How long have you been heat treating automotive gears? Which thermal processing techniques do your operations gravitate towards? In this best of the web article, uncover some of the common heat treatment functions and the properties they create in gears. Let us know what you think of this general overview of the world of heat treating gears in our Reader Feedback form!
Contact us with your Reader Feedback!
Additionally, when you read to the end of the article, future trends that we can anticipate for heat treaters in the automotive industry are offered; as one might guess, they include digital and energy-saving technologies.
An excerpt: “Automotive gear heat treatment (process) includes two aspects: firstly, conventional heat treatment such as annealing, normalizing, quenching, tempering, and quenching and tempering; secondly, surface heat treatment, which encompasses methods like surface quenching (e.g., induction quenching, laser quenching) and chemical heat treatment (e.g., carburizing, carbonitriding, nitriding, nitrocarburizing).”
Case hardening is an essential process for many heat treating operations, but knowing the different types and functions of each is far from intuitive.
In this best of the web article, discover the differences between carburization, carbonitriding, nitriding, and nitrocarburizing, as well as what questions you should ask before considering case hardening. You will encounter technical descriptions and expert advice to guide your selection of which case hardening process will be most beneficial for your specific heat treat needs.
An excerpt:
Case hardening heat treatments, which includes nitriding, nitrocarburizing, carburizing, and carbonitriding, alter a part’s chemical composition and focus on its surface properties. These processes create hardened surface layers ranging from 0.01 to 0.25 in. deep, depending on processing times and temperatures. Making the hardened layer thicker incurs higher costs due to additional processing times, but the part’s extended wear life can quickly justify additional processing costs. Material experts can apply these processes to provide the most cost-effective parts for specific applications.
Nitriding and nitrocarburizing may be familiar terms in the industry, but which process — ion/plasma nitriding, gas nitriding, or nitrocarburizing — is best for your heat treat operations?
In this best of the web article from Advanced Heat Treat Corp., discover the specifics of each of these surface treatments and compare their benefits for wear resistance and corrosion resistance. Explore also the innovative technologies developed by the North American heat treater for optimization of these processes. for optimization of these processes. You will encounter technical diagrams, high quality images of nitrided/nitrocarburized parts, and in-depth technical comparisons of these processes.
An excerpt:
Well-controlled nitriding significantly enhances wear resistance and lowers coefficient of friction in many applications of steel components. For certain steels, nitrided samples show even better tribological behavior than carburized samples of the same steels.
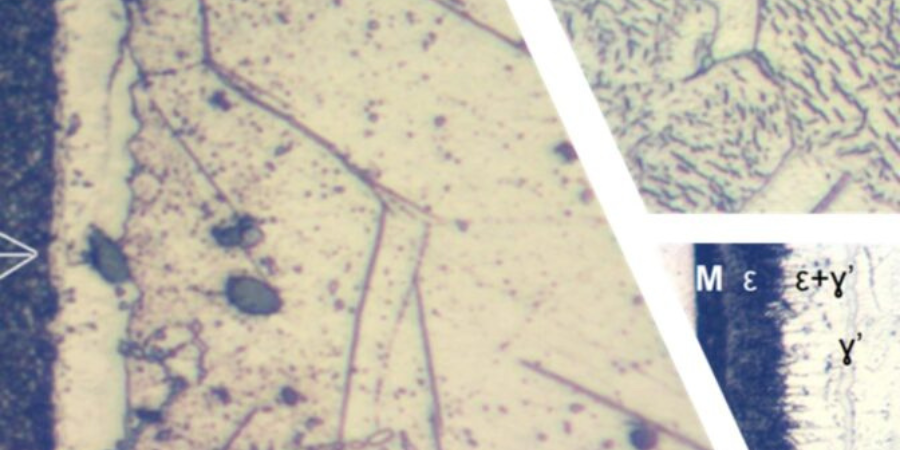
Metallography and nitriding, while two separate things, actually have a relationship. Do you know what it is? Would you be surprised to know that one enhances the other? Read this best of the web article to clearly see how metallography results help the nitriding of ferrous alloys be the best that it can be.
Find out how metallography is an essential tool in the nitriding process. Take a look at some basic definitions and peruse some microscope images that help explain what nitriding does to different materials. Dig even deeper with discussion of problems such as not enough stress relief and the presence of sulfides. Metallography helps explain, in this article, what nitriding can do for many different applications.
An excerpt:
Producing the best nitrided layers for the given application requires a good cooperation between designers of the product and the manufacturing companies making it . . . . Metallography of the parts, or samples which run together with them, is extremely important for verifying results of this thermochemical treatment and assessing the properties of the layer formed during, the data are also used for maintaining a good predictability of the process.
Today’s Heat Treat Radio episode illuminates how Gary Sharp, founder and CEO of Advanced Heat Treat Corp, began the company. Heat Treat Radio host and Heat Treat Todaypublisher, Doug Glenn, will hear from Gary about the technical highlights and capabilities of ion nitriding, including: common applications, real-world benefits, and true limitations.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Contact us with your Reader Feedback
Advanced Heat Treat Corp.’s Beginnings with Ion Nitriding (01:20)
Doug Glenn: We’re going to be talking about nitriding, specifically, ion nitriding. Gary Sharp has a long history with the technical aspects of ion nitriding.
Tell us a little bit about yourself and Advanced Heat Treat.
Gary Sharp: I started with John Deere in the Chemistry department. I have a degree in Science Chemistry. Then I went into various other areas: production support and different management positions before I ended up ultimately leaving to start Advanced Heat Treat.
The way I became oriented and introduced to ion nitriding was a company who we had done work with wanted to sell John Deere some new technology. They came in for some meetings, and we had several meetings with top management. But in 1979/80, that was one of the first real downturns in the ag market. So, Deere wasn’t really interested in taking on a new technology at that time. While I was still interested, I talked to various management people. Ultimately, I got permission to invest and investigate, on my own, the ion nitriding process.
Doug Glenn: Even while you were still at Deere?
Doug Glenn (l) and Gary Sharp (r) Source: Heat TreatToday
Gary Sharp: While I was still at Deere, but I had to do it on my own. All of my vacations, my holidays, and things were spent doing market surveys, talking to various potential users and so forth, in the marketplace, to see if it had a “fit.” Because, obviously, when an equipment supplier comes in, everything is nice and rosy and so forth and the equipment works for everything. That’s not always the case, of course.
After discussion with the management, they gave us permission to continue our investigation. From 1979 to 1981, we did a lot of research. I took vacations and went and did market surveys with different potential customers and found out that ion nitriding still seemed to have a lot of the glitz and the shine from the company that came in to talk to us.
We went ahead and, after a period of time and evaluation, put together an investor base. We put together a building, equipment was purchased, and then we began to do ion nitriding. We started with a 25 KW lab unit and a 160 kW unit that we would transfer from development into production-sized lots.
Doug Glenn: You say “we,” so this was not Deere though — these were the people outside of Deere — yourself and some others, right?
Gary Sharp: Yes, myself and several others, at the time. Unfortunately, some things happened and partnerships are not always the easiest. That dissolved, and it was pretty much me and my wife and our employee base. That was the start anyway.
The trouble is, early on, the small lab unit worked fine, and we could do out development; but it didn’t transfer over to the larger production unit. We kept having power supply issues. This went on for months and months and months. Ultimately, I had to get legal involved. That churned around for over a year, probably. Here we’re trying to have a startup business and, at the same time, we’re fighting with everything else. The building came together, the lab we put in worked well, but we just had issues.
We weren’t aware of how many pieces of equipment had been sold in the marketplace by this company until we got into legal, and then we started having more serious discussions. They replaced the power supplies with a new source and solved the arc suppression problems and some of the things that were taking place. Basically, we would get into the range of an unstable arc discharge; and instead of heat treating we were melting the parts. Unfortunately, we couldn’t keep many customers doing that! That got resolved, we got additional equipment in the settlement, and then we took off.
Doug Glenn: When did you actually start the company?
Gary Sharp: 1981/82 timeframe.
From the market surveys, we knew there was considerable interest. Obviously, we went back to some of those folks and started doing some development work with them, particularly on applications where ion nitriding was a significant advantage over some other treatments. Where I was in Iowa, they were doing gas nitriding on cylinder liners. Again, with the market going south for a while, they weren’t interested in any new technologies; and they just continued to do the gas nitriding.
Doug Glenn: So, you ran through a little bit of legal issues. When would you say was the first time you felt you were up and running?
Gary Sharp: I think last week, maybe! It took a while.
In our investigation, we found out they had sold quite a few pieces of equipment; and they’d all been mothballed and put on the shelf. In a way, it was a bad deal, but it was good for us because we had the solutions to fix them.
I went around and purchased equipment, 10 cents on the dollar, and bought additional capacity. We would get up to around 70–80% capacity on one vessel, and then I’d go buy another. I’d get that up and established in our plant. It worked out quite well for us, being dumb and stupid, I guess.
Gary Sharp: It kind of evolved over time. We’ve got 50+ units now — ion nitriding as well as gas nitriding. The nitriding field has been our baby for many, many years. We’ve done a lot of development with other suppliers to make sure the applications they run are using the right process.
What Is Nitriding? (09:03)
Doug Glenn: Let’s talk a little bit about nitriding. Then I want to hone in a little bit more into ion nitriding. What is nitriding? How is it different from ion nitriding? What are we doing, and why do we do it?
Gary Sharp: Nitriding is a case hardening process. It is used on a variety of components to improve wear, abrasion resistance, fatigue strength, etc. It’s generally a lower temperature process (than, say, carburizing or anything like that), so you don’t have the resultant distortion and post machining requirements that you do with some of the existing treatments that are out there.
Nitriding is a case hardening process. It is used on a variety of components to improve wear, abrasion resistance, fatigue strength, etc.
As you mentioned, there is ion nitriding, there is gas nitriding, there is salt bath nitriding. All three do similar things, they just have different requirements. Obviously, there are materials and chemistry that are involved with each of those materials, but you can nitride almost anything, at least putting a compound zone or an outer layer on that’s very abrasion resistant. Where the process gets developed is when you have alloy (Chromalloy, malatium, aluminum); these are nitride formers which, combined with the nitrogen at and below the surface, give you a diffusion zone that has longevity and a very high hardness.
Doug Glenn: In the simplest terms, nitriding is in one sense hardening the surface of a metal by infusing nitrogen, basically. It’s done in a variety of ways, and that’s what I wanted to ask you a question about.
If the total universe of nitriding is 100%, what percent of that, do you think, is gas nitriding, salt nitriding and ion nitriding? Your best guess.
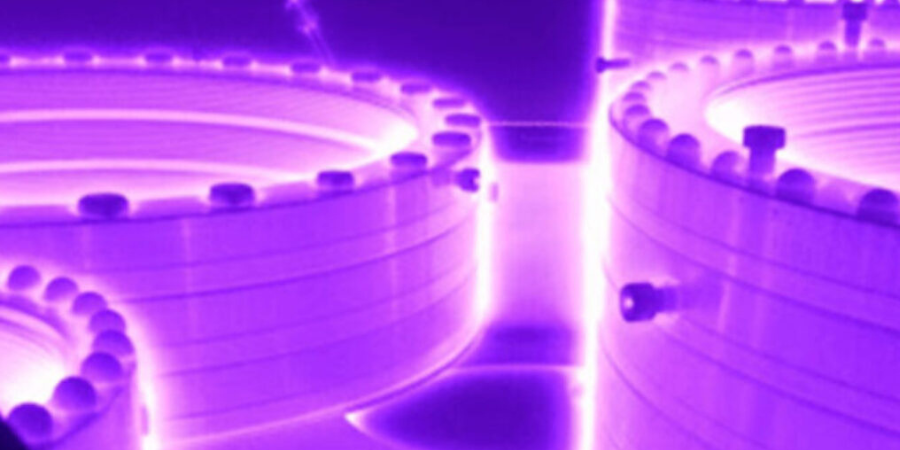
Gary Sharp: I’ve heard different numbers. Ion nitriding has grown significantly over the years. Up until that point, gas nitriding and salt bath nitriding were probably 70/80%, I would guess. Ion nitriding is quite visual — it has a purple glow. That’s why I’ve got this purple tie on.
Doug Glenn: I was going to ask why you have the purple tie on. I wondered why www.ahtcorp.com is purple.
The purple glow Source: Advanced Heat Treat Corp.
We won’t go into the details of gas nitriding or salt nitriding; that can be a topic for another day. Let’s talk a little bit about how ion nitriding gets the nitrogen into the surface of the metal. How does that happen? How does that differ from, if you will, gas and/or salt?
Ion Nitriding (13:40)
Gary Sharp: It’s a diffusion process. If you look at a piece of equipment, a hearth plate is a cathode in a DC circuit. The vessel wall is the anode, and the gas is your carrier.
Through the transfer of energy, you bombard the part with ions and neutral atoms. They transfer their kinetic energy, and that is what actually heats up the parts. In the early years, that was the only way you could heat the parts. Later came more developed equipment.
Now, you have auxiliary heating in the walls which adds some advantage, but it also adds a little more complexity in terms of keeping and maintaining a current density on the part adequate to diffuse into the metal itself. Sometimes you put it in a vessel, and you turn on the power supply. All the energy is coming from somewhere else, and you don’t actually diffuse or harden the part itself. It’s been solved, obviously, over the years.
Doug Glenn: Are you making a positively and negatively charged item?
Gary Sharp: The ions bombard the surface.
Doug Glenn: Right. The ions bombard it because they’re attracted magnetically?
Gary Sharp: Yep. And they transfer the kinetic energy. That’s what heated the workpiece up in the early equipment. Like I said, in later equipment, they had auxiliary heating, as well, in the chambers.
Applications of Ion Nitriding (15:17)
Doug Glenn: Typically, what are some of the more common applications? Is it mostly agriculture, like John Deere?
Gary Sharp: By no means. When I was still at Deere and left Deere, we made sure we didn’t have conflict of interest. I didn’t even solicit any Deere parts, and that went on for quite a few years. Since, we’ve done parts for them and so forth.
Anything that has high wear and abrasion. One of the advantages that we haven’t talked about is the ability to selectively harden and the ease of masking. “Ease of masking” means instead of using copper paints or stop-off materials, you can just interrupt the plasma from touching that surface. If you have some threads, you just put a nut on there. It blocks the plasma from touching the threads, and they won’t get hard. It is a physical block. And you have maybe an 8–10 thousandths/8–15 thousandths gap and you still don’t diffuse beyond the masking itself.
There are a lot of ways of masking parts with ion nitriding. Those are generally done on customers’ parts that are repeating, so you don’t have to paint them every time they come in. You let the copper paint dry and all of that. We would just use mechanical masking and just use them over and over. They basically last forever.
Doug Glenn: I’ve heard one of the other real advantages of ion nitriding is blind holes and areas like that where gas flow wouldn’t necessarily get. Even salt might have a little of bit of difficulty getting in there.
Gary Sharp: It is an advantage. There is an L/B ratio we must be aware of. You conform that plasma to go down in the hole, if it intersects itself with the other side (it’s called hollow cathoding). That is extremely hot and can melt the parts.
That’s what we learned early on, before we got some of the equipment issues resolved, is that we would get in that unstable arc discharge range. We’d basically melt the work piece. And the customers weren’t happy with that!
Doug Glenn: It’s a bad day when you open the furnace to a pool of metal. That is not a good day!
We’ve got certain benefits there. Any industry, you’re saying, can do it, anywhere where there’s high resistance. So, automotive parts, yes?
Gary Sharp: Automotive, aerospace. We did the submarine gear for the Seawolf-class submarine, 35,000 pounds, 160 inch diameter. That ran, probably, 400+ hours. Not because it was big, but because they had an extremely deep case requirement. The diffusion took longer, particularly at the lower temperatures that you run, versus other kinds of treatments.
Sea-wolf class submarine Source: Wikipedia.com/Defense.com News photo
Doug Glenn: With ion nitriding, you are typically below the temperature where distortion could occur, I believe. So, you shouldn’t have to do post hardening processes.
Gary Sharp: Yes. That is one of the big advantages, for sure. We found that one of the reasons a lot of our customers transition out of one process into ours was because we eliminated some subsequent operations which they typically had to have and reduced their cost. Even though it wasn’t a direct cost in nitriding, it definitely affected that.
Challenges with Ion Nitriding (
Doug Glenn: What are some possible challenges with ion nitriding?
Gary Sharp: Loading a chamber and the part spacing you need, depending on what level of backing they’re going to run at, will determine how wide the plasma is. That, in turn, affects then how close you can put parts together or close to each other so that you still get treatment on both products or both pieces. And it does allow you to do mixed loads of different types of things, depending on the level of vacuum and how wide the plasma that you’re conducting surrounds that part.
This is a concern, and that’s why we review all those. Generally, we even run some test samples for the customer. We let them compare our metallurgy with theirs before they commit even further production loads.
We had a steering torsion bar we probably ran 10,000 pieces in a load. We masked the bottom portion of that because it got cross-drilled in the assembly and, of course, they didn’t want to have to drill through a hardened piece of material. Consequently, it worked out really well for us; and we did that for 15/20 years.
Special Consideration: Parts Cleaning (22:17)
Doug Glenn: I have heard that when you’re ion nitriding, part cleanliness is a critical part. Can you address that?
Parts cleaning Source: Advanced Heat Treat Corp.
Gary Sharp: Yes. Of course, we clean everything before it goes in the chamber. Typically, it has been either with an alkaline wash or vapor degrease to get rid of any contaminants off the surface. The early part of the cycle, when you turn the DC power supply on, you begin to sputter. So, any oxides and things like that on the surface get sputtered away before you actually ramp up and start the diffusion phase of the cycle.
Cleaning is important. If you have plating, that often blocks out. If you have dirty parts, that will prevent nitriding. Or, an even worse case, it will sputter off and onto other parts and then you contaminate those as well. Cleaning is an important part of the equation.
Doug Glenn: Are there any other common misperceptions about ion nitriding that you would like to address?
Gary Sharp: I don’t know any more. Back then, when we first started, that’s how we learned some of the things we did, of course. The spacing is important, the gaps are important so that you don’t hollow cathode. And, as you touched on a little bit ago, the cleanliness; if it’s really dirty and contaminated, you’re going to have a void in that area and it won’t nitride. Even a fingerprint could cause an issue.
Cleaning parts it’s getting more difficult, right now, with the push to restrict the use of vapor degreasing and things like that. We have to come up with other cleaning methods that are suitable and still meet the end-product requirements.
Wear and abrasion are big benefits. Treating parts at a low enough temperature that you don’t have distortion. You don’t have to set up and post heat treat machine. Those are all key benefits from the process itself.
It’s repeatable. Over and over, we do thousands and thousands of parts and loads at our different locations. It’s been quite successful for us.
Ion Nitriding and FNC (26:07)
Doug Glenn: Can you put ion nitriding (or nitriding, generally) in perspective with things like ferritic nitrocarburizing, maybe carbonitriding? Where does it fall on the scale? What are the differences between those processes?
Gary Sharp: Ion nitriding is most effective when you have Chromalloy, malatium, aluminum, and those types of elements in your product. Of course, with carburizing, that’s not a requirement. With carbonitriding, typically, it isn’t a requirement. Both of those processes are done at considerably higher temperatures which then gets you back into the questions: Is the part going to distort, do we have to post heat machine?
Doug Glenn: I have one last question for you about people who, potentially, could use your services, but I want to dive a little bit deeper into your company before we wrap up. You’ve got three locations, now, correct?
Gary Sharp: We have four.
Doug Glenn: Four locations? Where are they?
Gary Sharp: Three of them do ion nitriding and the nitriding process. Here, in Waterloo, we have the corporate headquarters where we have the largest ion nitriders. As a matter of fact, we are installing one right now that will do parts upwards of about 30 feet. We have Waterloo, Iowa, and we have the two facilities here in essence where we started. It was risky enough, leaving John Deere, without going somewhere else.
Here, in Waterloo, we have the corporate headquarters where we have the largest ion nitriders. As a matter of fact, we are installing one right now that will do parts upwards of about 30 feet.
Then we added Michigan. Dr. Ed Rolinski was our key “go-to” guy up in Michigan. He lived with me for a year and half. Meanwhile, we were building the facility in Michigan; so he could go back to it.
Then we started a plant in Cullman, Alabama. We’ve got the central Midwest pretty well covered with all types of applications. We’re starting to add some other types of treatments: the black oxide treatment® to kind of subsidize the ion nitriding, if you will.
Doug Glenn: Let me wrap up with this question: Let’s say there is a company out there, a manufacturer, who currently is doing some sort of a case hardening process. They’re thinking, “I wonder if I should look into nitriding/ion nitriding.” What would be your guidance for them? What questions should they be asking themselves?
Gary Sharp: Companies have to go through the some of the same steps we did early on — testing, making sure the parts/the treatment they select is repeatable, and it fits their end-use.
It’s rather expensive equipment. Some equipment is in excess of $600,000–$700,000 apiece. Depending on the size, they can get even more expensive than that.
We do make some of our equipment, now. We have in the past, particularly, when there were things that weren’t available.
If you’re looking to outsource ion nitriding, you’d start first with the material chemistry and see what materials are used. It has to fit the requirements of the end application, as well. That’s probably the biggest thing.
Then, if it’s got alloy in it and you figure out your case steps and your diffusion requirements, next you would do some development testing on parts and see how it worked in the application and go from there.
Doug Glenn: And it’s probably best just to ask an expert! At least call and check it out.
Is there any part (or maybe there is more than one) that if you have this part, you shouldn’t even consider ion nitriding — it’s just not going to work?
Gary Sharp: In ion nitriding, a key thing to be cautious of — assuming the material is compatible with the nitriding reaction — is wide holes, or holes we can’t conform the plasma tight enough to reach. In those cases, you’d have hollow cathode and then you’d have a melting issue or damage to the parts.
Parts that have to be nitrided all over can also be problematic. Oftentimes, in those cases, you would nitride for half cycles and then flip them because where it’s sitting is actually getting masked, where it’s sitting on the hearth plate or on your fixture plate or something similar. So, those are the kinds of applications that you have to give more thought to.
Doug Glenn: We appreciate your time, Gary. You folks have been around a long time, and your reputation is one for doing great work. I hope people will get in touch with you.
About the expert: Gary Sharp founded Advanced Heat Treat Corp., “AHT” for short, in 1981. The company initially went to market with its UltraGlow® ion nitriding & ion nitrocarburizing services, but since then, has expanded its offerings to also include gas nitriding, gas nitrocarburizing and UltraOx® as well as more traditional heat treatments such as carburizing, induction hardening, carbonitriding, through hardening and more.
For more information: Contact with Gary or learn more about Advanced Heat Treat Corp. at www.ahtcorp.com, or call 319-232-5221.
Independence Day is right around the corner, and Heat TreatToday wanted to share some red, white, and blue processes from across the heat treating industry. We're highlighting induction hardening, gas nitriding, and hydrogen generation. Curious? Get ready for Independence Day with this red, white, and blue Technical Tuesday.
Induction hardening in action Photo Credit: Contour Hardening
Induction hardening is a bit out of place in the heat treating world. There are no huge pieces of equipment, long wait times, or mysterious happenings behind furnace walls. But using those red hot coils for hardening can be a game-changer, because induction hardening offers selective hardening, increased part strength, and uninterrupted process flow.
"The induction coil is a copper conductor that is shaped in order to harden the specified area of the part. The current that flows through the coil is what produces the magnetic field, which in turn heats the part. Coils are typically part specific, since they need to be precisely constructed to heat a particular portion of the part."
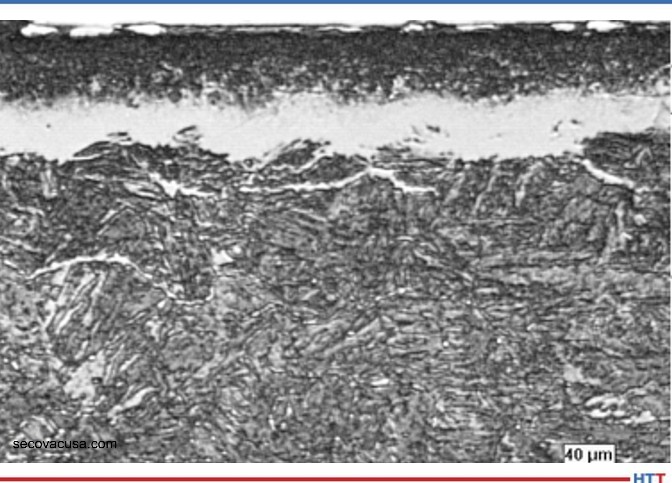
White layer from nitriding Photo Credit: SECO/VACUUM
Gas nitriding is a valuable case hardening process. In gas nitriding, a white layer made up of a nitrogen-rich compound is formed. This white layer is hard and wear-resistant, but is also very brittle.
"This compound layer depth is dependent on processing time. In the more traditional two-stage process, the case depth produces a gradient of hardness from surface to core that commonly ranges from 0.010-0.025”, with minimal white layer, typically between 0-0.0005”."
Water and electricity: that's all the materials that are needed to generate hydrogen on site. Water electrolyzers for hydrogen generation are compact, portable, and reliable, as well as being safer than storing gases. Could the future of heat treating — and perhaps the end of natural gas — be "blue"? Now, unless you live on the beach in the Bahamas, the water you're used to probably isn't blue, but you catch our drift.
"Electricity and water come into a plant in pipes and wires and are highly reliable. Additionally, there are no hydrogen storage tanks taking up a large amount of unusable space."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
There seems to be no limit to what heat treated titanium alloy products can do -- just listen to the name: "titans." However, its poor tribological performance means that a surface treatment is necessary in most applications.
This best of the web article shares a quick technical run-down of all you need to know about plasma/ion nitriding of titanium alloy products with guidelines and graphs to show you the way.
An excerpt:
At the moment, nitriding is the most common and rational diffusion treatment which can be used for all-over surface hardening of titanium products. Nitrided titanium has a gold/yellow color of the TiN nitride enhancing attractiveness of the treatment in many applications.
To create a durable and corrosion resistant barrel, guns in the 19th century were made with blackening, a process related to heat treat. This application also increased the general look, reduced light reflection, and increased wear resistance in general.
This best of the web will cover general blackening of ferrous metals and summarize key points about nitriding and nitrocarburizing with blackening.
An excerpt:
"There are three types of blackening in common use: Caustic Black Oxidizing, Room Temperature Blackening and Low-temperature Black Oxide."
Over the past year, we’ve seen numerous new technologies in the way of research, new partnerships, and conversations throughout the industry. So in honor of today being #NationalTechnologyDay, we’re sharing an original content article about just several of these new technologies that are changing the work of heat treaters across North America.
Research
Using HIP to Advance Oregon Manufacturing Innovation Center Programming– “‘Today’s globally competitive manufacturing industry demands rapid innovations in advanced manufacturing technologies to produce complex, high-performance products at low cost,’ observes Dr. Mostafa Saber, associate professor of Manufacturing & Mechanical Engineering Technology at Oregon Tech.”
College Students Implement a NEW Heat Treat Solution with Induction? – “‘We were in shock,’ Dennis admitted, ‘because we didn’t expect it to [work].’ The expectation, Dennis continued, was that something would go wrong, like the lid would not be able to clamp down, or the container would leak.”
The Age of Robotics with Penna Flame Industries – “The computerized robotic surface hardening systems have revolutionized the surface hardening industry. These advanced robots, coupled with programmable index tables, provide an automation system that helps decrease production time while maintaining the highest quality in precision surface hardening.”
Heat Treat Radio: Five experts (plus Doug Glenn) discuss hydrogen combustion in this episode. An easily digestible excerpt of the transcript circulated by Furnaces Internationalhere and is available to watch/listen/read in full for free here.
Heat Treat Radio: Get on-the-ground projections of what technologies Piotr Zawistowski believes will be bringing in the future. Watch/listen/read in full here
Heat Treat Radio: HIP. The Revolution of Manufacturing, that is, according to Cliff Orcutt. Watch/listen/read in full here
Heat Treat Radio: Will indentation plastometry find its way into North America? If you’ve been listening to James Dean, it seems like it already has. Watch/listen/read in full here
Heat Treat Radio: Fluxless inert atmosphere induction brazing. That’s a mouthful! But what is it? Watch/listen/read in full here
Welcome to another Technical Tuesday for 18 hard-hitting resources to use at your heat treat shop. These include quick tables, data sets, and videos/downloadable reports covering a range of heat treat topics from case hardening and thermocouples to HIPing and powder metallurgy.
Defining Terms: Tables and Lists
Table #3 Suggested Tests and Frequencies for a Polymer Quench Solution (in article here)
Case Hardening Process Equipment Considerations (bottom of the article here)
Two simulations of a moving billet through heating systems (in article here)
Fourier’s Law of Heat Conduction (in article here)
Webinar on Parts Washing (link to full webinar at the top of the review article here)
Materials 101 Series from Mega Mechatronics, Part 4, Heat Treatment/Hardening here
Heat Treat TV: Press-and-Sinter Powder Metallurgy here
BONUS: 39 Top Heat Treat Resources
Heat Treat Today is always on the hunt for cutting-edge heat treat technology, trends, and resources that will help our audience become better informed. To find the top resources being used in the industry, we asked your colleagues. Discover their go-to resources that help them to hone their skills in the 39 Top Heat Treat Resources on this page of the September print magazine.









 Source:
Source: