Induction heat treaters know that proper coil design is crucial to increasing longevity, improving production quality, and cutting costs. The authors of this paper on Coil Design Techniques (C. Yakey, V. Nemkov, R. Goldstein, J. Jackowski) draw on an extensive library of published case histories in induction coil design and performance evaluations and provide their own case study of an automotive CVJ stem hardening coil in order to demonstrate how the elimination of failure points and application of improved design guidelines can result in increased coil lifetimes, even in an inductor that in some circumstances can have a short lifetime.
An excerpt:
“The quality of an induction coil is a major determinant of the cost to produce induction heat treated components. Oftentimes, the difference between a well designed and manufactured inductor and a poor performing inductor is not readily apparent. However, a high-quality induction coil can lead to substantially lower component manufacturing costs and higher profitability for the induction heat treater.”
A refractory materials provider in Newark, New York, recently announced its acquisition of the assets of a refractory sales and service business, expanding its construction capabilities.
Dave Wetmore, URS president
With this acquisition of Hanyan-Higgins Company, Upstate Refractory Services Inc (URS) will continue to offer Plibrico refractory products across upstate, central, and western New York, in addition to providing uninterrupted service to Hanyan-Higgins customers. The purchase will also allow URS to expand into three new New York locations, including Syracuse, Albany, and Massena.
“We are delighted to have purchased the assets of Hanyan-Higgins Company,” said Dave Wetmore, URS president. “We’re proud to carry on their history of service and commitment provided to customers, and look forward to continued growth as a result of this purchase.”
Photo credit: Wayne County Industrial Development Agency
Adam Devine, CEO, co-founder, and head of R&D, Ranger Point Precision
A Texas-based manufacturer of custom-built, match-grade rifles and performance parts for rifles and pistols recently announced that superior vacuum heat treatment capabilities result in the expansion of its line of parts for Steyr Arms Inc. A-1 pistols.
Ranger Point Precision, based near Houston, Texas, reported that their advanced heat treating process and salt bath black nitride allows for the conversion of any 40 S&W pistols to a .357 Sig, delivering match-grade accuracy, increased durability, reduced chamber friction, and extended barrel life. The expanded line includes both standard and threaded options along with thread protectors and mini-comps for .357 Sig / 9mm calibers.
“We start with premium Douglas barrel blanks with precise rifling, then use minimum spec chamber reamers, and the most advanced methods for heat treating and salt bath black nitride to produce the best Steyr pistol barrel available on the market,” said Adam Devine, CEO, co-founder, and head of R&D, Ranger Point Precision.
Steyr .357 pistol barrels are vacuum heat treated to 42 HRC and salt bath black nitride coated, giving them a surface hardness above 80 HRC.
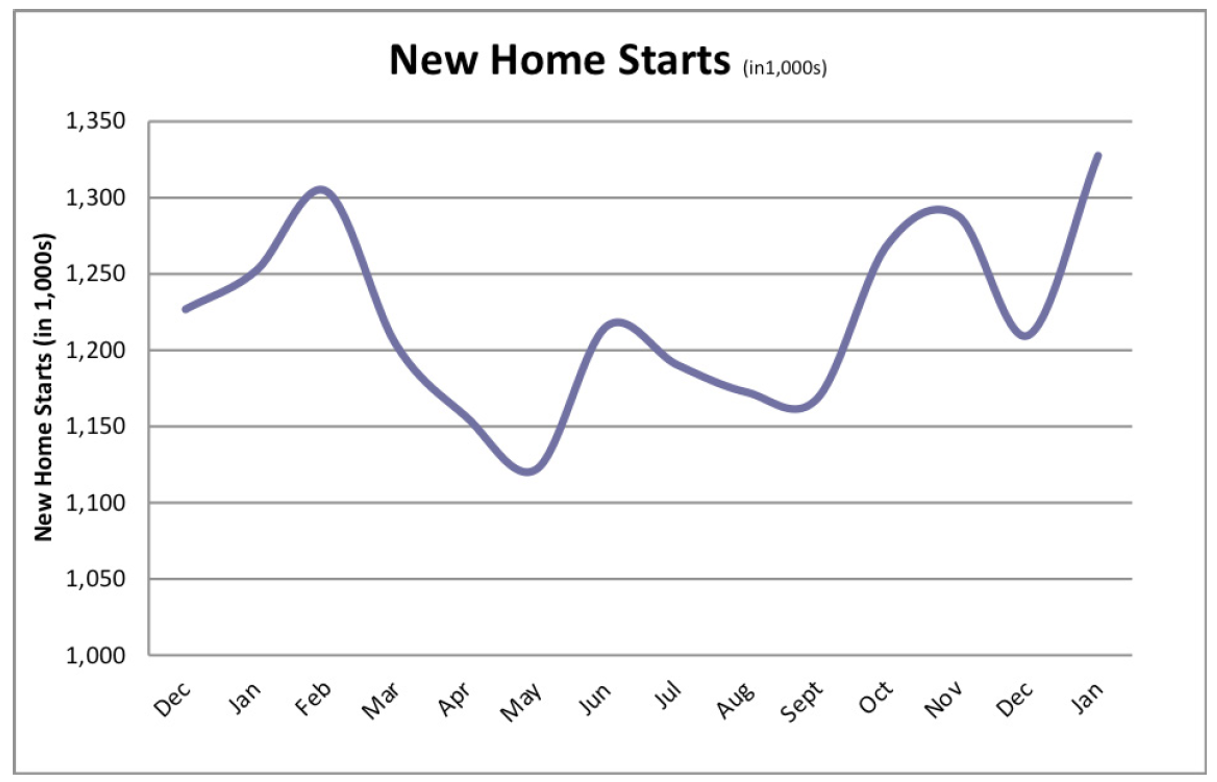
The Industrial Heating Equipment Association’s monthly economic executive summary reported very strong gains for both automotive and light truck sales as well as new home starts. Regarding new home starts, here is an extended quote for the 12-page monthly report available in full to IHEA members:
The news in the housing sector is very good right now and that is in the face of those headwinds that have been referenced all year. Thus far the consumer is shrugging out the higher price of homes as well as the bigger down payments and there has been buying at a variety of levels – from the starter home to the much more expensive “McMansion.” The fastest growing segment is still the multi-family home and there are still major shortages of this kind of abode. The recovery this month after a down period the month before is somewhat related to the weather, but not as much as would have been assumed this time of year. There is evidence that housing activity is surging in the jobs data as well – over 60,000 jobs added in construction this month. The majority of these are in the housing sector as there has not been a huge recovery in either commercial construction or in public sector activity.
The dozen indicators reported were split evenly between those that were up and those that were down. Significant is the fact that the PMI saw a slight dip but has been strong, in the mid-sixties, for quite some time, reaching a peak in December 2017 at 70.
Anyone interested in receiving a copy of the full report which includes statistics and analysis of the following indicators should contact Anne Goyer, Executive Director of IHEA. You can email Anne by clicking here.
READER QUESTION (from a heat treat supplier across multiple industries): My vacuum furnace uses a type S thermocouple, and there is no access to perform the SAT. Is there an alternative? (We supply to aerospace and must be in accordance with 2750E.)
If you do not have access to the hot-junction (measuring tip) of the control thermocouple, an option would be to purchase a dual-element thermocouple.
If you are not familiar with dual-element thermocouples, they have two thermocouples in one small Inconel sheath. You can purchase a Type N and a Type S in a single sheath. The type N can be used as a resident SAT thermocouple. This will give you access to the connection-end of both the control thermocouple and a resident SAT sensor that is in the same sheath.
The only set-back in this situation would be the re-calibration or replacement of the dual element thermocouple every 3 months (per AMS2750E – Resident SAT sensors).
READER QUESTION: [I] just have two questions, one in regards to SAT and one in regards to TUS.
[Question 1] When SAT testing a lead sensor, let’s just say for the purpose of this example this lead sensor is a type “k” base metal thermocouple, is it acceptable to test this sensor against an SAT sensor which is also type “k”? I see that for resident SAT, the sensor should be of a different type, but for non-resident SAT, is this acceptable?
[Question 2] My other question is in regards to TUS, specifically para 3.5.18 of AMS2750E. I see that in this paragraph two options are addressed. I have a decent understanding of the first requirement, the second option is where I’m getting a bit confused which states ” . . . or if the difference between the measured temperature at the current recording locations and the actual respective hottest and coldest measured areas is less than the SAT tolerance for the applicable furnace class.” How does one calculate this difference?
Jason Schulze for HTT:
[To question 1] As long as the SAT thermocouple is not a resident SAT thermocouple, you are permitted to use the same type (i.e., K, J, T, etc.) as the thermocouple being tested.
[To question 2] I’ll use an example to work the next question. We will assume the furnace is a Class 2 (±3°F SAT difference). Let’s say a previous TUS had a hot location at #5 and it was +6°F. On a new TUS, the location changed to #9 and is now +2°F. The difference between the previous location and the current one is 4°F. This 4°F difference is more than the applicable SAT tolerance of ±3°F, therefore, the location would need to be moved from #5 to #6.
READER REPLY: In regards to the TUS requirement, I’m assuming the actual M.P. Reading(s) from the current hottest and coldest locations don’t get compared to the respective hottest and coldest locations on the TUS report? For example, I have a furnace that’s classified as class 1 (±5) surveyed at 385°F. The TUS report is stating that the lowest T/C location was 382°F T/C 8. I have now exceeded half the maximum temperature uniformity tolerance (2.5°F), therefore I must relocate unless the difference between the “current recording location” and the actual respective coldest location per the TUS is less the SAT tolerance. I was under the impression that as long as the cold location per the report T/C 8 382°F, when compared to the furnace low multipoint reading during the survey – being less than 2°F, it would not require relocation as my “current recording location” when compared to the actual respective cold location is less than the SAT tolerance. My understanding now is that the process control sensors are not used for this difference calculation but rather the TUS sensor representing the low location? I believe that the “current recording location” statement is where I’m getting thrown off a bit.
Jason Schulze:
You are correct in stating that the comparison is made between the previous and current hot or cold (respectively) locations and not the control thermocouple. AMS2750E is not that easy to follow in some instances so any confusion is understandable.
READER QUESTION (from a metals castings provider for aerospace and defense): For 1020°F SAT, if test instrument/thermocouple reads 1015°F and temperature controller reads 1020°F, it is acceptable to program -5°F bias/offset in controller so temp controller reads 1015°F, matching test instrument/thermocouple, correct?
Jason Schulze for HTT:
You are able to utilize offsets to the limits of AMS2750E table 6 or 7 to correct both TUSs and SATs. Instrument calibration is a bit different. AMS2750E does not invoke limitations regarding an offset due to instrument calibration.
Your comment regarding the application of a -5°F offset to correct the SAT would, in fact, be permitted according to AMS2750E. One thing that would be required is, if the SAT failed and that is why the offset is needed, there would need to be an internal corrective action and product impact investigation.
We welcome your inquiries to and feedback on Heat Treat Today articles. Submit your questions/comments to editor@heattreattoday.com.
Induction Hardening Tips: Equipment Selection for Scan Hardening, Part 2
This is the second installment of a multi-part column on equipment selection for induction heat treatment. Part 1, Dr. Valery Rudnev On . . . Induction Hardening Tips: Equipment Selection for Scan Hardening, covered types of scanners, scan hardening system setup, quenching challenges, maximizing process flexibility, and computer modeling. In this installment, Dr. Valery Rudnev discusses another critical aspect of induction scan hardening: inductor design subtleties and a comparison of different fabrication techniques (brazing vs. CNC
machining vs. 3D printing).
Introduction
Hardening inductors are often considered the weakest link in an induction hardening system because they may carry significant electrical power and operate in harsh environments exposed to high temperatures, water, and other coolants while being subjected to mechanical movement and potential sudden part contact.
Single-turn or multiturn inductors may be used in scan hardening (Figure 1). Copper profiling and the number of turns is determined by the workpiece geometry, required hardness pattern, and the ability to properly load match the coil to the power supply without reaching the operational limits or by other specific process requirements, such as the production rate or the hardness pattern runout/pattern cutoff. [1]
Figure 1: Single-turn or multiturn inductors may be used in scan hardening.
The longer (in case of horizontal arrangement) or the higher (vertical arrangement) the scan coil is, the faster the scan rate can be. This is due to the simple fact that the longer inductor leads to a longer period when the part will be inside the coil; therefore, the scan rate can be greater. However, limitations on the maximum length of the inductor’s heating face may be associated with the maximum permissible runout.
Hardness Pattern Runout Control
Single-turn inductors with narrow heating faces (3mm-6mm wide) are used where a sharp pattern runout is needed. An example of this would be the case where a pattern must end near a snap ring groove. Inductors with wider heating faces or two-turn coils can be used when a faster scan rate is desired and an extended runout is permitted. The main disadvantage to the excessively wide heating face is that it may result in an unspecified shift of coil current density when hardening complex geometric parts due to an electromagnetic proximity effect. [1]
Inductor Fabrication Techniques
In applications where high process repeatability is critical (including automotive, aerospace, defense and other industries), the great majority of scan hardening inductors are CNC machined from a solid copper block, thus making them rigid, durable, and repeatable. CAD/CAM/CNC software programs are created that provide appropriate cutter-to-copper spatial relationships, which produce inductors of the required shape and precision regardless of complexity. Figure 2 shows a variety of finished and semi-finished CNC-machined hardening inductors. [2]
Figure 2: finished and semi-finished CNC-machined hardening inductors
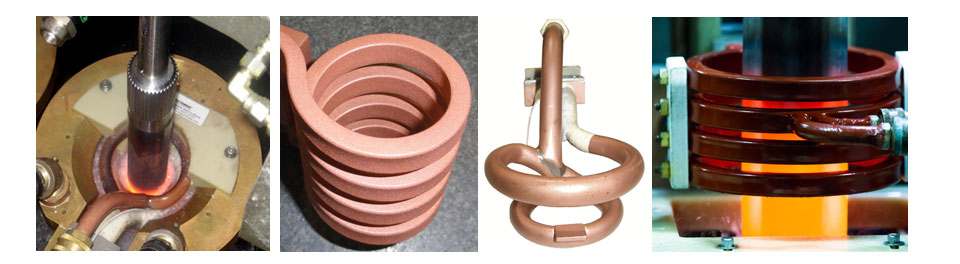
In other cases, copper tubing (square, rectangular, round, or die-formed shaped tubes) may be used for coil fabrication (Figure 3). Copper tubing is typically annealed to improve its ductility, bending properties, and workability. When sharp bends or complex coil shapes are required, inductor segments made from tubing are assembled by brazing. Joints are often overlapped, creating tongue-and-groove joints. Butt-joints should not be used.
Figure 3: Copper tubing (square, rectangular, round, or die-formed shaped tubes) may be used for coil fabrication.
A complex geometry inductor that contains numerous brazed joints, and elbow-type 90° joints in particular, could experience impeded water flow in the cooling coil turns, shortening coil life. Poor quality brazed joints are prime candidates for water leaks affecting not only the coil life expectancy but also a quality of hardened components due to a potential soft spotting in the areas of water leaks. Eliminating braze joints or dramatically reducing their number, particularly in current-carrying areas, is the key to fabricating durable, reliable, and long-last inductors.
Additive manufacturing (AM), or 3D printing, delivers successful fabrication of fixtures, tooling, holders, etc. Recently, some inductors have been fabricated using 3D printing as well. It is important to keep in mind that AM is not a single technology but it comprises a number of processes including direct metal laser sintering, electron beam melting, directed energy deposition, direct and indirect binder jetting, and others.
Depending upon a particular AM technique used in fabricating hardening inductors, it may face major challenges to match properties of pure copper. This includes (1) obtaining sufficiently high thermal conductivity (2) or low electrical resistivity, (3) ensuring high volumetric density, and (4) having minimum amount of residuals, just to name a few. All these factors affect coil life. Therefore, if you compare 3D printed inductors with brazed coils comprising numerous brazed joints, in the majority of cases, the life of 3D printed coils will surpass life of brazed inductors because of elimination of brazed joints in current-carrying regions. In addition, fabrication accuracy and repeatability of AM inductors typically surpasses the accuracy of brazed or bended coils.
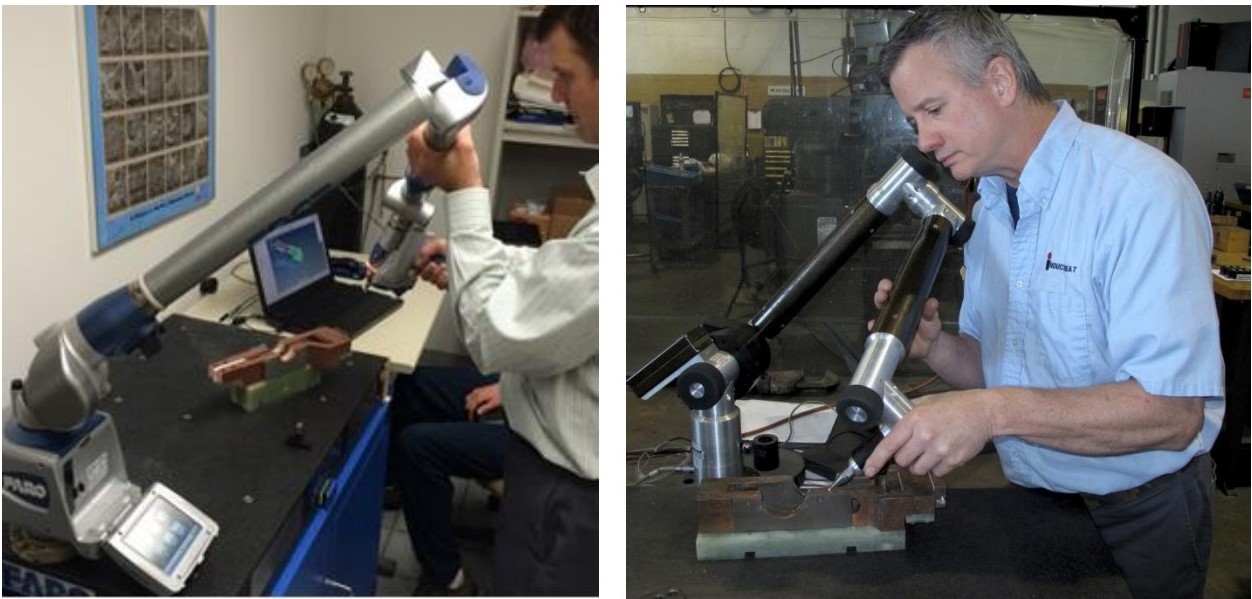
The situation is different when comparing life of 3D printed coils vs. CNC machined inductors. Fabrication accuracy of both processes is very similar, however, in high-power density applications even small degradation of above discussed four factors associated with AM might become essential causing greater probability of stress-fatigue and stress-corrosion copper failure of 3D printed coils compared to CNC machined inductors fabricated from pure copper. Another factor to consider is repairability of 3D printed inductors. If you need to do a revision then it would be most likely required you to re-manufacture 3D printed coils. Regardless of a fabrication method and for quality assurance purposes, it is beneficial to apply computerized 3D metrology laser scanner technology (Figure 4) to verify coil dimensional accuracy and alignment precision after inductor fabrication and assembly.
Figure 4: It may be beneficial to apply computerized 3D metrology laser scanner technology to verify accuracy and alignment after inductor fabrication and assembly.
Material Selection
Copper and copper alloys are almost exclusively used to fabricate induction coils due to their reasonable cost, availability, and a unique combination of electrical, thermal, and mechanical properties. Proper selection of copper grade and its purity is crucial to minimize the deleterious effects of factors that contribute to premature coil failure including stress-corrosion and stress-fatigue cracking, galvanic corrosion, copper erosion, pitting, overheating, and work hardening. Cooling water pH also affects copper susceptibility to cracking.
Oxygen-free high-conductivity (OFHC) copper should be specified for most hardening inductors. In addition to superior electrical and thermal properties, OFHC copper dramatically reduces the risk of hydrogen embrittlement and developing localized “hot” and “cold” spots. The higher ductility of OFHC copper is also important because coil turns are subjected to flexing due to electromagnetic forces. The higher cost of OFHC copper is offset by improved life expectancy of hardening inductor.
For scan inductors that are intended to heat fillets, an appropriate copper heating face region must be focused into the fillet area. Coil copper profiling and the use of flux concentrators (flux intensifiers) are beneficial to focus the magnetic field into the fillet. These applications require careful design because the induced current has a tendency to take the shortest path and stay in the shaft area rather than flowing into the fillet [1]. Therefore, all efforts must be made to focus the heat generation into the fillet. Typically, higher frequencies work better for this purpose.
Copper Wall Thickness
It is important to maintain sufficient wall thickness to carry the electrical currents. The wall thickness of an inductor’s heating face should increase as frequency decreases. This fact is directly related to both the current penetration depth in the copper δCu. [1] It is highly desirable for the current-carrying copper wall thickness to be 1.6 times greater than the δCu calculated at maximum working temperature. Increased kilowatt losses in the copper, which are associated with reduced coil electrical efficiency and greater water-cooling requirements, will occur if the wall is thinner than 1.6∙δCu.
The table below shows the variation of δCu vs. frequency at room temperature (20°C/68°F).
In some cases, the copper wall thickness can be noticeably thicker than the recommended value of 1.6∙δCu. This is because it may be mechanically impractical to use a tubing wall thickness of, for example, 0.25 mm (0.01 in.).
I recommend Reference #1 to readers interested in further discussion on design of hardening inductors.
Dr. Valery Rudnev, FASM, is the Director of Science & Technology, Inductoheat Inc., and a co-author of Handbook of Induction Heating (2nd ed.), along with Don Loveless and Raymond L. Cook. The Handbook of Induction Heating, 2nd ed., is published by CRC Press. For more information click here.
A global provider of industrial furnace controls and process automation solutions announced a new collaboration with a leading industrial gas company that combines the core competencies of each company into a comprehensive offering for heat treatment customers. Praxair Inc is based in Danbury, Connecticut, and produces and distributes atmospheric, process, and specialty gases and high-performance surface coatings. Customers will have access to Praxair’s gases, application technologies, and supply systems, along with United Process Control Inc’s portfolio of specialized industrial flow measurement and atmosphere control products. This continues the long-standing relationship between Praxair and Atmosphere Engineering Company, now a member of UPC, based in West Chester, Ohio.
The combined capabilities of the two companies will bring more end-to-end technologies for a broad spectrum of batch and continuous heat-treating processes such as carburizing, carbonitriding, neutral hardening, annealing, gas quenching, and heat-treatment applications under vacuum processing.
“The automotive and aerospace industries continue to expand requirements for heat treating,” said Steve Mueller, Praxair’s Associate Director of Business Development for Metals and Materials Processing. “We have a team approach in place, combining Praxair’s process know-how and expertise in industrial gases with United Process Controls’ specialized products. Together we meet customers’ requirements for high-quality heat treating with reproducible standards in their furnace operations.”
“This strategic agreement with Praxair reflects our commitment to offer the heat-treating industry a complementary and evolving portfolio of innovative technologies that help drive process efficiency and reliability. We look forward to working closely with Praxair in the coming years, as we strive to further increase our presence in North America,” said Paul Oleszkiewicz, President, UPC.
The largest U.S. steel producer and “mini-mill” steelmaker recently announced plans to build a rebar micro mill near Frostproof, Florida, in a bid to capitalize on the growing demand for construction steel. The facility will produce steel rebar from scrap metal.
Charlotte-based Nucor Corporation will invest $240 million in the steel plant in Florida. The company began construction on its second rebar micro mill project in Sedalia, Missouri, in November 2017.
“Nucor has always focused on growing our business to better serve our customers. We are building this rebar micro mill in a great and growing market where demand is strong and there is currently an abundant supply of scrap, a good portion of which is handled by our scrap business,” said John Ferriola, chairman, CEO & president of Nucor Corporation. “Consistent with our planned strategy of being a low-cost producer, this micro mill will give us a cost advantage over our competitors who are shipping rebar into the region from long distances.”
The rebar micro mill, which will produce steel rebar from scrap metal, is expected to have an estimated annual capacity of 350,000 tons.
Dave Sumoski, executive vice president of Merchant and Rebar Products
“We would like to thank the many state and local officials, leaders, and partners who have assisted us with the project,” said Dave Sumoski, executive vice president of Merchant and Rebar Products. “Identifying the right location is an essential part of our rebar micro mill strategy, and this part of central Florida met all the criteria we evaluate. We look forward to becoming a member of the community.”
A major fastener manufacturer in South America recently received delivery of an endothermic gas generator intended for heat treatment operations at the company’s Brazilian plant.
Jomarca, a Brazilian producer of fasteners for the furniture, tooling, construction, and do-it-yourself markets, purchased the Atmosphere Engineering™ EndoFlex™ generator from United Process Controls (UPC) in reaction to doubled carburizing operations and increased production capacity. Carburizing operations now include ten large continuous rotary retort furnaces that process over 2200 US tons (2,000,000 kg) of fasteners a month.
The high-capacity generator was integrated into the plant’s existing gas distribution system in the first quarter of 2018 and is supplying endothermic gas to all carburizing furnaces. The EndoFlex operates at a lower cost and mixes to more accurate ratios, aimed at maintaining a constant furnace atmosphere and a consistent gas quality at all times. The enhanced control capabilities of the EndoFlex allow for continuous control and monitoring of CH4, dew point, differential pressure, gas temperature, and retort burnout, as well as data logging, which is critical for troubleshooting and meeting regulatory requirements.
Mr. Eric Jossart (Sales Director, UPC USA), Mr. João Marques Castelhano (President, Jomarca), and Marcio Torres Boragini (General Manager, UPC Brazil). In the background is an Atmosphere Engineering™ EndoFlex™ endothermic gas generator installed at Brazilian fastener manufacturer Jomarca
Following up on the first installment of his series on “perfect vacuum sintering” (linked here), Andrea Alborghetti, technical manager of TAV Vacuum Furnaces and contributor to the company’s blog, provides an overview of the right insulation for a vacuum sintering furnace, an examination of hot zone design, the distribution of gas-flow, and the box for loading and unloading.