The emails below from Dr. George Totten and Dr. Nik Kobasko below announce the passing of Dr. Hans Tensi. These emails also declare why scientists such as Dr. Tensi, Dr. Totten, and Dr. Kobasko are the founders [and] fathers of modern heat treating metallurgy – what I call the 3rd Generation of Heat Treating. Dr. Kobasko, nd his Ukrainian and Russian associates worked with scientists such as Dr. Totten [and] Dr. Tensi as well as many other heat treating metallurgists and part makers from the USA, Germany and [other] European countries before the fall of the Soviet Union’s Iron Curtain. They all tried to understand the many mechanisms at work in heat treating and especially quenching distortion.
Dr. George Totten and Dr. Kobasko worked with the late Dr. Hans Tensi to try to quantify the modern quench cooling processes using various quenchants and agitation rates; their early work to characterize the many polymer, water-salts and oil quenchants is still in use today. Dr. Tensi was the creator of the Tensi Quench Probe, a probe used for gathering thermocouple data for quench cooling curves for characterizing various quenchants in the lab for constructing better quench cooling curves. The Tensi probe helped to identify and to quantify the three phases of quench cooling – “film” boiling, “nucleate” boiling and “no boiling” – uniform convection cooling and the relationship of agitation rates to part distortion caused by non-uniform quench cooling.
Early 20th-century heat treaters like my father, Prosper Powell, and Dr. Kobasko, Dr. Tensi and Dr. Totten developed heat treating methods from a First Generation of “Blacksmithing Arts” (with a bucket of quench water and horse urine salts at a forge) to 2nd Generation Heat Treating Sciences with modern quench oils and polymer/water quenchants. 2nd Generation heat treaters also introduced thermocouple temperature controls and oxygen probe atmosphere controls as well as traditional forms of “uniform” controlled quenching with various liquid quenchants, molten salts (Martemper and Austemper) and high pressure gas quenching; all to avoid “The faster the quench rate, the more likely you will blow up the part!”
This generation of heat treaters all began a process of trying to measure, quantify and ultimately to control “uniformity and intensity” of both heating and quenching during heat treating. Their 2nd Generation Heat Treating methods and equipment led to a full understand of the relationships between both the “Left Side” and the “Right Side” of Dr. Kobasko’s “Quench Cooling Rate versus Probability of Part Cracking” – the Bell-Shaped Curve that Dr. Kobasko and his IQ Technologies’ colleagues, Dr. Michael Aronov and I, introduced to the USA at Akron Steel Treating Company in 1999 with the first IQ-2 batch quenching unit. (Unfortunately, we still do not have a reliable, in situ quench uniformity probe or a way to capture a part’s “quench cooling signature” in real time. . . but IHTS Consultants are working on it!)
Our last Generation of 2nd Heat Treaters also paved the way for a 3rd Generation of heat treat process modeling; we created the fundamentals of FEA and CFD modeling for both a heat treating process and equipment design that is linked to heating and cooling on a “Grainular” level of part metallurgy. 3rd Generation Heat Treating is what Integrated Heat Treating Solutions’ Consultants, and our many other Teaming Partners, are trying to bring to everyday heat treating practice for Industry 4.0. Joe Powell, Akron Steel Treating. Photo credit: ASM International
We are sorry to see the passing of Dr. Tensi, but will always remember the groundbreaking work that he and his colleagues did in the last century for heat treating in the 21st Century.
In last Friday’s New Chatter, we did not give credit where credit was due. Three of the items we reported on were first published by Gordon Montgomery on “The Monty” –www.themonty.com. We did not give credit to Mr. Montgomery for being the source of the story. We have personally apologized to Mr. Montgomery and have sought his forgiveness. Credit should be given where credit is due and we didn’t do it! We also believe that when we make a mistake we should admit it quickly and set the record straight. The three stories for which we did not give proper credit were the stories from:
Dependable Metal Treating
Mr. Remus Bica at IVAC Group, and
Kentucky Heat Treating
We’ve corrected our mistake and all three stories can be seen online, with proper attribution, by clicking here. Finally, our sincere thanks to one of our readers for pointing this error out to us.
The Southeast U.S. facility of a heat treat supplier for the aerospace industry has received Nadcap approval for vacuum furnace brazing.
The Nadcap accreditation is the second in two years for the Greenville, SC, location of Solar Atmospheres’ operations; the facility received its first Nadcap approval in September 2016 to include low-pressure vacuum carburizing.
“Earning this Nadcap accreditation for vacuum furnace brazing reaffirms our commitment to providing our customers with quality services that meet the increasingly stringent requirements of the aerospace industry,” said Jon Collier, Quality Manager at Solar Atmospheres in Greenville, SC.
EDM is a tried and accepted, economical method of machining many different tool steels. This method of EDM machining can produce very intricate shapes can be machined to very accurate sizes.
However there are problems which can (and do) occur that are associated with the EDM process in relation to the final heat treatment of the die or tool.
It is most important for both the toolmaker and the heat treater to have an understanding of the resulting metallurgy and surface layer construction in relation to the final heat treatment.
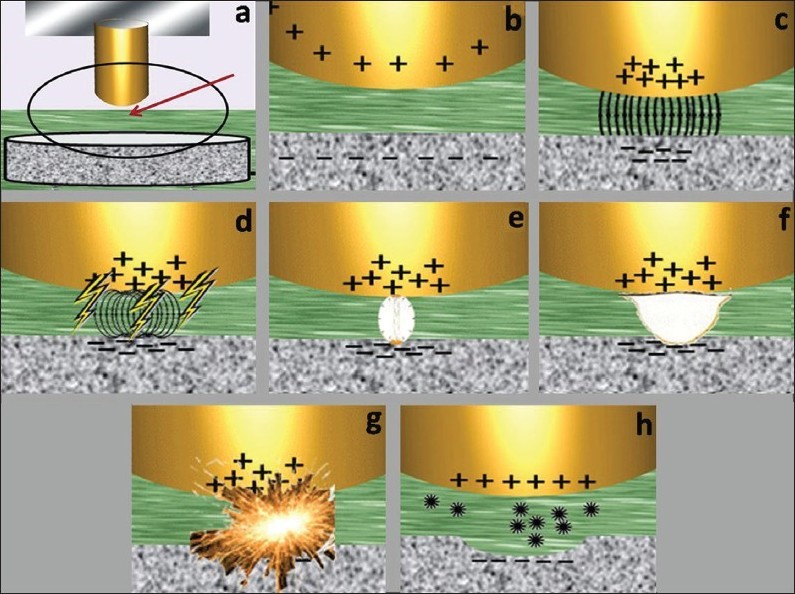
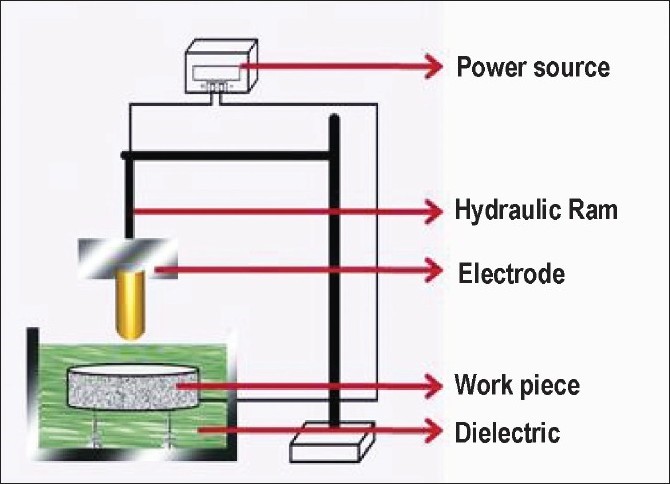
Below is shown a schematic of both system principle and the resulting operation of the EDM process.
Figure 1. Schematic of the principle of the EDM procedure. (Courtesy of KMCT College, India)
Figure 2: Schematic of the principle of EDM operation. (Courtesy JD Online, KMCT College India)
The final EDM layer is generally seen (microscopically) as follows;
The surface layer which is also known as The Recast Layer. This layer is at the immediate surface and is generally very hard and brittle. (Remember it has seen a very high temperature, which is up to the point of melting). The objective of the EDM is to vaporize the surface layer and remove it. But it is, in reality a melted layer which will cool rapidly at the surface of the tool. The surface is now in a highly residual and stress full condition which can and very often does, lead to cracking, heat checking and ultimately premature surface failure. More often than not, it is the heat treater who is blamed, no matter how careful the heat treater has treated the tool.
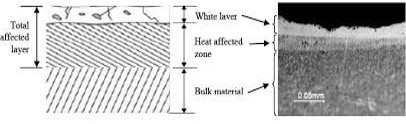
Figure 3: Characteristic layers of a subsurface.
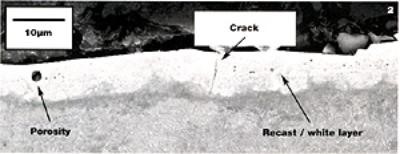
Figure 4: The recast layer is a layer of untempered martensite with a high crack risk potential.
The untempered martensite transformation occurs due to the heat sink that takes place from the generated heat of the EDM. The generated heat energy diffuses into the body of the tool and creates the appropriate transformation from austenite into martensite because of the rate of cooling. This will give rise to a stressful potential crack occurrence condition (due to the untempered, unstable m fresh martensite). Hardness values of the untempered martensite layer can be as high as 62 HRC (depending of course on the chemistry of the steel).
Figure 5: Illustration of the cracked untempered martensite after EDM.
Below the untempered martensite layer will be another layer of what can be a tempered martensite layer with hardness values (once again depending on the steel chemistry) in the region of up to 52 to 54HRC.
Below that layer on tempered martensite will be the original hardness and microstructure of the base material.
The recast layer is the dangerous layer, because not all of the melted layer has been flushed away. When a failed/cracked sample is etched, the recast layer will be seen as a white layer (do not confuse with the white layer of a nitrided surface).
What can be done to prevent (or at least reduce the risk of potential cracking)? The only simple procedure (but with no guarantee) that can reduce the risk of cracking, would be to temper the component immediately after the EDM procedure.
“While LPC with electric heating and HPGQ have won over many auto OEMs, oil LPC, oil-marquenching, and heating with natural gas can offer an effective, lower cost alternative for neutral hardening and carburizing.”
Vermont Custom Gage LLC. a subsidiary of Vermont Precision Tools Inc., Swanton VT, selected Lucifer Furnaces to create manufacturing capability with the addition of an air recirculating oven, a salt bath pot furnace and a quench tank. The new equipment will be used in the production of small steel component parts of their measuring (gage) equipment. The oven, a 4000 series, model 48-R36 with working dimensions of 24”Hx24”Wx36”L, heats to 800°F and will be used for Tempering. Insulated with 6.5” multi-layered lightweight firebrick and block insulation with a roof lined with ceramic fiber modules, the oven features a stainless steel liner which isolates the workload from the heating elements and directs airflow in a horizontal pattern. A high CFM fan assembly mounted through the oven rear wall circulates air over heating elements and back through the work chamber. The horizontal swing door is mounted with heavy duty hinges, 6” of insulation and two cam latches for a secure seal. After pre-heating, parts will be loaded into the salt pot furnace, model 2055-1624 and then oil quenched in a Lucifer Quench Tank, QT-2020, complete with air mixer, heater and soak timer. Next, the tools will be loaded into the 4000 series, model 48-R36 oven to be held at a constant temperature over a period of time to stabilize the structure of the steel. Vermont Precision Tools dba Vermont Gage manufactures a wide range of fixed limit gages including both threaded and cylindrical. Vermont Gage manufactures high quality gages with tolerances ranging from .00020” – .00002”. Vermont Precision Tools Inc. chose Lucifer Furnaces for the equipment based on its robustness and value.