A steel fabricator based in Lansing, Illinois, recently announced plans to launch a new manufacturing plant in Lancaster County, South Carolina, to provide light gauge steel products to the construction industry in the area.
Synergy Steel Structures will manufacture steel studs, engineered floor and roof trusses and wall panels at the 32,000 sq ft facility.
An Irish engineering group specializing in the design, manufacture, and servicing of hard-rock drilling consumables has added two separate state-of-the-art heat-treatment lines as part of the group’s global expansion, both from a Michigan-based manufacturer of industrial furnace equipment for ferrous and non-ferrous metals.
Mike Jones, Benton Plant Manager, Mincon USA
Mincon Group plc purchased a complete batch style integral quench heat treatment line for its U.S. plant in Benton, Illinois, from AFC-Holcraft. The furnace, with an effective load size of 36″ x 72″ x 56″, tempering furnaces, washing and conveying equipment, controls system and accessory equipment, will be utilized for the heat treatment of components such as those used in heavy industries like mining and drilling.
In-house heat treatment processes were pioneered and have been perfected at Mincon’s headquarters in Shannon, Ireland, and now this new facility at the Benton plant will ensure consistency in the quality of drill bits it produces. The $2.5-million project was completed in April 2018 after 18 months, and Mincon Group expects it to help the company double its production volumes.
“We are excited by the possibilities presented by the addition of this key piece of equipment,” said Mike Jones, Benton Plant Manager, Mincon USA. “In addition to ensuring our USA plant produces superior quality drill bits, running our own facilities also shortens manufacturing cycle times and introduces flexibility when compared to using an outsourced heat-treatment solution.”
Tracy Dougherty, Sales Manager at AFC-Holcroft
Another smaller size line with an effective load size of 36″ x 48″ x 36″ will be delivered to Perth, Australia. Both batch furnace lines have features designed to reduce distortion of the products being processed.
“We’ve seen tremendous demand for on the part of manufacturers to continually improve control, quality, consistency and reduce distortion,” stated Tracy Dougherty, Sales Manager at AFC-Holcroft. “The addition of these batch furnace lines will allow Mincon to increase production using brand-new equipment that meets their need for high quality and productivity. We’re excited to be a part of their continued growth in the market.”
A supplier for aluminum extrusions based in Fond-du-Lac, Wisconsin, recently broke ground on an expansion which will include the installation of a new press line at its extrusion and fabrication facility.
At the new plant, Mid-States Aluminum Corp. will provide services in aluminum extrusion, and include machining, fabrication, anodizing, tooling and assembly capabilities to medical manufacturing, construction, and transportation industries.
The leading supplier of steel sheet products to the diverse construction industry announced recently that it will restart the second of two blast furnaces (“A” blast furnace) at its Granite City Works, an integrated steelmaking plant in Granite City, Illinois.
U. S. Steel President and Chief Executive Officer David B. Burritt
The restart of the United States Steel Corporation’s “A” blast furnace will support increased demand for steel manufactured in the United States while allowing the company to continue to support customers during planned asset revitalization efforts.
“We are excited to announce that after the restart of the ‘A’ blast furnace on or around October 1, all of the steelmaking operations at Granite City will be back online, helping us meet an increased demand for American-made steel that has only grown since our March announcement,” said U. S. Steel President and Chief Executive Officer David B. Burritt. “After careful consideration of market conditions and customer demand, including the impact of Section 232, the restart of the two blast furnaces at Granite City Works will allow us to serve our customers’ growing demand for high-quality products melted and poured in the United States.”
U.S. Steel will hire around 300 new employees for the restart of blast furnace “A” that will support increased shipments beginning in the fourth quarter. In March, U. S. Steel announced the restart of Granite City Works’ blast furnace “B” and steelmaking operations that brought back 500 positions, filled by new and returning employees. The restart of blast furnace “B” is in progress.
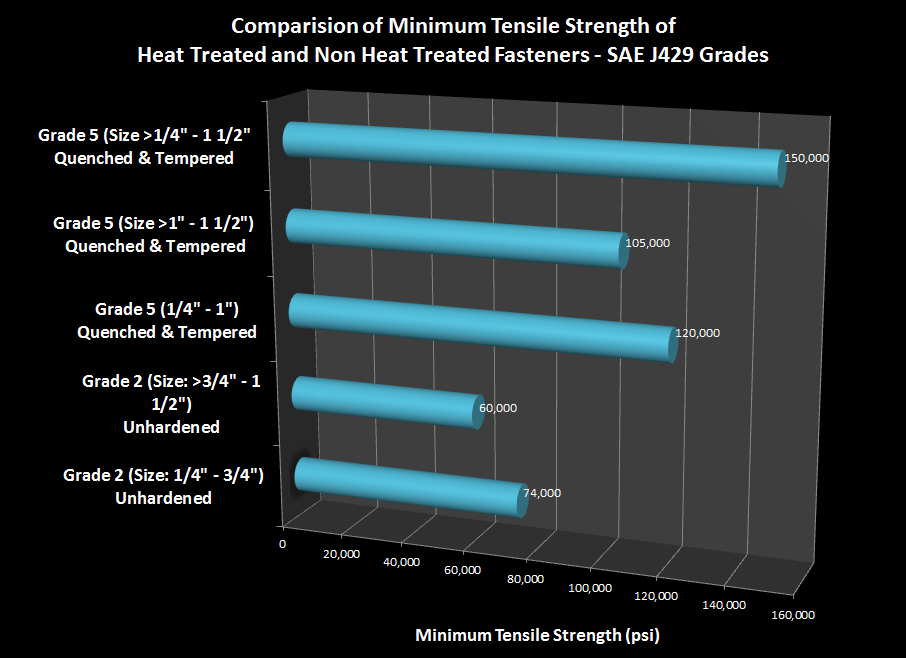
When tensile, shear or combination loads place a demand on bolted joints, heat treatment is a crucial step in the manufacturing of the high-strength fasteners often required to withstand the pressure.
“About 90 percent of fasteners are steel based and the required strength level is usually developed in steel fasteners using quenching and tempering processes.” ~ IEEE GlobalSpec
The authors of this week’s Technical Tuesday describe the standard industrial applications that call for heat-treated bolts or fasteners, environmental considerations that factor into determining heat treatment processes, the types of heat treatment according to the grade of steel, and more.
Comparison of minimum tensile strengths of heat treated and unhardened SAE J429 grade fasteners. Source: Bayou City Bolts
An advanced ship manufacturer recently announced today it has acquired a technology leader in developing and deploying non-destructive, portable probe devices that measure aluminum sensitization.
Craig Perciavalle, president of Austal USA
ElectraWatch, Inc., a privately-held company headquartered in Charlottesville, Virginia, was purchased by Mobile, Alabama-based Austal USA. The acquisition extends Austal USA’s ability to support the U.S. Navy fleet where nearly every ship includes aluminum structures.
“The combination of ElectraWatch patented technology along with Austal USA’s advanced ship manufacturing and sustainment expertise reinforces the company’s position as an industry leader to efficiently support the aggressive shipbuilding and sustainment requirements from our U.S. Navy customer,” said Craig Perciavalle, president of Austal USA. “As innovative technology reaches deeper into shipbuilding construction and sustainment, we remain laser focused at providing cost-effective solutions to our customers.”
Utilizing an electrochemical methodology, ElectraWatch engineers replicated laboratory testing measurements within a portable DoS Probe that yields a fast, accurate, measured result without removing test samples from a ship and sending to a laboratory. The company supports multiple shipbuilders, maintenance providers and the U.S. Navy across a broad range of military ships currently deployed in the U.S. fleet.
As both the designer and prime contractor, Austal USA manufactures the Independence-variant Littoral Combat Ship (LCS) and Expeditionary Fast Transport (EPF) for the U.S. Navy. The company delivers two LCS and two EPF per year with the capacity to increase its manufacturing rate at its 166-acre facility and headquarters in Mobile. Eight LCS (even numbered LCS 2 through 16) and nine EPFs (T-EPF 1-9) have been delivered to date. Austal USA was also one of five prime contractors awarded a concept design contract for the U.S. Navy’s future guided missile Frigate (FFG(X)) while its EPF is also being considered to support permanent medical ship operations.
Franz Rotter, head of the High Performance Metals Division
Since the official groundbreaking ceremony in April 2018, preparations for the construction of the world’s most advanced special steel plant in Kapfenberg, Austria, have been progressing rapidly. By awarding the contract for the electric arc furnace, the converter, and the secondary metallurgical systems—which represent the technological core of the plant—voestalpine has taken another important step in realizing the project.
The SMS group, based in Düsseldorf, Germany, will be responsible for the engineering, process technology, and start-up of the fully automated melting system, which will begin production in 2021.
“Awarding the contract for the supply of the main melting units, which represent around one-third of the total investment volume, lays the technological basis for the new special steel plant,” said Franz Rotter, member of the management board of voestalpine AG and head of the High Performance Metals Division. “The SMS group will contribute its comprehensive know-how to this project, both in the metallurgical systems and in the areas of digitalization and automation.”
In addition to the electric arc furnace, in which ultra-pure scrap and alloys are melted into liquid special steels at temperatures of up to 16232°F (9,000°C), the SMS group will also supply various after treatment systems that give the material its special properties. The units are operated with electricity from 100 percent renewable energy.”
The plant technology will set new standards worldwide in terms of digitalization. An ultra-modern sensor and electronic system enables the entire production process to be controlled from a central control station.
Vacuum furnace heat treaters know that one of the most critical parts of their system is the pump oil, but it may be a bit overwhelming trying to determine which is the right kind of oil is needed. Selecting the correct vacuum pump oil starts with knowing your pump.
“‘Oil’ is a bit of a misnomer because modern pump oil technology has evolved well beyond the original distilled petroleum products. There are now double- and triple-distilled oils available, as well as hydro-treated oils, low sulfur oils, silicone-based synthetic oils, and flushing oils used to clean the pump. Due to the wide variety of formulations available, these are often now referred to as pump ‘fluids’ rather than pump ‘oils’.” — VAC AERO International
“Different pump oil formulations are specifically designed for different pumps and different vacuum applications,” notes VAC AERO, and a key factor in learning how to select the correct pump oil is the understanding of vapor pressure, viscosity, and distillation methods, as well as solvent refining, hydrotreating, synthetic oil (Perfluoropolyether), flushing oil for vacuum pumps, and diffusion pump oils.
Heat TreatToday will soon be launching Heat Treat Consultants, a resource that offers the most comprehensive listing of heat treat industry consultants. An example of the type of exchange we anticipate will result from this resource is provided below. Click the link above for a sneak peek at our inaugural list of consultants and more information about contacting one of the experts listed.
[spacer color=”848484″ icon=”Select a Icon”]
Mike Dascoli, general manager of County Heat Treat in Millbury, Massachusetts, asked our publisher, Doug Glenn, about a product the company had used previously, “an alumina oxide powder to coat graphite fixturing plates . . . in our vacuum furnaces to stop off against braze alloy run off and eutectic melting.” Doug queried whether it was aluminum brazing or more conventional brazing of stainless or other metals and Mike specified, “No aluminum brazing . . . used to be gold/nickel, silver alloys. Here at County, I am just looking to introduce some options. I remember we would mix the powder with the acetone and paint it on the carbon plates. Acetone evaporated quick and the powder was left behind. For us now, it’s more about a layer against eutectics when heat treating.”
Dan Kay, Kay & Associates Brazing Consulting &Training Services
Doug brought in one of Heat Treat Today‘s consultants, Dan Kay of Kay & Associates Brazing Consulting & Training Services, to assist in hunting down the answer to Mike’s question.
Dan Kay:
Hi Mike —
Yes, there are a number of brazing filler metal (BFM) manufacturers who also produce and supply brazing stop-off materials that can be painted onto graphite surfaces such as you mention in your note to Doug Glenn. Here are just a few: Surface Flow Technologies (Div. of LSN Diffusion Int’l) in Michigan, Wall Colmonoy Corp in Michigan, Vitta Corp in Connecticut, and Wesgo Metals (Div. of Morgan Advanced Materials) in California are some of the primary ones.
Stop-off materials come in different colors, the coloring of them being merely to identify its manufacturer, since all stop-off materials use metallic oxide materials to create their “stop-off” capabilities, and all these oxide powders are essentially white, to begin with. Thus, to differentiate the various stop-offs they began to color them so that people would learn to associate green stop-off with company A, pink stop-off with company B, red stop-off with company C, etc.
White stop-off products are essentially the weakest of all the colored stop-offs out there and are primarily aluminum-oxide products in a paint-like consistency. The binders/gels used to make the stop-offs vary considerably from manufacturer to manufacturer are proprietary, and you’ll not get any of them to actually tell you about all the ingredients in them. People are often surprised to hear that a product such as Phillips Milk of Magnesia, available in lots of stores or pharmacies, is actually a decent stop off (magnesium oxide) for a number of applications.
But you are correct to say that you can make your own in many different ways by merely mixing some aluminum-oxide powder, or titanium-oxide powder, etc., in with a variety of quick-drying solvents, perhaps also with a thin acrylic type cement to give it adherence, paint it onto graphite surfaces, and after evaporation you would be left with an adherent layer of that protective oxide barrier, so that it prevents direct contact of a metal (especially any iron-containing metals) with the graphite, since an iron-carbon reaction is to be avoided.
I’d be happy to assist you further with this, if you have additional questions, since I’ve had much direct manufacturing experience over my 45+years in the brazing world, a lot of it involved in making BFMs, brazing stop-offs and cements, etc., and am pretty much aware of the companies today who make and supply such materials.
On my website at http://www.kaybrazing.com, you will see a tab on the homepage that shows “Brazing Suppliers”. By clicking on that tab you can see a listing of the different companies who produce these materials, and in that tabular section the name of each company (such as those I mentioned above) is a hotlink that will bring you directly to that company’s website so that you can search it for a specific type of product that you might desire. It part’s of the service that I want to provide to users of my website. I hope you will find it useful.
Let me know how I can help you further.
Best regards,
Dan
Daniel Kay
Kay & Associates
Brazing Consulting &Training Services
4 Lawton Drive
Simsbury, CT 06070
Phone: 860-651-5595
Heat Treat Consultants is a unique opportunity for personnel in the field to engage some of the industry’s knowledge powerhouses with questions about equipment, processes, management, troubleshooting — just about anything having to do with heat treating. We invite you to take a look at our inaugural crew of Heat Treat Consultants by clicking on the provided links, and we would be happy to help you make any connections. Just email Doug Glenn at doug@heattreattoday.com. You can also submit any questions or comments on Heat Treat Today articles to editor@heattreattoday.com.
A global leader in fully integrated freight car systems for the heavy haul rail market has added a new, complete furnace line to meet a growing need for additional heat treatment capacity.
Amsted Rail® purchased the UBH line from AFC-Holcroft, a manufacturer of turn-key heat treating systems for multiple applications based in Wixom, Michigan. The line includes a batch style carburizing furnace, two expansion modules to increase endothermic generator gas output, a rotary hearth reheat furnace for press quenching, and a continuous integrated parts washer and temper furnace.
“The batch furnace itself has an effective load size of 72 inches by 72 inches by 56 inches with a gross load capacity of 13,000 lbs, which is considered very large for this type of equipment, but is, in fact, one of AFC-Holcroft’s standard sizes,” stated Tracy Dougherty, sales manager at AFC-Holcroft. “The ability and experience to provide equipment for reliable processing of such large loads is just one of the benefits that AFC-Holcroft is able to offer, and one more thing that sets us apart from our competitors.”
Amsted Rail is headquartered in Chicago, Illinois, and has locations spanning the globe in every significant railroad market. The equipment is scheduled to ship to a joint venture facility located in Eastern Europe in the third quarter of 2018.