When processing cemented carbide, there are a few considerations you need to understand to use the proper sintering equipment. One of the biggest factors is the actual material; what is the colbalt content level of the processed material?
In this best of the web article, walk through the steps of dewaxing, sintering for appropriate densification, and the processing temperatures that are required for sintering cemented carbide.
An Excerpt:
“Other than mechanical stresses due to the differential pressure between inside and ambient pressure outside the furnace, operating at relatively high temperatures with high pressure of gas would lead to significant dissipations of heat to the external environment. This is not only anti-economic from an efficiency point of view, but could also compromise the structural integrity of the water-cooled steel vessel of the furnace by overheating it.”
What is the most common scenario for a eutectic reaction? And (for that matter) what constitutes a eutectic reaction?
Contact us with your Reader Feedback!
If your heat treat operations involves vacuum heat treatments, you may already be familiar with this term. With the ability to truly make a bad day worse, this paper uncovers several examples of eutectic reactions, the costs that this “metallurgical experiment” can have on your load and furnace, and what steps you should take to prevent two mating metals from melting together. In this best of the web article, read about the eight examples of how barriers are used in real-world applications.
An excerpt: “To many people, the term ‘eutectic’ is not well understood. The best way to think of a eutectic is a metallurgical meltdown. A eutectic reaction occurs when two components with different melting points and surfaces free of oxides come in contact with each other in the vacuum furnace. This can create an atomic diffusion. For some materials, when a specific atomic composition is reached, they will melt at a temperature much lower than the melting point of the individual metals. If that temperature is reached or exceeded during the heat treating cycle, melting will occur at the contact points. This is referred to as a eutectic melt.”
Cemented carbide is often used interchangeably with other terms in the industry to describe a popular material for tool production. However, the specifics of what makes up a cemented carbide, and how this material can be processed, are not so widely discussed.
In this best of the web article, discover the composition, applications, and processes involved in sintering cemented carbide, as well as how vacuum furnaces play an essential role for this material. You will encounter helpful diagrams and resourceful images depicting each step of the process.
An Excerpt:
“Hard metal, or cemented carbide, refers to a class of materials consisting in carbide particles dispersed inside a metal matrix. In most cases, the carbide of choice is tungsten carbide but others carbide forming element can be added, such as tantalum (in the form of TaC) or titanium (in the form of TiC). The metal matrix, often referred as ‘binder’ (not to be confused with wax and polymers typically used in powder metallurgy) is usually cobalt, but nickel and chromium are also used. This matrix is acting as a ‘cement,’ keeping together the carbide particles (hence the ‘cemented carbide’ definition).”
Oil quenching can be a dirty phrase around the heat treat shop. But with vacuum, does it have to be?
This Technical Tuesday article was written by Don Marteeny, vice president of engineering at SECO/VACUUM Technologies,forHeat Treat Today’sNovember 2023 Vacuum Heat Treating print edition.
There are metallurgical advantages to oil quenching for which there are no gas quench substitutes, but for a time, those advantages only came bundled with some disadvantages that proved incompatible with a growing preference for vacuum processes. This drove vacuum oil quenching (VOQ) to evolve and improve, often faster than its reputation. VOQ has since matured into a convenient, safe, and economical choice, offering today’s vacuum heat treaters all the metallurgical advantages of oil quench without any of the compromises.
A Familiar Scene . . .
Don Marteeny
Vice President of Engineering
SECO/VACUUM TechnologiesContact us with your Reader Feedback!
When oil quenching is mentioned in the break room of any heat treat department, it’s a sure bet that those listening have very similar thoughts. With just the mere mention of oil, their thoughts carry them, not to memories of the first time they helped their dad change the oil in their car in the family garage, but instead to a row of furnaces belching flames from their doors. Next, they are sure to see one of the doors open, and the familiar sensation of hot air moves through their mind. They may – for a moment – expect the smell of salt air, the sand between their toes, and the sun from above.
For many heat treaters, this is but a momentary escape. Soon, the taste and smell of hot oil and metal return them to the moment, and they know they are standing next to a row of batch integral quench (aka, batch IQ or BIQ) furnaces.
It’s about then they will feel the heat of those flames at the end of this furnace line or by the transfer car, wiping the sweat from their brow with a sooty hand and anticipating a return to the break room for a cool drink of water.
Sound familiar? If so, you’re one of the hundreds of heat treaters who has had the pleasure of operating a tried-and-true atmosphere integral quench line; it faithfully does its job, hardening and case hardening steels where oil is the only heavy lifter that can do the job.
While heat treaters have been diligently pumping out oil hardened steels, furnace builders and OEMs alike have been trying to find ways to move away from oil to quenchants that, primarily, reduce distortion, but also that are cleaner, require less processing, and present a safer working environment. Despite their efforts working with modified quenchants – including high pressure gas quenching (HPGQ) in vacuum furnaces – oil quenching has proven robust, maybe even stubborn.
Does that mean we are stuck with the integral quench furnace and its fire-breathing ways? Not necessarily. . . .
Figure 2. D-Type double chamber for batch work processing with conventional loading over the oil quench
Source: SECO/VACUUM Technologies
An Invention Waiting on Improvement
The concept of a vacuum oil quenching furnace is nothing new. When first developed, it was unique because it combined the advantages of vacuum heat treating with the ability to oil quench. But at the time, they were an unlikely couple that never really got along as well as the atmosphere furnace with an oil quench tank.
Vacuum oil quench furnaces were expensive, had large footprints, and were not particularly reliable. Plus, if case hardening was required, low pressure carburizing was not particularly attractive as it was still in its infancy, at least compared to gas carburizing. So, VOQ stayed in the shadows, fulfilling limited roles where the application warranted the extra complication of vacuum. In the meantime, the integral quench furnace became the workhorse of choice, churning out oil and case hardened parts for industries worldwide.
HPGQ Drives Improvement in Vacuum Furnace Technology
Despite the success of the integral quench furnace, VOQ remained present, stirring in the shadows. In the meantime, vacuum furnace technology advanced through the development of high pressure gas quenching. The design and construction of a vacuum furnace lent itself to this application well and introduced a host of advantages, such as found in Maciej Korecki’s “Case Study of CMe-T6810-25 High Volume Production”:
• Decreased distortion
• Elimination of intergranular oxidation (IGO)
• No decarburization
Vacuum Furnaces Move from Niche to Standard Issue
In addition, these design developments supported the opportunity to case harden parts through the use of low pressure carburizing (LPC). Coupled with quenching pressures up to 25 bar, the HPGQ-equipped vacuum furnace became a real option for the heat treater interested in through hardening that did not require:
• Special atmosphere generation equipment (atmosphere generator)
• Lengthy furnace-conditioning cycles to assure the correct gas carburizing conditions as is typically necessary in the batch IQ furnace
• Post-heat treating surface cleaning in the form of washing or oxidation removal
VOQ Begins to Follow Suit
Still, vacuum and HPGQ were limited in their ability to serve in the role of hardening some steels when considering common geometries. This meant that, for those steels, oil remained the go-to quenching solution. As a result, the VOQ furnace became the furnace of choice.
It still required:
• Post-quench wash
• Aggressive oil circulation to minimize distortion
• Selection of the appropriate oil
• Careful fixture design
However, the advantages were too many to ignore. The fact that one could through harden steels like 8620 in a clean environment without the safety and cleanliness concerns inherent to integral quench furnaces was a huge advantage. And although furnace footprint remained a concern until the early 2000s, advancements in areas such as mixer design, vacuum pumps, and low vapor pressure quenching oils all contributed to decreasing the footprint and increasing the reliability of VOQ, making it an even more viable option. In more recent times, environmental concerns have also renewed attention to the VOQ furnace because of its vacuum capability.
Advantages include:
• Electric heating – no natural gas consumption
• Inert gas atmosphere or vacuum environment – no atmosphere generator needed • Zero CO2 emissions, even when case hardening using LPC
Figure 3. T-Type triple chamber for continuous batch work – oil quench or gas cooling/quenching with a separate chamber for preheating and semicontinuous operation
Source: SECO/VACUUM Technologies
Which Brings Us to Today
Vacuum oil quenching technology has progressed to overcome the challenges of yesteryear, and technological improvements have made it a flexible and configurable option for a heat treater’s current – and future – needs.
The VOQ is now available in configurations that provide both batch and semicontinuous options. This provides the opportunity to harden or case harden components with increased productivity and efficiency.
A common configuration offered is the two-chamber VOQ furnace as pictured in Figure 2. In this batch type configuration, common working zone sizes – such as 24″ x 24″ x 36″ or 36″ x 36″ x 48″ – are available with load capacities up to 2,650 lbs. A graphite-insulated hot zone provides the capability to achieve working temperatures up to 2400°F while providing the platform to case harden using LPC. This configuration also has the ability to conduct partial pressure heating using nitrogen. When quenching, the use of high-flow oil mixers promotes good oil mixing during quench to minimize distortion. This configuration can also cool in nitrogen above the oil in the quench tank, providing additional process flexibility.
In applications requiring higher productivity, a third preheating chamber can be added to the furnace system to provide the opportunity to preheat the furnace charge. The addition of the preheating chamber provides a semicontinuous operation as opposed to the batch operation provided by the two-chamber furnace. The result is a two times increase in throughput of the furnace system. Depending on the process requirements, production rates of up to 440 lb/hr are possible. The modern vacuum oil quench offers a versatile platform with a compact design capable of multiple processes and high production rates. The traditional two-chamber VOQ offers a batch platform capable of neutral and case hardening through the use of LPC. The three-chamber model provides similar options with the opportunity for high-capacity production through the addition of a preheating chamber with semicontinuous processing. Both demonstrate the advancements and the potential of this modern furnace as flexible, safe, and environmentally-friendly option in oil quenching.
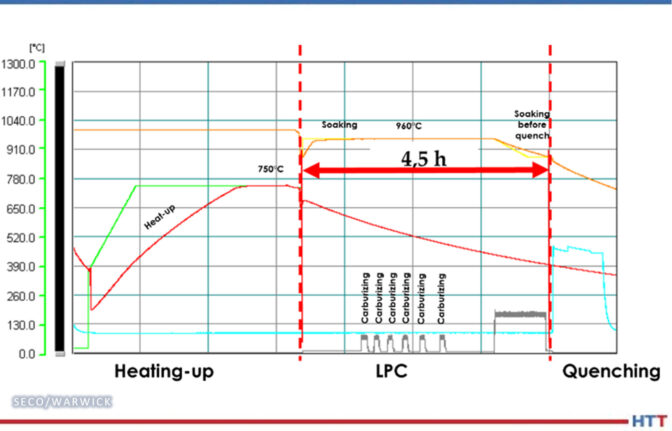
Figure 4. An LPC process that yielded a net 1,322 lb (600 kg) load of gears with an effective case depth of 0.039 in (1 mm). This resulted in a throughput of 294 lb/hr (133 kg/hr). Slight adjustments to this process have rendered production of up to 440 lb/hr. (Source: Maciej Korecki, “Case Study of CMe-T6810-25”)
Source: SECO/VACUUM Technologies
About the Author: Don Marteeny has been vice president of Engineering for SECO/VACUUM Technologies for over five years. He is a licensed professional engineer and has been a leader at the company over the last several years filling project management and engineering leadership responsibilities. Don is a member of Heat Treat Today’s 40 Under 40 Class of 2021.
For more information: Contact Don at Don.Marteeny@secowarwick.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
There’s always more to learn, and at Heat Treat Today, we strive to help you be well informed. Thanks to our Heat TreatRadio guests, we are happy to offer much more expertise on all things vacuum processing, including hardening, ion nitriding, and the stainless steel materials in vacuum furnaces.
This Technical Tuesday article was written by the Heat Treat Today Editorial Team for theNovember 2023 Vacuum Heat Treating print edition.
Heat Treat Radio #93: Why Ion Nitride? An Exploration with Gary Sharp
Contact us with your Reader Feedback!
Perhaps the most visual of all vacuum processes, ion nitriding is known for its unique purple glow, caused by nitrogen diffusing into the surface of the workpiece. Gary Sharp gives this glowing summary of ion nitriding, including the development of vacuum equipment to fit the process and special challenges like loading vacuum chambers and parts cleaning in this recent episode.
“[Ion nitriding is] a diffusion process. If you look at a piece of equipment, a hearth plate is a cathode in a DC circuit. The vessel wall is the anode, and the gas is your carrier.
“Through the transfer of energy, you bombard the part with ions and neutral atoms. They transfer their kinetic energy, and that is what actually heats up the parts. In the early years, that was the only way you could heat the parts. Later came more developed equipment.”
“Now, you have auxiliary heating in the walls, which adds some advantage but also a little more complexity in terms of keeping and maintaining a current density on the part adequate to diffuse into the metal itself. Sometimes you put it in a vessel, and you turn on the power supply. All the energy is coming from somewhere else, and you don’t actually diffuse or harden the part itself. It’s been solved, obviously, over the years.”
As Sharp further explains, some advantages of ion (or plasma) nitriding overlap with other forms of nitriding. But specific to this purple heat treatment under vacuum are its great masking abilities.
Heat Treat Radio #82: Gun Part Treatments, Turning Up the Heat with Steve Kowalski
When it comes to stainless steels for gun components, autonomy is the name of the game. Vacuum processing is “critical” in the gun part industry, says Steve Kowalski, president of Kowalski Heat Treating, for this reason of control over the part:
“With stainlesses and the various materials that we’re currently using, having high-pressure quench vacuums/high pressure quench allows for a significant amount of flexibility. We can finetune a recipe, or cycle, to achieve properties that the customer needs where it makes it repeatable.”
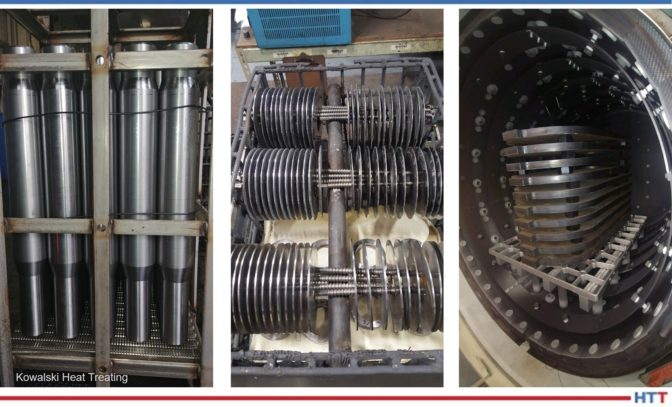
Rolls, slitter blades racked, and SS vavle seats for vacuum processing
Source: Kowalski Heat Treating
The means to reach the end of perfectly heat treated components are many, the critical step being defining the heat treat process itself. “The majority of what we process for the gun world (for the firearms world) would be either salt to salt rack austempering or marquenching, vacuum and actually plasma processing, whether it’s FNC or nitriding. We’re involved with those three areas in the gun world.” He later expands upon this list noting, “salt neutral hardening, salt hardening, and then marquenching or austempering, depending on the component.”
Heat Treat Radio #54: Metal Hardening 101 with Mark Hemsath, Part 2 of 3
“Hardening” is a broad thermal processing term that generally means increasing a material’s strength and toughness and minimizing distortion. Hardening can be done in a simple tip-up or bell furnace. So, which hardening processes require vacuum furnaces?
In addition to plasma nitriding as mentioned above, Mark Hemsath of NITREX sheds some light on carburizing as done in a vacuum furnace. He says, “Caburizing is the addition of carbon, right? So, the difference here is that when we talk low pressure . . . it’s done at a negative pressure, less so than atmosphere. We call this either low pressure carburizing or vacuum carburizing; it’s the same process. This takes place at pressures typically in the 1–15 torr range, which is about 1–20 millibar range of pressure. If you know one atmosphere is 760 torr, when we’re going down to 1–15 torr, we’re at pretty good vacuum. Just like with gas carburizing, the higher the temperature, the faster the process. What’s unique with vacuum equipment is that vacuum equipment is typically capable of going to higher temperatures which adds to the speed of carburizing.”
Unveiling the inner workings of a vacuum furnace, he adds, “Now, we didn’t discuss the design of gas carburizing furnaces that much, but typically they’re gas fired and they have radiant tubes. In the interior of the furnace, the higher temperature you go with the really nasty carburizing atmosphere, it reduces the life of those furnaces substantially, so the people that own the furnaces don’t want to go to high temperature. If you can go 100 degrees higher in temperature, like you can with the vacuum carburizing furnace, the process gets much faster. That means higher productivity.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Let’s discover new tricks and old tips on how to best serve vacuum furnace systems. In this print edition, Heat Treat Today compiled top tips from experts around the industry for optimal furnace maintenance, monitoring procedures, controls, testing, and more.
This Technical Tuesday article was written by the Heat Treat Today Editorial Team for the November 2023 Vacuum Heat Treating print edition.
#1 Three in One: Control Your Vacuum Furnaces
Contact us with your Reader Feedback!
Vacuum furnaces are an essential piece of equipment for a variety of industrial applications. They operate in a controlled environment with low pressure, high temperatures, and controlled atmospheres, making them ideal for processing high-quality materials. Here are three tips to guarantee the best results:
1. Understand your furnace’s capabilities and operating parameters:
It’s crucial to know your furnace’s design and its operating parameters — temperature range, pressure range, and cycle time, to name a few. This knowledge will help you determine the optimal setpoints for your process and ensure that you stay within a safe operating range.
2. Monitor process parameters:
To control your furnace, you need to monitor process parameters such as temperature, pressure, gas flow rate, and vacuum level. Using an automated control system like Gefran’s power controller with ethernet communication will help ensure you maintain the desired process conditions throughout the run. You should also regularly check the accuracy and age of your thermocouples and calibrate the system if necessary.
Vacuum furnaces are complex systems, and the process can be hazardous if not done correctly. Train all personnel on proper furnace use to ensure they understand the hazards associated with the process as well as know the SOPs to ensure safe and repeatable results. Your SOPs must cover all aspects of the process, including loading and unloading the furnace, start-up, shutdown, and emergency procedures. In addition, Gefran’s power controllers offer predictive maintenance functions, such as heater diagnostics and constant temperature monitoring of the power cable connection to give you advance notice before issues develop and the line goes down.
By following these tips, vacuum furnace users will improve process control, optimize performance, and reduce energy consumption and downtime. They will also see increased productivity and improved product quality.
Seals are everywhere on any furnace. Do you know where all the seals and leak points are? Door O-rings and rope gaskets are obvious examples. O-rings need to be clean and protected from abrasion. High temperature gaskets need to be flat, smooth, and unbroken. Almost every item of your furnace is sealed in some manner. It is best to replace seals as part of a preventative maintenance program. While your nose can detect ammonia, vacuum leaks require special helium leak detectors and a lot of training. Your furnace manufacturer’s service technician can assist in identifying problem areas and developing a maintenance routine to keep your furnace running. And a simple electronic manometer is great to have handy for running leak-down tests using positive pressures. Auto supply stores sell inexpensive halogen detectors, and some people use smoke bombs to detect leaks.
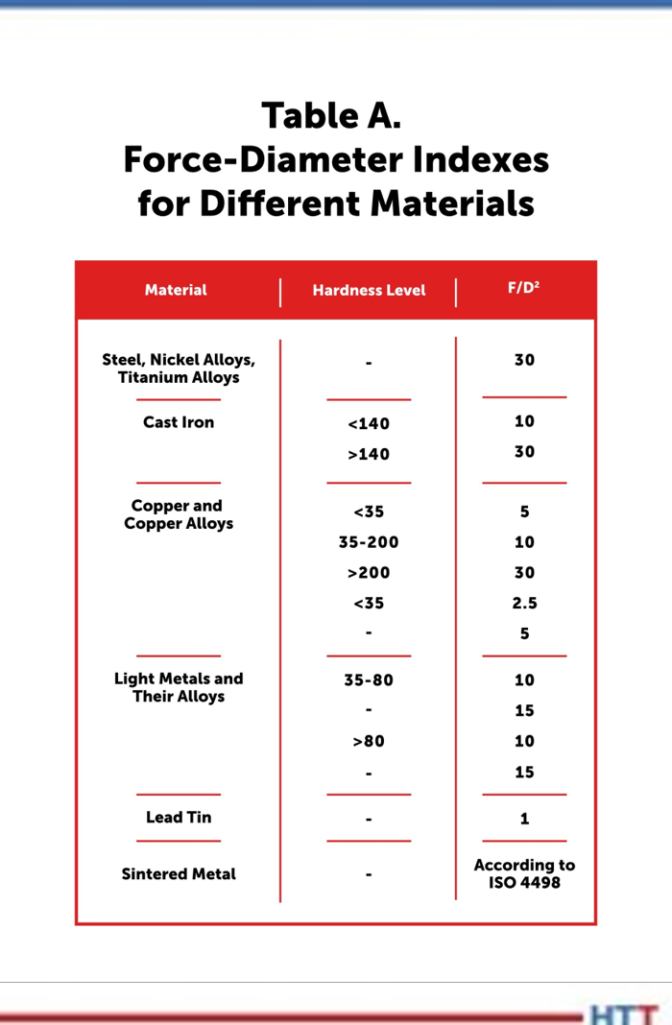
Table A. Force-diameter indexes for different materials (Source: Foundrax Engineering Products Ltd.)
Use the correct force-diameter index (F/D²) for the material being tested. Apply the test force in accordance with ISO 6506 or ASTM E10, as appropriate. While the indenter is in downward motion and in contact with the material, avoid doing anything that might create vibrations that could reach the machine. When the indenter has withdrawn, measure the resulting indentation in a minimum of two diameters perpendicular to each other and convert the mean measurement into an HBW number. Note: if using a portable Brinell hardness tester, caution should be exercised when removing the machine from the component so that the edge of the indentation is not accidentally damaged when the machine is released.
#4: Preparation Steps When Carrying Out Your Brinell Test
Make sure the test equipment is properly set up. In most instances, this involves keeping the test machine serviced and calibrated in accordance with the international standards (that’s ASTM E10 for Brinell and ASTM E18 for Rockwell) and/or the manufacturer’s instructions (whichever are the stricter) along with mounting it on a level, vibration-free surface. The absence of vibration is crucial if you’re using a lever and weight machine but still desirable for hydraulic and motor-driven types, and it is mandated by the standards.
A brief note for tests made using portable Brinell hardness testers that apply the full test load (albeit without the ability to maintain it uninterrupted for the full 10 seconds): While it might not always be possible to mount the machine on a solid and level surface, the rest of the above still applies.
If the anvil is mounted on a leadscrew, ensure that it is properly secured. Similarly, jigs should be in good condition, correctly mounted and holding the test piece securely. It is easy to become very relaxed about the amount of energy that goes into applying 3,000 kg to a 10 mm ball, but if the component shatters under the load, the results can be dramatic and, potentially, very dangerous. Don’t forget your safety boots! Also, as fingerprint residue is corrosive, gloves should always be worn.
“There are many factors to consider when thinking about the right vacuum level for vacuum brazing. Foremost among these is the ability to ‘wet’ the surface so that the braze filler metal will flow freely and be drawn into the braze joint by capillary action. To secure good wetting, the parts must be clean, the vacuum furnace well conditioned and leak free, and the proper level maintained.”
Source: Dan Herring, The Heat Treat Doctor®, Vacuum Heat Treatment, vol II, 2016 pp.283
#brazing #vacuum level #leakfree
#6: Voyaging Vacuum Furnace Maintenance
"[If] a vacuum furnace is to be moved from one location to another, a careful inspection and close monitoring of the water system should be done in the months that follow the move. Dislodged scale can clog cooling paths and create hot spots. Corrosion effects can be accelerated, and the integrity of connections can be compromised. Older equipment that has not been on a treated water system of some type is especially vulnerable.”
Source: Dan Herring, The Heat Treat Doctor®, Vacuum Heat Treatment, vol II, 2016 pp.283
#inspection #corrosion #movingequipment
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The question in many heat treaters’ minds is, “Why would I want more documentation on my furnaces?” TempTABs can act as an early warning sign that further temperature monitoring is necessary.
This Technical Tuesday article was written by Thomas McInnerney and Garrick Ackart of The Edward Orton Jr. Ceramic Foundation, for Heat Treat Today'sNovember 2023 Vacuum Heat Treatingprint edition.
The Need for User-Friendly Documentation
Thomas McInnerney
Engineering Manager of Pyrometric Products
Edward Orton Jr. Ceramic Foundation.
Source: Edward Orton Jr. Ceramic Foundation
Increased regulations called for in AMS2750G and CQI-9 were, for the most part, driven by the client purchasing the items. With a business climate that can generate a product-liability lawsuit quicker than a rapid quench, clients are trying to protect themselves.
Contact us with your Reader Feedback!
Consequently, most heat treating facilities will perform the necessary and required temperature uniformity surveys (TUSs) as well as thermocouple calibrations. Once the formal TUS is complete, other than the information generated from the control thermocouples, the challenge still exists for the furnace operators to ascertain what happens throughout the furnace between surveys. By passing the last survey but failing the next one, how do you detect that something changed two days after the good survey or two days before the failed survey?
It is true you can run a temperature data logger with an array of thermocouples attached through the furnace to get a complete picture of the furnace performance, but that process includes production interruption, an expenditure of precious manpower, and significant expense in maintaining the data logger. Essentially, we have just defined the need for a cost-effective, user-friendly device to monitor the day-to-day repeatability of the performance of the furnace.
Metals Industry Demands
Garrick Ackart
Marketing and Business Development Manager
Edward Orton Jr. Ceramic Foundation.
Source: Edward Orton Jr. Ceramic Foundation
Driven by the question raised above, The Edward Orton Jr. Ceramic Foundation initiated a development project to provide such a product for the metals industry.
Demands of the metals industry are quite different from those of the ceramic industry. The detection device would have to be able to withstand rapid heat-up schedules, rapid quench, a wide variety of furnace atmospheres (air, nitrogen, hydrogen), and no atmosphere (vacuum), and do all this without introducing contaminants to the products being heat treated — no small challenge for an engineered ceramic product. Following a great deal of consultation and experimentation, Orton developed a product, the TempTAB, that can be used to benchmark and monitor furnace performance in most heat treating applications.
Measuring Dimension: How a TempTAB Works
How does the device work, and how is it made and controlled? The device depends on a constant slope curve of shrinkage versus temperature. When the device is exposed to more temperature and for longer periods of time at peak temperature, the amount of shrinkage increases.
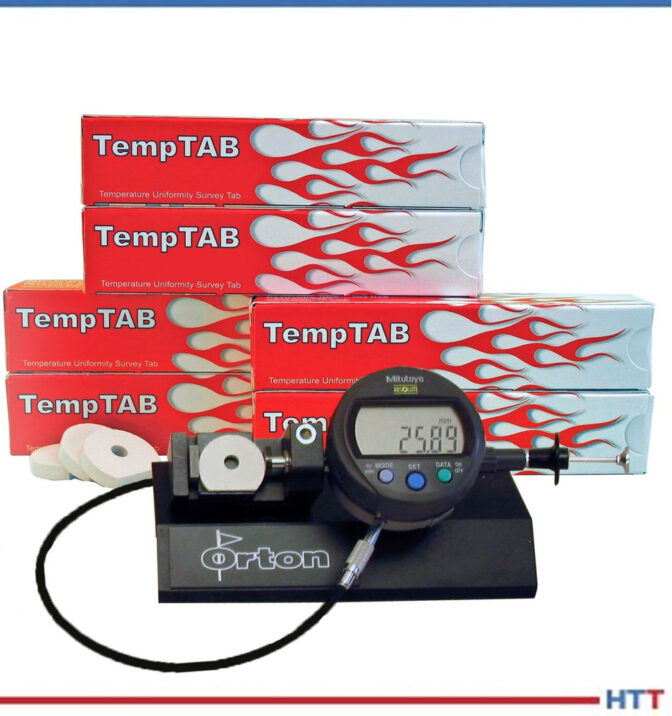
Figure 1. The temperature monitoring system consists of ceramic sensors, a
measuring gauge, and software to convert dimension to temperature.
Source: Edward Orton Jr. Ceramic Foundation
TempTABs are small disks made from exact blends of select ceramic materials prepared in an environment where the processing variables are tightly controlled. The ceramic material is selected based on its predictable shrinkage, which is affected more by temperature than time; even so, holding at or near the peak temperature will have an impact on the final dimension.
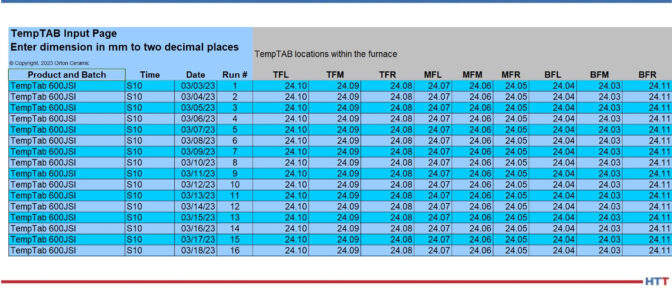
Once the TempTAB is out of the furnace, its diameter is measured with a micrometer. The dimension, in millimeters, is entered into an Excel workbook that automatically looks up the equivalent temperature inside the furnace based on the furnace cycle time.
Temperature conversion charts are available with each batch of TempTABs for converting the diameter measurement to temperature. The charts have several columns of data which allow the user to find the data that is best associated with their final furnace cycle hold times (temperatures available for 10-, 30-, 60-, 120-, and 240-minute hold times). The charts are built into the software to allow you to monitor up to nine different locations inside the furnace for up to 360 runs (Figure 2). The software is available free from Orton’s website.
The resulting temperature data generated by the software is graphically displayed in both table and numerical format for easy interpretation. The data can also be copied into other Excel spreadsheets and SPC (Statistical Process Control) programs to be incorporated into existing quality programs.
Figure 2. Orton TempTAB software allows process temperature tracking at a glance.
Source: Edward Orton Jr. Ceramic Foundation
Primary Uses: Early Warning Device & Quality Control
Heat treat companies use these disks as an early warning device and to document that their processes are under control. First, they benchmark their thermal process by running several TempTABs through the heat treat furnace.
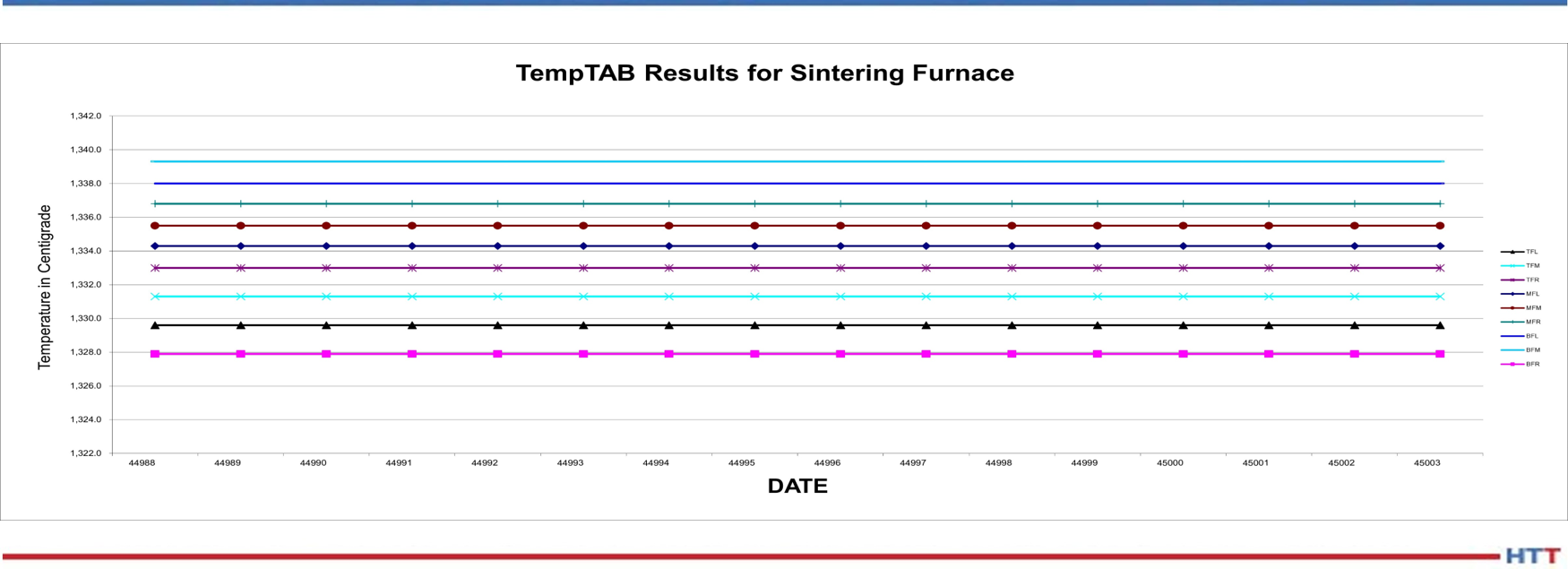
After establishing a benchmark with upper and lower control limits, the company will run the disks on a regular schedule, placing them in the same location alongside the parts being treated in the furnace (see process temperatures graphed with TempTABs in Figure 3).
Figure 3. Temperature data is displayed by location and can be copied into existing SPC software.
Source: Edward Orton Jr. Ceramic Foundation
At a glance, the furnace operator, the quality manager, or the general manager can see if the process is under control. The size of each disk indicates if the thermal process is, or is not, within the established control limits.
The case studies that follow demonstrate these primary uses in real-world heat treat.
Case Study #1: Furnace Documentation When You Need It
A manufacturer with in-house heat treating ran TempTABs alongside the thermocouples in one of its required nine-point uniformity surveys with a data logger. After the formal survey, they continued to run disks in each load, monitoring shrinkage of the disks. The heat treating operations wanted to document the thermal treatment of the product in every load. If something did change inside their furnace before the next required survey, the TempTABs would act as an early warning system alerting them that a formal survey may be necessary.
Case Study #2: Developing Backup Facilities/Preparing for Increased Demand
A company specializing in powder metal sintering wanted to duplicate a sintering process of one of their products, currently only being done at a single manufacturing site, at a second location. Initially, they duplicated all the settings in the new location (temperature settings and belt speed) and found that the resultant parts differed from those of the original site.
The company began to consider TempTABs. They liked the idea of having a device that could provide them with furnace temperature readings since they knew that it was an important variable to the quality of their parts. For one year, TempTABs were used daily for process control of the furnace. This use proved that the furnace was consistent and stable.
Since they had developed a benchmark of the disk dimensions yielding good parts, they were able to adjust the new facility settings so their process could be duplicated in the second facility. Within weeks, the powder metal sintering experts could produce products in the new facility consistent with the original facility.
Case Study #3: High-Value Heat Treating
A heat treating facility serving the aerospace industry historically ran nine thermocouples in every load of their batch furnace for bright annealing stainless steels to document furnace performance. The method required using many type S thermocouples and a data collection unit. Labor costs included setting up the thermocouple array and replacing the certified thermocouples. It was expensive and disruptive; they wanted an alternative.
The time needed to replace the TempTABs was minutes and only required one person’s time to place and gather them. After doing a correlation study of at least five runs over a week, the heat treat facility replaced the thermocouples with TempTAB disks. Now, a single operator places TempTABs inside every load so they can gather information at a lower cost. If they see any change in the amount of TempTAB shrinkage, they will run the thermocouple array to see precisely how the temperature profile has changed.
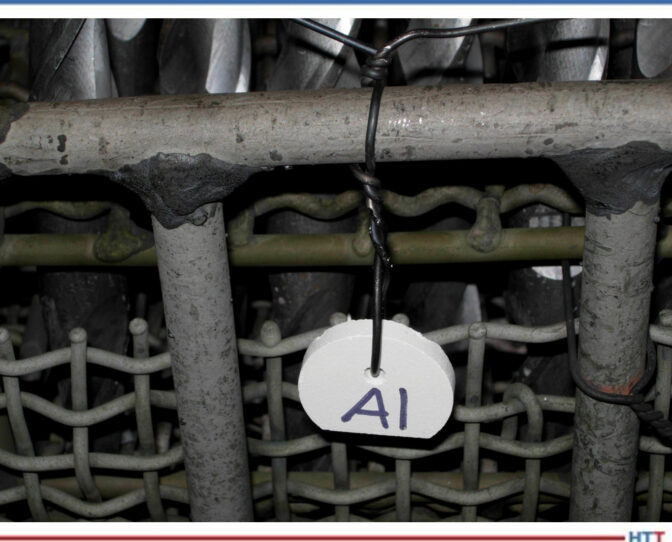
Figure 4. TempTAB wired in place during daily monitoring.
Source: Edward Orton Jr. Ceramic Foundation
About the authors:
Thomas McInnerney is the engineering manager of Pyrometric Products at The Edward Orton Jr. Ceramic Foundation. He received his BS in Ceramic Engineering at The Ohio State University and has been a key leader in the development and application of TempTABs for 22 years.
Garrick Ackart is the Marketing and Business Development manager at The Edward Orton Jr. Ceramic Foundation. He received a Bachelor of Science degree from Alfred University in Ceramic Engineering, an MBA from The Ohio State University, and has more than 25 years of experience in the ceramic and glass industry.
Reducing the industrial carbon footprint has been at the forefront of much discussion, heat treat industry-specific or otherwise. How can heat treaters dealing with vacuum operations consider sustainability in a carbon-conscious market?
This Technical TuesdaySustainability Insight article was written by Bryan Stern, the product development manager at Gasbarre Thermal Processing Systems, for Heat TreatToday'sNovember 2023 Vacuum Heat Treating print edition.
Bryan Stern
Product development manager
Gasbarre Thermal Processing System
Source: Gasbarre
There is a growing understanding that changes in environmental policy and corporate initiatives will have an increasing impact on the landscape of domestic processing and manufacturing industries in the near future. This is of particular interest to the heat treating industry as thermal processing intrinsically consumes large amounts of energy.
Contact us with your Reader Feedback!
Energy has always been a financial reality for heat treaters, but the impact of transitioning environmental reform will reach beyond monthly utility bills. This is because large players in primary heat treat markets will seek to integrate low-carbon service and equipment suppliers into their direct and indirect supply chains to meet decarbonization objectives.
As a result of this impending trajectory, there has been more attention on furnace design and energy sources within the thermal processing industry. One topic that has received a great deal of focus is the potential benefit of vacuum furnaces as a less emissions-intensive approach to heat treating. Although fundamentally based on electrification, it would be difficult to argue that at least some of the interest in vacuum does not stem from a reactionary desire to distance thermal processing from the image of fire-breathing fossil fuel furnaces given the current political environment.
But beyond the undeniably more marketable aesthetic, the legitimate question remains: Does vacuum heat treating provide tangible environmental advantages over combustion-fired atmosphere alternatives?
Atmosphere integral quench furnace
The soundness of the argument for electrification and vacuum is not as obvious as it might first appear. To start, eliminating on-site combustion does not eliminate CO2 emissions. Electrical utilities still have emissions factors (reported in CO2 equivalent emissions per kWh) that must be accounted for as part of Scope 2 supply emissions. Counterintuitively, the national average emissions factor for electric power is 2.2 times that of natural gas to produce an equivalent amount of thermal energy.1,2 This is primarily due to the inefficiencies associated with generating and transporting electricity versus converting fossil fuels directly to thermal energy on site.
In addition to having higher emissions, electricity is 3.6 times the cost of natural gas for an equivalent amount of energy based on national averages for 2022.3,4
The cost effectiveness of gas fired atmosphere furnaces historically has been the motivator behind their use, unless the process benefitted in some other way from vacuum processing.
If electricity has a greater carbon footprint and is more expensive per unit of energy than fossil fuels, why is the industry transitioning to electrification and increasingly favoring vacuum processing? The answer lies with several factors both internal and external to the equipment itself.
Within the scope of the equipment, gas fired furnaces are intrinsically inefficient. Burners exhaust hot gas which continuously siphons energy away from the process. Although less significant for direct fired burners, this effect is amplified for indirect burners, which are commonly used. Recuperators and regenerators can dramatically improve efficiencies by recycling exhaust to pre-heat combustion air, but additional energy is always required for burner systems beyond what is needed to heat the work and overcome losses through insulation. Electric furnaces, on the other hand, have no such additional demand, and the energy they consume is more directly applied to the process. Although the type of energy used is more financially and environmentally costly per unit, electric vacuum equipment uses that energy more efficiently.
In addition to the demands from the burner exhaust, gas fired furnaces usually depend on a blanketing atmosphere to protect the work from oxidation. Endothermic gas is commonly used for this purpose, and in addition to the heat input required for endothermic gas generation, CO and CO2 are products of the reaction. Although it is an objective of endothermic gas generation to minimize the amount of CO2 present in the furnace, the CO exhausted to the atmosphere eventually reacts to form CO2, leading to a higher effective emissions rate. The use of a vacuum as a protective atmosphere is less carbon-intensive as it relies primarily on the power required to operate the vacuum pumps. This leads to much lower emissions to create the processing atmosphere.
Looking outside of the equipment at the overall manufacturing process, heat treating in vacuum can often eliminate post processing steps required when using other types of equipment. This may come in the form of less oxidation or scale, meaning less part cleanup, or low distortion gas quenching, allowing final machining to be moved forward in the manufacturing process or removed altogether. These potential production cost savings are not new, but the value of eliminating the emissions associated with additional manufacturing steps will only serve to further incentivize vacuum equipment moving forward.
There is one final dynamic outside the scope of the equipment that contributes to the explanation of the industry’s push toward vacuum. The emissions factors associated with electric power generation are decreasing, a trend which is expected to continue. The contribution of renewable energy to the domestic power grid is projected to more than double in the next seven years.5
Single chamber vacuum furnace
Although the contribution from renewable sources is still significantly less than fossil fuels, changes in generation are not the only factors at play. Significant efforts are being made to develop grid-scale energy storage solutions. Although most often associated as a prerequisite for intermittent production from renewables, these storage solutions serve an important function for the existing infrastructure. By storing excess power during low demand and releasing it during peak hours, grid scale energy storage would allow fossil fuel power plants to run at more optimized efficiencies without having to ramp up and down to match demand.
Beyond the process efficiencies of vacuum discussed above, investing in electric fired equipment is the only way to capture the benefits of ongoing improvements to electric supply and generation infrastructure. While the benefits of electrification may currently depend on contextual variables such as geographic location and equipment design, natural gas fired processing has a relatively fixed ceiling for future improvement. As an added advantage of electrification, the carbon accounting reductions from the improvement in emissions factors can be captured passively after the initial investment.
While the above advantages of electrification and vacuum do help explain the industry’s push in that direction, it is worth considering how vacuum equipment will continue to evolve to maximize energy efficiency and reduce emissions. Historically, the majority of vacuum furnaces have been single chamber batch style pieces of equipment. This configuration usually requires that loading and unloading occur at, or near, room temperature to avoid oxidation of sensitive materials. In addition to longer floor-to-floor times, this means that the energy required to heat the furnace is thrown away at the end of each cycle.
The competitive demand for low-carbon solutions will drive the use of multi-chamber batch and continuous style furnaces that allow stored energy to be conserved between cycles. This will be especially true as we see more high-volume manufacturing shift away from traditional continuous atmosphere heat treating. In the past, batch vacuum processing has been too restrictive to both part cost and throughput to be competitive. As emissions concerns gain prominence, vacuum furnace configurations that offer higher energy efficiencies and throughput will begin to close that gap.
The processing and energy advantages of electric vacuum furnaces have positioned them well to meet the low-carbon demands of an increasingly emissions-conscious market. It will be exciting to see how the equipment continues to develop to meet those needs in the future.
Bryan Stern is the product development manager at Gasbarre Thermal Processing Systems. He has been involved in the development of vacuum furnace systems for the past 7 years and is passionate about technical education and bringing value to the end-user. Bryan holds a B.S. in Mechanical Engineering from Georgia Institute of Technology and a B.A. in Natural Science from Covenant College. In addition to being a member of ASM, ASME, and a former committee member for NFPA, Bryan is a graduate of the MTI YES program and is proud to have been included in Heat TreatToday's 40 Under 40 Class of 2020.
As we get further into the heart of fall, it’s time to turn up the heat (treat)! – but how can this be done in an optimized and sustainable way?
Today’s Technical Tuesday original content round-up features tips and tricks from our summer print editions on how to optimize and sustain your heat treat operations, even during the chilly months. So, bundle up, grab a hot drink, and review these insightful pieces!
Sustainability Insights Corner
In May, Heat TreatToday began publishing "Sustainability Insights" from the IHEA editorial team. Here's a brief overview of the recent insights all in one place:
June: NEW Sustainability and Carbonization Webinar Series. Although this year's IHEA Webinar series may have come and gone, it's not too late to establish a foundational understanding of carbon and sustainability here!
August: Reducing the Carbon Footprint of Your Heat Treating Operations. Brian Kelly of Rockford Combustion is back with yet another suitability insight, here exploring ways to assess your heat treating operation's carbon footprint, tune your combustion systems, explore renewable fuels, and much more.
September: Process Heating and the Energy-Carbon Connection. Explore the issue of greenhouse gases and how recent conversations are affecting the heat treating industry with Michael Stowe of Advanced Energy.
In Case You Missed the May Issue: Induction and Sustainability Tips
Looking for sustainability tips for your heat treating operation, but lacking in time? Heat TreatToday's May Issue has you covered with a quick read: "13 Induction and Sustainability Tips." We'll highlight a few below which made it into a recent Technical Tuesday feature:
Sustainable Energy for Furnaces? What does the Future Hold?
What will the future run on? With growing discontent around current energy sources like natural gas and other fossil fuels, power sources for furnace equipment are due for a makeover.
Explore the question of sustainable energy for furnaces in the future with industry experts John Clarke of Helios Electric, Philippe Kerbois of Glass, various authors from Watlow, and Stuart Hakes of F.I.C. (UK) Limited.
How much electrical power is being used in the typical heat treatment plant? And how can power (and money) be saved in these operations? If these questions peak your interest, explore further with Roger A. Jones and William Jones of Solar Atmospheres.
Learn about savings in electricity and money in areas of electric motors, high vacuum diffusion pumps, gas blowers, building lighting, AC/heating, and more in this article.
Those familiar with vacuum heat treatments are surely acquainted with the vacuum heat treatment of titanium and how such furnaces create the ideal environment for titanium's heat treatment. However, not all titanium and its alloys are created equal. Enter the beta titanium alloy.
In this best of the web article from TAV Vacuum Furnaces, discover the potential applications for beta titanium alloys, as well as the effects that various vacuum heat treatments can have on the mechanical properties of the alloy. Additive manufacturing (AM) technologies, specifically laser powder bed fusion, are gaining increased interest in the treatment of beta titanium alloys, due to their efficiency and their cost-cutting potential. Learn more about the chemistry and applications of this unique material below.
An excerpt:
Beta titanium alloys have an unique combination of desirable properties: their high specific strengths, creep resistance, oxidation and corrosion resistance, excellent temperature resistance up to 600°C and hardenability, make them very attractive for aerospace applications. On the other hand, the excellent biocompatibility and low elastic modulus, closer to that of human bone compared to other alloys, make Ti beta alloys an excellent material for biomedical applications.