The Great Chain of the Hudson River: When Heat Treating Assisted Revolutionary Victory
![]()
Source: RecordOnline.com
To join the United States in the celebration of Independence Day, Heat Treat Today brings you a story that highlights the role played by colonial-period metallurgists in the fight against the British, specifically the British Navy’s attempts to sail up the Hudson River during the American Revolution.
One of the first steel and iron manufacturers in the American colonies, the Sterling Iron Works, located in Warwick, New York, very near the New Jersey line, forged its place in history by forging the Hudson River Chain as a way to prevent the British from gaining access to West Point, the strongest and most important military post in America at that point in the war.
Interesting FAQs:
- Peter Townsend, owner of Sterling Iron Works, probably violated the Iron Act of 1750 by building the steel furnace and kept it hidden from the British.
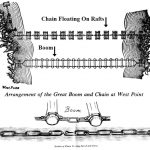
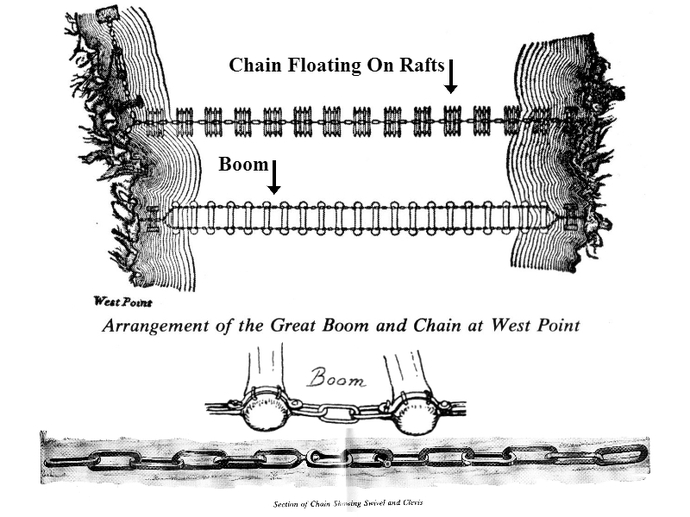
- The chain was forged at Stirling ore mines and hauled to the shoreline of the Hudson where it was floated down the river. It was positioned on logs across the river with a heavy log boom in front of it.
- The links of the chains weigh 140 lb (64kg) each; the total length weighed 186 tons.
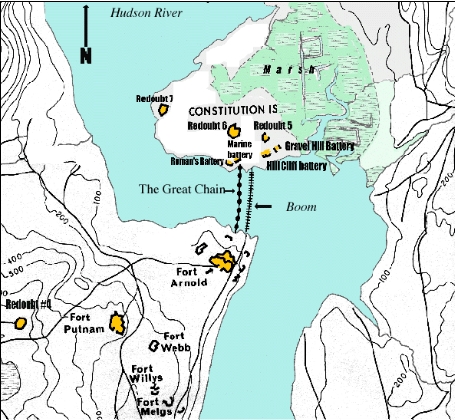
The placement of the iron chain and boom at West Point - Benedict Arnold plotted to reveal a strategy to breach the chain to the British, but he was discovered by Sally Townsend, Peter Townsend’s cousin, when she intercepted his message and unmasked him as a traitor. He escaped to the British, and no attempt was made to break the chain.
- The Great Chain of the Hudson River remained unbroken for the length of the war. Afterward, most of the links were melted down and made into cannons, but a few of the links have been preserved at the Military Academy at West Point.
The Great Chain of the Hudson River: When Heat Treating Assisted Revolutionary Victory Read More »