Understanding abrasion can be the key to extending the life of your refractory lining. The following article provided by Plibrico Company examines abrasion resistance, its role in choosing a refractory solution, and what factors to take into consideration when assessing counter-measures.
Refractory material is designed to be very durable, withstand extreme service conditions and defy mechanical abuse in many different types of thermal-processing operations. However, severe conditions that cause abrasion in the form of high levels of mechanical scraping and airborne particulate matter can challenge refractories, shortening their service lives.
Abrasion resistance is one of the most critical and possibly the most misunderstood considerations when choosing a refractory solution. A clear understanding of what abrasion is and, perhaps more importantly, what it is not can prevent needless repair costs and lead to significant savings. This is especially important when evaluating refractory designs for a new application or when considering upgrades for an existing one.
What Abrasion Is
Abrasion is the destructive process that causes a material to wear away through mechanical scraping or scratching. Anyone who has ever grated cheese or sanded wood has experienced the abrasion encountered in everyday life. As abrasion continues, thin layers of the abraded material are removed, leaving the object thinner and usually making its surface smoother.
The same process can be observed in the refractory world. Refractory linings are abraded by high-velocity airborne particulate, cleaning tools and fuel/process materials that pass through the unit and come into contact with the lining. The telltale sign of abrasion is a refractory lining that has steadily become thinner while its surface has become smoother. The surface may even shine as if it had just been polished, which is not surprising when we consider that polishing is another common form of abrasion.
Fig. 1. Abrasion damage to the refractory bottom of a choke ring of a thermal-oxidizer unit
What Abrasion is Not
Abrasion is considered a type of mechanical abuse, but it is not the only type of mechanical abuse to which refractory linings are subjected. Equally common is impact: the sudden, forceful collision between the refractory lining and a moving object. Impact can come from a variety of sources. The moving object may be a cleaning tool, a piece of process material, a chunk of fuel or a dislodged mass of refractory or slag, depending on the application. Impact with such objects typically results in chips and cracks in the refractory lining.
Refractory materials designed for abrasion resistance tend to have increased strength and hardness compared to those found in traditional refractories, and these abrasion-resistant materials may provide some resistance to impact. Abrasion-resistant properties can also lead to increased brittleness. This is because if the impact exceeds the strength of the material, chipping and cracking could potentially be worse than in traditional refractories.
Compression and tension are also forms of mechanical abuse and can be caused by changes in the shape of the refractory lining as it is heated or cooled or by movements of the furnace shell itself – by intentional design or otherwise. Here again the increased strength and corresponding brittleness of the material could potentially result in a negative effect on the refractory lining.
All types of mechanical abuse can cause thinning of the refractory lining, so it is important to conduct a detailed investigation into the destructive mechanism before drawing any conclusions. Refractory solutions designed to resist abrasion may not be helpful against damage caused by impact, compression or tension.
Similarly, solutions designed to address other types of mechanical abuse may be ineffective against abrasion. For example, stainless steel needles are commonly incorporated into refractory linings to extend service life when impact resistance is required. The needles bridge cracks formed as a result of the impact, making it more difficult for these cracks to grow and connect. This helps the refractory lining hold together longer. The bridging provided by needles has no effect in an abrasion situation, however, since crack growth is not caused by the abrasion process.
Meeting Abrasion-Resistance Demands
Once abrasion is identified as the main mode of failure, there are several options to counter it. Selecting a refractory material based on a raw material hard enough to resist the abrasion is a common technique. For one material to abrade another it must be harder than the material being abraded. For instance, a diamond can be used to scratch glass, but glass cannot be used to scratch a diamond.
It follows that refractory materials based on very hard raw materials, like silicon carbide, can be used to resist abrasion and extend the life of the lining. It should be remembered, however, that a refractory lining is made up of many different materials, not just the main constituent raw materials. Clay, cement, silica and other softer components will still be exposed and abraded even if abrasion of the main aggregate is stopped completely.
Another option is to investigate the source of the abrasion and make adjustments to the process. Can a less-abrasive cleaning tool be used? Is there a way to limit the contact of the abrading process materials with the refractory lining? Is it possible to adjust the angle between the refractory lining and the incoming airborne particulate?
A seemingly minor change in the process, with minimal cost and no downsides to the operation, can save in refractory replacement costs. When changes to the process are not an option, it is best to consider the abrasion resistance of the lining as a whole and select a specifically designed abrasion-resistant solution. A qualified, knowledgeable refractory solution expert with genuine experience will help you make the best decision for your specific application, taking into consideration the following:
Speed of installation
Service life
All-in price
Fig. 2. Airborne particle matter has contributed to the abrasion damage seen in the refractory of a thermal-oxidizer choke ring. Notice on the left side of the photo how the abrading of the refractory lining becomes worse.
Abrasion-Resistance Testing
The most common measure of holistic abrasion resistance used to compare refractory solutions is the ASTM 704 test. This test exposes refractory lining materials to a stream of abrasive particulate that cause a portion of the sample to be abraded over time. By keeping sample size and shape constant – along with particle velocity, particle material and test duration – various refractory materials can be compared on an apples-to-apples basis.
This testing can be performed by any qualified refractory testing lab and most reputable refractory manufacturers. Test results are recorded based on the volume of material lost from the sample during the test and are reported in cubic centimeters. Products with excellent abrasion resistance consistently test at 5 cc of loss or less, while elite materials can score less than 3 cc of loss.
Products designed specifically for abrasion resistance will report ASTM 704 results on their material technical data sheets. It is important to remember that the abrasion-loss numbers reported on material technical data sheets are based on samples prepared in a lab under controlled conditions. Achieving these same properties in the field under real-world, job-site conditions would require a high-quality refractory installer partnered with a world-class refractory manufacturer.
Fig. 3. Severe conditions lead to abrasion damage in the refractory lining of this dry-ash hopper. Notice the abrasion damage goes past the anchor line, leaving the bottom-left anchors exposed.
Conclusion
The thinning of a refractory lining due to abrasion is a source of frustration for many thermal-processing operations and is one of the most common modes of failure encountered in the refractory world. But, by taking the time to understand the failure mechanism and learn about the options available, you can realize significant savings by avoiding needless costs in the future.
Heat TreatToday publisher Doug Glenn wraps up this three-part series with Pelican Wire experts by talking with John Niggle from Pelican Wire about thermocouple insulation types and considerations.
The first two episodes cover the history, types, vocabulary, standards, and other basics of understanding how thermocouples work. Listen to the previous episodes of the series here.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Welcome to Heat TreatRadio!
John Niggle (JN): Yes, it's good to see you again, Doug. I know we've run into each other a couple of times out there in the field. I'm looking forward to having the opportunity to do all of this stuff in person again.
DG: It will be nice. Before we hit the record button, we were talking about shows this fall and hoping that they happen because you, like I, are ready to get out and go.
You are the business development manager for Pelican Wire. If you don't mind, give us just a little bit of background about you and about your experience in the whole thermocouple world.
Pelican Wire headquarters
JN: Sure, absolutely. As you said, I am the business development manager at Pelican Wire. I've been at Pelican since 2013 so we're working out my eighth year here. I'm a career industrial sales representative. I do have previous experience also, actually, in the process instrumentation industry. Way back when, before I even knew how to spell thermocouples, I was selling that stuff when I first got out of college. My career has, sort of, gone full circle, let's say.
DG: Very nice. Well, you've got plenty of years of experience, which is great. We've had two previous episodes with your colleague, Ed Valykeo, and we covered a good bit of stuff. We covered a lot of basics in the first episode. We covered standardization, and things of that sort, in the second episode. I want to encourage any listeners who haven't listened to those episodes, feel free to go back, Google “Heat TreatRadio” and search for “Pelican Wire” and listen to episodes 1 and 2.
John, you and I want to move forward. I'm always kind of curious about this question: From your perspective, with your experience, why do we use thermocouples? Let's talk about what they are and why we use them.
JN: First of all, we have to assume that somebody is trying to measure the temperature of some sort of a process- a process or an event of some kind. That's basically what they're trying to do. Compared to other devices like RTDs, bimetal thermometers, liquid expansion state change devices and so forth, thermocouples are robust, they're inexpensive; they're repeatability, they're ease of use and size -- all of those factors lead them to be more widely used than another sort of thermal measurement device of any kind. It is the preferred method.
On top of that, I mentioned the expense part. Because they're relatively inexpensive, there are certain industries, the heat treat industry and smelting industry, for example, consider these as, actually, consumable or disposable. So, the cost factors in significantly in the industry that we're talking about here.
DG: I live in western Pennsylvania and the town where my wife grew up, there was an old Leeds and Northrup manufacturing plant. I believe they made the consumable thermocouples for melt shops. You would, basically, throw the thermocouple in and it would melt quickly but it would give you a response during that time.
CLICK to Listen!
JN: Right. And, as I mentioned earlier, the response factor is important, or that's one of the factors considered, when people are looking at thermocouple wire. And, you're correct, Ed Valykeo, as you mentioned, has 40 years of experience in the industry and has seen exactly the same sort of thing that you're talking about where people will just tack weld it onto something that gets thrown into a furnace or it gets thrown into a melting pot or something like that, and they're looking for that instantaneous temperature.
If you don't mind, I'll tell you that we've done some work, actually, in the aerospace industry and we had a customer that we sold significant, literally miles, of thermocouple wire to (when I say aerospace, it was specifically for space exploration) and this was because of whatever we had done with the insulation. I can't tell you, because it was before my time, but this is what was relayed to me- they were able to get another 3 - 4 seconds of temperature measurement out of that wire. That critical, extra data for them made all the difference in the world.
DG: We're going to get to the insulation part which should be interesting. You won't have to tell us any trade secrets, but we are headed in that direction anyhow.
So, different types of thermocouples. Again, just a review question for us. Why use them? Why the different types and why are we using different types?
JN: Forgive me, Doug, and the rest of the audience, for that matter, if I end of repeating some of the things that came out in the previous episode. Basically, when you're talking about thermocouples, there are the two chemistries; for lack of a better term, you have “base” and “noble” metals. The base metals are really the metals that we focus on at Pelican. The noble metals are the more expensive ones- rare earth metals, tungsten, titanium, platinum and all those sorts of things that people spend exorbitant amounts of money on. There are purposes for those, but, typically, what you're going to see in the heat treat industry, in particular, you're going to see a lot of the base metals.
I like to say that, truly, the 20 gauge K, in particular, is the 800 pound gorilla in the room. It's almost considered, and I think it would be by people in the industry, a commodity. There are untold miles of that wire that are used in the heat treating and smelting industry. K is used, really, because of the temperature range. It fits in well with what people do in the heat treating industry. It is good for temperatures from zero up to around 1260 C. It's inexpensive, it covers the ranges that those people are looking for, and, again, it's the 800 pound gorilla in the room when it comes to temperature measurement in the heat treating industry.
Click to read the Heat Treat Today Original Content article on thermocouples.
The other types such as J comes up periodically, particularly if you're looking at lower temperature ranges. You won't see it quite as often in the heat treating industry. You will see it somewhat, but not to the degree that you would K. The J thermocouple wire has an iron leg so it does oxidize and you need to be careful about that sort of thing. Type T thermocouple wire has a narrower range. It has very good response times in cryogenic and cold temperature applications. The higher, upper end of type T thermocouple wire, typically, wouldn't be of terrible interest to the audience that we're involved with here, for the most part, because the upper ends around 370 to 400 C degrees, in lab environments; that's where it's going to be the most popular.
There is also type E. It's a higher temperature, as well. Response time. Broader range is a little bit better than K at lower temperature ranges. An interesting one is type N that you will see fairly often in the heat treating industry. For those people not familiar with type N, it is different alloys than type K. It covers virtually the same temperature range that type K does and will, actually, have less drift than type K. It is more expensive because of the alloys that it is made of, but, again, if you're interested in less drift, then type N is worth looking at. It hasn't quite caught on in the US the way it has in, say, Europe, in particular, and that really has to do with the infrastructure of the instrumentation. People have instrumentation that is either calibrated for K or J or something like that. Now, there is instrumentation out there, now, that would use K and N both, so we may see more, particularly, in the aerospace industry I would think it would become more and more popular.
DG: That's helpful. It's always good to hear those things over again.
How about the parameters and/or the factors that need to be considered when you're constructing the wire to start with? What do we need to be worried about in that area?
JN: I don't know if I like the word “worried” exactly, Doug. It's more, what do we need to think about? What do we need to be concerned about? Besides the metallurgy that we just talked about, we need to think in terms of what the sensor is actually going to look like. Is it just the wire? Thermocouple wire, by itself, can be a thermocouple; that's it, without any protection or anything like that.
As I mentioned earlier, you can tack weld it to an ingot, or something like that, and there you go. You don't have any probe, there is no thermal well to protect it or anything like that. But, what we do need to think about, then, is the process that it's going to be involved in. Where is it going to be used? Is it going to see an environment where there is a flow. Is it going to see an environment where somehow the thermocouple wire can become damaged? In that case, then, we're headed in the direction of talking about what our customers are interested in. And for a customer for Pelican Wire, we're mainly talking about people who actually assemble thermocouples – they make the connections, they have the molds and all that sort of thing.
To be clear, Pelican Wire just makes wire. And, again, the thermocouple wire can be used as a thermocouple, but a tremendous amount of wire is actually connected to some sort of a sensor or a probe, as I said, and is protected in a thermal well or something along those lines.
"But, what we do need to think about, then, is the process that it's going to be involved in. Where is it going to be used? Is it going to see an environment where there is a flow. Is it going to see an environment where somehow the thermocouple wire can become damaged? In that case, then, we're headed in the direction of talking about what our customers are interested in."
John Niggle
DG: Do we also have to be concerned with oxidizing, carburizing atmospheres, corrosive atmospheres? Is that, also, something that we need to be aware of?
JN: Absolutely. And that is one of the reasons you will see a probe thermocouple is because the wire is protected from that atmosphere. Nearly all of the wires that we talked about would be affected, particularly, in say, like a sulfurous environment; it would be subject to corrosion, oxidation and something along those lines.
Other factors, of course, are the accuracy and how much space we have. Believe it or not, if it's going to go into a small orifice, then we need to think about what the age size is going to look like. And then the environment: Is it going to be abrasive? Is there movement? Is there some sort of braiding motion that could wear a hole in the wire in the insulation and so forth? There are a lot of things to think about.
DG: And, it would probably be a good idea, especially if our heat treat people are running anything outside of the norm, regardless of what it is, whether it be atmosphere, configuration, fixturing, if there is anything outside the norm, they would probably be wise to mention it to the thermocouple wire and/or thermocouple probe manufacturer and make sure that they know so that you guys can get help get the right thing on there in their furnace.
JN: Yes, absolutely. At the end of the day, we work with this every day. We have design engineers on staff who can assist with technical questions and so forth and, of course, our customers, and the actual thermal wire assembly people, this is what they do every day of the week.
“I'll tell you that we've done some work, actually, in the aerospace industry and we had a customer that we sold significant, literally miles, of thermocouple wire to (when I say aerospace, it was specifically for space exploration) and this was because of whatever we had done with the insulation.”
DG: Let's talk about something a little bit new, I guess, to our conversation here in this 3-part series, and that is the insulation that's going to go around these wires. Can you tell us what are the different types of insulations and what are the advantages and/or disadvantages of each, and why would we be using them?
JN: I'll break it down into, what I would call, the four basic categories. That would be an extruded insulation, insulations that are tapes, fiberglass insulations that are routinely worked with and then, of course, high temp textiles. High temp textiles, in particular, would be of interest to the audience here in the heat treat metallurgy world.
Extruded insulations can be a variety of thermoplastics. A term that, I think, Ed has probably mentioned before and we've talked about before is extension grade wire. That typically has a PVC insulation on it and the reason PVC works for that is that it's cheap and extension grade wire, typically, does not see the sorts of high temp environments that you're going to see in processes. It's really a signal wire that takes the signal from the probe or from the sensor to the process control device.
DG: So what kind of temperature tolerances can the extruded wire handle? Are we talking 300, 400 degrees? I guess you talk C, I talk F.
Teflon frying pan
JN: We talk whatever language our customer likes to talk, but we do talk C quite a bit. So, PVC is quite low, it's in the 200s F. But, when you're looking at fluoropolymer insulations (and Pelican is really a high temp house, so we focus on the higher temp insulations) you have FEP and PFA, those are in the 200s. PFA actually goes up to 260. So, you can see, it's probably not suitable for heat treating applications, smelting and that sort of thing. The advantages to those compounds would be that you're going to have abrasion resistance. Think about your Teflon frying pan: it's slick, it's smooth. So, if you're in an environment where there is some movement, it will be good for that. And, of course, it will have excellent moisture resistance and chemical resistance. Those would be the advantages to the extruded wire. The other advantage would be, because you'll have a thinner wall than you will with the other insulations, you'll have some more flexibility. So, if you have a type N radius, you can go around a corner easily.
The next step up, in terms of temperature resistance, would be the tapes. Basically, in that area, you're looking at PTFE tape, mica take and capped-on tape or polyamide tape. Those will give you slightly higher heat resistances. The mica, in particular, would give you more. (Mica, as a matter of fact, is used as a supplement to the PTFE to give it even higher heat resistance.) Mica will go up to 500 C, PTFE and the polyamides match, in terms of heat resistance, the extruder products around 260. What they do give you, again if you use the tapes, is the heat resistance you're looking for, some abrasion resistance and the moisture resistance. You'll have less flexibility because those products are stiffer, but they're also going to be a little bit lighter weight unless you incorporate the mica into it. Then, when you do that, you're going to end up with an even stiffer wire and it will be a little bit heavier, and all those will be larger in diameter than an extruded wire. If you look at an environment where you need to poke the wire through a hole and that hole is an eighth of an inch, you need to think really hard if what you're doing is going to work.
DG: So you've got extruded and you've got tapes.
JN: The next step after that would be fiberglass. In the case of fiberglass, you have E glass and S glass. Of the two, E glass would have the lower temperature resistance and you're looking at 482 C on the high end. For S glass, you're up to 704 C. Now you're starting to talk about insulations that you will see in the heat treat environment; it's quite common, especially on the S glass side where you're looking at the 704, you'll see a lot of people that need 500 C for whatever reason. The advantage, obviously, to the glass, as I mentioned, is the higher heat resistance.
There are disadvantages. Think about fiberglass for a minute. We actually have to saturate the wire to keep it from fraying without it ever really experiencing any abuse. If we don't saturate it, then the wire can fray, and you can get fiberglass in your fingers even, which is unpleasant. So, fiberglass has some disadvantages like that. If you put it in an environment where there is some movement, abrasion, vibration or something like that, it can be problematic. Also, it's going to be stiffer because it's saturated, typically. Sometimes you'll even see those saturants even cause problems in a heat treat environment where, if it gets too hot, the saturant can leave an ash behind. You're going to lose flexibility, as I said. You're not going to have the abrasion resistance, the chemical resistance or the moisture resistance that you're going to get from an extruded product.
The other one that we see, again, literally miles and miles and miles of, in the heat treat world would be what's called Refrosil and Nextel, (those are both, actually, trade names). We're talking about vitreous silica and ceramic. Again, those are, what we call, high temp textiles. Now, you're looking at products that are in the 1200 C range. Ceramic goes up to 1204, vitreous silica is in the 870's. Again, there are some of the same disadvantages with those that you're going to have with glass. It's going to be somewhat fragile. We don't saturate those because the saturants are not going to hold up in the environments that they're going to be placed into, so you would have that ash residue left.
Again, it will be stiff, it will be even larger in diameter than the fiberglass, which is larger than tape which is larger than the extruder products. Of course, you're not going to have the abrasion resistance, the moisture resistance or the chemical resistance. But it does protect the wire in those elevated temperature environments that are critical for the heat treating industry.
DG: Let's back up a bit. I want to understand something you said. You said, in the fiberglass, it is saturated and in the textiles it's not. I want to know what you mean by saturated.
JN: It's either a solvent-based or a water-based saturant that is applied to the wire to protect it. Think in terms of a varnish. It would be like a protective coating. Again, it just keeps the exterior of the wire, the bare wire, from being exposed. It's a coating, but we call it a saturant.
DG: High temperature textiles tend to be the stuff we're using, in the heat treat industry, probably most.
JN: Yes. Again, when I mentioned the 800 pound gorilla in the room, the 20-gauge K with the vitreous silica or the Refrosil would be an extremely popular product in the heat treating industry, absolutely.
DG: Let me ask you a very, very fundamental question. I'm curious of your answer to this. Why do we insulate wires at all? Is it done to protect from temperature or is it done simply to protect them from crossing with each other and grounding or shorting out? Why do we insulate?
"I'll go back to something that I know Ed talked about: the Seebeck effect. You have this loop; if you don't have that loop, then you don't have anything. You don't have the EMF, the electromotive force, that you're looking for."
John Niggle
JN: It is the second part. When you look at any wire construction, the two singles have to be insulated from each other. I'll go back to something that I know Ed talked about: the Seebeck effect. You have this loop; if you don't have that loop, then you don't have anything. You don't have the EMF, the electromotive force, that you're looking for. We do make a wire that is not duplex, but, typically, what you're going to see is a wire that has two singles and then it's duplexed with an insulation over the top. We do make a wire that the two singles are jacketed in parallel and then no jacket is placed over the top but that is for an application that wouldn't be suitable for the heat treat industry.
DG: I asked that question, because for those who are unbaptized in this conversation, it's kind of interesting. So, we're talking about insulation and we're doing a lot of conversation about temperature ranges and, for someone who wouldn't think so, they would say, "Well, that means you're insulating because of temperature." But, really, the reason you're insulating wire is for electrical. It's to keep them apart. It's just how high of temperatures those insulations can handle, not that you're insulating the wire to keep them cool. Right?
JN: Absolutely not.
DG: That may sound very basic, but there may be people that think that, so I want to get that on the table.
JN: Most of the people in the audience are probably familiar with this already. Typically, what happens is the wire is stripped so we have exposed ends. And then those ends, as we mentioned earlier, can be tack welded onto something or they can just be out there. The thermocouple world, by the way, is an incestuous world where we have customers, we kind of compete with those customers, some of our customers compete with others of our customers but then they buy supplies from each other. You probably already know that from talking with other people in this industry. At any rate, the wire is stripped and then it's either tack welded or it's connected to some sort of sensor or probe of some kind.
DG: It's a tangled web, the whole thermocouple world. You've got customers, yet you sell to certain suppliers who also sell to those customers. It can be complicated! But that's OK, we'll let you guys worry about that; we just want to make sure the thermocouples are good and we'll be in good shape.
Another question for you: We talked about the process and a lot of different environments about what type of thermocouple you should use, but does the process being monitored influence the type of insulation that should be used? Obviously, temperature is going to have an impact, but is there anything else?
JN: Yes. Let's circle back to what we talked about earlier just a little bit. When you look at the process, you need to think of what is going to happen to that wire? Is it going to see, first of all as you mentioned, the temperatures? That is certainly important so that comes into play with the insulation. But, we need to think about, Is there movement? Is there going to be some abrasion? Is there some sort of activity that could damage the wire somehow? Then, we need to look at the chemicals, like we talked about. Do we need some chemical resistance? Do we need water resistance? Is it going to be submersed in something? Those things all need to be considered.
Again, as I mentioned earlier, the actual placement of the wire. Does it need to be inserted in a hole? At Pelican, we produce wire down to 40 and actually 44 gauge which, I think, will probably be stunning to most of the people in your audience because, again, 20-gauge K is what these people think about. In the heat treating industry, what you see is they need a robust wire, something that's going to be able to handle those temperatures and a large conductor like that.
Another thing to think about, actually, is a bend radius. Are you going to put the wire somewhere where it needs to go around a corner, around a bend? Then, are you better off using a stranded wire? A stranded wire is going to have more flexibility. You can buy a 20-gauge stranded wire, you can buy 24-gauge, 28-gauge, 36-gauge.
DG: Now, what do you mean by stranded?
JN: Stranded wire would be instead of just one solid 20-gauge conductor, you have multiple strands that make up that 20-gauge. But, if you think about it, multiple strands of wire will actually be more flexible. You'll still get the same results, but it will be more flexible if you need to go around a corner or if you need to insert it into something.
DG: It's almost like a braided wire as opposed to a solid.
JN: Yes. Now braiding is a little bit of a different process. When we're talking about stranded wire, it's, basically, just spiral. Braided is more crossed into each other, which, coincidentally, is the way that the fiberglass and the high temp textile insulations are made – those are actually braided. And, by the way, I'll just toss this out, it's made on equipment that really hasn't changed since the ‘20s. I'm not talking about the 2020s, I'm talking about the 1920s! Rumor has it, some of that braiding equipment was, actually, designed by Thomas Edison. I'm not sure if that's really true. But that is the process used to apply the fiberglass and high temp textiles.
DG: So, anything else as far as any other considerations we need to take into consideration when we're talking about choosing insulation? If not, that's fine.
JN: I think I covered them, Doug.
DG: At Pelican Wire, your company, I know you guys deal with a broad number of markets, I'm sure, one of them being heat treat. What do you see as any special demands or special concerns that are, maybe, unique or, at least, inherent in the heat treat market?
". . . what you see is insulations that are higher in temperature resistance, as well. In some cases, as I mentioned earlier, in ovens where there is a saturant involved, we could see ash. Some people ask that saturant not be applied to the fiberglass and that's certainly something that can be done."
John Niggle
JN: For the heat treat market, again, I'll go back to what I said earlier, we see a lot of 20-gauge K used. It's because of the higher heat requirements, the higher heat that is involved with the processes of heat treating. Secondly, what you see is insulations that are higher in temperature resistance, as well. In some cases, as I mentioned earlier, in ovens where there is a saturant involved, we could see ash. Some people ask that saturant not be applied to the fiberglass and that's certainly something that can be done.
Sometimes we're even asked to not put tracers. We go back to what we talked about earlier with the metallurgy- you have two legs, a positive and a negative leg. Well, how do those end users tell those legs apart if they look similar, if they're an alloy of some kind? So, we put a tracer wire in there so you have a red leg and a yellow leg, in the case of type K, or sometimes you just have a red leg depending on what they ask for. Those tracers can, actually, cause problems, too, if the ovens are hot enough and they are in there for long enough times. We even have customers who ask us not to put tracers in their wire, for that matter.
Accuracy, of course, is extremely important. I know that Ed, in a previous episode, talked about standard limits, special limits and all that sort of thing. Typically, you're going to see special limits used in the heat treat industry and, in some cases, we're asked even for special calibration points. In previous podcasts, I've heard you talk with other people about AMS2750 and how that comes into play. It is extremely critical for the folks in the heat treating industry and something that clearly a thermocouple wire producer has to understand.
Episode 1 of 3 of AMS2750 series
DG: Let's say you've got a customer that calls you and wants to talk about their thermocouple needs, let's say there is some sort of special need. What would you suggest they have, in hand, when they call you? What do you need to know from them to help you do a better job with their thermocouple needs?
JN: Honestly, the first question we do ask is: What temperature are you going to be running this at? How hot are we going to be? We, absolutely, need to know that. That helps us narrow down the alloy that we might be looking at, whether it's type K, type J, type E, or whatever. And then, of course, it's a natural thing to dial in the insulation after that. Quite honestly, one of the things that frustrates me is when people say, "I need Teflon." Well, OK. Do you need FEP or do you need PFA? Those are both fluoropolymers like Teflon is. We need to talk about temperature resistance, so don't tell me you just need Teflon. We do need some specifics when it comes to that sort of thing. Again, we talked earlier about stranding and stranded wire. Do you need some flexibility? What gauge size do you think you need? How robust does this wire need to be? Those are some of the key factors we need to know about.
DG: Let's say, for example, somebody does want to get a hold of you or Ed, your colleague who was on the first two episodes, how is best to do that? How can we get a hold of Pelican Wire?
JN: Our web address is www.pelicanwire.com, about a simple as it possibly gets. Our email addresses are, actually, quite simple, as well. If anybody wants to email me, it's jniggle@pelicanwire.com. You can contact me directly, if you want to, or we have a sales inbox and that is simply sales@pelicanwire.com. We do have a phone number, but it seems a lot of people don't care about phone numbers as much these days. But the number is 239-597-8555.
DG: I have one, unrelated, question for you that I know the world is wanting to know: How is it having a company in Naples, Florida, that's what I want to know?
JN: I'll tell you what, Doug, the answer today will be different than the answer in October or December. It's actually quite nice. We moved down here 8 years ago in 2013. I moved from the Midwest and didn't really feature myself owning palm trees, but I own palm trees, which is pretty darn cool. We are, as the crow flies, about 3 miles from the water, where I live anyhow, 20 minutes by car. Our office and manufacturing facility are, actually, on the very edge of the everglades. You can see the picture in the background behind me. That's our building. That's actually facing east. That is a sunrise over the everglades. We're on the very edge of the everglades. There is a lake right next to our building and then, after that, it's everglades all the way over to Miami. And, real quick, our weather pattern comes from the east. It doesn't come from the Gulf. This time of year, in the summer at about 3:00 in the afternoon, about the time that we're doing this call right now, a thunderstorm blows up and it comes from the east over the everglades and it moves to the west. The trees blow that direction, you can see it coming. It's interesting. During the wintertime, I have to tell everyone, you'd probably be jealous, but it is truly paradise.
DG: Yes! I've been to Naples, ate at a nice restaurant down there, years ago, but it was very nice.
You guys are also employee-owned, right?
JN: That's correct, yes. The company is over 50 years old. The founder of the company passed away in 2008 and, before he passed away, he converted the company to an employee-owned operation. So, we've been employee-owned since 2008. We've purchased a couple other companies since then that folded into, what we call, the Wire Experts Group. Pelican Wire is part of that. We have a sister company out in Colorado. We bought another facility in Chicago and folded that into our company in Colorado. So, yes, we're employee-owned and it works out really well for the employee owners, I'll tell you that much.
DG: That's great. John, it's been a pleasure talking with you. Thanks for taking the time. I appreciate your expertise. Hopefully, we will see you out on the pavement somewhere in the real world.
JN: I'll, actually, be seeing you at the heat treat show in about 3 weeks.
DG: That's about right, yes.
JN: Hopefully, some of the people that are listening we will see, as well.
Doug Glenn
Publisher Heat TreatToday
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Dan Szynal, VP of Engineering and Technical Service, the Plibrico Company
A significant number of refractory lining failures can be traced to either faulty design or improper installation of the anchor system. The tips of anchors in particular need special consideration due to their exposure to the highest temperatures.
In this Technical Tuesday feature for Heat Treat Today, Dan Szynal, Vice President of Engineering and Technical Service for the Plibrico Company, a manufacturer of monolithic refractories, gives 3 important tips for refractory engineers and managers to use in achieving an improved anchor design.
It is estimated that up to 40% of refractory lining failures can be attributed to a problem with the design of the anchor system or improper installation. This is a significant number. When designing a refractory lining for an industrial application, anchor design becomes one of the most important factors in creating an improved lining that is supported properly. In particular, the tips of the anchors experience the highest temperatures because they are closest to the hot face and thus become an important consideration.
Anchors have several functions. They hold the refractory to the wall to keep it from falling in. They also prevent wall buckling due to the internal thermal stresses created by high temperatures. And, to a lesser degree, anchors can also help support the load of the refractory weight.
To create a monolithic refractory lining that is properly supported and maximizes service life, here are three important metallic anchor tips you need to know.
Anchor Types and Service Temperatures
Figure 1.0: Recommended anchor tip temperature limits for various common alloys
For refractory linings using metallic anchor systems, refractory engineers and designers almost always use Class III austenitic stainless-steel anchors of various qualities. The typical grades of stainless steel used are AISI 304, 309, and 310. These contain chromium and nickel to provide the best corrosion resistance and ductility at high temperatures. For some applications in which temperatures are more extreme and the use of ceramic tile anchors is not practical for various reasons, AISI 330 and even Inconel 601 is sometimes used. These anchors have higher nickel content for superior oxidation resistance and tensile strength at temperatures of 2000°F or higher. Inconel 601 gives the added advantage of good resistance to both carburization and sulfidation in extreme applications.
Industry Best Anchor Practices
Anchor sizing for a refractory lining depends on the refractory thickness and number of components. Some designers use the practice of sizing the anchor height to be 75-85% through the main dense castable or gunned lining. Other rules of thumb used in the industry dictate that the anchor tip should be no more than two inches from the hot face of the refractory for thicker lining designs greater than 6-7″.
For refractory applications, it is useful to know the temperature gradient through the refractory lining–from the hot face to the cold face–to choose the proper anchor size so that one doesn’t exceed the temperature limit of the alloy being used. To help calculate the correct temperatures at different points in the refractory lining, many industry professionals will use a heat loss calculator/estimator. By using a heat loss calculator/estimator, one can choose the proper anchor height by determining the anchor tip temperature it will experience. There are numerous heat loss applications that can estimate the cold face of a furnace lining given the input conditions of a thermal unit. As part of its value-added service as a refractory solutions provider, Plibrico Company, LLC, has a web-based heat loss application that gives a good estimation of the thermal gradient of the refractory lining from hot face to cold face to maximize anchor thermal performance.
For example, look at figure 2.0. You can see a 9″ side wall of refractory lining using 6″ of a typical 60% alumina low-cement castable and 3″ of 2300°F lightweight insulating castable for an application operating at 2000°F with an ambient temperature of 80°F. For this application, we would select 309 SS or 310 SS metallic anchors because the intermediate temperature at about 80% of the main lining thickness is at about 1900°F. Although 304 SS anchors would be more cost effective and are most commonly used in the industry, the anchor tips would oxidize at this temperature and would essentially burn out.
A Word on Anchor Tips
Standard practice for several years now has been to allow for expansion of the anchor tines by covering the anchor tips with plastic caps, dipping them in a wax, or putting tape on them. Metallic anchors expand at about three times the rate of alumino-silicate refractories. The expansion material affixed to the anchor tips burns out at low temperature and allows the anchor space to expand without causing cracks in the refractory.
Best practices in metallic anchor design also must include anchor spacing. Greatly a function of the specific equipment and geometry size, refractory engineers must consider the specific installation area. For example, anchor spacing patterns will be different in a flat wall or roof as compared to a section that has a transition of geometry or a less critical area of a vessel.
Anchor spacing should be based on the features of each specific project, such as mechanical properties of the anchor, and the refractory lining as a function of the temperature. Refractory engineers will use these properties in mathematical models to help create the optimal anchor spacing pattern and plan.
Often, failures commonly attributed to the refractory component can, in fact, be caused by deficiencies in the anchoring system. A strong anchoring system is key to maintaining monolithic refractory lining integrity, even when it is cracked, to prevent a total structural collapse.
To prevent vessel lining failures, increase service life, and maximize refractory performance, incorporate these metallic anchor tips. With these tips, it is possible to design and optimize an anchoring system that will work well with the demanding needs of refractory linings today.
For more information about metallic anchors and refractory anchoring systems, contact the Plibrico Company at contact@plibrico.com
CMC stands for Ceramic Matrix Composite, and these materials are considered a subgroup of both ceramics and composite materials. CMC components are used in the energy and power, defense, aerospace, electrical, and electronics industries. In this Best of the Web Technical Tuesday feature, L&L Special Furnace Co., Inc. delves into the composition, applications, fabricating process, and uniqueness of CMCs.
An excerpt:
“CMCs are able to retain a relatively high mechanical strength even at very elevated temperatures. They offer excellent stiffness and very good stability, both mechanical, thermal, dimensional, and chemical.”
Dan Szynal, VP of Engineering & Technical Services, Plibrico
Installing new refractory materials is a necessary furnace maintenance practice which needs to be done periodically. But extended downtime and installation errors can be a major financial and operational headache. In this article, Dan Szynal, VP of Engineering & Technical Services, Plibrico, gives 12 factors which will ensure that the refractory installation is successful.
At 700°F, steam can exert 3,000 psi pressure.
During an initial dry-out, the powerful effects of superheated steam can cause explosive, devastating consequences to freshly cured refractory material. To that end, removing moisture from castable and precast shapes is a serious pursuit. The production pressures to minimize downtime can lead to shortcuts and rushed dry-out procedures. Usually, these sidesteps have the opposite effect, quickly compounding delays and costs by causing thermal damage to the linings and potentially incurring personal injury.
Dry-outs fail due to imprecise management of water extraction from refractories. At the boiling point of water, the pressure of steam is less than 1 psi. However, at 700°F, saturated steam reaches 3,000 psi, and possesses enough energy to disintegrate the most resilient refractories. Too much heat, rapid ramp-ups, vapor lock, poor curing, and surplus water can contribute to potentially hazardous situations.
Here are the 12 preventive factors to manage for dry-out safety and success:
1. Hot spots and flame impingement. Ensure that your burner flame is centered accurately. The direction of flame in the vessel must promote equal heating of all the refractory surfaces. A flame that impinges on a single area of the surface will quickly create a hot spot, forcing an unequal expansion of water vapor in that area and resulting in thermal spalling.
Thermocouples need to be monitored at both hot and cold areas to measure temperature consistency.
2. Temperature spikes. Insulation is ill-advised. Attempting to cover green castable with an insulating blanket can lead to destructive temperature spiking when the blanket is removed, breaks, or falls off. At a wall surface temperature of only 550°F, the removal of insulation exposes the surface to an extreme temperature shift which will activate unequal steam expansion and pressure.
3. Thermocouple placement and monitoring. Pay attention to the locations and readings of your TCs. Watching only the coldest location will allow the hottest area of your vessel to heat too quickly in the dry-out schedule. Conversely, monitoring only the hottest area will allow the colder area to retain more water than specified. This will lead to failure later in the schedule or during hold periods. At 700°F, steam can exert 3,000 psi pressure.
4. Air temperature vs. surface temperature. Thermocouples should report surface temperature. Air temperatures are typically 50°F to 100°F hotter, thus misreporting schedule impact. The initial hold period is typically designed to melt burn-out fibers. That creates important permeability. If the actual load temperature is lower than specified, permeability is not created, leading to failure in the next ramp-up period.
Pre-cast refractory requires longer bake-out schedules to release all water vapor.
5. Field vs. precast dry-out schedule. A field dry-out schedule is specified for single-sided heating. It precipitates a dual water migration, first (stage 1) towards the heat as the path of least resistance, but then reversing course (stage 2) and moving away from the heat, escaping towards the furnace shell. Field dry-outs are faster schedules than precast, where the pieces are heated from all sides simultaneously. The precast water migrates to the center of the piece, and that takes longer to escape. By misapplying the faster field dry-out to precast, there is a greater risk of water retention, which will ultimately lead to spalling, even at temperatures of 550°F or less.
6. Venting and air circulation. Proper venting is required to rid the furnace of water vapor during dry-out. Without vents and free air circulation, the steam is forced to exit via the furnace shell, which takes longer than the schedule would provide. Water will be retained closer to the shell side, increasing the likelihood for disintegration as temperature and steam pressure rise.
7. Surface coating. An impermeable coating on the refractory surface will prevent the stage 1 escape of water. Slowly, this water will be forced to move to its second exit, the furnace shell. This delay prepares the still-saturated refractory for failure at the next heat ramp-up.
8. Clear obstruction from weep holes. As stage 2 water migration occurs, it will escape to the furnace shell. There should be adequate weep hole capacity, cleared of obstructions which will allow the water to exit the furnace shell. These provide a release valve for buildup of steam pressure. Thermocouples need to be monitored at both hot and cold areas to measure temperature consistency. Pre-cast refractory requires longer bake-out schedules to release all water vapor.
9. Cold weather curing. In the curing process, simple hydrates form needle-like morphology. These structures promote permeability, and water/steam can more easily migrate through the refractory to escape. Curing in below-freezing temperatures alters the hydrates to be less permeable, thus trapping the water, even during dry-out and creating an inherent risk. As well, cold weather curing slows the required strengthening process, leading to a weaker refractory and likely spall. We have had a thermal operator tell us about a below-freezing cure that went badly: The water in the castable actually froze in place. When the dry-out was initiated, the castable melted and fell to the floor, where it subsequently cured and dried.
10. Cutting short cure time. Recommended dry-out schedules always assume a 24-hour equivalent curing time at moderate temperatures. By cutting short the cure time, water is retained, and strength is reduced. For example, a conventional castable requires 24 hours cure time; high cement/low moisture castable needs at least 16 hours. Adherence to product cure time specifications ensures optimum strength and a successful dry-out.
11. Free water removal without consideration. The goal of curing and dry-out is to create permeability in the refractory at lower temperatures (300°F) to enable water to escape. By quickly ramping up dry-out temperatures for the sake of time, permeability is diminished. At higher temperatures, (+500°F) steam pressure rises aggressively. Again, refractory composition drives curing and dry-out schedules, and as a rule, the faster temperatures rise beyond specification, the higher the risk of failure.
Pre-cast shapes spall at 550°F.
12. Refractory strength as a function of water content. A simple 1% excess of water will reduce refractory strength by as much as 20%. Overwatering by 1.5% cuts strength 25% to 40%. The implications are profound: the refractory will not withstand the steam pressures in dry-out, and worse yet, there is more water that must be extracted. A successful dry-out can be jeopardized by the slightest variance in water composition.
Conclusion
Meticulous care in refractory installation is the foundation to successful furnace operation. While no one looks forward to non-productive downtime, close adherence to product specifications, cure times, and dry-out schedules will ensure a more profitable return to operations. Managing the water issues in refractory composition is job one.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: George Smith and Dan Graham
In this conversation, Heat Treat Radio host, Doug Glenn, speaks with George Smith and Dan Graham from SBS Corporation, based in Sarasota, Florida. SBS designs and engineers high-performing heat treatment solutions, including heat exchangers, filtration systems, and monitors. This episode will be especially interesting to companies who are wanting to dip their big toe into the Industry 4.0 or Internet-of-Things swimming pool but have been afraid to do so because of their cost or lack of organizational expertise. This episode introduces a relatively new product on the market that is specifically designed for entry-level applications.
Click the play button below to listen.
Transcript: George Smith and Dan Graham
The following transcript has been edited for your reading enjoyment.
“If your maintenance had the ability to monitor everything in your shop — 24 hours a day, 7 days a week, didn’t eat, sleep, or take a break — how much would that guy be worth to you? Probably quite a bit! Now, if you could also simultaneously record every data point from each sensor in your shop by the minute and then call, text, or email you date, time, and set-point readings, I think he’d be worth a lot more.” ~ George Smith of SBS Corporation
Thanks for joining us. I’m your Heat TreatRadiohost, Doug Glenn, also the publisher of Heat TreatToday, which you can find on the web at www.heattreattoday.com. The above was George Smith. George is one of two people we will talk to on this episode from SBS Corporation about their new entry-level and fully expandable monitoring system.
We’ll get back to George and our other SBS guest, Dan Graham, in just a few moments. But first, let me remind you that Heat TreatTodayis ready to help you do heat treating better. Our editorial content is targeted at manufacturers with in-house heat treat shops, especially in the aerospace, automotive, medical and energy sectors as well as general manufacturing. Heat TreatTodaybelieves that people are happier and make better decisions when they are well informed. And it is our passion to help you be well informed. We also like to inform you in ways that are current, like podcasts and targeted e-newsletters. You can subscribe to any of these services on our website. Take some time and check out the information we are providing and feel free to subscribe to any of the services we are offering. Go to www.heattreattoday.com/subscribe.
Doug Glenn (DG): Now let’s get back to our guest. Here is George Smith again, followed by Dan Graham, introducing themselves. Both of these guys were members of Heat TreatToday‘s inaugural class of 40 Under 40. First, here is George Smith.
George Smith, general manager at SBS Corporation
George Smith (GS): I am George Smith, and I am the general manager at SBS Corporation. I have been with the company for 6 years, and it is owned by my family.
Dan Graham (DGr): My name is Daniel Graham, and I have been with SBS Corporation since 2015, and I am the director of technology. I joined SBS as an intern at the tail end of my college career at Rollins College where I studied international business.
DG: Here now is George Smith expanding on his earlier description of the product SBS calls Watchdogg.
GS: [recording] “If you could also simultaneously record every data point from each sensor in your shop by the minute and then call, text, or email you date, time, and set-point readings, I think you’d be worth a lot more.” With Watchdogg, that’s exactly what you’re doing. The Watchdogg’s monitoring system monitors, records, and alerts the appropriate employee when a problem is going to happen before it actually becomes a problem. This can really apply to anything, whether that’s humidity in quench oil, low flow going to a heat exchanger or an over-temperature situation. Any place that you have a 4-20 mA signal available or a place to put a transmitter, you can monitor in real-time and predict what is going to go wrong.
Daniel Graham, director of technology, SBS Corporation
Just a quick example: In the middle of the winter in the Midwest, you’ve got a cooling fan up on your roof. Nobody is going to go check on that fan, but if it’s vibrating too much or pulling too many amps, that can be a sign that the bearing is going bad, so that fan is going to go soon. Watchdogg would text, call, or email you before that breakdown occurs based on those two things. So, if there is anything in your shop that can break down and cause a complete shutdown in production, the Watchdogg is perfect for you.
From the Beginning: SBS Corporation
DG: I have not typically associated SBS Corporation with this type of equipment, so if you don’t mind, give us a brief history of SBS, and what I think most people would typically associate you with, and then tell us about how you transitioned into something like Watchdogg.
DGr: SBS typically provides heating, cooling, filtering, monitoring, and safety equipment for the heat treat industry and we have been since 1974. Our flagship product is the Quench Air which is a quench oil cooler. It can be seen in nearly every major heat treat [shop] in the U.S., and we regularly sell our equipment in 38 countries worldwide. We started in Rochester, Michigan, and recently moved our manufacturing facility to Sarasota, Florida.
So, why text? We thought this was where the world was heading. Trying to find useful data to protect potential problems. Right now we have a product called the Aqua-Sense. This system detects humidity in oil and alerts via strobe and light when humidity is at unsafe levels in quench oil, so it is a local alarm. So, we kind of dipped our toes into technology, but as we looked at that product, we thought, “Wouldn’t it be cool if you could get a text instead? Why do you need to be in the same room as the Aqua-Sense to get the alert?” In our research, we could not find any supplementing systems that could simply alert by text that was industrial, inexpensive, and reliable, so we just developed our own system.
DG: How long has the Aqua-Sense product been on the market?
DGr: Maybe 7 years.
DG: So basically, the Aqua-Sense was kind of the springboard that at least provided the impetus and the idea to go from an Aqua-Sense, where you’re basically monitoring one or just a couple of specific items, to be able to monitor a lot more and be able to send out text, or I suppose, you can communicate in whatever fashion you want, whether it be text, emails, or whatever, correct?
DGr: Correct. All of that is customizable. You can say – this person gets a text, this person gets a text and an email, and maybe the maintenance manager would get a text, an email, and a phone call.
DG: George, you mentioned this is a family business. Tell us a little bit more about you, and especially since both of you guys were in the inaugural class of Heat Treat Today’s 40 Under 40, it would be interesting to know how you got involved with the industry.
GS: I grew up building our product so I’d come in and spend my summers putting together heat exchangers, and became real familiar with the industry at a really young age, so it was kind of just a natural mesh when my dad called me one day and said, “Hey, will you come in and work for the family business?” I was actually working as a wetlands biologist at the time, and I was in a swamp, pretty close to an alligator when he called, and I thought, “You know what? Sure!”
DG: How about you, Dan? What’s your quick history?
DGr: George and I actually went to the same college and that’s how I got to know him. I finished a couple of years after he did, and in order to finish my degree, I needed to complete an internship. I was having trouble finding internships that I was interested in, and so I gave him a call and he had an opening for me. So I started working ay SBS, finished my degree, and haven’t left.
In-House Heat Treat Shops and Watchdogg
DG: So let’s try to dig in a little deeper. I know you guys have mentioned how companies, to a certain extent, might use Watchdogg. Most of the people who are reading this are going to be manufacturers who have their own in-house heat treat. So, they’ve got dedicated furnaces and things of that sort. How might they best use this? What is typical?
GS: This is a way they can bring their old pusher furnace, vacuum furnace, or whatever they’re using, and bring them right up into the 21st century. This is a really easy system to install on any existing equipment, and then you can monitor everything from your cellphone—like temperatures, vibrations, methane levels, I mean really anything that you can send a 4-20 mA signal with, and there are thousands of applications for that. If something is starting to go wrong anywhere on that furnace, you’re going to get a text message, and it’s going to tell you exactly where something is going wrong.
We have a customer in Tennessee that has rotary furnaces and if those rotary furnaces stop spinning, they basically “banana” and that is a $120,000 shop breakdown. If you can’t get a guy in there with a hand crank right away to get that furnace turning, [then] to save a power outage or for whatever reason a belt breaks, we can send a message out to all those guys that need to grab those hand cranks and get over there. You’re going to avert a very expensive breakdown.
DG: Because people may not be thinking along these lines, let’s give people a sense of what the different types of things that you can monitor. George, you’ve already mentioned some. You’re talking obviously quench oil humidity as one and about flow of liquids, etc. Give us some examples of the more common ones.
GS: Temperature, pressure, methanol levels, proximity sensors, level sensors—there are kind of endless possibilities for it. What we’re doing right now at our shop is using one to weigh our bins so that we know when we’re getting low on certain long-lead items. When we get down to 45 pounds of ¼“-20 bolt, we know to order that, and we get a text message that reminds us to.
DG: That is very interesting and a cool way to do that. So it’s almost inventory control as opposed to process control.
GS: Right!
DG: So how many inputs can Watchdogg take? How many things can you monitor with one unit, or are these units serial? Can you connect them?
GS: You can connect them, but each actual bay station has twelve inputs available. For example, on our filters, we do pressure, temperature, humidity, and then you can get basically a scheduling of when you’re going to need to change all your quench oil filters in your shop. We can send a warning saying these are the ones that are coming up next.
Entry-Level Connectivity to the Internet of Things
DG: There are other companies that are coming out with stuff like this, right? Remote monitoring type of stuff, and we won’t mention names here because we’re not talking about them. But I’m sure a lot of our readers would know who those companies are. How does the Watchdogg differ from those products?
GS: The Watchdogg is industrial, but it is also a low-cost monitoring system. We’re going for people who are just getting into the industrial internet of things. We found in our research that typical systems of our competitors were much more expensive, or the home monitoring systems that would be lower cost couldn’t handle the transmitters that we would require in these facilities.
DG: It is safe to say it’s really a nice entry-level product for someone who might want to get started in this area?
GS: It’s one that you can grow with. The more that you add, you can work towards having your entire shop connected. You can start out with 12 different points; we call them failure points, which are basically those points in your shop where if something goes wrong there, it’s going to shut down production. The question is, what are the most important things that can go wrong, and then what transmitters can we use to predict a problem there? From there you can expand out to doing your filter maintenance or dissolve solids in quench oil.
DG: So basically anything you can measure that has a sensor that is going to put out a 4-20 mA signal.
GS: Yes, it’s going to capture that signal if it’s out of the normal range and it’s going to send you a message. But it’s also going to data log all of that, which brings us into Nadcap. You don’t have to have the guy with a clipboard. There is an unlimited amount of data that it can store and it’s also going to grab it when you want it, whether you want it grabbed once every minute or once every hour. It’s all adjustable. It also gives you a very friendly to read graph.
You can also cross-reference. Let’s say there is a correlation between the humidity in your oil and the temperature of your oil. You go onto the site, you click your temperature, you click your humidity, you pick your date range and it graphs them right together for you. So you can go back 2 years and ask, What temperature was my oil at 1:00 in the afternoon on December 24, 2017? You can go right to that day and figure out what each transmitter was reading.
Storage, Users, and Support
DG: So you said that it’s unlimited storage of data?
GS: Yes, it is unlimited storage.
DG: Now that tells me that it is cloud-based.
GS: It is cloud-based. It is stored on a local server in a secure facility which is protected by an SSL, multiple firewalls, and it is off-site from SBS.
DG: How about the number of users that can be on this?
DGr: Also unlimited. 15 or 1500. The idea is that it’s a safety device. You ought to be able to reach out to as many people as possible if something bad is going to happen.
GS: Let’s say, for example, that you’re reading all of a sudden that you’ve got a bunch of water in the bottom of your quench tank. Well, why don’t you let everybody in that building know to get out of there?
DG: Yes, right. I assume that you can customize. In other words, you’re not going to be sending one message to everybody all the time.
GS: No, you set up each transmitter individually. You put in a list that can call in sequential order or it can do a blast call where it just calls the entire list at the same time or texts and emails at the same time. When you do the sequential delivery, someone can actually acknowledge it as “I’m going to fix that problem,” and it will stop calling the rest of the list. And it also records who said, “I’m going to fix that problem”, who acknowledged that alarm.
DG: You guys are selling this domestically, North America, internationally? What’s the market area?
GS: We’re selling the cellular data-based one just in the USA. The Ethernet-based we’re selling internationally.
DG: What’s the difference between those two?
GS: The cellular has a cellular card in it that works like your cellphone, so you don’t need an internet connection. If you don’t want to run internet out in your heat treat, you can use a cellular-based one, which is dollars a month for the cellular subscription. The Ethernet has to have an Ethernet cable run to it.
DG: And you’re able to support this, I assume, remotely?
DGr: Correct. We have our site, which grabs all these points. You see your heat treat, you see all your sensors, you see where you’re at and a very easy to use website. That’s where you go to set up all your transmitters. So basically you connect power and the 4-20 mA signal to the Watchdogg box, and then you go online and you say, for example, this is going to be humidity, so it will be 0 – 100%. You put in 0 – 100%, 4-20 mA signal, and you want this to alarm when it hits 50% relative humidity—that’s halfway to having liquid water in your oil. Then you hit “Apply” and that sensor is up and running. These things take a matter of minutes to set up.
Let’s talk about difficulty of use. This is such an easy-to-use system. I think people tend to be intimidated by the Internet of Things or having web-based monitoring. It can be a scary word to a lot of people. This is a really simple system. My 70-year-old father went ahead and set his own up, and he is not a “techy” by any means. It takes minutes to set up. It arrives basically as plug in and play. You plug it into the wall, you plug your sensors in, and then we walk you through set-up online. With the customer’s permission, we can access their pages and walk them through setting up transmitters. The website itself really walks you through that on its own. It is very intuitive. Each transmitter takes about 3 minutes to set up, so if you sat down for a half hour, you could have your Watchdogg up and running.
Where Watchdogg Is Headed
DG: What are you planning for the future? What’s in the offing here?
DGr: We’ve talked about keeping the data storage on site, so having a dedicated server in the customer’s facility. Some people just don’t want that information to leave, no matter what. That’s something we see in the future that we’re working on currently. Something else that we have been working on is really meshing this Watchdogg with a customer’s current control panel. This is something that we see pretty soon in development. Basically, we would create like a middle man almost that would split the 4-20 mA signal so that you could use the Watchdogg and your control panel at the same time, using your existing 4-20 mA signals that are coming back to your main control panel on your furnace.
GS: We’re also working to improve our products, integrating Watchdogg into all of the equipment that we’ve already built—our Quench Air heat exchangers, filters, sand separators, scale removal systems.
We hate just having a light on the wall. We were at a heat treat a couple of years ago and they had one of our filter systems and somebody had put a rag over the alarm horn on it because it was annoying. Nobody knows when that filter is full because they can’t hear it go off. So instead, let’s text the maintenance manager and give him a heads up when he’s got 2 days before he needs to change out that filter bag and then we’ll send him another note when he needs to change it. That way he can schedule it ahead of time.
This is all about avoiding breakdowns for our customers. The most costly thing that can happen is having a breakdown. That was our whole focus in designing this—How can we stop breakdowns from occurring?
DG: Are you enjoying the development of it, and are you happy with how it’s rolled out so far?
GS: We’re having a lot of fun with it. We’re constantly wondering what else we can do with it as it has so many applications—in our own shop, much less customers calling saying, “You know, I’ve got this in place and it’s got two more slots open on it, can I do this . . . ?” Then we get to figure out how do they do that, and then in 99% of the cases, our answer is, “Yes, you can do that!”
We had a customer that wanted to monitor his methanol. He called us and said, “Can I do that? I’ve got a methanol transmitter.” We said, “Absolutely!” So he plugged it in and now he’s monitoring his methanol.
DG: Do you tend to find people that will buy it, plug in a couple of things, and then find other things to plug into it because they like it so much?
GS: Yes, exactly. Anything you can think of. Like I was saying with our 4-20 mA scales that we’re using, that wasn’t the intended, original use for this, but we’re not running out of parts that we need!
DG: That’s a relatively innovative approach to it, I think—even inventory control! That’s pretty cool!
So if you’re in a company that is interested in moving into the 21st century and are looking for a fully expandable monitoring system to introduce you to the internet of things, this Watchdogg system from SBS Corporation might be just the ticket. For more information, you should go to www.sbscorporation.com or contact me directly at doug@heattreattoday.com and I’ll introduce you to George Smith or Dan Graham.
You can find more Heat TreatRadio episodes by googling Heat TreatRadio. Believe it or not, we’ll be the first nonpaid thing that pops up. You can also subscribe to Heat TreatRadio on iTunes or SoundCloud. Don’t forget to visit our website frequently. We post one new piece of heat treat information every weekday. You can subscribe to our daily e-newsletter or you can subscribe to our growing number of industry-specific heat treat e-newsletters like our Leaders in Aerospace heat treat monthly e-newsletter, which will debut soon, if not already. We’ll also be introducing a similar version for our automotive industry heat treaters as well as our medical and energy heat treat readers. Watch for them in the near future. Also, since we know that you can’t solve all of your own heat treat problems, feel free to reference our list of heat treat consultants on our website or by googling heat treat consultants. We should be one of the top 2 or 3 results that pop up. Or you can simply type www.heattreattoday.com/consultant into your browser.
This and every other episode of Heat TreatRadio is the sole property of Heat TreatToday and cannot be reproduced without specific written permission from Heat TreatToday.
This episode was produced by the recently engaged Jonathan Lloyd of Butler, Pennsylvania. Congratulations, Jonathan! I’m your host, Doug Glenn. Thanks for listening.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
This is the third in a 4-part series by Dr. Steve Offley (“Dr. O”) on the technical challenges of monitoring low-pressure carburizing (LPC) furnaces. The previous articles explained the LPC process and explored general monitoring needs and challenges (part 1) and the use of data loggers in thru-process temperature monitoring (part 2). In this segment, Dr. O discusses the thermal barrier with a detailed overview of the thermal barrier design for both LPC with gas or oil quench. You can find Part 1 here and Part 2 here.
Low-Pressure Carburizing (LPC) with High-Pressure Gas Quench – the Design Challenge
A range of thermal barriers is available to cover the different carburizing process specifications. As shown in Figure 1 the performance needs to be matched to temperature, pressure and obviously space limitations in the LPC chamber.
Fig 1: Thermal Barrier Designed Specifically for LPC with Gas Quench.
(i) TS02-130 low height barrier designed for space limiting LPC furnaces with low-performance gas quenches (<1 bar). Only 130 mm/5.1-inch high so ideal for small parts. Available with Quench Deflector kit. (0.9 hours at 1740°F/950°C).
(ii) Open barrier showing PTM1220 logger installed within phase change heatsink.
(iii) TS02-350 High-Performance LPC barrier fitted with quench deflector capable of withstanding 20 bar N2 quench. (350 mm/13.8-inch WOQD 4.5 hours at 1740°F /950°C).
(iv) Quench Deflect Kit showing that lid supported on its own support legs so pressure not applied to barrier lid.
The barrier design is made to allow robust operation run after run, where conditions are demanding in terms of material warpage.
Some of the key design features are listed below.
I. Barrier – Reinforced 310 SS strengthened and reinforced at critical points to minimize distortion (>1000°C / 1832°F HT or ultra HT microporous insulation to reduce shrinkage issues)
III. High-temperature heavy duty robust and distortion resistant catches. No thread seizure issue.
IV. Barrier lid expansion plate reduces distortion from rapid temperature changes.
V. Phase change heat sink providing additional thermal protection in barrier cavity.
VI. Dual probe exits for 20 probes with replaceable wear strips. (low-cost maintenance)
LPC or Continuous Carburizing with Oil Quench – the Design Challenge
Although commonly used in carburizing, oil quenches have historically been impossible to monitor. In most situations, monitoring equipment has been necessarily removed from the process between carburizing and quenching steps to prevent equipment damage and potential process safety issues. As the quench is a critical part of the complete carburizing process, many companies have longed for a means by which they can monitor and control their quench hardening process. Such information is critical to avoid part distortion and allow full optimization of hardening operation.
When designing a quench system (thermal barrier) the following important considerations need to be taken into account.
Data logger must be safe working temperature and dry (oil-free) throughout the process.
The internal pressure of the sealed system needs to be minimized.
The complexity of the operation and any distortion needs to be minimized.
Cost per trial has to be realistic to make it a viable proposition.
To address the challenges of the oil quench, PhoenixTM developed a radical new barrier design concept summarized in Figure 2 below. This design has successfully been applied to many different oil quench processes providing protection through the complete carburizing furnace, oil quench and part wash cycles.
(i) Sacrificial replaceable insulation block replaced each run.
(ii) Robust outer structural frame keeping insulation and inner barrier secure.
(iii) Internal completely sealed thermal barrier.
(iv) Thermocouples exit through water/oil tight compression fittings.
In the next and final installment in this series, Dr. O will address AMS2750E and CQI-9 Temperature Uniformity Surveys, which often prove to be challenging for many heat treaters. "To achieve this accreditation, Furnace Temperature Uniformity Surveys (TUS) must be performed at regular intervals to prove that the furnace set-point temperatures are both accurate and stable over the working volume of the furnace. Historically the furnace survey has been performed with great difficulty trailing thermocouples into the heat zone. Although possible in a batch process when considering a semi-batch or continuous process this is a significant technical challenge with considerable compromises." Stay tuned for the next article in the series of Temperature Monitoring and Surveying Solutions for Carburizing Auto Components.
With electricity costs increasing, heat treat facilities are looking for ways to harness energy and minimize heat loss through a variety of insulating methods and applications. Heat Treat Today‘s Technical Tuesday feature comes from Reál J. Fradette of Solar Atmospheres Inc of Souderton, PA (with Nicholas R. Cordisco of Solar Manufacturing Inc. contributing), analyzing the different types of furnace hot zone insulation materials with the following points taken into consideration:
A) Hot Zone Designs
All-Metal Designs
Ceramic Fiber Included Designs
Graphite Type Insulated Hot Zones
B) Defining Hot Zone Losses For Different Hot Zone Configurations
Calculating Power Losses For A Given Size Furnace
Effect Of Hot Zone Losses On Heating Rates and Peak Power
C) Effect on Power Losses With Various Insulation Layers and Thicknesses
Projecting Relative Losses Versus Felt Thicknesses
D) Equating Insulation Designs To Actual Power Usage
Projecting Cycle Costs For Different Areas Of Operation
Impact of Hot Zone Type on Total Cycle Cost
E) Summary And Conclusions
An excerpt:
The heating rate of a load will dictate the total energy required to heat that load at that heating rate. Heating as fast as possible is not often the best solution to the application.
Here is what readers are saying about recent posts on Heat Treat Today. As is our policy, we allowed the original author to preview and respond to this reader feedback. See Greg Odenthal’s response at the bottom of this post.
William (Bill) Jones of Solar Atmospheres Inc. on the Heat Treat Radio podcast interview with Greg Odenthal of ITC Coatings. Click here for the podcast (transcript here):
William R. Jones, FASM, Solar Atmospheres Inc.
Re: Heat Treat Radio: ITC Coatings
This would be a poor selection for a vacuum furnace as it is well known that ceramic coatings and the like are hydroscopic and will absorb water from the atmosphere when opening the furnace to air for work unloading and reloading, with adverse effects on following vacuum pump down, i.e., to pump out the absorbed water vapor.
With respect to ceramic lined refractory insulated atmospheric furnaces: I can respect the coating for sealing an older furnace lining for porosity and lining leaks to the outer furnace wall and for improving re-radiation to the work load with well-known surface emissivity improvement. This is not an easy coating to apply and will require maintenance “man-hours”. So one has to balance the coating time and coating cost compared to furnace out of production cost. Furnaces are like airplanes, when sitting on the ground for any purpose, they lose money.
Now, when looking at furnace hot zone efficiency, one has to review power losses both before and after changes such as coatings. With an electric furnace a totalizing wattmeter or with a gas totalizing gas meter similar to our utility company meters. Such data needs to be presented for both furnace before and after coatings on an exact furnace and production cycle.
William R. Jones, FASM
Solar Atmospheres Inc.
We offered Greg Odenthal of ITC Coatings the opportunity to respond:
Greg Odenthal, Director of Engineering & Technical Operations, ITC| International Technical Ceramics, LLC
Mr. Jones,
I cannot agree or disagree with you regarding your opinion that ITC Coatings are a poor selection for vacuum furnaces as we have never tested in nor targeted this industry. It is true that ceramic coatings are hydroscopic; however, I’m not sure just how much water/moisture a layer of ceramic coating only 1 to 2 mils thick will absorb. With that being said, any moisture absorbed would wick away in a very short period of time. Whether or not they are good for the vacuum heat treating industry is still up for discussion.
As for your comment regarding that this is not an easy coating to apply, I must tell you that you are wrong. I have been onsite on just about every installation that we have done and our crew size can be very small. For an average size heat treat or forge furnace — for example, 32’ L x 16’ H x 15’ W with a new ceramic fiber lining — a crew of two men can and have coated the entire square foot surface area in an eight (8) hour shift. The cost of the coatings and labor to install is pennies on the dollar compared to the cost of regularly scheduled downturns every 3 to 4 months to pack joints and cracks with new fiber, trying to prevent heat loss and increasing fuel consumption. We have current customers that have not done any refractory maintenance in four to five years and now only have one outage per year for their yearly furnace inspection. Once installed, the ITC Coatings increase a furnace’s efficiency by reducing refractory maintenance, reducing fuel consumption, improving temperature uniformity, improving product quality, improving turnaround times, along with a host of additional benefits, thus preventing the furnace from costing the customer money, unlike your grounded airplane analogy.
In regard to hot zone efficiency and gas/power reduction, we have been working with the gas supply companies in Canada who are currently monitoring our customers’ fuel usage and see the reductions. They are now beginning to give current and potential customers money for this type of upgrade, upwards of 50% of the cost to install ITC Coatings. We do not just sell ceramic coatings, we provide the customer with a complete engineered solution along with a total Btu savings analysis for each furnace we quote. Each Btu savings analysis is unique to that furnace and based on operational data supplied by the customer. We have also provided before and after thermal imaging of the furnace as proof that the heat transfer/loss through the refractory and to the shell is less, so you do not necessarily need totalizing meters to prove energy savings.
If you would like to learn more about ITC Coatings and our technology, I encourage you to contact me and discuss this topic in greater detail.
Regards,
Greg Odenthal
Director of Engineering & Technical Operations
ITC| International Technical Ceramics, LLC
We welcome your inquiries to and feedback on Heat Treat Today articles. Submit your questions/comments to editor@heattreattoday.com.
Original Content by Contributing Writer Ken Stanford
Furnace refractories are an essential consideration in thermal process equipment operations for optimizing efficiency, productivity, and performance as well as cutting operating costs.
To optimize furnace refractory lining, operational factors must be considered, such as furnace type, alloy composition, operating temperatures and melt rate, type of fuel used and charging and drossing practices. Furnace design is also critical, with factors including equipment type, static or tilting, capacity, desired casting temperature and position of freeze plane.
The service life of a furnace refractory lining is typically between four to 15 years, depending on the type of furnace and other variables including alloy type, melt rate, combustion system, scrap charging size and furnace practice. Contributing factors to refractory failure include corundum growth, mechanical damage, metal penetration, thermal shock, erosion and chemical attack.
Since 1974, the Pyrotek TAB Refractory Services team, based in Warrington, UK, has developed lining compositions and materials that can withstand harsh environments. The systems are pre-fired to 932°F (550°C), which eliminates water to allow for faster commissioning. A strong ceramic bond is developed and firing shrinkage is allowed that results in less stress relief cracking. Installation is not affected by ambient temperatures. Big-block systems can also be combined with castable or brick furnace linings, and to maximize service life, the company provides “zoned” refractory linings consisting of both cast-in-place and precast monolithic blocks. Employing the most suitable refractory materials for each different area of the furnace extends the lining’s durability and reduces furnace maintenance and downtime.
Figure 1. Big-block linings improve furnace performance and productivity
Examples of the work illustrate the key issues and routes to effective refractory relines. Here are recent projects where the company has provided refractory technology input:
The company designed and installed refractory components for a South African aluminum operation, then relined those components in 12 smelting furnaces.
Logan Aluminum Inc in Russellville, Kentucky, commissioned refractory lining for a new furnace designed to process flat-rolled aluminum sheet primarily for use in the beverage can market. The 340,000-pound (154-ton) tilting holding furnace, one of the largest in the world, was supplied by UK-based manufacturer Mechatherm International Ltd. Two low nitrogen-oxide burners allow the furnace to have holding and melting capacity. Furnace features include a large 33 foot (10 meter)-wide door, roof-mounted radar molten metal sensor and integration for an under hearth electromagnetic stirrer, Mechatherm says. The furnace is expected to begin operating later this year.
The refractory lining of six new aluminum melting furnaces was contracted by Mechatherm for the Novelis recycling plant in Nachterstedt, Germany. The plant was commissioned in 2014 and processes 881.8K pounds (400,000 tons) of aluminum scrap annually. Mechatherm believes that the melting furnaces are the biggest dual-chamber recycling units in the world. They comprise three 400,000-pound dual-chamber side well furnaces, which each has over 1 million pounds (500 tons) of refractory, and three 286.6K-pound (130-ton) side well furnaces with 661.4K pounds (300 tons) of refractory each. The company was later awarded the casthouse refractory maintenance contract.
A greenfield project in Saudi Arabia jointly owned by Alcoa and the Saudi Arabian Mining Co. (Ma’aden) were supplied turnkey refractory furnace linings by the company’s Saudi Arabian operation, TAB KSA. The integrated aluminum facility, which began pouring metal in 2012, includes an alumina refinery, a smelter, a casthouse and a rolling mill. The smelter has a capacity of 1.63M pounds (740,000 tons) per year. Pyrotek participated in what was reportedly the largest aluminum furnace refractory project in history. The equipment scope comprised: five 220,000-pound (100-ton) ingot furnaces, five 298,000-pound (135-ton) slab furnaces, three 187,000-pound (85-ton) billet furnaces, one 80,000-pound (36-ton) coil melter, one 198,000-pound (90-ton) remelt furnace, and two 265,000-pound (120-ton) used beverage can (UBC) side-well melters,
The company’s global refractory team and engineering centers work with aluminum operations to select the optimal refractory design and materials for their particular applications. In some cases, upgrading from brick to a non-wetting, corundum-resistant lining in smelting furnaces can increase ingot and billet casting capability. After a 5-year period, some customers reported that furnace downtime due to refractory repairs was reduced by up to 65 percent. Total furnace availability increased by up to 12.6 percent, and output increased by up to 26 percent. Refractory costs per pound of aluminum produced were reduced by up to 22.8 percent.
Furnace relines and maintenance for major aluminum companies around the world have been carried out with over 1,100 completed projects in more than 30 countries.
Ken Stanford formerly served as Group Managing Editor and Technical Director at DMG World Media in the UK, responsible for various metal, foundry, steel, and furnaces publications and associated conferences and exhibitions in the UK and overseas, including Aluminium International Today, and the ALUMINIUM series of events, which presents in Germany and the US. Particular industry interests center on new technologies, innovation, and applications, as well as sustainability and environmental issues.















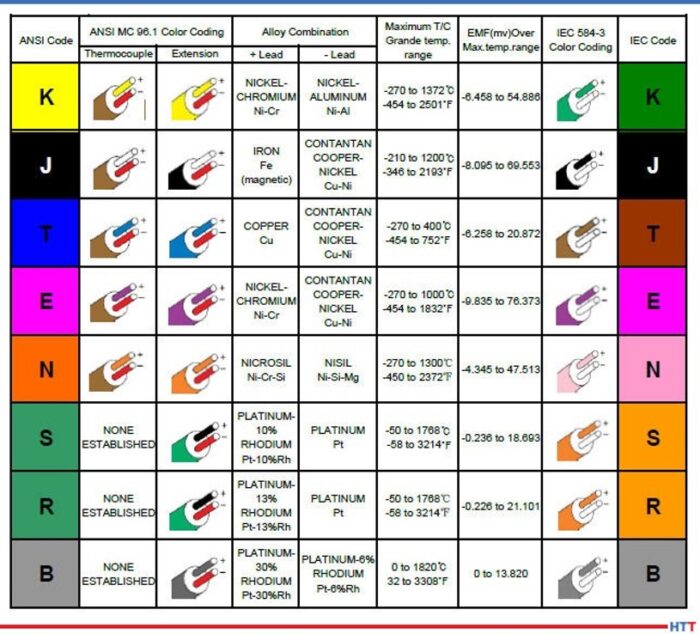



















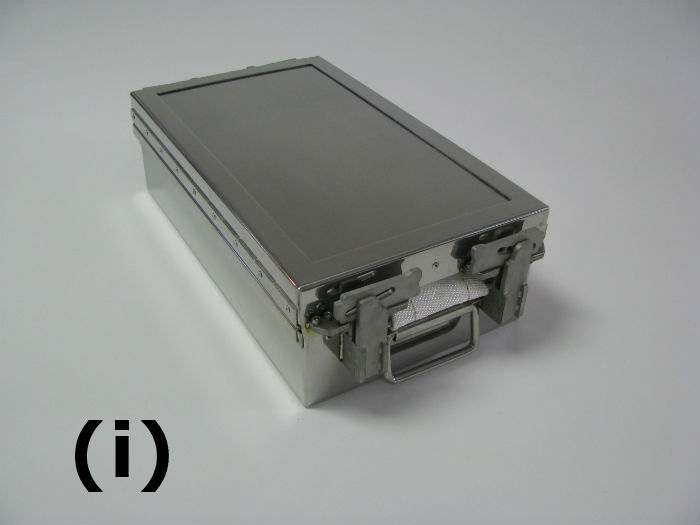
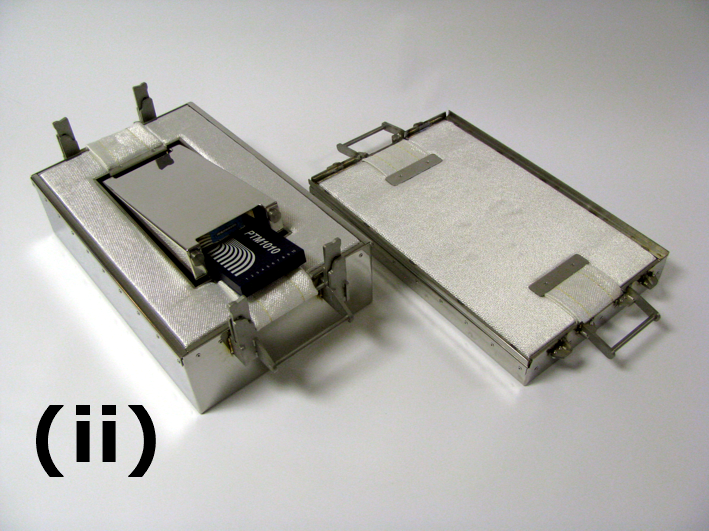
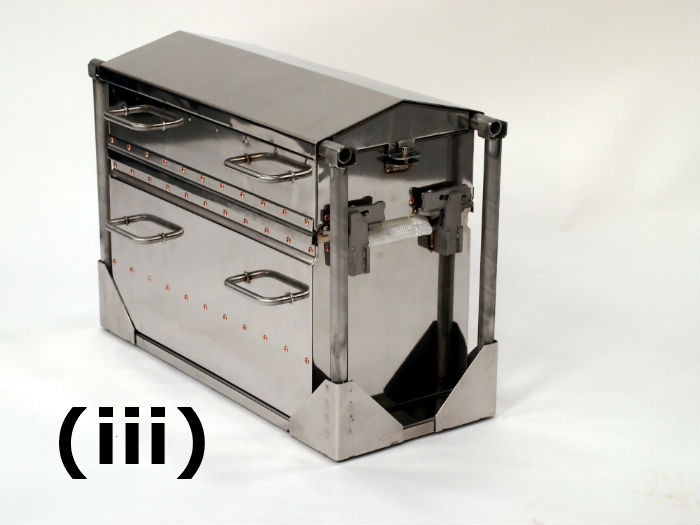
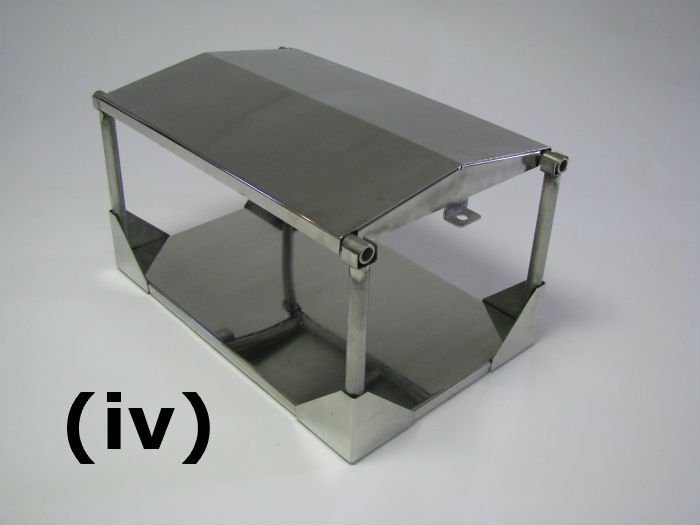
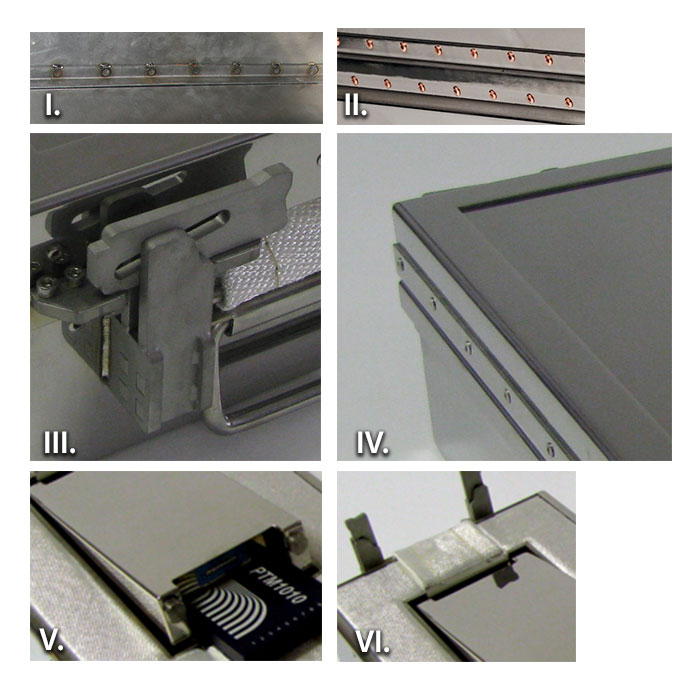
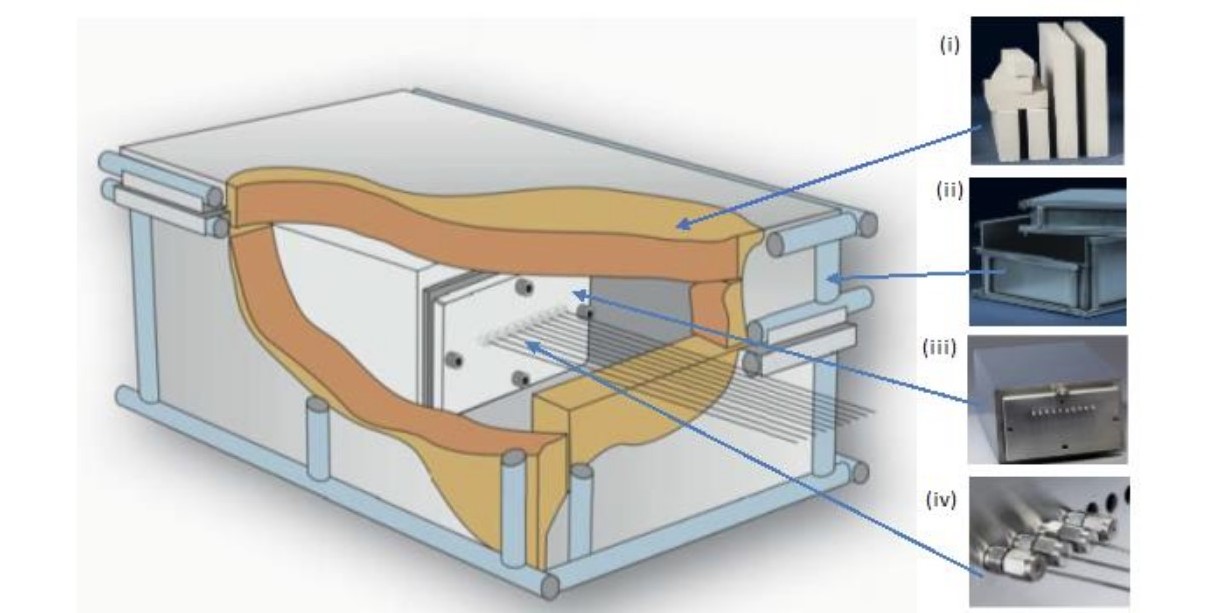
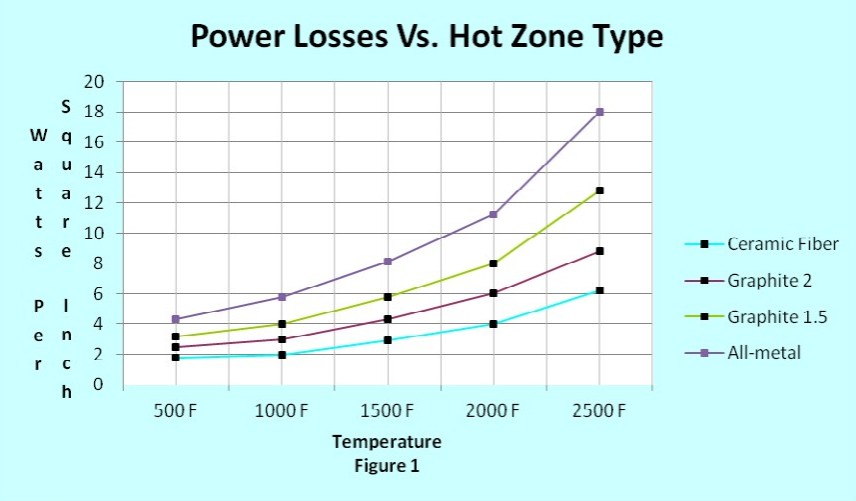






{kind=link}