A global manufacturer of thermal-processing and sterilizing equipment announced they are working with hospitals to prove the efficacy of their Gruenberg product line for dry heat sterilization on PPE and N95 masks for re-use.
Recent tests at a research hospital show positive results in the dry heat sterilization of masks, face shields, gowns and other PPE, with minimal deterioration of the material. During the process, Thermal Product Solutions, LLC (TPS) heated masks to a specified temperature for a calculated period of time that resulted in sterilization of the material. After the sterilization process, fit tests were performed on the masks that passed filtration efficacy, structural integrity, and mask fit. TPS is continuing to work with facilities to further confirm test results.
Greg Jennings, president and CEO, Thermal Product Systems
“We are dedicated to finding methods that aid in protecting the health and safety of all those serving on the front lines during the COVID-19 pandemic,” said president and CEO Greg Jennings. “Our dry heat sterilizers have been used for decades in the decontamination and sterilization of all forms of microbial life and it only made sense to begin testing their efficacy on sterilizing PPE for hospitals and emergency personnel. We are looking to find additional testing partners quickly and ultimately receive FDA approval to help fight the COVID-19 spread.”
Picture 2: Gruenberg Truck- In Sterilizer (source: Thermal Product Solutions)
The Gruenberg sterilizers utilize convection airflow and dry heat for the process. Heat is absorbed by the item being sterilized for a period of time until it reaches the proper temperature needed to destroy microorganisms and achieve sterilization. Dry heat sterilizers range in size from small tabletop models (Picture 1) starting at 1.25 cubic feet (cf) to large truck-in models (Picture 2) offering 1,000cf of sterilization capacity.
Gruenberg’s smaller dry heat sterilizers feature a unique design where the process chamber is sealed throughout the entire cycle, containing any airborne particulates and sterilizing them. Larger chamber systems are easily customized and feature intake and exhaust HEPA filters and several door seal options.
A strong and healthy vacuum furnace system is essential for heat treaters who want to stay competitive and serve their customers well. The heart of the vacuum furnace system is just as critical as the heart of the human body. Just as a healthy heart is essential to living well, keeping a healthy vacuum furnace system pumping strong is essential to certain heat treating operations.
In this Heat Treat TodayTechnical Tuesday Best of the Web feature, Ipsen USA provides tips for how you can get the best performance out of your vacuum furnace by selecting the most appropriate pumping system, and by following a few simple tips for vacuum furnace maintenance over at its blog, Ipsen, The Harold.
An excerpt: “Vacuum furnace systems utilize various types of pumping system combinations to evacuate atmospheric pressure from the vacuum chamber to required ranges for specific processes. Since the heart of the furnace is the vacuum system, it is essential to maintain the pumping system as specified in the operator’s manual, taking into consideration any special accommodations that the type of process being conducted may require.“
This post from Ipsen’s blog guides readers through the basics, troubleshoots common problems, and gives tips for avoiding the heat treater’s primary enemy.
Is new technology always an advantage? Do companies need to update everything or a few things? The rapid pace of technology upgrades is dizzying, and many heat treaters can find themselves unsure of whether to embrace it or refuse it.
In thisHeat Treat Today Original Content feature, Gerry McWeeney of Heat Treatment Solutions gives his take on the pros and cons of remote monitoring in heat treatment.
Special thanks to Gerry McWeeney, heat treatment consultant and president of Heat Treatment Solutions, for permission to run this article.
Technology plays a major role today in most industries, and heat treatment is no different. Having been around emerging technology a lot in the last 20 years or so and reviewing recently other types available in the heat treatment marketplace, it is a subject near and dear to me and I was happy to be sought out by friends in the industry to give my opinion on the Pros & Cons.
THE PROS:
SAFETY – This cannot be reiterated enough. By reducing numbers of labor in operating units, remote capabilities reduce the risk for end-user and vendors.
COST REDUCTION – Reduced labor provides a better commercial proposition to end-users on the manpower to equipment discounted rate scenario.
REMOTE START and STOP
Clients can benefit from early switch on to assist getting weld preheat to temperature. While not ideal for every situation, e.g. inside refineries where conditions can change and the need for the buddy system negates commercial benefit, but, in certain situations can assist welder productivity, which helps cost and schedule.
This reduces the risk in emergency situations. The equipment can be remotely isolated without putting people into the units to do this task.
THE CONS:
REDUCED LABOR - At the site, this can have commercial benefits to the customer. It can also have an adverse effect when scope creep or changes to the schedule occur and there are insufficient resources.
LIMITED FIELD EXPERIENCE - Having control and monitoring operators with limited field experience is a risk as they, at times, can be unable to assist adequately when heat treatment or site conditions change.
RULES & REGS - Differing employment rules and regulations across borders and states can have an adverse effect on project harmony between operators and field personnel.
TOO BUSY – Some operators can be charged with monitoring many heat treatments across various different recording devices and projects, some more complex than others. This can cause delays in communications to field when operators have too much on their hands and conditions change. This can be especially true during TAR / OUTAGE season.
The above lists are not complete--there are other softer pros and cons depending on each company’s technology.
Technology alone will not guarantee the heat treatment, that can only be done by correct set up of thermocouples and heating elements in accordance with code requirements and/or engineered drawings that meet code criteria. Technology is here to stay, and advancements in it, when implemented properly, will help vendors and users alike.
“My preference is for control and monitoring at site using remote capabilities with access to view by the client and heat treatment personnel at site”
Heat resistant alloys used for heat treating fixtures, muffles, retorts, radiant tubes, and other parts are typically stainless steel or nickel based austenitic alloys. Welding of these alloys requires practices that are often exactly the opposite of the practices required for carbon and alloys steels since austenitic stainless steels do not undergo phase transformations. Metallurgists are often asked many questions on the proper welding methods. Carbon and alloy steel welding requires practices and procedures that will minimize or prevent the chances of cracking due to potential martensite formation during weld solidification. Austenitic stainless steels do not undergo any phase transformation. They require rapid cooling to prevent solidification cracks due to hot cracking. Thus different procedures are required.
In this Heat Treat TodayTechnical Tuesday feature, Marc Glasser, Director of Metallurgical Services for Rolled Alloys, provides some basic information on the metallurgy as well as good welding practices to follow.
Reprinted with permission from Heat Treat 2019: Proceedings of the 30th Heat Treating Society Conference and Exposition, October 15-17, 2019, Detroit, Michigan, USA. ASM International, 2019.
CHEMISTRY CONSIDERATIONS
Most heat resistant alloys used in the heat treating industry for components are austenitic. They can be austenitic stainless steels, or austenitic nickel alloys. The key word is austenitic. One of the virtues of austenitic materials is that they are not subject of phase changes from cooling to heating or heating to cooling. This is markedly different from alloy and carbon steels, which undergo a phase transformation from austenite to ferrite and cementite. The cooling must be slow enough to prevent martensite formation, so preheating and postheating are performed to either prevent this phase transformation or to temper any formed martensite.
Austenitic alloys do not undergo phase transformations to martensite, and as a result slow cooling the material is the worst operation that an austenitic alloy can be subject to. In austenitic alloys, the main concern is the tendency for welds to hot tear upon solidification[1]. In stainless steels with up to approximately 15% nickel, the solution is simple. The composition is adjusted to form small amounts of ferrite during solidification[2]. Prediction of the ferrite number FN, which represents an estimate of the amount of ferrite in the weld after solidification, is predicted by using Schaeffler diagrams. The ferrite nullifies the effect of certain trace elements that cause hot cracking [1]. One of these trace elements, phosphorous cannot be refined out of the material. Since these materials are all melted from scrap metal, the amount of phosphorous found in the heat will mirror the amount in the scrap. Sulfur, silicion, and boron also contribute to hot shortness, but these elements can be refined to very low levels in the steelmaking process.
For higher nickel bearing grades, with more than 20% nickel, the chemistry precludes the possibility of ferrite formation. Therefore, other means must be employed to prevent hot tearing during solidification. In this case, the residual trace elements, particularly P must be kept low, as they lead to hot shortness [2, 3]. Certain alloy additions including manganese (Mn), niobium (Nb), molybdenum (Mo), and carbon (C) all reduce the propensity of austenitic nickel alloys and high nickel stainless steels to crack [4]. 310 stainless steel stans in a unique position having neither ferrite formers nor weldability-enhancing alloy additions. In this alloy, control of chemistry and residuals is of utmost importance.
The other key to successful welding of nickel alloys is to minimize the time spent in the high temperature range where they are susceptible to hot tearing [4].
GOOD WELDING PRACTICES
Good welding practices for nickel alloys are centered on the need to remove heat as quickly as possible in order to minimize the time spent in the hot tearing range. The first consideration is to keep the heat input as low as possible to still get a full penetration weld. The actual input in kJ is dependent on the alloy being welded.
Heat input (HI) is defined as: HI (KJ/in) = Voltage x Amperage x 6/(Speed (inch/min) x 100)
Welds should NOT be preheated and interpass temperatures should be 200°F maximum. The cooler the interpass temperature is, the less likely hot tearing is [5]. A reliable, easy test for a welder is the spit test. Spit on the weld, and if it boils it is still to hot, and further waiting is in order.
One of the most important considerations in welding nickel alloys is to weld in a straight line along the length of the weld and do not weave. Welders tend to weave from side to side especially when welding nickel alloys which are more viscous that carbon steels and this weaving makes the metal flow better. While this technique works well for carbon steel where a higher heat input and slower cooling are necessary, it is exactly the wrong procedure for nickel alloys. Weaving tends to flatten out a weld. This in turn reduces the crown height and strength.
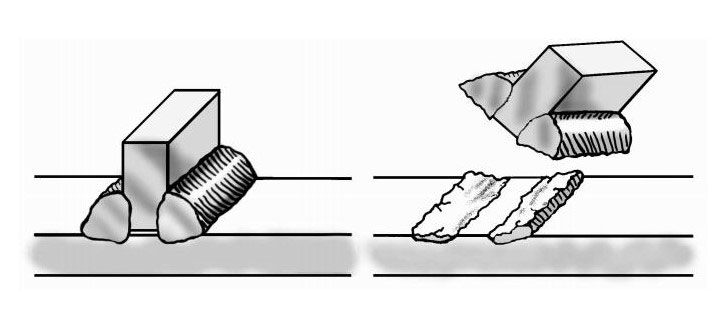
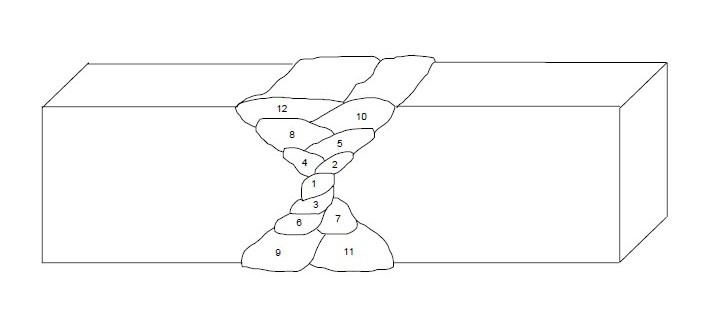
Furthermore, weaving tends to increase the heat going into the weld and slow down the weld speed. The key is to get a nicely shaped, convex weld bead, as illustrated in Figure 1. A concave bead configuration tends to crack along the centerline [5].
Figure 1: Convex vs. Concave Weld
Full penetration welds are important. Beveling one or more of the pieces to be joined may be required to get a full penetration weld. Incomplete penetration leaves a void between the two workpieces. Such a channel can entrap surface treating gases leading to brittle pieces surrounding the weld. Furthermore, the gap can act as a propagation site for cracks which form from thermal cycling from heat treating. This is shown in Figure 2 below.
Figure 2: The effect of non fully penetrated welds
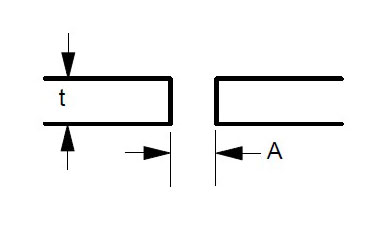
Some suggested joint designs include square butt joint, single V joint, double V joint, single U joint, double U joint, J groove joint, and T Joint. These are shown in Figures 3 to 9 below, along with design criteria. These suggestion grooves are from ASME code[6], but are good guidelines to follow even if code stamps are not required.
Figure 3: Square butt joint. Maximum t = 1/8 ” Gap A = 1/16″ Minimum, 3/32″ Maximum
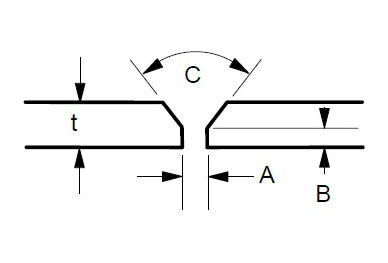
Figure 4: Single V Joint. Maximum t = 1/2″ Gap A = 1/16″ Minimum, 1/8″ Maximum Land B = 1/16 to 3/32″ Angle C = 60 – 75 degrees
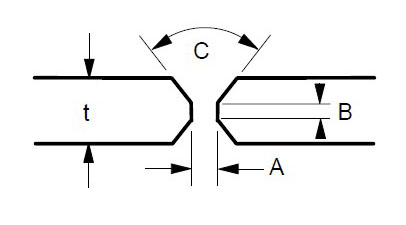
Figure 5: Double V Joint. Gap A = 1/16″ Minimum, 1/8″ Maximum Land B = 1/16 to 3/32″ t = 1/2″ or greater Angle C = 60-75 degrees
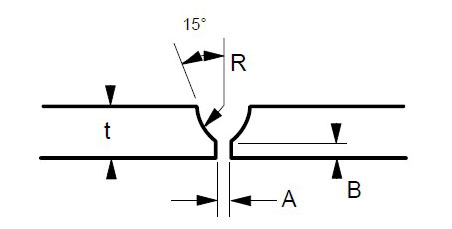
Figure 6: Single U Joint. Gap A = 1/16″ Minimum, 1/8″ Maximum Land B – 1/16 to 3/32″ Radius R – 3/8″ Minimum For single groove welds on heavy plate thicker than 3/4 inch. Reduces the amount of time and filler metal required to complete the weld.
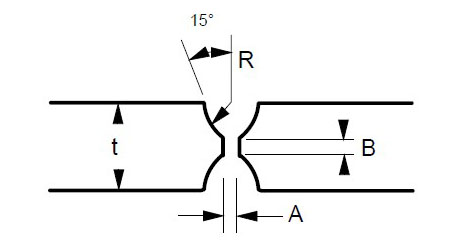
Figure 7: Double U Joint. Gap A = 1/16 to 1/8″ Land B = 1/16 to 3/32″ Radius R = 3/8″ Minimum Minimum t = 3/4″
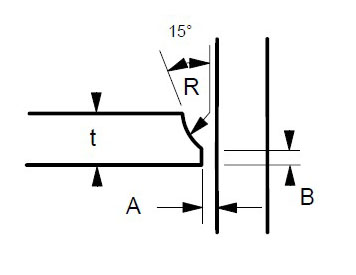
Figure 8: J Groove Joint. Gap A = 1/16 to 1/8″ Land B = 1/16 to 3/32″ Radius R – 3/8″ Minimum For single groove welds on plates thicker than 3/4 inch. Reduces the amount of time and filler metal required to complete the weld.
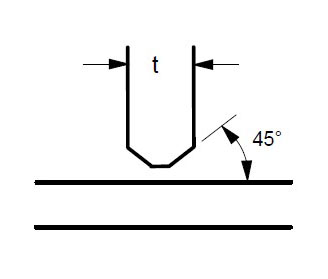
Figure 9: T Joint. t = greater than 1/4″ For joints requiring maximum penetration. Full penetration welds give maximum strength and avoid potential crevices.
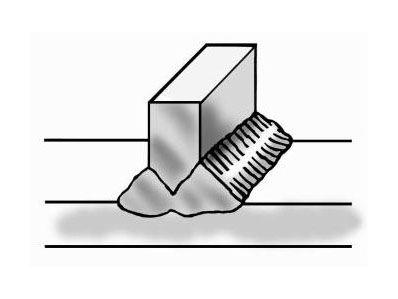
Regardless of which joint is selected, the purpose is to obtain a full penetration weld with no voids or channels, as shown in Figure 10 below.
Figure 10: Example of Full Penetration Weld
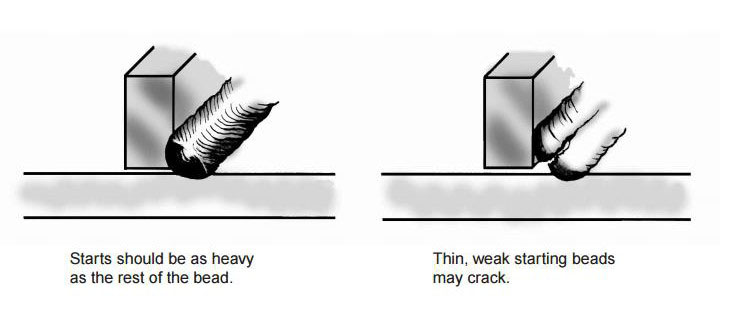
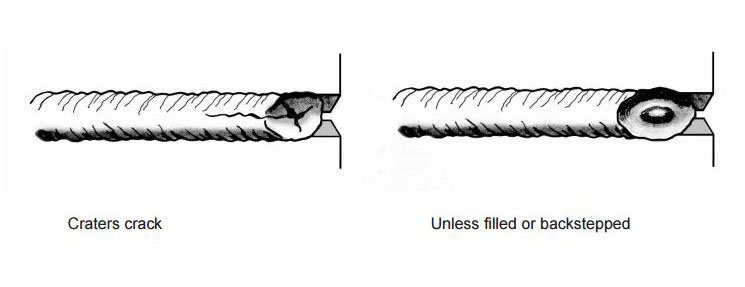
Both the starting and finishing ends of the weld beads can be crack initiation sites. The best practice for starting is to make the start of the weld bead as heavy as the rest of the weld bead [4]. A light or thin start up can cause cracking. This is shown in Figure 11. Furthermore, in nickel alloys, the end of the bead can sometimes yield a star shaped crack. This can be eliminated by backstepping the weld for ½ to 1 inch as shown in Figure 12 [3].
Figure 11: Start welds as heavy as the rest of weld beads
Figure 12: Backstep the weld ends to prevent cracking
Cleanliness is extremely important for welding stainless and nickel alloys. Some general rules include [5]:
Remove all shop dirt, oil, grease, cutting fluids, lubricants, etc. from welding surface and on the area 2 inches wide on each side of the weld joint with suitable cleaning agent.
Eliminate all sources of low melting metal contaminants from paints, markers, dies, back up bars, etc. Chromium plate copper back up bars can form a barrier between copper and the weld surface. Copper can cause HAZ cracking in nickel alloys. These low melting contaminants cause cracking and failures in nickel alloy and stainless steel welds. Avoid using lead or copper hammers in fabrication shops.
Grind clean the surfaces and the HAZ areas. Chromium scales melt at higher temperatures than the base metals and will not be reduced by filler metals.
When welding to nickel alloy or stainless to plain carbon steel, the plain carbon steel must be ground on both sides too.
SHIELDING GASES
Bare wire welding requires a shielding gas to protect the weld from oxidation, loss of some elements to slag or oxide formation, and contamination.
Most stainless steel and nickel alloys require 100% argon for shielding for the GTAW or TIG process.
GMAW or MIG welding has two distinct modes of metal transfer. Spray arc processing transfers metal between wire tip and workpiece as droplets. Short circuit processing transfers the metal in sheets or globules. The most common shielding gas for spray arc GMAW welding is 100% argon. 10-20% helium can be added along with small amounts of carbon dioxide (1% max) to improve bead contour and reduce arc wander [1]. Short circuit GMAW welding uses blends of inert gases usually either 75% argon – 25% helium or 90% helium – 7.5% argon – 2.5% carbon dioxide.
In order to prevent hot cracking with the GMAW process, 602CA® requires a unique blend of 90% argon – 5% helium – 5% nitrogen and a trace (0.05%) carbon dioxide. This blend was trademarked as Linde CRONIGON® Ni30. It is not readily available but there are other close alternate quad gas blends that are commercially available. For GTAW welding, argon with 2.5% nitrogen is used to prevent cracking in 602CA. The nitrogen is the key to preventing cracking in 602CA regardless of method.
RESTRAINT AND DISTORTION CONTROL
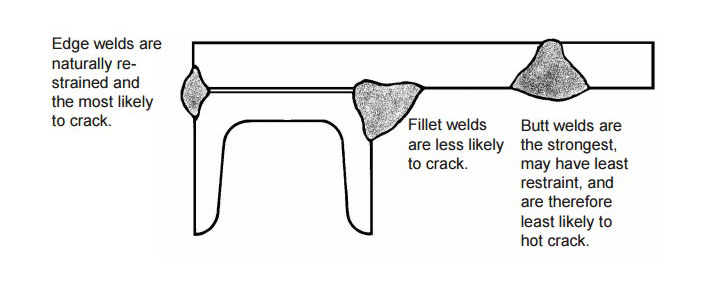
Weld metal shrinks as it freezes. To accommodate the dimensional changes associated with freezing, either the base metal or the weld must move to prevent cracking or tearing. In complex assemblies with multiple welds, each weld, when solidified functions as a stiffener, further restricting movement of subsequent welds. In such cases, the most difficult or crack susceptible weld in the assembly should be made first and the easiest and strongest welds should be made last [5]. An example is shown in Figure 13 below.
Figure 13: Welding with multiple welds. In this example, the edge weld on the left would be the first weld made. The fillet weld in the middle should be the second made, and the butt weld on the right would be the last one made
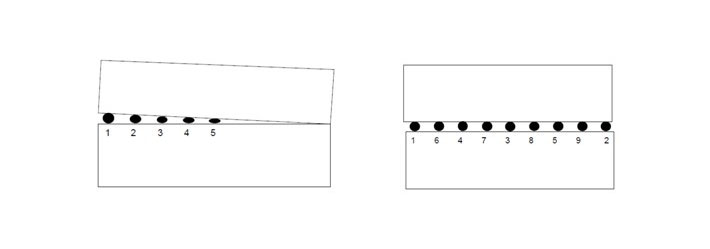
When multiple tack welds must be made, they should be sequenced along the length of the plate [5]. Tack welding from one end to the other that is made in order will result in plate edges closing up as shown in Figure 14.
Figure 14: Tack welding in order along plate edge (left) can close up and distort the joint. Sequencing the tack welds (right) can greatly reduce distortion
Finally, multipass welds should be sequenced around the center of gravity of the joint as shown in Figure 15 below.
Figure 15: Proper sequencing of multipass welds
REFERENCES
[1] Schaefer, Anton L, Constitution Diagram for Stainless Steel Weld Metal. Metal Progress. ASM, Metals Park, OH. P 680-683. November 1949.
[2] Ogawa T. & Tsunutomi, E. Hot Cracking Susceptibility of Austenitic Stainless Steel. Welding Journal, Welding Research Supplement. P 825-935. March, 1982
[3] Li, L & Messler, R. W. The Effects of Phosphorous and Sulfur on Susceptibility to Weld Hot Cracking in Austenitic Stainless Steels. Welding Journal. Dec. 1999, Vol 78, No. 12.
[4] Kelly J. Heat Resistant Alloys. Art Bookbindery. Winnepeg, Manitoba, Canada. 2013
[5] Kelly J. RA330, Heat Resistant Alloy Fabrication. Rolled Alloys. Temperance, MI. May, 1999
[6] ASME Boiler and Pressure Vessel Code. American Society of Mechanical Engineers. New York, NY. 2013.
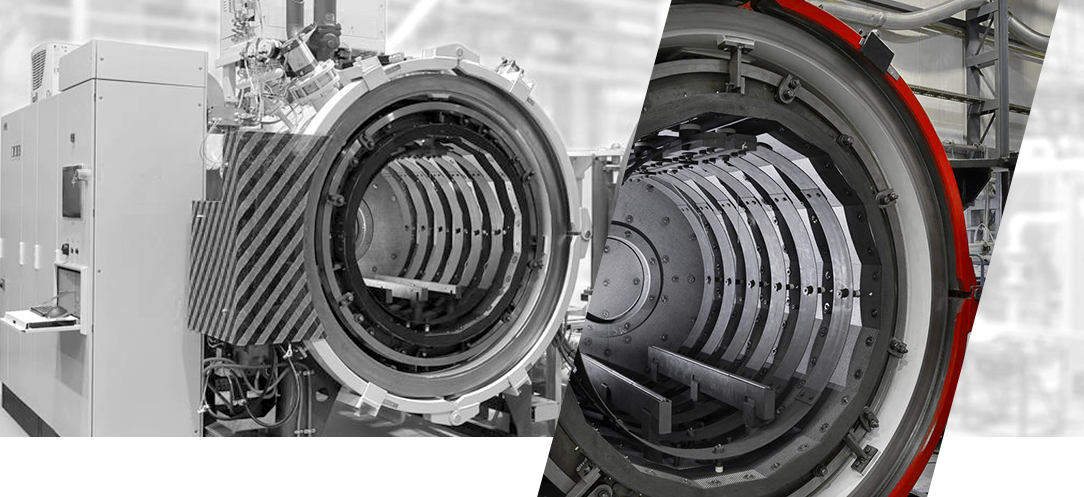
A machine tool manufacturer has decided to create their own “captive” heat treat department. The company has consequently invested in two different, yet complementary, vacuum heat treatment furnaces.
The CaseMaster Evolution® multi-chamber vacuum furnace (source: SECO/WARWICK)
As is often the case with companies thinking about how to gain better control of their production systems, one of the obvious bottlenecks for the customer was their offsite heat treatment arrangement. While quality from their existing suppliers was not an issue, it was clear that logistics could certainly be streamlined by eliminating the need to outsource parts to an external heat treater. The furnace manufacturer helped them weigh the pros and cons of moving their heat treatment processes into the plant. Ultimately, a decision was made to set up their own department, invest in new vacuum heat treat equipment, and train their production technicians to perform this critical function of the plant.
SECO/WARWICK received an order for a multi-chamber carburizing vacuum furnace with integral gas or oil quench, and a high pressure gas quench vacuum furnace capable of quench pressures up to 15-Bar.
The Vector® 15-Bar high pressure gas quench vacuum furnace (source: SECO/WARWICK)
“We knew the customer was already getting excellent quality from their supplier, so the question was ‘How can we make the process better?’” said Maciej Korecki, VP of Business Segment Vacuum Heat Treatment Furnaces at SECO/WARWICK. “Starting an in-house heat treat department requires some amount of risk tolerance by ownership, and they needed assurance that the return on production improvements would be worth the investment. [We have] the background to help make those determinations, and as a manufacturer of heat treat equipment, the company was able to offer real-world experience on performance that an independent consultant might not be able to provide.”
Welcome to the inaugural column of Heat Treat Today‘s first offering of This Week in Heat TreatSocial Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
1. Entropic Time (Backwards Billy Joel Parody) by A Capella Science
Let’s start your Friday off with this energetic, fun, and educational video that Paul Mason of Thermo-Calc Software shared. (And, you’ll be singing the song all day! You’re welcome!)
2. COVID-19
We have all been affected by the COVID-19 virus. It has produced experiences that none of us has ever ventured through before in our lifetime.
Additionally, many of the heat treat companies have shared their statuses and plans for business via social media posts. Here are a few of them:
3. What’s So Cool About Manufacturing?
Check out Abbott Furnace Company’s collaboration with Saint Mary’s Area Middle School to introduce kids to the world of manufacturing.
4. Reading and Podcast Corner
You may have a bit more time to catch up on the reading and podcast listening you’ve been yearning to do. May we recommend two brief articles written by industry experts and an informative podcast.
Check out Gerry McWeeney’s article, “Pros and Cons of Remote Monitoring in Heat Treat”
For those of you interested in medical devices.
And, for your listening pleasure, be sure to download the latest Heat Treat Radio episode entitled, Women in Heat Treat, with Ellen Conway Merrill and Rosanne Brunello. They will inspire you!
5. Launch into Your Weekend with a Reading by Jackson
No additional caption needed! Happy Friday, everyone!
(Editor’s Note: Users of Firefox may have difficulty playing the below video. If so, please use another browser like Chrome.)
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radioepisodes, click here.
Audio: Women in Heat Treat
In this conversation, Heat Treat Radio host, Doug Glenn, interviews the two founders of the LinkedIn group, Women in Heat Treat, Ellen Conway-Merrill, Vice President of DELTA H, and Roseanne Brunello, owner of manufacturing rep firm Mountain Rep. They will discuss their new group and plans for the future.
Click the play button below to listen.
Transcript: Women in Heat Treat
The following transcript has been edited for your reading enjoyment.
On March 8 of this year, the world celebrated International Women’s Day. At roughly the same time, two women from the heat treat industry gave birth to a new LinkedIn group called Women in Heat Treat. Today, we’re going to talk to these two trailblazing women about their new group and their plans for the future. Who are these two women? Let’s meet them now briefly, and then come back and talk with them about their plans.
Ellen Conway Merrill, VP at DELTA H
Ellen Conway-Merrill (EC): My name is Ellen. I am the Vice President of DELTA H.
Doug Glenn (DG): That’s Ellen Conway-Merrill, and her company, DELTA H, is located in Carroll, OH, which is close to Columbus, OH.
Next we’ll meet–
Roseanne Brunello (RB): This is Roseanne Brunello, and I have been in manufacturing for 37 years working as the owner of a manufacturing rep firm by the name of Mountain Rep.
DG: Roseanne Brunello is also from Ohio, near Cleveland. So we’re here today with Ellen Conway-Merrill from DELTA H. Ellen, if you don’t mind, spend a minute telling us about who you are, and also a bit about DELTA H.
EC: I am the Vice President of DELTA H, and it is a family business. My dad, Richard Conway, is the chief technology officer, and he started DELTA H 30 years ago. It started out as a service company, mostly doing consulting and service work, and it has grown from there. My twin brother and I joined forces with him, which was kind of serendipitous as it wasn’t planned on happening and it just did. We joined him in 2009 and never looked back. We’ve been with him for about 11 years and it’s been an incredible ride. Over those past 10 years, we’ve been getting more and more interested in manufacturing our own brand and it’s been a huge success. DELTA H really focuses on specific niches and certain industries. We’ve done really well in the aerospace industry designing heat treat furnaces that are specifically meant towards certain applications such as aluminum heat treating, titanium steels, and what we see in aircraft MRO or an OEM or parts manufacturer. We really cater to those companies. We are also in automotive plastics composites, which is a huge industry for us with our walk-in ovens. That’s what we mostly focus on.
DG: Here again is Roseanne Brunello, telling us a little more about her and her company, Mountain Rep.
RB: This is Roseanne Brunello, and I have been in manufacturing for 37 years, working as the owner of a manufacturing rep firm by the name of Mountain Rep. For many of those years, I was in the component and sub-assembly industry, leaning more toward the aerospace industry, which of course let me learn plenty about heat treat along the way. In the meantime, I moved home to Cleveland about 6 years ago to help take care of my mom and wound up kind of refocusing the company to lend myself toward the heat treat world, which has been kind of fun. I thought I was more specialized when I was in manufacturing with parts; well, boy, heat treat is even more specialized. I’m proud to be in the industry–there are not very many women, which is why we decided to start this little association.
DG: Good! That’s exactly what I wanted to ask you about. That’s what caught my eye. You and Ellen Conway-Merrill from DELTA H started a group on LinkedIn. First off, give us the name of the group and then how the two of you came about to create it.
RB: She is a great gal. She called me actually and said that she was doing some research on women in heat treat and didn’t find anything and invited me down to her facility in Columbus to show me what they do and to see if we wanted to start some kind of group- see if the activity was there, then maybe we could turn it into an association. It’s called Women in Heat Treat. It doesn’t have to be women only, but our focus is to educate women and help promote women within this industry.
DG: Ellen explains a little more deeply what motivated her to think about starting a women in heat treat group.
EC: It’s kind of funny how it happened. Roseanne and I connected a while back. I think she actually posted something on LinkedIn about the stem work that she does, which is one of my original passions with my background actually being in education, of all things. I didn’t go to school for heat treating or anything like that; it was education. She posted something about one of her programs and I reached out to her and that’s how we connected. We finally met at the heat treat show this past October in Detroit, and we stayed connected. Some time passed. I’m actually the membership chair of the association of women in the metals industry. I was doing some organizing with them and I had thought, “Is there a women in heat treat group out there?” I did some searching on Google and nothing came up. I figured if anyone new about it, it would be Roseanne as she’s been in the industry for a long time and knows a lot of people. We got to talking and she thought it was a great idea too. So we decided to at least start with LinkedIn and just see where it went and we seemed to get a lot of interest right away.
Roseanne Brunello, owner of Mountain Rep.
DG: So that’s how the group got started. The next question was forward-looking. Where is this group going?
EC: I feel the overall mission or goal would be to promote and develop the growth of women in the heat treat industry. I do feel like women can benefit themselves and their companies’ relationships, education, and shared knowledge. I envision with Roseanne that we can develop programs and activities very similar to what I’m already doing in the AWMI (Association of Women in Metal Industries) program and set up keynote speakers. Roseanne and I talked about a show coming up at ASM International and doing a women’s get-together there. We could have a keynote speaker that comes in and talks with us. Within that group, the goal would be to enhance skills and experience, address challenges confronting the industry, and of course always promote career growth. These are just ideas, but again, like I said, it is like-minded people in a very niche industry.
DG: Right. And these women that you’re appealing to in the heat treat industry, do they need to be technical in nature, engineering oriented, that type of thing?
EC: No, I’m not! As I said, my background is education and a big part of my role here is mostly running the business and sales side. My technical background is that I know enough to be dangerous but I’m nowhere near being an engineer or a metallurgist or anything like that. That is part of it though. This is open for anyone, whether it’s a sales background, business background, metallurgical, design, or engineering. The more the merrier. I feel like having those different backgrounds is what’s going to make the group really shine in getting all aspects of that.
DG: Roseanne also had something to say about the purpose of the group.
RB: A lot of times women are considered for jobs like the receptionist or the buyer even, but to actually be selling furnaces or be the operations manager of the heat treat company is kind of rare for women. So we’re encouraging that. Women are very good at multitasking. A lot of times having a heat treat facility, you better be pretty good at multitasking. We think women can do a good job in this industry. We’re here to mentor the younger ones and help promote them.
DG: So Roseanne, shortly after seeing the group, I wondered if men were allowed to join. I saw that a few had, so I felt safe to go ahead and join. I hope you don’t mind.
RB: Well, that’s great. We want men in it. I hate to be the one that admits that the men know a lot more than us women, but in some cases they certainly do. They’ve been around this industry a lot longer than us women, and we’re going to take it by storm though.
DG: Ellen, how about you? You’re ok with men being members of the Women in Heat Treat group?
EC: It’s open to both women and men and anyone seeking to develop all aspects of their career advancement and professional development. I think that the ultimate goal is to increase the number of women employed in the heat treat industry. I think that if we work together, both men and women, we can definitely make that mission happen.
DG: How has the response been to-date? Have you had some heat treat women joining?
Look for this banner on their LinkedIn page!
RB: There have been many already. And it looks like it’s growing pretty rapidly already. To name names, there is Maryann Dickman, who has ANS. The Advanced Nitriding Solutions facility is not like an old fashioned heat treat facility, it is as clean and as pristine as you can imagine, all done in flowers and white leather and purple and it is beautiful. I think that’s where we’re going to see things going. I don’t think these old dark, lit, dirt floor heat treaters are going to be around much longer with the green affiliations that these companies are doing. They don’t want ammonia on their floors, or what have you. I think you’re going to be seeing the heat treat company of the future more and more.
There is also Christy from Stanton Industries, who is so much a woman and beautiful. She has a stocking facility right here in Columbus and she stocks vacuum pump parts right in her facility. Whatever she could do to be involved, she is so into it. We have people from Euclid Heat Treating Co., Diedra is the daughter or granddaughter, and she is very involved and is involved in the heat treat society. There are quite a few really great women that we’re going to bring all together and hopefully kick off the whole thing. I’m hoping some kind of gala at IMAT, which is in September. We’re going to have a party, that’s for sure.
DG: So what are your future plans?
RB: We hope that the interest is grand and that we turn it into an association. It could be an international association. I’m all for reaching out to students. I love mentoring the younger people. Many women go into engineering, but then it seems like they don’t stick with it for whatever reason of their own. Maybe they stop to have children, or whatever, but we want to give them some kind of platform where they can reenter the industry or not leave it at all. We’re kind of here as a support group, and women have been known to have support groups for just about everything. Now we have one for heat treat.
EC: We’re definitely going to stay focused on LinkedIn. I think it’s a really great tool for networking and expanding communication. Roseanne is very involved with ASM, and there is a show coming up in the Fall. We have talked about setting up a program there for women in heat treat or women in materials and just having a group there that gets together and again, just seeing where it goes. I don’t know if there is going to be a ton of interest. I hope there is, and I think there will be. We’re going to just keep trucking away and see what happens.
DG: Thank you ladies. I might mention that Heat Treat Today 40 under 40 classes for the last two years have had a solid representation of young women. This might be a good time to remind everyone that nominations for the 2020 class of 40 under 40 are now open at www.heattreattoday.com/40under40nominate, so please feel free to nominate any young women, or men, you feel are worthy.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
If you’ve ever tried to braze together materials that have widely different Coefficients of Thermal Expansion (COE’s), you know that the material with the higher expansion rate will grow faster than the other when heated and contract faster when cooled down. You also know that once the two different materials have been brazed together and cooling begins, the shrinkage-rate differences between those two materials can produce significant shear stresses at the brazed interface between them and be so strong that the thin brazed joint may be torn apart at either interface. Other similar weaknesses and damage can result as well.
In this HTT Best of the Web Technical Tuesday feature, Dan Kay of Kay and Associates, a vacuum and atmosphere brazing consultant, explains the details of this problem and the solution.
Dan Kay Brazing Engineer Kay and Associates
An excerpt: “Today’s brazing technology is based on a strong foundation of the brazing experiences of many people around the world over a period of many decades (even centuries). I’ve now been very active in the brazing world for almost 50 years and, like my predecessors in the world of brazing, I’ve learned a lot about this fascinating joining process (and I’m still learning). In the article, I’d like to share with you one of my brazing experiences from many years back, one that involved high-temperature differential-expansion between an 18″ (45 cm) diameter tool steel die and a thin carbide plate (round disc) that needed to be brazed to the die’s front surface for wear-protection.”
In this article, Dan, who is also a HTT consultant, helps readers understand the high-temp differential-expansion problem, explore what steps can be taken to prevent it, and ties it all together so that readers can clearly understand what to do.
This informative feature was contributed by CENOS, a simulation software developer. Read on to learn about how 3D printing is revolutionizing the heat treat world, particularly in the production of copper coils.
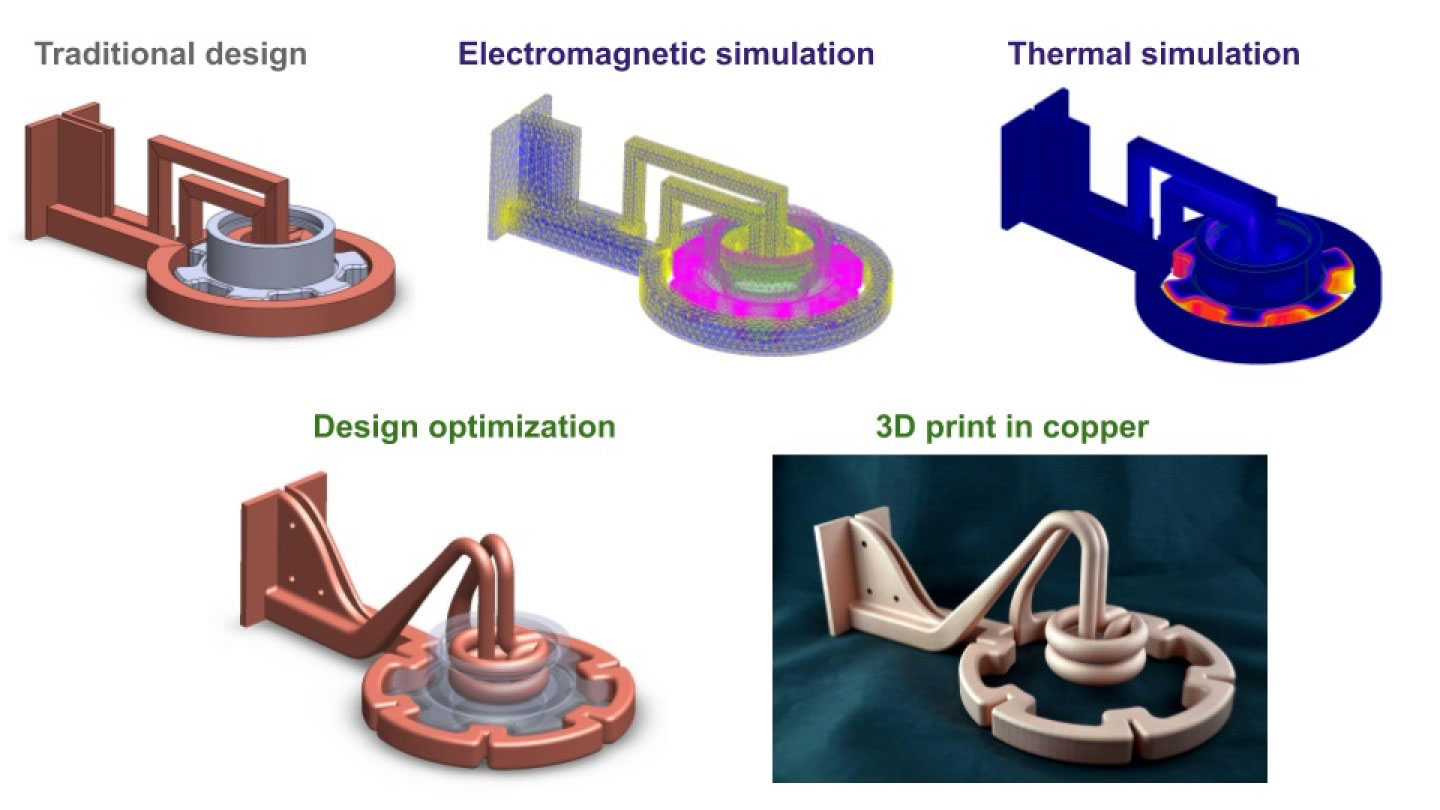
3D printing, also known as “additive manufacturing,” is a hot topic now as it broadens possibilities for on-demand and customized products, even with complex geometries. It eliminates the need for welding, soldering, bending, and similar steps in coil design as 3D printers build the object in one piece and in the exact shape as drawn in CAD.
(source: PROTIQ)
“3D printing unleashes design opportunities for induction coils, while 3D simulation software allows validating design performance. . . . We believe that 3D printing of copper will grow even more in significance for coil production, and possibly even become a part of the conventional manufacturing process,” said Max Wissing, Development Engineer at PROTIQ.
Currently additive manufacturing is widely used for steel parts, and for a long time printing machines were not able to print pure copper items. But now the technology has developed, and since the second half of 2019, it’s possible to print on demand 100% pure copper coils. Some companies with notable success offering this innovation are PROTIQ and GH Induction.
Main Benefits Simulations Enable Together with 3D Printing:
freedom of design
optimized geometry
more homogeneous heating
lower lead time
less material waste
cost reduction
3D Printed Copper Comparison:
RS-cooper
Pure copper
Electrical conductivity: 50 MS/m
Electrical conductivity 58 MS/m
Elongation at break: 25%
100% IACS
Improved strength for high loads
Elongation at break: 50%
Tensile strength: 230 Mpa
Tensile strength: 220 Mpa
Yield strength: 180 Mpa
Yield strength: 125 Mpa
Density: 98%
Density: 99.8%
Fewer Man-Hours, Faster Processes
Coils are a critical part of induction heat treatments as they must be replaced from time to time due to deterioration. This interrupts production and requires several man-hours for recalibration. In comparison to conventional manufacturing, 3D printing induction coils offer great benefits.
First, additive manufacturing provides better reproducibility and higher accuracy compared to the manual bending, which reduces necessary recalibration times. Second, it allows lower cost and faster production of inductors. Finally, using numerical simulation methods, the coil’s heat pattern is precisely predicted and visualized, helping optimize inductor geometry. This allows for creating a perfect coil with the first prototype.
Simulation and 3D Printing Process Illustration:
(source: PROTIQ)
Simulations as the Enabling Factor for Coil Durability
Simulations allow full freedom of design and point out places for improvement in producing a more efficient coil production process. 3D printers build objects layer upon layer, allowing them to make even complex geometries in one piece without soldering. Simulation of the design process allows predicting coil heating, which altogether results in a longer coil lifetime. Because there is no need to bend or join parts together with heat treatment, this also allows for eliminating some intermediate steps of the supply chain. Another notable benefit is that the lifetime of 3D printed coils can exceed conventionally manufactured copper coils up to two times, as reported by PROTIQ’s automotive industry clients.
Currently there are only a few copper coil printing companies because the material is not easily processed in additive manufacturing.
Comparison of maximum copper coil dimension as a single piece:
PROTIQ
GH Induction
Length: 250mm
Length: 200mm
Width: 250mm
Width: 200mm
Height: 300mm
Height: 100mm
The possible size of the printed coils varies between really small ones, measuring only a few millimeters, and bigger shapes that are used in the automobile industry. Coils that exceed the maximum printable dimensions can be joined together afterward via welding or brazing without problems.
Regarding the time, copper coils can be printed within a few days. Compared to the conventional way, which takes up to several weeks, this method enables fast-paced product tests and generates flexibility for the customer due to shorter delivery times.
3D Printing Future Forecast
GlobeNewswire market research shows that the global 3D printing metals market is estimated at USD $774 million in 2019 and is projected to reach USD $3,159 million in revenue by 2024. This suggests we will see even more and bigger 3D printed metal parts.
In a greater perspective, Boeing is demonstrating an impressive point that additive manufacturing currently has no limits. Boeing’s GE9X engines are now fully 3D printed, combining more than 300 engine parts into just seven 3D printed components.
Taking into consideration all of the benefits listed above, one has to wonder whether additive manufacturing will become the norm in the coming decades in many of the traditional manufacturing processes.
Brazing Furnace for Automotive Supplier (Image Source: Abbott Furnace Co.)
A diversified global automotive supplier, focused on metal forming, aluminum casting, fluid systems and flexible assemblies to help automakers meet their lightweight requirements, and a multinational corporation that specializes in producing chemicals and precious metals and operating in more than 30 countries worldwide, have placed orders for furnaces to be installed in the 2nd quarter of 2020. Abbott Furnace Company will design, manufacture, and install both furnaces.
The automotive supplier has placed an order for a continuous belt stainless steel brazing furnace to be installed in Mexico. They will receive a five (5) zone electrically heated industrial furnace that is rated for 2,150°F and includes a 30” wide belt, silicon carbide muffle and will feature Abbott Furnace’s Varicool convective cooling system.
The precious metals producer has placed an order for an electrically heated continuous belt calcine furnace. The industrial furnace that is rated at 1,850°F and includes an 18” wide inconel belt, silicon carbide muffle and data acquisition system.