titanium materials are intended for parts in the aerospace industry and for medical applications.
The open-die forging press from SMS group will be used to forge cast titanium billets first to the required size. After that, they can be finish-forged in the radial forging machine to produce bars – round, square or flat – up to a maximum length of 14,000 millimeters.
Dr. Thomas Winterfeldt Head of Forging Plants SMS Group SMS Group
"We see strong growth in the aerospace industry and medical sector," emphasized Frank Perryman, president and CEO of Perryman Company. "This [new forging line] enables us to produce forgings for turbines and safety-relevant structures that comply with our high quality standards."
"With the whole SMS plant package, including digitalization tools and technology packages, Perryman is able to increase its production efficiency and maintain consistent quality levels," said Dr. Thomas Winterfeldt, head of forging plants at SMS group.
The forging line is scheduled to go on stream in Q1 2024.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Edwards Air Force Base, an historic airfield engaged in experimental aviation, is expanding its heat treat capabilities with two dual chamber furnaces.
DELTA H®delivered the two Defender Series dual chamber aerospace heat treating (DCAHT®) systems. These systems were developed for specific requirements of the armed forces; they meet the pyrometry standards of USAF/NAVAIR Tech Order 1-1A-9 and qualify to SAE AMS2750G.
Defender Series are "deployable" and has stackable chambers that can be configured with 500°F, 1200°F or 2000°F maximum temperatures as either dual or single chamber systems. They serve as "universal heat treating systems" for hangar sheet metal back shops that are tasked with “keeping them flying” – and are “mission essential” equipment. In addition to Edwards AFB, these systems are located at Texas and Kansas Air National Guard facilities as well as Beale AFB in Northern California to date.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
GHH Series Box Furnace for Ceramic Matrix Composites Source: L&L Special Furnace Company, Inc.
A U.S. manufacturer with a plant in the Midwest received and commissioned a large high-temperature box furnace for processing ceramic matrix parts that will be used in military and aerospace applications.
L&L Special Furnace Company, Inc.'s GHH3350 has an effective work zone of 32” wide x 30” high x 50” deep. The furnace is capable of reaching temperatures up to 3100°F/1700°C under partial atmospheric pressure. A vacuum pump helps to remove oxygen prior to beginning the thermal cycle. The case is sealed for use with inert atmosphere.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
PEMCO Conversions – Airborne Maintenance and Engineering Services operators will join the "Three Second Club" with a new dual chamber heat treating system capable of quenching aviation grade aluminum aircraft parts in less than five seconds.
The modern DELTA H® Technologies, LLC Dual Chamber Aerospace Heat Treating (DCAHT®) system will replace PEMCO's previous DELTA H furnace which was installed in 2011 at PEMCO's location at Tampa International Airport.
The system, with an upper chamber convection oven operable to 500°F and a lower chamber convection furnace operable to 1200°F, includes soak time and quench delay recorded to within 1/10 of a second as well as full documentation systems for work order, part name, quality, and before/after condition. Honeywell controls and recorders are featured and include remote computer control, data entry, and process monitoring. In addition to processing aluminum parts, the system is equipped for PH stainless steel aging and titanium ferrous alloy processes. The replacement system is fully compliant with SAE AMS2750G requirements.
Team with DCAHT® system Source: DELTA H
To achieve SAE compliance, DELTA H provided additional training for PEMCO employees.
DCAHT® system Source: DELTA H
“We look forward to sharing about our continued success with [DELTA H’s] great product [. . . ]. We couldn't be any happier," Cruz Hernández, Airborne Maintenance and Engineering Services Back-Shop supervisor stated,
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Mark Hemsath Vice President of Sales, Americas Nitrex Heat Treating Services
An aircraft provider of small and large commercial and military jet engines will receive a new vertical vacuum furnace, measuring 84" x 84" with a 6,000 lb. load capacity and operating temperatures up to 2500°F, which will be used for heavy and large-cross section parts and processing high-stacked loads, such as tall engine components.
Nitrex Vacuum Furnaces will deliver the vertical vacuum furnace to this major engine maintenance, repair, and overhaul company in South America. The manufacturer will use the furnace to heat treat many aerospace components with processes including annealing and stress relief. “Shipment of this furnace system, after a number of COVID-related delays, was a milestone for Nitrex,” Mark Hemsath, vice president of Sales and acting general manager at Nitrex Heat Treating Services, Americas said.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com







 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com