Have you decided to purchase batch or continuous furnace system equipment? Today's episode is part 2 of the Heat Treat Radio lunch & learn episode begun with Michael Mouilleseaux of Erie Steel. Preceding this episode were Part 1 (episode #102) and a Technical Tuesdaypiece, so listen to the history of these systems, equipment and processing differences, and maintenance concerns before jumping into this episode about capability and throughput.
Doug Glenn,Heat Treat Todaypublisher and Heat Treat Radio host; Karen Gantzer, associate publisher/editor-in-chief; and Bethany Leone, managing editor, join this Heat Treat Today lunch & learn.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
An Example: Carburizing (00:52)
Michael Mouilleseaux: What we want to do here is just compare the same part, the same heat treating process, processed in a batch furnace and processed in a pusher.
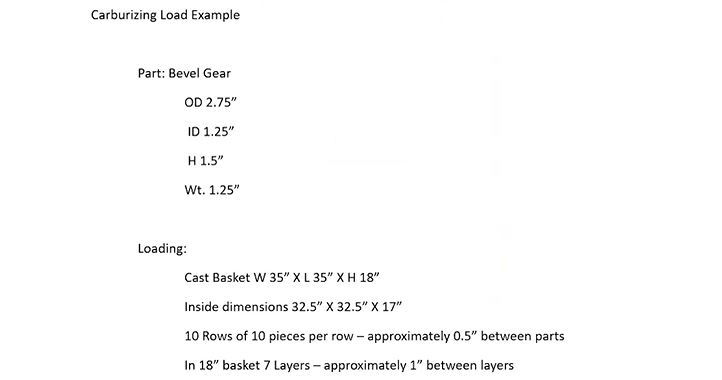
Figure 1: Carburizing Load Example (Source: Erie Steel)
Here we’re just going to make an example:
Pusher Load Description (00:58)
Contact us with
your Reader Feedback!
I’m going to take a fictious gear: it’s 2 ¾ inch in diameter, it’s got an inside diameter of an inch and a quarter, it’s an inch and a half tall, and it weighs 1.25 pounds. For our purposes here, we’re going to put these in a cast basket. For the furnace that we’re going to put them in, the basket size is 36 inches square — so, it’s 36 x 36. The height in this pusher furnace is going to be 24 inches; the inside dimensions of a 36-inch basket (actually it’s a 35-inch basket that sits on a 36-inch tray) is 32 ½ inches.
Michael Mouilleseaux General Manager at Erie Steel, Ltd. Sourced from the author
We’re going to say that this basket is 18 inches tall, so we’re going to get 7 layers of parts so that there’s approximately 1 inch between each layer of parts. This loading scheme gets us 700 pieces in a basket; it gets us 875 pounds net.
So the 36-inch basket that’s 18 inches tall and we’ve got 10 rows of 10 pieces, and we’ve got 7 layers of these things, so we have some room in between them. The reason for that is circulation of atmosphere and quenchant. This is what’s going to constitute the pusher load.
Batch Load Description (03:09)
Now, when we go to the batch load, we’re going to take four of these, because the batch furnace that we’re going to compare this to is going to be 36 inches wide and it’s going to be 72 inches long. We have two baskets on the bottom, 36, and then two of them is 72, and two on top. They’re 18 inches high, so 18 and 18 is 36 — a standard 36 x 72. It’s got 40 inches of height on it. I can take that 36 inches, put it on a 2 ½-inch tray and I can get it in and out of the furnace.
What is this four baskets? 2800 pieces in a load and 3500 pounds. That’s the difference. I’m comparing one basket, 700 pieces and 875 pounds and we’re going to compare that to what we would do if we ran a batch load, which is significantly more. It’s 2800 pieces and 3500 pounds.
What do we want to do with this?
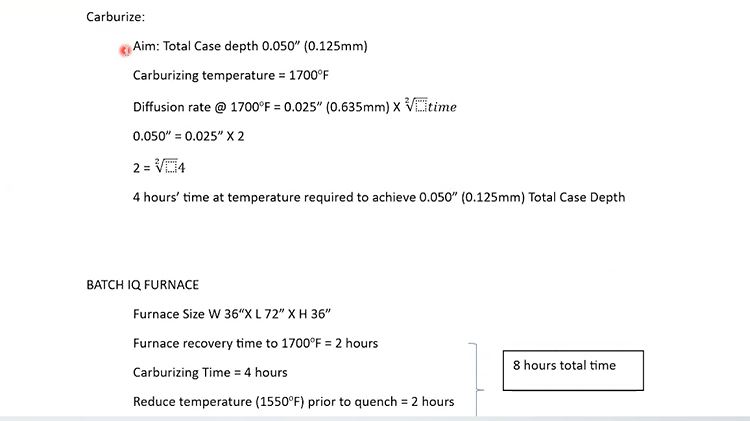
Let’s say that we’re going to carburize this, and we want 50 thousandths case (total case depth of 0/050”). Now, I will show you very soon why we’ve chosen 50 thousandths case. Because at 1700°F (which is what we’re going to carburize at), the diffusion rate is 25 thousandths of an inch times the square root of time.
Now, I can do that math in my head. 25 thousandths times 2 is 50 thousandths. That means we need four hours. So, the part would have to be in the furnace for four hours, at temperature, carburizing, in order to achieve 50 thousandths case.
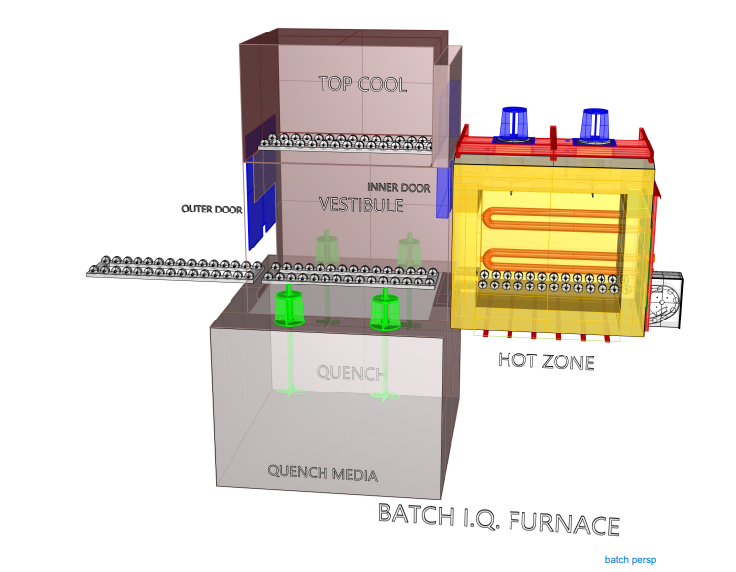
Figure 2: Batch IQ Carburizing Load (Source: Erie Steel)
Batch Furnace Time (04:59)
Let’s look at the next section. As we said, the furnace is 36 x 72 x 36 and we have 2800 pieces in the load. So, that is 1700°F. We’re going to say that there is 3500 pounds and there is probably another 800 or 900 pounds in fixturing so that’s about 4500 pounds. It’s very conservative; in a 36 x 72 furnace, you could probably get away with running 6,000 pounds. This is just a load that is well within the capability of that.
Furnace recovery is going to take two hours.
Doug Glenn: Meaning, it’s going to take you two hours to get up to temperature.
Mike Mouilleseaux: Until the entirety of the load is at 1700°F, that’s right. Inside, outside, top to bottom.
We’re going to carburize this at four hours, as we described previously; we calculated that and we need four hours to get our 50 thousandths case. Then we’re going to reduce the temperature in the furnace to 1550°F so that we can quench it.
So, we have two hours of furnace recovery, four hours at carburizing, two hours to reduce the temperature and attain a uniform 1550°F. That’s eight hours, and that’s what you would term an 8-hour furnace cycle.
We know that we have 2800 pieces in the load. In eight hours (2800 divided by 8) you’ve got 350 pieces/hour. That’s what the hourly productivity would be in this load.
We won’t talk about “what could we do.” There’s a lot of things that we could do. This is simply an example.
Pusher Furnace Time (07:05)
Now, in the pusher load, as previously described, it’s 36 x 36 and it’s 24 inches high. Now, we know that we have a basket that’s 18 inches high. Again, it’s going to sit on a 2-inch tray, so we’ve got 21 inches of the top of the basket that is going to fit in the furnace; there are going to be no issues with that whatsoever.
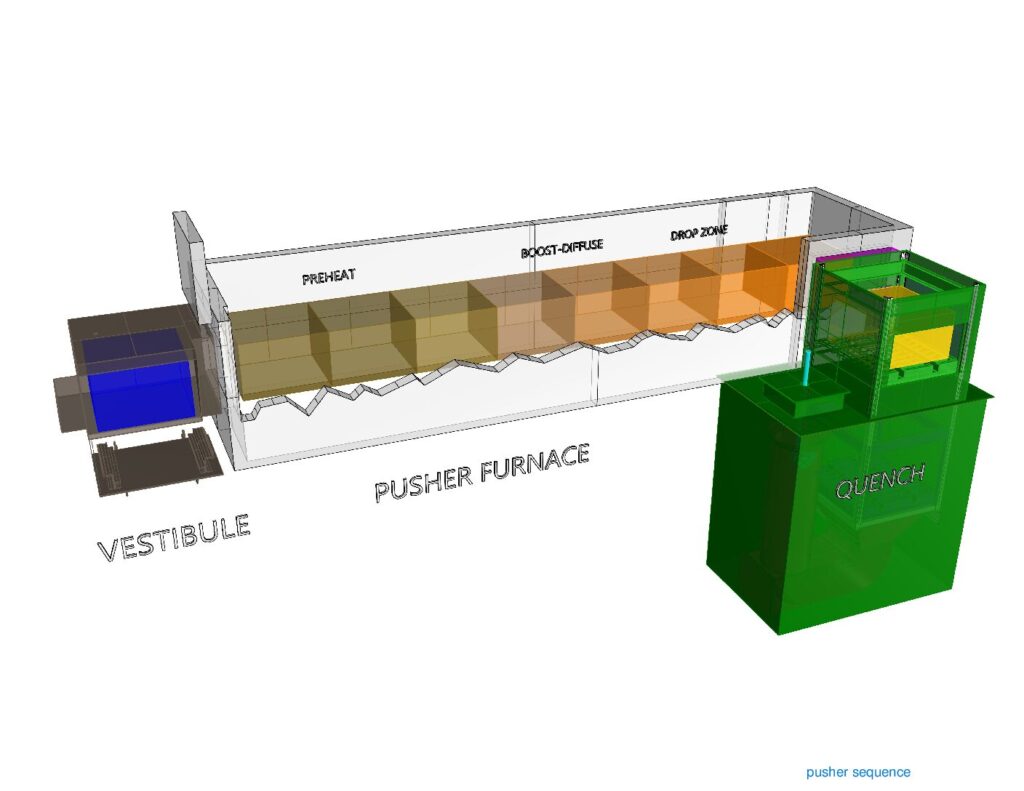
The controlling factor is that we want four hours at temperature. In the boost and diffuse, we have four positions. The furnace cycles once per hour.
We get one load size (700 pieces, 875 pounds) every hour. So, in this example (an 8-position, 36-square pusher) this process would yield 700 pieces an hour, and a batch furnace loaded as we described (same exact loading and number of pieces/basket) would yield 350 pieces/hour. In this scenario, the pusher furnace is going to produce twice the number of parts/hour that the batch would.
So, you would say, “Well, let’s just do that.” What you have to understand is that every hour, you are going to produce 700 pieces. If we went back and we looked at that description of what that pusher system looked like, you would see there are 23 positions in that. When I load a load, it’s going to be 23 hours before the first load comes out.
What we’re talking about is whether or not there were 700 pieces and 800 pounds, 23 of those[ET10][BL11] load.
The point would be, you either have to have enough of the same product or enough of similar product that can be processed to the same process to justify using something like this. Because if we want to change the cycle in the furnace. So, can we do that? The answer is absolutely, yes.
The preheat there, that stays at relatively the same temperature. The first zone in the furnace where we’re preheating the load, that temperature can be changed, as can the temperature in the boost diffuse and/or cycle time.
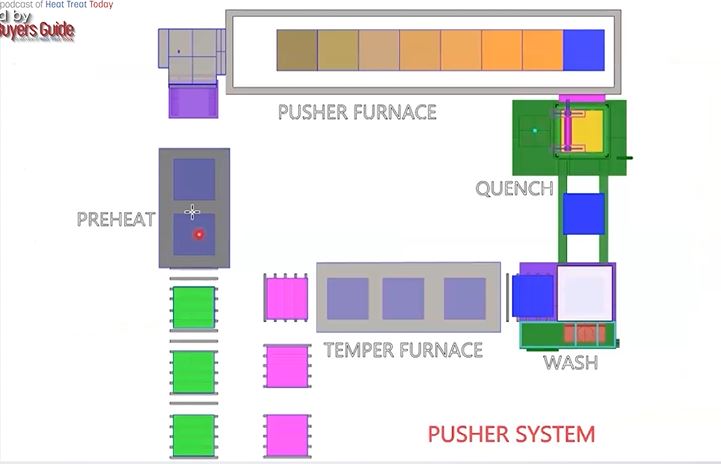
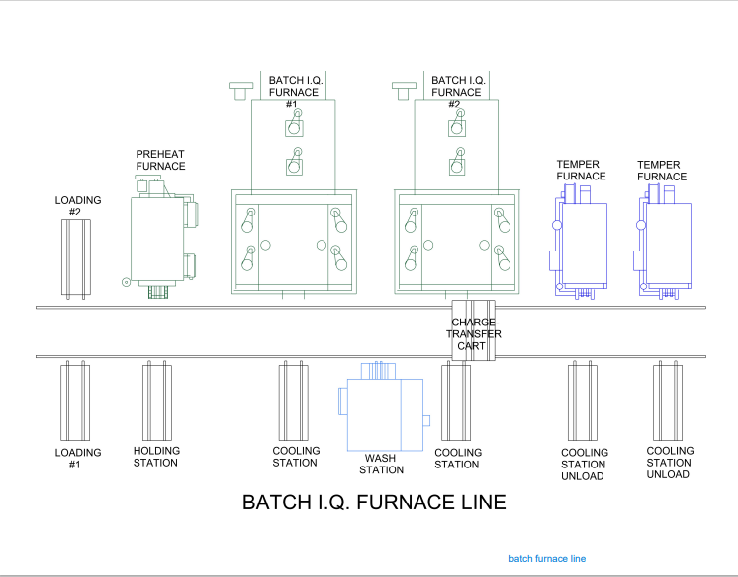
Figure 3: Pusher Furnace System (Source: Erie Steel)
So, in our example, we used an hour. What if you wanted 40 thousandths case and you’re going to be closer to 45 minutes or 50 minutes of time, how would you accomplish that? That can be done.
Typically, commercial heat treaters would come up with a strategy on how to cycle parts in and hold the furnace, or how many empties you would put in the furnace before you would change the furnace cycle.
Obviously, in the last two positions, where you’re reducing temperature, you could change the temperature in either the first two positions, where you’re preheating the load, or you could change the carburizing temperature, because when we’re dropping the temperature, it doesn’t have a material effect upon that.
Typically, in an in-house operation, you would not do that kind of thing, for a couple of reasons, not the least of which would be considering the type of people that you have operating these furnaces. They come in and out from other departments, and this is the kind of thing that you would want someone experientially understanding the instructions that you’ve given them. The furnace operator is not necessarily going to be the one to do it; this may be a pre-established methodology. You want them to execute that. But if you have somebody that is running a grinder and then they’re running a plating line and then they’re coming and working in the heat treat, that would not be the recipe for trying to make these kinds of changes.
As I described to you before, I worked in another life where we had 15 pushers. They were multiple-row pushers. We made 10,000 transfer cases a day. The furnace cycle on every furnace was established on the 1st of January, and on the 31st of December it was still running the same furnace cycle. You never changed what you were doing. The same parts went into the same furnaces and that’s how they were able to achieve the uniform results they were looking for.
Pusher Furnaces and Flexibility (12:45)
So, the longer the pusher furnace is, the less flexible it is.
In this example, you have eight. You know, there are pusher furnaces that have four positions. If you think about it, in a 4-position furnace, you could empty it out pretty quickly and change the cycle.
There are a lot of 6-position pusher furnaces in the commercial heat treating industry; that seems to be a good balance. The number of multiple-row pushers in the commercial industry, they’re fewer and far between. I’m not going to say they’re nonexistent, but enough of the same kind of product to justify that is difficult.
I think the bottom line here is, for companies that are having high variability, low quantity, low volume loads, generally speaking, your batch is going to be good because it’s very flexible, you can change quickly.
However, with a company like the one you were describing where there is low variability and very high volume, pushers are obviously going to make sense. But there is a whole spectrum in between there where you’re going to have to figure out which one makes more sense — whether you’re going to go with a batch or a continuous.
Mike Mouilleseaux: Possibly underappreciated is the aspect of distortion.
In that carburizing example, you’d say, “We have an alloy steel, we’re aiming for 50 thousandths case — what’s the variation within a load?” And I’m going to say that it is going to be less than 5 thousandths, less than 10%. From the top to the bottom, the inside to the outside, it’s going to be less than 5 thousandths. That same process, in the pusher furnace is going to be less than 3 thousandths.
That’s one aspect of the metallurgy. The other aspect is quenching.
Doug Glenn: 5 thousandths versus 3 thousandths — 3 thousandths is much more uniform, right?
Mike Mouilleseaux: Correct.
Doug Glenn: And that’s good because that way the entire load is more consistent (in the continuous unit, let’s say).
Mike Mouilleseaux: That is correct.
Then there is the consistency in quenching. In the batch furnace, you’re quenching 36 inches of the parts. If we had seven layers in the pusher, we have 14 layers of parts in the batch. What are the dynamics involved in that?
We have experience that the ID of a gear (it’s a splined gear) in a batch furnace, we were able to maintain less than 50 microns of distortion. There is a lot involved in that, that’s not for free; there’s a fair amount involved in that and it’s a sophisticated cycle, if you will. That same cycle in a pusher furnace, same case depth, similar quenching strategy, will give you less than half that amount of distortion.
To the heat treater, where we’re talking about the metallurgy of this, you’re going to think 5 thousandths or 3 thousandths is not a big deal.
To the end-user, that reduction in distortion all of a sudden starts paying a number of benefits. The amount of hard finishing that has to be done or honing or hard broaching or something of that nature suddenly becomes far more important.
Doug Glenn: Yes. That adds a lot of money to the total process, if you’ve got to do any of those post heat treat processes.
Mike Mouilleseaux: To a large extent, that is due to the fact that you have a smaller load. If you have a smaller load, you have less opportunity for variation — it’s not that it’s all of a sudden magic.
Doug Glenn: And for the people that don’t understand exactly what that means, think about a single basket that goes into a quench tank and four baskets, arranged two on top and two on bottom. The parts in the middle of that are going to be quenched more slowly because the quench is not hitting it as much.
So, the cooling rates on a stacked load are going to be substantially different than for a single basket, and that’s where distortion can happen.
Mike Mouilleseaux: There are a tremendous number of components that are running batch furnaces successfully. The transportation industry, medical, aerospace, military — are all examples. I’m simply pointing out the fact that there is an opportunity to do something but what we have to keep in mind is — how many of those somethings are there available?
The one thing you would not want to do is try to run four loads in a pusher furnace that could hold 10 because the conditions are not going to be consistent. The front end (the first load) has nothing in front of it so it’s heating at a different rate than the loads in the center, and the last load is cooling at a different rate than the loads that were in the center. That which I just described to you about the potential improvement in distortion, that would be negated in that circumstance.
Doug Glenn: If you’re running a continuous system at full bore and you’re running a batch system at full capacity, especially when you get to the quench, there are a lot of other variables you need to consider in the batch.
This is simply because of the load configuration, and the rates of cooling from the outer parts — top, bottom, sides, as opposed to the ones in the middle. Whereas with a single basket, you still have to worry about the parts on the outside as they’re going to cool quicker than the parts on the inside, but it’s less so, by a significant degree.
Mike Mouilleseaux: Something that I have learned — which is totally counterintuitive to everything that I was educated with and everything that I was ever told— we’d always thought that it was the parts in the top of the load where the oil had gone through and had an opportunity to vaporize and you weren’t getting the same uniform quench—those were the parts that you had the highest distortion.
Counterintuitively, it’s the parts in the bottom of the load that have the greatest degree of distortion. It has very little to do with vaporizing the oil and it has everything to do with laminar flow versus turbulent flow.
Doug Glenn: In the quench tank, is the oil being circulated up through the load?
Mike Mouilleseaux: Yes.
Doug Glenn: So, supposedly, the coolest oil is hitting the bottom first.
Mike Mouilleseaux: Yes.
Thoughts on the Future of Furnace Improvement (22:20)
Doug Glenn: What about the future on these things?
Mike Mouilleseaux: Where do we think this thing is going? Obviously, you’re going to continue to see incremental improvement in furnace hardware: in burners, in controllers, in insulation, in alloys. These things will be more robust; they’re going to last longer. If we looked at a furnace today and we looked at a furnace that was made 50 years ago, and we stood back a hundred yards, almost no one could tell what the difference was, and yet, it would perform demonstrably different. They are far more precise and accurate than ever.
For the process control systems, we’re going to see real-time analysis of process parameters. We don’t have that now. I think that machine learning is going to come into play, to optimize and predict issues and prevent catastrophic things.
In terms of atmosphere usage, if you’re running the same load, and you run it a number of times, the heating rate should be the same, and the amount of gas that you use to carburize that load should be exactly the same. But if you have a problem with atmosphere integrity — you got a door leak, you got a fan leak, or you got a water leak on a bearing — those things are going to change. Now, by the time it gets your attention, you could’ve dealt with that much sooner and prevented other things from happening.
"For the process control systems, we’re going to see real-time analysis of process parameters. We don’t have that now. I think that machine learning is going to come into play, to optimize and predict issues and prevent catastrophic things."
So, did it cause a problem with the part? By the time it causes a problem with the part, it’s really serious. The point is that there is something between when it initiated and when it’s really serious. With the right kind of analysis, that could be prevented. I think that that kind of thing is coming.
Motor outputs, transfer times — I see all of those things being incorporated into a very comprehensive system whereby you’re going to understand what’s happening with the process in real-time. If you make adjustments, you’re going to know why. Then you’re going to know where you need to go and look to fix it.
The other thing I see happening in the future is all about energy and greenhouse gases. Our Department of Energy has an industrial decarbonization roadmap today, and it’s being implemented, and we don’t even know it. One of the targets in this industrial decarburization roadmap is reduction in greenhouse gases: 85% by 2035, net zero by 2050.
So, what does that mean? I’ve listened to the symposiums that they have put on. There are three things that they’re looking for and one is energy efficiency. I’m going to say that we’ve been down that road and we’ve beat that dog already. Are there going to be other opportunities? Sure. It’s these incremental things, like burner efficiency. But there is no low hanging fruit in energy efficiency.
The other thing is going to be innovative use of hydrogen instead of natural gas because the CO₂ footprint of hydrogen is much lower than that of natural gas. If you look at how the majority of hydrogen is generated today, it’s generated from natural gas. How do you strip hydrogen out of there? You heat it up with natural gas or you heat it up with electricity. Hydrogen is four times the cost of natural gas as a heating source.
The other thing that they’re talking about is electrifying. It’s electrify, electrify, electrify. The electricity has to be generated by clean energy. So, does that mean that we run our furnaces when the wind is blowing or the sun is out, or we’re using peaker plants that are run off hydrogen, and the hydrogen is generated when the sun is shining or the wind is blowing, and we’re stripping out the natural gas?
From what I, personally, have seen with these things, these are absolutely noble goals. You could not disagree with them whatsoever. The way that they want to go about accomplishing it, and the timeline that they wish to accomplish that in, is unrealistic.
If you look at how the majority of hydrogen is generated today, it’s generated from natural gas. How do you strip hydrogen out of there? You heat it up with natural gas or you heat it up with electricity. Hydrogen is four times the cost of natural gas as a heating source.
Doug Glenn: Well, Michael, don’t even get me going on this! There are a lot of different things that are going on here but it’s good to hear you say this stuff. I agree with you on a lot of this stuff. They are noble goals; there is absolutely nothing wrong with electrifying.
Now, I do know some people — and even I would probably fall into the camp of one of those guys — that questions the premise behind the whole decarbonization movement. I mean, is CO₂ really not our friend? There’s that whole question. But, even if you grant that, I agree with you that the timeframe in which they’re wanting to do some of these things is, I think, fairly unrealistic.
It’s always good to know the reality of the world, whether you agree with it or not. It’s there, it’s happening, so you’ve got to go in with eyes wide open.
Safety Concerns (29:41)
Mike Mouilleseaux: The safety concerns on these are all very similar. You know, the MTI (Metal Treating Institute) has some pretty good safety courses on these things, and I think there are a lot of people who have taken advantage of that. The fact that it’s been formalized is much better.
When I grew up in this, it was something that you learned empirically, and making a mistake in learning it, although the learning situation is embedded in you, sometimes the cost of that is just too great, so that the probability of being hurt or burnt or causing damage to a facility, is just too great.
There are definitely things that need to be addressed with that, and there are some very basic things that need to be done.
Doug Glenn: Michael, thanks a lot. I appreciate your expertise in all these areas, you are a wealth of knowledge.
Michael Mouilleseaux is general manager atErie Steel LTD. Mike has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY and as the Director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Having graduated from the University of Michigan with a degree in Metallurgical Engineering, Mike has proved his expertise in the field of heat treat, co-presenting at the 2019 Heat Treat show and currently serving on the Board of Trustees at the Metal Treating Institute.
The search for sustainable solutions in the heat treat industry is at the forefront of research for industry experts. Michael Stowe, PR, senior energy engineer at Advanced Energy, one such expert, offers some fuel for thought on the subject of how heat treaters can reduce their carbon emissions.
This Sustainability Insights article was first published in Heat Treat Today’sDecember 2023 Heat Treat Medical and Energy print magazine.
Michael Stowe PE, Senior Energy Engineer Advanced Energy
The question in the article title is becoming increasingly popular with industrial organizations. Understanding the carbon content of products is becoming more of a “have to” item, especially for organizations that are in the supply chain for industrial assembly plants such as in the automotive industry. Many heat treaters are key steps in the supply chain process, and their carbon footprints will be of more interest to upstream users of heat treated parts in the future. I know I am overstating the obvious here, but I am going to do it anyway for emphasis:
Click to share your Reader Feedback
Heat treating requires HEAT.
HEAT requires ENERGY consumption.
ENERGY consumption creates a carbon footprint: a. Fossil fuels heating — direct carbon emissions (Scope 1) b. Electric heating — indirect carbon emissions (Scope 2)
Therefore, by definition and by process, if you are heat treating, then you are producing carbon emissions. Again, the question is, “How can we work to get the carbon out of heating?” Let us explore this.
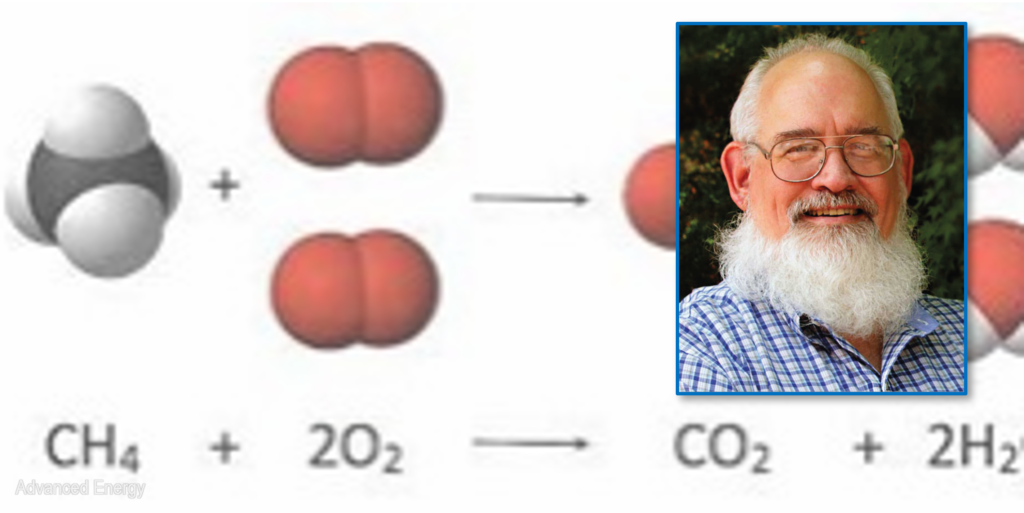
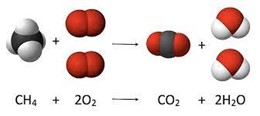
Once more, heat treating requires energy input. The energy sources for heat treating most frequently include the combustion of carbon-based fossil fuels such as natural gas (methane), propane, fuel oil, diesel, or coal. Also, most combustion processes have a component of electricity to operate combustion air supply blowers, exhaust blowers, circulation fans, conveyors, and other items.
Figure 1 shows the chemical process for the combustion of methane (i.e., natural gas). Figure 1 demonstrates that during combustion, methane (CH4) combines with oxygen (O₂) to form carbon dioxide (CO₂) and water (H₂O). This same process is true for any carbon-based fuel. If you try to imagine all the combustion in progress across the globe at any given time, and knowing that all this combustion is releasing CO₂, then it is easy to see the problem and the need for CO₂ emission reductions.
In the most basic terms, if you have a combustion-based heat treating process on your site, then you are emitting CO₂. The electricity consumed to support the combustion processes also has a carbon component, and the consumption of this electricity contributes to a site’s carbon footprint.
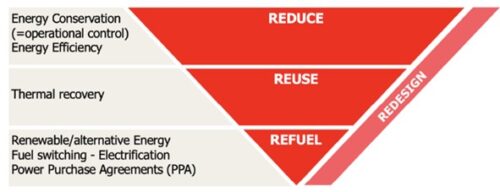
Figure 2. The 4 Rs of carbon footprint (Source: Advanced Energy)
So, combustion and electricity consumption on your site contributes to your carbon footprint. Knowing this, organizations may want to consider the level of their carbon footprint and explore ways to reduce it. There are many methods and resources available to help organizations understand and work to improve their carbon footprint. For this article, we will focus on the 4 Rs of carbon footprint reduction (see Figure 2).
We will discuss each of these approaches individually in priority order in the next installment of the Sustainability Insights.
For more information: Connect with IHEA Sustainability & Decarbonization Initiatives www.ihea.org/page/Sustainability Article provided by IHEA Sustainability
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Our readers and Heat Treat Radiolisteners will remember a recent episode entitled "Heat Treat Radio #102: Lunch & Learn, Batch IQ Vs. Continuous Pusher, Part 1." Today's Technical Tuesday article is a continuation of this dialog, with Michael Mouilleseaux, a boot-on-the-ground North American heat treat expert from Erie Steel here to answer your questions on the maintenance of batch and continuous pusher furnace systems.
Doug Glenn, Heat TreatToday's publisher,Karen Gantzer, associate publisher/editor-in-chief, join in this Technical Tuesday article.
Stay tuned for a Part 2 continuation of the Lunch and LearnHeat Treat Radio episode, coming to Heat Treat Radio in a couple weeks.
Below, you can watch the video or read from an edited transcript.
Michael Mouilleseaux
General Manager at Erie Steel, Ltd.
Sourced from the author
Introduction to Maintenance
Doug Glenn: We would like to move on to maintenance of the batch furnace and the continuous furnace. What is the cost of maintaining and operating these furnaces?
Michael Mouilleseaux: When they are utilized in a carburizing environment, there is always excess carbon that falls out or precipitates out of the atmosphere, and it ends up as elemental carbon in the bottom of the furnace.
What do you do with that? In furnaces that are using a carburizing environment, the burnout of the furnace is easily the single most important piece of preventative maintenance that you can perform. How is that performed? First, the furnace is vacated; there is no product in the furnace, the temperature is reduced — typically, you want it down around 1500°F or 1550°F — and you introduce room air into the furnace. The room air ignites the carbon. It’s a very primitive operation.
So, what temperature does carbon burn at? It burns at 3000°F.
You need to be very careful. It’s a controlled burn because you can actually damage the furnace through refractory, through the alloy that’s in the furnace, or it can get away. How do you do control it? On one level, you’re just looking at the temperature control. If you have it set at 1550, you’re going to say, “I’m only going to put air as long as the temperature of the furnace does not go up more than 25°F or 50°F.” It’s somewhat dependent upon the piece of equipment and is one of those things that you learn empirically; there is not a hard and fast rule for it.
Then, you can shut off the air. If there is no oxygen, then the source for combustion is taken away and you stop that operation. If you need to do it more rapidly than that, you may need to flood the furnace with nitrogen. Typically, if you have to flood the furnace with nitrogen to do it, you’ve been a little too aggressive in your burnout.
How long do you perform that? The great thing with oxygen probes is that you can utilize your oxygen probe to help you learn when you have burnt out the furnace. You’re not getting an actual carbon atmosphere, but what you do get is a readout from the probe. What you can do is perform the burnout operation until you attain that level and then you know that you’ve done a sufficient job in burning it out. That’s the single most important piece of preventative maintenance that’s done on a furnace used for carburizing.
Doug Glenn: Is that both in batch and in continuous?
Michael Mouilleseaux: Identical, yes.
Doug Glenn: I’ve got a couple other questions about furnace burnouts as someone who’s not a furnace operator. You said that there’s “carbon dropout” in the furnace. I know that in some furnaces, parts of the atmosphere may precipitate onto the coolest part of the furnace. Is that what is happening, or are we talking about carbon powder at the bottom of a furnace?
Michael Mouilleseaux: It is carbon powder, and it becomes more egregious. The powder then begins to accumulate into pebbles, nuggets, and larger size pieces. That’s more problematic. When it is in a powdered form, that is the best.
The question will be: How often do you have to do this? As with everything, the answer is — it depends. It depends on what you’re doing; it depends on how aggressive you are in your carburizing.
In the boost phase, we talked about carburizing at upwards of 1%. As soon as you exceed the saturation level of carbon, you’re going to precipitate out the excess carbon. What is that number? It’s different for every temperature. At 1500°F, it’s .9 or .85; at 1750°F, it’s 1.25. But to attain that, you’re actually putting natural gas into the furnace, and the amount of natural gas that you put into the furnace and its dissociation rate — the rate that it breaks down — can then subsequently be diffused into the parts; all of that comes into play.
With saturation levels of carburizing, there is always some residual carbon that’s in the furnace.
Doug Glenn: You mentioned that carbon burns at around 3,000 degrees. Are you taking the furnace up to that temperature?
The great thing with oxygen probes is that you can utilize your oxygen probe to help you learn when you have burnt out the furnace. You’re not getting an actual carbon atmosphere, but what you do get is a readout from the probe. What you can do is perform the burnout operation until you attain that level and then you know that you’ve done a sufficient job in burning it out. That’s the single most important piece of preventative maintenance that’s done on a furnace used for carburizing
Michael Mouilleseaux: No. The burnout cycle is at 1500 or 1550. You raise that carbon to that level and introduce oxygen, and what you want is a slow burn.
We next think about the systems involved in the furnace. First there is the heating system. In a gas-fired furnace, some critical things to consider are burner recovery, burner adjustment, and the amount of excess air that results in that burner adjustment. That’s a preventative maintenance operation that needs to be performed on a regular basis. It probably doesn’t need to be done daily, but monthly is optimal. If everything is very steady, including the barometric pressure, then you don’t need to do all of those adjustments.
Now, electric furnaces have SCRs that fire the elements, and you have to pay attention to the tuning of those things to make sure that they’re operating at optimum performance. One of the ways that you can do that, in a batch furnace, is if you look at the recovery time.
For example, if you have a load that weighs 4000 lbs. and you put it in the furnace and you know that it takes an hour and a half for the furnace to recover to temperature, but then all of a sudden, it takes an hour and 45 minutes, or an hour and 50 minutes, or two hours, obviously the burners are not producing the same amount of heat. The burners are not pumping the requisite amount of BTUs to achieve that recovery time. Could that be related furnace circulation? Could it be related to the insulation in the furnace? At an extreme, it could. Typically, though, it’s related to burner or SCR tuning.
Those are the kinds of things that are very easy to pay attention to.
"Electric furnaces have SCRs that fire the elements, and you have to pay attention to the tuning of those things to make sure that they’re operating at optimum performance. One of the ways that you can do that, in a batch furnace, is if you look at the recovery time."
Setting up PM Through Controls System
The control schemes in the PLC are typically very robust. So, you can establish a program and the PLC is going to say, “I want to heat it at this rate, I want the carbon potential to be .4%, I want to hold this at two hours at temperature, and then I want to initiate a quenching cycle.” Typically, PLCs are quite robust.
The thing you have to be careful with is obviously not just power outages, but brownouts. Brownouts are when you don’t quite lose all voltage, but you lose some of it. If you don’t have some kind of a filter on the power you can mitigate with, or have an uninterruptable power supply for the PLC, you can damage those things, resulting in some major work on the PLC.
The other part of that is the furnace circulation. We’ve got fans in these furnaces, and we circulate the atmosphere. The primary stages of heating in the furnace are convection, until we get to 1200 degrees. How do we convect the heat? We have the atmosphere in the furnace, the fan circulates, it washes the atmosphere down the radiant tubes, it heats up the atmosphere, the atmosphere comes into contact with the components, and we’re convection-heating the parts.
Once we get to 1200 degrees or more, then the primary method of heating becomes radiant heating. That’s where the radiant tubes are then the primary means of transferring energy. But the fans become very important. Are they balanced? Is the RPM correct? Is the amp reading on the fan? Those are areas to look at.
You have to understand how the furnace operates when it’s healthy — the furnace manufacturer can help you and/or you just learn empirically. For instance, what would it mean if, all of a sudden, I’m drawing much fewer amps on a circulating fan and it’s running very rough? Quite possibly, we’ve lost a fan blade.
Then there is the atmosphere control system. All that we just described is applicable to both continuous and batch furnaces. The furnace needs to be sealed and you want a couple inches of water column pressure — excess pressure — in the furnace relative to atmosphere pressure, since safety is the number one concern.
The atmosphere that we’re talking about in most of these furnaces is endothermic atmosphere. It’s a reducing atmosphere, meaning that it’s combustible. If, of course, we have combustion in a closed vessel, that’s called an explosion.
The reducing atmosphere, in and of itself, is if you look in a furnace that is at anything above 1200 degrees where it’s red, up to 1700–1800 degrees where it’s going to be yellow to white — and there is no flame . . . . People are absolutely amazed when they look in an atmosphere furnace and they see no flame. What you should see is everything in a relative, uniform color. The parts should be a uniform color. If you look at the tubes, they should be a little lighter because the tubes will always be somewhat above the temperature of the parts . . . .
Back to the atmosphere: We want to be sure that the atmosphere stays in the furnace and that we maintain that pressure in the furnace. So, what would be a cause to lower the pressure in the furnace? A door leak or a leak in a fan. It could be, if you have a mechanical handling system, a leak through that system. Those are all places to look.
The PM on that? For maintaining the level of lubrication in the fan bearings, see that they’re cooled so that the outlet temperature of the coolant — be it air or water — should be higher than the inlet temperature; that shows that they’re being cooled.
I can’t tell you an absolute number, but I can say that for the equipment that we have, we have numbers that we’ve developed; we know that if the outlet temperature of the water is 20 degrees higher than it is going in, we’re doing a good job of cooling the bearings.
The door seals in furnaces, typically, are brick on brick. Typically, they use a wedge system to seal the doors in the furnace. But, of necessity, these are wear items. Therefore, in preventative maintenance, you might notice a burnout around a door where you hadn’t had one before. That tells you that atmosphere is leaking out of that door and so a repair is needed in the near future.
An interesting thing about a batch furnace: Most of them only have one door. So, it’s quite easy — you can open the vestibule and, in a maintenance operation, if you gassed up the furnace, you could see.There is always going to be some atmosphere coming around the door because that’s where the atmosphere goes into the vestibule, but it should be at the top; it shouldn’t be around the sides, and it definitely shouldn’t be at the bottom. It should be very consistent.
That’s one of those things that, again, you empirically learn. You look at it — it’s a visual operation to say what you’re doing.
There are two other systems: First, the quench system. We talked about how critical the quench system is. The RPMs of the prop, the amp draw of the motors for the props — those things should be very consistent. I think they should be monitor and data logged. The reason for that is you want to know when you quench a load that the RPMs of those props are what you have set it for. When you introduce a load into the quench, the amp draw is, of necessity, going to increase. That’s because you’ve put something in the path of the quenchant so, in order to maintain that flow, you’ve increased the amount of work that it takes to rotate those props.
That’s the kind of thing that you want to monitor. If the amp draw is changing, that means that there’s something in the quench system. Could it be the bearings? Could it be the motor? Those are some things that you’d need to take a look at and be certain of. Obviously, the props need to be in balance; you don’t want any vibration in them.
Doug Glenn: This is also true on the continuous furnace. You’ve got three or four green props in the batch furnace, and it would be the same in the continuous furnace.
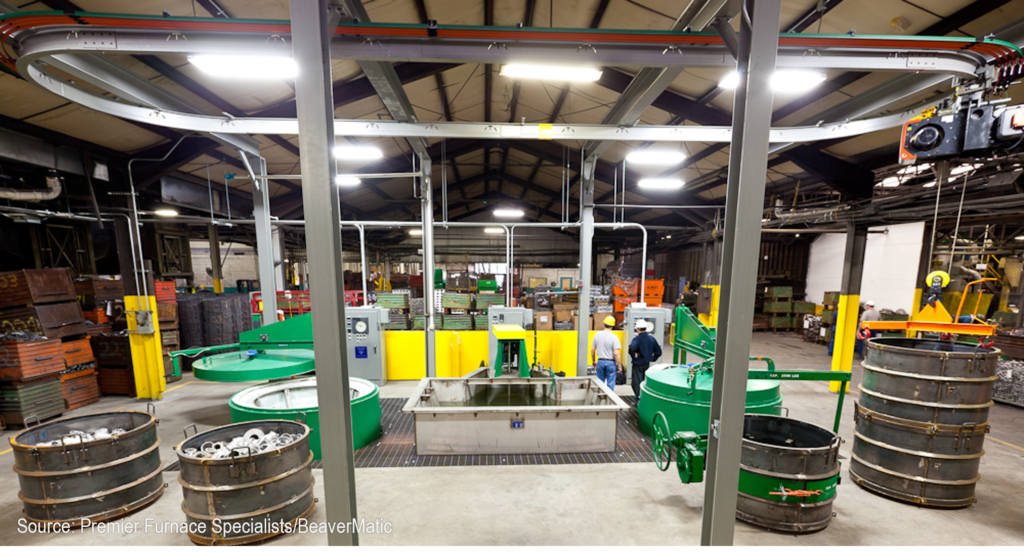
Source: Erie Steel, Ltd
Maintenance of Quenchant
Michael Mouilleseaux: Also, there is the maintenance of the quenchant. I’m of the belief that the quench should be continuously filtered. I’m not a fan of batch filtering. I’ve been doing this long enough that I’ve done that, and it just isn’t successful. Quite possibly there are operations that allow it.
If you’re carburizing, you’re going to have particulate in the quenchant because that same atmosphere precipitation of carbon finds its way into the quench. It’s going to be on the parts, it’s going to be on the trays, it’s going to be dragged in there. So, you have this particulate carbon in the quench and it acts as a catalyst to break down the oil.
One way to extend the life of the oil is to make sure that you’re continuously filtering that out. People say 50 microns or 100 microns or 25 microns. Experientially, I’m going to say that it’s going to be 25 microns. If you have a 100-micron filter, that’s great for getting the pebbles out of the quench or the scale, if that were to be an issue with your customer’s parts, but that’s not sufficient to filter out the particulate that’s going to be of the size that’s going to catalyze the breakdown of your quenchant.
Doug Glenn: I assume that if you’re providing for some sort of continuous filtering of your quench, that’s built into the quench structure. The quench tank is built for that, right, and you’re continually flowing it through this filter?
Michael Mouilleseaux: I’m not going to say that no manufacturers offer sufficient quench filtering, but I am not aware of anyone that offers a quench filtration system that’s sufficient. Most of these things end up being standalone. You want to draw the quenchant from the bottom of the tank in one quarter, you want to put it through a series of filters, and you want to put it back into the furnace at the opposite end of the quench tank.
I can say with certainty, that a batch furnace which has not been filtered well, if you remove the quenchant from the furnace after six months — definitely after 12 months — of using it in daily carburizing, you’re going to take 55-gallon drums of sludge out of the furnace, and the sludge is essentially carbon that’s mixed in with the oil.
For that same furnace, with a sufficient quench filtration system, there will be little pockets in the four corners of the quench tank, but that’s about it.
CQI-9, Nadcap and all of those standards have a requirement for monitoring of quenchant. One of the monitors should be particulate because that lets you know how good a job you’re doing in filtering.
Having done it properly, one can say, “Well, I have to replace my quench oil,” — fill in the blank — “once a year, once every six months, once every two years.” Properly maintained and filtered, the quenchant does not have to be replaced very often.
You’re going to drag out a little oil on every load. You want to let the load drip so that you’re not taking that precious quench oil and just putting it in the wash and washing it off. But in a batch furnace, you could have a couple hundred gallons a month to four hundred gallons, depending on the size of the furnace, of add-back that you’re putting in there. Is that sufficient to maintain all of the additives that are in the quenchant? Is that something that you need to monitor? Typically, the manufacturer can do that for you. You get monitoring and you see what the quench speed is, what is the viscosity, flash – all of those important pieces of information.
Now, it doesn’t come for free. A filtration system is costly, and the filters are costly. A year’s worth of quenchant is five years’ worth of filters. In my mind, that’s a good tradeoff.
Karen Gantzer: So, Michael, when the process is filtering the quench, does this happen during production downtime?
Karen Gantzer
Associate Publisher/ Editor in Chief
Heat Treat Today
Michael Mouilleseaux: No, it’s done continuously. Even when the furnace is not running on the weekend, you’re still filtering the oil. You’re going to be taking 20-50 gallons out of the quench tank but you’re putting it right back in. It just passes through filters.
Some people have utilized centrifuges. It’s a very successful way of filtering out carbon particles in oil. The caveat on that is you don’t want the oil above 140 degrees. If you get the oil above 140 degrees and for every 20 degrees you go up, you start doubling the oxidation rate of the oil.
In high-temperature oil, we do a fair amount of modified marquenching. We do it in closed canisters. The seals must be temperature-tolerant, but it is very successful.
The last part is going to be the quench heating and cooling. Typically, at the first part of the week when you’re starting up the furnace or if you’re going from operation A to operation B and it requires a higher temperature quenchant, you’re going to use either gas or electric elements that are going to heat it. Those things need to be monitored so that they’re available when you need them. The last thing that you want to do is start out the week and find out that the quench heaters don’t work; then, you’re trying to find a couple of dummy loads that you can heat up to put into the quench to heat up the quenchant before proceeding with operations.
Then, of great, importance is quench cooling. In petroleum-based quenchants, you’ve got a flashpoint of 400 degrees plus or minus — could be 350, could be 450, depending upon the quenchant that you’re using. You don’t want the temperature of that oil to approach that flashpoint. You do that by using a quench-cooling system. It’s a big radiator. You’ve got a pump, and you set it when you want the pump to go on. You pump the oil out to the quench coolant, and when it comes back, once you’ve attained what your temperature is, then you stop.
Doug Glenn: I’ve got a couple quick questions on this. First, is the quench heater an immersion tube?
Michael Mouilleseaux: Yes. Gas-fired tubes and gas-fired units are very small u-tubes that go into the quench tank. Electrical units have got elements that are tolerant to that.
Doug Glenn: Typically, you’re using those because you’re actually using the quenchant and always putting hot things into it, so once the quench fluid is up to temperature, it’s not a problem. You’re using that quench heater just to get the thing up to temperature. So after that, most of the time, you’re using the cooler to keep it cool, correct?
Michael Mouilleseaux: Absolutely. That’s a control scheme. The last thing that you want to do is set the quench heater so that it’s within five degrees of setpoint and set the quench cooling so that it’s within five degrees of setpoint — then, the temperature just sits there, with heating and cooling fighting each other. You’re heating and cooling oil unnecessarily. You want to give yourself some bandwidth on that.
Material Handling System
Last is going to be the material handling system. In the batch furnace, many have what we call a “rear handler.” We saw the cart and it would push the load into the vestibule, the inner door would open, and it would push the load into the furnace. It’s always preferable to push hot loads, not to pull on them. The reason is that the base trays are alloy and the compressive strength is much higher than the tensile strength is. If you’re pulling on loads, you’re going to break trays.
Once the load is in the furnace, you would have a rear handler so when the cycle is terminated and the inner door opens, you would have a mechanism — it may have a flat bar that’s half the width of the tray — that actually pushes the load into the quench vestibule.
There it’s pushed by the charge car and the inner door is open. That same handler, from the charge car, pushes it into the furnace. Now, when the cycle is terminated, there is a handler in the rear of the furnace that pushes it into the vestibule for quenching.
The exception is right here: When it’s taken out of the vestibule, typically the charge car goes in and grabs it and pulls it out. But, at that point, you’re at 100 or 200 degrees so, at that temperature, you have no material effect upon the strength of the alloy.
Doug Glenn: Okay, the motion it took it from the tray on the left inside is going to push it in and then the next step it’s also going to push it into this “hot zone,” correct?
Michael Mouilleseaux: Yes.
Doug Glenn: But what you’re saying is, when it’s coming out of the hot zone, there’s probably a mechanism on the far righthand side of the hot zone that’s going to push it back. Nothing is going in to pull it out because it’s hot.
Michael Mouilleseaux: Extended reach cars put the load into the vestibule and then put it into the hot zone.
There are some rear handlers that, rather than being a simple push function, have a dog mechanism that allows them to go and get the load in the vestibule and pull it into the furnace. Personally, I am not a fan of that; I like the extended reach car because when you’re pushing something, it is very easy to determine if you’ve put it in the right location. If you grab a load and pull it, you could lose the attachment on that load and then it’s not put exactly where you want it to be.
You can put amp meters on these things so that the amount of force that the motors require to pull in or push out a load. The one thing you need to be cognizant of is that it’s going to take more power — a higher amp draw — to push a 4000-pound load than it is a 2000-pound load. Once you understand what that is, you can monitor these furnaces and then they start making sense to you.
Case hardening is an essential process for many heat treating operations, but knowing the different types and functions of each is far from intuitive.
In this best of the web article, discover the differences between carburization, carbonitriding, nitriding, and nitrocarburizing, as well as what questions you should ask before considering case hardening. You will encounter technical descriptions and expert advice to guide your selection of which case hardening process will be most beneficial for your specific heat treat needs.
An excerpt:
Case hardening heat treatments, which includes nitriding, nitrocarburizing, carburizing, and carbonitriding, alter a part’s chemical composition and focus on its surface properties. These processes create hardened surface layers ranging from 0.01 to 0.25 in. deep, depending on processing times and temperatures. Making the hardened layer thicker incurs higher costs due to additional processing times, but the part’s extended wear life can quickly justify additional processing costs. Material experts can apply these processes to provide the most cost-effective parts for specific applications.
Are there rapid changes in the North American aluminum industry to accommodate trending technology, or does the aluminum market have a different focus? Enjoy this Technical Tuesday article, in which six industry players responded to the following survey from Heat Treat Today’s editorial team in August 2023.
Steady and Increasing Melters’ Demand
Contact us with your Reader Feedback!
Is demand increasing or decreasing for aluminum processing/melting equipment?
AFC-Holcroft: “Yes, we continue to see opportunities for a variety of furnaces for T5, T6, and other aluminum heat treating processes. We recently signed a license agreement with Sanken Sangyo in Japan to offer their aluminum rotary furnace designs in the U.S. and Canada.”
Can-Eng Furnaces Intl., Ltd.: “Yes, particularly in finished component heat treatment systems (T4, T5, T6, and T7 processes). The processing demand is coming from new vehicle (ICE, hybrid, electric) model line-ups that are focusing heavily on lightweighting body in white (BIW), structural, and suspension components that are being converted from steel to aluminum.”
Lindberg/MPH: “We have seen an increase in aluminum scrap melting in the recent past with larger capacity melters being quoted.”
Premier Furnace Specialists: “We’re seeing a steady demand for aluminum processing equipment. Typically, our clients are requesting either aluminum solution furnaces, drop bottom furnaces, or pre-heat furnaces. There has been an increased demand for larger furnace chamber sizes and heavier load capacities as more customers are requesting furnaces that can handle a variety of materials, temperature ranges, and processes. It seems the aerospace industry is driving most of the demand at the moment.”
SECO/WARWICK: “On the molten metal side of the SECO/WARWICK business, there are a few significant projects out there which are active, and the level of inquiries is good!”
Wisconsin Oven: “We have seen an uptick in aluminum solution treat and aging equipment in recent years.”
Tracy Dougherty Chief Operating Officer AFC-Holcroft LLC Tim Donofrio Vice President of Sales Can-Eng Furnaces International, Ltd.Kelley Shreve General Manager Lindberg/MPHJacob Laird Mechanical Engineer Premier Furnace Specialists, Inc./BeaverMaticDan Peterson Product Manager Molten Metal Furnaces SECO/WARWICK Corp.Mike Grande Vice President of Sales Wisconsin Oven Corporation
AM/3D: Allusive Adoption
Has additive manufacturing/3D printing contributed to current business levels?
AFC-Holcroft: “It’s been an ongoing topic, but volumes are still low, which has kept heat treating equipment investments at a minimum.”
Lindberg/MPH: “There have been more requests than in the past few years for sintering applications which, I believe, is largely driven by the increase in 3D metal printing manufacturing.”
Premier Furnace Specialists: “The company has been receiving a number of requests for smaller batch style ovens for the processing of additive manufactured/3D printed materials. We have also fulfilled a number of requests to alter existing or used systems to meet new process requirements.”
SECO/WARWICK: “On the molten metal side, this would be what we call the powdered metals industry, we has not seen much interest in that area this year. One exception is an inquiry that our sister company Retech was fielding.”
Have international supply chain disruptions impacted demand for your company’s equipment?
AFC-Holcroft: “There are certainly disruptions, but we’re finally starting to see some improvements. Our team has worked hard to mitigate the supply chain challenges through unique forward-looking programs with our suppliers and clients. As far as demand goes, it has not had an impact at all. In fact, we are currently experiencing booking levels that we haven’t seen in more than 20 years.”
Can-Eng Furnaces Intl., Ltd.: “Clients are planning ahead to address the longer lead times.”
Lindberg/MPH: “We have noticed that supply chain issues in general, both domestic and international, have created an environment where lead times to build equipment have more than doubled. This has caused many clients to begin looking for alternative solutions to meet their needs, as they cannot wait two-thirds of a year for equipment. The largest delays are with refractory, gas burners, alloy, and many various control components.”
Premier Furnace Specialists: “Actually, we’ve seen an increase in demand for our equipment from various industries impacted by disruptions. Many companies seem to be reassessing their supply chains and expanding production capacity to avoid future disruptions.”
Dual pit furnace and water quench tank system designed and built for a client in the aluminum castings industry. It is used for aluminum solution heat treating of thick walled castings. Each furnace has a 4,000 pound gross load capacity and an operating temperature range of 300°F – 1100°F. (Source: Premier Furnace Specialists/BeaverMatic)
SECO/WARWICK: “Lately our clients are for projects that are further out, 1–2 years in some cases. Most of our end users are aware that prices are still moving up and deliveries are stretched out, however there have been some improvements of deliveries on MCC’s and PLC’s.”
Wisconsin Oven: “Not that we know of.”
The State of Sustainability in Aluminum Market
Has the sustainability push affected demand for your equipment?
Horizontal quench system used for the solution treatment of aluminum parts (Source: Wisconsin Oven)
AFC-Holcroft: “Again, no impact on demand, but our group has been offering many ‘green’ options on our equipment for years to assist our clients in the drive for a reduction in their carbon footprint.”
Can-Eng Furnaces Intl., Ltd.: “Yes, there’s more emphasis on reduced environment impact processes and equipment designs.”
Lindberg/MPH: “Not really. We have had a couple of RFQ[ET7] ’s come in related to green energy, but they are very slow-moving projects with a lot of R&D on the buyers’ end. Additionally, we have been asked to partner with these clients to develop a solution to help them meet the end goal.”
Premier Furnace Specialists: “For a minor segment of clients, the push for sustainability seems to be driving a demand for electrically heated equipment rather than natural gas. Even for those clients, however, the main deciding factors are still local utility costs, existing facility restrictions, and familiarity with existing equipment.”
SECO/WARWICK: “Environmental sustainability has definitely affected what our clients are looking for on most new inquires. Most have strict emissions requirements and are looking for combustion systems with lower NOx and higher fuel efficiency. Peripheral hooding is also commonly requested to capture emissions from around door openings and over charge wells. I would not say that sustainability has diminished the demand, however it has affected what they need with regard to emissions compliance.”
Wisconsin Oven: “Clients occasionally request energy-efficient features and designs, but not more often than in the past.”
Anticipating Growth and Novel Aluminum Applications
What plans are you making to meet future market demand?
AFC-Holcroft: “We are a global group and have recently restructured our organization to better serve our customers. We have also undergone a facility expansion to help reduce our carbon footprint and provide our clients with the best products and deliveries available in the market. This includes an expansion of our build to stock production planning to greatly reduce lead times on UBQ furnaces and EZ endothermic generators among other products.”
Can-Eng Furnaces Intl., Ltd.: “We have increased emphasis on electric battery vehicle component and materials processes and equipment design development. Additionally, we are planning further use of electric energy as an alternate heating source for system designs.”
Lindberg/MPH: “We are looking to work with vendors to create vendor managed inventory in order to reduce lead times, as well as hire additional employees to reduce labor driven lead times. We continually look for additional vendors to remain cost competitive and reducing the overall cost of manufacturing.”
Premier Furnace Specialists : “We’ve expanded vendor and supplier listings. We have also gained experience implementing existing and new alternatives for almost all of our furnace components. By reassessing our standard component choices and offering a variety to clients, we have been able to substantially reduce lead times which allows for more efficient and flexible production while reducing costs.
“We have also added new technology to aid in our manufacturing. Building parts in-house significantly cuts down on lead times and pricing. Thus, clients know that their equipment will have little or no downtime, saving them the time and stress of not running product.”
SECO/WARWICK: “We are adding engineers, field service technicians, etc. and having our “seasoned veterans” bring them up to speed! We have also moved to a larger new office location to accommodate future growth.”
Wisconsin Oven: “We have acquired additional floorspace in recent years and have been hiring aggressively in the last six months.”
Accurate hardness testing is a critical business for numerous industries, not least heat treatment. In this guide, we will offer our “best practice” list for getting the best possible reading for your hardness test with the most efficiency.
This Technical Tuesday article was written by Alex Austin, the managing director at Foundrax Engineering Products Ltd.
1. Tip for All Tests
Contact us with your Reader Feedback!Alex Austin Managing Director Foundrax Engineering Products Ltd. Source: Foundrax
Make sure the test equipment is properly set up. In most instances, this involves keeping the test machine serviced and calibrated in accordance with the international standards (ASTM E-10 for Brinell and ASTM E-18 for Rockwell) or the manufacturer’s instructions — whichever are more strict — along with mounting it on a level, vibration-free surface. The absence of vibration is crucial if you are using a lever and weight machine, but still desirable for hydraulic and motor-driven types, and it is mandated by the standards.
It is worth noting that for tests made using portable Brinell hardness testers that apply the full test load (albeit without the ability to maintain it uninterrupted for the full ten seconds), while it might not always be possible to mount the machine on a solid and level surface, the rest of the above still applies.
If the anvil is mounted on a leadscrew, ensure that it is properly secured. Similarly, jigs should be in good condition, correctly mounted and hold the test piece securely. It is easy to become very relaxed about the amount of energy that goes into applying 3000 kg to a 10 mm ball, but if the component shatters under load the results can be dramatic and, potentially, very dangerous.
Don’t forget your safety boots! Also, as fingerprint residue is corrosive, always wear gloves.
2. Brinell Hardness Testing
Preparation
Before performing a Brinell hardness test, make sure both the test area and the indenter ball are clean and free of all lubricants. Oil or grease on the test surface or indenter could wreck the test by lubricating the path of the indenter, making a very significant difference to the apparent hardness level. For example, at 300 HBW the material may appear around 20 HBW softer than it actually is. Moreover, it can change the appearance of the indentation edge, causing a false diameter measurement. In any case, the hardness standards are clear that test pieces must be clean and lubricant-free.
Prepare the area of the component surface where the test is to be carried out so that the indenter comes into direct contact with the core material. For this, the skin must be removed, including any decarburized layer, using a hand grinder with 60 grit abrasive (or finer, if appropriate) in 3–5 seconds, if a good automatic Brinell microscope will measure the indentation, or 10–15 seconds for a good manual microscope. This time differential is on the basis that a good automatic system will measure hundreds of diameters and ignore grinding “noise” when identifying the true edge of the indentation. On the other hand, use of a manual microscope is limited to the number one can reasonably measure by the time available and the equipment at hand. However, in the case of both automatic and manual testing, the better the surface, the better the result.
Next, place the material on the test machine’s table or anvil. Ensure that it is stable and cannot move under the test load (machines with an integral clamp are preferable from this point of view). The clamp should be holding the material so that the test surface is perpendicular to the indenter’s line of operation.
Carrying Out the Brinell Hardness Test
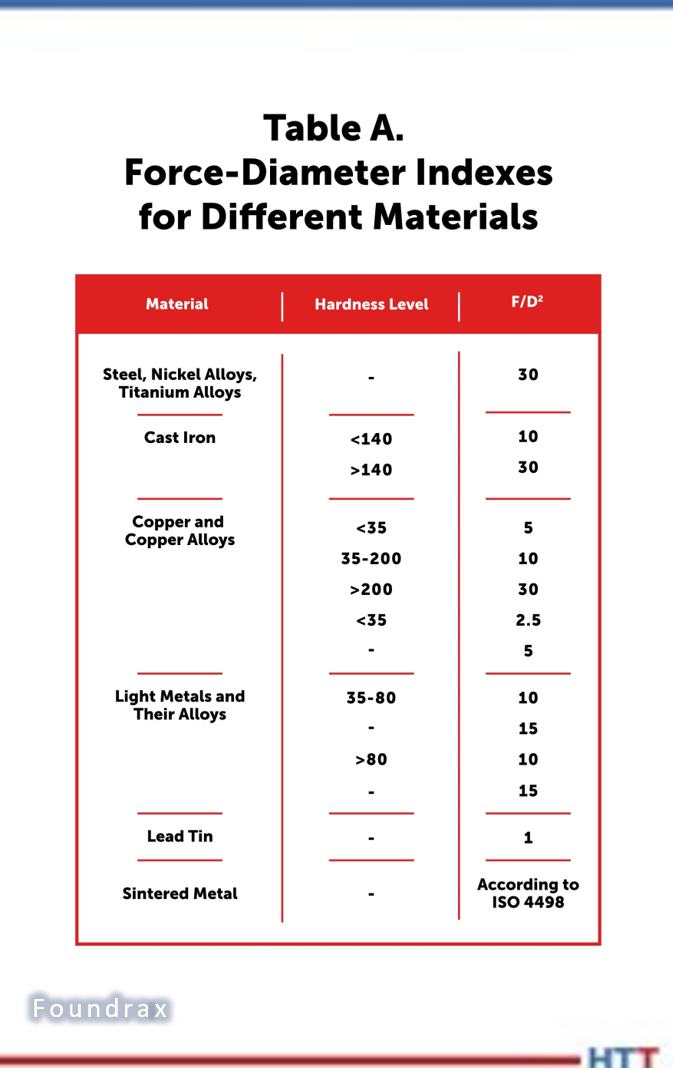
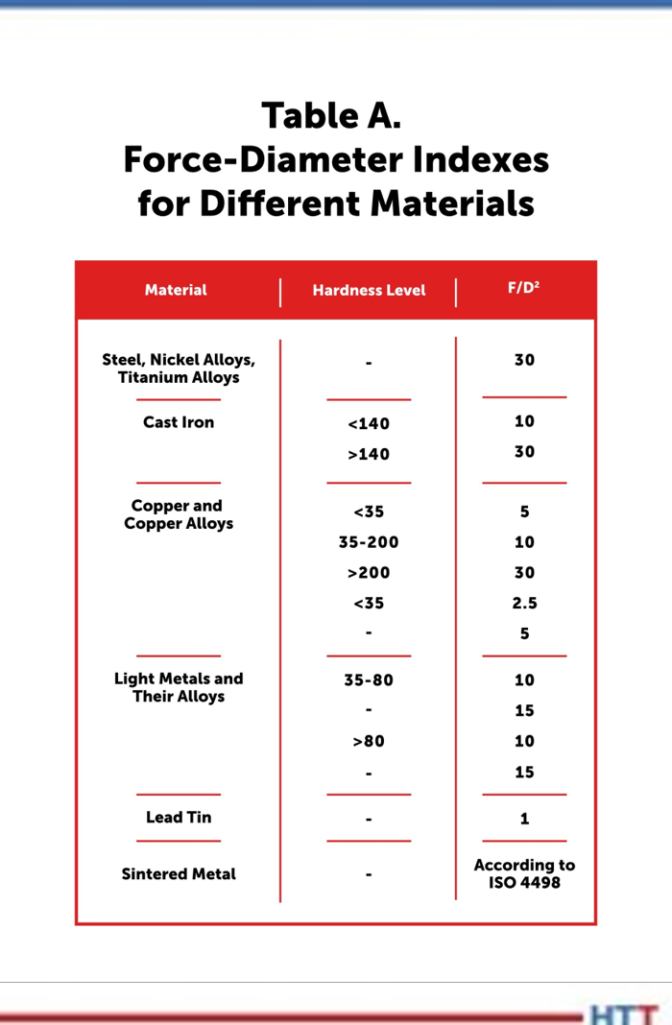
Table A. Force-diameter indexes for different materials
Use the correct force-diameter index (F/D²) for the material being tested; see Table A.
Apply the test force in accordance with ISO6506 or ASTM E-10, as appropriate. While the indenter is in downward motion and in contact with the material, avoid doing anything that might create vibrations that could reach the machine. When the indenter has withdrawn, measure the resulting indentation in a minimum of two diameters perpendicular to each other and convert the mean measurement into an HBW number.
If using a portable Brinell hardness tester, exercise caution when removing the machine from the component so that the edge of the indentation is not accidentally damaged when the machine is released.
3. Rockwell Hardness Testing
Preparation
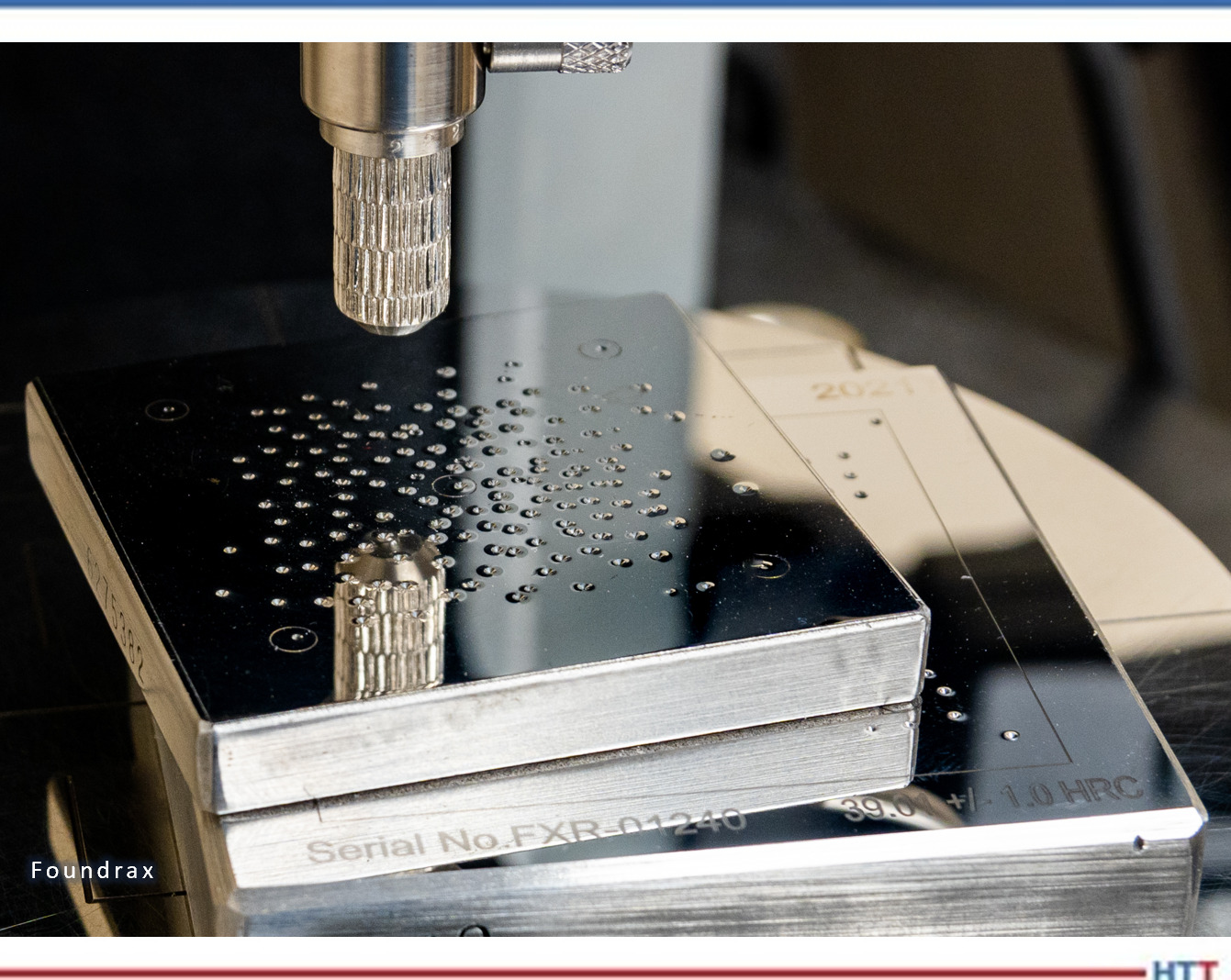
Figure 1. Close-up of Rockwell indentation
Cleanliness is everything in Rockwell testing. The indenters are much smaller than those used in Brinell testing and (as you would expect) so are the indentations (see Figure 1). And because the Rockwell test measures indentation depth, not width, any contaminant or particle that gets between the indenter and the material is a problem. Underside contamination is almost as important. There have been instances of clients finding that the testing block seemed to render two hardness points lower than we stated, yet in every instance, we found a buildup of soft contaminants (e.g., grease, oxides, micro-swarf) on the underside of the block. These contaminants “give” as the indenter is driven into the block, thereby permitting further indenter travel than would occur in the block material alone.
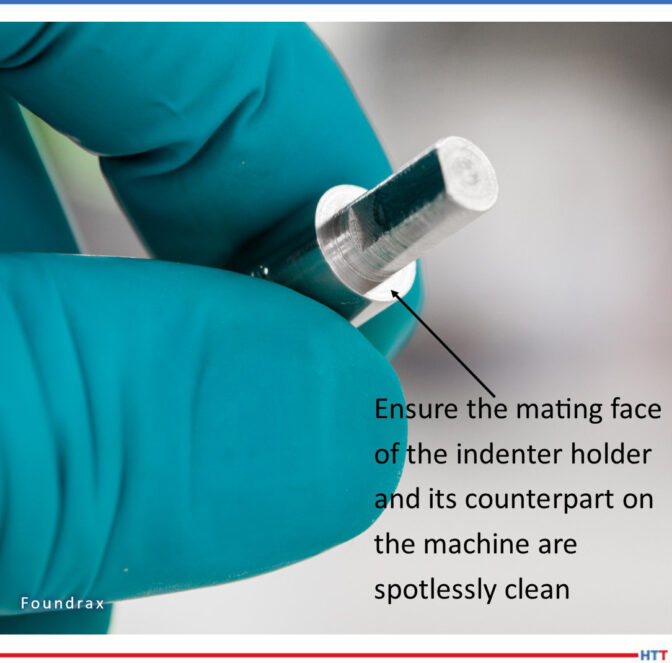
Lubricant contamination on the block surface is obviously extremely problematic. All blocks should be cleaned with a cloth and a liquid solvent that leaves minimal residue (e.g. isopropyl alcohol). Tissue paper can be used for cleaning but can scratch aluminum and brass easily; untreated cotton wipes are preferable. The anvil should also be cleaned by gentle application of a lint-free cloth dampened with solvent, and the indenter itself should be gently wiped at intervals throughout the test session. Another place where contaminants can build up (easily producing an error in excess of one Rockwell point) is the mating face where the indenter holder is inserted into the test head of the machine (see Figure 2).
Figure 2. Importance in preparation
It is obviously also essential that the anvil mount cannot budge under the indenting load. If it is mounted on a vertical threaded column, the column should be free of excess grease and tightened to the point of no movement. Column “give” is another area where we have detected consequential erroneous readings.
A further notable check worth performing is that the block, or test piece, has not been dropped and landed on a corner of the underside, which would leave a burr. This would prevent the piece from sitting flush on the anvil and probably negate the possibility of correct readings, as the piece would move under the indenter load.
Procedure
Figure 3. Softer block placed over test material during Rockwell test
If the first indentation on a block suggests a lower hardness than the remainder, there is a chance that air was trapped underneath it. The first indentations usually drives any air out, but in the case that air remained trapped beneath the indenter, the hardness reading will be falsely soft; the block will have moved downwards as it displaced the air, and the indenter will, therefore, have travelled further than if the block were truly sitting flush on the anvil. Placing a block that is softer than the test material on top of the test block and putting one indentation into it before commencing the tests will eliminate this problem (see Figure 3).
Have an aerosol duster to hand during indenting to keep the block surface clear.
Test blocks should, ideally, be stored in airtight cases to reduce the rate at which oxides form on their surfaces. Better still, wrap them in rust-reducing paper as well.
About the Author: Alex Austin has been the managing director of Foundrax Engineering Products Ltd. since 2002. Foundrax has supplied Brinell hardness testing equipment for 60+ years and is the only company in the world to truly specialize in this field. Alex sits on the ISE/101/05 Indentation Hardness Testing Committee at the British Standards Institution. He has been part of the British delegation to the International Standards Organization advising on the development of the standard ISO 6506 “Metallic materials – Brinell hardness test” and is the chairman and convener for the current ISO revision of the standard.
Oil quenching can be a dirty phrase around the heat treat shop. But with vacuum, does it have to be?
This Technical Tuesday article was written by Don Marteeny, vice president of engineering at SECO/VACUUM Technologies,forHeat Treat Today’sNovember 2023 Vacuum Heat Treating print edition.
There are metallurgical advantages to oil quenching for which there are no gas quench substitutes, but for a time, those advantages only came bundled with some disadvantages that proved incompatible with a growing preference for vacuum processes. This drove vacuum oil quenching (VOQ) to evolve and improve, often faster than its reputation. VOQ has since matured into a convenient, safe, and economical choice, offering today’s vacuum heat treaters all the metallurgical advantages of oil quench without any of the compromises.
A Familiar Scene . . .
Don Marteeny
Vice President of Engineering
SECO/VACUUM TechnologiesContact us with your Reader Feedback!
When oil quenching is mentioned in the break room of any heat treat department, it’s a sure bet that those listening have very similar thoughts. With just the mere mention of oil, their thoughts carry them, not to memories of the first time they helped their dad change the oil in their car in the family garage, but instead to a row of furnaces belching flames from their doors. Next, they are sure to see one of the doors open, and the familiar sensation of hot air moves through their mind. They may – for a moment – expect the smell of salt air, the sand between their toes, and the sun from above.
For many heat treaters, this is but a momentary escape. Soon, the taste and smell of hot oil and metal return them to the moment, and they know they are standing next to a row of batch integral quench (aka, batch IQ or BIQ) furnaces.
It’s about then they will feel the heat of those flames at the end of this furnace line or by the transfer car, wiping the sweat from their brow with a sooty hand and anticipating a return to the break room for a cool drink of water.
Sound familiar? If so, you’re one of the hundreds of heat treaters who has had the pleasure of operating a tried-and-true atmosphere integral quench line; it faithfully does its job, hardening and case hardening steels where oil is the only heavy lifter that can do the job.
While heat treaters have been diligently pumping out oil hardened steels, furnace builders and OEMs alike have been trying to find ways to move away from oil to quenchants that, primarily, reduce distortion, but also that are cleaner, require less processing, and present a safer working environment. Despite their efforts working with modified quenchants – including high pressure gas quenching (HPGQ) in vacuum furnaces – oil quenching has proven robust, maybe even stubborn.
Does that mean we are stuck with the integral quench furnace and its fire-breathing ways? Not necessarily. . . .
Figure 2. D-Type double chamber for batch work processing with conventional loading over the oil quench
Source: SECO/VACUUM Technologies
An Invention Waiting on Improvement
The concept of a vacuum oil quenching furnace is nothing new. When first developed, it was unique because it combined the advantages of vacuum heat treating with the ability to oil quench. But at the time, they were an unlikely couple that never really got along as well as the atmosphere furnace with an oil quench tank.
Vacuum oil quench furnaces were expensive, had large footprints, and were not particularly reliable. Plus, if case hardening was required, low pressure carburizing was not particularly attractive as it was still in its infancy, at least compared to gas carburizing. So, VOQ stayed in the shadows, fulfilling limited roles where the application warranted the extra complication of vacuum. In the meantime, the integral quench furnace became the workhorse of choice, churning out oil and case hardened parts for industries worldwide.
HPGQ Drives Improvement in Vacuum Furnace Technology
Despite the success of the integral quench furnace, VOQ remained present, stirring in the shadows. In the meantime, vacuum furnace technology advanced through the development of high pressure gas quenching. The design and construction of a vacuum furnace lent itself to this application well and introduced a host of advantages, such as found in Maciej Korecki’s “Case Study of CMe-T6810-25 High Volume Production”:
• Decreased distortion
• Elimination of intergranular oxidation (IGO)
• No decarburization
Vacuum Furnaces Move from Niche to Standard Issue
In addition, these design developments supported the opportunity to case harden parts through the use of low pressure carburizing (LPC). Coupled with quenching pressures up to 25 bar, the HPGQ-equipped vacuum furnace became a real option for the heat treater interested in through hardening that did not require:
• Special atmosphere generation equipment (atmosphere generator)
• Lengthy furnace-conditioning cycles to assure the correct gas carburizing conditions as is typically necessary in the batch IQ furnace
• Post-heat treating surface cleaning in the form of washing or oxidation removal
VOQ Begins to Follow Suit
Still, vacuum and HPGQ were limited in their ability to serve in the role of hardening some steels when considering common geometries. This meant that, for those steels, oil remained the go-to quenching solution. As a result, the VOQ furnace became the furnace of choice.
It still required:
• Post-quench wash
• Aggressive oil circulation to minimize distortion
• Selection of the appropriate oil
• Careful fixture design
However, the advantages were too many to ignore. The fact that one could through harden steels like 8620 in a clean environment without the safety and cleanliness concerns inherent to integral quench furnaces was a huge advantage. And although furnace footprint remained a concern until the early 2000s, advancements in areas such as mixer design, vacuum pumps, and low vapor pressure quenching oils all contributed to decreasing the footprint and increasing the reliability of VOQ, making it an even more viable option. In more recent times, environmental concerns have also renewed attention to the VOQ furnace because of its vacuum capability.
Advantages include:
• Electric heating – no natural gas consumption
• Inert gas atmosphere or vacuum environment – no atmosphere generator needed • Zero CO2 emissions, even when case hardening using LPC
Figure 3. T-Type triple chamber for continuous batch work – oil quench or gas cooling/quenching with a separate chamber for preheating and semicontinuous operation
Source: SECO/VACUUM Technologies
Which Brings Us to Today
Vacuum oil quenching technology has progressed to overcome the challenges of yesteryear, and technological improvements have made it a flexible and configurable option for a heat treater’s current – and future – needs.
The VOQ is now available in configurations that provide both batch and semicontinuous options. This provides the opportunity to harden or case harden components with increased productivity and efficiency.
A common configuration offered is the two-chamber VOQ furnace as pictured in Figure 2. In this batch type configuration, common working zone sizes – such as 24″ x 24″ x 36″ or 36″ x 36″ x 48″ – are available with load capacities up to 2,650 lbs. A graphite-insulated hot zone provides the capability to achieve working temperatures up to 2400°F while providing the platform to case harden using LPC. This configuration also has the ability to conduct partial pressure heating using nitrogen. When quenching, the use of high-flow oil mixers promotes good oil mixing during quench to minimize distortion. This configuration can also cool in nitrogen above the oil in the quench tank, providing additional process flexibility.
In applications requiring higher productivity, a third preheating chamber can be added to the furnace system to provide the opportunity to preheat the furnace charge. The addition of the preheating chamber provides a semicontinuous operation as opposed to the batch operation provided by the two-chamber furnace. The result is a two times increase in throughput of the furnace system. Depending on the process requirements, production rates of up to 440 lb/hr are possible. The modern vacuum oil quench offers a versatile platform with a compact design capable of multiple processes and high production rates. The traditional two-chamber VOQ offers a batch platform capable of neutral and case hardening through the use of LPC. The three-chamber model provides similar options with the opportunity for high-capacity production through the addition of a preheating chamber with semicontinuous processing. Both demonstrate the advancements and the potential of this modern furnace as flexible, safe, and environmentally-friendly option in oil quenching.
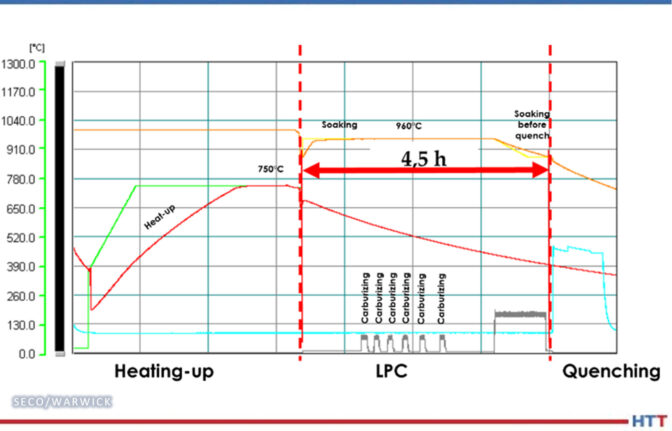
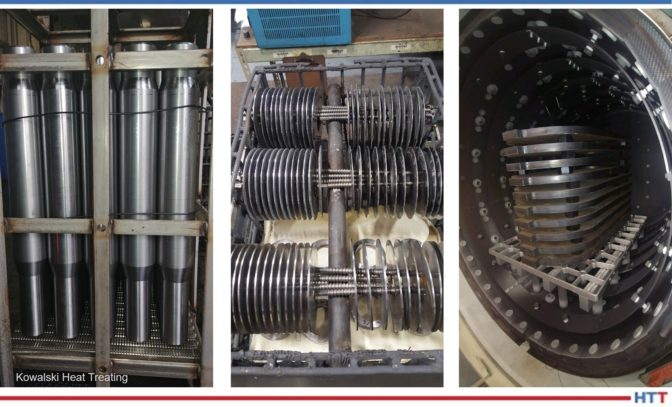
Figure 4. An LPC process that yielded a net 1,322 lb (600 kg) load of gears with an effective case depth of 0.039 in (1 mm). This resulted in a throughput of 294 lb/hr (133 kg/hr). Slight adjustments to this process have rendered production of up to 440 lb/hr. (Source: Maciej Korecki, “Case Study of CMe-T6810-25”)
Source: SECO/VACUUM Technologies
About the Author: Don Marteeny has been vice president of Engineering for SECO/VACUUM Technologies for over five years. He is a licensed professional engineer and has been a leader at the company over the last several years filling project management and engineering leadership responsibilities. Don is a member of Heat Treat Today’s 40 Under 40 Class of 2021.
For more information: Contact Don at Don.Marteeny@secowarwick.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
There’s always more to learn, and at Heat Treat Today, we strive to help you be well informed. Thanks to our Heat TreatRadio guests, we are happy to offer much more expertise on all things vacuum processing, including hardening, ion nitriding, and the stainless steel materials in vacuum furnaces.
This Technical Tuesday article was written by the Heat Treat Today Editorial Team for theNovember 2023 Vacuum Heat Treating print edition.
Heat Treat Radio #93: Why Ion Nitride? An Exploration with Gary Sharp
Contact us with your Reader Feedback!
Perhaps the most visual of all vacuum processes, ion nitriding is known for its unique purple glow, caused by nitrogen diffusing into the surface of the workpiece. Gary Sharp gives this glowing summary of ion nitriding, including the development of vacuum equipment to fit the process and special challenges like loading vacuum chambers and parts cleaning in this recent episode.
“[Ion nitriding is] a diffusion process. If you look at a piece of equipment, a hearth plate is a cathode in a DC circuit. The vessel wall is the anode, and the gas is your carrier.
“Through the transfer of energy, you bombard the part with ions and neutral atoms. They transfer their kinetic energy, and that is what actually heats up the parts. In the early years, that was the only way you could heat the parts. Later came more developed equipment.”
“Now, you have auxiliary heating in the walls, which adds some advantage but also a little more complexity in terms of keeping and maintaining a current density on the part adequate to diffuse into the metal itself. Sometimes you put it in a vessel, and you turn on the power supply. All the energy is coming from somewhere else, and you don’t actually diffuse or harden the part itself. It’s been solved, obviously, over the years.”
As Sharp further explains, some advantages of ion (or plasma) nitriding overlap with other forms of nitriding. But specific to this purple heat treatment under vacuum are its great masking abilities.
Heat Treat Radio #82: Gun Part Treatments, Turning Up the Heat with Steve Kowalski
When it comes to stainless steels for gun components, autonomy is the name of the game. Vacuum processing is “critical” in the gun part industry, says Steve Kowalski, president of Kowalski Heat Treating, for this reason of control over the part:
“With stainlesses and the various materials that we’re currently using, having high-pressure quench vacuums/high pressure quench allows for a significant amount of flexibility. We can finetune a recipe, or cycle, to achieve properties that the customer needs where it makes it repeatable.”
Rolls, slitter blades racked, and SS vavle seats for vacuum processing
Source: Kowalski Heat Treating
The means to reach the end of perfectly heat treated components are many, the critical step being defining the heat treat process itself. “The majority of what we process for the gun world (for the firearms world) would be either salt to salt rack austempering or marquenching, vacuum and actually plasma processing, whether it’s FNC or nitriding. We’re involved with those three areas in the gun world.” He later expands upon this list noting, “salt neutral hardening, salt hardening, and then marquenching or austempering, depending on the component.”
Heat Treat Radio #54: Metal Hardening 101 with Mark Hemsath, Part 2 of 3
“Hardening” is a broad thermal processing term that generally means increasing a material’s strength and toughness and minimizing distortion. Hardening can be done in a simple tip-up or bell furnace. So, which hardening processes require vacuum furnaces?
In addition to plasma nitriding as mentioned above, Mark Hemsath of NITREX sheds some light on carburizing as done in a vacuum furnace. He says, “Caburizing is the addition of carbon, right? So, the difference here is that when we talk low pressure . . . it’s done at a negative pressure, less so than atmosphere. We call this either low pressure carburizing or vacuum carburizing; it’s the same process. This takes place at pressures typically in the 1–15 torr range, which is about 1–20 millibar range of pressure. If you know one atmosphere is 760 torr, when we’re going down to 1–15 torr, we’re at pretty good vacuum. Just like with gas carburizing, the higher the temperature, the faster the process. What’s unique with vacuum equipment is that vacuum equipment is typically capable of going to higher temperatures which adds to the speed of carburizing.”
Unveiling the inner workings of a vacuum furnace, he adds, “Now, we didn’t discuss the design of gas carburizing furnaces that much, but typically they’re gas fired and they have radiant tubes. In the interior of the furnace, the higher temperature you go with the really nasty carburizing atmosphere, it reduces the life of those furnaces substantially, so the people that own the furnaces don’t want to go to high temperature. If you can go 100 degrees higher in temperature, like you can with the vacuum carburizing furnace, the process gets much faster. That means higher productivity.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
MG Timothy J. Wright (T.J. Wright) understands the heat from a heat treat furnace as well as the heat of engagement in war. As a critical actor in the history of Wirco, Incorporated, T.J. shares his background in the heat treat industry, how this intertwined with a career in the military, and the hallmarks of a life of leadership. Heat TreatTodayis honored to bring this Heat TreatRadio episode to pay respect to his long career in the U.S. Army, serving our nation and facilitating peace abroad.
Bethany Leone, managing editor at Heat TreatToday, serves as the special host for today's episode. The episode was sponsored by C3 Data.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet Major General TJ Wright (00:43)
Major General TJ Wright
Source: Wright family
Bethany Leone: Let me start off by just sharing a little bit about some bio information about yourself. Could you introduce yourself, who you are, maybe where you grew up?
MG T.J. Wright: My name is Timothy Joseph Wright. I spent my younger years, up until the 8th grade, in Phoenix, Arizona with my family, of which I have three brothers. I moved back to Fort Wayne, Indiana, midterm in the 8th grade year. I went to New Haven High School and worked in a garage for my grandfather in 8th grade and through my sophomore year.
Contact us with your Reader Feedback!
After that, my dad was running a heat treat for a company called National Heat Treat, which doesn’t exist anymore; this was the reason we moved back to Fort Wayne. So, I got a job running tool steel on second shift.
There was a metallurgist there — his name was Carl Bobee — and he taught me how to mount samples and read microstructures, and I learned how to run furnaces. In those days, we took dewpoints with a little dry ice cup in a thing with a thermometer on it. That gives you some concept of how the technology has changed over the last 50 years — it’s pretty amazing.
That caused me and afforded me the ability to get a job after high school as a metallurgical technician working for International Harvester. About midway through my second year working there, I got my notice to come down and take a physical to go here to Indianapolis. When I got to the end, I asked the sergeant, “What does that mean?” and he said, “You’ll probably be back here in 60–90 days; you’ll probably be drafted,” because the Vietnam War was heating up. So, I talked to my dad. He was a WWII vet, as was my grandfather and my uncle. He said if it was me, he would enlist; make it a choice, not chance.
So, I tried to figure out what I was going to do, and I was sitting at home feeling sorry for myself, and a helicopter goes flying across the TV screen and it says the Army is looking for helicopter pilots. I said, “If I’m going, that’s what I’m going to do.” So, I enlisted in the Army, took all the physicals, took the tests, and made the qualification. That’s how my career started.
TJ new grad from Flight School School Ft Wolters TX 1967
Source: Wright family
After Enlisting (03:18)
Bethany Leone: When you’re making that decision, it sounds like your family was a big support for you as you’re making that transition to enlist.
MG T.J. Wright: Yes. Family is everything. And after you’re in the service, you learn to recognize that it’s not just your family, but it’s your compatriots and your fellow soldier and airmen’s families too that you care about. It impacts everybody, if something happens, good or bad.
Bethany Leone: What year did you enlist?
MG T.J. Wright: 1966, I believe.
Bethany Leone: And was that before you went to get your college education?
MG T.J. Wright: Correct, yes.
Bethany Leone: How did that come about? Was it through the Army that you decided to?
MG T.J. Wright: I enlisted in the Army, went to Vietnam, and came back from Vietnam. I was an instructor pilot then at Fort Wolters, Texas, where I taught young people — I call them young because I was all of 22 or 23 maybe — how to strap in the helicopter, how to wear the helmet, how to talk on the radio, how to hover. I made helicopter pilots out of them.
People didn’t hardly wear seatbelts in those days. Then, when my time was up (my enlistment of four years) they wanted me to stay in the Army and offered me a direct commission, and I said, “I don’t think I want to go back to Vietnam again, thanks,” so I got off active duty.
In the meantime, while I was in the Army, Lindsey and I got married. We were in Texas and I knew I wanted to be a pilot. Purdue has a great aviation professional pilot program and I applied to go to that. I was accepted and so we spent the next three years at Purdue.
TJ and Lindsey 1969
Source: Wright family
I joined the National Guard, at that time, and I was a warrant officer initially. Once again, they offered me a direct commission to become a commissioned officer. So, I accepted it and became a Second Lieutenant.
Vietnam (05:59)
Bethany Leone: Moving back to when you were in Vietnam, because that was your first experience, I imagine it was probably pretty foundational as to how you approached your other deployments.
MG T.J. Wright: It gave me a real insight into being led and leadership. I was in an Air Calvary troopalry, and we had Cobra gunships. We had 086 Scout helicopters and UH 1 Huey liftships and we had an infantry platoon. The mission of the troop was to go out, find bad guys, and kill them. If you needed to put boots on the ground, we would insert our platoon on the ground, and we’d provide them with gunship cover.
Cobra Helicopter Transition School
enroute to Vietnam 1967
Source: Wright family
I’m trying to remember the exact date, but we were down in the south and we got in a fight with a North Vietnamese regiment (which is a large troop concentration) and there were six silver stars given out that day, which is the nation’s third highest award. I was one of the recipients of it. Five of my other pilots were also recipients that day because there was a lot of heroism going on. There were a lot of aircraft getting shot down and people rescuing other people, blowing up sampans [a type of small, flat-bottomed wooden boat] and shooting people.
Bethany Leone: How long was the engagement?
MG T.J. Wright: It was probably 18 hours. Once it got dark, things kind of settled down and, by then, we got out and had a backup for the 9th Infantry Division and they had inserted several battalions into the area. We provided gun cover for those guys after that, but the initial stage was pretty hectic.
Bethany Leone: I can imagine. Do you remember where you were when you got the mission?
MG T.J. Wright: It was like an everyday mission: We’re going to go down and scout this area out. Then, when we got down there, we almost immediately got engaged and started calling for help to get the whole troop committed.
Bethany Leone: So, when you say it was like a normal day, can you flesh that out a little bit? What did a normal day look like in Vietnam?
MG T.J. Wright: We ran, generally, 24-hour operations. We did night missions and daytime missions, and we always had an aircraft on standby. For instance, one time, I was a standby gunship guy and at about 2 o’clock in the morning they came and woke me up and said, “You’ve gotta go. Call Operations and they’ll brief you on the Ops channel.”
So, I got in the aircraft which had already been preflighted and was ready to go, and I started it up and got airborne. They said there’s an ARVN company, and I read the coordinates and headed south, and they said they’re in contact and they need support. The advisor was asking for Army gunship support.
A little while after that, I got another call from Operations saying there was another ARVN company in the same general location, and they’re also receiving fire, and the advisor was asking for support. As I came up on the area, I could see these tracers going this way and going this way, and I looked at that and I thought about it for a little bit, and I told both of the advisors, “Okay, everybody cease fire.” All the firing stopped — because it was just two ARVN companies that were shooting up one another — and I just turned around and went home.
Bethany Leone: Wow. That kind of decision-making on your part — did you have to do a lot of that often?
MG T.J. Wright: Almost every day. Flying around, the scout guy would be looking for tracks or something, because as soon as they heard you coming, they would go hide, and I would be flying cover for him in case he got shot at. There was a big kind of area — mostly in the Delta — but a big nipa palm tree area near a river, and he was on one end of the palm trees and I was on the other, and I’d go around the corner to the other side and there is a DShKM .51 caliber weapon, on a big tripod, and about five guys, and they’ve got a camo net over it, and they’re trying to pull it off so they can engage me, but I engaged them a little before they ever got it done.
Bethany Leone: Was there a moment, when you were out in Vietnam, when your leadership was really put to the test, a challenging situation? Maybe it was officers you were working with.
MG T.J. Wright: One instance that comes to mind was when we were supporting an infantry battalion. They were on the ground and they were pretty heavily engaged. The battalion commander was in a C&C BIRD command and control aircraft overhead.
It became pretty obvious to me that he had lost perception of what the situation was on the ground. I was pretty aware, as a gunship pilot, about keeping track of what’s going on in the battle. On another frequency, I was telling him where his guys were and what they needed to do, and helped him do what he was supposed to do because he was just not aware of the situation; he’d lost contact with what was going on.
Cobra Helicopter TJ flew in VN. “Silver Spur 39 from the Multi-National Peace Mission in Bosnia 1990. CW2 Timothy J Wright” is inscribed on the outside of the aircraft. The helicopter was disassembled and reassembled by National Guard mechanics, from the Shelbyville National Guard Aviation Facility.
On permanent display at the Indiana War Memorial Museum.
Source: Wright family
The National Guard (12:02)
Bethany Leone: That would’ve been quite dangerous. Stepping in would’ve been quite a key move.
So, then, you said that you came back from Vietnam, married Lindsey, and then you started in the National Guard, at that point.
MG T.J. Wright: Yes. I think I was the second helicopter pilot to join the Indiana National Guard. In those days, they had Korean War vintage aircraft, really old stuff. One of the things that really got me interested was the Vietnam veterans just kept coming, and we had a lot in common, you know? We had a lot of expertise, and it was enjoyable to be around “my guys,” you know?
Bethany Leone: Yes. You go somewhere, you have all those experiences, daily experiences, that are so different from in the U.S. I can imagine the comradery and being able to support each other, also, in coming back.
MG T.J. Wright: It was interesting. You think about, at that point, all these guys had all this experience, as did I, and we would talk; but they were also getting on with their lives, you know? There were mostly a lot of warrant officers and they were going on to be dentists or pilots. It was interesting.
Bethany Leone: Yes, quite interesting.
At some point you were involved in Desert Storm. Where was that in the timeline?
MG T.J. Wright: As time went on, I got a direct commission, and I was a captain. I figured I was ready to be a major and, somehow, in all my assignments, I was an operator so I was involved in doing stuff in, what one would call at that level, the S-3 kind of thing. I ended up on the division staff as a G-1, which is personnel pushing.
I was very unsatisfied with my assignment, and I was pretty vocal about it. One day, the division commander called me into his office and he had this big printout and he said, “Well, when your number (whatever I was, 250th on the promotion list) is up, you’ll get promoted.” And I said, “Well, thank you, sir, but I don’t want to be promoted for just coming to drill.”
I went home that night and I got a call from a guy in the Army Reserve saying, “Hey, we’re looking for an aviator in the 21st Support Command,” and he told me what their mission was and it’s a major’s job. So, I said, “Okay,” and I transferred out of the Guard and went to the Army Reserve.
The Army Reserve (14:33)
It was a great assignment. There were great guys, smart guys. There were lots of opportunities to go overseas and participate with the real 21st Command which is the Support Command for all the European Theater.
We would test alerts. But sitting at home, one Sunday morning, I was having coffee and the phone rang. I answered the phone and they said, “This is a raging bull,” meaning it’s a real thing/alert, and you need to be at the armory as quickly as possible.
We got mobilized to go to Desert Storm, right there on the spot. They took us there, and I think we were there in a couple of weeks, probably.
Bethany Leone: That mobilization — speaking to someone who doesn’t have any experience — what does that look like?
MG T.J. Wright: We immediately sent an advance team to Saudi Arabia, so that we have a touchpoint on the ground. We loaded up all of our equipment, which we didn’t have a lot of. We got a stipend and a laundry list of stuff from General Pagonis’ staff who was the army logistics guy for the entire army in the theater — computers, copy machines, telephones, all kinds of stuff to bring. I was one of the guys that got engaged to purchase all of that stuff and get it ready to go on the 141 and go off to war with it.
In a very short period of time, we committed pretty close to $750,000 in stuff that we needed to take with us. We all packed up on three 141 Starlifters (which is the predecessor to the C-17 today) with all that equipment and all our people, and flew to Roda, Spain, refueled, got back on the airplane and went to Saudi Arabia. We landed in the middle of the night.
Bethany Leone: What was your first impression? I mean, in the middle of the night, you couldn’t really see or be impressed much.
MG T.J. Wright: It was early in the war and before Christmas in 1990. General Pagonis was absconding with everything he could do to fulfill his mission — buying busses, renting buses, trucks, whatever he needed to get — and we put the whole organization on about five school buses and went to Bahrain where we were going to be stationed. We got places to stay, to sleep and rest our heads, kind of thing.
Bethany Leone: It was right before Christmas that you arrived, you said?
MG T.J. Wright: Yes.
Bethany Leone: When you arrived in Bahrain, versus when you arrived in Vietnam, could you feel the difference in setting, in environment?
MG T.J. Wright: Yes. Vietnam was well organized, and you went in and you didn’t know where you were going so you went to the reception station and they gave you a set of orders and told you to go find yourself a cot and we’ll call you when your transportation, to wherever it was you were going, comes. That’s how I got my assignment.
Here, I stayed with the organization that I deployed with, and we all had our separate jobs. I was actually the senior aviation logistician for army aircraft in the theater, as a major; normally, that’s a full colonel’s job. So, I was making sure that we had all the fuel, bullets, parts, and maintenance that was needed.
For instance, I had operational control of 1200 DynCorp guys that were civilian contractors that were doing depot-level maintenance in the theater. We had to refit all the aircraft with filters. The sand was so damaging that we put tape on the rotor blades to keep them from eroding (being sand-blasted) and all kinds of fixes like that, on the spot.
Bethany Leone: When you were in Vietnam, the U.S. had already been there for a couple/few years, but when you let go into Desert Storm for that, you were the frontlines; you were trying to get things moving.
MG T.J. Wright: There was only one Corp. there, at the time we arrived, and they hadn’t deployed yet; they were still camped out in the desert right near where we were. Then, we got the word that the 7th Corp. was supposed to be disbanded, and they were in the process of leaving Europe and coming back to the States and they did a righthand turn with the whole Corp. and brought them to the desert too. So, we had to figure out how we’re going to house, feed and place 300,000 guys and all their equipment.
Bethany Leone: I don’t even want to try and figure out that logistical nightmare!
1st Gulf War 1990 Dahran, SA
Logistician for 1700 US Army aircrafts in country
Source: Wright family
MG T.J. Wright: Here’s an example of logistics to think in terms of: You’ve got 700,000 guys in the theater and each of them has two eggs for breakfast, how much oil does it take to cook them?
Bethany Leone: I don’t know! Do you know?
MG T.J. Wright: I don’t know, but I know it’s a truckload.
Bethany Leone: Wow.
So, you arrived before Christmas, and you stayed through the whole operation?
MG T.J. Wright: Yes.
Bethany Leone: What did that look like as it unfolded? There were some peak parts, I’m sure, in January.
MG T.J. Wright: As all the units deployed to their forward staging areas and got ready to start the war, we were doing all of these things that I alluded to with taking care of problems. Normally, we’d get on a set of engines on a Black Hawk or a Cobra engine, you’d get 1,000/1,200 hours on the engine before you’d take it out and overhaul it and put it back in. We were getting about 100 hours on a set of engines. The DynCorp guys were rotating these engines in and out, and they were changing them in the field.
Eventually, what happens is, there is only a specific number of parts available, and we would normally get them back and rebuild them or refurbish them and put them back in the supply system. We didn’t have a method, at that point, to recover those (we called them “repairables”) and get them back in the system. So, I had to develop a system that went to get them and police them up. Initially, I got the Air Force to supply C-130s and I rode around, going to each one of these aviation brigades and policing up all the repairables and bringing them back.
Then, the National Guard brought Sherpas, which is a twin-engine, high-wing, turbo-prop — a little mini cargo plane. I used those guys to not only get repairables back but to deliver parts. I had almost all of the parts that the Army owned in Abu Dhabi. If your aircraft broke or if you needed a part, you would submit a document request, and if it was an AOG (aircraft on ground) kind of part, they would fax a request into St. Louis, which was where the general aviation was managed from. They would put a fax in a fax machine telling the guys in Abu Dhabi to put it on the Sherpa and where to take it. We would get less than a 24-hour turnaround on parts delivery, so it was pretty effective. We had a 90-some percent availability rate, across the board.
One of the things — to give you an idea of what I did — was that when they were briefing General Schwarzkopf on how they were going to start the war, and they were going to use an attack battalion out of the 101st to go in and take the radar stations out so the Air Force could come in and do their attack without getting shot down by the air defense guys.
Lieutenant Colonel Cody, the attack battalion commander, had reached Schwarzkopf so they were going to go into the desert and refuel and attack and then come back out. Schwarzkopf said, “There is no way that you’re going to refuel in the desert.” During the Carter era, we had that Desert One fiasco and the helicopter crashed into the 130 and it was a big mess out there, and he (Schwarzkopf) said. “We’re not doing it. Find another way to do it.”
So, General Pagonis and my boss, Tom Jones, look at me (I’m the aviation guy), and I said, “Well, there’s this thing called the ERF system (Extended Range Fuel system), and I know that there’s 200 of them in Kaiserslautern and we can just send some 141 up to get what we need and unmount a rack of AGM-114 Hellfire missiles, put 300 gallons of fuel on that thing, and then go in and out without refueling, and if you need more missiles, just take more airplanes.” So, that’s exactly what happened.
Bethany Leone: It is quite amazing the logistics, and to be able to make sure that what happens in the field goes down while it needs to. Because you can plan all you want and say we’re going to send in this — these people and this is what they’re going to do — but do they have the fuel for it to come back. Someone needs to be thinking about it and if they don’t, what’s the solution?
MG T.J. Wright: Right. You’ve got to plan for rearming, refueling, recovery of downed vehicles, wounded, and POWs. After the first day of the ground war, we had 80,000 POWs. You’ve got to feed and house these guys, you know? I mean, they were just surrendering like crazy, as fast as they could because they didn’t want to die.
Bethany Leone: To honor that – how do you fulfill that?
How did you end your time with Desert Storm? Was it a slow end or was it a quick in, quick out?
MG T.J. Wright: Well, at the end of the war, the divisions all came back and prepared to redeploy back to their home stations. By then, General Pagonis had been promoted to 4-star and he had a 2-star deputy. We had a huge heliport that we kept these aircraft on but not enough to cover 1700 helicopters. So, I had a plan.
You’ve got to clean these aircraft and make sure there’s no dirt on them and get them ready to ship them back to wherever it was they were going. The deputy called me in one day and said, “You’ve got to find another place to go because I’m taking over the heliport.” His plan was to use that to redeploy all the other equipment — the tanks, APCs, trucks — everything had to be packaged up and ready to redeploy back to home station.
I stood my ground as much as I could with a 2-star general. I got a slice of the heliport and so I reorganized my plan. They would bring their aircraft in and we would wash them and get them ready to redeploy and then fly the aircraft to the port, take the rotor blades off of them, put shrink-wrap over the whole thing, put them on the ship and send them back.
Bethany Leone: How long did that take? How many days or weeks?
MG T.J. Wright: It was a better part of a month, I would say.
Bethany Leone: That’s a lot of equipment to keep count of and store.
MG T.J. Wright: A rotor blade for a Black Hawk helicopter costs about $100,000 and one (helicopter) has five rotor blades on it, I think. When they came over, they put all those rotor blades in shipping containers for rotor blades. But when they got to the desert, they turned those shipping containers upside down and used them for floor tents. So, I had to figure out how to get the rotor blades homes safely.
I didn’t have any chains to chain the aircraft down on the ship so I had to figure all of that out. One of the other guys, Larry McIntyre, who was the “everything else” guy, bought pressure washers — thousands of them. He set up a repair facility and had parts because things would die because they were using them 24/7. He’d change the oil in them regularly.
Bethany Leone: When you get back, and you’re in the National Guard still, what is your rank?
MG T.J. Wright: What happened is, when I came back from Desert Storm, I got a call from the adjutant general chief of staff and he said, “Hey, we want you to come back to the Guard.” I said, “Doing what?” He said, "Well, on the staff, we have a G-1 position,” – which was the reason I left in the first place! And he said, “It’s a lieutenant colonel’s job.” I said, “Okay, I’ll do it.” He said, "You won’t be there long.”
Back to the National Guard(29:31)
OH 58A Indiana National Guard 1973
Source: Wright family
So, I transferred back to the National Guard, got promoted to lieutenant colonel, and three months later, I got transferred to the Aviation Brigade as the operations officer. I was there three or four months and then they made me commander.
Bethany Leone: As commander, what was your role as commander in seeing these operations?
MG T.J. Wright: It was an interesting time. We talked earlier about all the old aircraft that we had, and in the meantime, we had transitioned to Hueys and OH-58s, but we were positioning ourselves now to get Black Hawks, which is the Army’s premier lift aircraft. I started sending guys to school, transitioning pilots, getting the crew maintenance guys spun up, and looking at maintenance facilities and getting them organized.
Bethany Leone: How long were you in that position?
MG T.J. Wright: I was the brigade commander, I think, for probably 18 months or so, then I got promoted to brigadier general and became the assistant division commander.
Bethany Leone: Again, more strategy planning.
MG T.J. Wright: Higher level expertise, yes.
Bethany Leone: What were some of the responsibilities that came with it, or one of the tasks that you accomplished?
Bosnia and Herzegovina (31:06)
MG T.J. Wright: I wasn’t there very long because I got activated to go take over the U.S. command in Bosnia.
Bethany Leone: How were you chosen, or activated, for that?
MG T.J. Wright: The plan was that, normally, every six months, they would rotate a unit in and out of Bosnia. I was told that we were going to be the last rotation and that the U.S. was leaving Bosnia. My job was to continue the peace enforcement and do a handoff to the EUCOM European theater to take over the mission.
We mobilized an infantry battalion out of the 38th division along with an aviation section, and the staff and I trained here in the States for 30 days, and then we went to Grafenwöhr for 30 days and got some more training spun up, and then we deployed into Bosnia with all of our equipment and people.
Command of SFOR Multinational 15 Stabilization Forces for Peace Enforcement in Herzegovina 1990. 5,000 troops.
Source: Wright family
Bethany Leone: Now, Bosnia and Herzegovina — that part of history is not well covered and I’m sure that people who are listening to our interview would probably appreciate a scope of what that is, at least from your perspective.
MG T.J. Wright: That all started during the Clinton era. He said we’d just be there a year, and we were there far longer than that. The mission was peace enforcement. Peace enforcement is all the protagonists that are involved tell them to ceasefire, and I’m going to force you to ceasefire and I’ve got the horsepower to do it. So, we had the Serbs, the Croats, and the Muslims all shooting at one another in various forms and fashions.
General Đukić, one of the Serbian commanders came to my office one day and he said, “So, if I start to roll my tanks down this road - we were in Tuzla – what would you do?” I said, “Do you see those eight Apache helicopters with the hellfire missiles out there? You wouldn’t make it to my compound, I can tell you that, right now.”
Bethany Leone: So, tension levels were still really high when you got there.
MG T.J. Wright: Not so much. I mean, it’s just probing — stick in to see how you feel. Probably after I was there three months, the realization that we were actually going to leave and things needed to be normalized started to set in. People started saying — leaders, we don’t want you to go. Stop; we want you to stay here. But it was time to go home.
Bethany Leone: I guess that’s kind of how it is once peace is starting to set in, the appreciation for the authority that brought that about is really evident.
MG T.J. Wright: They were very grateful. Serb, Croats, or Muslim, it didn’t matter — they were happy it was going to be over and that they could finally get back to some sense of normalcy.
There were scars, you know. The Serbs, in one fell swoop, killed 6,000 Muslims. They were throwing their bodies in the ground. That’s a lot of bodies. They had mass graves, and we were still finding mass graves when I was there in rotation 15.
We had a “no-knock” policy. Unlike in this country, unless you’ve got a warrant you can’t come into somebody’s house, we could just go in whenever we wanted. We would still find things, because there are still some idiots out there.
Here’s a for instance: One of my guys, in a no-knock search, found a U.S. Army Barrett sniper rifle which is about a $50,000 piece of equipment. It somehow made its way to Bosnia and I’ve got a nice picture of myself shooting that out at the range before we put it back into the supply system.
Bethany Leone: How did you prepare for handling the relationships that you found over there?
MG T.J. Wright: Well, Bosnia and Herzegovina was divided up into three sections: the U.S and, when I was there, the Canadian, and the Spanish had the south. General Bier (who was the Canadian commander), he and I met with our boss, General Packett, and discussed about guidance and what we wanted to do.
One of the things that we implemented was moving people out of the cantonment area (the FOB) into the villages so people would be comfortable and come and tell us where the sniper rifles were hidden and that kind of stuff. That was a very successful program, once we got it launched.
Bethany Leone: I guess, weeding out the unrest in neighborhoods, and bringing the peace to a very immediate personal level for those citizens.
Was there any resistance to that plan?
MG T.J. Wright: I don’t think so. That was always a concern of General Bell. He was the army commander in Europe, and he was my support chain. While I was a U.N. commander (NATO), he frequently visited to make sure he was giving me everything that I needed or wanted. When I told him I was going to do this program, where I put the troops out into the villages, he was not a happy camper; he did not like that idea at all. It was difficult to get the logistics for that organized.
I was telling General Packett that I was getting some resistance from General Bell, and he said, “Well, General Jones,”— who was the SACEUR commander that was coming to see me in a week — “We’ll talk to him about it.” When I told General Jones, he thought it was the greatest thing since sliced butter.
So, General Bell’s habit was every time a 4-star would come and see me, he would come down and get debriefed. I told him that General Bell thought it was a great idea, and he said, “Yeah, I do too!” And he said, "What do you need?” and I said, "Well, I need you to get that thing out of your staff because I’ve got the requirements up there and get it moving.” Within a few days, it started moving again.
Bethany Leone: So, overall, though, your plans, the plans, I guess, of the U.S. and then of NATO, were largely smooth overall, at this point.
MG T.J. Wright: Yes. I learned, by then, that everybody wants to know, after a while, “When are we going home?” Nobody could tell me when we were going home. Sometimes, you can fulfill your own destiny. I just started briefing — when all of these people would come to see me — I’d give them a little slide presentation and say, “We expect to depart on the 14th of December.”
One day, at the Army operation center, they were briefing the on what was going on around the world when the Bosnia thing came up, and they said we planned to depart on the 14th of December, so it became a fact, you know?
Bethany Leone: That’s pretty great! It’s interesting that some decisions aren’t made.
MG T.J. Wright: You can influence it.
Bethany Leone: You can influence it, yes. Some decisions just become as such.
Now, did you have a particular desire to get back, then, as soon as possible, or what were your thoughts on being there versus being with family?
MG T.J. Wright: I think, from a soldier perspective, it was a good rotation. We had good communications. Lindsey and I would text back and forth every night. Soldiers had the same capability. One of the problems that you run into in a situation like that is if it were to be a problem or an issue, everybody has a cellphone. Somehow, you had to shut all that stuff off and clamp down on it until I can tell my boss what’s going on and what’s happening.
One of the things that happened early in the rotation was General Packett told me that he thought there was a PIFWC (Person Indicted for War Crimes) hiding in a town called Pale. So, we airlifted the troops in, surrounded the town, and he gave me a British special operations group to stay in a Serbian church.
General Packett specifically told them no C-4. So, the first thing they did was they went up there and blew the doors off this church. These weren’t just little doors, they were four foot wide, 14 foot tall and three inches thick.
Unfortunately, with all the hubbub going on, the priest and his son were coming down the steps of this church when they blew those two doors off and just about killed both of them, because they got hit by the debris and the doors. Fortunately, they had an emergency medical doctor with them, and they reinflated their lungs and I got them on a medevac and got them to the hospital, and they both survived. But that’s the kind of situation where you don’t want people on their cellphones calling the press telling them what was going on.
Bethany Leone: Absolutely. You don’t want to brew tension from within.
At least to my mind, this is such a very different experience from your experience during the Desert Storm operation. There is still a lot of strategy, I’m sure, but quite different. I don’t know if you could speak to that.
MG T.J. Wright: Well, not only did we have U.S. troops there, but we also had Polish and various other NATO companies and battalions. They had a Turkish battalion, a Polish battalion, a Lithuanian platoon — so there was a lot of international coordination between organizations. Some countries would allow me to tell them to do certain things, and certain things they wouldn’t let them do it. To speak to that and keep all that stuff on track, but by and large, it was dealing with the Polish and the Turks and everybody else was enjoyable. We kept them busy.
Display of artifacts, at Indiana War Memorial Museum, Indianapolis from the Multi-National Peace Mission in Bosnia 1990
Source: Wright family
Bethany Leone: Do you still have contacts from when you were over there?
MG T.J. Wright: Yes. So, General Bier, who retired from the Canadian Armed Forces, is a three-star — he’s been to our place. We have a home in Florida and he’s been down there with his wife, and we’ve been to Canada to visit them.
Bethany Leone: That’s great. It’s such a significant period of time. Specifically, for this instance, you’re working within NATO, you’re coming together for an end goal, and you actually do get to see some peace, by the end of it.
Were you pretty satisfied with how relations left off?
MG T.J. Wright: Oh, yes. I mean, we rounded up a lot of stuff. For instance, one time, in a joint operation with the Canadians, we found a whole cave full of brand new Four-deuce mortars. If you know what a mortar is: It’s a tubelike thing you put a big mortar round in it and it shoots it 8 or 10 miles out. There were probably truckloads full of ammunition to go with it. It was up in a mountain so we had to hotfoot it up and hand carry it all down to get it on the trucks, and then take it to the EOD (explosives ordnance disposal) place. The EOD guys were busy, seven days a week, just blowing up stuff that we would find.
Bethany Leone: Yes, so it doesn’t get blown up somewhere else, essentially.
MG T.J. Wright: Yes, so it doesn’t get used.
Bethany Leone: And the handoff from the North American Treaty Organization of the responsibility of peace to the EUs is not a stabilization force but I forget what the term is for that.
MG T.J. Wright: The general that was in charge of that, for the EU, was a Swedish officer. His staff all spoke English, so that made it enjoyable. It just went smoothly.
We had shipping containers — you see these things going around on trucks — we had about 180 of those setting on the airfield. I had no idea, and nobody on my staff knew what was in them, so when we got the word that it was time to wind this thing down, the bolt cutters went out and started to cut the locks on these shipping containers to see what was in them.
It was just many, many supply issues like mask mounted OH-58 site and radar system; it probably cost two or three million dollars. I was putting all this stuff back into the supply system, and the way it works is that the unit that returns it to the supply system gets credit for it and it goes into your commander’s account.
So, the Title 10 guys in Heidelberg, looking at my commander's account said, “How did you get 54 million dollars in your commander's account?” And I said, “Well, don’t touch that; I’m going to spend it!” Just joking, you know.
Bethany Leone: You had a party to throw!
MG T.J. Wright: As we emptied these containers out, we’d lift them up and put them on a truck and send them back to whoever owned them. I think we found probably six M16s and, later, M4 rifles that were lost, and that was a big deal. If you lose a weapon, you spend weeks looking for it. They were just buried under these shipping containers.
Comments on Afghanistan (47:40)
Bethany Leone: That is interesting. It makes me wonder about your thoughts on the U.S recent pulling out of Afghanistan?
MG T.J. Wright: Oh, it was a debacle.
Bethany Leone: Yes, because just as you’re describing it, from the strategy end, the strategy that happened in Afghanistan, and what we left.
MG T.J. Wright: Yes, it was like we were never there. We left 75 billion dollars’ worth of equipment and left all the people that supported us to the Taliban’s whims.
Bethany Leone: Looking at that situation, especially coming from your background with strategy, how do you think that should have been handled?
MG T.J. Wright: If I was General Milley — and I wasn’t — first of all, giving up the Bagram Air Base — that was a crazy thing. Leaving in the middle of the night, leaving our allies there, not to say a word to them is disgraceful. If we were going to withdraw, that was the perfect place to do it.
I firmly believe that had we left a support contingent to support the administration and the forces, they would’ve been successful because they had the equipment and they had the people. But they needed the intel and they needed some supply support.
But the way it worked out, with all the injuries and the supply people that were killed and maimed, not only just the U.S. forces, but other forces and civilians, I personally would call it a hasty retreat instead of a withdrawal. It was bad.
Bethany Leone: Since you’re in a position to assess that situation, I just wanted to ask that, briefly.
Major General Wright and Heat Treating (49:44)
During all this time in the U.S. Army and the Reserves and the National Guard, did you ever think, “When am I going to get back to my heat treat? What about metallurgy?”
MG T.J. Wright: One of the innate things about the Reserve situation is that everybody is “dual hatted,” so to speak; they have their civilian life and they have their military life. The civilian skills, sometimes, don’t have anything to do with what they do in the Army, but it’s a necessary skill.
Last Flight 2008. 6000 Military Flt Hours
Source: Wright family
Here is a for instance: When we deployed to the desert, fax machines had just come out, or fax computer cards by which you could fax stuff over. But there was no way to secure it, so you couldn’t send that information back and forth over a fax line because there was no secure system. One of my compatriots that worked there was a software guy and he worked for Allen-Bradley, and we cut the cord off of a KY-58, which is a secure phone, and we hooked it up to the computer and he made a jumper cable so we could fax that stuff back and forth.
Bethany Leone: Wow.
MG T.J. Wright: Yes, it was pretty cool. He was a smart guy.
He retired as a full colonel and is a good guy. I have friends — I call them our friends at KING FAHD, the guys that I went to Desert Storm with. Once a month, we get together for lunch; we’re still hearing stories about stuff we didn’t know was going on, so it’s interesting.
Bethany Leone: That is quite interesting, yes.
When you went back in the States, can you trace your heat treat involvement?
MG T.J. Wright: I told you my dad ran a heat treat company in Fort Wayne. Fast forward, he got the wherewithal and started his own heat treat in Kendallville, Indiana, called Wirco. In the beginning, it was a struggling organization, you know — cash poor and trying to figure out how to keep the lights on, keep it going, make money, pay the bills, and pay people. My brother, Dennis, worked for him.
Unfortunately, my dad was killed in an aircraft accident, unexpectedly, at age 53 (very young), and my brother was left to run the business. My mom was seriously incapacitated as a result of some surgeries she had, so she was tied to a wheelchair, and so we had to manage her issues. My brother and I talked it over and he suggested that we probably just needed to sell the heat treat company. So, we found a buyer. My brother had to agree to stay there and run the thing for five years.
Ground breaking for the original WIRCO plant 1980
Source: Wright family
After all the smoke cleared, and everything was said and done, we still had a two-car garage with two welders in it (and welder people and the equipment). I said to him, “What are we going to do with this?” We talked it over and I said, “Well, we used to make our own baskets, maybe we can sell a few.” That was the beginning of Wirco as it exists today.
Bethany Leone: First, what was the name of your father?
MG T.J. Wright: Joseph D. Wright.
Bethany Leone: And, when you talked to Dennis about doing the fabrications of baskets — that was in what year?
MG T.J. Wright: What happened to me was I had a medical issue and I was grounded from the National Guard. When all this happened, it was about that same timeframe.
I was running “Wirco,” the fabrication business. Toward the end of my 12-month they were permanently going to retire me, at that point. My brother came to me and was very unhappy with running the heat treat because of who he worked for, I guess. He wanted to know was there room for him in this fabrication little venture that we had going, and I said, “I don’t think there’s room for both of us, but if you want to run this, I’ll go back to the Army and do that.”
So, that’s what we decided to do. And, over the years, we strategized that we wanted to be the Walmart of suppliers for the heat treating industry. It’s been quite a journey since my dad started Wirco over 50 years ago. We’ve made a lot of decisions along the way.
My brother has a great engineering mind. Rolock, Inc. used to be the standard for baskets, and we were making our baskets out of half-inch 330 and pressure welding the whole thing. They were making their baskets out of three-eighths or quarter-inch rods and stick welding every little stick in place. With every weld point, there is a potential point of failure.
At that time, furnaces went from 18, 24, 12 inches high to 30, 48, 30 inch high baskets. They were big. The requirement for big baskets to be able to handle that kind of material fell right into our timeline, so it worked out well.
ISO Certification- an important milestone for the future of WIRCO
Source: Wright family
We were at a heat treating show. . . . You know how you go there and they have all the booths and the glamour and the glitz? Our first heat treating show was DL and I with a 6-foot-long foldup plastic table. The sign on the back was one you get at the show to tell you where your booth is that said Wirco, Inc. — that was us!
Some years later — actually not very long after that — I needed a fulltime job. I went to my brother, who had Wirco moving along, and he gave me a territory. So, I was a representative for Indiana, Kentucky, and Tennessee.
Bethany Leone: That was probably really beneficial as you knew how to talk the talk with heat treaters and what they needed; you understood their language, given all your experience.
MG T.J. Wright: Yes, we’d get out there and see opportunities. Here’s a for instance: We got into the furnace fan business. Baskets, but also fans.
They’ve done some pretty innovative things, over the years. Furnace fans, of old, all had water-cooled bones on it so it would set into the top or side of the furnace and you’d situate water through the thing. The fan would heat up but keep the bearings cool and keep it from seizing up. I worked with the bearing people, here in Indianapolis, and we got a set of bearings designed with little cooling fans that would sit on the shaft and blow air up through the bearings and did away with the water on the fan. It was pretty cool.
Bethany Leone: I’m sure it probably prevents some distortion by using air instead of water.
MG T.J. Wright: Well, it kept the fan from deteriorating because, generally, the problem wasn’t that the fan failed, it was the corrosion. – the bones would lime up and then it would heat up and then the bearings would seize up and then it would fail.
Bethany Leone: Yes. That’s pretty interesting. There is the strategy mind at work!
The Wright Family (1:00:12)
Could you outline, also, just the different generational ties in heat treat, where they stand now?
MG T.J. Wright: I retired, fully, from everything that I had going on in our lives in 2008. My last assignment, I was J-3 which is the operations officer for the entire National Guard in Washington D.C. When I retired from that, Lindsey and I had a home in Florida, and we had a house here in Indianapolis, and we decided to sell the house in Indianapolis and move fulltime to Florida.
TJ Wright and family- Aaron, Matthew, Lindsey, TJ, Nathan
Heat Treat Show Nashville 2017
Source: Wright family
My brother was still running Wirco, and about that time I started encouraging him to think about a succession plan. One of the things that’s interesting is that Chad (who now runs our business for us very successfully, I might add) started working there in grade school, taking the trash out and doing that kind of stuff.
During high school and through college, when he was home, he had different jobs. He was intimately familiar with all the things that went on. He’s not a very good welder but he knows how to weld. We don’t let him touch any of the customers’ products!
He worked in the office for a number of years. Phil Schlenk, my cousin, worked for Wirco; I would call him “the money guy” or the “finance guy.” Phil taught Chad all he knew, brought him up to speed, taught him how to read his balance sheet, and all of the things that are important in keeping the business afloat — making sure you were going to make payroll, etc.
DL retired. I am still on the board, as is DL, and we have board meetings and we have strategy meetings, but Chad has done a remarkable job of growing the company through acquisitions. In the meantime, one of the big things that happened was we bought Alloy Engineering & Casting Company in Champaign, Illinois, which is a foundry, and we still own it. We make castings there and subsequently we bought __Alloys who was a direct basket competitor and we bought Hyper Alloys.
There was a lot of technology, especially when we acquired Hyper Alloys — things that they did that we didn’t know how to do but now we do.
TJ Wright and DL Wright (Past President WIRCO)
Source: Wright family
Bethany Leone: Chad seems like a really good leader.
MG T.J. Wright: Chad and I had several conversations about leadership, in the beginning, and he had a right basis to start with. I took him to school on leadership and he has just embraced that and he takes care of his people. One of our employees developed cancer — and it was a long-term cancer bout for her; it took over a year to pass, and there was no cure in what she had. Chad, bless his heart, he just continued to pay her, because she needed the money.
Bethany Leone: Really caring for the person beyond the input/output. It’s not transactional, it’s more.
MG T.J. Wright: Chad, when he goes to the plant, every day he walks around the facility. Wirco has three buildings now and they’re not joined together, they’re separate places on the land that they own. He goes to every place, every day and walks around and talks to the people and finds out what’s working and what isn’t. What are your problems, what do we need to do? He’s a good leader, not only people-wise but for the business; he’s got a good business head on his shoulders.
We’re proud of him. I’m proud of the whole team, actually. Erin Fischer runs all of the facilities. He’s “the plant guy.” Derek is a Purdue grad --- he's smart and he is a people person.
A customer doesn’t always get reimbursed for some of the things we do, and we’ve had customers call us up on a Friday afternoon and their furnace is down, and they say, “I don’t have a spare. I’m going to get fired!” Well, bring us the fan; we’ll bring some guys in and build you a new one on Saturday and you can put it in on Sunday and be back to work on Monday.
Bethany Leone: Yes, looking for solutions. The problems are just challenges.
Chad Wright (President WIRCO)
Source: Wright family
Now, your two sons, they also began a business, ancillary to heat treat.
MG T.J. Wright: Yes, it’s very interesting. Nathan, our middle son, I got him a job working for Conrad Kacsik. He’s an instrument guy who goes around and calibrates instruments. He went to school for instruments and took courses in business. He and I were talking one time, and he was calibrating these instruments and I said, “Well, maybe you should start your own business.”
So, we talked it over. One of the big customers that we first took on was the Chrysler Corporation in Kokomo, Indiana. That was the foundation for starting Tru-Cal International and just expanded from there. He’s still doing very well.
Bethany Leone: You must be really proud. Your family — the Wright family — a lot of leaders, a lot of creative thinkers.
C3 Data in Mexico (1:07:15)
MG T.J. Wright: Our youngest son, Matthew, one of the things that Lindsey and I tried to instill in Nathan, though it didn’t take too well on him, was speaking Spanish. Both Matt and are fluent Spanish speakers. When I retired, Matt took over my territory, as a salesman, and after he was there a while, he asked Chad, “Who is our representative in Mexico?” and Chad said, “We don’t have one.” Matt said, “I want the territory.” So, he gets on an airplane and flies himself down to Mexico. Of course, he speaks the language, but getting a lot of the technical terms for “radiant tube” (or whatever) was a challenge. But he was a fast learner and picked all that stuff up.
While he was down there selling Wirco alloy and going to these heat treats, he noted that, unlike in the United States where we have these inspection stickers plastered all over everything, nobody did inspections down there.
So, he called his brother, Nathan, and said, “Hey, here’s an opportunity.” For months, those two would line up these jobs and they would pack up their stuff and get on an airplane and go to Mexico and spend seven days down there working 18 hours a day. After several months of that, they both said, “We can’t keep doing this; this is not going to work.”
He had met Víctor Zacarías that runs GTS now, and he worked for Dana Incorporated, and he asked Victor if he had any interest in coming to work for Nate and him. Víctor said no, he liked his job and he liked his security.
So, on a subsequent trip a month or two later, Víctor was taking Matthew back to the airport, and he said to Matt, “Is that job offer still open?” Matt said, at that point, he was about ready to hang it up, and he said he just looked at the sky and said, “Thank you, God.”
C-3 Data Display at Heat Treat Booth Indianapolis 2022
Sons- Nathan and Matthew Wright
Source: Wright family
So, Víctor runs the business down there, now, and it’s very, very successful for those guys. It’s good for the industry.
Bethany Leone: Yes, getting the resources where they need to be. It’s a great partnership, it seems like.
What Does the Future Hold? (1:09:55)
Is there anything, as you look at the heat treat industry, or what your family is doing at Wirco, Tru-Cal, C3 Data, that really excites you about the future?
MG T.J. Wright: I think, from Nathan and Matt’s perspective, the software that they’re developing for tracking calibrations and furnace acceptability according to the national standards, they are light years ahead of the industry, as you think about how technology has changed and allowed them to do what they’re able to do.
Before, you would send a technician in there and he’d calibrate all the instruments and he’d take all of these notes and he’d have to go back to his hotel room and write up a report and hopefully didn’t get numbers transposed and just make everything as it’s supposed to be.
Now, as he goes through with his phone and the software, he just plugs in the numbers and sends the report to the Cloud and the customer gets it, right there. He just downloads it off the Cloud and prints it up.
Chad is always looking for ways to improve productivity and make us more efficient. I think between those three young men, they’re an asset to the whole industry.
Bethany Leone: Oh, yes. I think that we’ve recognized all three of them in our rising young leaders of heat treat, at some point or another. Well deserved. If it were possible to nominate people twice, they’d be nominated five times, probably.
MG T.J. Wright: The program that MTI has for training leaders — the YES Program — is such an outstanding program. It allows companies — heat treats, fabricators, or whatever — to send their people up, and they get trained in leadership and making management decisions.
One of the interesting things that I find very interesting about the whole thing is that they’re a bunch of retired military guys. They use the military decision-making process to solve problems. I thought, “I recognize that!” They’re good guys.
Bethany Leone: Is there’s something else — one piece of leadership advice — that you would’ve given to Chad or Nathan or Matt, in any of these last years from the military or your manufacturing career?
MG T.J. Wright: I think they already know this, and they do a good job. But to reemphasize: Your people are who you are, and your people and your families. You start thinking about the effects of a person. Through his efforts, through the labor, he makes the car payment, he makes the house payment, and eventually, you’ll look at that. Chad has got over 150 employees and that’s a lot of house payments and car payments and college tuition bills. A good job and a good work ethic and training people.
You know, welders are one of the key employees that we have. Chad started a program called — I forget what he called it — but he got a T-shirt and tried to recruit young high school guys that didn’t know anything about welding and make them welders. He’s been successful at that. One time, I know we hired a guy right out McDonalds and, a year later, he put him on the payroll fulltime to be a welder.
Speaking about technology and utilizing it, one of the things that Chad does is not only going to heat treating shows, but he sends people to other shows — machine shows and that kind of stuff. We have a huge machining center. When you go to these other shows, you get ideas, like at welding shows, for example.
We make all of our radiant tube wells with a robot. We TIG weld every joint.
Bethany Leone: Well, thank you for being with us, Major.
About the expert: Major General T.J. Wright is a decorated military veteran of the U.S. Army, which he has served in for over half a century. During this time, MG Wright served in both the Vietnam War and Desert Storm, as well as assisting in peace efforts in Europe. Apart from his military service, MG Wright is the founding owner of Wirco, Inc., which is currently run by his nephew, Chad Wright.
Learn more about this episode's sponsor, C3 Data, at www.c3data.com.
Let’s discover new tricks and old tips on how to best serve vacuum furnace systems. In this print edition, Heat Treat Today compiled top tips from experts around the industry for optimal furnace maintenance, monitoring procedures, controls, testing, and more.
This Technical Tuesday article was written by the Heat Treat Today Editorial Team for the November 2023 Vacuum Heat Treating print edition.
#1 Three in One: Control Your Vacuum Furnaces
Contact us with your Reader Feedback!
Vacuum furnaces are an essential piece of equipment for a variety of industrial applications. They operate in a controlled environment with low pressure, high temperatures, and controlled atmospheres, making them ideal for processing high-quality materials. Here are three tips to guarantee the best results:
1. Understand your furnace’s capabilities and operating parameters:
It’s crucial to know your furnace’s design and its operating parameters — temperature range, pressure range, and cycle time, to name a few. This knowledge will help you determine the optimal setpoints for your process and ensure that you stay within a safe operating range.
2. Monitor process parameters:
To control your furnace, you need to monitor process parameters such as temperature, pressure, gas flow rate, and vacuum level. Using an automated control system like Gefran’s power controller with ethernet communication will help ensure you maintain the desired process conditions throughout the run. You should also regularly check the accuracy and age of your thermocouples and calibrate the system if necessary.
Vacuum furnaces are complex systems, and the process can be hazardous if not done correctly. Train all personnel on proper furnace use to ensure they understand the hazards associated with the process as well as know the SOPs to ensure safe and repeatable results. Your SOPs must cover all aspects of the process, including loading and unloading the furnace, start-up, shutdown, and emergency procedures. In addition, Gefran’s power controllers offer predictive maintenance functions, such as heater diagnostics and constant temperature monitoring of the power cable connection to give you advance notice before issues develop and the line goes down.
By following these tips, vacuum furnace users will improve process control, optimize performance, and reduce energy consumption and downtime. They will also see increased productivity and improved product quality.
Seals are everywhere on any furnace. Do you know where all the seals and leak points are? Door O-rings and rope gaskets are obvious examples. O-rings need to be clean and protected from abrasion. High temperature gaskets need to be flat, smooth, and unbroken. Almost every item of your furnace is sealed in some manner. It is best to replace seals as part of a preventative maintenance program. While your nose can detect ammonia, vacuum leaks require special helium leak detectors and a lot of training. Your furnace manufacturer’s service technician can assist in identifying problem areas and developing a maintenance routine to keep your furnace running. And a simple electronic manometer is great to have handy for running leak-down tests using positive pressures. Auto supply stores sell inexpensive halogen detectors, and some people use smoke bombs to detect leaks.
Table A. Force-diameter indexes for different materials (Source: Foundrax Engineering Products Ltd.)
Use the correct force-diameter index (F/D²) for the material being tested. Apply the test force in accordance with ISO 6506 or ASTM E10, as appropriate. While the indenter is in downward motion and in contact with the material, avoid doing anything that might create vibrations that could reach the machine. When the indenter has withdrawn, measure the resulting indentation in a minimum of two diameters perpendicular to each other and convert the mean measurement into an HBW number. Note: if using a portable Brinell hardness tester, caution should be exercised when removing the machine from the component so that the edge of the indentation is not accidentally damaged when the machine is released.
#4: Preparation Steps When Carrying Out Your Brinell Test
Make sure the test equipment is properly set up. In most instances, this involves keeping the test machine serviced and calibrated in accordance with the international standards (that’s ASTM E10 for Brinell and ASTM E18 for Rockwell) and/or the manufacturer’s instructions (whichever are the stricter) along with mounting it on a level, vibration-free surface. The absence of vibration is crucial if you’re using a lever and weight machine but still desirable for hydraulic and motor-driven types, and it is mandated by the standards.
A brief note for tests made using portable Brinell hardness testers that apply the full test load (albeit without the ability to maintain it uninterrupted for the full 10 seconds): While it might not always be possible to mount the machine on a solid and level surface, the rest of the above still applies.
If the anvil is mounted on a leadscrew, ensure that it is properly secured. Similarly, jigs should be in good condition, correctly mounted and holding the test piece securely. It is easy to become very relaxed about the amount of energy that goes into applying 3,000 kg to a 10 mm ball, but if the component shatters under the load, the results can be dramatic and, potentially, very dangerous. Don’t forget your safety boots! Also, as fingerprint residue is corrosive, gloves should always be worn.
“There are many factors to consider when thinking about the right vacuum level for vacuum brazing. Foremost among these is the ability to ‘wet’ the surface so that the braze filler metal will flow freely and be drawn into the braze joint by capillary action. To secure good wetting, the parts must be clean, the vacuum furnace well conditioned and leak free, and the proper level maintained.”
Source: Dan Herring, The Heat Treat Doctor®, Vacuum Heat Treatment, vol II, 2016 pp.283
#brazing #vacuum level #leakfree
#6: Voyaging Vacuum Furnace Maintenance
"[If] a vacuum furnace is to be moved from one location to another, a careful inspection and close monitoring of the water system should be done in the months that follow the move. Dislodged scale can clog cooling paths and create hot spots. Corrosion effects can be accelerated, and the integrity of connections can be compromised. Older equipment that has not been on a treated water system of some type is especially vulnerable.”
Source: Dan Herring, The Heat Treat Doctor®, Vacuum Heat Treatment, vol II, 2016 pp.283
#inspection #corrosion #movingequipment
Find heat treating products and services when you search on Heat Treat Buyers Guide.com