Tempering Steel Under a Nitrogen Atmosphere
For gun barrels, tempering is essential to bring steel to the necessary hardness. But what equipment is needed, and how is this done under a nitrogen cover gas? Explore how low-oxygen temper furnaces — often electrically heated — accomplish this feat.
This article by Mike Grande was originally published in Heat Treat Today’s May 2024 Sustainable Heat Treat Technologies 2024 print edition.

Steel tempering is a heat treatment process that involves heating the steel to a specific temperature and holding it at temperature for a specific time to improve its mechanical properties. Tempering is most commonly performed on steel that has been hardened by quenching. Quenched steel is too brittle for most uses, and so it must be tempered to bring the hardness down to the desired level, giving the steel the desired balance between strength, toughness, and ductility.
Steel is tempered in an oven (often referred to as a “temper furnace”) at temperatures of roughly 350°F to 1300°F, with the exact temperature dependent on the alloy and the desired hardness and toughness. This heating process creates a layer of oxide scale on the surface of the tempered steel, which is unsightly, can weaken it, and can lead to failure or damage. Further, the scale can directly interfere with the intended use of the steel parts. Although in many applications this surface oxidation is not a detriment (it may be removed in a subsequent operation for example), it is not acceptable for certain steel parts.
In order to prevent surface oxidation during tempering, the oxygen can be removed from the oven using nitrogen injected into the heating chamber. More specifically, the nitrogen acts as a protective “cover gas” by displacing the oxygen, reducing the percentage of oxygen in the heating chamber. Essentially, the nitrogen dilutes the oxygen in the oven until it is brought down to a low concentration, such that very little oxidation can occur, preserving the surface quality of the tempered steel.
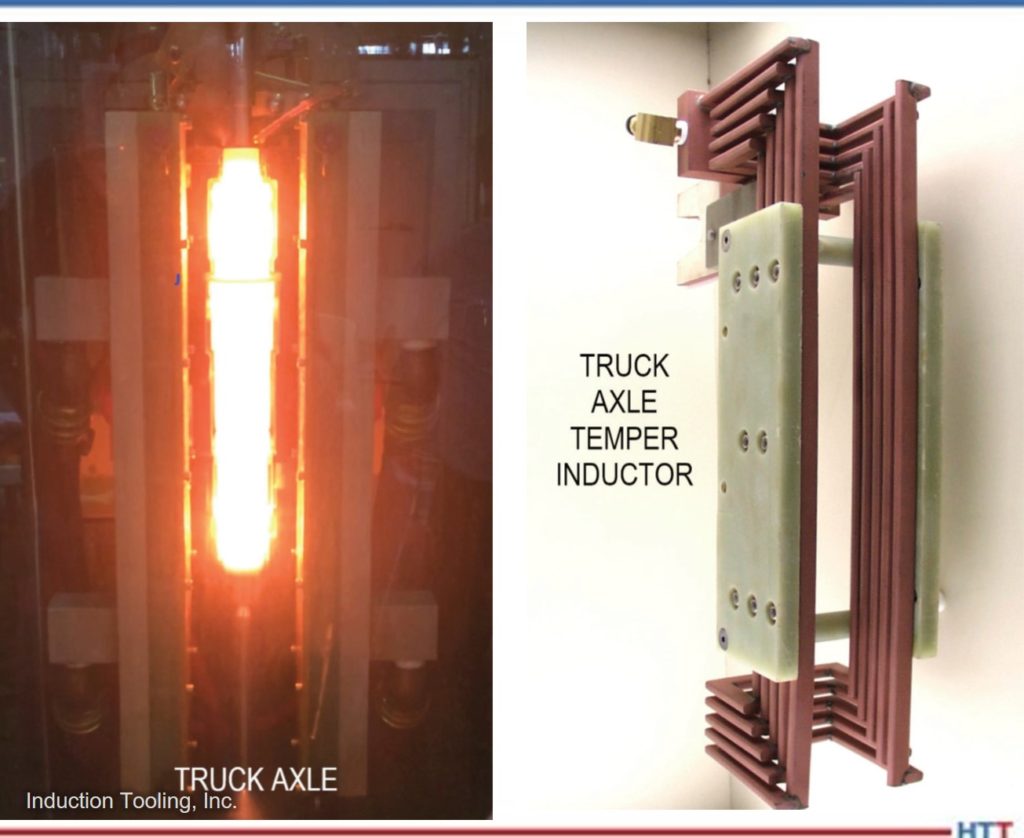
Gun barrels, for example, are tempered to remove the residual stresses from rifling and other prior processes and bring the steel down to the required hardness.
The tempering process involves heating the barrel to a specific temperature in a nitrogen atmosphere which is very low in oxygen. This helps prevent oxidation and other unacceptable surface contamination that would weaken the steel and make it unsuitable for the rigors of shooting. The internal barrel pressure during the firing of an AR15 rifle, for example, can reach 60,000 PSIG, which generates the 2,200 pounds of force required to produce the typical 3,000 feet per second (2,000 miles per hour) muzzle velocity. Considering these operating conditions and the temperature cycling experienced by the barrels, the tempering process must be performed precisely, and it must be very repeatable. This requires a carefully designed furnace engineered specifically for low-oxygen tempering under a nitrogen cover gas.
Design of the Low-Oxygen Temper Furnace
The key features of a properly designed temper furnace are a tightly sealed shell, a robust heating and recirculation system, a nitrogen delivery and control system, and an atmosphere-controlled cooling arrangement.
The shell of the controlled-atmosphere temper furnace must be tightly sealed so that the factory air, which contains oxygen, is prohibited from mixing with the heated environment inside the furnace. Air contains about 21% oxygen, and if it gets into the interior of the furnace during heating, this oxygen will quickly cause oxidation of the steel. This requires the heating chamber itself to be designed and manufactured with tight tolerances to prevent uncontrolled entrainment of air into the furnace and leaking of the nitrogen cover gas out of the furnace.
Low-oxygen temper furnaces are most commonly electrically heated, and the wall penetrations for the heaters are designed with special seals to preserve the low-oxygen furnace atmosphere. The same is true for the penetrations to accommodate the thermocouples and other sensors, the cooling system, and the door. Special attention must be given to the door opening, and the door itself. As the interface between the hot furnace interior and the room temperature factory environment, it is especially prone to warping, which will allow leaks. There are different technologies used to combat this, including double door seals, water cooled seals, and clamps to squeeze the door against the furnace opening.

As with a conventional non-atmosphere temper furnace, the heating and recirculation system must be designed with a high recirculation rate and a sufficiently robust heating system to aggressively and evenly transfer the heat to the load of steel. The furnace manufacturer will do calculations to ensure the heaters are sufficiently sized to heat the loaded oven within the desired time, and this is an important part of the technical specification
for anyone purchasing a temper furnace. Otherwise, the equipment may not be able to maintain the required production rate.
One of the most critical parts of the atmosphere temper furnace is the nitrogen control system. The idea is to inject sufficient nitrogen into the heating chamber to maintain the reduced oxygen level, and no more than that. Th e most effective design uses a sensor to continuously measure the oxygen level in the furnace, and a closed-loop control system to regulate the flow of nitrogen into it. It is important the nitrogen is high purity (that it contains a sufficiently low oxygen level), and that it is sufficiently dry, as moisture in the heating chamber can greatly increase the likelihood of oxidation.
The process starts by purging the furnace with nitrogen to establish the required low-oxygen environment. Sufficient nitrogen is introduced to the furnace to bring the oxygen level down to the percentage required to heat the parts without undo oxidation. Each time a quantity of nitrogen equal to the interior furnace volume is injected into it, it is considered one “air change.” The number of air changes employed is determined by the desired oxygen concentration in the furnace, with five air changes being a common rule of thumb.

Purging is complete when sufficient nitrogen has been injected into the furnace to reduce the oxygen purity to the desired level. The nitrogen flow is then reduced to the minimum required to replace any nitrogen leaking out of the furnace. Some furnace designs simply flood the furnace with a high volume of nitrogen in an uncontrolled manner. Although effective at reducing the oxygen concentration, these systems can waste a profuse amount of nitrogen since it is used at an unregulated rate. A nitrogen control system, therefore, is advisable.
After the load is heated up and soaked at temperature for the required time, the furnace must be cooled down. In an ordinary non-nitrogen furnace, the door is simply opened, or a damper system is actuated, allowing cool factory air into the furnace, while exhausting the heated air. A nitrogen atmosphere temper furnace, however, must remain tightly sealed with the door closed, until the temperature is reduced to below the oxidation temperature, commonly 300°F to 400°F, aft er which the door can be opened. Since the equipment utilizes a well-insulated, tightly sealed design, it would take many hours, or even days, to cool sufficiently without a forced cooling system. For this reason, nitrogen temper furnaces must employ a sealed cooling system that cools the furnace without introducing factory air. This is done with a heat exchanger used to separate the reduced-oxygen furnace atmosphere from the cooling media, which is air or water.

The most effective style of cooling system uses cooling water passing through one side of the heat exchanger and the furnace atmosphere passing through the other. The heat exchanger is mounted to the rear exterior of the furnace, and the furnace atmosphere is conveyed through the exchanger, with dampers included to start and stop the atmosphere flow, thereby starting and stopping the cooling action. There are also systems available that pass cooling air through the exchanger, rather than water. Although less expensive, they provide a much slower cooling rate, which greatly increases the cooling time and reduces the production rate of the equipment, as fewer loads can be processed on an annual basis.
Nitrogen Tempering for Materials Other Than Steel
Some metals other than steel are heat processed in a low-oxygen nitrogen environment, while others do not benefit from this process.
Pure copper can be processed under a nitrogen cover gas to reduce oxidation during heating. If the oxygen concentration is not low enough, spotting of the material can occur, where black, sooty spots appear on the surface. Copper is much less sensitive than steel to moisture in the heating chamber. Copper alloys, such as brass or bronze, are not suitable for processing in a nitrogen atmosphere due to a phenomenon known as dezincification, which removes zinc from the alloy, weakening the material and turning it a yellow color. Titanium is not processed with nitrogen, as “nitrogen pickup” (a nitrogen contamination of the titanium) will occur. Aluminum can be processed under a low-oxygen nitrogen atmosphere to some benefit, which slows down the growth of surface oxidation during heating, but not to the degree experienced with steel.
About the Author

Mike Grande has a 30+ year background in the heat processing industry, including ovens, furnaces, and infrared equipment. He has a BS in mechanical engineering from University of Wisconsin-Milwaukee and received his certification as an Energy Manager (CEM) from the Association of Energy Engineers in 2009. Mike is the vice president of Sales at Wisconsin Oven Corporation.
For more information: Contact sales@wisoven.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Tempering Steel Under a Nitrogen Atmosphere Read More »













 Rapid Air Tempering
Rapid Air Tempering