Scientists at several research institutions recently reported a breakthrough in 3D printing a marine grade stainless steel — a low-carbon type called 316L — that promises high-strength and high-ductility properties. Researchers at Lawrence Livermore National Laboratory (LLNL), along with collaborators at Ames National Laboratory, Georgia Tech University, and Oregon State University, published their findings online October 30, 2017, in the journal Nature Materials.
LLNL scientist Morris Wang (left) and postdoc researcher Thomas Voisin played key roles in a collaboration that successfully 3D printed one of the most common forms of marine grade stainless steel that promises to break through the strength-ductility tradeoff barrier.
“Marine grade” stainless steel is valued for its performance under corrosive environments and for its high ductility — the ability to bend without breaking under stress — making it a preferred choice for oil pipelines, welding, kitchen utensils, chemical equipment, medical implants, engine parts and nuclear waste storage. However, conventional techniques for strengthening this class of stainless steels typically comes at the expense of ductility.
“In order to make all the components you’re trying to print useful, you need to have this material property at least the same as those made by traditional metallurgy,” said LLNL materials scientist and lead author Morris Wang. “We were able to 3D print real components in the lab with 316L stainless steel, and the material’s performance was actually better than those made with the traditional approach. That’s really a big jump. It makes additive manufacturing very attractive and fills a major gap.”
Wang said the methodology could open the floodgates to widespread 3D printing of such stainless steel components, particularly in the aerospace, automotive, and oil and gas industries, where strong and tough materials are needed to tolerate extreme force in harsh environments.
To successfully meet, and exceed, the necessary performance requirements for 316L stainless steel, researchers first had to overcome the porosity which causes parts to degrade and fracture easily during the laser melting (or fusion) of metal powders. Researchers addressed this through a density optimization process involving experiments and computer modeling, and by manipulating the materials’ underlying microstructure.
Researchers say the ability to 3D print marine grade, low-carbon stainless steel (316L) could have widespread implications for industries such as aerospace, automotive, and oil and gas.
“This microstructure we developed breaks the traditional strength-ductility tradeoff barrier,” Wang said. “For steel, you want to make it stronger, but you lose ductility essentially; you can’t have both. But with 3D printing, we’re able to move this boundary beyond the current tradeoff.”
Using two different laser powder bed fusion machines, researchers printed thin plates of stainless steel 316L for mechanical testing. The laser melting technique inherently resulted in hierarchical cell-like structures that could be tuned to alter the mechanical properties, researchers said.
Wang called stainless steel a “surrogate material” system that could be used for other types of metals. The eventual goal, he said, is to use high-performance computing to validate and predict future performance of stainless steel, using models to control the underlying microstructure and discover how to make high-performance steels, including the corrosion-resistance. Researchers will then look at employing a similar strategy with other lighter weight alloys that are more brittle and prone to cracking.
“We didn’t set out to make something better than traditional manufacturing; it just worked out that way,” said LLNL scientist Alex Hamza, who oversaw production of some additively manufactured components.
In addition to organic expansion in the U.S. and Asia automotive and construction sectors, Hindalco Industries recently revealed an interest in aluminum processing in aerospace, defense, and high-speed rail industries, according to a recent interview with Hindalco’s MD Satish Pai, published in The Economic Times.
LEAX Group, a Swedish manufacturer of advanced components and subsystems for automotive, commercial vehicles, mining, construction, and general industry sectors, has installed a low pressure carburizing (LPC) furnace at their Brinkmann, Germany, facility (LEAX Brinkmann GmbH) to boost the company’s heat treatment processing capabilities. The extensive installation takes about two months and the first hot load is scheduled for December. Along with the addition of a new induction machine at their Falköping, Sweden, facility, this new LPC furnace serves as the centerpiece of the massive MBS project.
LEAX, which is based in Köping, Sweden, operates heat treatment shops in seven of their twelve production sites, including Latvia, Germany, Hungary, Brazil, and China, and focuses on induction hardening and processing and refining approximately 300,000 parts per year. This added LPC hardening furnace brings a process to LEAX’s manufacturing process that has been a mainstay in the automotive industry. The full transition to the MBS project will take up to two years, but “we [will] switch hardening from the older oven to the new,” said Anders G. Larsson, COO/Heat Treatment for LEAX Brinkmann GmbH.
Here is what readers are saying about recent posts on Heat Treat Today. Submit your comments to editor@heattreattoday.com.
Jason Schulze, contributing editor to Heat Treat Today, author of "AMS2750E: The Importance of Temperature Uniformity"
Joe Powell, President, Intensive Quench Technologies, on Jason Schulze's article, "AMS2750E: The Importance of Temperature Uniformity" (click here to see original article):
Interesting to me how big a deal specs make on temperature uniformity in the hot zones, and how little attention is paid to quantifying the uniformity of the quench cooling process! But we all know predictable distortion and uniformity of mechanical properties can only happen when the quench cooling is uniform!
Bill Jones, CEO Solar Atmosphere, on Jason Schulze's article, "AMS2750E: The Importance of Temperature Uniformity" (click here to see original article):
Let us assume a standard box furnace air atmosphere operating at 1650f with a plus-minus 25f delta T. What first areas would you recommend to look for improvement.
When I had issues achieving uniformity, I typically focus on the position of the control thermocouple 1st, then work my way to other items.
From the article "Jason Schulze on AMS2750E: The Importance of Temperature Uniformity"
Bill Jones:
AMS 2750, etc, is fine for setting specification and procedure. In some cases unreasonable and meaningless in operation, for example, a 1-degree overshoot on ramp rate by a control TC can result in a major NADCAP finding even though work TC's are well below set point. Okay, so we do a TUS and it fails, so now you have to locate and solve the furnace problem or very possibly mis-survey TC placement. Now, I don't recommend changing control TC placement away from factory location or position at all. The OEM is supposed to run a full TUS survey prior to shipment in his plant. In other words, go back to those locations before introducing new problems. Now, a furnace may be 5 or 10 years in service with many HZ "aging" problems. These issues must be located and addressed. Another major fault is TC survey plugs, jacks, and deteriorated wiring all leading to measurement error and survey failure. This entire TUS subject is an art with many pitfalls with not too many really experienced technicians.
Jason Schulze for HTT:
I do agree that there are aspects of some requirements that do not actually affect production processing. Since my experience is metallurgical, that is where my examples would reside.
We welcome your inquiries to and feedback on Heat TreatToday articles. Submit your questions/comments to editor@heattreattoday.com.
An international manufacturer of industrial furnaces, ovens, ceramic kilns, and combustion systems, based in Monterrey, Mexico, recently announced the key asset acquisition of a Pennsylvania-based supplier of industrial furnace and process-heat treating equipment, broadening its offerings to the steel, aluminum, and alloy industries, and ultimately user industries such as steel, heat treatment, aerospace, automotive, and oil and gas.
Nutec Bickley expands its operations by bringing on board Olson Industries’ line of equipment to secure access to larger projects for the Metals Business Unit and consolidating its position in the North American market. As part of the transaction, Bryan Kraus (President and Owner of Olson Industries), will be engaged in Nutec Bickley’s Metals BU, providing guidance and assistance in related activities such as technical sales and engineering.
“We are very excited about Olson Industries and Bryan Kraus joining the Nutec Bickley family,” said Nutec Bickley President, Daniel Llaguno. “Applications such as large rotary-hearth furnaces, and peripheral equipment such as quenching systems, manipulators, robots, and conveyors will now be a standard offering from us,” confirmed Daniel Llaguno. “If you couple that with Nutec Bickley’s state-of-the-art facilities, highly experienced staff, and constant focus on customer satisfaction, you can see that there is indeed a very powerful value proposition on offer to both existing and new customers.”
Induction Hardening Tips: Equipment Selection for Scan Hardening
Introduction
Induction scan hardening is one of the more popular techniques for strengthening various steels, cast irons, and powder metallurgy components. This scanning method is be used to harden flat surfaces or irregular shapes (e.g., rails, bumpers, bed-ways, support beams, track shoes for earth moving machines, teeth of large gears, etc.); however, it is most frequently used for hardening outside and/or inside surfaces of cylindrically shaped components, such as shafts, pins, raceways, etc. In scan hardening, the inductor or workpiece or both moves linearly relative to each other during the hardening cycle.
Depending on the workflow of parts, the induction system can be built as vertical, horizontal, or even at an angle, though vertical scan hardening is by far the most popular design. As an example, Figure 1 shows three variations of the InductoScan® family of modular vertical scan hardening systems.
Figure 1. Variations of the InductoScan® family of vertical modular scan hardening systems. (Courtesy of Inductoheat, Inc.)
What to Choose: Vertical Scanners vs. Horizontal Scanners
Both vertical and horizontal induction scanning systems are viable means to heat treat components. The decision of whether to use a vertical or horizontal scan hardening system is usually based upon the shape and length of heat treated parts, as well as the available space and a workflow throughout the plant or factory in which the equipment is to be installed. Horizontal hardening is often chosen when long workpieces are to be processed (typically 4ft/1.2m or longer) or when high production rates are needed for processing shorter parts.
Vertical scanners are typically associated with a smaller footprint. In the majority of applications, the cylinder-shaped workpiece (e.g., shafts) is positioned between centers or some other tooling or fixture. The workpiece may rotate inside the inductor to even out the hardening pattern around the circumference, or it may be located preferentially with respect to the inductor and processed without rotation when hardening workpieces of certain shapes. The quench spray typically impinges the part approximately 12mm (½”) to 40mm (1.5”) from the coil heating face and is angled away to prevent the quench from splashing back into the inductor. This dimension can vary with different types of steel, the scan rates, and the design specifics.
Setting Up Scan Hardening Systems
Vertical systems can be set up to process as many as four shafts at a time depending on the size of the shafts being processed and the available power source. Parts are loaded either manually or automatically onto a lower center. A loading assist “vee” block or nest may be used to steady the part as it is being loaded and processed. For larger parts, pneumatic cylinders lift the upper centers to facilitate loading. With vertical scan hardening, it may take an appreciable amount of time to process the workpiece because it must be loaded, scanned along the length up to the position where the heating process commences, fast scanned back down to the load-unload position, and then unloaded.
In contrast, a horizontal system is typically set up as a single continuous scanning line that allows parts to be loaded from a magazine and continuously fed to the exit of the machine. Depending on the specific heating requirements for the end of the component, parts are fed end-to-end through the heating coil and pass on to the next process. The loading system can push parts through the inductor by a pinch drive mechanism, conveyor, mechanical pushers, or other means, such as skewed rollers [1]. On a horizontal system, due to heavy duty roller support underneath, gravity, and any required stabilizing devices on top of the workpiece, the part is maintained in the center of the induction coil and quench ring. There is usually less risk of distortion than that which occurs with a vertical system where the part’s shape can change or warp if the part is not always centered.
However, during the heating process on a horizontal system, it may be more difficult to maintain the exact location of features of the part since it is commonly free rolling on the skewed rollers. For this reason, consideration should be given to a part’s shape, the symmetry of its positioning in respect to the heating coil, and selection of support devices. When horizontal systems are used for heat treating long parts of appreciable weight, it might be challenging to speed up or slow down the progress of the workpiece along the skewed rollers as quickly as might be done in vertical scanners with a servo-driven carriage that captures the part.
The roller system of horizontal scan hardeners can interfere with achieving symmetrical cooling of the workpiece since the location of the rollers and the rotation detection mechanism on shorter parts may be too close to the coil or quench barrel. Additionally, a stabilizing fixture may be required to prevent lighter and smaller workpieces from being moved axially by electromagnetic forces rather than the roller system. As with the vertical system, some type of rotation detection must be employed to ensure that the part is actually rotating as it is passing through the heating coil.
Quenching Challenges
Quenching presents a challenge with horizontal scanning [1]. When scanning vertically, quenching takes place below the inductor, which naturally allows gravity to pull the quench fluid down, therefore, the quench fluid continues to flow on the part long after it has passed the quench chamber, which is beneficial to achieving circumferential uniformity of quenching as well as reaching temperatures suitable for handling. When quenching horizontally, the effect of gravity is different and the way the quenchant falls from the workpiece varies leading to the probability of non-uniform cooling along the circumference of the heat-treated component (e.g., quenchant may run along the top of the part but fall off the bottom).
It is also more critical for horizontal scanners to maintain a sufficient distance between the inductor exit and the quenching device due to the higher probability of the liquid quenchant splashing back into the inductor. This could lead to irregular results caused by different cooling rates affecting the hardness consistency as well as the magnitude and distribution of residual stresses.
All of these factors can be summarized as follows:
The main process differences between vertical or horizontal scan hardening systems lie in the part handling and quenching subtleties.
With some scanners, splash shields, deflectors, and drip trays may be needed to prevent the backsplash of the quench fluids.
Maximizing Process Flexibility of Induction Scanners
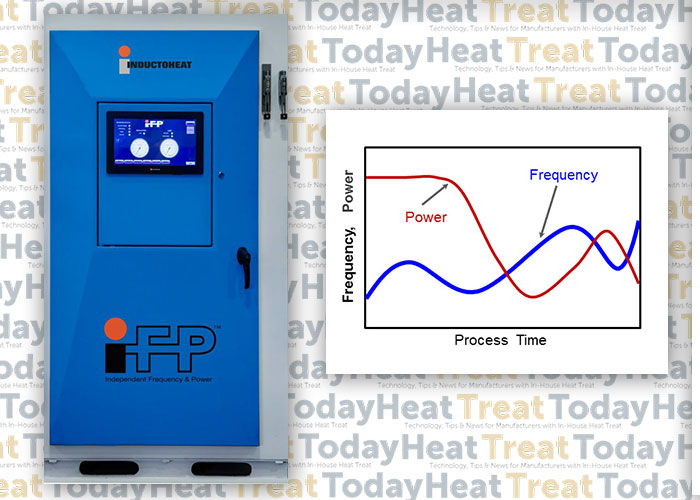
It is commonly assumed that all scan hardening systems exhibit high process flexibility with respect to the workpiece length and, to some extent, variations in the diameter of the part. Conventional scan hardening provides the ability to vary the speed and power during the process, which controls the amount of heat applied to different areas of the part. Recently developed Statipower-IFP® inverter technology (Figure 2) extends the capability of conventional induction hardening systems to instantly and independently adjust not only power and scan rate but also frequency (5kHz to 60kHz range) during scan hardening cycle [2].
Figure 2. Statipower-IFP® inverter allows instant and independent adjustment of frequency (5kHz to 60kHz) and power during scan hardening cycle. (Courtesy of Inductoheat Inc.).
In the past, the flexibility of induction scanners was limited to using power supplies with single operational frequency. However, when processing a family of parts or components with numerous geometrical irregularities (including large diameter changes, multiple holes, sharp shoulders, combinations of solid and hollow areas, various required case depths, etc., see Figure 3), the fixed frequency in conventional induction scanners can be inadequate, producing “hot” and “cold” spots, as well as unwanted microstructures (e.g., local grain boundary liquation and grain coarsening).
Figure 3. A family of components exhibiting numerous geometrical irregularities
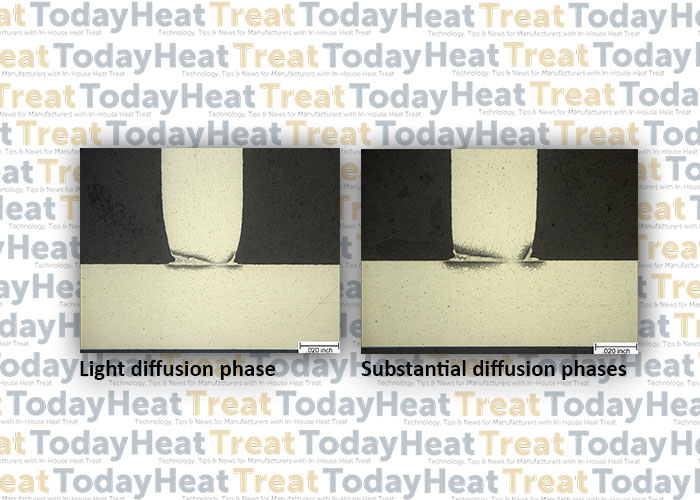
Single frequency scanners have been used to tweak the process in an attempt to promote or suppress thermal conduction [1,2], resulting in a compromise in achieving the desired metallurgical quality, production rate, and process capability. In the heating stage, compromise affects the ability to provide heat-appropriate austenization, but it also presents challenges in the quenching stage.
Austenization is followed by a quenching stage (spray or immersion). If the available, fixed frequency of a conventionally designed induction scanner is considerably higher than optimal then the depth of heat it generates (current penetration depth) is smaller than needed, which might not be sufficient in establishing necessary austenization. In this case, to reach sufficient austenization, the scan rate and applied power must be reduced to allow thermal conduction to the required subsurface depth. Unfortunately, a noticeable heat surplus might still occur.
An Example of Compromised Results
As an example, Figure 4 shows the computer modeling results of the induction scan hardening of a hollow medium carbon steel shaft that has diameter changes, a chamfer, and a groove. Nominal outside diameter is 0.05m (2”); nominal inside diameter is 0.02m (3/4”). Because the shaft is symmetrical, only the top half was modeled. Temperature variations at four selected areas of the shaft are monitored at different inductor positions. Frequency was constant at 15 kHz.
The scan rate and coil power were varied during hardening as an attempt to accommodate changes in the shape of the shaft.
Reducing scan speed (in some cases substantially) not only adds unnecessary cycle time, but if the scan speed is too slow, certain regions of a heat-treated component may cool below the critical temperature before it enters the quench zone, resulting in an undesirable formation of mixed structures and upper transformation products, as well as reduced or spotty hardness readings.
If the fixed frequency of a conventionally designed scanner is noticeably lower than optimal, it may produce a deeper than required austenized layer, affecting hardness depth, transition zone and creating excessive distortion. In this case, increasing scan rate and power density should minimize, but not eliminate, this outcome. Such a compromise can still affect local spray quenching producing undesirable metallurgical results.
Conclusion
It is important to remember that applied frequency has the greatest impact on depth of induction heat generation. A new generation of Statipower-IFP® inverters (Figure 2) eliminates these drawbacks by optimizing the metallurgical quality of induction scan hardening, expanding process flexibility and maximizing a production rate. This patented technology can be effectively used in both vertical and horizontal induction scanners. Reports [2] show changing both coil power and frequency during scan hardening can reduce peak temperatures on 70oC (125oF) while maintaining the required hardness pattern.
I recommend Reference #1 to readers interested in further discussion on induction scan hardening subtleties.
Doyon, V.Rudnev, C.Russell, J.Maher, Revolution-not evaluation-necessary to advance induction heat treating, Advance Materials & Processes, September 2017, p.72-80.
______________________________________________
Dr. Valery Rudnev, FASM, is the Director of Science & Technology, Inductoheat Inc., and a co-author of Handbook of Induction Heating (2nd ed.), along with Don Loveless and Raymond L. Cook. The Handbook of Induction Heating, 2nd ed., is published by CRC Press. For more information click here.
The U.S. Army upgrade at its manufacturing center at Watervliet, New York, will include heat treatment facilities to position the Arsenal to better support the emerging readiness needs of U.S. and foreign militaries.
Arsenal Commander Col. Joseph Morrow said the Arsenal has received more than $100 million in new orders over what it had at this same point in time last year.
“This is not the same Arsenal that it was when I took command in July 2016,” said Morrow. “Due to a significant and recent rise in sustainment and modernization readiness needs of our Army and of our allies, we must nearly double our current manufacturing capacity in the next four years.”
Recent Arsenal commanders have raised the issue of aging plant equipment to the Army’s senior leaders and, as a result, various Army weapon program managers have stepped in to augment the Arsenal’s limited-funded CIP activity by paying for equipment upgrades or for new machines. The Arsenal team was well prepared for the day when additional funding would come in by already having an established list of priorities for capability and capacity upgrades, said James Kardas, an Arsenal industrial engineer.
Although funding has arrived, due to the complexity of some of the larger machines and the challenges of preparing foundations to support the new machines, the final machine from this funding may not be on line until 2020. Nevertheless, some of the smaller, less complex machines may arrive in 2018.
The Watervliet Arsenal, an Army-owned-and-operated manufacturing facility located in Watervliet, New York, is the oldest, continuously active arsenal in the United States, having begun operations during the War of 1812.
A Swedish producer of metal powders announced recently that it has launched commercial production of the industry’s first high precision binder jetting 3D metal printer, resulting in smaller and more intricate components than any previous technology, and because heat treatment occurs after printing, the process is adaptable for a variety of materials.
Digital Metal®, a Höganäs Group company, developed the DM P2500, which continuously prints in 42 µm layers at 100 cc/hr without the need for any support structures. It has 2500 cm3 print volume available. This makes it possible to manufacture small objects in high quantities (up to 50,000 parts in one print run), comprising shapes, geometries
Ralf Carlström, General Manager, Digital Metal
and internal and external finishes never before achieved. The DM P2500 delivers a resolution of 35 µm and an average surface roughness of Ra 6 µm before additional finishing processes are applied.
Powder removed before sintering is reused for subsequent jobs, resulting in high yield and low scrap rates, meaning downtime is kept to a minimum, and there is no de-generation of the powder that other AM processes experience.
“The Digital Metal business has doubled year on year since its inception,” said Ralf Carlström, General Manager, Digital Metal. “However we’ve barely scratched the surface in terms of the potential this technology offers for designers and engineers. We’ve seen relatively small (but previously unachievable) changes to the internal structure of components result in a 30 percent improvement in overall product efficiency, which would have been impossible to produce using conventional methods. As the design and engineering community begin to explore and understand what our highly repeatable and reliable technology enables, we believe we will see huge demand for this technology.
Don Godfrey, Engineering Fellow – Additive Manufacturing, Honeywell Aerospace
By making the printers commercially available we hope to facilitate and fuel that demand.”
The second DM P2500 outside Digital Metal was installed in June 2017 and licensed to Centre Technique des Industries Mécaniques (CETIM), France’s benchmark institute and technological innovation hub for mechanical engineering. The machine started production just two days later and is already showing consistent results. The first printer is confidentially licensed to a global leader in fashion design and will see its new serial production items available at the end of this year.
Luxury watch start-up Montfort approached Digital Metal to print the dials for its watches inspired by the Swiss Alps. The binder jetting technique was the only solution that allowed Montfort the creative freedom to make watch dials with a design and finish that resembles the mineral, crystalline structure of rocks.
Additionally, in the U.S., Honeywell Aerospace and Digital Metal are exploring a number of joint 3D printing projects that will merge Honeywell’s expertise in aerospace engineering with Digital Metal’s leadership in additive manufacturing.
“The binder jetting technology Digital Metal uses to print small metal parts has the potential for various applications within the Honeywell Aerospace program,” said Don Godfrey, Engineering Fellow – Additive Manufacturing, Honeywell Aerospace. “We believe this will also be critical to applications in other key areas of the broader aerospace industry.”
A producer of monolithic refractory products, an employee-owned company headquartered in Columbus, Ohio, has expanded its manufacturing presence in the southeast through the recent acquisition of an Alabama refractory products supplier.
Jon Tabor, Chairman and CEO, Allied Mineral Products. Photo credit: Janet Adams/BizJournals
Allied Mineral Products, Inc., with twelve manufacturing facilities in eight countries, three precast shapes facilities, and two research and technology centers, has purchased family-owned and -operated Riverside Refractories, Inc, adding taphole clay to its line of industry-leading refractory products and extending a reach into the steel industry, including international operations. The sale includes Riverside’s Pell City, Alabama, manufacturing operation, monolithic and pre-cast refractory shapes products, refractory coatings and mortars and high-alumina and anhydrous taphole clay products.
“Riverside is a natural to join the Allied family,” said Jon R. Tabor, chairman and CEO of Allied. “They have outstanding products, expertise in the manufacture of taphole clays, a skilled workforce, and an employee-driven culture that is a perfect fit with Allied’s. After our recent acquisition of Pryor Giggey Co., which included a facility in Anniston, Alabama, Allied is poised for a significant manufacturing presence in the Southeast.”
John Morris, President of Riverside
“As the marketplace continues to be more competitive, [Riverside] realized we needed to align with a strong company to ensure we could continue to serve our customers and provide security for our employees,” said John Morris, president of Riverside. “With this sale, we know our customers and employees will benefit and that was very important to us. We are excited that Allied’s global manufacturing network and worldwide sales presence will provide a platform to market the Riverside product lines internationally. We could not be in better hands.”
“The Morris family has been a force in the refractory industry for over 60 years,” added Tabor. “We have great respect for what they have achieved at Riverside. There is great value in the brand and in the name, and we look forward to carrying on their tradition of great products and customer service.”
Riverside’s production facility in Pell City, Alabama, joins Allied’s existing U.S. manufacturing operations in Columbus, Ohio; Brownsville, Texas; Chehalis, Washington; and Anniston, Alabama.
Fourteen vacuum furnaces have recently been shipped to various clients in the additive manufacturing, aerospace, automotive, and commercial heat treating industries, distributed across seven states as well as Indonesia and Japan.
Ipsen USA delivered the following during the third quarter 2017:
A vertical (bottom-loading) MetalMaster® vacuum furnace with an 84″ (2,100 mm) diameter work zone and 8,000-pound (3,600 kg) load capacity;
four standard TITAN® vacuum furnaces with options ranging from spare parts kits and a thermocouple upgrade to the PdMetrics® predictive maintenance software platform;
three HIQ (horizontal internal quench) and HEQ (horizontal external quench) furnaces from the VFS® product line that will process parts for aerospace and commercial heat treating industries;
several custom-built, horizontal MetalMaster® and TurboTreater® vacuum furnaces.