We’re celebrating getting to the “fringe” of the weekend with a Heat Treat Fringe Fridaycovering news about a metals company enhancing its processing line with an atomizer, increasing its capability to produce metal powders for the advanced manufacturing industries that it serves. Atomization, a process that forces molten metal into a controlled environment through a nozzle at high pressure, improves sustainability and efficiency in metals production for industries such as aerospace, medical and defense.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
A multinational metals company recently bolstered its processing line by adding an atomizer for the production of metal powders. The atomizer will be installed at one of the company’s U.S. production facilities and is capable of producing a wide variety of metal powders, optimized for both throughput and maintenance.
Retech, a division of SECO/WARWICK Group and a pioneer in advanced metallurgical equipment, has announced the procurement and the delivery and installation of the advanced manufacturing equipment to the metals manufacturer.
Earl Good Managing Director Retech
“We stuck with them,” said Earl Good, president and managing director at Retech. “We maintained the response times they needed, going above and beyond. This level of dedication was crucial in meeting their ambitious timeline, from RFQ to turnkey execution.”
The atomizer system is designed to be highly efficient, reducing operational costs and environmental impact. The system’s all-electric process ensures zero carbon emissions, aligning with sustainable production practices, and the inert gas recovery and recycling enhances resource efficiency and reduces waste. Maintenance features allow for rapid changeover between heats, minimizing downtime.
The press release is available in its original form here.
A major ship builder has acquired a vacuum furnace for the Additive Manufacturing Division at the company’s new Manufacturing Center of Excellence. The single chamber vacuum furnace will be used primarily for annealing powder metal 3D printed parts, with additional capabilities for on-demand tool hardening applications.
Piotr Zawistowski Managing Director SECO/VACUUM Source: SECO/VACUUM
The 3D printing shop and annealing furnace supplied by SECO/VACUUM will enable rapid fabrication of critical replacement parts faster than traditional manufacturing methods, allowing the manufacturer to get ships out of dock and back underway sooner. The Vector furnace is equipped with a 36 x 36 x 48 inch metal hot-zone, a high-vacuum diffusion pump, and a 6-Bar high-pressure argon and nitrogen gas quench.
“To get their 3D operation up and running quickly, we were able to pull off some clever production schedule juggling in order to accommodate their special request for an accelerated delivery schedule,” said Piotr Zawistowski, managing director of SECO/VACUUM.
This vacuum furnace provides a wide range of additional processes, including hardening, tempering, solution heat treating, brazing and sintering, and low-pressure carburizing. Vector produces clean, uniform, high-quality parts with repeatable accuracy and no oxidation.
The press release is available in its original form here.
NASA has selected Elementum 3D (a developer and supplier of metal additive manufacturing (AM) advanced materials, print parameters, and services) to be one of four companies that will produce and distribute GRX-810 material under a commercial co-exclusive license. This is a material that has undergone significant post-processing heat treat research.
The 3D printable high-temperature metal superalloy material has been noted as “breakthrough technology” and will be offered to original equipment manufacturers of airplanes and rockets as well as the entire supply chain.
NASA’s goal of the licensing agreement is to accelerate the adoption of GRX-810 to benefit U.S. technologies, industry, and space exploration. The 3D printer supplier notes that engineers are eager to print with a material capable of creating lighter and thinner engine parts, reducing fuel burn, lowering operating costs, increasing durability, and lowering the tolerance for failure for critical applications.
GRX-810 is an oxide dispersion strengthened (ODS) alloy that can endure higher temperatures and stress. Its strength is derived from the dispersion of tiny particles containing oxygen atoms. The breakthrough superalloy was specifically developed for the extreme temperatures and harsh conditions of aerospace applications, including liquid rocket engine injectors, combustors, turbines, and hot-section components, capable of enduring temperatures up to 1,100°C. Compared to other alloys, GRX-810 can endure higher temperatures and stress up to 2,500 times longer. It’s also 3.5 times better at flexing before breaking and twice as resistant to oxidation damage.
Jeremy Iten
Chief Technology Officer
Elementum 3D
Source: LinkedIn
Over the past nine years, Elementum 3D has gained extensive knowledge and experience in developing, commercializing, and distributing “impossible-to-print” dispersion-strengthened materials similar to GRX-810.
“We are excited to be working with Tim Smith and NASA to bring this exceptional new alloy to the commercial market,” said Jeremy Iten, chief technology officer at Elementum 3D.
NASA’s investment in developing GRX-810 demonstrates its dedication to advancing additive manufacturing. Elementum 3D and the other co-exclusive licensees now assume the responsibility of investing the time and resources to supply the industry with a stronger, more durable superalloy.
IperionX Limited and Vegas Fastener Manufacturing, LLC (Vegas Fastener) have agreed to partner to develop and manufacture titanium alloy fasteners and precision components with IperionX’s advanced titanium products.
The commercial focus of this partnership is on developing and manufacturing titanium alloy fasteners and precision components for the U.S. Army Ground Vehicle Systems Center (GVSC), which is the United States Armed Forces’ research and development facility for advanced technology in ground systems. GSVC’s research and development includes robotics, autonomy, survivability, power, mobility, intelligent systems, maneuver support and sustainment.
Additionally, the partners will design, engineer and produce titanium fasteners for critical sectors such as the aerospace, naval, oil & gas, power generation, pulp & paper and chemical sectors. These sectors demand fasteners that provide not only high strength-to-weight ratios but also exceptional corrosion resistance for high-performance applications.
Vegas Fastener, headquartered in Las Vegas, Nevada, is a global leader in the development and manufacturing of high-performance fasteners and custom machined components. Together with its allied company, PowerGen Components, Vegas Fastener serves a diverse array of customers in the defense, marine, power generation, oil & gas, nuclear, chemical, and water infrastructure sectors. Vegas Fastener develops and manufactures precision high-performance fasteners using specialized alloys to meet demanding quality specifications.
IperionX’s leading titanium technology portfolio includes high-performance near-net shape titanium products, semi-finished titanium products, spherical titanium powder for additive manufacturing and metal injection molding, and angular titanium powder for a wide range of advanced manufacturing applications. These innovative patented technologies allow for sustainability and process energy efficiencies over the traditional Kroll titanium production process.
Image above: High-performance fasteners manufactured by Vegas Fastener
This press release is available in its original form here.
A hot isostatic press will add a new capability to the research infrastructure already in place at the Sydney Manufacturing Hub (SMH), the advanced manufacturing research facility at the University of Sydney, Australia.
Hot isostatic pressing (HIP) has become a critically important technology for the densification of unconventional microstructures associated with additive manufacturing (AM) across a broad spectrum of industries. It has proven of particular value in developing high-performance materials and building advanced metallic structures for mission-critical applications, for example within the aerospace, hypersonics, defense, biomedicine, energy, mining & minerals, and oil & gas sectors.
According to Professor Simon Ringer, Pro-Vice-Chancellor (Research Infrastructure) at University of Sydney, the SMH (as a research facility) is focused on offering the broadest possible range of advanced manufacturing capabilities, aiming to support the entire AM workflow from design right through to final part conformity in one facility.
“This [Quintus Technologies] hot isostatic press delivers enormous uplift in our university’s contribution to the national advanced manufacturing capability,” states Prof. Ringer. “It aligns critically with our own initiatives such as at the Sydney Biomedical Accelerator and our Net Zero Initiative. Moreover, this is a nationally significant capability that will allow our researchers to partner with industry to blaze new trails in manufacturing-related R&D.”
The Quintus Hot Isostatic Press going to the Sydney Manufacturing Hub is equipped with URQ® and URC® technology. Source: Quintus Technologies
The SMH selected the press model QIH 15L M URQ® + URC®, equipped with several proprietary features that streamline the HIP process and produce finished 3D printed parts with maximized theoretical density, ductility, and fatigue resistance. Uniform Rapid Quenching® (URQ) delivers an impressive cooling rate of 103K/minute while minimizing thermal distortion and nonuniform grain growth. HPHT™ (High Pressure Heat Treatment) combines stress-relief annealing, HIP, high-temperature solution-annealing (SA), high pressure gas quenching (HPGQ), and subsequent aging or precipitation hardening (PH) in one integrated furnace cycle.
Quintus’s strong focus on materials science and materials processing research, exemplified by the URQ functionality, was of special interest to the Sydney hub, Prof. Ringer relates. He also cites the intrinsic safety of the vessel and yoke design, along with the rapid cycle time for processing AM parts, as major benefits for the facility, which is geared to enable concept-to-production demonstration capabilities.
“Our new HIP capability will address a significant gap in the AM community in the Australian region and further offer the potential for SMEs (small and medium enterprises) and start-up companies to access this critical process,” Prof. Ringer adds.
SMH’s broad user base extends from its own researchers to those from other local universities and research organizations to private industry and collaborations with international institutions.
Jan Söderström CEO Quintus Technologies
“As the industry leader in advanced hot isostatic pressing technology for over 70 years, we have noted exceptional interest in new manufacturing approaches that improve quality, lower cost, and reduce environmental impacts,” says Jan Söderström, CEO of Quintus Technologies. “We are excited to work with the talented researchers at the Sydney Manufacturing Hub to deepen their expertise and refine processes for pressure-supported heat treatment, laying the foundation to advance both productivity and sustainability for operations in Australia and its neighbors.”
The hot zone of the model QIH 15L M URC® measures 7.32 inches (186 mm) in diameter and 19.7 inches (500 mm) high. The press operates at a maximum pressure of 207 MPa (30,000 psi) and a maximum temperature of 2,552°F (1,400°C). It will be installed in the Hub’s purpose-built facility on the University of Sydney’s Darlington campus in January 2025.
This press release is available in its original form here.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
HAMR titanium furnace for Virginia facility (Source: IperionX)
IperionX announced their HAMR (Hydrogen Assisted Metallothermic Reduction) furnace has completed its final mechanical assembly and passed factory acceptance tests. The furnace will be delivered to the company’s Virginia Titanium Production Facility as a foundational asset to the low-cost titanium supply chain.
The HAMR furnace is a large-scale titanium furnace with IperionX-patented technologies. HAMR is a powder metallurgy process technology that allows for the production of titanium powders.
Installation is expected during 2024’s second quarter, with production of titanium beginning mid-2024. To ramp up low-cost titanium production, IperionX has received $2.4 million from the DoD as part of a $12.7 million grant fund.
To learn more about IperionX’s Viriginia Titanium Production Facility, visit this link.
This press release is available in its original form here.
Sometimes our editors find items that are not exactly “heat treat” but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
To celebrate getting to the “fringe” of the weekend, Heat Treat Today presents today’s Heat Treat Fringe Friday: an exciting development in metal 3D printing that one might even say is "out of this world."
Rob Postema Technical Officer ESA
Metal 3D printing will soon take place in orbit for the first time. A pioneering European-made metal 3D printer is on its way to the International Space Station on the Cygnus NG-20 resupply mission which launched January 30, 2024.
“This new 3D printer printing metal parts represents a world first, at a time of growing interest in in-space manufacturing,” explains ESA technical officer Rob Postema. “Polymer-based 3D printers have already been launched to, and used aboard the ISS, using plastic material that is heated at the printer’s head, then deposited to build up the desired object, one layer at a time.
“Metal 3D printing represents a greater technical challenge, involving much higher temperatures and metal being melted using a laser. With this, the safety of the crew and the Station itself have to be ensured – while maintenance possibilities are also very limited. If successful though, the strength, conductivity and rigidity of metal would take the potential of in-space 3D printing to new heights.”
Once arrived at the International Space Station, ESA astronaut Andreas Mogensen will prepare and install the approximately 180 kg Metal 3D printer in the European Draw Rack Mark II in ESA’s Columbus module. After installation, the printer will be controlled and monitored from Earth, so the printing can take place without Andreas’s oversight.
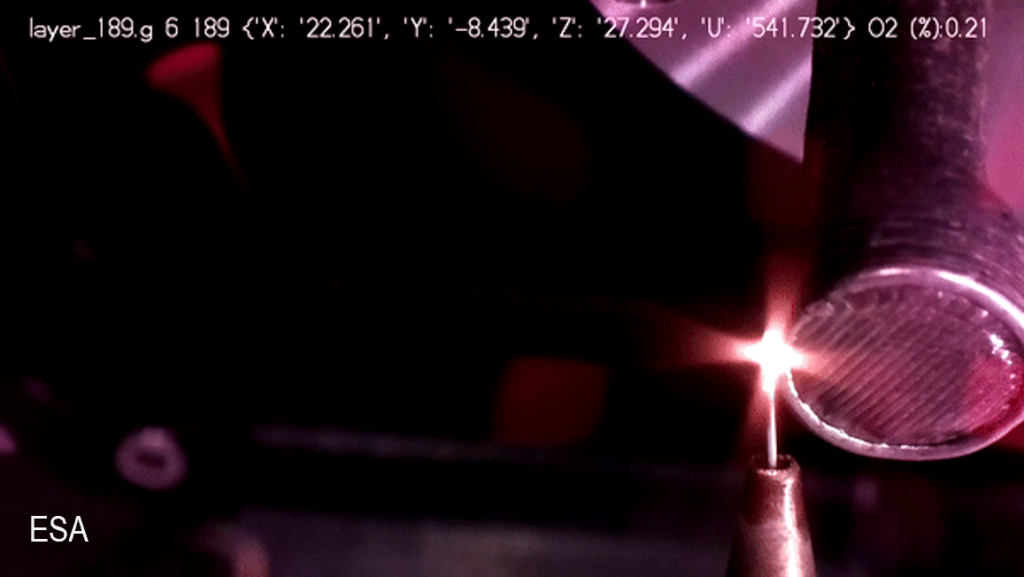
Metal 3D printer in operation on Earth
Source: ESA
The Metal 3D Printer technology demonstrator has been developed by an industrial team led by Airbus Defence and Space SAS – also co-funding the project – under contract to ESA’s Directorate of Human and Robotic Exploration.
“This in-orbit demonstration is the result of close collaboration between ESA and Airbus' small, dynamic team of engineers,” comments Patrick Crescence, project manager at Airbus. “But this is not just a step into the future; it's a leap for innovation in space exploration. It paves the way for manufacturing more complex metallic structures in space. That is a key asset for securing exploration of Moon and Mars.”
The printer will be printing using a type of stainless-steel commonly used in medical implants and water treatment due to its good resistance to corrosion.
The stainless-steel wire is fed into the printing area, which is heated by a high-power laser, about a million times time more powerful than your average laser pointer. As the wire dips into the melt pool, the end of the wire melts and metal is then added to the print.
ESA materials engineer Advenit Makaya from the ESA’s Directorate of Technology, Engineering and Quality, provided technical support to the project: “The melt pool of the print process is very small, in the order of a millimetre across, so that the liquid metal’s surface tension holds it securely in place in weightlessness. Even so, the melting point of stainless steel is about 1400 °C so the printer operates within a fully sealed box, preventing excess heat or fumes from reaching the crew of the Space Station. And before the print process begins the printer’s internal oxygen atmosphere has to be vented to space, replaced by nitrogen – the hot stainless steel would oxidise if it became exposed to the oxygen.”
Four interesting shapes have been chosen to test the performance of the Metal 3D printer. These first objects will be compared to the same shapes printed on ground, called reference prints, to see how the space environment affects the printing process. The four prints are all smaller than a soda can in size, weigh less than 250 g per print, and takes about two to four weeks to print. The scheduled print time is limited to four hours daily, due to noise regulations on the Space Station – the printer’s fans and motor of the printer are relatively noisy.
Once a shape has been printed, Andreas will remove it from the printer and pack it for safe travels back to Earth for processing and analysis, to understand the differences in printing quality and performance in space, as opposed to Earth.
Metal 3D printer test print
Source: ESA
One reference and 0xg print, which is a part of a dedicated tool, will go to the European Astronaut Centre (EAC) in Cologne, Germany. Another two will be headed to the technical heart of ESA, the European Space Research and Technology Centre (ESTEC), where a team at the Materials and Electrical Components Laboratory awaits the samples for macro and micro analysis of the printed parts. The final print will go to the Technical University of Denmark (DTU), who proposed its shape, and will investigate its thermal properties in support of e.g. future antenna alignment.
“As a technology demonstration project, our aim is to prove the potential of metal 3D printing in space,” adds Rob. “We’ve already learned a lot getting to this point and hope to learn a lot more, on the way to making in-space manufacturing and assembly a practical proposition.”
One of ESA’s goals for future development is to create a circular space economy and recycle materials in orbit to allow for a better use of resources. One way would be to repurpose bits from old satellites into new tools or structures. The 3D printer would eliminate the need to send a tool up with a rocket and allow the astronauts to print the needed parts in orbit.
Tommaso Ghidini, head of the mechanical department at ESA, notes: “Metal 3D in space printing is a promising capability to support future exploration activities, but also beyond, to contribute to more sustainable space activities, through in-situ manufacturing, repair and perhaps recycling of space structures, for a wide range of applications. This includes in-orbit large infrastructure manufacturing and assembly as well as planetary long-term human settlement. These aspects are key focuses in ESA's upcoming technology cross-cutting initiatives.”
Thomas Rohr, overseeing ESA's Materials and Processes Section, adds: “This technology demonstration, showcasing the processing of metallic materials in microgravity, paves the way for future endeavours to manufacture infrastructure beyond the confines of Earth.”
This press release from The European Space Agency can be found in its original form here.
Skuld LLC announced that they had purchased the site belonging to the former Champion Foundry in Piqua, Ohio, a gray and iron foundry that had closed in March 2017. The company will continue to be focused on innovation in the metals industry, serving their clients through a number of innovations related to novel materials and manufacturing technologies.
The four buildings with nearly 32,000 square feet of space are being refurbished to be capable of casting a wide range of ferrous metals (gray, ductile iron, steels) and nonferrous metals (aluminum, brass, bronze, copper, nickel alloys). The plant will initially have 3,000 tons of capacity but plans are in place to expand to ten times that capacity in the next few years.
Skuld will be installing machining, foam blowing, a printer farm, and heat treating, adding to their current 5 small heat treat furnaces and adding to their operations, which primarily consist of lost foam casting. The new installations will aid the company as they serve the defense, tooling, and heavy equipment industries. They are also beginning to target production of heat treat fixtures and baskets.
Sarah Jordan, CEO, Skuld LLC
Production at the new site is scheduled to begin in April 2024. Sarah Jordan, CEO of Skuld LLC, commented, "Skuld is looking forward to getting our induction melting furnaces installed so that we can produce higher temperature iron, steel, and nickel alloy castings." She continued, "many [heat treaters] have custom furnace components and fixtures that require high temperature metals. These parts can have extremely long lead times, sometimes over a year, which is a problem if they are stocked out." By using their new tooling free processes, Jordan says that they can help clients drive lead times down to less than a month, if not a day for emergency spares.
Skuld is a company founded by two metallurgical engineers, Mark DeBruin and Sarah Jordan, with ties to the heat treat industry. DeBruin is the former CTO of Thermal Process Holdings. Jordan formerly worked in heat treating at Timken and Commercial Metals and was a staff engineer for Nadcap heat treat.
The full press release from Skuld LLC is available upon request.
Bringing forward plans by two years, Wallwork Group have signed for a second hot isostatic press. Following hot on the heels of opening their £10 million Wallwork HIP Centre, Wallwork Group is installing this HIP to meet and serve increasing demand from various manufacturers.
David Loughlin Business Manager Wallwork HIP Centre
This second HIP from Quintus Technologies, a high pressure manufacturer with North American locations, has been contracted following Quintus completing the commissioning of the first HIP in the third quarter of 2023.
“We expected strong demand from UK castings, 3D printing, powder fabrication, and near-net-shape manufacturers. Especially, as the UK is currently under-served with hot isostatic pressing capacity,” says Wallwork HIP Centre, business manager, David Loughlin.
Adds Simeon Collins, group director of Wallwork, “Demand from customers for processing components in our first hot isostatic press has been astonishing. It is prudent to bring forward planned investment for the next HIP, knowing it will take most of 2024 to build and install. We hope to have it up and running by early 2025. Deciding to prepare pits for expansion during the first installation has proved right.”
The second HIP will be identical to the first, operating at pressures from 40 to 207 MPa (5,800 to 30,000 psi) and temperatures up to 2282°F (1250°C). It will also have the latest rapid cooling technology, as well as the capability to offer increased cycle pressures at elevated temperatures, complements engineering advances in metal 3D printing and more.
This press release from Wallwork Group can be found in its original form here.
Metal 3D additive manufacturing has grown dramatically in the last five years. Nearly every metal printed part needs to be heat treated, but this presents some challenges. This article will address some of the challenges that a heat treater faces when working with these parts.
This Technical Tuesday article, written by Mark DeBruin, metallurgical engineer and CTO of Skuld LLC, was originally published in December 2023’sMedical and Energy magazine.
Mark DeBruin Metallurgical Engineer and CTO Skuld LLC
In my experience, on average, about 10% of all 3D metal printed parts break during heat treatment; this number varies depending on the printer and the unique facility. While materials can be printed with wire or even metal foils, I’m going to mainly focus on the approximately 85% of all metal 3D printed parts that are made from metal powder and either welded or sintered together.
Most metal printed parts normally have heat added to them after printing. In addition to the heat of the printing process and wire electrical discharge machining (EDM) process to separate the part from the build plate, heat may be added up to five times. These steps are:
Burnout and sintering (for some processes such as binder jet and bound powder extrusion)
Stress relieving
Hot isostatic pressing (HIP)
Austenitizing (and quenching)
Tempering
3D printing can create a non-uniform microstructure, but it will also give properties the client does not normally desire. Heat treating makes the microstructure more uniform and can improve the properties. Please note that heat treating 3D printed parts will never cause the microstructure to match a heat treated wrought or cast microstructure. The microstructure after heat treating depends on the starting point, which is fundamentally different.
If the part is not properly sintered, there is a high chance it will break during heat treatment. It may also exhaust gases, which can damage the heat treat furnace. The off gases will recondense on the furnace walls causing the furnace to malfunction and to need repair. This can potentially cost hundreds of thousands of dollars.
During powder 3D printing, there is a wide variety of defects that can occur. These include oxide inclusions, voids, unbonded powder, or even cracks that occur due to the high stresses during printing. Even if there are not actual defects, the printing process tends to leave a highly stressed structure. All of these factors contribute to causing a print to break as the inconsistent material may have erratic properties.
In a vacuum furnace, voids can be internal and have entrapped gas. Under a vacuum, these can break. Even if something was HIP processed, the pores can open up and break. Even if they do not break and heat is applied, the metal will heat at different rates due to the entrapped gas.
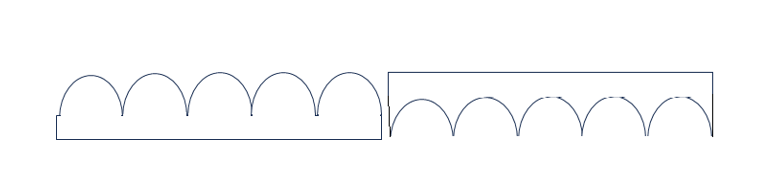
Figure 1. Macroscopic view of a 3D printed surface (left) compared to machined surface (right) (Source: Skuld LLC)
There are also issues during quenching due to the differences in the surface finish. In machining, the surface is removed so there are not stress concentrators. In 3D printing, there are sharp, internal crevices that can be inherent to the process that act as natural stress risers (see Figure 1). These can also cause cracking.
When 3D printed parts break, they may just crack. This can result in oil leaking into the parts, leading to problems in subsequent steps.
Figure 2. Example wire mesh basket (Source: Skuld LLC)
However, some parts will violently shatter. This can happen when pulling a vacuum, during ramping, or during quenching. This can also cause massive damage to the furnace or heating elements. It can potentially also injure heat treat operators.
A lot of heat treaters protect their equipment by putting the parts into a wire mesh backet (Figure 2). This protects the equipment if a piece breaks apart in the furnace, and if a piece breaks in the oil, it can be found.
Print defects in metal 3D printed parts can be a challenge to a heat treater. Clients often place blame on the heat treater when parts are damaged, even though cracking or shattering is due to problems already present in the materials as they had arrived at the heat treater. As a final piece of advice, heat treaters should use contract terms that limit their risks in these situations as well as to proactively protect their equipment and personnel.
About The Author
Mark DeBruin is a metallurgical engineer currently working as the chief technical officer at Skuld LLC. Mark has started five foundries and has worked at numerous heat treat locations in multiple countries, including being the prior CTO of Thermal Process Holdings, plant manager at Delta H Technologies, and general manager at SST Foundry Vietnam.